C USTOMER & C OMPETITIVE I NTELLIGENCE FOR P RODUCT, P ROCESS, S YSTEMS & E NTERPRISE E XCELLENCE S...
65
CUSTOMER & COMPETITIVE INTELLIGENCE FOR PRODUCT, PROCESS, SYSTEMS & ENTERPRISE EXCELLENCE SIX SIGMA DEPARTMENT OF STATISTICS DR. RICK EDGEMAN, PROFESSOR & CHAIR – SIX SIGMA BLACK BELT [email protected] OFFICE: +1-208-885-4410 ESIGN FOR D
-
Upload
herbert-wilcox -
Category
Documents
-
view
214 -
download
1
Transcript of C USTOMER & C OMPETITIVE I NTELLIGENCE FOR P RODUCT, P ROCESS, S YSTEMS & E NTERPRISE E XCELLENCE S...

CUSTOMER & COMPETITIVE INTELLIGENCE FOR
PRODUCT, PROCESS, SYSTEMS & ENTERPRISE
EXCELLENCE
SIX
SIGMA DEPARTMENT OF
STATISTICSDR. RICK EDGEMAN, PROFESSOR & CHAIR – SIX SIGMA BLACK BELT
[email protected] OFFICE: +1-208-885-4410
ESIGN FORD

IXS IGMAS
DEPARTMENT OF
STATISTICS
a highly structured strategy for acquiring, assessing, and applying customer, competitor, and enterprise intelligence for the purposes of product, system or enterprise innovation and
design.

Design for Six Sigma Applications of Six Sigma that focus on the design or redesign of
products and services and their enabling processes so thatfrom the beginning customer needs and expectations are fulfilled
are known as Design for Six Sigma or DFSS.
The aim of DFSS is to create designs that are resource efficient,capable of exceptionally high yields, and are robust to process
variations. This aim produces a recasting of DMAIC that can be characterized as: Define-Measure-Analyze-Design-Verify (DMADV) or as
Invention-Innovation-Design-Optimize-Verify (I2DOV) or asCDOV
Six Sigma from the GE Perspective:
Six Sigma is a highly disciplined process that helps a company focus on developing and delivering near-perfect products and
services. Why “sigma”? The word is a statistical term that measures how far a given process deviates from perfection.
The central idea behind Six Sigma is that if you can measure how many “defects” you have in a process, you can systematically
determine how to eliminate those and approach “zero defects”.
Six Sigma has changed the DNA at GE – it is the way that GE works – in everything that GE does
and in every product GE designs.
“What is Six Sigma? The Roadmap to Customer Improvement”www.ge.com/sixsigma/makingcustomers.html

Design for Six Sigma at GE:DFSS is changing GE. With it GE can build on all of its capabilities and take
all of its product and process designs to a new level of world-classperformance and quality.
The essence of DFSS is predicting design quality up front and driving qualitymeasurement and predictability improvement during the early design phases-
a much more effective and less expensive way to get to Six Sigma qualitythan trying to fix problems further down the road.
What We Do. GE Corporate Research and DevelopmentFormerly posted at: www.crd.ge.com/whatwedo/sixsigma.html

Another View of Design for Six Sigma:DFSS is the change in the product design organization from a deterministic to a
probabilistic culture. Our people were trained to incorporate statistical analysis of failure modes, both in products and processes. Then they began
to incorporate design changes that modify and eliminate design featureswith a probability of failure within a predefined range of operating
environments and conditions. The design organization changed from a “factor-of-safety” mentality to one in which there was a quantitative assessment
of design risk. Four elements of design are most critical to the effort:
•Design for producibility (design for manufacturing and assembly);•Design for Reliability;
•Design for Performance (technical requirements); and•Design for Maintainability.
“Design for Six Sigma: 15 Lessons Learned”, Quality Progress, Vol. 35, No. 1, pp. 33-42, January 2002.

