Canless Extrusion Process Development for Blended Elemental … · 2018-04-14 · Canless Extrusion...
30
Canless Extrusion Process Development for Blended Elemental Powder-Based Titanium Ti-6AL-4V Alloy By Dr. Sami M. El-Soudani, The Boeing Company, Dr. Oscar Yu, and Dr. Fusheng Sun, RTI International Metals, Inc., Michael Campbell, Tony Esposito, and Joshua Phillips, Plymouth Engineered Shapes, Inc., Dr. Vladimir Moxson, and Dr. Vlad Duz, ADMA Products, Inc. Abstract The feasibility of canless extrusion in ambient environment of hydride/dehydride blended elemental Ti-6AL-4V ADMA-processed powder previously direct-consolidated by cold isostatic pressing (CIP), followed by vacuum sintering has been successfully demonstrated. Extrusion process trials of these billets were conducted at both RTI International Metals, Inc. and Plymouth Engineered Shapes, Inc. whereby the extrusion processing sequence and parameters were derived separately based on prior extrusion experience at both RTI and Plymouth Engineered Shapes, but were found to be essentially similar to those used for billets prepared from wrought ingot-based Ti-6AL-4V material. Using the results of a workability study program conducted at RTI, the elevated temperature workability tests of powder-based elevated temperature compression specimens showed that powder-based consolidated billets of similar baseline composition as for wrought ingot-based Ti-6AL-4V billets will require slightly lower extrusion pressures at same extrusion temperatures and strain rates. Laboratory analysis showed that the canless powder-based billet extrusion processing step conducted in air added no more than 200 ppm oxygen to the as-vacuum-sintered billet oxygen content. Preliminary tensile properties of the blended-elemental ADMA powder-based extrusions of a Ti-6AL-4V composition processed both in the beta or alpha-beta ranges of extrusion temperatures showed equivalent or superior tensile properties as compared to identically processed wrought, ingot-based and extruded Ti-6AL-4V billet materials. Additionally, in the blended elemental powder-based extrusions both nitrogen and carbon contents were within specification limits for Ti-6AL-4V alloy, while any excessive residual hydrogen was successfully vacuum degassed after extrusion to within specification limits. Further optimization for fracture toughness, stress-corrosion resistance and fatigue properties will build on these encouraging results, while monitoring and controlling the only remaining powder-based interstitial element, namely oxygen uptake during pre-extrusion powder-consolidation processing steps.
Transcript of Canless Extrusion Process Development for Blended Elemental … · 2018-04-14 · Canless Extrusion...

Canless Extrusion Process Development for Blended Elemental Powder-Based Titanium Ti-6AL-4V Alloy
By
Dr. Sami M. El-Soudani, The Boeing Company,
Dr. Oscar Yu, and Dr. Fusheng Sun,
RTI International Metals, Inc.,
Michael Campbell, Tony Esposito, and Joshua Phillips, Plymouth Engineered Shapes, Inc.,
Dr. Vladimir Moxson, and Dr. Vlad Duz,
ADMA Products, Inc.
Abstract
The feasibility of canless extrusion in ambient environment of hydride/dehydride blended elemental Ti-6AL-4V ADMA-processed powder previously direct-consolidated by cold isostatic pressing (CIP), followed by vacuum sintering has been successfully demonstrated. Extrusion process trials of these billets were conducted at both RTI International Metals, Inc. and Plymouth Engineered Shapes, Inc. whereby the extrusion processing sequence and parameters were derived separately based on prior extrusion experience at both RTI and Plymouth Engineered Shapes, but were found to be essentially similar to those used for billets prepared from wrought ingot-based Ti-6AL-4V material. Using the results of a workability study program conducted at RTI, the elevated temperature workability tests of powder-based elevated temperature compression specimens showed that powder-based consolidated billets of similar baseline composition as for wrought ingot-based Ti-6AL-4V billets will require slightly lower extrusion pressures at same extrusion temperatures and strain rates. Laboratory analysis showed that the canless powder-based billet extrusion processing step conducted in air added no more than 200 ppm oxygen to the as-vacuum-sintered billet oxygen content. Preliminary tensile properties of the blended-elemental ADMA powder-based extrusions of a Ti-6AL-4V composition processed both in the beta or alpha-beta ranges of extrusion temperatures showed equivalent or superior tensile properties as compared to identically processed wrought, ingot-based and extruded Ti-6AL-4V billet materials. Additionally, in the blended elemental powder-based extrusions both nitrogen and carbon contents were within specification limits for Ti-6AL-4V alloy, while any excessive residual hydrogen was successfully vacuum degassed after extrusion to within specification limits. Further optimization for fracture toughness, stress-corrosion resistance and fatigue properties will build on these encouraging results, while monitoring and controlling the only remaining powder-based interstitial element, namely oxygen uptake during pre-extrusion powder-consolidation processing steps.

