BOTTLENECK-BASED SYNCHRONISATION OF ENGINEERING … · BOTTLENECK-BASED SYNCHRONISATION OF...
20
International Association for Management of Technology IAMOT 2010 Proceedings Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 1 Bottleneck-based synchronization of engineering and manufacturing BOTTLENECK-BASED SYNCHRONISATION OF ENGINEERING AND MANUFACTURING JOHANNES HINCKELDEYN Hamburg University of Applied Science Department Mechanical Engineering and Production Berliner Tor 21, 20099 Hamburg, Germany Email: [email protected] Rob Dekkers University of the West of Scotland Business School Paisley PA1 2BE, United Kingdom Email: [email protected] Nils Altfeld Hamburg University of Applied Science Department Mechanical Engineering and Production Berliner Tor 21, 20099 Hamburg, Germany Email: [email protected] Jochen Kreutzfeldt* Hamburg University of Applied Science Department Mechanical Engineering and Production Berliner Tor 21, 20099 Hamburg, Germany Email: [email protected] *corresponding author Abstract: The synchronization of manufacturing and engineering is crucial for companies in the engineer to order or the make to order environment. The competitive advantage of these companies is based on the flexible fulfillment of customer requirements. A shortage of engineers, like for example in Germany, is especially threatening to these companies. To face this challenge, the productivity of engineering has to be increased. Many experiences in the field of productivity improvement measures have been gained in production management until today. The objective of this paper is therefore to investigate, if production man- agement principles could be applied to engineering management. Engineering and manufacturing processes are compared and the similarities are identified. Based on this evaluation two possible bottleneck management approaches from manufac- turing are assessed regarding their applicability in engineering. Keywords: Engineering Management, Bottlenecks, Drum Buffer Rope, Slot Planning, Production Management Impact of Engineering to Manufacturing A good and quick engineering of products and processes is especially important for companies, who work in a make to order (MTO) or engineer to order (ETO) environment. The competitive advantage of these companies is based on the fulfillment of individual customer requirements (Westkämper 2006, p.16), which can be satisfied by engineering the product according to the customer’s preference. The approach demands a high flexibility and capability in manufacturing and engineering processes. The success factor is the capability to deliver the specific order in time (Handfield 1994, p.384). Therefore a short lead time and effective synchronization of the individual process management could be viewed as
Transcript of BOTTLENECK-BASED SYNCHRONISATION OF ENGINEERING … · BOTTLENECK-BASED SYNCHRONISATION OF...

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 1
Bottleneck-based synchronization of engineering and manufacturing
BOTTLENECK-BASED SYNCHRONISATION OF ENGINEERING AND MANUFACTURING
JOHANNES HINCKELDEYN
Hamburg University of Applied Science
Department Mechanical Engineering and Production
Berliner Tor 21, 20099 Hamburg, Germany
Email: [email protected]
Rob Dekkers
University of the West of Scotland
Business School
Paisley PA1 2BE, United Kingdom
Email: [email protected]
Nils Altfeld
Hamburg University of Applied Science
Department Mechanical Engineering and Production
Berliner Tor 21, 20099 Hamburg, Germany
Email: [email protected]
Jochen Kreutzfeldt*
Hamburg University of Applied Science
Department Mechanical Engineering and Production
Berliner Tor 21, 20099 Hamburg, Germany
Email: [email protected]
*corresponding author
Abstract: The synchronization of manufacturing and engineering is crucial for companies in the engineer to order or the make to order
environment. The competitive advantage of these companies is based on the flexible fulfillment of customer requirements. A
shortage of engineers, like for example in Germany, is especially threatening to these companies. To face this challenge, the
productivity of engineering has to be increased. Many experiences in the field of productivity improvement measures have
been gained in production management until today. The objective of this paper is therefore to investigate, if production man-
agement principles could be applied to engineering management. Engineering and manufacturing processes are compared
and the similarities are identified. Based on this evaluation two possible bottleneck management approaches from manufac-
turing are assessed regarding their applicability in engineering.
Keywords: Engineering Management, Bottlenecks, Drum Buffer Rope, Slot Planning, Production Management
Impact of Engineering to Manufacturing
A good and quick engineering of products and processes is especially important for companies, who
work in a make to order (MTO) or engineer to order (ETO) environment. The competitive advantage of
these companies is based on the fulfillment of individual customer requirements (Westkämper 2006,
p.16), which can be satisfied by engineering the product according to the customer’s preference. The
approach demands a high flexibility and capability in manufacturing and engineering processes. The
success factor is the capability to deliver the specific order in time (Handfield 1994, p.384). Therefore a
short lead time and effective synchronization of the individual process management could be viewed as

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 2
Bottleneck-based synchronization of engineering and manufacturing
crucial. The manufacturing of a product is directly related to engineering process, as this process sup-
plies the manufacturing process with the necessary information. The organization of the manufacturing
process in MTO and ETO environments are usually job shops (Dyckhoff 2007, p. 28; Lödding 2008, p.
97), which cooperate closely with the engineering process. This type of manufacturing organization
provides the necessary degree of flexibility to handle the individual engineered orders in this kind of
companies to assure the competitive advantage of engineering companies.
Germany as an example of engineering bottlenecks
The economy in Germany is quite powerful and the country holds the fourth position in the ranking of
economies in the world (UNCTAD 2008, p.399). The competitive advantage of German mechanical en-
gineering companies lies in the high quality and the flexible consideration of customer requirements
(Berkermann et.al. 2009, p.5), but it is threatened by a shortage of skilled engineers. These companies
invested in 2008 approximately 50 billion Euros in research and development for new and existing
products (Krebs 2008). The respective engineering processes therein must have an accordingly high
standard of capability and coordination. The activities of these engineering processes are mostly carried
out by professionals, who hold usually a University degree in an engineering subject (Krebs 2007). A
shortage of these skilled workers is especially threatening to engineering companies, because their staff
has a disproportionately high amount of engineers. The rate of engineers within the whole workforce of
the branch has doubled over the last 25 years to 16.5 percent (Krebs 2007). Despite the financial crisis,
Germany is still suffering from a shortage of 44.000 skilled engineers, which creates an economic dam-
age of at least 6.6 billion € in 2009 (Koppel 2009). It is quite unlikely, that this constraint can be solved
within the next years by enhancing engineering capacities, because there will not be enough engineering
students available (OECD 2008). In addition other German speaking countries, like Switzerland, are al-
so suffering from similar shortages (Gehrig & Fritschi 2008). A possible solution for the problem is to
increase the productivity of engineering processes. Production management has gained much experience
in this field over the years of research and application in industry. Bottleneck management could serve
as an example for a productivity enhancement method. However, most approaches for bottleneck man-
agement are restricted to manufacturing processes. It is therefore important to assess, if an adoption of
bottleneck mechanisms from production management is possible.
Objectives and approach of the paper
The objective of the paper is to compare manufacturing and engineering processes and to discuss the
applicability of production management principles in engineering. The question is raised, if the produc-
tivity in engineering could be increased through application of experiences from production manage-
ment. The paper is structured as follows: The next section gives an overview about the background of
engineering management approaches from literature. Thereafter engineering and manufacturing
processes are outlined and compared to underpin the applicability of production management principles.
Two possible bottleneck solutions from production management are chosen and their characteristics are
described. These possible bottleneck management approaches are evaluated regarding their applicability
in engineering. The outcomes are discussed and steps for further research in this field are identified. A
recent study shows, that the resource management in research and development processes is only poorly
implemented and incorporates a high potential for optimization (Franke et.al. 2009). The bottlenecks in
engineering are usually known in the organization, but no systematic concepts have been developed so
far. This is in contrast to production management, where a huge amount of bottleneck solutions are
available. This contribution investigates the applicability and restrictions of such bottleneck approaches
to engineering processes.

