Carlos Manuel Silva Lima Barbosa - repositorio-aberto.up.pt · iv Development of the RCFA analysis...
90
Dese Orien O Faculdad Mestra envolvimento da análise RCFA na ColepCCL Carlos Manuel Silva Lima Barbosa Dissertação de Mestrado ntador na FEUP: Prof. Bernardo Almada Lobo Orientador ColepCCL: Eng.º André Pinho de de Engenharia da Universidade do P ado Integrado em Engenharia Mecânic 30 De Junho de 2011 a o Porto ca
Transcript of Carlos Manuel Silva Lima Barbosa - repositorio-aberto.up.pt · iv Development of the RCFA analysis...

Desenvolvimento da análise RCFA n
Orientador na FEUP: Prof. Bernardo Almada LoboOrientador ColepCCL:
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Mecânica
esenvolvimento da análise RCFA na ColepCCL
Carlos Manuel Silva Lima Barbosa
Dissertação de Mestrado
Orientador na FEUP: Prof. Bernardo Almada LoboOrientador ColepCCL: Eng.º André Pinho
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Mecânica
30 De Junho de 2011
a
Orientador na FEUP: Prof. Bernardo Almada Lobo
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Mecânica

ii
Dedicado à minha mãe.

iii
Resumo (português)
Esta tese tem como objectivo principal o desenvolvimento de uma análise RCFA (“Root Cause Failure Analysis”) para uma linha de enchimento de aerossóis, na ColepCCL. Dada a limitação de recursos e a impossibilidade de estudar todos os problemas que se encontram numa indústria, a adopção de uma metodologia que seja capaz de triar, estudar e solucionar problemas de forma expedita e económica, é vista como uma necessidade para o actual mundo competitivo.
Foi efectuada uma pesquisa pela bibliografia existente sobre o tema proposto e os assuntos que gravitem em seu torno. Posteriormente, desenvolveu-se uma metodologia adequada à realidade da empresa, baseada no processo A3 utilizado pela Toyota.
Algumas das situações mais frequentes de paragem da linha foram examinadas com recurso à metodologia proposta e adequada à empresa, tendo sido apontadas recomendações de melhoria que visam a eliminação dos problemas ou, no limite mínimo, a redução da sua incidência.
Apesar de não ter sido possível a implementação de todas as recomendações, algumas foram implementadas e, à data de conclusão desta tese, aguardam-se os resultados para posterior comparação com o esperado.
Espera-se também que, com a implementação das recomendações, ocorra um aumento da disponibilidade da linha e do MTBF e diminuição do MTTR (quando aplicável).

iv
Development of the RCFA analysis in the filling line A5
Abstract
This thesis aims to develop a Root Cause Failure Analysis to an aerosol filling line. Since all
industries possess limited resources and it is impossible to study every problem that appear in
the daily routine, the adoption of a work method that allows to sort, study and find a solution
for a problem in an economic and prompt manner is seen as a need for today´s competitive
world.
It was carried out a research over the proposed subject and related topics. Afterwards, a work
method, that fit the on the company’s reality, was developed. This development was based on
the A3 process used by Toyota.
Some of the main referred issues were analyzed through the applications of the proposed
work method and some recommendations were presented to eliminate them or, at most, to
reduce their occurrence.
Despite the implementation of all the proposed recommendations did not take place before the
writing of this report, some of them were implemented and results are expect to be positive.
With the adoption of the recommendations it is expectable an increase in the monthly
availability index and MTBF and a decrease of the MTTR (when applicable).

v
Agradecimentos Ao Professor Bernardo Almada Lobo, pela orientação dada a esta tese.
Ao Engenheiro André Pinho, pelo apoio e orientação na empresa.
Ao Professor José Fernando Oliveira, pelas recomendações prestadas.
À ColepCCL, por me ter proporcionado excelentes condições de trabalho.
Às pessoas da ColepCCL, que durante o desenvolvimento desta tese tiveram a paciência e o
interesse em me ajudar a perceber uma série de questões operacionais e técnicas.
À minha família, em particular à minha mãe, por me ter proporcionado todas as condições
para que, um dia, me tornasse Engenheiro.
À minha namorada, pela paciência e incentivos demonstrados ao longo do meu curso.
Aos meus amigos, por me terem apoiado em todos os momentos.

vi
Índice de Conteúdos
1 Introdução .................................................................................................................. 1
1.1 Projecto - Enquadramento .................................................................................. 1
1.2 Objectivos ........................................................................................................... 1
1.3 Metodologia........................................................................................................ 1
2 A ColepCCL .............................................................................................................. 2
2.1 Apresentação da empresa ................................................................................... 2
2.2 Processo de enchimento de um aerossol na linha A5 ......................................... 3
2.3 Projecto RCFA na ColepCCL ............................................................................ 5
3 Contextualização do problema .................................................................................. 6
3.1 Introdução ........................................................................................................... 6
3.2 TPM - Total Productive Maintenance................................................................ 6
3.3 RCFA - Root Cause Failure Analysis .............................................................. 12
3.3.1 O que é ...................................................................................................... 12
3.3.2 Considerações gerais ................................................................................. 13
3.3.3 Vantagens e limitações .............................................................................. 15
3.3.4 Razões de insucesso .................................................................................. 15
3.3.5 Processo A3 ............................................................................................... 18
3.3.6 Classificação de falhas .............................................................................. 22
3.3.7 Evidência, a peça fundamental .................................................................. 24
3.3.8 Ferramentas de análise .............................................................................. 27
3.4 Comentários gerais sobre a revisão de literatura .............................................. 32
4 Implementação da análise RCFA ............................................................................ 34
4.1 Situação encontrada .......................................................................................... 34
4.2 Metodologia RCFA proposta ........................................................................... 36
4.2.1 Criação de equipa ...................................................................................... 36
4.2.2 Comunicação da avaria ............................................................................. 37
4.2.3 Processo A3 ............................................................................................... 40
vii
4.3 Problemas estudados ........................................................................................ 41
4.3.1 Máquina de filme – P1 (filme plástico) ..................................................... 41
4.3.2 Cravação – P1 (Falta de vácuo) ................................................................. 47
4.3.3 Microdoseadora ......................................................................................... 52
4.4 Restantes problemas estudados ........................................................................ 58
4.4.1 Quadro resumo .......................................................................................... 58
4.4.2 Comentários aos restantes problemas ....................................................... 59
5 Conclusões ............................................................................................................... 62
viii
Siglas ETA - Event Tree Analysis FTA - Fault Tree Analysis MTBF - Mean Time Between Failures MTTR - Mean Time To Repair OEE - Overall Equipment Effectiveness RCFA - Root Cause Failure Analysis RCA - Root Cause Analysis
Shopfloor - Software de apoio às linhas de enchimento onde é registada a actividade produtiva da linha.

ix
Índice de figuras Fig. 1- Representação esquemática do processo de enchimento de um aerossol. ................................................. 4
Fig. 2 - Relação de compromisso entre a manutenção planeada e a correctiva (adaptado de [3]). ........................ 8
Fig. 3 - A grande vantagem do TPM: olhar para o icebergue completo (adaptado de [5]). ...................................... 9
Fig. 4 - O verdadeiro custo da manutenção (adaptado de [4]). .............................................................................. 10
Fig. 5 - A quebra do ciclo vicioso (adaptado de [4]). .............................................................................................. 11
Fig. 6 - Triângulo dos incidentes proposto por Frank Jr. (adaptado de [8]). ........................................................... 16
Fig. 7 - Triângulo das falhas referido por Sondalini (adaptado de [7]). .................................................................. 17
Fig. 8 - O ciclo de Deming (adaptado de [3]) no processo A3. .............................................................................. 19
Fig. 9 - Os 10 passos de Mobley (adaptado de [3]). .............................................................................................. 21
Fig. 10 - Modelo de relatório final do processo A3 proposto por Sobek (adaptado de [11]). ................................. 22
Fig. 11- Aumento de desempenho dos equipamentos segundo Modarres (adaptado de [1]). ............................... 24
Fig. 12 - Exemplo de aplicação do método dos “5 Porquês” (adaptado de [21]). .................................................. 28
Fig. 13 - Diagrama de Ishikawa (adaptado de [22]). .............................................................................................. 29
Fig. 14 - Ciclo de Deming (adaptado [23]) ............................................................................................................. 30
Fig. 15 - Exemplo de uma árvore de falhas (adaptado de [6]) ............................................................................... 31
Fig. 16 - Exemplo de uma árvore de eventos (adaptado de [6]). ........................................................................... 32
Fig. 17 - Comunicação inicial proposta de avaria. ................................................................................................. 39
Fig. 18 - Modelo do processo A3 proposto para auxílio de RCFA. ........................................................................ 40
Fig. 19 - Vista parcial da máquina de filme, onde estão assinaladas 3 zonas de restos de filme acumulado e duas
barras ionizadoras da máquina. ................................................................................................................... 41
Fig. 20 - Restos de sujidade na zona 3. ................................................................................................................. 42
Fig. 21 - Filme carregado estaticamente (dobrado sobre si próprio). ..................................................................... 42
Fig. 22 - Facilidade criada no acesso para limpeza. .............................................................................................. 45
Fig. 23 - Membrana com deformação em forma de rim. ........................................................................................ 47
Fig. 24 - Anilha em falta. ........................................................................................................................................ 48
Fig. 25 - Válvula de vácuo sem anilha. .................................................................................................................. 49
Fig. 26 - Desenho de definição fornecido pela Humphrey Products onde se encontram as duas anilhas (elemento
5-10). ............................................................................................................................................................ 49
Fig. 27 - O-ring danificado ..................................................................................................................................... 52
Fig. 28 - O-ring em NBR após 4 dias imerso em perfume. .................................................................................... 54
Fig. 29 - O-rings (indiferenciáveis) em teflon após 4 dias imersos em perfume. ................................................... 54
Fig. 30 - Conector partido: local onde os fios eléctricos são“arrancados”. ............................................................. 59
Fig. 31 - Célula da Omron aconselhada pelo fabricante. ....................................................................................... 60
Fig. 32 - Modelo escolhido de menor dimensão. ................................................................................................... 60

x
Índice de Tabelas Tabela 1- Falhas mais comuns dos departamentos (adaptado de [3]). ................................................................. 13
Tabela 2 - Classificação das falhas mecânicas segundo Modarres (adaptado de [1]). ......................................... 23
Tabela 3- Classificação das falhas eléctricas segundo Modarres (adaptado de [1]). ............................................ 23
Tabela 4 - Registo de avarias, em Shopfloor, de um equipamento. ...................................................................... 34
Tabela 5 - Problemas denunciados nas 2 reuniões efectuadas. ........................................................................... 36
Tabela 6 - Resumo dos restantes problemas. ....................................................................................................... 58

xi
Índice de Gráficos Gráfico 1 - Transversalidade dos custos de manutenção pelos diversos departamentos (adaptado de [3]). ........ 12
Gráfico 2 - Gráfico de Pareto: a separação entre os poucos problemas vitais dos muitos triviais. ........................ 27
Gráfico 3 - Análise de Pareto efectuada para inicio de análise. ............................................................................. 35
Gráfico 4 - Procedimento RCFA ............................................................................................................................ 38
Gráfico 5 - Diagrama de espinha aplicado ao problema da estática ...................................................................... 43
Gráfico 6 - “5 Porquês” aplicado ao problema da estática. .................................................................................... 44
Gráfico 7 - “5 Porquês” aplicado à falta de vácuo. ................................................................................................. 48
Gráfico 8 - “5 Porquês” aplicado ao problema de vedação. ................................................................................... 53
Gráfico 9 - Comparação de tempo entre ferramentas. ........................................................................................... 55
Gráfico 10 - Etapas do problema com os o-rings. .................................................................................................. 56

1
1 Introdução
Neste capítulo é efectuada uma breve introdução sobre o enquadramento do projecto,
objectivos e qual a metodologia usada na abordagem desta tese.
1.1 Projecto - Enquadramento
A presente tese terá como objectivo o desenvolvimento de uma análise Root Cause
Failure Analysis (RCFA). Define-se “análise RCFA” como um método capaz de descobrir a
raiz de uma avaria. Com a aplicação desta metodologia é esperado um estudo sobre a avaria
que culmina com a apresentação de recomendações de melhorias que levem à eliminação da
avaria ou redução da sua ocorrência. Este desenvolvimento estará focado para uma linha de
enchimento de aerossóis. Um aerossol é um fluído propulsor pressurizado contido numa lata
(tipicamente em folha de flandres ou alumínio) que é usado para expelir um outro fluído
presente na mesma lata. Este projecto será desenvolvido num ambiente empresarial,
nomeadamente na ColepCCL.
No fim desta tese, o autor apresentará algumas recomendações de melhoria aos
problemas estudados e uma metodologia de trabalho adaptada à realidade da empresa.
1.2 Objectivos
O objectivo deste projecto é estudar e propor um modelo de Root Cause Failure
Analysis (RCFA) para aplicação à linha A5, da fábrica de enchimento. No fim, passará por:
dotar, a empresa, com uma metodologia de análise capaz de responder ao problema proposto
e que sirva como um fio condutor em futuras análises de problemas crónicos; estudar alguns
dos problemas mais frequentes e apresentar recomendações de melhoria; proceder à
implementação e validação, tanto quanto possível, de algumas das recomendações propostas.
1.3 Metodologia
Este trabalho envolveu uma pesquisa na extensa bibliografia que existe sobre o tema
proposto. A sua compreensão e estudo permitiram desenvolver uma análise RCFA que se
adequasse à realidade da empresa. Estudaram-se e propuseram-se uma série de ferramentas de
apoio ao desenvolvimento desta análise e sempre que possível, as soluções propostas foram
implementadas e os seus resultados registados.

2
2 A ColepCCL
Neste capítulo descreve-se brevemente a história da empresa e justifica-se a existência
do projecto. Apresenta-se também, de forma sucinta, o processo industrial de enchimento de
um aerossol.
2.1 Apresentação da empresa
A Colep foi fundada no ano de 1965, em Vale de Cambra, pelo Eng.º Ilídio Leite de
Pinho. Começou por ser uma pequena oficina cuja principal actividade era o fabrico de
embalagens metálicas. Com o crescimento sustentado, a empresa diversificou-se por outras
áreas de negócios, como os plásticos e enchimento de aerossóis. No ano de 2001 o grupo
RAR adquiriu a totalidade do seu capital. Em 2004, passou a assumir a designação de
ColepCCL, uma vez que ocorreu a fusão entre a Colep e a CCL dando lugar a uma joint-
venture que culmina na designação actual de ColepCCL, passando o grupo RAR a deter 60%
do capital. Em 2007, o grupo RAR procedeu à aquisição do restante capital.
A ColepCCL tornou-se uma empresa de referência na Europa e contou com um
volume de negócios, em 2010, de 475M€. A empresa está repartida em três divisões de
negócio distintas: Packaging (Embalagens Metálicas e Plásticas), Contract Operations
(Formulação, Enchimento e Co-packing) e Speciality Custom Manufacturing (Formulação e
Enchimento de produtos farmacêuticos não sujeitos a prescrição médica).
Na unidade de Vale de Cambra, a maior do grupo, existem actualmente cerca de 1000
colaboradores, distribuídos pelas 2 divisões existentes alocadas: Packaging e Contract
Operations. Actualmente manufactura produtos para áreas de cuidados de higiene pessoal,
cosmética, produtos farmacêuticos não sujeitos a prescrição médica e produtos de limpeza,
sendo uma das líderes Europeias, enquanto fornecedora, de soluções ao nível das embalagens
metálicas.

