Bp Project Kgprw

of 37
-
Upload
shubham-shastri -
Category
Documents
-
view
216 -
download
0
Transcript of Bp Project Kgprw
-
8/6/2019 Bp Project Kgprw
1/37
P a g e | 1
INDIAN RAILWAYS
Headquarters: New Delhi
Industry : Railways and Locomotives
Products : Rail transport, freight transport, services
Revenue : Rs. 107.66 billion (US $19.13 billion)
Employees : 1,406,430 (2007)Indian Railways is the second largest in the world and the largest in Asia. It
is the largest employer in India. It runs 12000 trains everyday which covers a
distance about six times the distance between the earth and the moon. Over 85%
population of India depends on the Railways for daily transport. The infrastructure
of Indian Railways consists of 8000 stations and its tracks run 63000 km. It has a
total of 185 Auxiliary Relief Trains and 174 Auxiliary Relief Vehicles each ARV
covering a radial distance of 150 km.
History Of Indian Railways:-
The maiden trip of the first train in India took place in 16th
April 1853 when
it traversed a 34 km stretch between Bori Bander of Bombay and Thane. It was
-
8/6/2019 Bp Project Kgprw
2/37
P a g e | 2
hauled by three locomotives Sahib, Sindh and Sultan. This achievement was of
The Great Indian Peninsular Railway.
Soon after this, encouraged by the government guarantee, investment flowed
in and a series of new rail companies were established. Soon the native states builttheir own railway system. At the beginning of the twentieth century India had a
multitude of rail services with diverse ownership and management, operating on
broad, meter and narrow gauge.
At the time of independence in 1947 about 40% of these railways went to Pakistan.
A total of 42 railway systems that remained in India were amalgamated as a single
unit which was named the Indian Railways. This was divided in six zones in 1952.
Corporate Mission:-
Indian Railways mission is to make the Indian Railways a model system with
sufficient capacity to meet the countrys transportation needs for both passengers
and freight traffic based on an optimal inter model mix and to provide this at least
cost to the society, while maintaining financial viability of the system.
Structure Of Indian railway:-The structure of Indian Railway is headed by the honourable Minister for
Railways who is followed by the Minister of states for railway. The chairman of
the railway board comes next and under him comes the following:-
1. Director General(Railway Health Services)
2. Director General (Railway Protection Force)
3. Secretary (Railway Board)
4. Member (Mechanical)5. Member (Electrical)
6. Member (Engineering)
7. Member (Traffic)
8. Member (staff)
9. Financial Comissioner
-
8/6/2019 Bp Project Kgprw
3/37
P a g e | 3
10.Head of Zonal Railways
11.Production Units
12.Other PSUs
Indian Railways has a self sufficient system of PSUs. They are:-
a. IRCON (Indian Railway Construction Corporation Ltd.)
b. RITES (Rail India Technological and Economic services)
c. CRIS (Centre For Railway Information System)
d. CONCOR (Container Corporation Of India)
e. IRCTC (Indian Railways Catering And Tourism Corporation)
f. RVNL (Railway Vikash Nigam Ltd.)
g. KRC (Konkan Railways Corporation)
h. RAILTEL (Railway Telecommunication)i. IRFC (Indian Railway Financial Corporation)
j. DMW (Diesel Maintenance works)
k. COFMOW (Central Organization For Modernization of Workshops)
Railway Zones And Management:-
The Indian railway have grown up from 6 zones in 1952 to a total of 16(sixteen) zones in 2002-2003. These are placed in the charge of General Manager,
Deputy General, SeniorDeputy General Manager and Deputy General Manager.
The work of Railway is divided functionally into following departments:-
1. Operating - Chief Operating Manager
2. Engineering - Chief Engineer
3. Mechanical Mechanical Engineer
4. Electrical Chief Electrical Engineer
5. S & T Chief Signal & Telecommunication Engineer
6. Accounts Financial Adviser & Chief Accounts Officer
7. Commercial Medical Chief Medical Director
8. Personal Chief Personal Officer
9. Stores Controller of Stores
-
8/6/2019 Bp Project Kgprw
4/37
P a g e | 4
The above mentioned heads of departments are responsible for function of
their departments efficiently and responsible to the GMs.
The Railway Zones are as under:-
Zonal Railway Head Quarters
The zonal railway works on divisional system. Each Zonal railway is divided into
some divisions with some route kilometers of its territory. Each division works on
overall control ofDivisional Railway Manager, assisted by one or two addl. DRM
and Personal Officers in-charge of each discipline.
The following Manufacturing Units working strictly under Railway Board.
1. Chittaranjan Locomotives Works.
2. Diesel Locomotives Works at Varanasi.
3. Integral Coach Factory at Perambur.
4. Wheel and Axle Plant at Bangalore.
5. Diesel Components Works at Patiala.
Southern Railway Chennai
Central Railway Mumbai
Western Railway Mumbai
Eastern Railway Kolkata
Northern Railway NewDelhi
North Eastern Railway Gorakhpur
North East Frontier Railway Maligaon
South Eastern Railway Kolkata
South Central Railway Secundrabad
North Central Railway Allahabad
North Western Railway Jaipur
South Western Railway Hubli
West Central Railway Jabalpur
East Central Railway Hajipur
East Coast Railway Bhubaneshwar
South East Central Railway Bilaspur
-
8/6/2019 Bp Project Kgprw
5/37
P a g e | 5
6. Rail Coach Factory at Kapurtala.
7. Railway Electrification at Allahabad.
There are some more organizations attached to Railway Board, such as
a. Metro Railway at Kolkata.
b. Metropolitan Transport Projects at Bombay.
c. Indian railway Construction Company.