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 3
Bottleneck-based synchronization of engineering and manufacturing
Background of engineering management
Productivity is related to the resource planning and control of engineering projects. Several approaches
for managing engineering projects have been developed so far. According to Coates et.al.(2004), the
project outcomes are determined by five success factors. These are the coordination within the project,
the communication between project partners, a reasonable task allocation, an all-embracing time man-
agement and a resource planning for the effective utilization of all project partners. Wheelwright and
Clark (1992a) introduce a procedure for capacity balancing in engineering processes. Based on a project
categorization system, a processing sequence of engineering projects is detected for planning of engi-
neering processes.
According to Chang (2004), planning and control is an essential task of engineering management. The
problem in planning engineering workload is the creative character of engineering activities, which
creates uncertainty in planning parameters. The engineering as a capacity bottleneck is identified by
Färber et.al.(2002). A possible solution for planning engineering parameters is to compute average dura-
tions and workloads of previous engineering projects (Tracht 2001). The relationships between product
function and resource allocation is modeled in an interdependence matrix by Meier and Hanenkamp
(2003). An additional way of planning is process modeling. Wheelwright and Clark (1992b) develop an
ideal process to reduce the throughput time of development projects. This procedure is intensified in
concurrent engineering (Yassine & Braha 2003) by integrating relevant parties as soon as possible in the
engineering process. A similar solution can be found in simultaneous engineering (Bullinger & War-
schat 1997; Chang et.al. 1994), which tries to parallelize tasks in engineering processes. Engineering
productivity can be controlled through performance measurement. A comprehensive set of solutions for
performance measurement in engineering is developed by Leyndekker (2000a). In a first step, he de-
scribes general dimensions of performance in engineering. In his further articles, he emphasizes on solu-
tions for measuring adherence to schedules (Leyndekker 2000b), capability for innovation (Leyndekker
2000c) and personal performance (Leyndekker 2000d). All these approaches are integrated a balanced
scorecard model (Leyndekker 2000e). All these approaches are not derived from production manage-
ment.
Planning and control is an original activity of production management. The applicability of production
management principles in engineering processes are hypothesized by Dekkers (2006). Examples for
successful applications are lean thinking in development processes (Adler et. al. 1996) and a Just in
Time scheduling system for engineering (Wildemann 1994). The literature review in engineering man-
agement showed that a scheduling method has to be able to work with project management. Goldratt
expanded his Theory of Constraints (TOC) (Goldratt 1990) on project management with his book “Crit-
ical Chain” (Goldratt 1997). The adherence to schedules is assured by placing projects buffer along the
critical path of a single project and thus the rate of delayed projects decreased (Rand 2000). The placing
of project buffers has been facilitated in the meanwhile by considering more parameters (Wei et.al.
2002). However engineering projects are usually carried out in a multi project management environ-
ment. Fricke and Shenbar (2000) propose a multi-project-management for the planning of engineering
projects. They emphasize on the prioritization of projects and the allocation of resources. Steyn (2002)
provides an application of TOC in the multi project management environment. Based upon the Drum
Buffer Rope method, he creates a bottleneck based scheduling of projects. Engineering projects however
are creative information transformation processes (Eversheim et.al. 1994) and therefore services, which
cannot be stored (Meffert 2000). Drum Buffer Rope works with a sophisticated buffer management and
it is questionable, if this is the right scheduling system for engineering projects. To evaluate the applica-
bility, the engineering and manufacturing process are compared. Based on this evaluation the Drum
Buffer Rope method is evaluated against another scheduling method from production management.

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 4
Bottleneck-based synchronization of engineering and manufacturing
Parallels of manufacturing and engineering processes
The following section is concerned with the hypothesis, that engineering can be managed with produc-
tion management principles in the focus of productivity improvement. Productivity improvement meas-
ures optimize the relation of input and output (Slack et.al. 2007; p.51) and can be manifold. Examples
are decreasing input with a sophisticated resource allocation or raising output through automated
processes or intelligent bottleneck utilization. The hypothesis to treat engineering management with
production management principles was assessed in a focus group investigation. Focus group research is
a method, which is commonly used for the development of hypothesis (Rook 2007, p. 125). This re-
search method facilitates the data collection through interaction within a group to elicit rich experiences
and expertise in the addressed research area (Asbury 1995, p.414). Here, the focus group contained eight
participants. All of the participants have gained at least three years of working experience as an engi-
neering and production manager. The group consisted of three engineering managers, three production
managers and two managers, who have gained experience in both fields. This group composition was
chosen to foster the exchange and the discussion, whether production management principles are appli-
cable to engineering. To support and guide the group discussion a questioning route of nine questions
was developed. The group discussion took two hours and the outcomes were documented with field
notes supported by audio recording. The protocol of the focus group was analyzed thematically (Rook
2007, p.122). The analysis process was structured according to the classical analysis strategy from
Krueger (2009, p.118), which offers a systematic approach to assign answers to the investigated ques-
tions. The answers are integrated in the subsequent sections.
Scope of engineering processes
Engineering is usually concerned with the transformation of specific customer requirements into infor-
mation to satisfy the customer needs (Eversheim et.al. 1994). Therefore, the overall objective is to fulfill
efficiently the customer requirements regarding quality and timeliness (Stewart & Calloway 1982). At
first, the activities of the operative engineering process must be defined. The research and development
process can be divided into five phases (Abele et.al. 2006):
1. Research for basic innovation, like the investigation of new active principles or materials.
2. New platform development means usually to develop new products and it is therefore often dif-
ficult to reuse older parts or components.
3. The development of application for the adjustment of products to market demands are change
request or product variations. These orders are easier to plan and control, because of the consi-
derable amount of reuse of previous parts and projects.
4. The development of production processes and techniques can be carried out parallel or after the
development of new products or applications.
5. Manufacturing support is responsible for ramp-up of new and improvement of existing produc-
tion processes.
The research process (1.) is not considered as part of an engineering process. Such projects show usually
a unique character and therefore mostly processed in own project organizations without any contact to
the manufacturing department (Abele et.al. 2006). However product and process development in me-
chanical engineering companies are usually carried out close to the manufacturing and in incremental
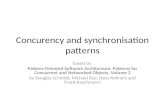
innovative steps (Keegan & Turner 2002). Figure 1 shows the framework of the operative engineering
process:

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 5
Bottleneck-based synchronization of engineering and manufacturing
Figure 1: Framework of engineering process.
A process according to DIN ISO 9000 (2005) is defined as a set of tasks, which are related via interac-
tions or interdependencies. The purpose of these tasks is to transform input into output. Engineering is
carried out with interfaces to purchasing, customers, manufacturing, work preparation, research, sales
and service process. The input of the engineering process can come from both internal and external cus-
tomers. External customers buy products of a company and generate new orders, which must be
processed through the engineering process. In addition internal customers can also generate engineering
orders, e.g. orders for the development of production equipment or new production procedures. Both in-
ternal and external customer orders can be described through specific requirements and delivery date of
the expected outcome. The outputs of the engineering process are mostly attributes or specifications of
products, processes or systems. These outcomes are information for the related processes, which be-
come manifest in form of documents, e.g. construction drawings, bills of materials, working plans or
process descriptions. The number of documents is sometimes used for workload planning in engineering
(Eversheim 1994). It is important to notice, that engineering is a service and its output is therefore most-
ly intangible. The resources in development task are allocated through projects (O’Connor, 1994),
which can be characterized by a well defined start and delivery date. Solutions for engineering project
planning are provided in literature (Tracht 2001; Wildemann 2003). To achieve the project objectives
the boundaries of time, costs and resources have to be considered. Further, engineering processes work
usually iteratively.
This iterative character is caused by the information transformation process of engineering. The degree
of uncertainty is related to the novelty of the engineering task. Application development in form of
change requests is in most of the cases easy to predict and to handle, because the engineering can go
back to previous projects and experiences for planning purposes. For that reason, a good knowledge
management and a well documented database are the foundation of a good engineering planning, be-
cause 69% of all engineering processes can reuse at least 25% of the parts for several times (Hörnig &
Gittmann 2006). The platform development however is more difficult to plan and control, because of the
rising degree of novelty and 87% of all engineering processes change often (Hörnig & Gittmann 2006).
It depends on the experience of the company and the individual engineer if there are sufficient expe-
riences and expertise is available to plan and control such a project. This transformation process can be
supported be various software tools, which can automate some process steps (Hörnig & Gittmann 2006,
p.15), but this attribute is usually poorly developed (Franke et.al. 2008, p.19). Examples for software
tools are Computer Aided Development (CAD), Computer Aided Manufacturing (CAM) or Product Da-
ta Management (PDM). Some companies introduce additionally a phase model, sometimes known as
Sale
sResearch
Engineering
Manu-facturing
CustomerPurchasing
Work preparation
Service
Application development
Platformdevelopment
Process development
Manufac-turing support
Legend:
Flow of material
Flow of information

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 6
Bottleneck-based synchronization of engineering and manufacturing
Stage-Gate model (Cooper 1990, p.44), to streamline their development process comparable to a manu-
facturing process.
A process is defined by performed task and input and output. To differentiate input from and output into
the related processes figure 2 shows an input / output diagram of the engineering process in the organi-
zational context. The engineering process itself is displayed as blue box. The grey boxes provide re-
sources for processing engineering orders. For complex products, like in mechanical engineering com-
panies, a project team of technical specialists is usually responsible (Crabtree et.al. 1997). These spe-
cialists can be divided into functions, which are mainly concerned with a certain area of engineering
work, e.g. mechanical engineering, electrical engineering, software engineering or industrial engineering
(Chang 2004). The functional departments are the optimal organization for expert resources (Kunz
2007). These functions provide expertise and resources for processing engineering projects. Engineering
departments are mostly multi-project management environments and have often a matrix structure
(Dammer 2008). In case of capacity shortage or know how bottlenecks, engineering departments are us-
ing outsourcing contractors to solve these problems (Bromberg 2007). These service contractors work
usually in close coordination to the functional engineering department. In addition project management
resources have to be provided; these tasks can be fulfilled by engineers from the functional engineering
department or, for larger projects, from full-time project managers.
Figure 2: Engineering process in organizational context.
The related processes are displayed on white background. The research process is providing basic inno-
vations, which can be used as expertise in the engineering process (Abele et.al. 2006). Customer re-
quirements may occur due to different processes. If it is an external customer the input is coming from
the sales process, mostly in form of customer orders or change requests. Internal customers, like the
manufacturing or service process, can also request orders. Examples are change requests of existing
products or the development of process equipment. These requirements contain technical parameters,
which have to be fulfilled for a proper solution as well as time constraints. The set of requirements in
MTO and ETO environments is for every order individual. The processed information contains usually a
considerable degree of uncertainty and is documented in the specification sheet of a project. As process
activity, the input is translated into information to manufacture and service the product. In case of out-
Engineeringprocess
Sales Process
Research Processes
Outsourcing Contractor
Engineering Project
Management
FunctionalEngineering
DepartmentsSupplier
Manufacturing Process
Service Process
Technical Ressources,Expertise
Technical Ressources,Expertise
Project ManagementRessources
Basic Innovation
Attributes, Specifications
Control Information
Attributes, Specifications
SpecificRequirements, Time Schedule
SpecificRequirements, Time Schedule
TechnicalInformation
Information
Resources
Legend:
Material
SpecificRequirements, Time Schedule
Parts, Components

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 7
Bottleneck-based synchronization of engineering and manufacturing
sourcing, the development has to be carried out in cooperation with suppliers, which are responsible for
producing parts and components for the manufacturing and service process according to the given speci-
fication of the engineering. Usually, these suppliers provide technical information and feedback for the
development process. Table 1 summarizes the process parameter of an engineering process to compare
it with the manufacturing process:
Table 1: Process Parameters of Engineering.
Parameter Value
Input Information (from all process participants), engineering expertise, personal capacity
Output Information (attributes, specification) to manufacture products
Recurrence
of activities
Recurrence range from low to medium depending on the novelty of the engineering
task
Recurrence
of parts
Recurrence range from low to medium depending on the novelty of the engineering
task
Buffer man-
agement
Engineering processes are services and can therefore not be stored
Scheduling The accuracy of scheduling is depending on the novelty of the engineering task
Reasons for
bottlenecks
Shortage of capacity, expertise unavailable or insufficient, information not available
Sequence of
operations
Highly iterative, due to adjustment of interrelationship between the parts of the de-
veloped system.
Degree of
automation
Supported by software tools, but poorly developed at the moment
Using these processing parameters, Drum Buffer Rope and slot planning shall be tested and compared
for their applicability for engineering planning.
Manufacturing from a process point of view
In manufacturing processes personal capacity, material and infrastructure are transformed into products
(Gutenberg 1976) under consideration of costs, time and resources. Products can be tangible, intangible
or hybrid. In ETO and MTO companies, the production orders are going hand in hand with specific in-
formation for the processing of the order. This information can come directly from the engineering de-
partment in form of drawings or process descriptions. Additionally, some companies have special func-
tion for the translation of engineering parameters into manufacturing parameters and the planning of the
manufacturing orders. This function is called work preparation. This flow of information is synchro-
nized with the material, which is purchased for processing.
For the consideration of the detailed organizational context, an input / output diagram of a manufactur-
ing process is drawn in figure 3. The specific information for order processing is provided from the en-
gineering process (in some cases translated through the work preparation) An undersupply of these in-
formation lead to decreasing performance of the manufacturing process, even if material and capacity
are available. Usually orders in the mechanical engineering industry are carried out as projects, which
are planned and controlled from project managers. To carry out his activities, the manufacturing process
needs technical resources, which can come from the manufacturing department itself, independent from
its organization. These resources contain personal and machine capacity as well as expertise in the man-
ufacturing process, what is crucial in the processing of customer individual orders. For automation pur-
poses, some of the companies invest in manufacturing equipment, like Computerized Numerical Control
(CNC) machines or robotics. The degree of automation is highly related with the manufactured product
and in ETO and MTO environments lower than in mass production. If the company works with service
contractors, these resources are provided from other companies. The manufacturing process needs fur-
ther parts and components from his supplier. In ETO and MTO environments, the supplier receives the