Canless Extrusion Process Development f Bl d d El t l P d B dfor Blended Elemental Powder-Based
Titanium Ti-6AL-4V Alloy
Dr. Sami M. El-Soudani,The Boeing CompanyThe Boeing Company
Dr. Oscar Yu, Dr. Fusheng Sun, Arvind KeskarRTI International Metals, Inc.,
Michael Campbell, Joshua Phillips, and Tony Esposito Plymouth Engineered Shapes, Inc.
Dr. Vladimir Moxson, and Dr. Vlad DuzADMA Products, Inc.
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
1

Presentation Outline
• Standard Requirements of Oxygen Content q ygin Ti-6AL-4V Alloy for Ingot-Based and Powder-Based Alloys
• Highlights of Extrusion Trials Performed To Date Using ADMA Blended-Elemental Powder Consolidated Billets Extruded byPowder-Consolidated Billets Extruded by RTI International Metals, Inc. and Plymouth Engineered Shapes, Inc.
• General Conclusions and Recommendations
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
2

Standard Oxygen Requirements• Ingot Products• Standard Ti-6AL-4V Grade
Oxygen up to 2000 ppm (0 2 Wt %) maximum for Ingot-Based Ti alloy– Oxygen up to 2000 ppm (0.2 Wt.%) maximum for Ingot-Based Ti alloy• Extra Low Interstitial Grade
– Oxygen 1300 ppm (0.13 Wt%) for Ingot-Based Ti alloyA li bl S ifi ti f I t B d P d t (M lti l M lt d)• Applicable Specifications for Ingot-Based Products (Multiple Melted)– AMS-4906, AMS-4911B, AMS-4928F, AMS-4935B, AMS-4954A, AMS-
4965B, AMS-4967D, MIL-T-9046F, MIL-T-9047E, and MIL-T-8884 (ASG).
• Metal Powders and Metal Powder Products• Standard Ti-6AL-4V P/M Titanium per ASTM Committee B-817(2003)
– Oxygen up to 3000 ppm (0.3 Wt.%) maximum for Powder-Based Ti alloysOxygen up to 3000 ppm (0.3 Wt.%) maximum for Powder Based Ti alloys– Typical ASTM-Published Tensile Properties in Blended-Elemental Direct-
Consolidated Powder Products: • Grade II, Type I, Class A [UTS = 131 ksi, Yield = 118 ksi and e% 8 ]
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
3
• Grade II, Type I, Class B [UTS = 139 ksi , Yield = 125 ksi, and e% = 13 ]

Standard Oxygen Requirements (Cont’d)
The Standard for Aerospace Oxygen Content is Based onOxygen Content is Based on AMS Specifications Limiting Oxygen Content < 2000 ppm for Extrusions per AMS 4935
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
4
p

In 2007 Zaporozhe Titanium Sponge Plant ZTMK Delivered Two Lots of Titanium Hydride Powder with Low Oxygen ContentTh ZTMK t d t ti i t d l t d f bl d d• The ZTMK-reported oxygen concentrations in two powder lots used for blended elemental billet preparation for Boeing was 900 ppm and 700 ppm, respectively.
• It is often claimed that oxygen measurement accuracy in titanium hydride is suspect due to high hydrogen activity (35000 ppm see both lot data below)suspect due to high hydrogen activity (35000 ppm see both lot data below).
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
5

Ti-6AL-4V Canless ExtrusionTi 6AL 4V Canless Extrusion in Air Environment
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
6