The headquarters of different zones
-
8/6/2019 Bp Project Kgprw
6/37
P a g e | 6
Kharagpur Railways:-
The first Railway establishment at Kharagpur started with the commissioning of
the rail link between Cuttack Balasore Kharagpur and from Sini to Kolaghat
via Kharagpur. Kharagpur as a junction station was established in Railway map inDecember 1898. Midnapur, the District Headquarters was connected (up to the
bank of Kosai river) in February 1900. Construction of the bridge over Kosai
completed in June 1901. The rail line from Howrah to Kolaghat up to the Eastern
bank and from Kharagpur up to Western bank of Rupnarayan River was completed
in 1899. However through trains between Howrah and Kharagpur could only be
possible in April 1900 after the bridge over Rupnarayan river was completed.
Geographical location of Kharagpur and its rail links with the rest of the Country
favoured construction of a centralized Workshop with facilities to carry out major
repairs of all broad gauge stock. In 1900 the work was sanctioned and the
construction of the Workshop completed in 1904.
KHARAGPUR RAILWAY WORKSHOP
Company Profile:-
Kharagpur Workshop is an ISO 9001:2000 Certified Oraganisation, which was
established in 1898 as a small repair workshop of Bengal Nagpur Railway,
Kharagpur Workshop has evolved and grown over the years to become the largest
maintenance workshop of the Indian Railways. It carries out periodic overhaul of
all varieties of B.G. Rolling Stock viz., Diesel Locomotives, Electric Locomotives,
Coaches, all types of Wagons, Electric Multiple Units (EMUs) and Steam and
Diesel Cranes.
-
8/6/2019 Bp Project Kgprw
7/37
P a g e | 7
The Workshop also undertakes manufacture of a large number of Rolling Stock
components and spares. Apart from this, Diesel POH Shop has the facilities for re-
winding of traction machines, including coil manufacturing. The Supervisors
Training Centre attached to this Workshop has been provided with a Simulator for
training ofDiesel Locomotive Drivers.
Quality Policy:-
To exceed the quality and delivery requirements of our customer with respect to
overhauling of coaches including EMU Motor and Trailer coaches, Wagons,
Diesel and Electric Locomotives and their accessories and to continually improve
our quality management system.
Quality Objectives:-
y To ensure customer satisfaction as reflected through improvement in post-
overhaul reliability.
y Reduce finished material rejection by continual development of equipment,
inspection, process control and competence among all staff and employees
y Continual development of product as per customer predicted need and
delight to customers through innovation.
y To achieve the quality targets established for each unit of Kharagpur
Workshop.
Shops at Kharagpur Railway Workshop:-
Shop No. Name of Shop
1 Iron Foundry Shop
2 Brass Foundry Shop
3 White Metal Shop
4 Scheduling Section
5 Smithy Shop
6 Welding7 Machine Shop
8 Tool Room
9 Brass Shop
10 Millwright
-
8/6/2019 Bp Project Kgprw
8/37
P a g e | 8
11 Pantograph Section
12 Electric Rolling Stock POH
13 Heat Treatment Section
14 Plate Shop (Previously Boiler shop)
15 Buffer POH Section(previously tube shop)16 Mechanical transport
17 Sheet Metal Work
18 Basic Training Centre
19 Wheel Shop
20 Production Control Organisation
21 Diesel Shop
22 Patternmaking Shop
23 Saw mill24 Carriage Finishing
25 Carriage Body Repair
26 Carriage Furnishing
27 & 28 Bogie Lifting
29 Carriage Fitting
30 Air Brake Section
31 Paint Shop
32 Trimming Shop33 & 34 Corrosion Repair Shop
35 Bogie Repair Shop
36 to 49 Wagon Shop
50 Power House
51 Train Lighting Shop
52 Electrical Maintenance & Breakdown Section
53 Central Electric Testing Laboratory
54 Diesel Electrical & Tower Wagon55 Air Conditioning Maintenance Shop
56 EMU POH
-
8/6/2019 Bp Project Kgprw
9/37
P a g e | 9
Milestones in the HistoryofKharagpurWorkshop:-
y 1898 : Workshop established.
y 1903 : POH of Steam Locomotives started.y 1917 : POH of Wagons started.
y 1963 : POH of Diesel Locomotives started.
y 1985 : POH of Electric Locomotives started.
y 2004 : Accredited with ISO 9001:2000 certificate.
Safety Precautions Observed At Workshop:-
Personal Safety:-
1. Watchful eye for impending danger.
2. Easy fitting garments should be avoided.
3. Slipping footwear should be avoided.
4. Do not wear tie, wrist watch and finger rings.
Workshop Safety:-
1. Floor should be kept clean.
2. There should not be any passenger under or over the line shaft.
3. Must place guard at proper place.
4. Sufficient place is required around the machine and working area.
General Safety:-
1. Do not stand at opposite to chipping hammering and grinding person.
2.Never disturb the workers attention.
3.Never use tools in improper condition.
4.Never start work on machines without sufficient knowledge.
5. Do not leave the machine in running condition.
6. Switch off the machine when it is not in running condition.
-
8/6/2019 Bp Project Kgprw
10/37
P a g e | 10
LATHE
Introduction:-
A lathe is a machinetool which spins the workpiece to perform various
operations such as cutting, sanding, knurling, drilling or deformation with tools
that are applied to the workpiece to create an object which has symmetryabout an
axis of rotation. The purpose of a lathe is to rotate a part against a tool whose
position it controls. It is useful for fabricating parts and/or features that have a
circular cross section. The spindle is the part of the lathe that rotates. Various
workholding attachments such as three jaw chucks, collets, and centers can be held
in the spindle. The spindle is driven by an electric motor through a system of belt
drives and/or gear trains. Spindle speed is contolled by varying the geometry of thedrive train.