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 8
Bottleneck-based synchronization of engineering and manufacturing
necessary information for manufacturing from the engineering process. The output of the manufacturing
process is manufactured goods, which are transported and installed for the customer. Further, the manu-
facturing process is responsible to supply the service process with spare parts for carrying out his main-
tenance and service activities.
Figure 3: Manufacturing process in the organizational context.
In summary, the process parameters of manufacturing processes are depending on the variety of the
goods and the process tasks (Slack et.al. 2007). A high variety manufacturing process has diverse and
complex process tasks, which can be as unique as the product, which is manufactured. These tasks are
usually carried out in a job shop organization, which is quite common in MTO or ETO environments.
However, a low variety manufacturing process contains repeated and divided tasks, which are carried
out in a continuous process flow. This allows the production of a large number of goods and usually a
flow shop organization is used for those processes. These processes must be understood as the extreme
points of a spectrum, which is spread over all manufacturing processes. The process parameters of this
spectrum are listed down below in the table:
Manufacturingprocess
Engineering Process
Outsourcing Contractor
Project Management
Manufacturing Department Supplier
Logistic andInstallation
Process
Service Process
Technical Ressources,Expertise,Capacity
Technical Ressources,Expertise,Capacity
Project ManagementRessources
Manufacturedgoods
Control Information
Attributes,Specifications
Parts, Components
Information
Resources
Legend:
Material
spare parts

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 9
Bottleneck-based synchronization of engineering and manufacturing
Table 2: Process Parameters of Manufacturing.
Parameter Value
Input Information (from engineering and project management), personal and ma-
chine capacity, material
Output Products (for customers) and spare parts (for service)
Recurrence
of activities
Recurrence ranges from high (mass or continuous process) to low (project
processes or job shops)
Recurrence
of parts
Rate of recurrence ranges from high (mass or continuous process) to low
(project processes or job shops)
Buffer
management
Buffers are possible in all stages of the manufacturing process.
Scheduling Precision in scheduling ranges from medium (job shops) to accurate (flow
shops)
Reasons
for bottlenecks
Shortage of capacity, availability of material
Sequence
of operations
Manufacturing processes can be sequential (flow shops) or non-directional
and iterative (job shops)
Degree of
automation
The degree of automation ranges, depending on the manufactured product,
from medium (job shops) to high (mass production)
Comparison of manufacturing and engineering processes
As mentioned above, the manufacturing process can be distinguished into job shops and flow shops to
cover the whole spectrum of manufacturing processes. A comparison of manufacturing processes and
engineering process is shown in the table 3.
Table 3: Comparison of process parameters of engineering and manufacturing
Parameter Engineering process Job Shop Flow shop
Input Information, engineering
expertise, personal capaci-
ty
Information, personal
and machine capacity,
material
Information, personal and
machine capacity, material
Output Information Products (for customers)
and spare parts (for ser-
vice)
Products (for customers)
and spare parts (for ser-
vice)
Recurrence
of activities
Low to medium Low to medium Medium to high
Recurrence
of parts
Low to Medium Low to medium Medium to high
Buffer man-
agement
Engineering outcomes are
services and not storable
Buffers are possible in all
stages of the process
Buffers are possible in all
stages of the process
Scheduling Low to medium precision
in scheduling
Medium precision in
scheduling
High precision in schedul-
ing
Reasons for
bottlenecks
Shortage of capacity,
availability of expertise
and information
Shortage of capacity,
availability of material
Shortage of capacity,
availability of material
Sequence of
operations
Highly iterative and non-
directional
iterative and non-
directional
sequential
Degree of
automation
Low, depending on soft-
ware environment
Usually medium Usually high
It is evident, that engineering process can be more compared to job shops, than to flow shops. This con-
firms also the hypothesis from previous authors (Adler et.al. 1996; Steyn 2002). Jobs shops primarily

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 10
Bottleneck-based synchronization of engineering and manufacturing
used in ETO and MTO companies, which are producing customer individual goods. These companies
are based upon the requirement to produce a customer individual good. Engineering and manufacturing
have to provide high flexibility and excellent capabilities for the fulfillment of individual customer or-
ders. Furthermore engineering departments are organizations with functional expertise and are according
to this often functionally organized, which is a characteristic of job shops. Based on this comparison and
the conclusion to treat engineering processes like job shops, bottleneck management approaches from
production management are reviewed to find a contrast to Drum Buffer Rope.
Bottleneck Management in manufacturing
Bottlenecks in manufacturing processes are a widely known and investigated phenomenon. The amount
of literature in this field is overwhelming. The first description of bottlenecks in a business context was
done by Gutenberg (1976). He identified bottlenecks as the resource of a company that only can be uti-
lized until a certain threshold. The resource with the lowest threshold limits the performance of the
overall system. Moreover, the American Production and Inventory Control Society (APICS) defines a
bottleneck as an asset, a function, a department or a resource, whose capacity is smaller or equal to the
faced demand (Blackstone 2008). These definitions can be applied to all company processes.
Bottlenecks can appear in several dimensions, e.g. capacity, material or information, led to various ap-
proaches, which are able to identify and evaluate different types of bottlenecks. Developed approaches
measure various key indicators (Wiendahl & Nyhuis 1998) for a workstation and propose activities to
improve the logistical targets of a manufacturing organization (Nyhuis & Wiendahl 2003). Key indica-
tors are also used to prioritize bottlenecks with resource portfolios (Nyhuis 2008). The breakdown and
repair rates of machines on bottlenecks and throughput are analyzed by Ching et al. (2008). The dynam-
ic effects of shifting bottlenecks are modeled by Juran et.al. (2008). To articulate the effect of bottle-
necks on the shop floor for improvement measures, a visual approach for identification and evaluation
of bottlenecks is developed and shows the relationship between the workload and the throughput of an
order flow as a characteristic curve (Schultheiss & Kreutzfeldt 2009). Based on the identification and
assessment of bottlenecks, several bottleneck based scheduling approaches for production are devel-
oped. Betterton & Cox III (2009) do a comparative study on simulation models to investigate bottle-
neck-based scheduling in serial production lines. The problems of bottlenecks are also discussed by
Chen and Chen (2009) and Rajendran and Alicke (2007). Both develop scheduling rules for bottleneck
resources. A solution for complex job shops is proposed by Mönch & Zimmermann (2007). They tackle
the scheduling problem by applying an agent-based scheduling system. This allows re-scheduling in
shifting bottlenecks situations. A similar agent-based solution for dynamic and uncertain production en-
vironments is developed from Miyashita & Rajesh (2010). All of these approaches are only dealing with
logistical problems in the manufacturing environment.
As mentioned before, Drum Buffer Rope method is bottleneck-based scheduling approach for multi
project management (Steyn 2002), like the engineering process. The disadvantage of this solution is the
demand on a proper buffer management and the need for detailed scheduling. Both characteristics are
not given from engineering processes. Therefore the Drum Buffer Rope Approach is evaluated against a
slot planning solution, which is able to work without buffer management and detailed schedules on the
bottleneck.
Drum Buffer Rope Method
The Drum-Buffer-Rope Method (DBR) is the scheduling system employed by the TOC (Goldratt &
Fox, 1986) and aims on increasing the performance of a system. DBR works on the basis of a finite ca-
pacity scheduling method and is similar to a scheduling function with a simple input / output control.