Boeing–Obtained Results of Chemical Analyses of Extruded Parts Showed Blended Elemental Powder-Based Parts Conforming to Ti-6AL-4V Except for Oxygen Content
f i * f i i i 6A 4 i 8 G # ACf i * f i i i 6A 4 i 8 G # AC
Bal.OETOEEYCHNOFeVAL
Chemical Element Weight PercentSample Identifi-cation
Sample Position Within
Extrusion
Extrusion Process
Tempera-ture/ Regime
Material Product
Form
Table - Results of chemical analyses* of blended-elemental powder-based titanium Ti-6AL-4V extrusions per 787 Part DWG # BAC 1670-157 extruded by RTI International Metals, Inc. per AMS 4934G and 4935G.
Bal.OETOEEYCHNOFeVAL
Chemical Element Weight PercentSample Identifi-cation
Sample Position Within
Extrusion
Extrusion Process
Tempera-ture/ Regime
Material Product
Form
Table - Results of chemical analyses* of blended-elemental powder-based titanium Ti-6AL-4V extrusions per 787 Part DWG # BAC 1670-157 extruded by RTI International Metals, Inc. per AMS 4934G and 4935G.
Ti<0 40<0 10<0 0050 012490 020 350 144 156 36R1F2FrontR1 ExtrusionExtrusions
Ti<0.40<0.10<0.0050.01690.010.370.154.336.13Billet # 5Billet End OD Sample
As-SinteredTi Billet CIP/Sintered
Bal.
[%]
OET
[%]
OEE
[%]
Y
[%]
C
[%]
H
ppm
N
[%]
O
[%]
Fe
[%]
V
[%]
AL
[%]
Extrusion Along 8’length
ture/ Regime
Ti<0 40<0 10<0 0050 012490 020 350 144 156 36R1F2FrontR1 ExtrusionExtrusions
Ti<0.40<0.10<0.0050.01690.010.370.154.336.13Billet # 5Billet End OD Sample
As-SinteredTi Billet CIP/Sintered
Bal.
[%]
OET
[%]
OEE
[%]
Y
[%]
C
[%]
H
ppm
N
[%]
O
[%]
Fe
[%]
V
[%]
AL
[%]
Extrusion Along 8’length
ture/ Regime
Ti<0.40<0.10<0.0050.012440.020.290.154.016.55R2F2Front R2 Extrusion Beta Extruded
Ti<0.40<0.10<0.0050.013790.020.330.194.036.30R1B4Back (Rear End)
Ti<0.40<0.10<0.0050.013940.020.350.144.136.32R1M2Middle
Ti<0.40<0.10<0.0050.012490.020.350.144.156.36R1F2Front R1 Extrusion Beta-Extruded
At High Temperature
Extrusions
Ti<0.40<0.10<0.0050.012440.020.290.154.016.55R2F2Front R2 Extrusion Beta Extruded
Ti<0.40<0.10<0.0050.013790.020.330.194.036.30R1B4Back (Rear End)
Ti<0.40<0.10<0.0050.013940.020.350.144.136.32R1M2Middle
Ti<0.40<0.10<0.0050.012490.020.350.144.156.36R1F2Front R1 Extrusion Beta-Extruded
At High Temperature
Extrusions
Ti<0.40<0.10<0.0050.02240.010.200.184.026.10R4M2Middle
Ti<0.40<0.10<0.0050.02250.010.200.173.945.88R4F2Front Ingot-Based Billet R4
Extruded at
Ti<0.40<0.10<0.0050.013320.020.290.154.206.22R2B4Back (Rear End)
Ti<0.40<0.10<0.0050.013070.020.290.154.126.52R2M2MiddleBeta-Extruded
at Lower Temperature
Ti<0.40<0.10<0.0050.02240.010.200.184.026.10R4M2Middle
Ti<0.40<0.10<0.0050.02250.010.200.173.945.88R4F2Front Ingot-Based Billet R4
Extruded at
Ti<0.40<0.10<0.0050.013320.020.290.154.206.22R2B4Back (Rear End)
Ti<0.40<0.10<0.0050.013070.020.290.154.126.52R2M2MiddleBeta-Extruded
at Lower Temperature
Ti0.400.100.0050.101250.050.200.303.504.50
5.506.75
Min.Max.
AllExtrusionTi-6AL-4V AMS 4934
Ti<0.40<0.10<0.0050.02340.010.200.183.966.22R4B4Back (Rear End)
Extruded at Same
Temperature as R2
Ti0.400.100.0050.101250.050.200.303.504.50
5.506.75
Min.Max.
AllExtrusionTi-6AL-4V AMS 4934
Ti<0.40<0.10<0.0050.02340.010.200.183.966.22R4B4Back (Rear End)
Extruded at Same
Temperature as R2
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
7
* All samples were analyzed at Durkee Testing Laboratories, Inc. Los Angeles, CA, using emission spectroscopy and inert gas fusion method. The Laboratory Purchase Order Number is 315427 to AMS 4934D and 4935G. and the Lab. Log Number 207616A. * All samples were analyzed at Durkee Testing Laboratories, Inc. Los Angeles, CA, using emission spectroscopy and inert gas fusion method. The Laboratory Purchase Order Number is 315427 to AMS 4934D and 4935G. and the Lab. Log Number 207616A.