The DMAIC
Model
Define Control
Measure ImproveAnalyze
Voice of the Customer
Institutionalization
Define
Control
Improve Analyze
Measure
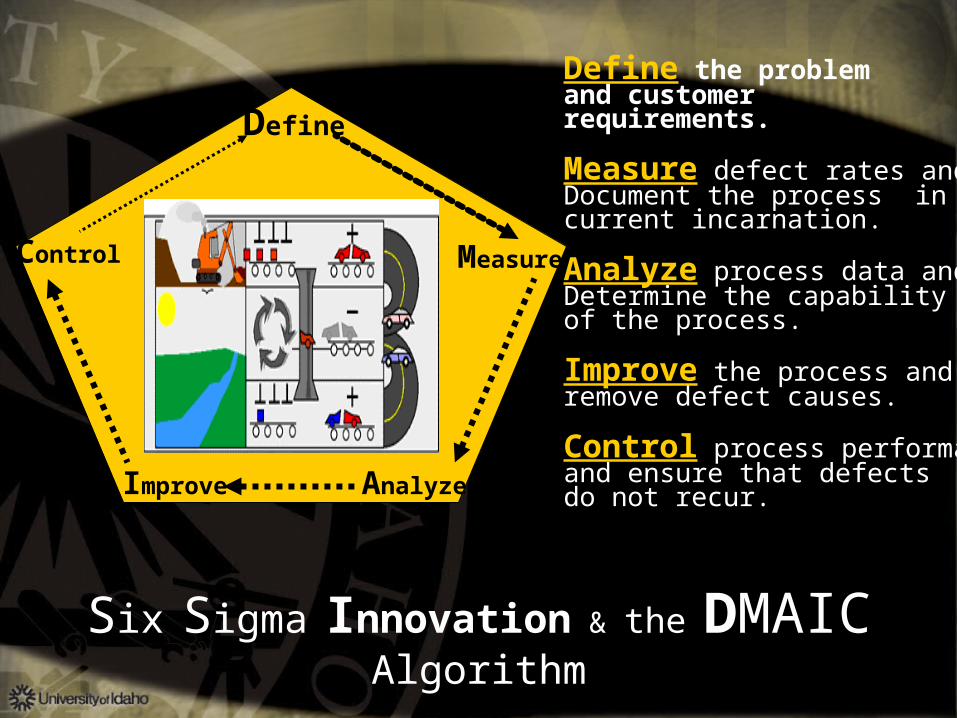
Six Sigma Innovation & the DMAIC
Algorithm
Define the problem and customerrequirements.
Measure defect rates and Document the process in its current incarnation.
Analyze process data and Determine the capability of the process.
Improve the process and remove defect causes.
Control process performance and ensure that defects do not recur.
Team Charter & Project Scoping:
Of similar importance & structure as in DMAIC
Team Charter
Table of Contents 1. EXECUTIVE SUMMARY …………………………………………………3 2. PROJECT OBJECTIVES…………………………………………………3 3. PROJECT SCOPE ……………………………………………………..…3 4. BUSINESS CASE …………………………………………………………3 5. PROJECT ORGANIZATION ……………………………………………3 6. SCHEDULES……………………………………………………………….4 7. COMMUNICATION PLAN ……………………………………………...4 8. PROJECT CONTROL PROCEDURES ……………………...…………4 9. PROJECT ASSUMPTIONS ……………………………..………………4 10. CONFLICT RESOLUTION ………………………………………………. 5

Project ScopeOn what process will the team focus on?What are the boundaries of the process we are
to improve? Start point? Stop point?What resources are available to the team?What (if anything) is out-of-bounds for the
team?Under what (if any) constraints must the team
work?What is the time commitment expected of team
members?What are the advantages to each team member
for the time commitment?
SMART•Problem & Goal Statements
Should be:
Specific
Measurable
Attainable
Relevant
Time-Bound
Eight Steps for Establishing Project
Boundaries
1. Identify the customer– Who receives the process output?
(May be an internal or external customer)
2. Define customer’s expectations and needs– Ask the customer– Think like the customer– Rank or prioritize the expectations
3. Clearly specify your deliverables tied to those expectations– What are the process outputs? (Tangible and intangible deliverables)– Rank or prioritize the deliverables– Rank your confidence in meeting each deliverable
4. Identify CTQ’s for those deliverables– What are the specific, measurable attributes that are most critical in the
deliverables?– Select those attributes that have the greatest impact on customer
satisfaction.
Eight Steps for Establishing Project Boundaries
5. Map your process– Map the process at it works today (as is).– Map the informal processes, even if there is no formal, uniform process in
use.
6. Determine where in the process the CTQ’s can be most seriously affected
– Use a detailed flowchart– Estimate which steps contain the most variability
7. Evaluate which CTQ’s have the greatest opportunity for improvement
– Consider available resources– Compare variation in the processes with the various CTQ’s– Emphasize process steps which are under the control of the team conducting
the project
8. Define the project to improve the CTQ’s you have selected– Define the defect to be attacked
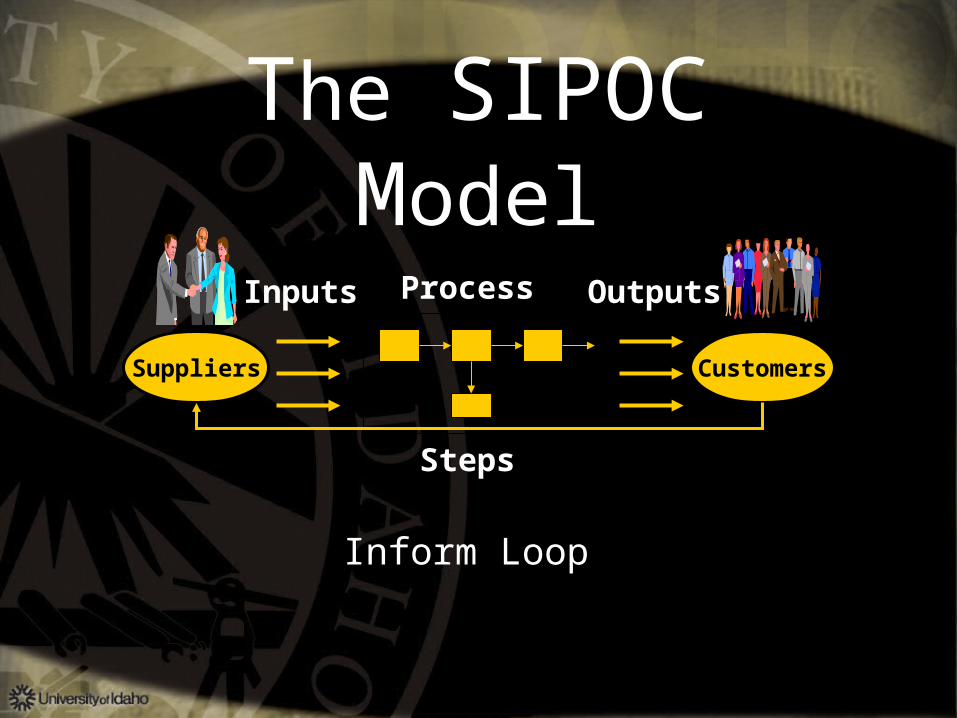
The SIPOC Model
Suppliers Customers
Inputs OutputsProcess
Steps
Inform Loop
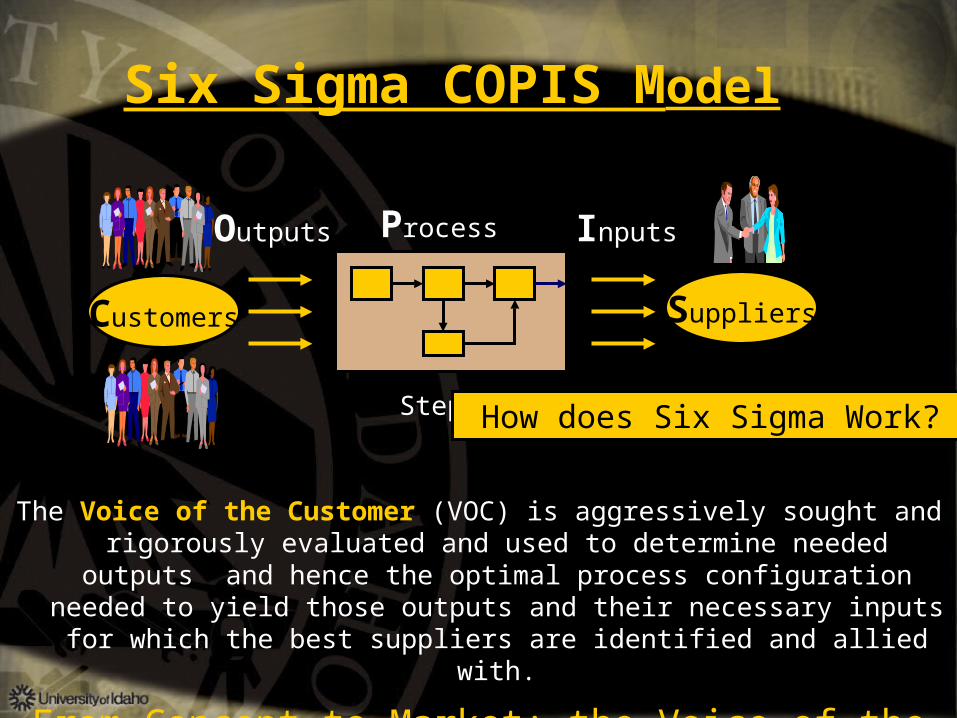
Six Sigma COPIS Model
Customers Suppliers
Outputs InputsProcess
Steps
The Voice of the Customer (VOC) is aggressively sought and rigorously evaluated and used to determine needed outputs and hence the optimal process configuration needed to yield those outputs and their necessary inputs for which the best suppliers
are identified and allied with.
From Concept to Market: the Voice of the Customer
How does Six Sigma Work?