3
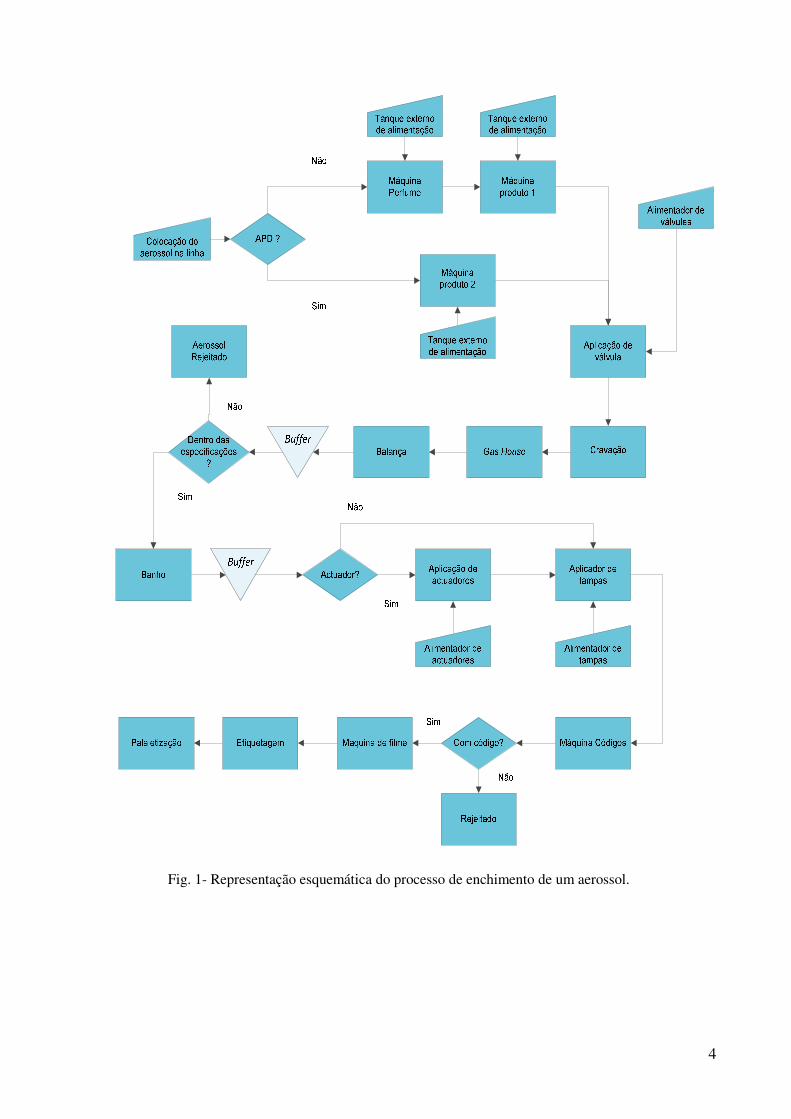
2.2 Processo de enchimento de um aerossol na linha A5
O processo de enchimento dos aerossóis, seja em folha-de-flandres seja em alumínio,
começa com a sua colocação numa mesa de alimentação que servirá a linha de enchimento.
Seguidamente e mediante o produto a ser cheio, o processo poderá requerer a utilização de
uma microdoseadora e uma das duas máquinas de produto ou apenas uma máquina de
enchimento de produto. A microdoseadora, com recurso a seis bombas, é responsável pelo
enchimento de perfume, depositando uma quantidade que varia entre 0,8 a 1,5 gramas de
perfume. Ambas as máquinas de produto têm funcionamento idêntico, sendo que uma possuí
seis bombas e a outra nove. A primeira é normalmente usada para o enchimento de
desodorizante e a segunda para o enchimento de APD (antiperspirant deodorant). Passada
esta fase, o aerossol segue para uma máquina aplicadora de válvulas que, com a ajuda de um
parafuso sem fim, insere uma válvula por lata (as válvulas são posicionadas através de uma
panela de posicionamento). Depois passam por um posicionador que as coloca no respectivo
lugar para a cravação. Neste ponto, os aerossóis encontram-se preparados para serem
cravados. Nos instantes anteriores à cravação e já com os aerossóis posicionados, é efectuado
vácuo (com um diferencial de pressão negativo de 0,6 bar) seguido da cravação das válvulas
nas latas. Este equipamento rotativo possui nove cabeças para o efeito. Finalizada a etapa de
cravação, segue-se a injecção de gás numa gas house, localizada no exterior da fábrica. A
máquina de gás é, também, um equipamento rotativo e possui um conjunto de nove cabeças
para a injecção de gás. Os gases típicos de injecção são: Propel 45 e 54, Butano 40 e 5.5,
Isobutano e Isopentano, DME, sendo tipicamente inseridas entre 20 a 80 gramas de gás. Após
a saída da gas house, o lote de aerossóis é verificado por uma carta de controlo (tipo Np) de
modo a verificar a existência de produto não conforme. Após a injecção de gás passam por
um estágio, de cerca de cinco minutos, num banho quente que se encontra a uma temperatura
entre 55º e 58ºC, com o propósito de verificar a existência de fugas e a resistência do aerossol
ao aumento da pressão interna. Segue-se a colocação do actuador, caso não venha em
conjunto com a tampa, seguida da tampa. Os aerossóis passam pela máquina de código (para
identificação do lote de produção) antes de entrarem na máquina de filme, que tem a
capacidade de agrupar os aerossóis em packs de diversos formatos envolvidos por um filme
plástico. O processo termina com a montagem dos packs em paletes. A linha está
dimensionada para uma cadência de 180 latas/min. A figura 1 representa, de forma
esquemática, as etapas acima descritas.
4
Fig. 1- Representação esquemática do processo de enchimento de um aerossol.

5
2.3 Projecto RCFA na ColepCCL
Este projecto nasceu da necessidade da empresa aumentar a sua eficiência. A
eficiência de uma empresa depende em parte da disponibilidade dos seus equipamentos, que é
função da sua fiabilidade. A fiabilidade de um item pode ser mensurada através do Mean
Time Between Failures (MTBF)[1] ou Mean Operating Time Between Failures[2]. MTBF é
definido como “o tempo médio ocorrido entre falhas sucessivas”[2].
Deste modo, e após ter descoberto este tema, a empresa concluiu que iria beneficiar
da implementação do RCFA na principal linha de enchimento da fábrica. O objectivo era o de
efectuar uma análise aos principais problemas crónicos da linha e propor soluções para os
dirimir. A falta de recursos da empresa levava a uma gestão meramente reactiva da avaria, por
intermédio da reparação.

6
3 Contextualização do problema
Neste capítulo apresentam-se os principais resultados do estudo teórico que serviu de suporte
científico para o desenvolvimento da metodologia proposta.
3.1 Introdução
A evolução tecnológica e a competitividade deste século têm fomentado o valor
acrescentado que uma indústria transformadora acrescenta a um produto. Neste sentido, é
cada vez mais notório que o preço a que um produto se vende é ditado pelo mercado e já não
por quem o comercializa, ou melhor, o inventa e produz. Se antigamente o custo de venda do
produto se baseava no custo da sua produção mais a margem de lucro desejada, hoje em dia o
mercado impõe o preço de venda e, praticamente, a única maneira da empresa obter algum
controlo sobre o lucro com o produto é através dos custos de produção por ela controláveis.
Uma das vertentes que contribui para o aumento dos custos de produção é, sem
margem de dúvida, os custos associados à manutenção dos equipamentos. Considerem-se os
custos de manutenção preventiva, correctiva e preditiva (quando existente). Quanto maior for
o controlo e rigor sobre estas três variáveis - em particular sobre as correctivas - menor será o
custo total com a manutenção, implicando desde já um aumento à margem de lucro de uma
empresa. Assim a necessidade de redução das intervenções correctivas (que são as mais
dispendiosas) torna-se cada vez mais relevante e prioritária na vida diária da manutenção.
Perceber a origem de uma intervenção correctiva e efectuar as devidas rectificações, de modo
a reduzir a sua frequência (ou até mesmo a sua eliminação quando possível), deve nortear a
sobrevivência e o sucesso de uma empresa.
3.2 TPM - Total Productive Maintenance
A pressão exercida por produtos de grande qualidade a baixo preço tem orientado os
fabricantes a adoptar programas de manutenção. Um dos programas timoneiros deste domínio
é o denominado TPM, Total Productive Maintenance. Este programa, ou melhor, esta
filosofia, é vista como uma atitude pró-activa no melhoramento de uma empresa, sendo
medida a sua eficiência através do principal indicador associado, o OEE, Overall Equipement
Effectiveness.
Segundo Kumar [2], esta abordagem integrada da manutenção foi desenvolvida no
Japão, durante a década de 70 e é definida como: “manutenção produtiva efectuada por todos

7
os colaboradores, através da participação em pequenas actividades de grupo”. O conceito de
TPM passa por incluir os seguintes elementos:
• Almejar a maximização do OEE através da eliminação das seis principais
causas de perdas nos equipamentos: avarias; tempos de setup; tempos mortos e
micro paragens; perdas de velocidade; redução de sucata e baixos rendimentos
nos arranques;
• Proceder à sua implementação nos mais variados departamentos de uma
indústria, tais como a manutenção e produção;
• Envolver todos os colaboradores, desde a gestão de topo ao simples
colaboradores de linha;
• Assentar na motivação pessoal através do envolvimento de actividades em
pequenos grupos;
• Ambicionar zero defeitos, zero avarias e zero acidentes.
Deste modo, a introdução e utilização do OEE deve ser vista como uma métrica de
desempenho que é constituída por três índices (disponibilidade, eficiência e qualidade), onde
o TPM tem como objectivo a optimização deste indicador. O OEE é definido por:
= × ê × .
Seguindo esta filosofia, aos colaboradores caberá uma nova forma de estar e de agir no
seu papel diário. É esperado que sejam atribuídas novas competências na forma de trabalhar
com um determinado equipamento. Já não é suficiente ensinar o colaborador a operar com o
equipamento. É preciso monitorizar a sua condição e encorajá-lo a constituir a primeira linha
de assistência. Dada a sua polivalência de utilização, este paradigma tem sido usado para
atingir grandes progressos em diversas áreas, tais como:
• Eliminação de tempos não produtivos;
• Monitorização e eliminação de problemas específicos dos equipamentos;
• Melhoria do trabalho de equipa;
• Ajuda aos colaboradores na percepção de como podem melhorar a eficiência
do equipamento onde trabalham;
• Melhoria das áreas adjacentes ao equipamento.

8
Mobley [3] refere que o “TPM não é uma ideia radical nem nova; é apenas o passo
seguinte da evolução nas boas práticas de manutenção”. Para se tirar o máximo partido desta
filosofia torna-se necessário que a mesma seja integrada no meio produtivo sendo aplicada na
devida quantidade e situação. O autor divide o TPM em três categorias: manutenção
autónoma, manutenção planeada e redução da manutenção. A ideia central da manutenção
autónoma é a de munir o colaborador de maior autonomia e atribuir-lhes competências nas
verificações rotineiras do equipamento. Idealmente, tal procedimento libertará o colaborador
da manutenção dos “fogos” diários permitindo-lhes espaço para se focarem noutro tipo de
actividade, tais como a manutenção preventiva e o estudo de avarias recorrentes. A teoria
vigente é a de que com o aumento da manutenção preventiva, a manutenção correctiva
decresça, arrastando consigo os custos totais da manutenção até ser atingido um ponto de
equilíbrio (figura 2).
.
Como já referido, a disponibilidade do equipamento contemplada no cálculo do OEE,
é afectada directamente quer pelo tempo de paragem previsto (caso dos tempos de setup e de
ajuste), quer pelo tempo de paragem não previsto (falhas no equipamento). Numa indústria
funcional e eficiente, o tempo de paragem programado é optimizado e o tempo de paragem
não previsto é minimizado. No entanto a situação mais comum de perda de disponibilidade
deve-se às paragens não programas tornando-se de grande importância a categorização das
Fig. 2 - Relação de compromisso entre a manutenção planeada e a correctiva (adaptado de [3]).

9
mesmas de modo a facilitar uma análise à sua génese. Todavia, a eliminação de problemas
crónicos passa directamente por rastrear qual, ou melhor, quais as raízes da sua causa. É
comum que pequenas avarias, muitas vezes ignoradas e negligenciadas e às quais não se
prestam grande atenção, sejam a génese de graves falhas que provocam as inesperadas
paragens e consequente redução de disponibilidade. Neste campo, a inclusão de metodologias
específicas, nomeadamente o RCFA deve ser visto como uma mais-valia, de forma a construir
um novo paradigma na abordagem de paragens por avaria.
De acordo com Rao [4], “TPM é mais do que apenas limpeza dos equipamentos”. É
um procedimento encorajador para uma mudança extensa na postura da gestão da empresa e
nos programas de melhoramento. O autor considera “os operadores o melhor método de
monitorização alguma vez existente” e realça que: os verdadeiros custos de produção estão
escondidos nos relatórios normais de procedimentos; os custos de funcionamento podem estar
a ser muito superiores aos iniciais, na altura da compra do equipamento; se a capacidade
produtiva puder ser aumentada, o custo fixo por unidade pode ser reduzido.
Fracasso
Desgaste, negligência, derrame, pó, corrosão,
sujidade, deformações, danos superficiais, fracturas,
sobreaquecimento, vibrações, barulhos, cheiros, entre outras
situações anormais.
Fig. 3 - A grande vantagem do TPM: olhar para o icebergue completo (adaptado de [5]).
Apesar de o TPM não ser a cura para todas as doenças, é bastante eficiente na união de
vários planos de melhorias. Se uma empresa tem pretensão de reduzir o custo com a
manutenção, deve facultar espaço a que o problema seja estudado. Esta é a grande vantagem
do TPM: focar-se no icebergue como um todo, analisando não só a parte emersa mas,

essencialmente, a parte imersa
manutenção, os efeitos que
longo prazo, uma espiral de fogos surgirá e com ela, uma factura final mais
o cortar nos custos com a manutenção,
O custo-benefício da manutenção não é óbvio; por vezes
impactos (figura 4) que as paragens (
turno, entre outros) têm na
do custo real da manutenção
exemplo, o uso de componentes mais económicos.
O TPM é diferente de outros métodos de trabalho.
simples, nomeadamente:
• Restaurar o equipamento à sua con
melhoramento quanto à sua eficiência;
• “Perseguir” as condições ideais
• Eliminar de uma maneira
óbvios) defeitos de modo a mini
• Efectuar planos de limpeza
Fig. 4 - O verdadeiro custo da manutenção
essencialmente, a parte imersa (figura 3). Quando uma empresa decide cortar nos custos de
manutenção, os efeitos que tal medida tem no imediato é o encaixe financeiro inerente; a
longo prazo, uma espiral de fogos surgirá e com ela, uma factura final mais
nos custos com a manutenção, pode advir do estudo dos problemas.
da manutenção não é óbvio; por vezes é difícil
que as paragens (perdas de velocidade, qualidade, start
têm na organização. Não muito surpreendentemente,
do custo real da manutenção leva a más decisões no departamento da manutenção como por
exemplo, o uso de componentes mais económicos.
TPM é diferente de outros métodos de trabalho. É ancorado
estaurar o equipamento à sua condição original antes de qualquer tipo de
amento quanto à sua eficiência;
erseguir” as condições ideais (só depois do restauro do equipamento)
liminar de uma maneira célere todos os pequenos (assim como os grandes
óbvios) defeitos de modo a minimizar o efeito das “seis grandes perdas”;
Efectuar planos de limpeza regulares e eliminar a desordem (disciplina)
O verdadeiro custo da manutenção (adaptado de [4])
10
Quando uma empresa decide cortar nos custos de
encaixe financeiro inerente; a
longo prazo, uma espiral de fogos surgirá e com ela, uma factura final mais custosa. Todavia,
estudo dos problemas.
é difícil mensurar e prever os
start-up’s, mudanças de
Não muito surpreendentemente, uma visão distorcida
decisões no departamento da manutenção como por
ancorado em ideias básicas e
dição original antes de qualquer tipo de
(só depois do restauro do equipamento);
todos os pequenos (assim como os grandes e
mizar o efeito das “seis grandes perdas”;
(disciplina);
).

11
• Recorrer à ferramenta dos “5 Porquês”.
A figura 5 representa o típico ciclo (e vicioso) de laboração de uma empresa. Este
ciclo leva a quedas na actividade diária de produção e a constantes interrupções. O TPM tem
como objectivo, neste caso, quebrar este ciclo entre as etapas dois e três. A quebra deve-se ao
facto de o TPM se dirigir às causas que originam as paragens e procurar corrigi-las (ou no
mínimo reduzir) de uma forma sustentada. Estes acontecimentos ocorrem porque as raízes do
problema não são atacadas. Opta-se apenas por eliminar os sintomas. Quando uma máquina
avaria, a pressão exercida pelos prazos de entrega força a que não haja uma investigação com
o intuito de descobrir a sua génese, optando-se apenas pelo seu rápido arranjo. Em muitos
casos, a falta de atenção nestes defeitos, que podem até não levar à paragem total do
equipamento, pode originar no futuro grandes avarias que levam a grandes paragens e
consequentemente a prejuízos avultados.
3) Consertar
2) Defeito1) Operação
1) Operação normal;2) “Avaria” detectada;3) “Avaria” consertada;
No entanto:
1) Perda de desempenho e baixa qualidade no produto;2) O mesmo “defeito” detectado;
3) O “defeito” consertado da mesma forma de sempre;
Fig. 5 - A quebra do ciclo vicioso (adaptado de [4]).

12
3.3 RCFA - Root Cause Failure Analysis
3.3.1 O que é
De acordo com Mobley [3] a indústria americana gravita junto da solução simples e
rápida ao invés de tentar encontrar a verdadeira causa do problema, a chamada “causa raiz”.
Como consequência, os mesmos problemas tendem a aparecer de uma forma estável e
contínua. É fundamental, para a sobrevivência de uma indústria no actual mundo competitivo,
que os seus bens sejam tão fiáveis quanto o possível. Este autor define Root Cause Failure
Analysis (RCFA) como uma metodologia usada para a identificação de problemas raiz, com
capacidade de identificar problemas incipientes, separando as causas principais ou forçar o
seu aparecimento, isolando os principais factores que directa ou indirectamente contribuíram
para este.
Com base em dados históricos, é possível quantificar e qualificar quais as causas
primárias dos factores que afectam a fiabilidade de um bem. Como é visível no gráfico 1, a
origem dos custos associados à fiabilidade dos equipamentos é transversal a toda a
organização, visando directa ou indirectamente todos os departamentos.
Na tabela 1, vislumbram-se algumas das falhas mais comuns detectadas nos diversos
departamentos.
15%
22%
17%
27%
11%
8%
Origem dos custos devido a falhas nos diversos departamentos
Vendas
Produção
Manutenção
Engenharia
Compras
Gestão
Gráfico 1 - Transversalidade dos custos de manutenção pelos diversos departamentos (adaptado de [3]).