Table - Results of chemical analyses* of blended-elemental powder-based titanium Ti-6AL-4V extrusions per 787 P/N profile t i ES 30377 t d d b Pl th E i d Sh I AMS 4934G d 4935G
Table - Results of chemical analyses* of blended-elemental powder-based titanium Ti-6AL-4V extrusions per 787 P/N profile t i ES 30377 t d d b Pl th E i d Sh I AMS 4934G d 4935G
Boeing–Obtained Results of Chemical Analyses of Extruded Parts Showed Blended Elemental Powder-Based Parts Conforming to Ti-6AL-4V Except for Oxygen Content
Bal.OETOEEYCHNOFeVAL
Chemical Element Weight PercentSample Identifi-cation
Sample Position Within
Extrusion Along 8’
Extrusion Process
Tempera-ture/
Regime
Material Product Form
extrusion ES 30377 extruded by Plymouth Engineered Shapes, Inc. per AMS 4934G and 4935G.
Bal.OETOEEYCHNOFeVAL
Chemical Element Weight PercentSample Identifi-cation
Sample Position Within
Extrusion Along 8’
Extrusion Process
Tempera-ture/
Regime
Material Product Form
extrusion ES 30377 extruded by Plymouth Engineered Shapes, Inc. per AMS 4934G and 4935G.
Ti<0.40<0.10<0.0050.016080.010.260.154.226.27P-1FFront Beta-Extruded
Extrusions
Ti<0.40<0.10<0.0050.01690.010.370.154.336.13Billet # 5
Billet End OD Sample
As-SinteredTi Billet CIP/Sintered
[%][%] [%][%][%]ppm[%][%][%][%][%]Along 8length
Regime
Ti<0.40<0.10<0.0050.016080.010.260.154.226.27P-1FFront Beta-Extruded
Extrusions
Ti<0.40<0.10<0.0050.01690.010.370.154.336.13Billet # 5
Billet End OD Sample
As-SinteredTi Billet CIP/Sintered
[%][%] [%][%][%]ppm[%][%][%][%][%]Along 8length
Regime
Ti------<0.0050.016520.010.300.124.046.44P-2MMiddle
Ti<0.40<0.10<0.0050.016490.010.270.154.286.23P-2FFront Extruded at Beta
T
Ti<0.40<0.10<0.0050.015430.010.250.154.316.24P-1BBack (Rear End)
Ti------<0.0050.015790.010.250.134.096.49P-1MMiddleExtruded
Ti------<0.0050.016520.010.300.124.046.44P-2MMiddle
Ti<0.40<0.10<0.0050.016490.010.270.154.286.23P-2FFront Extruded at Beta
T
Ti<0.40<0.10<0.0050.015430.010.250.154.316.24P-1BBack (Rear End)
Ti------<0.0050.015790.010.250.134.096.49P-1MMiddleExtruded
Ti------<0.0050.016820.010.330.124.346.40P-3MMiddle
Ti<0.40<0.10<0.0050.014530.010.320.144.156.20P-3FFront Alpha-Beta-Extruded
Ti<0.40<0.10<0.0050.016600.010.290.144.246.32P-2BBack (Rear End)
0.0050.0650.00.300..06.Transus
Ti------<0.0050.016820.010.330.124.346.40P-3MMiddle
Ti<0.40<0.10<0.0050.014530.010.320.144.156.20P-3FFront Alpha-Beta-Extruded
Ti<0.40<0.10<0.0050.016600.010.290.144.246.32P-2BBack (Rear End)
0.0050.0650.00.300..06.Transus
* All samples were analyzed at Durkee Testing Laboratories, Inc. Los Angeles, CA, using emission spectroscopy and inert gas fusion
Ti0.400.100.0050.101250.050.200.303.504.50
5.506.75
Min.Max.
AllExtrusionTi-6AL-4V AMS 4934
Ti<0.40<0.10<0.0050.015260.010.300.144.206.35P-3BBack (Rear End)
* All samples were analyzed at Durkee Testing Laboratories, Inc. Los Angeles, CA, using emission spectroscopy and inert gas fusion
Ti0.400.100.0050.101250.050.200.303.504.50
5.506.75
Min.Max.
AllExtrusionTi-6AL-4V AMS 4934
Ti<0.40<0.10<0.0050.015260.010.300.144.206.35P-3BBack (Rear End)
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
8
method. The Laboratory Purchase Order Numbers are: 315060 & 314986, to AMS 4934D and 4935G. Lab. Log Numbers: 198208A & 196229A.method. The Laboratory Purchase Order Numbers are: 315060 & 314986, to AMS 4934D and 4935G. Lab. Log Numbers: 198208A & 196229A.