IX
DFSS LESSONS LEARNED &
LEADERSHIP
S IGMAS
DEPARTMENT OF
STATISTICSDR. RICK EDGEMAN, PROFESSOR & CHAIR – SIX SIGMA BLACK BELT
[email protected] OFFICE: +1-208-885-4410
ESIGN OR
D F
Design for Six Sigma at GE:DFSS is changing GE. With it GE can build on all of its capabilities and take
all of its product and process designs to a new level of world-classperformance and quality.
The essence of DFSS is predicting design quality up front and driving qualitymeasurement and predictability improvement during the early design phases-
a much more effective and less expensive way to get to Six Sigma qualitythan trying to fix problems further down the road.
What We Do. GE Corporate Research and DevelopmentFormerly posted at: www.crd.ge.com/whatwedo/sixsigma.html
Design for Six SigmaDefine-Measure-Analyze-Design-Verify (DMADV)
Define customer requirements and goals for the process, product or service.
Measure and match performance to customer requirements.
Analyze and assess the design for the process, product or service.
Design and implement the array of new processes required forthe new process,product or service.
Verify results and maintain performance.
Improvement–Focuses on high priority problems in business processes. This uses the DMAIC methodology: Define, Measure, Analyze, Improve, and Control.
Design–Design For Six Sigma (DFSS) addresses new or fundamentally poor processes. The methodology is called the DMADOV model: Define, Measure, Analyze, Design, Optimize, and Verify.
Business Process Management –aids in definition and management of operations and activities in terms of core and enabling processes. The resulting process management systems provide a foundation of process definition and baseline data for all process design and improvement activities.