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 11
Bottleneck-based synchronization of engineering and manufacturing
The primary focus is the inventory control of a production system (Gupta & Boyd 2008). Therefore, two
well balanced inventories (Buffers) are introduced in a DBR system, which is shown in Figure 5.
Figure 5: Drum Buffer Rope Approach (Moore & Scheinkopf, 1998)
The first buffer is introduced in front of the primary bottleneck of the production system. This buffer
protects the bottleneck from variances in the upstream functions. The first assumption here is that the
performance of the production system is maximized with the utilization of the bottleneck. The second
buffer is placed as a shipping buffer to the customer and protects the system from delivery difficulties.
The second assumption is that non-bottleneck resources have excess capacity, so that they are able to
process an order immediately. In the scheduling algorithm, the orders are selected by due date and
roughly loaded to every work station. An iterative capacity evaluation is carried out until the primary
bottleneck (Drum) is identified. This drum sets the pace for the release of new orders. An information
system (Rope) is introduced, which ties up all necessary dates for new order release. After identification
of the bottleneck, a detailed scheduling of the order is performed. First, the orders are scheduled on the
bottleneck, therefore the shipping buffer and bottleneck processing time is subtracted from the customer
due date. The next step is to subtract the bottleneck buffer from the order start time of the buffer. From
the order arrival at the bottleneck, the orders are scheduled backwards. The orientation on the overall
bottleneck of the whole system makes it possible to achieve a global optimum. In the case of engineer-
ing bottlenecks, the engineering process can serve as the drum in the scheduling system and therefore
hold responsible for the pace of the process. Nevertheless, DBR systems have never been applied to en-
gineering processes. The method characteristics (MC) of DBR systems are summarized below:
1. The objective (MC1a) of DBR is to increase the throughput of a system, according to the basic as-
sumption of all TOC methods (Goldratt, 1990).
2. The approach is based upon buffer management (MC2a). Two kinds of buffer are used, a bottle-
neck buffer, which ensures a high utilization of the bottlenecks resource and a shipping buffer,
which ensures the fulfillment of customer requests.
3. The scheduling (MC3a) is carried out roughly until the identification of a bottleneck. After the ap-
pearance of a bottleneck, a detailed scheduling is carried out.
4. The bottleneck resource (MC4a) sets the pace for new order release. The order release is supported
by an information system, the rope.
5. Non-bottleneck resources (MC5a) have excess capacity to process orders. Therefore, the queue be-
fore these resources is relatively small. This protects the system performance from process varia-
tions.
Slot Planning
Slot planning is a sequence-based scheduling method for single and multi-stage processes. These mod-
els show an integrated planning and scheduling algorithm and are called full-space methods (Maravelias
& Sung 2008). Slot planning is focusing on resource constraints and production costs. Many approaches
of slot planning and scheduling have been applied and implemented to various industries. For example:
Supplier CustomerWork
stationWork
stationDrum
Work station
ShippingBuffer
Bottleneck Buffer Inventory Inventory
Rope

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 12
Bottleneck-based synchronization of engineering and manufacturing
- Madas and Zografos (2006) tackle the problem of capacity shortfalls and delay management at air-
ports. They offer five different models for the management of slot-allocation at airports that also in-
clude methods for implementation. The models encompass a variety of instruments and rules to dis-
tribute the slots to airlines.
- Lei et al. (2008) provide a mathematical model for the investigation of the operational performance
of container shipping scheduling under three different management policies.
- Solutions for the chemical batch production are introduced by Pinto and Grossmann (1995) and
Sundaramoorthy and Karimi (2005). The author’s present mathematical models for the solving of
scheduling problems in multistage batch-plants using time slots for batch order release.
- Leeuwaarden et al. (2006) propose a scheduling model for the data transfer in cable networks,
which distinguishes between arrival and departure slots.
- A slot planning model for manufacturing processes is proposed by Barták (2000a). The approach
can cope with resource, transition and dependency constraints. The orders are released and sche-
duled by a dynamic algorithm. The goal of constraint satisfaction is to find a set of variables that
will satisfy a set of limiting factors.
In general, slots are like empty shells and organized around the resource (Barták 2000b). During sche-
duling, these shells are filled with one or more activities. These orders can be described with start time,
end time and duration. A scheduling model for mechanical engineering products is described by Becker
and Beckmann (2008) and shown in figure 6. Based on a simulation model, which is able to estimate the
workload of future orders at the bottleneck by their functional description, a slot plan for next period is
designed. It is important to notice, that bottlenecks in slot planning can be identified in several dimen-
sions, e.g. workload, space or machine functionality. This slot plan contains several slots, grouped by
product type, which can be filled with customer orders. The slots are filled by the sales department. To
meet the customer due date, the sales department has to schedule backwards and to fill the certain slot,
so that the bottleneck can synchronize his delivery date with the customer due date. Further, the order
start time is computed with a backward scheduling from the bottleneck resource. The main focus of the
slot model is to meet the customer due date for a certain order under consideration of special customer
characteristics.
Figure 6: Slot Planning Model for Manufacturing (Becker & Beckmann, 2008).
It is obvious, that the slot planning model has some similarities with the DBR approach. Unlike DBR
the slot model is not operating with buffers, especially without a shipping buffer. This is not possible, if
the orders are customer individual. Moreover, the slot model operates without a detailed schedule at the
bottleneck. The slots can be compared to shells with a standardized size of capacity. The order is usually
smaller or equal to the slot size, but in most of the cases not at the exact size. The reason is here also the
customer individuality of every order, which creates variances in every workload. The slot model tries
to cope with these variances by standardizing workload slots. Nevertheless, it has never been attempted
Customer
Slot
Sales
Simulation
Bottleneck
Legend:
DeliveryDate
Slot Plan
Customer Due Date

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 13
Bottleneck-based synchronization of engineering and manufacturing
to apply these slot models to engineering processes. Slot planning can be described with following me-
thod characteristics (MC):
1. The objective (MC1b) of slot planning is to fulfill the delivery dates of the customers.
2. The approach shows no explicit buffer management (MC2b), but the attempt to meet all delivery
dates implies keeping buffers as low as possible to achieve a short throughput time.
3. The scheduling (MC3b) is roughly based on the estimation of process times, because slots are only
reserved and standardized shells for orders and not a detailed plan.
4. The objective of an order is to pass the bottleneck resource (MC4b) until a well defined moment,
so idle capacity on the bottleneck is accepted. Bottlenecks are determined in several dimensions, not
only as a capacity bottleneck.
5. Non-bottleneck resources (MC5b) in the slot planning are scheduling based on the slot of the bot-
tleneck. This should ensure a good conformity to the slot at the bottleneck and the delivery date of
the customer.
Applicability of Bottleneck Management in Engineering
The next section evaluates, if the bottleneck approaches from above are applicable to synchronize engi-
neering and manufacturing in the case of an engineering bottleneck. To achieve this, the process charac-
teristics are mapped against the methods characteristics.
Drum Buffer Rope system for engineering processes
The drum buffer rope approach provides a bottleneck-oriented order release solution. It has to be eva-
luated, if this solution could be applicable to engineering processes. Therefore, the described process
and method characteristics are compared:
1. The objective of the drum buffer rope approach is to achieve as much throughput as possible, whe-
reas throughput is defined as goods, which are sold to the customer. Engineering processes are aim-
ing at the same objective, due to fulfilling customer demand under consideration of time and specific
requirements. Both process and method try to satisfy as much customer orders as possible. In the
case of engineering processes, throughput can be understood as properly finished and from the cus-
tomer accepted engineering projects. Therefore drum buffer rope systems are aiming at the same ob-
jective as engineering processes.
2. For projection of process variations, drum buffer rope is relying on a sophisticated buffer manage-
ment. However, engineering processes are service processes, mostly creative transformation of cus-
tomer requirements into specifications. Service processes are usually carried out in direct coopera-
tion with process stakeholders, like customers or suppliers, and intangible. It is a characteristic of
services, that they are not storable and mostly customer individual. It is therefore not possible to
have a shipping buffer to protect the meeting of delivery dates. As the duration and workload of en-
gineering projects have considerable variations, a proper control of the buffer is difficult. The buffer
management of drum buffer rope can probably not be implemented to engineering processes.
3. Drum buffer rope requires a detailed scheduling on the bottleneck resource. The planning of engi-
neering processes is usually not able to provide that data, because of the uncertainty in the input in-
formation. Up to now, several scheduling methods for engineering projects have been developed,
but they consider only estimated workload and capacity. It would be therefore difficult for engineer-
ing processes to provide the necessary information for drum buffer rope.
4. The bottleneck resource in drum buffer rope sets the pace for order release and bottlenecks are
identified by comparison of workload and capacity. Bottlenecks in engineering can appear due to in-
sufficient capacity, expertise or information. The lack of expertise is up to now not considered with-