Boeing–Obtained Results of Tensile Properties in Extruded Parts Showed Powder-Based Properties Superior to Ingot-Based Same Alloy
Table 2 – Preliminary Tensile Property Comparisons Between Powder-based and Ingot-Based Canless Extruded Product Forms Producing BCA 787 Part per Drawing No BAC 1670-157 Extruded Profile for Boeing by RTI InternationalTable 2 – Preliminary Tensile Property Comparisons Between Powder-based and Ingot-Based Canless Extruded Product Forms Producing BCA 787 Part per Drawing No BAC 1670-157 Extruded Profile for Boeing by RTI International
Preliminary Hydrogen*
Content
Preliminary Oxygen Content
Reduction of Area
Elongation Percent
Ultimate Tensile
Strength
Tensile Yield
Strength
Extrusion Process Description (Above,
At or Below Beta
ADMA Powder
Lot Ident.
Extruded Product Category
Forms Producing BCA 787 Part per Drawing No BAC 1670-157 Extruded Profile for Boeing by RTI International Metals, Inc., Using ADMA’s Blended-Elemental Titanium Hydride/Dehydride Direct-Consolidated Ti-6Al-4V Alloy Powder.
Preliminary Hydrogen*
Content
Preliminary Oxygen Content
Reduction of Area
Elongation Percent
Ultimate Tensile
Strength
Tensile Yield
Strength
Extrusion Process Description (Above,
At or Below Beta
ADMA Powder
Lot Ident.
Extruded Product Category
Forms Producing BCA 787 Part per Drawing No BAC 1670-157 Extruded Profile for Boeing by RTI International Metals, Inc., Using ADMA’s Blended-Elemental Titanium Hydride/Dehydride Direct-Consolidated Ti-6Al-4V Alloy Powder.
3400 3525 412 3159135Canless BetaADMABl d d
[ppm][ppm][%][%][ksi][ksi]
Transus), or Ingot-Based Heat
Number Ident.
3400 3525 412 3159135Canless BetaADMABl d d
[ppm][ppm][%][%][ksi][ksi]
Transus), or Ingot-Based Heat
Number Ident.
2940.2928.312.3157135Canless Beta-Extruded at Lower
340Average
0.35Average
25.425.3
12.312.2
159159
135134
Canless Beta-Extruded at High Temperature “R1”-[Two Test results: R1M2-1 & R1M2-2]
ADMA Powder Lot # 2 –Same as ZTMK (Ukraine) Powder
Blended-Elemental ADMA Powder-Based CanlessE t i
2940.2928.312.3157135Canless Beta-Extruded at Lower
340Average
0.35Average
25.425.3
12.312.2
159159
135134
Canless Beta-Extruded at High Temperature “R1”-[Two Test results: R1M2-1 & R1M2-2]
ADMA Powder Lot # 2 –Same as ZTMK (Ukraine) Powder
Blended-Elemental ADMA Powder-Based CanlessE t i
28Average
0.20Average
26.927 6
12.412 6
142141
127124
Canless Beta-Extruded at Same
Heat No RTI-
Ingot-Based Same-Part
Average Average28.212.9156134Extruded at Lower Temperature “R2”-[Two Test results: R2M2-1 & R2M2-2]
Lot No 1744 (April 2007)
Extrusions
28Average
0.20Average
26.927 6
12.412 6
142141
127124
Canless Beta-Extruded at Same
Heat No RTI-
Ingot-Based Same-Part
Average Average28.212.9156134Extruded at Lower Temperature “R2”-[Two Test results: R2M2-1 & R2M2-2]
Lot No 1744 (April 2007)
Extrusions
* Hydrogen values above specification (125 ppm) have been reduced to within specification limits (prior runs showing values as low as 23 to
AverageAverage27.612.6141124Temperature as “R2”Extrusion -[Two Test results: R4M2-1 & R4M2-2]
SuppliedExtruded Billet at Same Temperature as R2
* Hydrogen values above specification (125 ppm) have been reduced to within specification limits (prior runs showing values as low as 23 to
AverageAverage27.612.6141124Temperature as “R2”Extrusion -[Two Test results: R4M2-1 & R4M2-2]
SuppliedExtruded Billet at Same Temperature as R2
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
9
* Hydrogen values above specification (125 ppm) have been reduced to within specification limits (prior runs showing values as low as 23 to 33 ppm hydrogen) upon bake-out (or degassing) of hydrogen in vacuum at 1350F for one hour. Hydrogen is therefore a non-issue for blended-elemental hydride/dehydride powder processing.
* Hydrogen values above specification (125 ppm) have been reduced to within specification limits (prior runs showing values as low as 23 to 33 ppm hydrogen) upon bake-out (or degassing) of hydrogen in vacuum at 1350F for one hour. Hydrogen is therefore a non-issue for blended-elemental hydride/dehydride powder processing.