The tailstock can be used to support the end of the workpiece with a center, or to
hold tools for drilling, reaming, threading, or cutting tapers. It can be adjusted in
position along the ways to accomodate different length workpices. The ram can be
fed along the axis of rotation with the tailstock handwheel.
-
8/6/2019 Bp Project Kgprw
11/37
P a g e | 11
History:-
The lathe is an ancient tool, dating at least to the Egyptians and known and
used in Assyria, Greece, the Roman and Byzantine Empires.
The origin of turning dates to around 1300 BC when theEgyptians first developed
a two-person lathe. One person would turn the wood work piece with a rope while
the other used a sharp tool to cut shapes in the wood. The Romans improved the
Egyptian design with the addition of a turning bow. Early bow lathes were also
developed and used in Germany, France and Britain. In the middle ages a pedal
replaced hand-operated turning, freeing both the craftsman's hands to hold the
woodturning tools. The pedal was usually connected to a pole, often a straight-
grained sapling. The system today is called the "spring pole" lathe. Spring pole
lathes were in common use into the early 20th century. A two-person lathe, called
a "great lathe", allowed a piece to turn continuously (like today's power lathes). Amaster would cut the wood while an apprentice turned the crank.
During theindustrial revolution, mechanized power generated by water wheels or
steam engines was transmitted to the lathe via line shafting, allowing faster and
easier work. The design of lathes diverged between woodworking and
metalworking to a greater extent than in previous centuries. Metalworking lathes
evolved into heavier machines with thicker, more rigid parts. The application of
leadscrews, slide rests, and gearing produced commercially practical screw cutting
lathes. Between the late 19th and mid-20th centuries, individual electric motors at
each lathe replaced line shafting as the power source. Beginning in the 1950s,
servomechanisms were applied to the control of lathes and other machine tools via
numerical control(NC), which often was coupled with computers to yield
computerized numerical control (CNC). Today manually controlled and CNC
lathes coexist in the manufacturing industries.
General Construction OfLathes
The design of lathes can vary greatly depending on the intended application;
however, basic features are common to most types. These machines consist of (at
the least) a headstock, bed, carriage, and tailstock. Better machines are solidly
constructed with broad bearing surfaces (slides orways) for stability, and
manufactured with great precision. This helps ensure the components
manufactured on the machines can meet the required tolerances and repeatability.
-
8/6/2019 Bp Project Kgprw
12/37
P a g e | 12
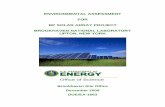
Headstock:-
Headstock with legend, numbers and text within the description refer tothose in the image
The headstock (H1) houses the main spindle (H4), speed change mechanism
(H2,H3), and change gears (H10). The headstock is required to be made as robust
as possible due to the cutting forces involved, which can distort a lightly built
housing, and induce headstock vibrations that will transfer through to the
workpiece, reducing the quality of the finished workpiece.
The main spindle is generally hollow to allow long bars to extend through to the
work area. This reduces preparation and waste of material. The spindle runs in
precision bearings and is fitted with some means of attaching workholding devices
such as chucks or faceplates. This end of the spindle usually also has an included
taper, frequently a Morse taper, to allow the insertion of tapers and centers. On
older machines the spindle was directly driven by a flat belt pulley with lower
speeds available by manipulating the bull gear. Later machines use a gear box
driven by a dedicated electric motor. A fully geared head allows the operator to
select speeds entirely through the gearbox.
Bed:-
The bed is a robust base that connects to the headstock and permits the carriage
and tailstock to be aligned parallel with the axis of the spindle. This is facilitated
-
8/6/2019 Bp Project Kgprw
13/37
P a g e | 13
by hardened and ground ways which restrain the carriage and tailstock in a set
track. The carriage travels by means of a rack and pinion system, leadscrew of
accurate pitch, or feedscrew.
Types of beds include inverted "V" beds, flat beds, and combination "V" and flat
beds. "V" and combination beds are used for precision and light duty work, while
flat beds are used for heavy duty work.
When a lathe is installed, the first step is to levelit, which refers to making sure the
bed is not twisted or bowed. There is no need to make the machine exactly
horizontal, but it must be entirely untwisted to achieve accurate cutting geometry.
A precision level is a useful tool for identifying and removing any twist. It is
advisable also to use such a level along the bed to detect bending, in the case of a
lathe with more than four mounting points. In both instances the level is used as a
comparator rather than an absolute reference.
Feed and lead screws:-
The feedscrew (H8) is a long driveshaft that allows a series of gears to drive the
carriage mechanisms. These gears are located in the apron of the carriage. Both the
feedscrew and leadscrew(H7) are driven by either the change gears (on the
quadrant) or an intermediate gearbox known as a quick change gearbox (H6) or
Norton gear box. These intermediate gears allow the correct ratio and direction to
be set for cutting threads or worm gear. Tumbler gears (operated by H5) are
provided between the spindle and gear train along with a quadrant plate thatenables a gear train of the correct ratio and direction to be introduced. This
provides a constant relationship between the number of turns the spindle makes, to
the number of turns the leadscrew makes. This ratio allows screwthreads to be cut
on the workpiece without the aid of a die.
Some lathes have only one leadscrew that serves all carriage-moving purposes. For
screw cutting, a half nut is engaged to be driven by the leadscrew's thread; and for
general power feed, a key engages with a keyway cut into the leadscrew to drive a
pinion along a rack that is mounted along the lathe bed.