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 14
Bottleneck-based synchronization of engineering and manufacturing
in the drum buffer rope approach. Nevertheless, if the bottleneck is identified, it will be possible for
the bottleneck resource to set the pace for new order release.
5. Non-bottleneck resources in drum buffer rope processes must have enough idle capacity to ensure
a quick processing in this process steps. To meet these criteria in engineering processes, capacity, in-
formation and expertise must be available at a sufficient level.
Only the objective of DBR Systems seems to be suitable for engineering processes. However, the con-
trol of buffers, the detailed schedule requirement and the identification of capacity bottlenecks are not
adequate for bottleneck management in engineering. For application of DBR to engineering, the method
must be adopted for these specific processes. In that case, the idea to orientate the new order release on
the pace of bottleneck, here engineering, can provide a good orientation to engineering companies.
Slot planning for engineering processes
The slot planning solution combines a multi-dimensional bottleneck approach with a control loop for
new order release. In a second step, the slot planning is evaluated regarding his applicability on engi-
neering processes:
1. The slot planning approach has the objective to fulfill customer orders in time. Finishing the order
in time would mean that all other specific requirements are also met. This corresponds to the objec-
tive of engineering process, which aims to meet all the customer requirements punctually. Therefore
slot planning is a solution to achieve the objective of engineering processes.
2. Buffer management is not an explicit part of slot planning, but the throughput time should be mi-
nimal to ensure a low average tardiness of all orders. This implies minimal buffers before the work
stations. As engineering projects are services and therefore not storable, a process without an expli-
cit buffer management is suitable for processing. However, the documentation of engineering
projects can be stored for knowledge management to reuse previous parts in further projects.
3. Slot planning provides a rough scheduling approach. Every order or activity is placed in a shell with
an estimated size. The size of the shell can be compared to an amount of free capacity. The size of
the workload should not be bigger than this amount. The workload of engineering order is difficult
to plan, due to its creative element in the engineering process. This leads to the rough estimation of
workloads. If this estimation is compared to the shells in slot planning, a certain slot for every engi-
neering order could be reserved.
4. Bottleneck resources in engineering can appear due to different reasons; insufficient capacity, ex-
pertise or information. All this causes impede the processing of engineering orders and bottlenecks
must therefore be identified in more than the capacity dimension. Slot planning offers the possibility
of identifying bottlenecks in more than the capacity dimension. However, slot planning has never
been applied to engineering processes and therefore expertise or information bottlenecks are not
considered. For a proper application, the slot planning approach has to be expanded and slots should
contain expertise and information dimension, as well.
5. Non-bottleneck resources in engineering must have the necessary capacity, expertise and informa-
tion to process the engineering orders. According to slot planning, all these must be timely available.
The point in time is oriented on the slot at the bottleneck resource. The procedure for capacity plan-
ning is well known from production planning. To apply this approach to engineering the flow of in-
formation and the capacity in the form of expertise must be incorporated in the scheduling model.
The objective, buffer management and scheduling approach of slot planning is suitable with the charac-
teristics of engineering processes. However, the identification of bottlenecks, even it is already multi-
dimensional, has never been applied to engineering processes. The bottleneck identification has to be
expanded to consider expertise, personal skill and the availability of information. Therefore, the engi-
neering planning and control system must be enhanced with these parameters.

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 15
Bottleneck-based synchronization of engineering and manufacturing
Discussion
The application of bottleneck management approaches from production in engineering is difficult to
realize. Basic ideas, like the orientation on the bottleneck resource, should be adopted. It is possible to
detect capacity bottlenecks. If capacities and workload are properly planned and controlled in a multi-
project environment, the slot planning method is a possible solution to synchronize engineering and
manufacturing in a common bottleneck approach. However, only a comparison of workload and capaci-
ty is not sufficient. Engineering, as an information transformation process, needs more parameters. In
this sense, the raw materials of engineering are information. To transform this information into proper
specification, which describes a product, system or process, the necessary capabilities for engineering
tasks are also required. Hence, an exclusive capacity consideration is not enough. The planning and con-
trol of engineering, as well as the bottleneck approach has to incorporate a particular solution for the
treatment of personal skills and expertise of the engineers. However the idea of managing bottlenecks in
engineering like bottlenecks in production is worth to think about.
In general, it can be assumed to treat engineering processes with principles from production. Thus engi-
neering can be considered as a job shop. This is particularly important for companies who have a have
different organization in manufacturing, compared to engineering. As production has mostly less staff
with highly sophisticated expertise, the different characteristics have to be taken into account for a suc-
cessful application of production management principles. This applies especially for the resource man-
agement in engineering, which is very important to achieve higher productivity and efficiency to handle
the bottleneck of engineers. As production has gained great experience in the field of bottleneck-
oriented planning, scheduling and control, optimization and bottleneck management in general, the ap-
plicability of these approaches in engineering must be investigated. First attempts with lean principles
(Adler et.al. 1996) and Just in Time (Wildemann 1994) were very promising. Engineering Managers
should pay attention to the principles of production management to benefit from existing experience, es-
pecially in the field of productivity improvement.
Concluding remarks
In summary, this paper outlines the idea of ongoing research to manage bottlenecks in engineering like
bottlenecks in manufacturing. Therefore, two methods (Drum Buffer Rope and slot planning) are dis-
cussed. Both of them have never been applied to engineering and it is questionable, if it is possible
without adjustments. Nevertheless, engineering processes have to be more productive, because a capaci-
ty expansion is not possible. The reason lies in the shortage of skilled engineers in Germany and a relax-
ation of situation cannot be expected for the future. For not deteriorating the competitive advantage of
engineering companies, the engineering process has to be managed more systemically according to the
system constraints. This would be first step to align the German mechanical engineering companies on
the real bottleneck of the system – the scarce engineering resources. Therefore the research project “en-
gineerproduktiv” is applied to the German Ministry of Education and Research. The objective of the
project is the development of a systematic and software based bottleneck management in engineering
and production. The first step is to prove the three hypotheses, mentioned above. The project draws a lot
of attention in industry and the consortium consists of three universities, three mechanical engineering
companies and two software houses. The project start is expected for summer 2010.
The discipline of production management has gained a tremendous amount of experience in productivity
enhancement in general, beyond bottleneck management. This knowledge should be investigated for
application in engineering processes. The chances and boundaries of these concepts in engineering must
be evaluated. The objective of further research would be to investigate the relationship of product archi-
tecture, engineering and manufacturing. This would help to find an appropriate organization structure