13
Departamento Falhas predominantes dos departamentos
Vendas Venda de produto não standard, em pequenas quantidades e
produções aceleradas
Produção
Falhas na utilização correcta dos equipamentos instalados ou nas linhas
Desactualização ou ineficiência dos procedimentos operacionais
Práticas produtivas contrárias às melhores práticas
Erros introduzidos pelos colaboradores por falta de treino, supervisão inadequada e má auto-estima
Má calibração e/ou afinação de equipamentos
Manutenção
Limitações impostas pelas funções precedentes Falha no seguimento das boas práticas em relação a
planeamentos, execução de intervenções e avaliação de equipamentos
Engenharia
Equipamentos inadequados
Falta de controlo nas modificações e mudanças nos equipamentos existentes
Falha na aplicação da análise RCFA aos problemas de capacidade, qualidade, custos e fiabilidade associados aos
equipamentos existentes
Aprovisionamento
Compras efectuadas com base no orçamento mais baixo e não nos ciclos de vida dos equipamentos
Substituição de peças de reposição inadequadas, tipicamente mais baratas
Falta de qualificação de vendedores Manutenção inadequada das peças de reposição
Na mais variada bibliografia existente é, muitas das vezes, encontrada a expressão
Root Cause Analysis (RCA). Segundo este autor, esta análise é extremamente parecida com a
RCFA diferindo apenas num pormenor: o RCA deve ser usado quando é detectado um desvio
padrão de uma norma aceitável, enquanto o RCFA deve ser usado quando o sistema falha por
completo.
3.3.2 Considerações gerais
De acordo com Mobley[3] é aconselhado que os problemas devam ser resolvidos num
grupo orientado para os mesmos. Esse grupo de trabalho deve ser composto por colaboradores
experientes e de todas as áreas que possam contribuir positivamente para as soluções dos
mesmos. Normalmente, uma equipa deve ser multidisciplinar e composta por engenheiros,
mecânicos, operadores de linha e até os vendedores dos equipamentos. Todas estas pessoas
Tabela 1- Falhas mais comuns dos departamentos (adaptado de [3]).

14
têm a particularidade de verem o problema de perspectivas diferentes, o que traz enormes
vantagens ao processo. A criação de um grupo de trabalho dedicado a esta tarefa potencia os
resultados esperados e acelera o processo todo.
Uma análise RCFA demora entre 5 a 15 dias a ser efectuada e o seu propósito não é o
de encontrar o culpado humano da avaria, mas sim resolver o problema ou reduzir a sua
incidência. Grande parte das avarias ocorre devido a múltiplas falhas no processo. Caso não
seja possível identificar a causa raiz da falha deve-se, no limite, almejar a melhoria do
processo.
O primeiro passo a ser dado para o sucesso da análise é a sua comunicação inicial. De
acordo com Mobley[3], esta deve resumir-se a um breve registo (anexo A) ou nota onde
sejam descritos de forma sucinta os sintomas (entre outras informações). O recurso a uma
ficha de comunicação é uma ferramenta indispensável, já que normaliza o processo e,
essencialmente, estabelece algumas fronteiras de acção. Quando uma análise solicitada não
for efectuada, é essencial alertar a pessoa que a requereu e explicar o porquê da decisão.
Assim, é evitada a desmotivação pessoal por parte de quem fez a solicitação.
O investigador deve sempre assumir uma postura de nunca basear as decisões que
toma em opiniões ou pressupostos e, na existência de uma investigação formal, toda a
informação obtida deve ser confirmada ou refutada por factos e evidências. Sem isto, a
investigação viverá na base da incerteza e as recomendações propostas poderão não cumprir
com o esperado. Aquando da iniciação de uma investigação, o factor mais importante é o
isolamento e conservação do equipamento avariado até uma investigação formal ser
conduzida. O recurso a desenhos, fotos e medições de instrumentos que possam estar
associados ao equipamento são dados que devem ser tidos em grande conta e preservados pela
equipa de investigação. Contudo nem todos os problemas reportados vão dar origem a uma
investigação formal. A razão do mesmo é que os recursos, humanos e monetários, ao serviço
da empresa são limitados. Se por vezes, os passos iniciais apontam para uma investigação, a
próxima barreira a ser vencida poderá ser o custo-benefício esperado das conclusões da
investigação. O propósito desta barreira é o de verificar os potenciais benefícios gerados pela
solução e de efectuar alguma triagem nos problemas a analisar.
Efectuada a comunicação do problema e caso seja iniciada a investigação formal, a
etapa seguinte recorre a um processo desenvolvido e aplicado pela Toyota, o A3 (ver capítulo
3.3.5).

15
3.3.3 Vantagens e limitações
A análise RCFA é focada nos vários tipos de avarias que um equipamento pode
apresentar, direccionando-se para a origem do problema em vez de tratar dos sintomas
associados. É tipicamente usado em grandes avarias, mas dada a sua complexidade e
morosidade, o melhor alvo são as avarias mais recorrentes. A polivalência desta ferramenta
permite a sua aplicação nos mais variados contextos que a possam confrontar: situações
relacionadas com a segurança, avarias, produções, qualidade, logísticas, políticas, entre
outros.
De acordo com a norma ISO 31010 – Técnicas de avaliação de Riscos[6], o processo
de identificação de risco é definido como “o processo de descobrir, reconhecer e registar o
risco”. O seu propósito é o de identificar situações que possam inferir no alcance dos
objectivos de uma organização, através do reconhecimento de causas e riscos que tragam
impactos nos meios materiais ou humanos. As vantagens da análise RCFA que esta norma
indica são:
• envolvimento de pessoas experientes na constituição de uma equipa;
• análise estruturada;
• construção de hipóteses de falhas prováveis;
• documentação de resultados;
• produção de recomendações de melhoria;
Como limitações da ferramenta a norma apresenta os seguintes pontos:
• nem sempre existem pessoas com experiência para incluir na equipa;
• as evidências críticas por vezes são destruídas ou removidas durante as
limpezas;
• raramente existe tempo de intervenção suficiente para a equipa de investigação
efectuar uma avaliação total da situação;
• por vezes, podem não ser implementadas algumas das recomendações finais.
3.3.4 Razões de insucesso
De acordo com o referido por Mike Sondalini [7], muitas empresas perdem o interesse
na metodologia e acabam por não ver valor na mesma, isto apesar de grandes líderes mundiais

16
(caso da Toyota) fazerem dele, uma das chaves do seu sucesso. Mas então, por que razão
algumas empresas desistem dele?
Na década de 70 Frank E. Bird, Jr.[8] apresenta o “triângulo dos acidentes”. Este
triângulo (figura 6) demonstra uma relação entre o número de acidentes e o número de lesões
graves. A sugestiva ideia que este triângulo transmite, é que quanto menor for a sua base,
menor também será a probabilidade de lesões graves ocorrerem.
Comparando o “triângulo dos acidentes” com o “triângulo das falhas” (figura 7) dos
equipamentos referido por Sondalini[7], a mesma conclusão pode ser retirada: diminuindo o
número de defeitos que um equipamento pode apresentar, a probabilidade de ocorrência de
falhas graves também reduzir-se-á. Em ambos os casos a mensagem é a mesma, seja aplicada
ao Homem ou à máquina: os pequenos problemas negligenciados oferecem óptimas
oportunidades para os maiores problemas emergirem. A similaridade entre os dois triângulos,
reforça a possibilidade dos princípios usados para reduzir os acidentes (estudo e
compreensão) poderem ser aplicados às reduções de falhas nos equipamentos.
Fig. 6 - Triângulo dos incidentes proposto por Frank Jr. (adaptado de [8]).

17
1
Avarias graves
Avarias menores
Perdas de processo
Incidentes processuais
10 perdas
6500 reparações
20000 defeitos
Aparentemente, o grande problema com a aplicação do RCFA advém directamente do
triângulo de falhas - um grande número de causas podem ter participado na avaria. Como é
possível visualizar no triângulo, as “20000” falhas de um equipamento podem ter surgido em
qualquer altura da vida útil: desde que foi concebido até ao momento do seu abate (e não
esquecendo que pelo meio o equipamento foi construído, montado, operado, intervencionado
correctiva e preventivamente, entre outros). Mesmo que um defeito latente seja removido,
ainda existem muitos outros passíveis de causar avarias. Por conseguinte, o caminho para o
sucesso é algo frustrante, lento e cheio de coincidências que levam a erros inconscientemente
efectuados, que dificultam a descoberta do trajecto que levou à avaria. Fica assim provado
que as melhores situações onde se devem aplicar os esforços são as recorrentes (se bem que
este método também pode ser aplicado a casos pontuais), pois o resultado final terá uma
maior abrangência. Mesmo que nunca se chegue a resolver a causa raiz da avaria, uma
correcção nos procedimentos poderá ser suficiente para diminuir o risco de possibilidade de
nova ocorrência em circunstâncias análogas. Portanto, almejar não apenas à causa raiz mas a
um processo, é por vezes, mais eficiente e prático.
Mobley[3] refere que a análise RCFA assenta em duas premissas: a primeira é a de
que existe sempre uma ou mais razões para a ocorrência de um desvio num qualquer processo
ou falha no equipamento. Deste modo, a primeira tarefa para o sucesso de uma análise
prende-se com a capacidade de identificar os desvios. Infelizmente uma grande proporção dos
Fig. 7 - Triângulo das falhas referido por Sondalini (adaptado de [7]).

18
desvios é identificada por pessoas que têm falta de conhecimento e de aptidões para
reconhecer com precisão os desvios das normas aceitáveis, reagindo apenas aos sintomas
óbvios, como as avarias ou custos elevados com a manutenção. Relativamente à segunda
premissa, é mencionado que estes desvios não acontecem por força do acaso. Houve algo que
mudou e foi responsável pelo desvio no processo e/ou falha de equipamento, que muitas das
vezes não é detectável.
De acordo com Nithin Aurora[9] e C. Latino[10], existem ainda outras razões para que
o insucesso deste processo se note mais depressa que o seu sucesso. É possível apontar as
seguintes razões para o seu insucesso:
• frequentemente as pessoas têm mais prazer em descobrir o “culpado” do que
tentar perceber o motivo que levou à falha;
• falta, crónica, de tempo para implementar e deixar o processo maturar dentro
da empresa;
• preferência pelo conserto rápido (e continuar a produção como se fosse apenas
“mais uma avaria”) à perda de tempo na análise da avaria;
• negligência na implementação das recomendações após conclusão de uma
análise;
• pouca concentração na análise, devido à gestão de vários projectos em
simultâneo;
• privação de técnica e da metodologia de abordagem ao problema;
• ausência de meios de comunicação ou deficiência destes.
3.3.5 Processo A3
A Toyota tem sido uma empresa pioneira nos processos de melhoria contínua. Uma
das ferramentas desenvolvidas para o melhoramento operacional da empresa é o chamado
“Processo A3 – Relatório de resolução”. Este processo tem vários estilos que devem ser
adaptados conforme a necessidade e aplicação: para a resolução de problemas; para redacção
de relatórios de estado de projectos e até propostas de novas políticas. Este processo é um
plano de intervenção conciso, que facilita a partilha de informação entre todos intervenientes.
A figura 8 representa de uma forma bastante intuitiva o processo A3. É ainda possível
visualizar o ciclo de Deming (ver capítulo 3.3.7) incorporado no processo.

19
Mobley[3] define 10 passos, representados esquematicamente na figura 9, que servem
de guia durante o processo A3:
Passo 0 – Identificar um problema ou necessidade: sempre que surgir uma avaria ou
necessidade de corrigir algo que sai fora das especificações existe um problema identificado;
Passo 1 – Efectuar um estudo para a compreensão do problema: através da observação
do processo, elaborar de um diagrama de precedências; quantificar a magnitude do problema,
entre outros;
Passo 2 – Executar a análise RCA/RCFA: recurso às diversas ferramentas disponíveis
para descobrir, ou apontar, as raízes do problema;
Fig. 8 - O ciclo de Deming (adaptado de [3]) no processo A3.

20
Passo 3 – Propor soluções para o problema: quando devidamente identificada a causa,
propor soluções que eliminem o problema ou diminuam a sua recorrência;
Passo 4 – Estabelecer uma meta a atingir: as soluções propostas irão levar a mudanças
nos procedimentos actuais. Neste passo é aconselhado o desenvolvimento de um diagrama,
semelhante ao da condição actual, que ilustre como será efectuado o novo procedimento;
Passo 5 – Elaborar um plano de implementação: para atingir a meta proposta é
necessário a criação de um plano de implementação onde deverá estar descrito: a lista de
acções a executar, a pessoa responsável por executar a acção, data de implementação, entre
outras possíveis acções;
Passo 6 – Desenvolver um plano de acompanhamento com resultados previstos: é um
passo crítico na melhoria do processo que demonstra se o investigador compreendeu bem o
problema de modo a melhora-lo. Este plano é ainda responsável por averiguar se o plano foi
executado, a meta atingida e se os resultados obtidos estão de acordo com o esperado;
Passo 7 – Discutir os planos desenvolvidos: devem ser discutidos os planos de
implementação ou metas a atingir com as secções ou pessoas que estejam abrangidas nos
mesmos. O objectivo deste passo é o de alertar todos os afectados pelas alterações que
venham a decorrer;
Passo 8 – Obter a autorização para a implementação: Se a pessoa que conduz a equipa
não tem autonomia suficiente, deverá procurar junto de quem tem o poder de decisão a
autorização para a sua implementação. Esta pessoa deverá ainda ter a competência de
verificar se o problema foi estudado o suficiente e se todos os afectados pela implementação
estão de acordo com a mesma;
Passo 9 – Criar planos de implementação: executar a implementação;
Passo 10 – Avaliar os resultados: os processos de melhoramento não devem terminar
com a implementação. É importante medir os desvios entre o actual com o previsto e caso
sejam significativos é imperativo perceber o seu porquê e, se necessário, modificar o processo
e repetir a implementação.

21
No fim deste ciclo (figura 9), independentemente do objectivo ter ou não sido
atingido, torna-se necessário apresentar um relatório que proporcione uma visão sucinta de
todo o processo. Sobek[11] propõe um modelo para o relatório final do processo A3, já
utilizado várias vezes, nos Estados Unidos, na área da saúde[12-14] com relativo sucesso.
Este modelo (figura 10) contempla seis secções: “Detalhe do problema”, “Situação actual”,
“RCA/RCFA”, “Meta a atingir”, “Plano de implementação” e “Plano de acompanhamento”.
Fig. 9 - Os 10 passos de Mobley (adaptado de [3]).

22
Problema:
•Levantamento detalhado do problema;•Perceber como isso afecta a organização;
•Diagrama detalhado do processo (de preferência com legendas de modo a ser compreendido por toda a gente envolvida);•Anotar os principais problemas;•Quantificar a extensão do problema;
•Listar os problemas principais;•Usar os “5 porquês”;•Listar todas as respostas dos “5 porquês”;
•Inserir um diagrama que ilustre a meta a atingir, devidamente identificado;•Inclusão de medidas para a correcção da falha;•Prever as melhorias esperadas;
•Listar as acções, responsabilidade pelas mesmas e seus prazos de execução;•Inclusão de outros itens, como por exemplo o custo da melhoria;
•Medir as melhorias trazidas pelo plano;•Indicar como serão medidas as melhorias e de quem será a responsabilidade de efectuar as medições;•Comparar com o previsto e efectuar nova análise caso necessário;
Detalhe do problema:
Situação actual:
RCA/RCFA:
Meta a atingir
Plano de implementação
Plano de acompanhamento
3.3.6 Classificação de falhas
Como referido por Modarres [1], o estudo da fiabilidade prende-se com o facto dos
sistemas de engenharia não serem perfeitos. Esta falta de perfeição deve-se muitas vezes, não
há falta de conhecimento científico, mas a factores limitantes tais como o desenho, a
produção, a construção, a operacionalidade, o custo dos materiais e a manutenção (entre
outros) que como um todo superam as perspectivas económicas de viabilidade do
equipamento. De forma a maximizar os recursos disponíveis e usá-los de forma sábia torna-
se, tão importante como saber o porquê da ocorrência da avaria, saber classificar o tipo de
avaria.
As falhas dos equipamentos, segundo este autor, podem ser divididas em duas classes:
mecânicas e eléctricas. As falhas mecânicas (tabela 2) subdividem-se em três categorias: as
falhas por tensões induzidas (caso de forças aplicadas que causam deformações elásticas e que
desaparecem quando as forças deixam de ser aplicadas), por reduções da resistência mecânica
do material (ataques químicos, radicação, etc.) e por aumentos de tensões.
Fig. 10 - Modelo de relatório final do processo A3 proposto por Sobek (adaptado de [11]).

23
Falhas por tensões induzidas
Redução da resistência mecânica do material
Aumentos de tensões
Fractura frágil Desgaste Fadiga
Encurvadura (buckling) Corrosão Radiação
Impacto Fendas Choques-térmicos
Fractura dúctil Difusão Impactos
Deformação elástica Deslizamento
Tensão de cedência Danos por radiação
Quanto às falhas eléctricas (tabela 3) estas tendem a ser mais complicadas do que as
mecânicas dada a quantidade de componentes que compõem os circuitos electrónicos. Tal
como as falhas mecânicas, as falhas eléctricas também podem ser subdivididas em categorias,
neste caso duas: por aumentos de tensão eléctrica, por mecanismos intrínsecos (directamente
relacionado com o próprio mecanismo) e extrínsecos (o caso do ambiente onde estes
funcionam).
Mecanismos Causas Efeitos Descrições Diferenças de
potencial elevadas
(EOS - Electrical
overstress)
Má aplicação ou manuseamento Fusão localizada
e destruição da camada
protectora de óxido
O componente é sujeito a uma voltagem maior do que aquela para
o qual foi concebido.
Descargas electrostáticas (ESD
- Electrostatic discharge)
Acumulação de cargas estáticas
O contacto com as cartas estáticas durante a montagem do
componente ou durante o seu manuseamento resulta num
aumento de cargas electrostáticas.
Ainda segundo o mesmo autor, o desempenho de um equipamento pode ser medido a
partir de quatro parâmetros:
• Capacidade do equipamento em corresponder aos requisitos funcionais;
• Eficiência do equipamento em cumprir os objectivos de forma eficaz e
simples;
• Fiabilidade do equipamento;
• Disponibilidade de um equipamento num curto espaço de tempo após avaria;
ficar operacional (a manutenibilidade, no caso de equipamentos reparáveis).
Tabela 2 - Classificação das falhas mecânicas segundo Modarres (adaptado de [1]).
Tabela 3- Classificação das falhas eléctricas segundo Modarres (adaptado de [1]).