The leadscrew will be manufactured to either imperial or metric standards and will
require a conversion ratio to be introduced to create thread forms from a different
family. To accurately convert from one thread form to the other requires a 127-
tooth gear, or on lathes not large enough to mount one, an approximation may be
-
8/6/2019 Bp Project Kgprw
14/37
P a g e | 14
used. Multiples of 3 and 7 giving a ratio of 63:1 can be used to cut fairly loose
threads. This conversion ratio is often built into the quick change gearboxes.
The precise ratio required to convert a lathe with an Imperial (inch) leadscrew to
metric (millimeter) threading is 100 / 127 = 0.7874... . The best approximation
with the fewest total teeth is very often 37 / 47 = 0.7872... . This transposition
gives a constant -0.020 percent error over all customary and model-maker's metric
pitches (0.25, 0.30, 0.35, 0.40, 0.45, 0.50, 0.60, 0.70, 0.75, 0.80, 1.00, 1.25, 1.50,
1.75, 2.00, 2.50, 3.00, 3.50, 4.00, 4.50, 5.00, 5.50 and 6.00mm).
Carriage:-
Carriage with legend, numbers and text within the description refer tothose in the image
In its simplest form the carriage holds the tool bit and moves it longitudinally
(turning) or perpendicularly (facing) under the control of the operator. The
operator moves the carriage manually via the handwheel(5a) or automatically by
engaging the feed shaft with the carriage feed mechanism (5c). This provides some
relief for the operator as the movement of the carriage becomes power assisted.The handwheels (2a, 3b, 5a) on the carriage and its related slides are usually
calibrated, both for ease of use and to assist in making reproducible cuts. The
carriage typically comprises a top casting, known as the saddle (4), and a side
casting, known as the apron (5).
Cross-slide:-
-
8/6/2019 Bp Project Kgprw
15/37
P a g e | 15
The cross-slide(3) rides on the carriage and has a feedscrew that travels
perpendicular to the main spindle axis. This permits facingoperations to be
performed, and the depth of cut to be adjusted. This feedscrew can be engaged,
through a gear train, to the feed shaft (mentioned previously) to provide automated
'power feed' movement to the cross-slide. On most lathes, only one direction can
be engaged at a time as an interlock mechanism will shut out the second gear train.
Compound rest:-
The compound rest (ortop slide) (2) is usually where the tool post is mounted. It
provides a smaller amount of movement (less than the cross-slide) along its axis
via another feedscrew. The compound rest axis can be adjusted independently of
the carriage or cross-slide. It is used for turning tapers, to control depth of cut when
screwcutting or precision facing, or to obtain finer feeds (under manual control)
than the feed shaft permits. Usually, the compound rest has a protractor marked inits base (2b), enabling the operator to adjust its axis to precise angles.
The slide rest can be traced to the fifteenth century. In 1718 the tool-supporting
slide rest with a set of gears was introduced by a Russian inventor Andrey Nartov
and had limited usage in the Russian industry. In the eighteenth century the slide
rest was also used on French ornamental turning lathes. The suite of gun boring
mills at the Royal Arsenal, Woolwich, in the 1780s by the Verbruggan Family also
had slide rests. The story has long circulated that Henry Maudsley invented it, but
he did not (and never claimed so). The legend that Maudslay invented the slide rest
originated with James Nasmith, who wrote ambiguously about it in his Remarks on
the Introduction ofthe Slide Principle, 1841; later writers misunderstood, and
propagated the error. However, Maudslay did help to disseminate the idea widely.
It is highly probable that he saw it when he was working at the Arsenal as a boy. In
1794, whilst he was working forJoseph Bramah, he made one, and when he had his
own workshop used it extensively in the lathes he made and sold there. Coupled
with the network of engineers he trained, this ensured the slide rest became widely
known and copied by other lathe makers, and so diffused throughout British
engineering workshops. A practical and versatile screw cutting lathe incorporating
the trio of leadscrew, change gears, and slide rest was Maudslay's most importantachievement.
The first fully documented, all-metal slide rest lathe was invented by Jacuas de
Vauncason around 1751. It was described in the Encyclpaedia a long time before
Maudslay invented and perfected his version. It is likely that Maudslay was not
-
8/6/2019 Bp Project Kgprw
16/37
P a g e | 16
aware of Vaucanson's work, since his first versions of the slide rest had many
errors that were not present in the Vaucanson lathe.
Toolpost:-
The tool bit is mounted in the toolpost (1) which may be of the American lantern
style, traditional four-sided square style, or a quick-change style such as the
multifix arrangement pictured. The advantage of a quick change set-up is to allow
an unlimited number of tools to be used (up to the number of holders available)
rather than being limited to one tool with the lantern style, or to four tools with the
four-sided type. Interchangeable tool holders allow all tools to be preset to a center
height that does not change, even if the holder is removed from the machine.
Tailstock:-
The tailstock is a toolholder directly mounted on the spindle axis, opposite
the headstock. The spindle (T5) does not rotate but does travel longitudinally under
the action of a leadscrew and handwheel (T1). The spindle includes a taper to hold
drill bits, centre and other tooling. The tailstock can be positioned along the bed
and clamped (T6) in position as required. There is also provision to offset the
tailstock(T4) from the spindles axis, this is useful for turning small tapers.
The image shows a reduction gear box (T2) between the handwheel and spindle,
this is a feature found only in the larger center lathes, where large drills may
necessitate the extra leverage.
Tailstock with legend, numbers and text within the description refer to those in the
image
-
8/6/2019 Bp Project Kgprw
17/37
P a g e | 17
Major Catagories OfLathe:-
There a variety of lathes catagories. Out of which there are metal-working
lathes, wood-working lathes, cue lathes, glass working lathes, metal spinning
lathes, ornamental turning lathes, reducing lathes, rotary lathes etc. Here our mainconcern is about the metal working lathes.