Define Measure Analyze Design Verify
the Project Customer Requirements
Concepts The Product Design Performance
1 Develop
Charter
1 Understand
VOC
1 Identify Key
Functions
1 Ident. & Prior.
High-level
Design Require.
1 Conduct and
Evaluate Pilot
2 Develop
Project Plans
2 Translate VOC
Needs into Req.
(CTQs)
2 Prioritize the
Functions
2 Develop Design
Requirements2 Implement the
Design
3 Develop Org.
Change Plan
3 Prioritize CTQs 3 Generate Concepts 3 Develop High-
Level Design3 Close Project
4 Identify Risks 4 Reassess Risk 4 Evaluate & Select
Concepts
4 Test High-Level
Design
5 Tollgate Review 5 Tollgate Review 5 Review Concepts 5 Ident. & Prior.
Detailed Design
Elements
6 Tollgate Review 6 Develop the
Detailed Design
7 Test Det. Design
8 Develop Proc.
Mgt. Plans
9 Review Pre-Pilot
Design
10 Tollgate Review
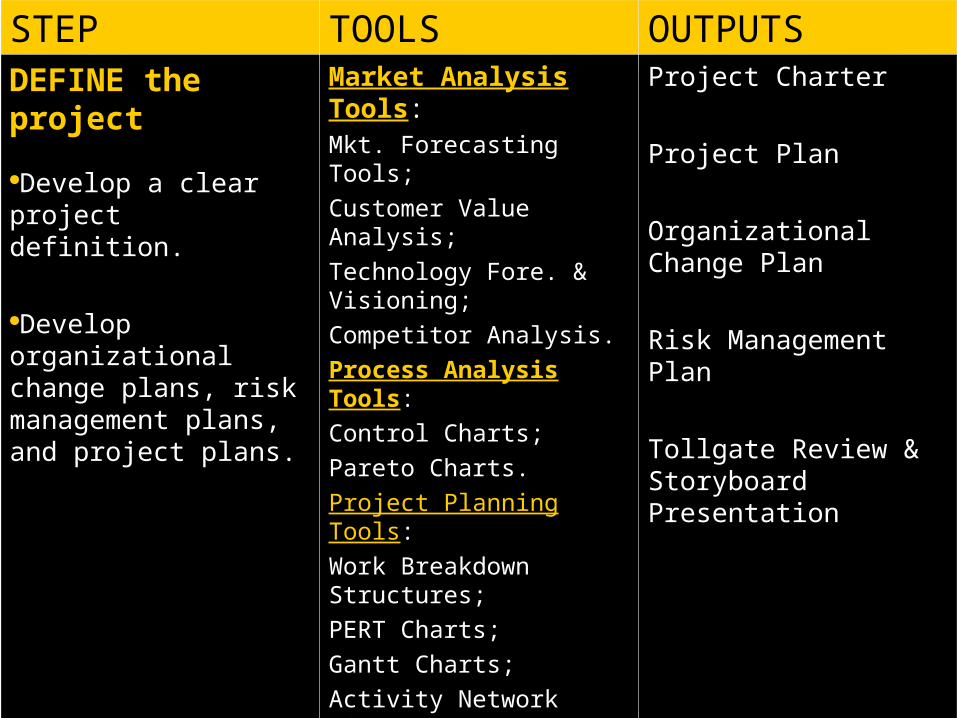
STEP TOOLS OUTPUTSDEFINE the project
Develop a clear project definition.
Develop organizational change plans, risk management plans, and project plans.
Market Analysis Tools:Mkt. Forecasting Tools;
Customer Value Analysis;
Technology Fore. & Visioning;
Competitor Analysis.
Process Analysis Tools:
Control Charts;
Pareto Charts.
Project Planning Tools:
Work Breakdown Structures;
PERT Charts;
Gantt Charts;
Activity Network Diagrams.
DMADV Specific Tools:
Project Charter;
In/Out of Scope Tool;
Organizational Change Plan
Project Charter
Project Plan
Organizational Change Plan
Risk Management Plan
Tollgate Review & Storyboard Presentation
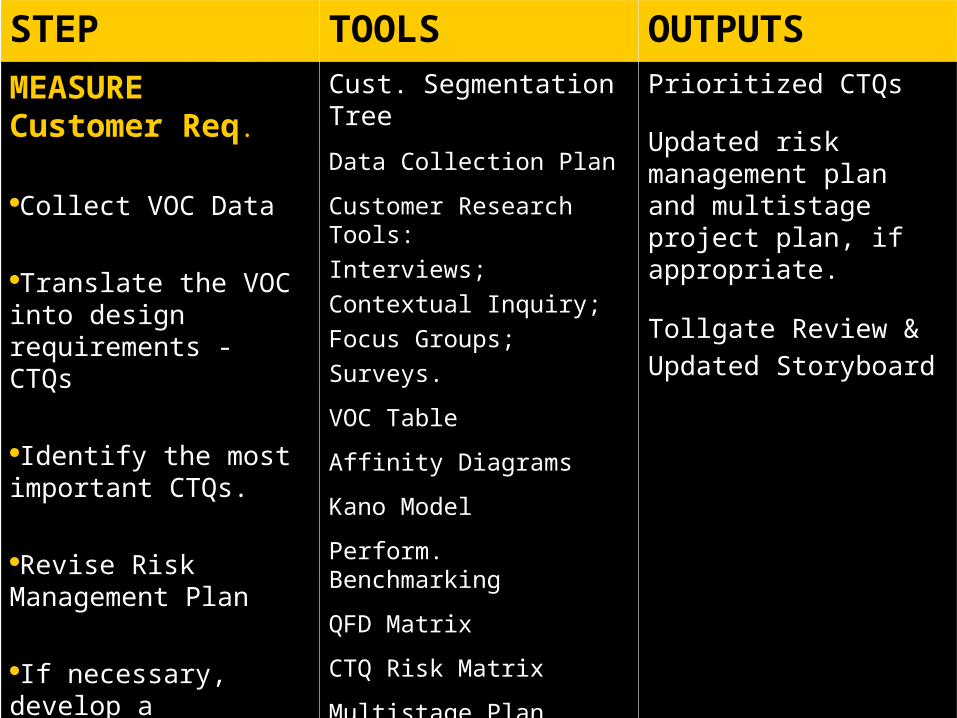
STEP TOOLS OUTPUTSMEASURE Customer Req.
Collect VOC Data
Translate the VOC into design requirements - CTQs
Identify the most important CTQs.
Revise Risk Management Plan
If necessary, develop a multistage project plan.
Cust. Segmentation
Tree
Data Collection Plan
Customer Research Tools:Interviews;Contextual Inquiry;Focus Groups;Surveys.
VOC Table
Affinity Diagrams
Kano Model
Perform. Benchmarking
QFD Matrix
CTQ Risk Matrix
Multistage Plan
Tollgate Review
Prioritized CTQs
Updated risk management plan and multistage project plan, if appropriate.
Tollgate Review & Updated Storyboard