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 16
Bottleneck-based synchronization of engineering and manufacturing
for the engineering department. A further thinkable analogy is the cost management of production,
where activity based costing could be applied to engineering processes. The idea of developing a work
preparation function for engineering could also be very promising. The work preparation today supports
the manufacturing process by creating more transparency. This enables a better planning and control of
manufacturing process, even if they have unique character. A similar function for engineering could
provide better planning data and would enable a more accurate control. A further aspect to examine is
the load-oriented resource allocation, which means to release only as much orders as can be processed in
a certain period and achieve therefore a minimum lead time. However, this presumes an accurate trans-
parency in the capacities of the engineering process. Sometimes it is difficult to differentiate the engi-
neering workload, because the documentation of workload is not very disciplined. This shows the poten-
tial for drawing analogies from production management to engineering processes and will be the starting
point of new research initiatives.
Acknowledgements
We would like to thank Mitchell Smith for his assistance in literature research and proof reading of the
conference paper.
References
Abele, E., Kluge, J. & Näher, U., 2006. Handbuch Globale Produktion 1. Aufl., Hanser Fachbuchver-
lag.
Adler, P. u. a., 1996. Getting the most out of your product development process. Harvard Business Re-
view, (March), 134 - 152.
Asbury, J., 1995. Overview of Focus Group Research. Qual Health Res, 5(4), 414-420.
Bartak, R., 2000a. A Slot Representation of the Resource-Centric Models for Scheduling Problems. In
Proceedings of ERCIM Working Group on Constraints/CompulogNet Area on "Constraint Program-
ming" Workshop. Padova.
Bartak, R., 2000b. Slot Models for Schedulers Enhanced by Planning Capabilities. In Proceedings of the
Nineteenth Workshop of the UK Planning and Scheduling Special Interest Group (PlanSIG). Milton
Keynes, S. 1 - 13.
Becker, K. & Beckmann, A., 2008. Slot-Planung in der variantenreichen Einzelfertigung. Zeitschrift für
wirtschaftlichen Fabrikbetrieb, 103(11), 809 - 813.
Berkermann, U., Eckert-Kömen, J. & Nemarnik, N., 2009. Maschinenbau 2020: Globaler Markt - mit-
telständische Strukturen, IKB.
Betterton, C.E. & Cox III, J.F., 2009. Espoused drum-buffer-rope flow control in serial lines: A compar-
ative study of simulation models. International Journal of Production Economics, 117(1), 66-79.
Blackstone, J., 2008. APICS Dictionary - 12th Edition 12. Aufl., APICS - The Association for Opera-
tions Management.
Bromberg, T., 2007. Engineering-Dienstleistungen in der Automobilindustrie: Verbreitung, Kooperati-
onsformen und arbeitspolitische Konsequenzen, Dortmund: Universität Dortmund.
Bullinger, H. & Warschat, J., 1997. Forschungs- und Entwicklungsmanagement 1. Aufl., Teubner Ver-
lag.

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 17
Bottleneck-based synchronization of engineering and manufacturing
Chang, C.M., 2004. Engineering Management: Challenges in the New Millennium illustrated edition.,
Prentice Hall.
Chang, T. u. a., 1994. Conceptual robustness in simultaneous engineering: An extension of Taguchi's
parameter design. Research in Engineering Design, 6(4), 211-222.
Chen, C. & Chen, C., 2009. A bottleneck-based heuristic for minimizing makespan in a flexible flow
line with unrelated parallel machines. Computers & Operations Research, 36(11), 3073-3081.
Ching, S., Meerkov, S.M. & Zhang, L., 2008. Assembly systems with non-exponential machines:
Throughput and bottlenecks. Nonlinear Analysis: Theory, Methods & Applications, 69(3), 911-917.
Coates, G. u. a., 2004. Engineering management: operational design coordination. Journal of Engineer-
ing Design, 15(5), 433-446.
Cooper, R.G., 1990. Stage-gate systems: A new tool for managing new products. Business Horizons,
33(3), 44-54.
Crabtree, R.A., Fox, M.S. & Baid, N.K., 1997. Case studies of coordination activities and problems in
collaborative design. Research in Engineering Design, 9(2), 70-84.
Dammer, H., 2008. Multiprojektmanagement, Wiesbaden: Betriebswirtschaftlicher Verlag Dr.Th. Gab-
ler / GWV Fachverlage GmbH, Wiesbaden.
Dekkers, R., 2006. Engineering management and the Order Entry Point. International Journal of Pro-
duction Research, 44, 4011-4025.
DIN ISO 9000, 2005. DIN EN ISO 9000 - Grundlagen und Begriffe (ISO 9000:2005). In Qualitätsma-
nagementsysteme. Berlin: Beuth Verlag GmbH, S. 22 - 25.
Dyckhoff, H., 2007. Produktionswirtschaft 2. Aufl., Berlin, Heidelberg: Springer-Verlag Berlin Heidel-
berg.
Eversheim, W., Pollack, A. & Walz, M., 1994. Auch Entwicklungsprozesse sind planbar. VDI-Z,
136(6), 78 - 83.
Färber, U., Kuppinger, R. & Löllmann, P., 2002. Das 3Liter-PPS Konzept: Die richtige Dosis PPS für
Kundenauftragsfertiger. wt Werkstatttechnik online, Jahrgang 92(5), 242 - 247.
Franke, R. u. a., 2009. Governance und Strategische Steuerung der Produktentwicklung, Berlin: Bearing
Point.
Fricke, S. & Shenbar, A., 2000. Managing multiple engineering projects in a manufacturing support en-
vironment. Engineering Management, IEEE Transactions on, 47(2), 258-268.
Gehrig, M. & Fritschi, T., 2008. Ingenieurmangel in der Schweiz und im Kanton Graubünden.
Goldratt, E., 1994. Theory of Constraints 1. Aufl., Gower Publishing.
Goldratt, E.M., 1997. Critical Chain, Gower Publishing Ltd.