Metal-Working Lathe: In ametalworking lathe, metal is removed from theworkpiece using a hardened cutting tool, which is usually fixed to a solid moveable
mounting, either a toolpost or a turret, which is then moved against the workpiece
using handwheels and/or computer controlled motors. These (cutting) tools come
in a wide range of sizes and shapes depending upon their application. Some
common styles are diamond, round, square and triangular.
The toolpost is operated by leadscrews that can accurately position the tool in a
variety of planes. The toolpost may be driven manually or automatically to produce
the roughing and finishing cuts required to turn the workpiece to the desired shape
and dimensions, or for cutting threads, worm gears etc. Cutting fluid may also be
pumped to the cutting site to provide cooling, lubrication and clearing of swarf
from the workpiece.
Manually controlled metalworking lathes are commonly provided with a variable
ratio gear train to drive the main leadscrew. This enables different thread pieces to
be cut. On some older lathes or more affordable new lathes, the gear trains arechanged by swapping gears with various numbers of teeth onto or off of the shafts,
while more modern or expensive manually controlled lathes have a quick change
box to provide commonly used ratios by the operation of a lever. CNC lathes use
computers and servomechanisms to regulate the rates of movement.
On manually controlled lathes, the thread pitches that can be cut are, in some ways,
determined by the pitch of the leadscrew: A lathe with a metric leadscrew will
readily cut metric threads (including BA), while one with an imperial leadscrew
will readily cut imperial unit based threads such as BSW or UTS (UNF,UNC).
This limitation is not insurmountable, because a 127-tooth gear, called a
transposing gear, is used to translate between metric and inch thread pitches.
However, this is optional equipment that many lathe owners do not own. It is also a
larger changewheel than the others, and on some lathes may be larger than the
changewheel mounting banjo is capable of mounting.
-
8/6/2019 Bp Project Kgprw
18/37
P a g e | 18
The workpiece may be supported between a pair of points called centres, or it may
be bolted to a faceplate or held in a chuck. A chuck has movable jaws that can grip
the workpiece securely.
There are some effects on material properties when using a metalworking lathe.
There are few chemical or physical effects, but there are many mechanical effects,
which include residual stress, microcracks, workhardening, and tempering in
hardened materials.
A modern metal-working lathe
Types OfLathe:-
Metal-working lathes can be classified into different types such as:-
1. Centre lathe/ engine lathe/ bench lathe2. Toolroom lathe3. Turret lathe and Capstan lathe4. Gang-tool lathe5. Multispindle lathe6. CNC lathe7. Swiss-style lathe8. Combination lathe
9. Mini lathe and Micro lathe10.Wheel lathe11.Brake lathe
Out of these, centre lathe, turret lathe and capstan lathe are the most
common in a workshop.
-
8/6/2019 Bp Project Kgprw
19/37
P a g e | 19
Center lathe / engine lathe / bench lathe:-
A typical center lathe.
The terms center lathe, engine lathe, and bench lathe all refer to a basic type of
lathe that may be considered the archetypical class of metalworking lathe most
often used by the general machinist or machining hobbyist. The name bench lathe
implies a version of this class small enough to be mounted on a workbench (but
still full-featured, and larger than mini-lathes or micro-lathes). The construction of
a center lathe is detailed above, but depending on the year of manufacture, size,
price range, or desired features, even these lathes can vary widely between models.
Engine lathe is the name applied to a traditional late-19th-century or 20th-centurylathe with automatic feed to the cutting tool, as opposed to early lathes which were
used with hand-held tools, or lathes with manual feed only. The usage of "engine"
here is in the mechanical-device sense, not the prime-mover sense, as in the steam
engines which were the standard industrial power source for many years. The
works would have one large steam engine which would provide power to all the
machines via a line shaft system of belts. Therefore early engine lathes were
generally 'cone heads', in that the spindle usually had attached to it a multi-step
pulley called a cone pulley designed to accept a flat belt. Different spindle speeds
could be obtained by moving the flat belt to different steps on the cone pulley.
Cone-head lathes usually had a countershaft (layshaft) on the back side of the cone
which could be engaged to provide a lower set of speeds than was obtainable by
direct belt drive. These gears were called back gears. Larger lathes sometimes had
two-speed back gears which could be shifted to provide a still lower set of speeds.
-
8/6/2019 Bp Project Kgprw
20/37
P a g e | 20
When electric motors started to become common in the early 20th century, many
cone-head lathes were converted to electric power. At the same time the state of
the art in gear and bearing practice was advancing to the point that manufacturers
began to make fully geared headstocks, using gearboxes analogous to automobile
transmissions to obtain various spindle speeds and feed rates while transmitting the
higher amounts of power needed to take full advantage of high speed steel tools.
The inexpensive availability of electronics has again changed the way speed
control may be applied by allowing continuously variable motor speed from the
maximum down to almost zero RPM. (This had been tried in the late 19th century
but was not found satisfactory at the time. Subsequent improvements have made it
viable again.)
Turret lathe and capstan lathe:-
Turret lathes and capstan lathes are members of a class of lathes that are used for
repetitive production of duplicate parts (which by the nature of their cutting
process are usually interchangeable). It evolved from earlier lathes with the
addition of the turret, which is an indexable toolholder that allows multiple cutting
operations to be performed, each with a different cutting tool, in easy, rapid
succession, with no need for the operator to perform setup tasks in between (such
as installing or uninstalling tools) nor to control the toolpath. (The latter is due to
the toolpath's being controlled by the machine, either in jig-like fashion [via the
mechanical limits placed on it by the turret's slide and stops] or via IT-directed
servomechanisms [on CNC lathes].)