Boeing–Obtained Results of Tensile Properties in Extruded Parts Showed Powder-Based Properties Superior to Ingot-Based Same Alloy
Preliminary Hydrogen*
Preliminary Oxygen
Reduction of Area
Elongation Percent
Ultimate Tensile
Tensile Yield
Extrusion Process
ADMA Powder Lot
Extruded Product
Table 1 – Preliminary Tensile Property Comparisons Between Powder-based and Ingot-Based Canless Extruded Product Forms Producing BCA 787 P/N ES-30377 Panel Support Extruded Profiles for Boeing at Plymouth Engineered Shapes, Inc., Using ADMA’s Blended-Elemental Titanium Hydride/Dehydride Direct-Consolidated Ti-6Al-4V Alloy Powder (Program: 2007 Enabling Technology Project No 2.16.1)
Preliminary Hydrogen*
Preliminary Oxygen
Reduction of Area
Elongation Percent
Ultimate Tensile
Tensile Yield
Extrusion Process
ADMA Powder Lot
Extruded Product
Table 1 – Preliminary Tensile Property Comparisons Between Powder-based and Ingot-Based Canless Extruded Product Forms Producing BCA 787 P/N ES-30377 Panel Support Extruded Profiles for Boeing at Plymouth Engineered Shapes, Inc., Using ADMA’s Blended-Elemental Titanium Hydride/Dehydride Direct-Consolidated Ti-6Al-4V Alloy Powder (Program: 2007 Enabling Technology Project No 2.16.1)
Hydrogen* Content
[ppm]
Oxygen Content
[ppm]
of Area
[%]
Percent
[%]
Tensile Strength
[ksi]
Yield Strength
[ksi]
Process Description
(Above, At or Below Beta Transus)
Powder Lot Ident. or
Ingot-Based Heat
Number Ident.
Product Category
Hydrogen* Content
[ppm]
Oxygen Content
[ppm]
of Area
[%]
Percent
[%]
Tensile Strength
[ksi]
Yield Strength
[ksi]
Process Description
(Above, At or Below Beta Transus)
Powder Lot Ident. or
Ingot-Based Heat
Number Ident.
Product Category
2490.3015Av. 0.2886
8.477.10168147Canless Near-TransusExtruded “P-2”
4810.2568Av. 0.2886
18.9311.40163139Canless Beta-Extruded “P-1”
ADMA Powder Lot # 2 – Same as ZTMK (Ukraine) Powder Lot No 1744
Blended-Elemental Powder-Based CanlessExtrusions 787 Part No
2490.3015Av. 0.2886
8.477.10168147Canless Near-TransusExtruded “P-2”
4810.2568Av. 0.2886
18.9311.40163139Canless Beta-Extruded “P-1”
ADMA Powder Lot # 2 – Same as ZTMK (Ukraine) Powder Lot No 1744
Blended-Elemental Powder-Based CanlessExtrusions 787 Part No
5219003715147127Canless Beta-Extruded
Heat No 03902DB
Ingot-Based Same-Part
3830.3073Av. 0.2886
29.8312.86170146Canless Alpha-Beta Extruded “P-3”
No 1744 (April 2007)ES-30377
5219003715147127Canless Beta-Extruded
Heat No 03902DB
Ingot-Based Same-Part
3830.3073Av. 0.2886
29.8312.86170146Canless Alpha-Beta Extruded “P-3”
No 1744 (April 2007)ES-30377
* Hydrogen values above specification (125 ppm) have been reduced to within specification limits (23 to 33 ppm hydrogen) upon b k t ( d i ) f h d i t 1350F f h H d i th f i f bl d d l t l
2418003615146125Canless Beta-Extruded
Heat No 8716474
6915203611140121Canless Beta-Extruded
Heat No 9113898
Extruded Billet for 787 Part No ES-30377
* Hydrogen values above specification (125 ppm) have been reduced to within specification limits (23 to 33 ppm hydrogen) upon b k t ( d i ) f h d i t 1350F f h H d i th f i f bl d d l t l
2418003615146125Canless Beta-Extruded
Heat No 8716474
6915203611140121Canless Beta-Extruded
Heat No 9113898
Extruded Billet for 787 Part No ES-30377
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
10
bake-out (or degassing) of hydrogen in vacuum at 1350F for one hour. Hydrogen is therefore a non-issue for blended-elemental hydride/dehydride powder processing.bake-out (or degassing) of hydrogen in vacuum at 1350F for one hour. Hydrogen is therefore a non-issue for blended-elemental hydride/dehydride powder processing.