24
Uma vez que os dois primeiros parâmetros dependem da construção do equipamento,
a fiabilidade e a disponibilidade são os que mais influenciam a operacionalidade do
equipamento. Usando estes dois parâmetros como medidas de desempenho que se pretendem
melhorar, deve-se não só aumentar a fiabilidade do equipamento como, sempre que possível,
melhorar a sua manutenibilidade (figura 11). Uma das medidas mais conhecidas de
manutenibilidade é o Mean Time To Repair (MTTR). Este indicador representa o tempo
esperado de reparação de um item[2].
3.3.7 Evidência, a peça fundamental
Rolly [15-20] advoga que a eliminação da recorrência do problema numa única
intervenção nem sempre é possível (recorde-se que a análise RCA/RCFA é um processo de
melhoria constante). O mais importante sublinhado é focar em factos que assentem nas
Fig. 11- Aumento de desempenho dos equipamentos segundo Modarres (adaptado de [1]).

25
evidências recolhidas (exposto à vista de todos). Deve-se, sempre que possível, falar com as
pessoas, examinar as partes que avariam, estar atento a pormenores pouco comuns que
possam ter sucedido, consultar os registos dos diversos aparelhos de leitura junto do
componente avariado e clarificar se, de facto, a análise estará ancorada em evidências ou não.
Adicionalmente as indústrias cometem dois tipos de erro: o primeiro é o facto de estas
acharem que o factor mais importante na análise é ter dados suficientes; o segundo é
assumirem que uma análise RCFA é efectuada entre 24 a 48h. Aquelas que seguem o
primeiro caminho (e se guiam apenas pelos dados) perdem o factor mais importante, a
evidência. Sem esta, é praticamente impossível efectuar a análise. A evidência é a peça de
informação que irá suportar uma futura conclusão e evitar o risco de incorrer numa análise
tendenciosa. As falhas, quando ocorrem deixam sempre pistas ou evidências. Às que seguem
o segundo erro recorda que é, tipicamente, difícil acertar na resposta à primeira.
As evidências, segundo este autor, podem ser classificadas com recurso à técnica dos
“três P’s”: pessoas, físico (physics) e papel. Segundo esta técnica, as pessoas que
testemunharam o acidente, constituem a evidência mais importante a considerar. Elas têm os
sentidos que as ajudam a ver, sentir, ouvir e cheirar. Daí a prioridade absoluta de dialogar com
elas após a ocorrência da falha. Estas são também as evidências mais voláteis, pois à medida
que o tempo passa, a probabilidade de as “testemunhas” se esquecerem de pormenores
aumenta. Segue-se a evidência física que deve ser conservada tanto quanto possível (o recurso
à fotografia e/ou filme são excelentes instrumentos). Quando existe uma intervenção num
equipamento que falhou, a parte danificada tem de ser conservada pela equipa de reparação.
Nestas peças, ou equipamentos, existem sempre pistas do que possa ter sucedido que não
devem ser menosprezadas. Por último, as evidências em papel correspondem aos dados
históricos dos equipamentos: manutenções preventivas, manuais de ajuda na resolução de
problemas, mapas de fins de linha diários, desenhos dos equipamentos, etc.
Uma visão curiosa transmitida por este autor é sobre as reparações crónicas. Ele refere
“que se um mecânico se torna muito bom a arranjar uma falha, a única conclusão que é
possível tirar é a de que a falha ocorre demasiadas vezes” apontando para a existência de
oportunidade de efectuar uma análise.
Este autor apela à reflexão sobre o potencial de aprendizagem que as falhas podem
acrescentar à empresa. A tendência natural humana de se afastar dos problemas, leva à perda
de conhecimento porque não se presta a devida atenção às falhas. “Deve-se aprender com o
sucesso dos outros ou com as falhas e barreiras a vencer?”, questiona. É ainda enfatizada a
ideia, mais uma vez, de que esta metodologia não serve para atribuir culpas. Todos, desde o

26
director até ao simples colaborador, contribuem de forma directa ou indirecta para a avaria.
Adicionalmente o autor divide o RCA em três níveis:
-1º nível, onde determina a causa física da falha;
-2º nível, onde analisa a falha humana;
-3º nível, dedicado á causa latente da falha.
No entanto, este tipo de análise falha recorrentemente na sua execução. Perceber a
causa de uma falha é como visionar um icebergue: as falhas são óbvias de serem vistas, mas o
que está por detrás delas permanece oculto e a sua única ligação são as evidências.
Tipicamente existem duas equipas de intervenção numa falha: a rápida, capaz de reparar a
avaria crónica cada vez mais depressa e a lenta, que analisa e perde tempo a descobrir o
porquê da falha crónica. Por norma a equipa rápida elimina as pistas dos problemas, dado
apenas fazer parte das suas competências a reparação do que está avariado e deita fora os
componentes inutilizados. É eficiente, mas não é eficaz. Quando a equipa lenta surge, a maior
parte das pistas já não existem e os equipamentos (as evidências) não estão disponíveis.
Naturalmente que sem pistas não se podem analisar avarias. Mais uma vez se destaca a
importância da conservação dos equipamentos avariados. A análise RCFA é morosa e
dolorosa dada não ser possível obter as respostas que se quer e pretende em pouco tempo.

27
3.3.8 Ferramentas de análise
De acordo com a pesquisa efectuada, existem um conjunto de ferramentas que servem de
apoio à análise RCFA. Estas ferramentas apoiam a sua iniciação da análise e servem de
auxílio na construção de um raciocínio lógico e estruturado, designadamente:
• Análise de Pareto
A análise de Pareto ou a regra de 80 - 20 define que 80% dos problemas são oriundos
de apenas 20% de causas. A título de exemplo (gráfico 2) é possível verificar que os
equipamentos A e B constituem 80% do tempo de paragem total, sugerindo que o inicio da
análise deverá ser começada por estes. Esta ferramenta será mais dirigida ao início de uma
análise RCFA.
Uma das dificuldades que podem surgir na análise do gráfico é que o efeito de Pareto
pode não ser visível. Neste caso é necessário repensar a análise a efectuar e escolher um outro
tipo de variável a analisar, de modo a ser possível a criação do efeito (por exemplo: número
de ocorrências, MTBF, MTTR, custo, entre outros).
• 5 Porquês
A denominada ferramenta dos “5 Porquês” é a espinha dorsal de uma análise RCFA
(figura 12). É a ferramenta que mais aproxima o analista da raiz do problema. Esta ferramenta
57%
79%88%
93% 95% 98%
0%
20%
40%
60%
80%
100%
120%
A B C D E F
Análise de Pareto - Tempo de paragens do
equipamento
Frequência relativa Frequência acumulada
Gráfico 2 - Exemplo de aplicação da análise de Pareto.

28
é extremamente bem-sucedida devida: à facilidade de utilização (logo é fácil criar um método
de investigação); facilidade de ensino (assimilação intuitiva); capacidade de prevenção do
“crónico remendo” ou à solução rápida baseada em julgamentos meramente impulsivos e
pouco aprofundados.
Um vedante está danificado.
Óleo a verter da máquina.
Aparas metálicas presentes no óleo.
dUm visor da bomba de recirculação do óleo está partido.
O ecrã está num local onde é alvo da queda de peças que o partem.
Foi descoberto óleo debaixo de um equipamento.
Root Cause
Acção: Redesenhar a máquina, ou adicionar uma protecção sobre o ecrã paraprevenir a sua quebra. Se o vedante apenas tivesse sido substituído, certamente oproblema iria ocorrer novamente.
“5 Porquês”
Porquê?
Porquê?
Porquê?
Porquê?
Fig. 12 - Exemplo de aplicação do método dos “5 Porquês” (adaptado de [21]).
Deve-se no entanto ter em atenção que esta análise apenas aponta para uma causa
possível e a mesma pessoa em dias diferentes, usando este método, pode chegar a resultados
diferentes. Esta ferramenta torna-se ainda mais eficiente quando combinada com o diagrama
de causa-efeito (abaixo referido - figura 13). A existência de confirmação de cada “Porquê”
colocado serve de evidência para uma maior assertividade da causa raiz (anexo B).
• Diagrama causa-efeito (diagrama de Ishikawa)
O diagrama causa-efeito tem como objectivo organizar as ideias e montar uma
estrutura de suporte no processo de resolução do problema. É comum, na indústria usar-se os
“6’s M” como possíveis causas: equipamentos (Machines), métodos (Methods), ambiente
(Mother Nature), materiais (Materials), medições (Measurement) e pessoas (Manpower).

29
As hipóteses de possíveis causas são propostas através de um “brainstorming” com
pessoas chave da equipa de trabalho. Cada problema a estudar deve ter o seu próprio
diagrama e a sua construção deve ser faseada. É uma ferramenta à qual se deve aliar o método
dos “5 Porquês” (acima referido). As vantagens desta ferramenta têm a ver com o trabalho em
equipa, contemplar uma análise estruturada, consideração de todas as hipóteses e ser de fácil
leitura. No entanto apresenta algumas limitações, tais como uma eventual falta de experiência
da equipa trazer dificuldades no seu desenvolvimento e ficar aquém do seu potencial quando
utilizado de forma isolada de outras ferramentas, como por exemplo, sem a integração dos “5
Porquês”.
• Ciclo PDCA (o ciclo de Deming)
O ciclo PDCA (figura 14) é um ciclo eterno que tem como objectivo a melhoria
contínua do problema em causa. O acrónimo PDCA significa:
- Planear (Plan): é onde se traçam os objectivos e se reúne informação para o
melhoramento;
- Fazer (Do): efectuar a actividade segundo o planeamento;
- Verificar (Check): monitorização dos resultados obtidos;
- Agir (Act): com os resultados obtidos, efectuar novos planos de forma a melhorar o
problema se necessário.
Fig. 13 - Diagrama de Ishikawa (adaptado de [22]).

• FMEA/FMECA
Failure mode and effects analysis
analysis (FMECA) é uma técnica usada para estruturar
entenda-se falha como uma
que podem levar a que um determinado objecto ou sistema não cumpra o propósito para o
qual foi concebido. O FMEA t
seus efeitos sistémicos, contribui
todos os modos de falha de sistema foram considerados,
humanos e servindo para melhorias nos procedimentos de manutenção.
Algumas das vantagens do método são a sua ampla aplicabilidade
equipamentos, procedimentos, pessoas, sistemas de falhas,
falhas dos componentes e seus efeitos no sistema, apresentando os resultados num simples
modo de leitura. Algumas das limitações prendem
identificar falhas isoladas e não uma
objectivo, existe o risco de ser muito moroso e dispendioso.
uma ferramenta que na falta de dados (métricos), é assente num empirismo que pode levar à
falta de precisão na sua conclusão.
• Árvore de falhas (
É uma ferramenta usada para o rastreio de factores que possam contribuir para uma
causa específica, denominada de “evento principal”
Fig.
/FMECA
Failure mode and effects analysis (FMEA) ou Failure mode and effect critically
é uma técnica usada para estruturar e identificar as potenciais falhas (e
uma avaria do equipamento ou desvio no seu modo de fu
que podem levar a que um determinado objecto ou sistema não cumpra o propósito para o
O FMEA tem a capacidade de identificar os mecanismos de falhas
contribuindo para a mitigação dos mesmos. As
a de sistema foram considerados, identifica
para melhorias nos procedimentos de manutenção.
mas das vantagens do método são a sua ampla aplicabilidade
os, procedimentos, pessoas, sistemas de falhas, entre outros),
e seus efeitos no sistema, apresentando os resultados num simples
modo de leitura. Algumas das limitações prendem-se com o facto de só poder ser usado para
identificar falhas isoladas e não uma possível combinação; se não for bem controlado
xiste o risco de ser muito moroso e dispendioso. Ainda limitante é o facto de ser
uma ferramenta que na falta de dados (métricos), é assente num empirismo que pode levar à
falta de precisão na sua conclusão.
Árvore de falhas (Fault tree analysis)
a usada para o rastreio de factores que possam contribuir para uma
nominada de “evento principal” (figura 15).
Fig. 14 - Ciclo de Deming (adaptado [23])
30
Failure mode and effect critically
as potenciais falhas (e
desvio no seu modo de funcionamento)
que podem levar a que um determinado objecto ou sistema não cumpra o propósito para o
os mecanismos de falhas e os
Assegura também que
tificando potenciais erros
mas das vantagens do método são a sua ampla aplicabilidade (englobando
entre outros), identificação das
e seus efeitos no sistema, apresentando os resultados num simples
se com o facto de só poder ser usado para
; se não for bem controlado e
Ainda limitante é o facto de ser
uma ferramenta que na falta de dados (métricos), é assente num empirismo que pode levar à
a usada para o rastreio de factores que possam contribuir para uma

31
Esta ferramenta permite a aproximação disciplinada e sistemática ao caminho que
levou à falha, apresentando flexibilidade em vários factores, incluindo os factores humanos e
fenómenos físicos; durante a sua aplicação mantém sempre o centro da atenção no evento em
análise, sendo particularmente focado para sistemas com numerosos interfaces e interacções
Adicionalmente, dada ser uma árvore com pictogramas, favorece uma leitura simples e rápida.
No entanto, a ferramenta apenas permite tratar estados binários (falha/não falha) sendo os
modelos subjacentes estáticos. Realce-se também a dificuldade na assertividade de todos os
caminhos.
• Árvore de evento (Event tree analysis)
Esta ferramenta constitui uma representação gráfica da sequência de eventos que se
seguem ao evento principal, de acordo com o funcionamento (ou não funcionamento) dos
vários sistemas projectados para mitigar as suas consequências. Podem ser aplicados factores
quer qualitativos quer quantitativos. A título de exemplo, a figura 16 apresenta a sequência de
eventos e uma probabilidade de ocorrência associada.
Estas árvores encerram representações gráficas da sequência de eventos que não
podem ser representados usando uma FTA que tem em conta o “timing”, a dependência e o
Fig. 15 - Exemplo de uma árvore de falhas (adaptado de [6])

32
efeito dominó que tornam a FTA pesada. As suas limitações prendem-se com a necessidade
de identificar todas as potenciais falhas que podem ocorrer.
Evento inicial
Existência de incêndio
Sprinkler
funcionarAlarme disparar
Situação final
Frequência anual
Incêndio controlado e detectado pelo
alarme
Incêndio controlado mas não detectado
pelo alarme
Incêndio não controlado mas
detectado pelo alarme
Incêndio não controlado e não
detectado pelo alarme
Sem incêndio
Explosão
Sim
Sim
Sim
Sim
Não
Não
Não
Não
0,8
0,2
0,99
0,01
0,999
0,999
0,001
0,001
3.4 Comentários gerais sobre a revisão de literatura
Chegado a este ponto, cabe ao autor explicar em que medida a revisão bibliográfica
exposta nos pontos anteriores, será útil na abordagem aos problemas que foram colocados.
Começou-se por efectuar uma abordagem ao TPM e promover o incentivo ao seu uso
ainda mais amplo dentro da empresa, essencialmente através da recomendação da
implementação da análise RCFA. Alertou-se também para o impacto que um maior recurso ao
TPM trará em geral e, em particular, para o estudo de avarias. Consertar uma avaria não é o
mesmo que a resolver. Consertar é apenas eliminar a consequência da avaria e, por isso, todas
as avarias devem ser estudadas e analisadas para além dos danos óbvios.
Segundo a lógica acima descrita, o autor tenta também demonstrar que uma avaria
quando devidamente estudada, demonstrará oportunidades de melhoria em diversos
departamentos da organização e servirá também como um caso de aprendizagem. A
Fig. 16 - Exemplo de uma árvore de eventos (adaptado de [6]).

33
manifestação da avaria está relacionada com uma sequência de procedimentos não
recomendáveis que, quando conjugados, promovem a sua recorrência.
Para a resolução da avaria é proposto o uso do processo A3. Este processo está
ancorado à mais básica ideia do TPM: a melhoria contínua. Com este estudo, é proposta uma
metodologia que se adapte à empresa onde são demonstradas as vantagens e as limitações, as
razões de insucesso, o processo A3, a classificação de falhas e a investigação com base em
evidências e ferramentas de análise. Apesar de nesta tese nem todas as ferramentas de análise
mencionadas terem sido utilizadas, podem ser contempladas em futuras análises.