There is a tremendous variety of turret lathe and capstan lathe designs, reflecting
the variety of work that they do. Each lathe specializes in a different type of work
and use. The use of a particular lathe depends upon the workmans considerations
and expertise.
-
8/6/2019 Bp Project Kgprw
21/37
P a g e | 21
Turret lathe
Diff
erenceb
etw
een turret and centre lathe:-Centre Lathe Turret Lathe
1.Tail stock with only centreand no auto moving function.
2.Tailstock can hold only onetool.
3.Arrangement for more than
one cut at a time isuncommon.
4.Heavy working notadvantageous. Mass
production cannot be done.
5.Possess only a limitednumber of speed forheadstock.
1.Hexagonal stock resemblinga turret with tool holder and
auto mode.
2.Tailstock can carry six toolsfor turning a job.
3.Two or more cuts at a time is
possible.
4.Heavy working machine, canbe used for mass production.
5.Possess a wider range ofspeed for headstock.
-
8/6/2019 Bp Project Kgprw
22/37
P a g e | 22
Difference Between Turret and Capstan Lathe:-
Turret Lathe Capstan Lathe1.The tool head is mounted on
a saddle sliding directly on
the bed.2.It is suitable for long and
heavy work. Can work on
bars upto 200mm diameter
1500mm long in diameter.
3.The turrets and deadstops onturrets have to be indexed
into position with hand.4.Chuck diameter may be upto
750mm.
1.The tool head is carried upona slide mounted on a saddle
bolted to the bed of the lathe.2. It has a relatively short stroke
of tool head.
3.They are equipped withautomatic indexing.
4.Chuck diameter may be up to300mm.
Comparative study ofdifferent lathes:-
A turret lathe possesses a wider range of speed than a centre lathe. Hence itis advantageous to work with a turret lathe. When working with a turret lathe the
user gets the advantage of six tools at the tailstock whereas the centre lathe can
have only one tool. Further the tool post of a turret lathe can hold four tools which
can be indexed by 90 degrees. The feed movement is regulated by stops or feed
trips. All these arrangements save time. The user does not have to change different
tools time and again for different cuts. On a turret lathe threads are usually cut by
dieheads or taps. These enable speedy operation. Capstan and turret lathes are
designed to act as production machines whereas an engine or centre lathe is
designed to machine many type of jobs, within limits. Thus an engine lathe is a
general purpose machine. Hence when mass production is required turret lathe or
capstan lathe is favourable.
However, turret lathe does not possess automatic indexing of the turret
which though very little hampers the flow of work as it has to be done manually.
-
8/6/2019 Bp Project Kgprw
23/37
P a g e | 23
This flaw is corrected in a capstan lathe which has a automatic indexing
mechanism. But capstan lathe is only suitable for jobs of diameter up to 300mm.
above this range only turret lathe is suitable.
Sometimes when holding a heavy and lengthy job between the chuck andtail stock, the weight of the body is a major problem. First of all it is difficult for
the chuck and the tailstock to hold such a heavy job between them. Secondly the
weight acting at the centre of the body tends to make the body of the job bend
towards the ground. This can cause a change in dimension of the job leading to
rejection of the job piece. To overcome this difficulty vertical turret lathes are
provided. Here the job is placed on a horizontal chuck with its axis at right angles
to the ground. The cutting tools are attached at the top of the machine or by the
sides. This arrangement nullifies the distortion of the job due to self weight.
A vertical turret lathe
Specifications of lathe:-
The size of a lathe is specified by:-
1. The height of the centers above the top of the bed.
-
8/6/2019 Bp Project Kgprw
24/37
P a g e | 24
2. The swing or the maximum diameter of the work that can be rotated over the
ways of the bed.
3. The maximum length of the work that can be accommodated between the
lathe centre.
4. The maximum diameter of the work that can be rotated over the lathespindle.
Cutting Tools Used In Lathe:-
y Facing tools are ground to provide clearance with a center.
y Roughing tools have a small side relief angle to leave more material to
support the cutting edge during deep cuts.y Finishing tools have a more rounded nose to provide a finer finish. Round
nose tools are for lighter turning. They have no back or side rake to permit
cutting in either didection.
y Left hand cutting tools are designed to cut best when traveling from left to
right.
y Aluminum is cut best by specially shaped cutting tools (not shown) that are
used with the cutting edge slightly above center to reduce chatter.
Standard Cutting Tools
-
8/6/2019 Bp Project Kgprw
25/37
P a g e | 25
Starting From The Left Side The Cutting Tools Are:-
1. Outside thread-cutting.2. Under cutting tool.3. Right hand Side Tool.4. Left Hand side Tool.5. V-shaped right hand side tool.6. V-shaped left hand side tool.7. V tool.
8. Knurling tool.9. Radius tool left hand end.10.Radius tool right hand end.11.Boring tool.12.Inside thread cutting tool.
Boring tool and inside thread cutting tool
-
8/6/2019 Bp Project Kgprw
26/37
P a g e | 26
Installing a Cutting Tool
Lathe cutting tools are held by tool holders. To install a tool, first clean the holder,then tighten the bolts.
The tool post is secured to the compound with a T-bolt. The tool holder is secured
to the tool post using a quick release lever.
Positioning the Tool
In order to move the cutting tool, the lathe saddle and cross slide can be moved by
hand.
There are also power feeds for these axes. Procedures vary from machine to
machine.
A third axis of motion is provided by the compound. The angle of the compound
can be adjusted to allow tapers to be cut at any desired angle. First, loosen the bolts
securing the compound to the saddle. Then rotate the compound to the desired
angle referencing the dial indicator at the base of the compound. Retighten the
bolts. Now the tool can be hand fed along the desired angle. No power feed is
available for the compound. If a fine finish is required, use both hands to achieve a
smoother feed rate.