STEP TOOLS OUTPUTS
ANALYZE Concepts:
Generate, evaluate, and select the concept that best meets the CTQs within budget and resource constraints.
QFD Matrix:Creativity Tools:Brainstorming/ Brainwriting;Analogies;Assumption Busting;Morphological Box.Pugh MatrixTollgate Review Forms
Selected concept for further analysis and design
Tollgate Review & Updated Storyboard
STEP TOOLS OUTPUTS
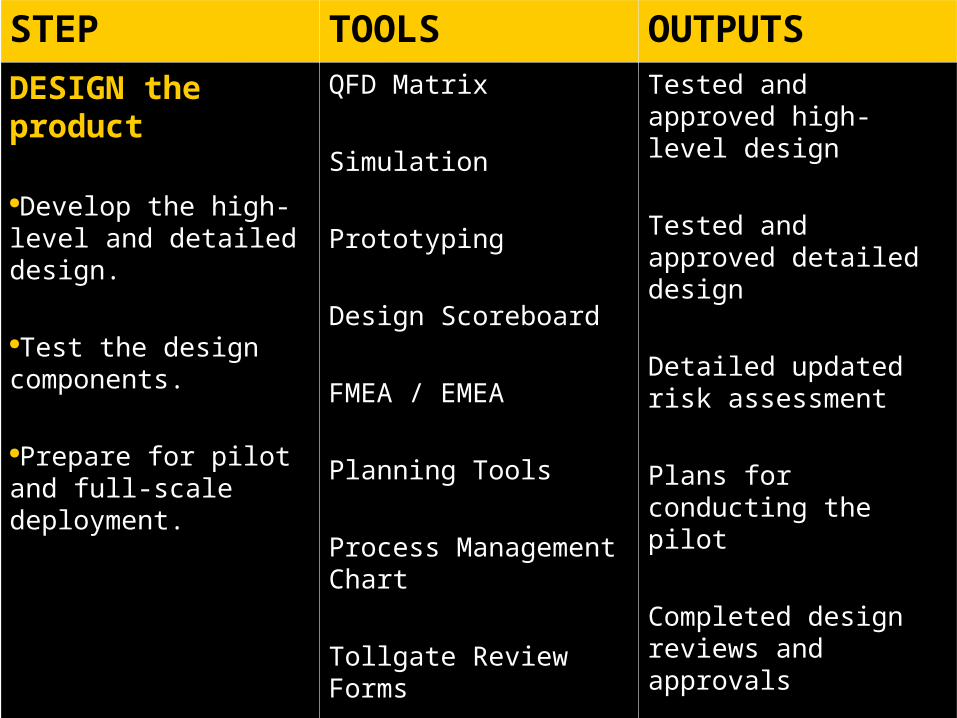
DESIGN the product
Develop the high-level and detailed design.
Test the design components.
Prepare for pilot and full-scale deployment.
QFD Matrix
Simulation
Prototyping
Design Scoreboard
FMEA / EMEA
Planning Tools
Process Management Chart
Tollgate Review Forms
Tested and approved high-level design
Tested and approved detailed design
Detailed updated risk assessment
Plans for conducting the pilot
Completed design reviews and approvals
Tollgate Review & Updated Storyboard
STEP TOOLS OUTPUTS
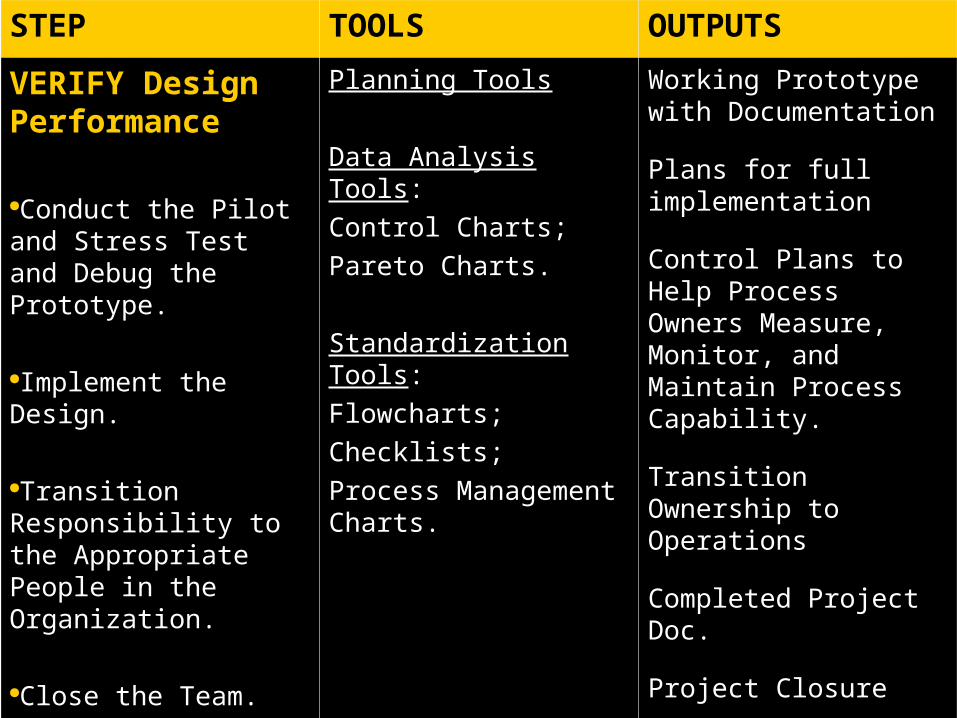
VERIFY Design Performance
Conduct the Pilot and Stress Test and Debug the Prototype.
Implement the Design.
Transition Responsibility to the Appropriate People in the Organization.
Close the Team.
Planning Tools
Data Analysis Tools:Control Charts;Pareto Charts.
Standardization Tools:Flowcharts;Checklists;Process Management Charts.
Working Prototype with Documentation
Plans for full implementation
Control Plans to Help Process Owners Measure, Monitor, and Maintain Process Capability.
Transition Ownership to Operations
Completed Project Doc.
Project Closure
Final Tollgate Review & Updated Storyboard