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 18
Bottleneck-based synchronization of engineering and manufacturing
Goldratt, E. & Cox, J., 2004. The goal: A process of ongoing improvement 3. Aufl., Great Barringtion:
The North River Press.
Grein, G., 1997. Wissensbasierte Kapazitäts-/ Terminplanung von Konstruktionsprozessen. Karlsruhe.
Gutenberg, E., 1976. Grundlagen der Betriebswirtschaftslehre 22. Aufl., Berlin Heidelberg New York:
Springer Verlag.
Haberlandt, K., 1999. PPS-Anforderungen bei Werkstattfertigung. PPS Management, 4(3), 47 - 52.
Handfield, R.B., 1994. Effects of concurrent engineering on make-to-order products. IEEE Transactions
on Engineering Management, 41(4), 384-393.
Hörnig, B. & Gittmann, M., 2006. Wirtschaftsfaktor Konstruktion. Ungenutzes Potential im Enginee-
ring, München: Autodesk Deutschland GmbH.
Juran, I. u. a., 2009. A dynamic traffic assignment model for the assessment of moving bottlenecks.
Transportation Research Part C: Emerging Technologies, 17(3), 240-258.
Keegan, A. & Turner, J.R., 2002. The Management of Innovation in Project-Based Firms. Long Range
Planning, 35(4), 367-388.
Koppel, O., 2009. Ingenieurmangel in Deutschland - Ausmaß und gesamtwirtschaftliche Konsequenzen,
Köln: Verein deutscher Ingenieure.
Krebs, S., 2007. Ingenieure im Maschinen- und Anlagenbau, VDMA.
Krebs, S., 2008. Kennzahlen zu Forschung und Innovation im Maschinenbau, VDMA.
Krueger, R.A., 2008. Focus Groups: A Practical Guide for Applied Research 4. Aufl., Sage Publicati-
ons.
Kunz, C., 2007. Strategisches Multiprojektmanagement 2. Aufl., Wiesbaden: Deutscher Universitäts-
Verlag | GWV Fachverlage GmbH, Wiesbaden.
van Leeuwaarden, J., Denteneer, D. & Resing, J., 2006. A discrete-time queueing model with periodi-
cally scheduled arrival and departure slots. Performance Evaluation, 63(4-5), 278-294.
Lei, L. u. a., 2008. Collaborative vs. non-collaborative container-vessel scheduling. Transportation Re-
search Part E: Logistics and Transportation Review, 44(3), 504-520.
Leyndekker, H., 2000a. Die Konstruktion ist nur Teil der Prozesskette. VDMA Maschinenbau Nachrich-
ten, 01.
Leyndekker, H., 2000b. Leistungsmessung in der Konstruktion - ein Dilemma? VDMA Maschinenbau
Nachrichten, 38.
Leyndekker, H., 2000c. Probieren geht über Studieren. VDMA Maschinenbau Nachrichten, 48.

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 19
Bottleneck-based synchronization of engineering and manufacturing
Leyndekker, H., 2000d. Termintreue in der Konstruktion messen - aber wie? VDMA Maschinenbau
Nachrichten, 35.
Leyndekker, H., 2000e. Was leistet die Konstruktion. VDMA Maschinenbau Nachrichten, 42.
Leyndekker, H., 2000f. Was macht die Konstruktion. VDMA Maschinenbau Nachrichten, 46.
Leyndekker, H., 2000g. Wie kann die Innovation und Kreativität in der Konstruktion bewertet werden?
VDMA Maschinenbau Nachrichten, 38.
Lödding, H., 2008. Verfahren der Fertigungssteuerung: Grundlagen, Beschreibung, Konfiguration 2.
Aufl., Springer, Berlin.
Madas, M.A. & Zografos, K.G., 2006. Airport slot allocation: From instruments to strategies. Journal of
Air Transport Management, 12(2), 53-62.
Maravelias, C.T. & Sung, C., 2009. Integration of production planning and scheduling: Overview, chal-
lenges and opportunities. Computers & Chemical Engineering, 33(12), 1919-1930.
Meffert, H., 2000. Marketing 9. Aufl., Dr. Th. Gabler Verlag.
Meier, H. & Hanenkamp, N., 2003. Modellierung und Planung komplexer Produktionsysteme. Indu-
striemanagement, (5), 50 - 53.
Miyashita, K. & Rajesh, G., 2010. Multiagent coordination for controlling complex and unstable manu-
facturing processes. Expert Systems with Applications, 37(3), 1836-1845.
Mönch, L. & Zimmermann, J., 2007. Simulation-based assessment of machine criticality measures for a
shifting bottleneck scheduling approach in complex manufacturing systems. Computers in Industry,
58(7), 644-655.
Moore, R. & Scheinkopf, L., 1998. Theory of Constraints and Lean Manufacturing: Friends of Foes?.
Nyhuis, P., 2008. Beiträge zu einer Theorie der Logistik 1. Aufl., Springer, Berlin.
Nyhuis, P. & Wiendahl, H., 2003. Logistische Kennlinien: Grundlagen, Werkzeuge und Anwendungen,
O'Connor, P.D.T., 1994. The Practice of Engineering Management: A New Approach, John Wiley &
Sons Ltd.
OECD, 2008. Deutschland verliert bei Ausbildung von Hochqualifizierten international weiter an Bo-
den. OECD Pressemitteilung.
Rajendran, C. & Alicke, K., 2007. Dispatching in flowshops with bottleneck machines. Computers &
Industrial Engineering, 52(1), 89-106.
Rand, G.K., 2000. Critical chain: the theory of constraints applied to project management. International
Journal of Project Management, 18(3), 173-177.
Rook, D.W., Stewart, D.W. & Shamdasani, P.N., 2006. Focus Groups: Theory and Practice 2. Aufl.,
Sage Publications.

International Association for Management of Technology
IAMOT 2010 Proceedings
Johannes Hinckeldeyn; Rob Dekkers; Nils Altfeld; Jochen Kreutzfeldt 20
Bottleneck-based synchronization of engineering and manufacturing
Schultheiss, J. & Kreutzfeldt, J., 2009. Performance improvement in production systems through prac-
tice-oriented bottleneck management. In Proceedings of the 4th European Conference on Technology
Management. Glasgow, S. 1 - 20.
Slack, N., Chambers, S. & Johnston, R., 2006. Operations Management 5. Aufl., FT Prentice Hall.
Stewart, W.T. & Calloway, R.J., 1982. Engineering productivity: The management of improvement.
Engineering Management International, 1(2), 109-116.
Steyn, H., 2002. Project management applications of the theory of constraints beyond critical chain
scheduling. International Journal of Project Management, 20(1), 75-80.
Sundaramoorthy, A. & Karimi, I., 2005. A simpler better slot-based continuous-time formulation for
short-term scheduling in multipurpose batch plants. Chemical Engineering Science, 60(10), 2679-2702.
Tracht, K., 2001. Planung und Steuerung des Werkzeug- und Formenbaus auf Basis eines integrierten
Produktmodells. Hannover.
UNCTAD, 2008. UNCTAD Handbook of Statistics, United Nations Pubn.
Wheelwright, S.C. & Clark, K.B., 1992a. Competing through development capability in a manufactur-
ing-based organization. Business Horizons, 35(4), 29-43.
Wheelwright, S.C. & Clark, K.B., 1992b. Creating project plans to focus product development. Harvard
Business Review, 1 - 14.
Wei, C., Liu, P. & Tsai, Y., 2002. Resource-constrained project management using enhanced theory of
constraint. International Journal of Project Management, 20(7), 561-567.
Westkämper, E., 2005. Einführung in die Organisation der Produktion 1. Aufl., Springer, Berlin.
Wiendahl, H. & Nyhuis, P., 1998. Engpaßorientierte Logistikanalyse : Methoden zur kurzfristigen Leis-
tungssteigerung in Produktionsprozessen, München: TCW Transfer-Centrum.
Wildemann, H., 1994. Just-in-time in F & E : Leitfaden zu JIT in Forschung & Entwicklung und Kon-
struktion 2. Aufl., München: TCW Transfer-Centrum.
Wildemann, H., 2003. Vorhersage von Entwicklungszeiten. Industriemanagement, 19(1), 68 - 71.
Yassine, A. & Braha, D., 2003. Complex Concurrent Engineering and the Design Structure Matrix Me-
thod. Concurrent Engineering, 11(3), 165-176.