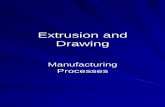
Tracking of Oxygen Absorption in Canless Air-Extruded Blended-Elemental Powder-Based Product Forms
Sponge-Based Lot of Hydride/ Dehydride
Grind to Uniform -100MeshSize and
Hot Stretch Straighten
Can and Cold Iso-Static
Vacuum Sinter
Beta or Alpha-Beta
Induction Preheat for Dehydride
Powder FinesSize and AddMaster Alloy
and Hot Form
Press ExtrudeExtrusion
Initial Oxygen Certs. 700 900 (?) Oxygen Content
Final Av. Oxygen Content 2880 ppm
• Largest increments of oxygen absorption in the extrusions totaling 1800
700-900 ppm (?) Oxygen Content 2700 ppm
in Hot-Straightened Scaled-up Extrusions
to 2000 ppm occurred during two steps: Grinding of sponge fines to H/DH powder and during vacuum sintering (Latter process un-optimized).
• The extrusion process itself added (if anything) one order of magnitude f 180 190less oxygen of 180-190 ppm.
• Preliminary tensile properties of fully scaled-up powder-based blended-elemental hydride/dehydride extruded products showed tensile properties
i id i ll d d i b d d fSami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
11
superior to identically extruded ingot-based product form.

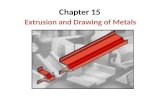
Microstructure of As-Sintered ADMA Blended-Elemental Powder-Based Ti-6Al-4V Microstructure Was Uniform
• As-sinteredAs sintered densification was on the order of 95.5%
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
12

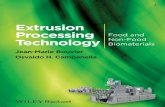
The Extrusion Press Operation Parameter Setup, Sequencing, and Control Were Fully Automated
• At RTI four extrusion trials: Three beta extrusions and one alpha-beta extrusion.
• At Plymouth three extrusion trials: One above beta transus, one at beta transus, and one below beta ,transus.
• At RTI : Three billets were ADMA BE d b d d bill tBE powder-based, and one billet was Ingot-based RTI-supplied Ti-6Al-4V material.
• All trials successful except for the alpha-beta extrusion at RTI which had to be aborted partially due to
i f d d
RTI Control Room for Extrusion Press
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
13
excessive press force demand.

Three ADMA-Fabricated Ti-6AL-4V Blended Elemental Powder-Based Billets Were ExtrudedElemental Powder-Based Billets Were Extruded
Successfully by Plymouth Engineered Shapes, Inc.
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
14

Two ADMA-Fabricated Ti-6AL-4V Blended Elemental Powder-Based Billets and One Ingot-Based Billet Were Extruded Successfully by RTI
International Metals, Inc.
RTI-Extruded Part Drawing No BAC 1670-157 S-40 UPPR STRG: Full Scale Approximately 36 Feet Long
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
15
UPPR STRG: Full Scale Approximately 36 Feet Long

Extruded Profile Configuration was R l i l C lRelatively Complex
Pl th E t d d P fil Th l St i ht iPlymouth-Extruded Profile Tooling for a Boeing 787 A/C Part: SPIRIT Shape ES 30377
Thermal Straightening Operation at Plymouth Engineered Shapes, Inc.
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
16

Extruded Profile Configuration was f A l Ai f Pfor Actual Aircraft Parts
RTI-Extruded Profile for RTI 36’ L E t ia 787 A/C Part DWG No
BAC 1670-157 [ S-40 UPPR STRG]
RTI 36’-Long Extrusions Cut-up for Shipping and
Laboratory Characterization
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
17
[ ]

Extruded Profile Configuration was for Actual Aircraft Parts
Plymouth extrusions up to 27 foot long were
for Actual Aircraft Parts
27-foot long were fabricated and analyzed at front, mid-length, and back and found to be uniform with respect to oxygen content & ygmicrostructure - same as RTI extrusions . Longer and larger cross sectionand larger cross-section fabrication is a non-issue in this process.
Plymouth 27’-Long Extrusions Cut-up for Shipping and
Laboratory Characterization
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
18
abo ato y C a acte at o

A Detailed Workability Study Was Conducted To Establish Temperature and Strain Rate S iti iti d t D fi O ti E t iSensitivities and to Define Optimum Extrusion Processing Parameters
• Compression testing at different strain rates covered a wideCompression testing at different strain rates covered a wide range of temperatures 1200F to 2200F
• True strain rates from 1/sec to 100/sec
• Up to a total true strain limit of 1.33
• Both ADMA blended elemental powder based and ingot• Both ADMA blended-elemental powder-based and ingot-based Ti-6AL-4V microstructures were tested and extruded at same temperatures
• As-extruded densification was upwards of 99% approaching theoretical density, but some small gaseous porosity remained with some pores elongated under compression loading
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
19
loading

Workability Study Revealed that Powder-Based Extrusion Processing Would Require Some 20% Lower Press Pressures as Compared to Identically Processed Ingot-Based Product Form
ADMA Blended-Elemental Powder-Based Sintered Billet Ti-6AL-4V Material
RMI-Supplied Ingot-Based Ti-6AL-4V Billet Material
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
20