34
4 Implementação da análise RCFA
Neste capítulo é descrita a situação encontrada na empresa, qual o caminho definido para a
análise desenvolvida e é proposta uma metodologia da análise RCFA para o estudo dos
problemas. É ainda demonstrada a sua aplicação aos problemas estudados.
4.1 Situação encontrada
A primeira dificuldade encontrada teve que ver com a análise dos dados informáticos
disponibilizados. A análise baseou-se no histórico de avarias do ano 2010 que tinham sido
submetidas no Shopfloor. Dever-se-á ter em conta que, sendo um histórico de 2010, estarão
contempladas todo o tipo de avarias sejam elas recorrentes ou pontuais.
A qualidade da informação disponível não foi a mais indicada (ver anexo C) para o
arranque do estudo, uma vez que é vaga quer quantitativamente quer qualitativamente no que
respeita à avaria. Apesar das avariaras estarem registadas, quando é efectuada uma pesquisa
por equipamento, o sistema de informação não devolve o motivo da avaria, o que
impossibilita determinar uma frequência específica da sua ocorrência (tabela 4).
A dificuldade é agravada pelo facto de pequenas avarias (provavelmente muito frequentes)
nem serem registadas dada a rapidez do seu conserto. Quando um equipamento pára por um
tempo inferior a cinco minutos, o seu registo é anotado como afinação e não como avaria.
Neste sentido, o autor, começou por agrupar os dados encontrados e encarar as avarias (AV) e
afinações (AF) como um todo, permitindo uma melhor leitura sobre o tempo efectivo e
número de paragens que um equipamento tem. Após esta restrição, foi efectuada uma análise
de Pareto (disponível no anexo E) procurando verificar se, efectivamente, 20% dos
equipamentos eram os responsáveis por 80% do tempo de paragens. Como se demonstra no
Gráfico 3 esta regra, que teve como variável de entrada o tempo de paragem dos
equipamentos, não se verifica. Foi ainda equacionada a hipótese de optar por outro tipo de
variável, como o número de ocorrências, mas o resultado é parecido (passível de ser
Tabela 4 - Registo de avarias, em Shopfloor, de um equipamento.

35
confirmado no anexo D). Deve-se, no entanto, referir que alguns equipamentos, por indicação
interna, foram retirados da análise, nomeadamente o banho, a máquina de código de lata e a
máquina de tampas. Foram ainda retiradas da análise as mudanças, paragens para almoço e/ou
jantar e limpezas de linha, já que não faziam sentido sofrerem qualquer tipo de intervenção
neste projecto.
Partindo do Gráfico 3, o objectivo traçado foi analisar os equipamentos com maior
tempo de paragem ao longo do projecto. Seguidamente, e de modo a contornar a dificuldade
em saber quais foram as avarias mais recorrentes, foram efectuadas duas reuniões: uma em
Março e outra em Abril. Apesar de as pessoas presentes na reunião não serem as mesmas, foi
possível contar com a presença de colaboradores de diversas áreas da fábrica, desde
supervisores a mecânicos e cell-leaders. Na reunião de Março foram abordados três
equipamentos: a máquina de filmes, a máquina de cravação e a máquina de gás. Na reunião
realizada no decorrer de Abril foram abordados mais três equipamentos: máquina de perfume,
o aplicador de válvulas e a máquina de produto. Destas reuniões foram referenciados alguns
dos problemas mais frequentes e que melhor estavam na memória dos presentes. Os
19,615,7
6,4 6,1 6,0 4,5 4,2 4,1 3,7 3,1 3,1
35,241,6
47,853,8
58,362,5
66,670,2 73,3 76,4
0
10
20
30
40
50
60
70
80
90
%
Análise de Pareto
Peso Relativo (%) Peso acumulado (%)
Gráfico 3 - Análise de Pareto efectuada para início de análise.

36
problemas registados estão compilados na tabela 4. A partir daqui iniciou-se a análise RCFA a
alguns problemas referenciados. No entanto, nem todos estes problemas foram estudados
porque não se encaixavam no âmbito do projecto, por inexistência uma evidência forte e até
por não ser possível desmontar o equipamento por se encontrar a funcionar.
4.2 Metodologia RCFA proposta
Com a base científica explanada no capítulo 3, o autor propõe uma metodologia da
análise RCFA, que permitirá à ColepCCL atacar as causas raiz das avarias. Esta metodologia
servirá de fio condutor nas análises efectuadas. Não obstante o seu uso em avarias singulares,
recomenda-se que seja aplicada nas avarias recorrentes.
4.2.1 Criação de equipa
O núcleo central do RCFA é a sua equipa de trabalho. Uma equipa de trabalho deve
dedicar-se tanto tempo quanto possível à descoberta da causa raiz. Esta deve ser construída
em torno do coordenador da análise, ao qual caberá adaptar a constituição da equipa à avaria
em causa. A equipa aconselhada deve ser composta por engenheiros mecânicos e
electrotécnicos, electricistas, mecânicos, supervisores, cell-leader e demais pessoas cujo
Tabela 5 - Problemas denunciados nas 2 reuniões efectuadas.
Equipamento Problemas
Máquina Filme
Problemas com o filme
Engrenagens do forno
Régua
Instruções de trabalho da régua
Restos de filme - Causa encravação
Célula no tapete de subida
Cravação Membrana interior da válvula
Variações de cravação
Gas House
Membrana das bombas
Mola perde força
Vedante da camisa (Azul)
3 Anilhas de vedação ao veio
Máquina de perfume (APD) Retentor (desgaste)
Aplicador de válvulas Embraiagem
Prisão de válvulas
Microdoseadora Má vedação do o-ring

37
contributo seja favorável ao projecto. Recomenda-se, à luz da empresa, que uma equipa seja
constituída pelo mecânico da linha, mecânico da manutenção, electricista (quando
necessário), responsável da manutenção e da engenharia. Poderão ainda ser incluídos outros
elementos que possam ser uma mais-valia.
4.2.2 Comunicação da avaria
À luz desta metodologia, define-se avaria como o impedimento do equipamento
funcionar da maneira para o qual foi projectado. A primeira etapa a ter em conta deve ser a
participação da avaria. Esta participação não é exclusiva: qualquer pessoa é livre de solicitar
uma análise RCFA. No entanto, por uma questão operacional, as pessoas principais deverão
ser o mecânico de célula e o cell-leader. O primeiro, porque é a pessoa que intervém no
imediato da avaria; o segundo porque tem uma visão privilegiada sobre o funcionamento
integral da linha (quer em termos produtivos, de pessoas, logísticos, entre outros).
A proposta de análise que se recomenda encontra-se esquematizada no gráfico 4. São
estes os passos a seguir desde que a avaria ocorre até ao seu arquivo. Um dos pontos onde
mais dificuldades foram sentidas prende-se, como já referido, com a análise do histórico de
avarias. Uma das recomendações que se deixa é a criação de um campo no Shopfloor para um
pequeno resumo conciso e específico (exemplo: membrana da válvula de vácuo rompida da
cabeça de cravação nº3). Com esta pequena (mas significante para esta metodologia) alteração
tornar-se-á mais fácil, partindo do sistema informático, priorizar os problemas a serem
estudados caso a empresa opte pela sua implementação. No caso de o projecto ser adoptado
pela empresa, prevê-se que esta dificuldade seja mitigada com o passar do tempo devido à
redução do número de avarias recorrentes e à alteração operacional do procedimento de
inserção de avarias no Shopfloor.

38
O preenchimento do formulário de comunicação inicial deverá ser efectuado pelo
coordenador da análise RCFA. Um exemplo do modelo recomendado está demonstrado na
figura 17. Preenchida a comunicação inicial, caberá ao responsável do projecto tomar uma
decisão: arquivar o caso ou proceder a uma análise RCFA. Caso se opte pela arquivação do
caso, deverá ser comunicado às partes envolvidas o porquê da mesma de modo a não
desmotivar as pessoas que o solicitaram. Caso não seja arquivada deverá ser analisado o
enquadramento da avaria registada, clarificada a situação, reunidas as evidências e recolhidas
as várias opiniões de operadores que possam ter presenciado o sucedido para se proceder à
validação.
Gráfico 4 - Procedimento RCFA

39
Problema
DATA
Solicitado por:
Descrição
Equipamento e sua localização específica
Quando aconteceu?
Quem estava envolvido (ou assistiu)?
Qual a causa mais provável?
Denotou-se algo fora do normal: Som/Cheiro/Visualmente/
Valores lidos: Pressão, Temperaturas
Produto em produção
Tipo de avaria
Mecânica
Eléctrica
Outra
Danos pessoais?
Fig. 17 - Comunicação inicial proposta de avaria.

40
4.2.3 Processo A3
O processo A3, como referido no capítulo 3.3.4, visa ser um fio condutor na resolução
de um problema recorrente. Com base na bibliografia estudada propõe-se o modelo
representado na figura 18. É possível visualizar a existência de secções bem definidas com as
diferentes etapas do ciclo de Deming[5] que são complementadas seguindo os dez passos
propostos por Mobley (ver capítulo 3.3.4)
Detalhe do problema (Planear)
Situação corrente (Planear)
RCFA (Planear)
Condição atingir (Planear)
Plano de implementação (Executar)
Plano de acompanhamento (Verificar e Agir)
Problema: Equipa: Data de criação:Data de revisão:
Verificar: Agir:
•Descrição detalhada do problema ;
•Perceber em como isso afecta a
organização;
•Classificação da falha;
•Diagrama detalhado do funcionamento;
•Recolha de evidências físicas;
•Análise de dados históricos;
•(…)
•Diagrama de espinha;
•5 Porquês;
•FMEA;
•Pareto;
•FTA;
Tipo de falha:
Mecânica|Eléctrica|Outra
•ETA;
•(…)
•Definição do resultado
atingir através da
melhoria das acções
identificadas no RCFA
•Diagrama Gantt;
•Forma tabelar: O quê; quem; onde;
quando;
•Custo
•(…)
•Monitorização e
mudança esperada
•Comparação de
resultados;
•Problema
resolvido?
Fig. 18 - Modelo do processo A3 proposto para auxílio de RCFA.

41
4.3 Problemas estudados
4.3.1 Máquina de filme – P1 (filme plástico)
• Explanação do problema
Um dos problemas reportados pelos colaboradores (evidência das pessoas) prende-se
com a dificuldade em operar o filme plástico. Esta dificuldade em operar com o filme plástico
é a principal responsável pela grande quantidade de tempo que é desperdiçado (evidência
documental) com as constantes afinações e trocas de bobines de filme, originando atrasos na
produção dado que todas as embalagens são envoltas num filme plástico.
• Evidências
Para além das evidências acima referidas, existe ainda a evidência física que se
apresenta sob a forma de restos de filme acumulados. Existe o (constante) acumular de restos
de filmes em três zonas distintas, assinaladas na figura 19 por três setas.
Fig. 19 - Vista parcial da máquina de filme, onde estão assinaladas 3 zonas de restos de filme acumulado e duas barras ionizadoras da máquina.

42
A zona três, de difícil acesso, possui uma grelha perfurada à frente e, com o decorrer
diário da produção, o filme vai-se acumulando (figura 20) dada a dificuldade em aceder ao
local e à falta de visibilidade para o acumular dos restos de filme. O acumular de filmes nesta
zona levou a que, no passado, já tivessem sido registados problemas de encravamento devido
à inserção de restos de filme entre a corrente e a roda de transmissão. Estes restos de filme
devem-se a dois factores: problemas no envolvimento do filme (oriundo da estática presente
no filme) ou a aerossóis que tombam por vários motivos (exemplo: mau posicionamento dos
tabuleiros; desfasamento entre tabuleiro e aerossóis, etc.). Como é possível averiguar pela
figura 21, devido à dobra que o filme mostra, existe o acumular de estática nas bobines.
Fig. 20 - Restos de sujidade na zona 3.
Fig. 21 - Filme carregado estaticamente (dobrado sobre si próprio).

43
A máquina de filme possui também duas barras ionizadoras de origem (assinaladas na
figura 20), tendo sido colocadas mais duas numa primeira tentativa de reduzir o problema. A
colocação destas duas barras extras veio melhorar, ligeiramente, a situação. Estas barras têm
como função a produção de iões positivos e negativos de modo a reduzir a diferença de
potencial que o material apresenta[24].
• Aplicação do processo A3
Após terem sido obtidas as evidências do problema denunciado, foi iniciado o
processo A3 (secção 4.2.3) com o objectivo de reduzir a incidência do problema e, se
possível, eliminá-lo. Depois de uma reunião com a equipa de trabalho, estabeleceu-se um
diagrama de espinha onde foram apontadas algumas das possíveis origens do problema.
Neste ponto, aplicada a ferramenta dos “5 Porquês” foi possível elaborar uma teoria
sobre o problema, sendo assente nas evidências e nos valores lidos por um medidor de
estática, que registou valores entre 12 a 17kV presentes no filme, antes de ser desenrolado. A
própria máquina, com o seu funcionamento [25], é responsável pelo carregamento estático do
filme, agravando ainda mais a situação. O filme também foi sujeito a um teste de resistividade
Gráfico 5 - Diagrama de espinha aplicado ao problema da estática

44
eléctrica (valor de 10) e apresentou-se como um elemento totalmente isolante (o que
significa que sendo carregado estaticamente não é capaz de dissipar a energia acumulada).
De referir ainda que com o aumento da temperatura ambiente, o problema assume dimensões
maiores. Este problema é justificado pela baixa humidade relativa que, neste caso, actua como
elemento dissipativo sobre o filme.
Porquê?
Porquê?
Porquê?
Porquê?
Sintoma:
•Dificuldade em operar com o filme plástico
Porquê?
Medidas temporárias Data:
Análise dos 5 Porquês?
Linha: A5Equipamento: Máquina filmeData: 14/4/2011
Root Cause
Verificação: •Alguma recorrência em 3 meses?
•Instrução de trabalho? S/N Data: _______
•Assunto: Estática no filme
Filme com estática
Filme PE-LD, que carrega durante o desbobinar e já chega carregado
Não é descarregada a estática presente
Falta de limpeza das barras e incerteza quanto ao seu funcionamento
Falta plano preventivo de limpeza e teste de funcionamento
Limpeza e teste de funcionamento das barras; Facilidade no acesso à limpeza;
Medidas finais Data:
• Recomendações de melhoria
Com base nas evidências recolhidas, de acordo com os princípios do TPM onde é
recomendado o “restauro do equipamento à condição original” e com o melhorar da
manutenibilidade do equipamento recomenda-se:
1) Verificar se as barras de ionização do ar estão a funcionar (todas);
2) Proceder à limpeza das barras de ionização com álcool e a uma escova de
nylon (de acordo com o fornecedor das barras);
Gráfico 6 - “5 Porquês” aplicado ao problema da estática.

45
3) Melhorar o acesso à zona três da máquina (melhorar a manutenibilidade);
4) Criar planos de limpeza da sujidade;
5) Criar planos de limpeza e verificar o funcionamento semestral das barras
estáticas.
• Passos seguintes
Caso as recomendações não venham a ser suficientemente proveitosas, um segundo
passo da abordagem ao problema passará por relocalizar as barras ionizadoras existentes
(anexo F) e analisar o seu efeito. Soluções mais dispendiosas poderão passar por testar um
outro tipo de filme plástico que contêm um aditivo[26], capaz de o tornar num elemento
dissipativo e não isolante. Este tipo de filme deverá apresentar uma resistividade eléctrica
entre os 10 e os 10(Ω). No limite, poderá ainda equacionar-se a inclusão de uma faca de ar
ionizado[27].
• Implementações
Até à data de conclusão deste documento estava efectuada a alteração na máquina de
filme que facilitou a visibilidade da sujidade e o acesso para limpeza da mesma.
Fig. 22 - Facilidade criada no acesso para limpeza.