The cross slide and compound have a micrometer dial to allow accurate
positioning, but the saddle doesn't. To position the saddle accurately, you may use
a dial indicator mounted to the saddle. The dial indicator presses against a stop
(often a micrometer as shown in the clip below).
Feed, Speed, and Depth ofCut
Cutting speed is defined as the speed at which the work moves with respect to thetool (usually measured in feet per minute). Feed rate is defined as the distance the
tool travels during one revolution of the part. Cutting speed and feed determines
the surface finish, power requirements, and material removal rate. The primary
factor in choosing feed and speed is the material to be cut. However, one should
also consider material of the tool, rigidity of the workpiece, size and condition of
the lathe, and depth of cut. For most Aluminum alloys, on a roughing cut (.010 to
-
8/6/2019 Bp Project Kgprw
27/37
P a g e | 27
.020 inches depth of cut) run at 600 fpm. On a finishing cut (.002 to .010 depth of
cut) run at 1000 fpm. To calculate the proper spindle speed, divide the desired
cutting speed by the circumference of the work. Experiment with feed rates to
achieve the desired finish. In considering depth of cut, it's important to remember
that for each thousandth depth of cut, the work diameter is reduced by two
thousandths.
Operations Done On A Lathe:-
Turning
The lathe can be used to reduce the diameter of a part to a desired dimension. First,
clamp the part securely in a lathe chuck . The part should not extend more that
three times its diameter. Then install a roughing or finishing tool (whichever is
appropriate). If you're feeding the saddle toward the headstock (as in the clip
below) use a right-hand turning tool. Move the tool off the part by backing the
carriage up with the carriage handwheel, then use the cross feed to set the desired
depth of cut. In the clip below, a finish cut is made using the power feed for a
smoother finish. Remember that for each thousandth depth of cut, the work
diameter is reduced by two thousandths.
Facing
A lathe can be used to create a smooth, flat, face very accurately perpendicular to
the axis of a cylindrical part. First, clamp the part securely in a lathe chuck. Then,
install a facing tool. Bring the tool approximately into position, but slightly off of
the part. Always turn the spindle by hand before turning it on. This ensures that no
parts interfere with the rotation of the spindle. Move the tool outside the part and
adjust the saddle to take the desired depth of cut. Then, feed the tool across the
face with the cross slide. The following clip shows a roughing cut being made;about 50 thousandths are being removed in one pass. If a finer finish is required,
take just a few thousandths on the final cut and use the power feed. Be careful
clearing the ribbon-like chips; They are very sharp. Do not clear the chips while
the spindle is turning. After facing, there is a very sharp edge on the part. Break the
edge with a file.
-
8/6/2019 Bp Project Kgprw
28/37
P a g e | 28
Parting
A parting tool is deeper and narrower than a turning tool. It is designed for makingnarrow grooves and for cutting off parts. When a parting tool is installed, ensure
that it hangs over the tool holder enough that the the holder will clear the
workpiece (but no more than that). Ensure that the parting tool is perpendicular to
the axis of rotation and that the tip is the same height as the center of the part. A
good way to do this is to hold the tool against the face of the part. Set the height of
the tool, lay it flat against the face of the part, then lock the tool in place. When the
cut is deep, the side of the part can rub against sides of the groove, so it's especially
important to apply cutting fluid. In this clip, a part is cut off from a piece of stock.
Drilling
A lathe can also be used to drill holes accurately concentric with the centerline of a
cylindrical part. First, install a drill chuck into the tail stock. Make certain that the
tang on the back of the drill chuck seats properly in the tail stock. Withdraw the
jaws of the chuck and tap the chuck in place with a soft hammer.
Move the saddle forward to make room for the tailstock. Move the tailstock into
position, and lock the it in place (otherwise it will slide backward as you try to
drill). Before starting the machine, turn the spindle by hand. You've just moved thesaddle forward, so it could interfere with the rotation of the lathe chuck. Always
use a centerdrill to start the hole.. You should use cutting fluid with the centerdrill.
It has shallow flutes (for added stiffness) and doesn't cut as easily as a drill bit.
Always drill past the beginning of the taper to create a funnel to guide the bit in. In
this clip, a hole is drilled with a drill bit. Take at most one or two drill diameters of
material before backing off, clearing the chips, and applying cutting fluid. If the
drill bit squeeks, aplly solvent more often. The drill chuck can be removed from
the tail stock by drawing back the drill chuck as far as it will easily go, then about a
quarter turn more. A pin will press the chuck out of the collet.
Boring
Boring is an operation in which a hole is enlarged with a single point cutting tool.
A boring bar is used to support the cutting tool as it extends into the hole. Because
of the extension of the boring bar, the tool is supported less rigidly and is more
-
8/6/2019 Bp Project Kgprw
29/37
P a g e | 29
likely to chatter. This can be corrected by using slower spindle speeds or by
grinding a smaller radius on the nose of the tool.
Boring On a Lathe
Single Point Thread Turning
External threads can be cut with a die and internal threads can be cut with a tap.
But for some diameters, no die or tap is available. In these cases, threads can be cut
on a lathe. A special cutting tool should be used, typically witha 60 degree nose
angle. To form threads with a specified number of threads per inch, the spindle is
mechanically coupled to the carriage lead screw. Procedures vary for different
machines.