DFSS as a Growth Strategy:Lesson 1
Achieving world-class performance throughany set of tools takes careful preparation and
a commitment to the foundational changeefforts required for world-class capability.

DFSS as a Growth Strategy:Lesson 2
DFSS grows into program profits in directproportion to the size of the initial investment.
The more the initial investment to eliminate(adverse) design issues, the greater the
life cycle profits that will be realized.
DFSS as a Growth Strategy:Lesson 3
A structured compensations system that substantially rewards leadership cooperation and co-ownership for successfully implementing cross-functional DFSS projects significantly
improves the bottom line.
Note: the corporate example that produced the most impressive results was a firmwhere DFSS involvement was directly linked to management rewards. This firm
REQUIRED senior management to spend 30% of its time on DFSS activity.
DFSS as a Growth Strategy:Lesson 4
Leaders, especially middle managers, need to be selected, prepared and trained
much earlier in the processto achieve desired levels of commitment.
DFSS as a Growth Strategy:Lesson 5
DFSS should be regarded as a part of doing business and represent of part of reinvesting a portion of the profits into the business to
produce even greater profits in the long run.
If DFSS is to be the driving force, the heart and soul of a business, then adequate dollars, time and resources must be incorporated
into the annual budget to ensure the company’s success.
Success is rarely the result of unplanned, fortuitous accident.
DFSS as a Means of Serving Customers: Lesson 1
Continual customer feedback and ideas are essential to achieve a partnership with the customer.
In an age where competition for customers is relentless, companies that make the customer a partner in the
DFSS activity and maintain that partnering throughout the product life cycle have a customer for the product life cycle.
DFSS as a Means of Serving Customers:
Lesson 2 A DFSS must be inclusive, and a conscious effort must
be made to embed it in the fabric of the entire organization.
All employees must understand how it works and why it benefits the customer, the business and themselves.
Product-Process Fusion Through DFSS:
Lesson 1
Drive product and process compatibility across the entire value chain and product life cycle.

Product-Process Fusion Through DFSS: Lesson 2
The value chain of your customer includes everything incorporated into the final product.
Substantial elements often come from suppliers and subcontractors.
If they are not integrated into the DFSS activity,then the final product is sub-optimized.

Product-Process Fusion Through DFSS: Lesson 3
Six Sigma activity to reduce variability in the factory is a losing process if the new designs cause new variability.
DFSS is intended to reduce the introduction of new variability and achieve process stability and
uniform quality faster.
Product-Process Fusion Through DFSS: Lesson 4
Metrics must tell the story of the organization’s performance AND must be discussed regularly
among the staff in each area.
Product-Process Fusion Through DFSS: Lesson 5
DFSS can have applicability in diverseindustries – some that are nontraditional such
as pharmaceuticals, if the design and productionis integrated and balanced.
The DFSS Engineering Organization: Lesson 1
Design organizations are struggling with the lossof domain knowledge and lack of experience
and skills among the DFSS teams themselves.
This slows the movement to probabilistic designapproaches as there seems to be little time to meet
schedules and conduct thorough analysisusing statistical tools.

The DFSS Engineering Organization: Lesson 2
Enlarging the responsibility of design engineering tofollow the product from start to finish creates
ownership that changes the approach to product design.
It accelerates the incorporation of lessons learnedoutside the design studio.

The DFSS Engineering Organization: Lesson 3
The trend toward engineering efficiency in whichorganizations assign engineers from pools to coverassignments has made engineers a commodity at
just the point in time when the loss of domainknowledge makes the need for longevity in an
organization essential.
The People of Six Sigma