Workability Study Showed That Blended Elemental Titanium Powder Billet is Less Demanding on Press
Forces Than Ingot-Based Billet, But That a Broad Range of Extrusion Ratios Can be Accommodated
• Generally a lower stressGenerally a lower stress was required for powder-based product form compared to ingot-based same Ti-6AL-4V at samesame Ti 6AL 4V at same extrusion temperature
• Total Strain: Analog of extrusion ratio at a givenextrusion ratio at a given temperature
• Strain Rate Sensitivity: Analog of press force demand at same temperature and extrusion ratio
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
21

Microstructure of Beta-Extruded ADMA Powder Based Ti 6AL 4V AlloyPowder-Based Ti-6AL-4V Alloy
• RTI-extruded e t udedtransformed beta basket weaveweave microstructure approached theoreticaltheoretical density with alpha-delineated priordelineated prior beta grain boundaries.
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
22

Microstructure of Beta-Extruded Powder Based Ti 6AL 4V AlloyPowder-Based Ti-6AL-4V Alloy
• Plymouth-yExtruded transformed beta basket weaveweave microstructure approached theoreticaltheoretical density with alpha-delineated prior pbeta grain boundaries.
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
23

Microstructure of Beta Extruded RTI-Supplied Ingot-Based Ti-6AL-4V Alloyg y
• RTI-extruded transformed beta b k tbasket weave microstructure of 100% theoretical density with somedensity with some alpha-delineated prior beta grain boundaries Priorboundaries. Prior beta grains are coarser in ingot-based extrusionbased extrusion as compared to ADMA powder-based extruded
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
24billet.

Microstructure of Alpha-Beta Extruded ADMA Powder-Based Ti-6AL-4V AlloyADMA Powder Based Ti 6AL 4V Alloy
• RTI-alpha-beta extruded mixture
fof alpha and transformed beta microstructure interspersedinterspersed with some residual gaseous voids. Extrusion approachedapproached theoretical density upwards of 99%, but the extrusion run was partially aborted due to high press force
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
25
high press force demand.

Microstructure of Alpha-Beta Extruded Powder Based Ti 6AL 4V AlloyPowder-Based Ti-6AL-4V Alloy
• Plymouth-Plymouthalpha-beta extruded microstructure: A mixture ofA mixture of transformed beta basket-weave microstructure interspersed with equiaxed alpha phasealpha phase approaching theoretical density.
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
26

General Conclusions on Canless Air Extruded Product FormAir-Extruded Product Form
• Canless full-scale extrusion of blended elemental hydride/dehydride ADMA powder-based product form has beenhydride/dehydride ADMA powder based product form has been successfully demonstrated.
• But there is a need for further optimization of certain steps for better control and for lower oxygen content namely at vacuumbetter control and for lower oxygen content, namely at vacuum sintering, sponge fines milling, and initial sponge further oxygen content reduction (ZTMK).
A id l h d t t ithi th fi l t d d t• Any residual hydrogen content within the final extruded parts was thermally degassed in vacuum down to 23-33 ppm.
• Preliminary encouraging powder-based extruded product formPreliminary encouraging powder based extruded product form shows tensile properties superior to ingot-based identically extruded product form.
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
27

General Conclusions on Canless Air Extruded Product Form (Cont’d)Air-Extruded Product Form (Cont d)
Extrusions fabricated with blended elemental ADMA Ti-6AL-4V powder up to 36-foot long were analyzed at front mid length and back and found to be uniformfront, mid-length, and back and found to be uniform with respect to oxygen content and microstructure. Further extrusion product form scale-up is a non-issue.
Within the cross section some areas near free surfaces exhibited somewhat finer grain sizesurfaces exhibited somewhat finer grain size compared to the bulk microstructure but no alpha case anywhere.
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
28

Recommendations for Follow-On Development• More elaborate material characterization• More elaborate material characterization
testing for optimization of the emerging low-cost titanium Ti-6AL-4V powder-based product forms for acceptable aerospaceproduct forms for acceptable aerospace quality product is needed.
Assuming that the powder based direct– Assuming that the powder-based direct-consolidated products may have a different optimum content for best property balance, relative to identical ingot-based product form thisrelative to identical ingot based product form this is best established by actual testing.
• Optimization of grinding of sponge fines andOptimization of grinding of sponge fines and sintering process for reduced oxygen uptake within inert and/or vacuum environments is necessary
Sami M. El-Soudani, PhD Cantab.Date: April 7, 2008, Updated September, 2008
Copyright © 2008 The Boeing Company. All rights reserved.
29
necessary.