46
• Relatório do processo A3
Detalhe do problema (Planear)
Situação corrente (Planear)
RCFA (Planear)
Condição atingir (Planear)
Plano de implementação (Executar)
Plano de acompanhamento (Verificar e Agir)
Equipa: Data de criação:Data de revisão:
O Quê Quem Quando Onde Custo
Criação de blindagem e corte da porta de acesso
Empresa exterior
14/5/2011Porta inferior na saída do
forno
Não disponível
Limpeza das barras MecânicoAguardar
dataMáquina
filme-
Teste de funcionamento das barras ElectricistaAguardar
dataMáquina filme -
Verificar: Agir:
Tipo de falha:
Mecânica|Eléctrica|Outra
Problema: EstáticaLinha: A5 Equipamento: Máq. filme
•Problemas com estática (o filme “agarra-se”; •Dificuldade no envolvimento do filme aos pack's;•Desperdício de filme plástico (cria sujidade);
•Filme vem carregado (medido);•Existência de 4 barras para ionização do material;•Dificuldade em limpar a sujidade;
•Criar maior facilidades de acesso às limpezas;•Redução da estática presente;
•Feedback dos operadores;•Redução dos tempos de afinação;
•Caso o problema se verifique, relocalizar as barras e/ou testar com outro filme;
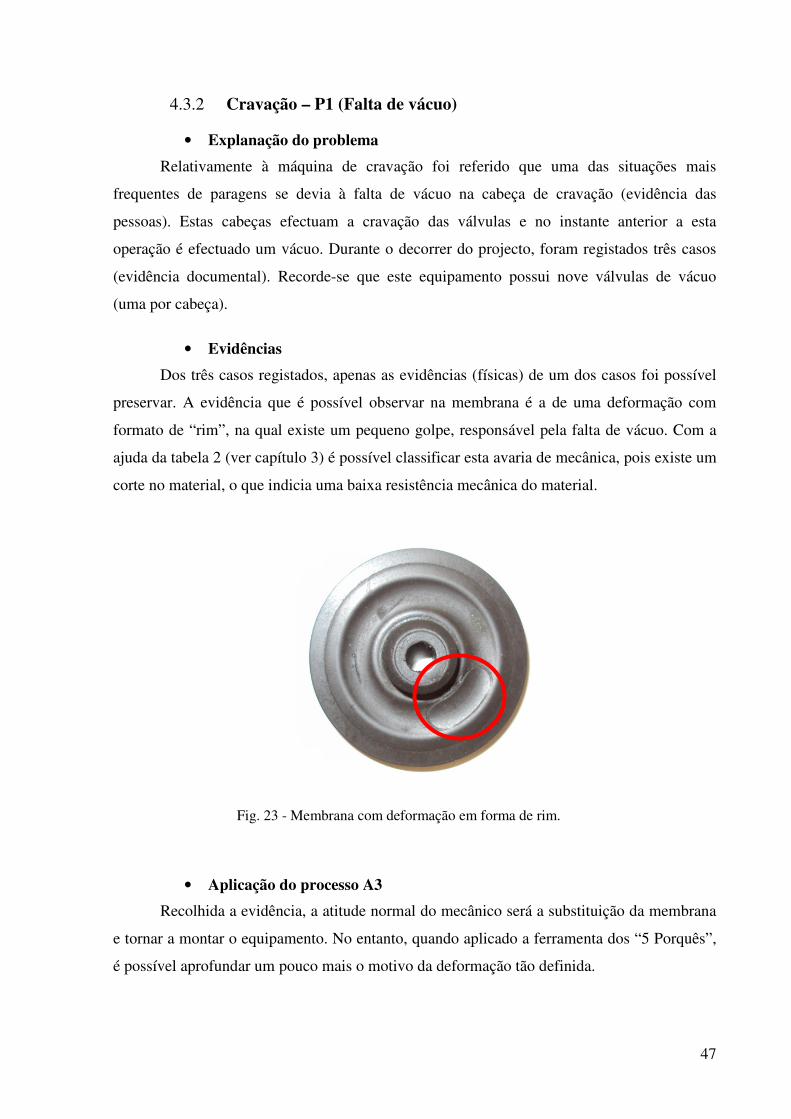
47
4.3.2 Cravação – P1 (Falta de vácuo)
• Explanação do problema
Relativamente à máquina de cravação foi referido que uma das situações mais
frequentes de paragens se devia à falta de vácuo na cabeça de cravação (evidência das
pessoas). Estas cabeças efectuam a cravação das válvulas e no instante anterior a esta
operação é efectuado um vácuo. Durante o decorrer do projecto, foram registados três casos
(evidência documental). Recorde-se que este equipamento possui nove válvulas de vácuo
(uma por cabeça).
• Evidências
Dos três casos registados, apenas as evidências (físicas) de um dos casos foi possível
preservar. A evidência que é possível observar na membrana é a de uma deformação com
formato de “rim”, na qual existe um pequeno golpe, responsável pela falta de vácuo. Com a
ajuda da tabela 2 (ver capítulo 3) é possível classificar esta avaria de mecânica, pois existe um
corte no material, o que indicia uma baixa resistência mecânica do material.
• Aplicação do processo A3
Recolhida a evidência, a atitude normal do mecânico será a substituição da membrana
e tornar a montar o equipamento. No entanto, quando aplicado a ferramenta dos “5 Porquês”,
é possível aprofundar um pouco mais o motivo da deformação tão definida.
Fig. 23 - Membrana com deformação em forma de rim.

Porquê?
Porquê?
Porquê?
Porquê?
Sintoma:
Falta de vácuo numa cabeça de cravação
Válvula deixa de efectuar vácuo
Membrana está rasgada numa forma de “rim”
Falta uma anilha
Esquecimento de montagem da anilha
Com o recurso aos “5 Porquês” foi possível desenvolver a teoria que leva à causa raiz
do problema. Foi ainda visível, na altura do desmontar da válvula de vácuo, a inexistência d
uma anilha (figura 25) cuja presença impede que a membrana seja sugada
uma durabilidade maior. Na verdade o material apresenta a resistência mecânica necessária
para o seu propósito, desde que operado nas devidas condições.
Gráfico
Porquê?
Medidas temporárias
Análise dos 5 Porquês?
Linha: A5Equipamento: Máq CravaçãoData: 10/3/2011
Medidas finais
Verificação: •Alguma recorrência em 3 meses?
•Instrução de trabalho? S/N Data: _______
•Assunto: Falta de vácuo
Falta de vácuo numa cabeça de cravação
Válvula deixa de efectuar vácuo
Membrana está rasgada numa forma
Esquecimento de montagem da
Distracção e pressa. Falta de plano de revisão anual
Substituição directa da membrana
Compra de anilhas e revisão a todas as válvulas;
Com o recurso aos “5 Porquês” foi possível desenvolver a teoria que leva à causa raiz
do problema. Foi ainda visível, na altura do desmontar da válvula de vácuo, a inexistência d
cuja presença impede que a membrana seja sugada
Na verdade o material apresenta a resistência mecânica necessária
para o seu propósito, desde que operado nas devidas condições.
Gráfico 7 - “5 Porquês” aplicado à falta de vácuo.
Fig. 24 - Anilha em falta.
48
Data
Equipamento: Máq Cravação
Data
Root Cause
Alguma recorrência em 3 meses?
Instrução de trabalho? S/N Data: _______
Assunto: Falta de vácuo
Distracção e pressa. Falta de plano de
Substituição directa da membrana
Compra de anilhas e revisão a todas
Com o recurso aos “5 Porquês” foi possível desenvolver a teoria que leva à causa raiz
do problema. Foi ainda visível, na altura do desmontar da válvula de vácuo, a inexistência de
cuja presença impede que a membrana seja sugada, conferindo-lhe
Na verdade o material apresenta a resistência mecânica necessária

49
• Recomendações de melhoria
Com base nas evidências, no desenho técnico (figura 26) que foi possível arranjar e no
“restauro à condição inicial do equipamento” recomenda-se a:
1) Inclusão da anilha em falta na válvula em questão;
2) Verificação de duas anilhas (elemento 5-10) por válvula e do estado em que se
encontram as membranas (dada a omissão de registos sobre o tempo de
funcionamento que possuem).
Fig. 25 - Válvula de vácuo sem anilha.
Fig. 26 - Desenho de definição fornecido pela Humphrey Products onde se encontram as duas anilhas (elemento 5-10).

50
• Passos seguintes
Com a correcção do problema é necessário alertar todas as pessoas envolvidas no
processo para a existência de duas anilhas por válvula. Com a eliminação deste problema, é
esperada uma recuperação mínima de 25 minutos por avaria análoga, não incluindo o tempo
de abrir uma ordem de manutenção, esperar pelo mecânico, descobrir o problema em causa e
ir à ferramentaria levantar as peças necessárias. É ainda aconselhável que todas as válvulas
montadas no equipamento sejam verificadas e que se elabore um plano anual de manutenção
preventiva para avaliar o estado das membranas.
• Implementações
À data de entrega desta tese, aguardam-se a chegada de anilhas pois o baixo número
que se necessita (cerca de 10 no máximo) é difícil de se encontrar a nível nacional. O preço
estimado para as mesmas é de aproximadamente 3,5€ por unidade.

51
• Relatório do processo A3
Detalhe do problema (Planear)
Situação corrente (Planear)
RCFA (Planear)
Condição atingir (Planear)
Plano de implementação (Executar)
Plano de acompanhamento (Verificar e Agir)
Equipa: Data de criação:Data de revisão:
O Quê Quem Quando Onde Custo
Compra de anilhas Manutenção Já solicitado Fornecedor 3,5€/anilha
Inserção de anilhas em falta nas válvulas de vácuo
MecânicoMáquina de
cravação
Revisão de todas as válvulas MecânicoMáquina de
cravação
Criação de plano anual de revisão Manutenção Plano anual
Alertar dos os mecânicos Manutenção
Verificar: Agir:
Tipo de falha:
Mecânica|Eléctrica|Outra
Problema: Falta de vácuoLinha: A5 Equipamento: Cravação
•Falta de vácuo numa cabeça de cravação;•Membrana da válvula de vácuo rompida;
•Equipamento reparado e a funcionar; •Substituição da membrana de vácuo por uma nova
•Ausência de registo da avaria;
•Inclusão na preventiva anual para verificação do estado das membranas

52
4.3.3 Microdoseadora
• Explanação do problema
A existência de uma má vedação da microdoseadora é responsável por perdas de
perfume desnecessárias que quando acumuladas deixam as rosetas pegajosas e estas, por sua
vez, “agarram” os aerossóis e acabam por os danificar.
• Evidências
É possível observar os aerossóis danificados e as rosetas com restos de perfume
(evidência física). Para além das evidências já referidas existiam uma troca praticamente
semanal (consoante o uso do equipamento) dos o-rings responsáveis pela vedação do êmbolo
interior (evidência documental). Como é visível na figura 27, o o-ring apresenta um aspecto
“cortado” de formato hexagonal (esta forma corresponde ao perfil do êmbolo).
• Aplicação do processo A3
Reunidas as condições para avançar com o processo A3, recorreu-se à técnica dos “5
Porquês” para ajudar na construção de uma teoria.
Fig. 27 - O-ring danificado

53
Porquê?
Porquê?
Porquê?
Porquê?
Sintoma:
Porquê?
Medidas temporárias Data
Análise dos 5 Porquês?
Linha: A5Equipamento: microdoseadoraData:
Medidas finais Data
Root Cause
Verificação: •Alguma recorrência em 3 meses?
•Instrução de trabalho? S/N Data: _______
•Assunto: Fugas de perfume
Fugas de perfume – falta de vedação
Não há vedação correcta nas cabeças de perfume;
O-ring apresenta “corte” de forma hexagonal;
O embolo, que passa no interior do o-ring, “corta-o”;
O-ring incha em contacto com o produto;
Produto reage com o material do o-ring;
Substituir os o-ring's semanalmente;Procura de o-ring que não absorva perf.
Alertar todos os envolvidos para a alteração de material a usar;
Quando existe uma falha mecânica do material e esta apresenta partículas removidas, a
sua causa advém da fricção entre materiais. Esta fricção é responsável pelas alterações
dimensionais e perda de material[1]. A teoria desenvolvida, aponta para uma reacção do
vedante quando em contacto com o perfume. Actualmente (e tanto quanto foi possível
apurar), o tipo de o-ring usado é NBR. De acordo com o catálogo da Kalrez [28], o NBR
responde bem a uma pequena série de elementos químicos, mas é manifestamente insuficiente
para a necessidade actual. A figura 28 pretende demonstrar o resultado de um ensaio
efectuado no laboratório da empresa com os o-rings actuais. Dado o tempo estimado de vida
dos o-rings ser semanal, foram imersos durante dez dias num banho de perfume. O resultado
aponta para um aumento de volume (dois da esquerda), ficando comprovado de uma forma
económica e expedita, que o material em uso não é indicado.
Gráfico 8 - “5 Porquês” aplicado ao problema de vedação.

54
Após contacto com o fornecedor do equipamento e seguindo o catálogo da DuPont, o
mesmo ensaio foi efectuado com o-rings em Vitton (FKM), tendo-se obtido o mesmo
resultado: aumento de volume. Foi ainda ensaiado Neoprene C (CR) que não só obteve o
mesmo resultado como ainda foi responsável por contaminar o perfume.
A agravante do problema assume outras dimensões quando se juntam as seguintes
variáveis:
1) Desconhecimento da composição química do perfume (fornecedor veta a
informação sobre o mesmo);
2) Passagem potencial de cerca de 150 perfumes, alguns dos quais com
composições (supostamente) distintas;
Em contacto com um fornecedor de vedantes, a Vedantes do Porto, foi aconselhado o
uso de teflon[29] antes de se testar o uso de Kalrez. Os o-rings em teflon sofreram o ensaio
acima descrito e obtiveram um óptimo desempenho, sendo impossível distinguir um aumento
de volume quando comparados com um novo (figura 29).
Fig. 28 - O-ring em NBR após 4 dias imerso em perfume.
Fig. 29 - O-rings (indiferenciáveis) em teflon após 4 dias imersos em perfume.
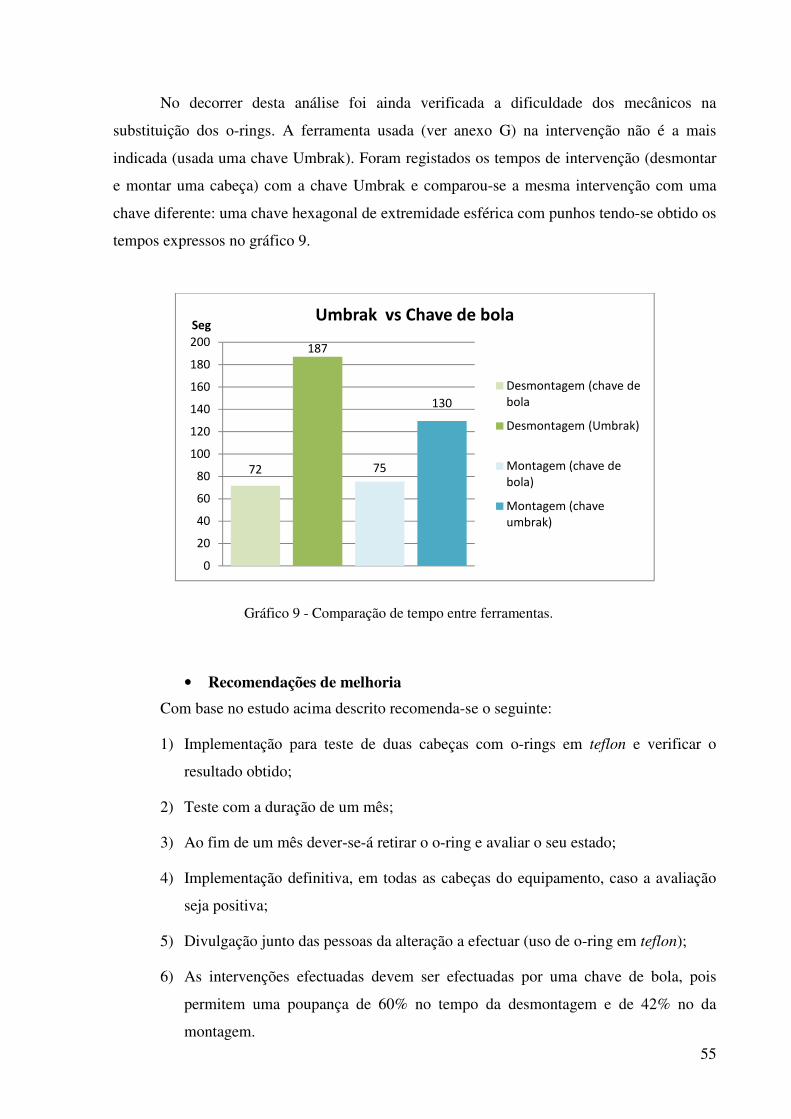
55
No decorrer desta análise foi ainda verificada a dificuldade dos mecânicos na
substituição dos o-rings. A ferramenta usada (ver anexo G) na intervenção não é a mais
indicada (usada uma chave Umbrak). Foram registados os tempos de intervenção (desmontar
e montar uma cabeça) com a chave Umbrak e comparou-se a mesma intervenção com uma
chave diferente: uma chave hexagonal de extremidade esférica com punhos tendo-se obtido os
tempos expressos no gráfico 9.
• Recomendações de melhoria
Com base no estudo acima descrito recomenda-se o seguinte:
1) Implementação para teste de duas cabeças com o-rings em teflon e verificar o
resultado obtido;
2) Teste com a duração de um mês;
3) Ao fim de um mês dever-se-á retirar o o-ring e avaliar o seu estado;
4) Implementação definitiva, em todas as cabeças do equipamento, caso a avaliação
seja positiva;
5) Divulgação junto das pessoas da alteração a efectuar (uso de o-ring em teflon);
6) As intervenções efectuadas devem ser efectuadas por uma chave de bola, pois
permitem uma poupança de 60% no tempo da desmontagem e de 42% no da
montagem.
72
187
75
130
0
20
40
60
80
100
120
140
160
180
200
Umbrak vs Chave de bola
Desmontagem (chave de bola
Desmontagem (Umbrak)
Montagem (chave de bola)
Montagem (chave umbrak)
Seg
Gráfico 9 - Comparação de tempo entre ferramentas.

56
• Passos seguintes
Com a eliminação deste problema é esperado uma recuperação de 10 minutos por
substituição (um aumento do MTBF). Como o equipamento possui seis cabeças para o
enchimento de perfume, é espectável uma recuperação total entre 10 a 60 minutos semanais.
Chama-se atenção que estes valores não incluem o tempo dispendido na abertura de uma
ordem de manutenção, na espera pelo mecânico, na deslocação à ferramentaria a fim de
levantar as peças necessárias e o uso da chave correcta. Com o uso da chave aconselhada
espera-se também uma redução significativa do MTTR.
• Implementação
Até à data de elaboração desta tese, foram implementados dois o-rings nas cabeças de
produto. Apesar de ainda não se ter concluído a tempo o período de teste aconselhado, os
resultados preliminares apontam para uma melhoria na frequência de substituição, pois estão
em funcionamento há cerca de duas semanas e não foi registado qualquer tipo de má vedação.
O gráfico 10 apresenta, esquematicamente, as etapas do percurso efectuado.
Gráfico 10 - Etapas do problema com os o-rings.