Six Sigma Champions
Create the vision of Six Sigma for the company. Define the path to implement Six Sigma across the organization. Develop a comprehensive training plan for implementing the
Breakthrough Strategy. Carefully select high-impact projects. Support development of “statistical thinking”. Ask Black Belts many questions to ensure that they are properly
focused. Realize the gains by supporting Six Sigma projects through
allocation of resources and removal of roadblocks. Hold the ground by implementing Black Belt recommendations. Make sure that project opportunities are acted upon by the
organization’s leadership and the finance department. Recognize people for their efforts.
Master Black Belts
Understand the big business picture.Partner with the Champions.Get certified as Master Black Belts.Develop and deliver training to various levels of the
organization.Assist in the identification of projects.Coach and support Black Belts in project work.Participate in project reviews to offer technical
expertise.Help train and certify Black Belts.Take on leadership of major programs.Facilitate sharing of best practices across the
corporation.
Black Belts Act as Breakthrough Strategy experts and be Breakthrough
Strategy enthusiasts. Stimulate Champion thinking. Identify the barriers. Lead and direct teams in project execution. Report progress to appropriate leadership levels. Solicit help from Champions when needed. Influence without direct authority. Determine the most effective tools to apply. Prepare a detailed project assessment during the Measurement
phase. Get input from knowledgeable operators, first-line supervisors,
and team leaders. Teach and coach Breakthrough Strategy methods and tools. Manage project risk. Ensure that the results are sustained.
Black Belt ActivitiesMENTORS: Cultivates a network of Six Sigma individuals at the local organization or site.TEACH: Provides formal training of local personnel in new strategies and tools.
COACH: Provides one-on-one support to local personnel.
TRANSFER: Passes on new strategies and tools in the form of training, workshops, case studies, and local symposia.
DISCOVER: Finds application opportunities for Six Sigma strategies and tools, both internal and external (e.g. suppliers and customers).
IDENTIFY: Highlights / surfaces business opportunities through partnerships with other organizations.
INFLUENCE: Sells the organization on the use of Six Sigma strategies and tools.

Green BeltsFunction as Green Belts on a part-time basis, while
performing their regular duties.Participate on Black Belt project teams in the context
of their existing responsibilities.Learn the Six Sigma methodology as it applies to a
particular project.Continue to learn and practice the Six Sigma methods
and tools after project completion.
Corporate Six Sigma Leadership
Six Sigma and General Electric
General Electric CEO, Jack Welch, describes Six Sigma as “the most important initiative GE has ever undertaken.” GE’s operating income, a critical measure of business efficiency and profitability, hovered around 10% for decades. In 1995 Welch mandated that each GE operation from credit card services to aircraft engine plants to NBC-TV work toward achieving Six Sigma. GE was averaging about 3.5 when it introduced the program.
With Six Sigma embedding itself deeper into GE’s processes, they achieved the previously “impossible” operating margin of 16.7% in 1998 – up from 13.6% in 1995.
In dollar amounts, Six Sigma delivered more than $300 million to GE’s 1997 operating income and more than $600 million in 1998.

Six Sigma and Raytheon
Former AlliedSignal executive Daniel P. Burnham, who became Raytheon’s CEO in 1998, has made Six Sigma a cornerstone of the company’s strategic plan.
By pursuing Six Sigma quality levels throughout the company, Raytheon to improved its cost of doing business by more than $1 billion annually by 2001.
Six Sigma and the Service Sector
Robert Galvin: Former Motorola CEO
Failing to implement Six Sigma in commercial areas with the same force that the company implemented it in its industrial sectors cost Motorola $5 billion over a four-year period.
How Big is the Service Sector? 79% of the U.S. Workforce is employed by commercial businesses. 90% of those employed in manufacturing are actually doing service
work – such as finance, marketing, sales, distribution and purchasing.
So: 79% + (.9)*(21%) = 98% of the U.S. Workforce is involved in “service work”.
MISTAKEN BELIEFS: Some companies still believe that improving commercial processes
is less important than improving industrial processes or that seemingly intangible commercial processes can’t be controlled.
BOTH ARE WRONG: Customers are more likely to take their business elsewhere because
of poor service than poor products. Companies like GE have shown that improving internal and external
commercial processes adds to the bottom line and to customer satisfaction significantly

AlliedSignal 70,000 Employees Chemicals, Fibers, Plastics, Aerospace
Products, Automotive Products. Larry Bossidy came from GE to become
CEO in 1991 Market Value = $4 billion in 1991 Market Value = $29 billion by the end of
1998 Market Value = $38 billion by 2000.

AlliedSignal TODAY’S GOALS: 6% productivity
increase Reduced Inventory Full-Capacity
Utilization Little or no Overtime Reliable Products 5s Manufacturing 5s Designs Predictable Cash Flow 5s Suppliers
BY END OF 1998: Total Impact of Six
Sigma Within AlliedSignal Reached $2 Billion.
Six Sigma Profits in Service Areas including: Order Processing Shipping Procurement Product Innovation

We can’t tell other organizations how to do Six Sigma, but we can tell them how not to do it. Allied has made mistakes along the way and, in the process, learned some tremendous lessons.Lesson 1: The Organization’s Leadership Must
Own Six Sigma
Upper management supported Six Sigma, managers below those at the top saw it as a “flavor of the month”.
Black Belts seen as a nuisance. Black Belts were using “Six Sigma jargon” while managers
were using business vocabulary. This led to confusion. SOLUTION: Introduce ALL levels of management to Six
Sigma. Management had weeklong training sessions to understand
the methods of the Breakthrough Strategy and how Black Belt training and experience could be leveraged. ALSO … how various initiatives “fit together”.
BEGAN TO FOCUS ON PROCESSES – NOT PEOPLE as the source of problems. Also, understanding of the Breakthrough Strategy provided a “plan of action”, rather than just a “command” to make something happen.