Advanced Work Holding
Some parts require special techniques to hold them properly for lathe work. For
instance, if you wish to cut on the entire outside diameter of a part, then the part
cannot be held in a chuck or collet. If the part has a hole through it, you can press it
on to a lathe arbor (a slightly tapered shaft), and clamp onto the arbor rather than
the part itself. The hole must have an adequate aspect ratio or the part will not be
firmly supported.
If the part has a very large hole through it, a lathe arbor may not be a practicable
solution. You may instead use the outside of the jaws to hold the inside diameter of
the part.
If the part has a very complex geometry, it may be neccesary to install the part onto
a face plate. The face plate is then attached to the spindle.
-
8/6/2019 Bp Project Kgprw
30/37
P a g e | 30
Modern Lathes:-
The types of modern lathes are as varied as are the occupations of those who use
them. The mechanic, the soft-wood turner, and the amateur, for instance, differ so
greatly in their requirements that lathes which would be well suited to one would
be very poorly adapted, if not practically useless, to another.
Thus the professional turner of soft wood, with a lathe of which the frame and even
the fly-wheel are of timber, will use a high rate of speed, sharp tools, and light
cuts, thus obtaining results with which the owner of an elaborate lathe cannot at allcompete. A modern mechanic's lathe, on the other hand, has very different
demands made upon it. For this the greatest possible steadiness in all its working
parts is the main requirement, and it is of great advantage to have the means of
obtain-ing a slow speed, so as to be able to take the heaviest cuts which its strength
and the power available warrant. As a result, timber has given way to cast iron or
gun-metal or steel in almost every part of a lathe. In nearly all these modern lathes
a metal spindle revolving in metal bearings determines the axis previously referred
to, and as this spindle turns in one direction, the revolving wood has a movement
that is steady, smooth, and continuous. The cutting tool is supported on an
adjustable rest, and the speed of revolution may be varied within comparatively
wide limits.
Moreover manual or semi automatic lathes have given way to CNC lathes
which have much more accuracy in cutting. The CNC lathes are also easy to use
and reduce manual labor as they run on programming. This saves a lot of time. Themodern age lathes have also focused on safety of the workman using them. Hence
they are being provided with extra guards and covers to keep the workmen safe.
The modern lathes have definitely evolved a great deal from their ancestors in the
path of their service to those workmen who work with them.
-
8/6/2019 Bp Project Kgprw
31/37
P a g e | 31
Some jobs done with lathe:-
KNUCKLE PIVOT PIN
MATERIAL : 63MM DIA. 3600MM LONG ( MILD STEEL)
SPECIFICATION : IS-2062
WEIGHT : 88.092 KG
DIAGRAM:-
OPERATIONS :-
1. SW bar over 3600mm in length should be saw cut in to pieces
suitable to multiple of unit length ( to avoid crop end ).
-
8/6/2019 Bp Project Kgprw
32/37
P a g e | 32
2. Chucking.
3. Setting of the job in correct position.
4. Turning of the job to create 41.28 MM DIA. 335 MM long.
5. Turning the job again to get a section of 25 MM DIA. 5 MM Long.
6. Reversing the job and then turning the job again to get a collar of
dimension 52.4 MM DIA 12.5 MM long.
7. Cut off to length 347.5 MM long.
RIVET HEAD
MATERIAL : 64 MM DIA. 3600 MM LONG ( MILD STEEL)
SPECIFICATION : IS-2062
DIAGRAM:-
-
8/6/2019 Bp Project Kgprw
33/37
P a g e | 33
OPERATIONS:-
1. Saw the mild steel bar as per required size.
2. Chucking.
3. Facing of the job.
4. Turning to 22 MM DIA. 103 MM long.
5. Turning to reduce to 16 MM DIA. 73 MM LONG.
6. Turning to create the collar 35 MM DIA. 20 MM LONG.
7. Cut off to length 123 MM long.
8. Chucking again to make rivet head.
9. Shaping.
10.Turning from radius 17.5 MM 15.5 MM long at head position.
-
8/6/2019 Bp Project Kgprw
34/37
P a g e | 34
-
8/6/2019 Bp Project Kgprw
35/37
P a g e | 35
PERSONAL EXPERIENCE
The vocational training at Kharagpur Railway Workshop
has been an invaluable experience. The Workshop is the largestintegrated workshop of the Indian Railways and hence there are
many things to learn from here. During my training I interacted
with the workers of the various sections of the workshop. They
were very much hospitable and ready to help with my queries.
The co-operation I got from them is really admirable. My
instructors also guided me throughout my training. It was for
them that I was able to cop up with the working environment of
the workshop. The special classes held on safety, history of
Indian Railways, labour laws and a tour to the model rooms of
the Supervisors Training Centre were also very educational. In
Kharagpur Railway Workshop work is worship. The training at
the workshop will remain a memorable one.
-
8/6/2019 Bp Project Kgprw
36/37
P a g e | 36
CONCLUSION
Motivation comes for any work, from within and heavily
depends on individual consideration, which are bound to bedifferent for each human positiveness of character makes him/her
flexible , tolerant and sound in any specific consideration. The
positiveness heavily depends on the individuals education and
curiosity.
During my course of training in Kharagpur Railway
Workshop ( South Eastern Railway). I have experienced animmense pleasure while comparing the text that I have come
across practically conversing with people and obtain through
questionnaire which helped me lot to finish my report.
Finally I would like to thank my instructor and all the person
of this organization who had helped me lot during my course.
-
8/6/2019 Bp Project Kgprw
37/37
P a g e | 37
BIBLIOGRAPHY
1.A Textbook Of Production Engineering, P.C. Sharma.
2.
Elements Of Workshop Technology, Hajra andChoudhury.
3.Manufacturing Processess, H.S. Bawa.
4.Wikipedia.
5.Manufacturing Science, Ghosh and Mallik.