57
• Relatório do processo A3
Detalhe do problema (Planear)
Situação corrente (Planear)
RCFA (Planear)
Condição atingir (Planear)
Plano de implementação (Executar)
Plano de acompanhamento (Verificar e Agir)
Equipa: Data de criação:Data de revisão:
O Quê Quem Quando Onde Custo
Comprar chave Beta Comprador 20/4/2011 Micro
Efectuar testes de absorção com vários materiais
Manutenção Abril/Maio Gabinete
Montagem no equipamento (fase de teste)
Mecânico Junho Micro
Desmontagem e avaliação do o-ringMecânico e manutenção
Junho/Julho Micro
Avisar todos os intervenientes no processo para a alteração
Manutenção
Verificar: Agir:
Tipo de falha:
Mecânica|Eléctrica|Outra
Problema: Má vedaçãoLinha: A5 Equipamento: Micro
•Aerossóis ficam agarrados e danificam-se nas rosetas devido a más vedações dos o-ring's das cabeças que injectam o perfume;
•Mudanças semanais de o-ring's, nas 6 cabeças;•Mudança demorada devido a falta de chave adequada;
•Encontrar material que não reaja com o produto;•Compra de chave adequada para efectuar as trocas mais rapidamente;
•Monitorizar se o equipamento contínua a verter perfume;
•Caso o teste seja bem sucedido, aplicar às restantes cabeças;

58
4.4 Restantes problemas estudados
4.4.1 Quadro resumo
Durante o decorrer do projecto outros problemas foram estudados, para os quais foram
sugeridas algumas recomendações. A tabela 6 representa um resumo dos restantes. A
compreensão deste quadro deve ser complementada com a informação disponibilizada nos
anexos I, J, K, L. Nestes anexos encontram-se os relatórios do processo A3 referentes aos
problemas sumarizados na tabela 6.
Equipamento Sintoma Evidência Recomendações Implementação
Máquina de filme (célula)
Falta de sinal para o
sincronismo do equipamento.
Célula com fios arrancados
e conector danificado.
Inclusão da célula indicada pelo
catálogo da máquina e de um conector
mais pequeno.
Aguardar data.
Máquina de filme (régua de
ajuste)
Desgaste acelerado de
engrenagens do forno.
Dentes das engrenagens
apresentam-se com desbaste
anormal.
Construção de régua de ajuste e
montagem de engrenagens
correctamente.
Executada.
Cravação (variação de diâmetros e
alturas)
Elevada frequência de
ajustes dos diâmetros e alturas de cravação.
Paragens frequentes para
afinações.
Limpeza de todas as cabeças de cravação,
inclusão de gracés de lubrificação e anilhas em teflon.
Não ocorrida.
Gas House (variação do
peso dos aerossóis)
Grandes variações de
peso dos aerossóis.
Registos da carta de controlo.
Substituição das membranas dos
escapes rápidos de acordo com o
fabricante e troca dos vedantes dos
cones de injecção.
Não ocorrido.
Tabela 6 - Resumo dos restantes problemas.
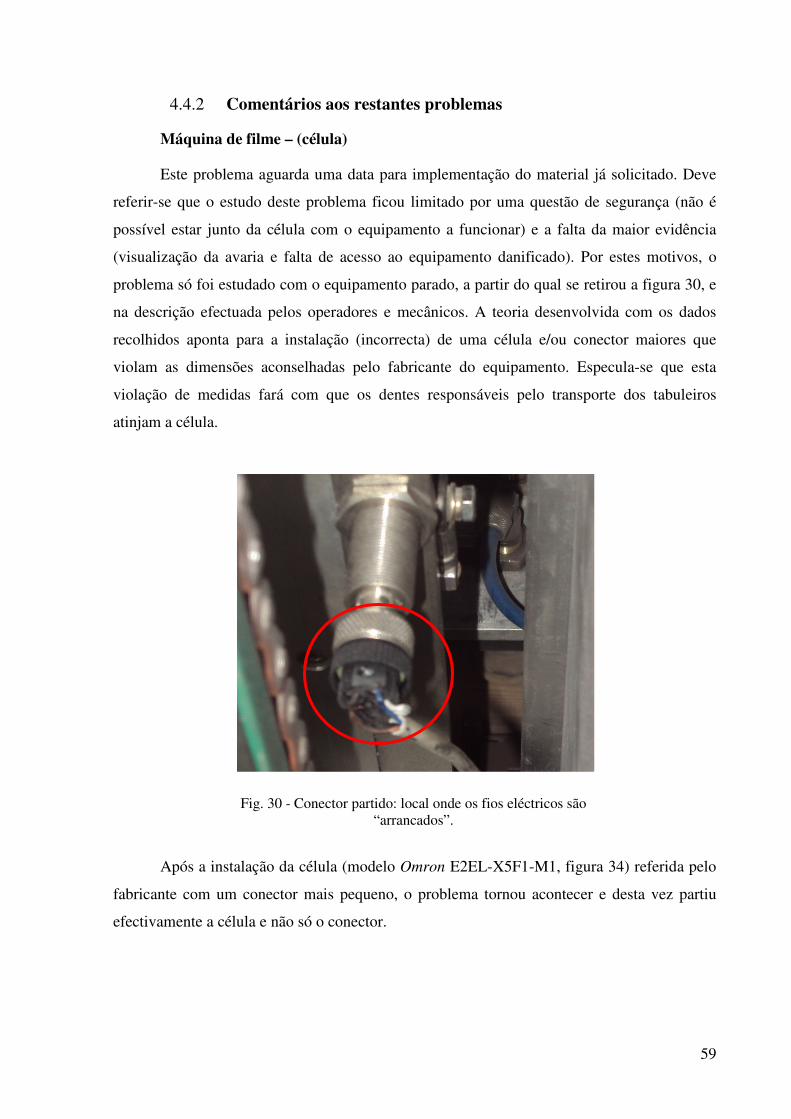
59
4.4.2 Comentários aos restantes problemas
Máquina de filme – (célula)
Este problema aguarda uma data para implementação do material já solicitado. Deve
referir-se que o estudo deste problema ficou limitado por uma questão de segurança (não é
possível estar junto da célula com o equipamento a funcionar) e a falta da maior evidência
(visualização da avaria e falta de acesso ao equipamento danificado). Por estes motivos, o
problema só foi estudado com o equipamento parado, a partir do qual se retirou a figura 30, e
na descrição efectuada pelos operadores e mecânicos. A teoria desenvolvida com os dados
recolhidos aponta para a instalação (incorrecta) de uma célula e/ou conector maiores que
violam as dimensões aconselhadas pelo fabricante do equipamento. Especula-se que esta
violação de medidas fará com que os dentes responsáveis pelo transporte dos tabuleiros
atinjam a célula.
Após a instalação da célula (modelo Omron E2EL-X5F1-M1, figura 34) referida pelo
fabricante com um conector mais pequeno, o problema tornou acontecer e desta vez partiu
efectivamente a célula e não só o conector.
Fig. 30 - Conector partido: local onde os fios eléctricos são “arrancados”.

60
Com este dado (e evidência) foi seleccionada uma nova célula (modelo IFM IG6018 -
figura 35), que não necessita de conector e é assinalavelmente mais pequena que a
aconselhada pelo fabricante. Enquanto a célula referida pelo fabricante apresenta 53mm de
comprimento, à qual ainda é necessário juntar um conector com a dimensão mínima de
10mm, a nova célula seleccionada apresenta, como comprimento total, uma dimensão de
apenas 35mm. Esta redução de aproximadamente 50% permite a folga necessária para que a
situação especulada não volte a suceder. O intuito desta alteração é o ganho de espaço na
passagem dos dentes que, muito provavelmente, são os responsáveis pelos dados no conjunto
célula/conector.
Máquina de filme – P3 (Desgaste engrenagens)
A falta de um correcto posicionamento poderá ser responsável por um desgaste
anormal dos dentes das engrenagens motrizes do tapete do forno. Neste sentido, foi construída
uma régua de ajuste que segue as dimensões indicadas no catálogo do equipamento, dada a
Fig. 31 - Célula da Omron aconselhada pelo fabricante.
Fig. 32 - Modelo escolhido de menor dimensão.

61
dificuldade no procedimento. Com a existência desta régua o ajuste deixou de estar assente na
habilidade do mecânico esperando que, com esta ferramenta, exista uma redução nos
deslocamentos laterais do tapete. Efectuada a intervenção ao equipamento de modo a proceder
à substituição integral das engrenagens e à lubrificação do veio motriz, foi construída uma
instrução de trabalho (anexo H) para o uso correcto da régua e a correcta montagem das
engrenagens de acordo com as instruções do fabricante[30], algo que até agora não estava a
suceder.
Cravação – P2 (Variação de diâmetros e alturas)
Esta medida não foi implementada e aguarda data para se proceder a uma limpeza das
nove cabeças de cravação. O plano de limpeza aconselhado passa por um banho-maria (48h)
em álcool, das cabeças de cravação, de modo a retirar os restos de sujidade. A inclusão de
gracés para a lubrificação dos dentes do cone (de acordo com o desenho técnico do
equipamento) servirá para a lubrificação do cone de cravação. A inclusão de anilhas em teflon
(que no passado foram acrescentadas e obtidos alguns resultados positivos) tem como
objectivo reduzir vibrações que possam existir, no decorrer do normal funcionamento do
equipamento. A par destas intervenções, é recomendada a inclusão de uma folha junto do
equipamento para anotar a frequência com que são efectuados os ajustes.
Gas House – P1 (variação de peso dos aerossóis)
Na saída da Gas House, existe uma carta de controlo para verificação de lotes. É, de
forma recorrente, detectado produto fora dos limites de controlo. Com esta situação foi
elaborado um diagrama de Ishikawa de modo a enunciar uma série de causas plausíveis. Uma
das causas que mais rapidamente chamou atenção, foi a falta de verificação do estado das
membranas das válvulas de escape rápido (não havia registo de intervenções). Foi efectuada
uma revisão às válvulas de escape rápido. Constatou-se que em 18 válvulas, sete estavam
fissuradas. Foram substituídas por membranas em CR (Borracha de Policloropreno). Num
estudo mais detalhado, veio a descobrir-se que as membranas em CR não são aconselhadas
pelo fabricante das válvulas[31]. A teoria desenvolvida é que o não uso dos componentes
aconselhados e a falta de um plano de manutenção preventiva contribuem para as variações
dos pesos, pois as membranas poderão ter uma vida útil abaixo do necessário. Recomenda-se
a substituição integral por membranas em NBR (Nitrilo) e a construção de um plano
preventivo anual de verificação do estado das membranas.

62
5 Conclusões
Dada a competitividade que as empresas sentem actualmente, torna-se necessário
apontar para uma maior eficiência dos recursos disponíveis. Neste sentido, a metodologia aqui
proposta poderá colmatar uma falha que a indústria apresenta e que não trata da forma
correcta, pois muitas das vezes não possuem um método de trabalho que permita solucionar,
ou procurar solucionar, a recorrência de avarias. Se antigamente uma avaria ocorria e era
reparada as vezes necessárias para interferir o menos possível com a produção diária,
actualmente uma empresa não se pode dar ao luxo de agir do mesmo modo. Já não se produz
em quantidade, nem para stock, e o cliente não admite atrasos nas entregas. Dadas estas
condições, torna-se necessário reduzir ao máximo as paragens que uma linha tem (em
particular as interrupções avarias recorrentes) de modo a manter um fluxo de produção o mais
estável possível.
Chegada a esta fase, é possível afirmar que o objectivo principal proposto foi atingido:
a criação de uma metodologia para a análise RCFA. Com a experiência industrial que este
projecto permitiu, foi possível perceber a dinâmica e algumas das dificuldades que a empresa
tem de vencer diariamente e, essencialmente, de saber como reagir perante as adversidades.
Com esta visão, foi possível estudar e construir um modelo RCFA que, caso a empresa decida
implementar, a ajudará na redução (se não mesmo total) dos problemas mais frequentes. Será,
do ponto de vista do autor, uma má decisão caso a mesma não esteja disposta a, no mínimo,
apoiar o projecto durante um tempo não inferior a um ano. O método é ainda acompanhado
por um conjunto de ferramentas, que apesar de não terem sido todas usadas, podem ser
exploradas no decorrer de uma análise.
Embora a implementação na maior parte dos casos não tenha ocorrido, foram
efectuadas recomendações que apontam para a eliminação dos problemas propostos. A
garantia total da não ocorrência, apenas pode ser dada mediante a implementação e
monitorização. O tempo que este projecto durou (cerca de 4 meses) é manifestamente
insuficiente para se poderem tirar conclusões mais robustas. Apesar disso, foi o suficiente
para demonstrar o potencial da aplicabilidade da metodologia proposta.
Por outro lado nem todos os problemas propostos foram estudados. Isso deveu-se
essencialmente à falta da evidência, pois umas partes dos problemas foram assentes apenas
em relatos, o que à partida não favorece a descoberta da solução. Relativamente aos três
problemas explanados no capítulo 4.3, as recomendações propostas corresponderam a
soluções simples e económicas de serem testadas, antes de se efectuar qualquer tipo de

63
solução mais avultada. Infelizmente, uma das barreiras constantes à análise das
recomendações é a dificuldade em trabalhar numa linha que labora, praticamente, a três
turnos. A falta de alguns recursos humanos ao fim-de-semana, também contribui para a falta
de implementação e validação das recomendações.
De futuro, e ainda ao abrigo do RCFA, recomenda-se que o projecto passe a ser visto
como uma forte aposta para o aumento da disponibilidade e como uma nova forma de abordar
e resolver as avarias. O envolvimento de todos os colaboradores permitirá uma participação
construtiva, de modo a facilitar a implementação de soluções e consequente avaliação.
Quanto a trabalhos futuros sugere-se uma maior exploração da filosofia TPM,
nomeadamente, trabalhar a implementação da manutenção autónoma e preventiva na linha. A
linha tem equipamento com mais de vinte anos e, de certo, seria uma mais-valia ter um plano
de manutenção preditiva de modo a efectuar um levantamento do estado de motores, correias
de transmissão, chumaceiras e afins. Quanto à implementação da manutenção autónoma, seria
mais um passo na redução dos “fogos” diários. Seria também vantajoso que, após um tempo
de maturação do plano de manutenção preventiva actual, se efectue uma análise do impacto
que a manutenção preventiva, já existente, está a ter desde a sua implementação e, com esses
dados, efectuar uma optimização dos planos.

64
Referências bibliográficas
1. Modarres, M., M. Kaminskiy, and V. Krivtsov, Reliability engineering and risk
analysis: a practical guide. 1999: Marcel Dekker. 2. Kumar, D., Reliability maintenance and logistic support: a life cycle approach. 2000:
Kluwer Academic. 3. Mobley, R.K., L.R. Higgins, and D.J. Wikoff, Maintenance Engineering Handbook.
2008: McGraw-Hill. 4. Rao, B.K.N., Handbook of condition monitoring. 1996: Elsevier Advanced
Technology. 5. Almada Lobo, B., Apontamento de GM - TPM. 2011. 6. 31010, I., Risk management – Risk assessment techniques. 2009, ISO. 7. Sondalini, M. How to Make RCFA a Successful Business Improvement Strategy.
acedido em Maio 2011, http://www.lifetime-reliability.com/free-articles/reliability-improvement/RCFA_Success.pdf.
8. Frank E. Bird, J. Incident Recall, acedido em Junho de 2011, http://www.learningfromaccidents.com/Incident-Recall.html.
9. Aurora, N. Root Cause Failure Analysis: How RCFA Has Yet to Achieve Its True
Potential, acedido em Abril 2011, http://pdf.employmentcrossing.com/engineering/300019.pdf.
10. C. Latino, K. How Has Root Cause Failure Analysis Failed to Meet it's Potential, 1997, acedido em Abril de 2011, http://www.reliability.com/industry/articles/article14.pdf.
11. Durward K. Sobek. The A3 Process, acedido em Maio 2011, http://www.coe.montana.edu/ie/faculty/sobek/A3/index.htm.
12. Durward K. Sobek, A3 Reports: Tool for Process Improvement. 2004. 13. Durward K. Sobek, A3 Reports: Tool for Organizational Transformation. 2006. 14. Durward K. Sobek, Applying the Toyota Production System to a Hospital Pharmacy.
2003. 15. Rolly, A. A Different Root Cause Analysis Experience, 2010, acedido em Abril 2011,
http://www.expertbase.org/wp-761-399.html.
16. Rolly, A. Evidence – The Lifeblood of Root Cause Failure Analysis, 2010, acedido em Abril de 2011, http://www.expertbase.org/wp-761-402.html.
17. Rolly, A. Where Do We End Our Probe on Root Cause?, 2010, acedido em Abril 2011, http://www.expertbase.org/wp-761-401.html.
18. Rolly, A. Where does Root Cause Failure Analysis (RCFA) fit in a RCM Strategy?, 2010, acedido em Abril de 2011, http://www.expertbase.org/wp-761-400.html
19. Rolly, A. Why Most Root Cause Failure Initiatives Fail, 2010, acedido em Abril 2011, http://www.expertbase.org/wp-761-403.html.
20. Rolly, A. How Much of Industry’s Problems are Man-Made?,2010, acedido em Abril 2011, http://www.expertbase.org/wp-761-404.html.
21. Velaction.com. "The 5 why's", acedido em Maio 2011, http://www.velaction.com/5-whys/.
22. Ishikawa Diagram., acedido em Junho 2011, http://imagerepository.net/tag/ishikawa-diagram/.
23. Ciclo de Deming., acedido em Junho 2011, http://farm4.static.flickr.com/3436/3884489860_ba669a69dc.jpg.
24. Electrostatics.com. Static Electricity & Static Control, acedido em Junho 2011, http://www.electrostatics.com/page2.html.