Six Sigma Changed the Company Culture and
One of the flaws at Allied is that we had too much vertical mobility. Managers inch up the same smokestack, learning more and more about less and less. But companies that train promising individuals as Black Belts circumvent the vertical flow and move people around horizontally, having them serve time in as many major businesses or divisions as possible to give them a kaleidoscopic view of the organization and the benefit of being mentored by a variety of new blood.Linked AlliedSignal’s Goals, Vision & Activities.
Lesson Two: A Beginning Without an End
Having recognized the need to train managers in the Six Sigma Breakthrough Strategy, Allied dedicated the next year to training 1,000 leaders in the organization in how Six Sigma worked, and in its potential financial impact.
Training sessions lasted 3.5 days and emphasized Six Sigma’s impact on:Profitability through improved processes;The Crucial role of Black Belts, RATHER THAN teaching statistical
processes involved in achieving Six Sigma. Initially trained top managers at each of Allied’s 11 Strategic Business
Units and gradually worked their way down the organization to middle management, line supervisors, and so on.
COMPLAINTS FROM BLACK BELTS WITHIN SIX MONTHS: Management turnover and too much promotion of Black Belts into management before benefit from the training and skills could be realized. SO … training had to be ongoing.Allied is not in the business of measuring activity. We are in the business
of measuring results. IF something doesn’t have a positive impact on customer satisfaction, our shareholders, and employees, and in the
process makes a lots of money, THEN we just flat out aren’t going to do it.”
RICHARD A. JOHNSON, Director of Six Sigma at AlliedSignal
Lesson Three: Black Belt Retention
AlliedSignal’s goal: send Black Belts with a minimum of 18-24 months experience mastering the Breakthrough Strategy back into the organization to create Six Sigma behavior & thinking.
40% of Black Belts were promoted to departmental or plant managers. Others left AlliedSignal for higher-paying jobs at suppliers. Others completed only one or two projects before they were pulled back into their previous assignments with leadership not properly reviewing projects and properly acting upon financial opportunities created by Black Belts so that managers felt that Six Sigma wasn’t particularly important.
50% of Black Belts were absorbed back into the organization within six months.
NOW … BLACK BELTS must work at least 18-24 months on a series of Six Sigma projects prior to a change of roles. TIME & EXPERIENCE ARE VIEWED AS CRITICAL TO SIX SIGMA SUCCESS AND THE MATURITY OF THE BLACK BELT.
Lesson Three - Continued
AlliedSignal’s Champions & Master Black Belts 3.5 Day Executive Overview followed by the traditional Four-
Month Black Belt training process. MASTER BLACK BELTS are selected from the best of the Black
Belts. Each of these trains and mentors 10 Black Belts Each Black Belt trains and mentors 10 Green Belts. NOW: All Salaried Employees are Expected to Undergo the 26
Hours of Training Required for Green Belt Certification by 2000. CHAMPIONS 20 Master Black Belts 70 Black Belts 2000+ Green Belts
18,000 Total # of Employees 70,000
Lesson Four: Supplier Capability is Critical to the Success of the Breakthrough Strategy
The Majority of AlliedSignal’s Suppliers were operating at about three sigma.
This prevented the company from realizing the full benefits of Six Sigma.
AlliedSignal recognized that they needed to view suppliers as their partners.
AlliedSignal began TRAINING its suppliers and offering other technical assistance.
To achieve Six Sigma it is important to minimize the number of suppliers, limiting these to those that have been trained in the Breakthrough Strategy.
Not only does AlliedSignal provide training, BUT then follows up by dedicating ITS OWN BLACK BELTS to mentor and work with critical suppliers. AlliedSignal estimates that for every 300 Black Belts it trains, 100 are either customers or suppliers.
W. Edwards Deming:End the Practice of Awarding Business on Price Tag Alone.

Lesson Five:There is No Such Thing as Operator
Error
It is PROCESSES – not PEOPLE that Fail.
This maps to one of Deming’s 14 Points for Management: “DRIVE OUT FEAR”.
Focus on Processes implies that people are not accused, but rather, that they are able to investigate processes and be “part of the solution.”

Lesson Six: Focus on Bottom-Line Improvement
The number one source of failure in deploying Six Sigma is the result of Lack of Commitment FROM THE Organization’s Leadership.
The Finance Department must be involved so that the impact of Six Sigma Projects on the Bottom-Line is apparent.
Black Belts, the Finance Department, and Executive Leadership must work in tandem.
While Black Belts create opportunities for cost reduction and increased profitability, the company’s Leadership must make sure that Black Belts focus on the right projects and take action on the savings opportunities they generate. Finance provides closure to the effort by ensuring that the savings are returned to the organization’s bottom line.

Lesson Seven: Initiative Overload
LARRY BOSSIDY, CEO: One of the things I have trouble with is … non-financial objectives. Often they’re just as obscure and vacuous as they sound.
• FIVE ACTIONS TO PERPETUATE SIX SIGMA:1. TRAINING: Allied’s employee base changes enough every nine to
ten months that maintenance of Six Sigma culture requires that new employees be trained in the Breakthrough Strategy.
2. Senior management involvement.3. Continued on-site leadership training, and alignment of goals among
divisions to reinforce Breakthrough Strategy thinking and goals.4. Requiring Black Belts to dedicate a minimum of two years to
working on Six Sigma projects.5. Supplier involvement and improvement in Six Sigma initiatives.
Products and services should be improved ONLY to the degree that customer value is increased. Six Sigma is a program designed to generate money for the company, either through savings resulting from reduced costs, or from boosting sales by increasing customer satisfaction.
AlliedSignal:Hindrances to Six Sigma Success
Working on too many improvements at the same time.
Not having someone accountable for the problem.Not being a process-based company.A lack of trained and experienced people.Middle managers who fear uncertainty about
future roles.Lack of metrics focused on customer value-added
processes.Lack of integrated information and financial
systems.Fragmented, staff-driven approaches.

SIX
SIGMA DEPARTMENT OF
STATISTICSDR. RICK EDGEMAN, PROFESSOR & CHAIR – SIX SIGMA BLACK BELT
[email protected] OFFICE: +1-208-885-4410
ESIGN FORD
End of Session