65
25. Howstuffworks.com Static Electricity, acedido em Junho 2011, http://www.howstuffworks.com/static-electricity-info.htm.
26. Scott, R.A., Textiles for Protection. 2005: Woodhead Publishing. 1 - 20. 27. Simco, Air Knives. 2011. 28. DuPont, Chemical Resistance and Fluid Compatibility. July 2010. 29. Simrit, General Technical Data and Materials. 2007. 30. Engineering, A., Technical Bulletin - Flat Wire Belt. 2010. 31. Pneumatic, P., Quick exhaust and shuttle valve - Installation and Service Instructions
September 2002.

66
Anexos

67
Anexo A - Comunicação inicial[3]
Comunicação de avaria
Data:
Comunicado por:
Descrição do incidente:
Localização específica e equipamento afectado:
Quando ocorreu o acidente:
Quem esteve envolvido:
Qual a causa provável:
Que acções correctivas foram tomadas:
Houve danos pessoais:
Classificação de incidente:
Falha de equipamento
Acidente pessoal
Desvio no desempenho
Sim Não

68
Anexo B - Modelo “5 Porquês” [32]

69
Anexo C – Histórico de 2010 da linha A5 (fonte: Shopfloor)
Data
Motivo Total (h) Ocorrências Média
Mudança 323:30:00 497 0:39:03
Paragem para Almoço ou Jantar 254:50:00 512 0:29:52
Limpeza da linha 57:35:00 240 0:14:24
Máq. De filme AF 51:05:00 164 0:18:41
Cabeça de cravação AV 48:47:00 94 0:31:08
Máq. De filme AV 31:30:00 41 0:46:06
Mudança de Banho (Bate) 27:50:00 217 0:07:42
Máq. de tampas AV 25:55:00 23 1:07:37
Bombas/Cabeças Máq. Perfume Parmasol AV 23:21:00 32 0:43:47
Outros 22:20:00 42 0:31:54
Banho AF 22:05:00 94 0:14:06
Máq. Código de lata AV 21:55:00 45 0:29:13
Máq. De gás AV 21:00:00 32 0:39:22
Limpeza do Equipamento APD 18:00:00 42 0:25:43
Máq. de tampas AF 17:35:00 50 0:21:06
Aplicador De Válvulas AV 17:25:00 17 1:01:28
Cabeça de cravação AF 17:20:00 55 0:18:55
Banho AV 16:50:00 23 0:43:55
Máq. Perfume Aerofill (nº 3) Avaria 16:15:00 18 0:54:10
Bombas Máq. Produto Aerofill (nº 2) Avaria 15:10:00 24 0:37:55
Bombas / Cabeças da máq. De gás AV 13:20:00 33 0:24:15
Falta de ar comprimido 13:05:00 20 0:39:15
Bombas Máq. Perfume Aerofill (nº 3) Avaria 12:05:00 17 0:42:39
Máq. Código tabuleiro Avaria 11:05:00 14 0:47:30
Transportadores AV 9:00:00 15 0:36:00
Máq. produto Pamasol AV 8:55:00 6 1:29:10
Filtro AF 8:50:00 15 0:35:20
Aplicador De Válvulas AF 7:55:00 25 0:19:00
Máq. Apalpadora De Vávulas AV 7:50:00 7 1:07:09
Máq. de tampas APD's AV 7:50:00 7 1:07:09
Falta de energia 7:30:00 25 0:18:00
Falta de Material 6:55:00 21 0:19:46
Máq. Código de lata AF 6:55:00 26 0:15:58
Máq. Produto Aerofill (nº 2) Avaria 6:45:00 10 0:40:30
Máquina de actuadores AV 6:40:00 15 0:26:40
Outros Avaria 6:40:00 13 0:30:46
Falta de Gás 6:25:00 5 1:17:00
Equipamento APD Afinação 6:25:00 16 0:24:04
Transportadores AF 6:25:00 15 0:25:40
Máquina de actuadores AF 6:15:00 26 0:14:25
Máq. De gás AF 6:05:00 35 0:10:26
Bombas / Cabeças da máq. De gás AF 5:46:00 27 0:12:49
Recuperação de material 4:45:00 10 0:28:30
Falta de Produto 4:45:00 6 0:47:30

70
Mecanismo De Aplicação De Valvulas AV 4:15:00 11 0:23:11
Balança Automática AV 3:30:00 3 1:10:00
Máq. De Perfume Pamasol A5 (nº 1) Avaria 3:10:00 7 0:27:09
Máq. Cravação AV 3:05:00 5 0:37:00
Filtro AV 2:55:00 7 0:25:00
Reuniões/Formações 2:40:00 10 0:16:00
Bombas/Cabeças Máq. Perfume Parmasol AF 2:35:00 11 0:14:05
Bombas Máq. Produto Aerofill (nº 2) Afinação 2:25:00 12 0:12:05
Máq. de tampas APD's AF 2:25:00 8 0:18:07
Mecanismo De Aplicação De Valvulas AF 2:20:00 12 0:11:40
Máq. Cravação AF 2:05:00 7 0:17:51
Aquecimento do Banho/Forno 2:00:00 4 0:30:00
Máq. produto Pamasol AF 1:55:00 7 0:16:26
Máq. Produto Aerofill (nº 2) Afinação 1:50:00 5 0:22:00
Máq. De Perfume Pamasol A5 (nº 1) Afinação 1:50:00 9 0:12:13
Máq. Apalpadora De Vávulas AF 1:45:00 10 0:10:30
Análises de Qualidade 1:30:00 3 0:30:00
Balança Automática AF 1:25:00 6 0:14:10
Máquina de Verificar Código - Avaria 1:25:00 3 0:28:20
Falta de Operador 1:20:00 4 0:20:00
Máq. De etiquetas AV 1:15:00 2 0:37:30
Mudança de Prioridades 1:15:00 2 0:37:30
Máq. Código tabuleiro Afinação 1:12:00 8 0:09:00
Material (latas) com defeito 1:05:00 2 0:32:30
Máq. Perfume Aerofill (nº 3) Afinação 1:05:00 5 0:13:00
Bombas Máq. Perfume Aerofill (nº 3) Afinação 1:00:00 5 0:12:00
Tanque de linha AV 0:50:00 2 0:25:00
Ensaios 0:50:00 3 0:16:40
Tanque de linha AF 0:50:00 4 0:12:30
Falta de ferramentas (rosetas, meia lua, cabeças de gás,...)
0:45:00 2 0:22:30
Baixa de pressão de gás 0:45:00 4 0:11:15
Bombas / Cabeças máq. Produto Pamasol AF 0:40:00 3 0:13:20
Equipamento APD Avaria 0:35:00 2 0:17:30
Falta de Vapor 0:30:00 1 0:30:00
Escolhedor de válvulas AV 0:30:00 2 0:15:00
Escolhedor de válvulas AF 0:30:00 3 0:10:00
Mesa de alimentação AF 0:20:00 2 0:10:00
Bombas / Cabeças máq. Produto Pamasol AV 0:15:00 2 0:07:30
Máq. De fechar caixas AV 0:15:00 1 0:15:00
Máq. De etiquetas AF 0:15:00 1 0:15:00
Máq. Código de caixas AF 0:15:00 1 0:15:00
Máq. Código de caixas AV 0:15:00 2 0:07:30
Máq. De fechar caixas AF 0:10:00 1 0:10:00
Grande Total 1300:16:00 2875 0:27:08

71
Anexo D – Histórico de 2010 da linha A5 (fonte: Shopfloor)
Min Motivo (AV+AF) Total (h) Oco. MTTR Total AV AF
Máq. De filme 82:35:00 205 1:04:47 4955 1890 3065
Cabeça de cravação 66:07:00 149 0:50:03 3967 2927 1040
Máq. de tampas 43:30:00 73 1:28:43 2610 1555 1055
Bombas/Cabeças Máq. Perfume Parmasol
25:56:00 43 0:57:52 1556 1401 155
Banho 38:55:00 117 0:58:01 2335 1010 1325
Máq. Código de lata 28:50:00 71 0:45:11 1730 1315 415
Máq. De gás 27:05:00 67 0:49:48 1625 1260 365
Aplicador De Válvulas 25:20:00 42 1:20:28 1520 1045 475
Máq. Perfume Aerofill (nº 3) 17:20:00 23 1:07:10 1040 975 65
Bombas Máq. Produto Aerofill (nº 2) 17:35:00 36 0:50:00 1055 910 145
Bombas / Cabeças da máq. De gás 19:06:00 60 0:37:03 1146 800 346
Bombas Máq. Perfume Aerofill (nº 3) 13:05:00 22 0:54:39 785 725 60
Máq. Código tabuleiro 12:17:00 22 0:56:30 737 665 72
Transportadores 15:25:00 30 1:01:40 925 540 385
Máq. produto Pamasol 10:50:00 13 1:45:36 650 535 115
Filtro 11:45:00 22 1:00:20 705 175 530
Máq. Apalpadora De Vávulas 9:35:00 17 1:17:39 575 470 105
Máq. de tampas APD's 10:15:00 15 1:25:16 615 470 145
Máq. Produto Aerofill (nº 2) 8:35:00 15 1:02:30 515 405 110
Máquina de actuadores 12:55:00 41 0:41:05 775 400 375
Equipamento APD 7:00:00 18 0:41:34 420 35 385
Mecanismo De Aplicação De Valvulas 6:35:00 23 0:34:51 395 255 140
Balança Automática 4:55:00 9 1:24:10 295 210 85
Máq. De Perfume Pamasol A5 (nº 1) 5:00:00 16 0:39:22 300 190 110
Máq. Cravação 5:10:00 12 0:54:51 310 185 125
Máquina de Verificar Código 1:25:00 3 0:28:20 85 85 0
Máq. De etiquetas 1:30:00 3 0:52:30 90 75 15
Tanque de linha 1:40:00 6 0:37:30 100 50 50
Bombas / Cabeças máq. Produto Pamasol
0:55:00 5 0:20:50 55 15 40
Escolhedor de válvulas 1:00:00 5 0:25:00 60 30 30
Mesa de alimentação 0:20:00 2 0:10:00 20 0 20
Máq. De fechar caixas 0:25:00 2 0:25:00 25 15 10
Máq. Código de caixas 0:30:00 3 0:22:30 30 15 15
Total 533:26:00 1190 0:52:27 32006 20633 11373

72
Anexo E – Análise de Pareto
Total Peso (%) min % Motivo (AV+AF) Ocor. Horas Min Rel. Acu. AV AF AV AF
Máq. De filme 205 82:35:00 4955 19,56 19,56 1890 3065 38,1 61,9
Cabeça de cravação 149 66:07:00 3967 15,66 35,22 2927 1040 73,8 26,2
Máq. De gás 67 27:05:00 1625 6,42 41,64 1260 365 77,5 22,5
Bombas/Cabeças Máq. Perfume Pamasol 43 25:56:00 1556 6,14 47,78 1401 155 90,0 10,0
Aplicador De Válvulas 42 25:20:00 1520 6,00 53,78 1045 475 68,8 31,3
Bombas / Cabeças da máq. De gás 60 19:06:00 1146 4,52 58,30 800 346 69,8 30,2
Bombas Máq. Produto Aerofill (nº 2) 36 17:35:00 1055 4,16 62,47 910 145 86,3 13,7
Máq. Perfume Aerofill (nº 3) 23 17:20:00 1040 4,11 66,57 975 65 93,8 6,3
Transportadores 30 15:25:00 925 3,65 70,23 540 385 58,4 41,6
Bombas Máq. Perfume Aerofill (nº 3) 22 13:05:00 785 3,10 73,33 725 60 92,4 7,6
Máquina de actuadores 41 12:55:00 775 3,06 76,38 400 375 51,6 48,4
Total 718 322:29:00 19349 76,38 76,38 12873 6476

73
Anexo F - Proposta de alteração das barras estáticas da máquina de filme.

74
Anexo G - Chave Umbrak e de Bola

Anexo H - Instrução de trabalho.
Manutenção Autónoma – OPL
Engrenagens do forno – Linha 5 e Gel
Product Supply Group2/206.2011
3) Ajuste das engrenagens
A régua deve ser pousada, com as riscas amarelas para cimanas engrenagens para se efectuar o seu aperto.
4) Montagem final
Aspecto final
75
Product Supply Group
riscas amarelas para cima, nas engrenagens para se efectuar o seu aperto.

76
Anexo I - Processo A3 (célula)
Detalhe do problema (Planear)
Situação corrente (Planear)
RCFA (Planear)
Condição atingir (Planear)
Plano de implementação (Executar)
Plano de acompanhamento (Verificar e Agir)
Equipa: Data de criação:Data de revisão:
O Quê Quem Quando Onde Custo
Substituição de célula ElectricistaAguardar
dataMáquina de
filme60€
Substituição de conector ElectricistaAguardar
dataMáquina de
filme5€
Montagem de caixa de engate rápido (macho e fêmea)
ElectricistaAguardar
dataMáquina de
filme
Verificar: Agir:
Tipo de falha:
Mecânica|Eléctrica|Outra
Problema: Célula partidaLinha: A5 Equipamento: Máq filme
•Falta de sinal para sincronismo do equipamento;•Fios arrancados da célula e conector com danos;
Equipamento a funcionar mas corre o risco de tornar a parar pelo mesmo problema.
•Ausência de registo da avaria durante 3 meses; •Inspecção visual do conector de algum dano;
•Caso o problema seja eliminado aplicar a mesma solução ao outro equipamento semelhante;

77
Anexo J- Processo A3 (engrenagens)
Detalhe do problema (Planear)
Situação corrente (Planear)
RCFA (Planear)
Condição atingir (Planear)
Plano de implementação (Executar)
Plano de acompanhamento (Verificar e Agir)
Equipa: Data de criação:Data de revisão:
O Quê Quem Quando Onde Custo
Construção de régua de ajuste Manutenção 10/3/2011Serviço externo
Construção de instruções de trabalho
Manutenção
Substituição das engrenagens e posicionamento de acordo com as
instruções de trabalhoMecânico
Verificar: Agir:
Tipo de falha:
Mecânica|Eléctrica|Outra
Problema: Desgaste EngrenagensLinha: A5 Equipamento: Forno
•Desgaste acelerado das engrenagens do forno;
•Montagem grosseira das engrenagens;•Durante a montagem, existe o risco de existirem desfasamento entre elas;•Inexistência de instruções de trabalho;•Engrenagens com passo diferente do tapete;
•Engrenagens com alinhamentos correctos;•Construção de instrução de trabalho;•Redução do desgaste;
•Registo mensal da largura dos dentes das engrenagens
•Replicação de procedimento, para outros equipamentos, ao fim de 2 meses de funcionamento

78
Anexo K - Processo A3 (variações na cravação)
Detalhe do problema (Planear)
Situação corrente (Planear)
RCFA (Planear)
Condição atingir (Planear)
Plano de implementação (Executar)
Plano de acompanhamento (Verificar e Agir)
Equipa: Data de criação:Data de revisão:
O Quê Quem Quando Onde Custo
Plano de limpeza MecânicosCabeças de cravação
Inclusão de gracés nas cabeças de cravação para lubrificação
MecânicosCabeças de
cravação
Montagem de anilhas em teflon MecânicosCabeças de
cravação
Verificar: Agir:
Tipo de falha:
Mecânica|Eléctrica|Outra
Problema: ajustes de cravaçãoLinha: A5 Equipamento: Cravação
•Demasiada frequência nos ajustes dos diâmetros e alturas de cravação;
•Ajuste manual do equipamento quando é detectado diâmetros e alturas de cravação fora das especificações;•Lubrificação inexistente dos dentes;•Sem plano de lubrificação;•Sem limpeza;
•Redução da frequência de ajustes;•Recuperação dos gracés de lubrificação; •Criação de instrução para lubrificação;
•Tabela de frequências na linha, onde serão anotadas quais as cabeças que sofrem ajustes, após recomendações;

79
Anexo L - Processo A3 (variações de peso)
Detalhe do problema (Planear)
Situação corrente (Planear)
RCFA (Planear)
Condição atingir (Planear)
Plano de implementação (Executar)
Plano de acompanhamento (Verificar e Agir)
Equipa: Data de criação:Data de revisão:
O Quê Quem Quando Onde Custo
Verificação e substituição das membranas
Mecânicos 30/4/2011Gás House –Bombas gás
(pneumática)
Aquisição de Kits de reparação em NBR
Manutenção
Verificação de inspecção MecânicosUm ano
depois de usar NBR
Verificar: Agir:
Tipo de falha:
Mecânica|Eléctrica|Outra
Problema: Δ de Peso AerossóisLinha: A5 Equipamento: Gás House
•Variação de peso dos aerossóis na saída da Gás
House;•Registos verificados a partir da carta de controlo;
•Ajuste manual das bombas quando se verificam grandes variações;•Aumento do LCS da carta de controlo;•Micro fugas de gás;
•Aumento da fiabilidade das membranas;•Diminuição das variações de peso registadas pelas cartas de controlo;
•Diminuição da variação do peso nos aerossóis;•Aguardar 12 meses e inspeccionar as membranas;