BORL HCU-DHT APC Scoping Study Report (Final)
45
7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final) http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 1/45 A Report on the Scoping Study for Advance Process Control Implementation in HCU & DHT Units at BHARAT OMAN REFINERIES LIMITED, BINA, MADHYA PRADESH, INDIA Submitted By YOKOGAWA INDIA LIMITED, BANGALORE December 2013
Transcript of BORL HCU-DHT APC Scoping Study Report (Final)

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 1/45
A Report on the Scoping Study for Advance
Process Control Implementation in HCU &DHT Units
at
BHARAT OMAN REFINERIES
LIMITED, BINA, MADHYA
PRADESH, INDIA
Submitted By
YOKOGAWA INDIA LIMITED,
BANGALORE
December 2013

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 2/45
Customer: Bharat Oman Refineries Limited
Project: Scoping Study for APC Implementation in HGU & HCU-DHT Units
Yokogawa India Limited, Bangalore Confidential
Doc. No: BORL-AB1-001
Revision History
Revision Date Prepared Checked Approved 0.0 15 Dec 13 Anjan K Datta Anjan K Datta Anil Dutt
Seyed Masood ARohit Ravichandran
1.0 30 Dec 13 Anjan K Datta Anjan K Datta Anil DuttSeyed Masood ARohit Ravichandran
2.0 15 Apr 14 Anjan K Datta Anjan K Datta Anil Dutt
Seyed Masood ARohit Ravichandran
3.0 12 May 14 Anjan K Datta Anjan K Datta Anil DuttSeyed Masood A

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 3/45
Customer: Bharat Oman Refineries Limited
Project: Scoping Study for APC Implementation in HGU & HCU-DHT Units
Yokogawa India Limited, Bangalore Confidential
Doc. No: BORL-AB1-001
Contents
1.0 INTRODUCTION & ACKNOWLEDGEMENT ................................................. 1
2.0 EXECUTIVE SUMMARY ..................................................................................... 3
3.0 REVIEW OF PLANT OPERATION & CONTROL OF HCR-DHT UNIT...... 6
3.1 HCR 1ST STAGE................................................................................................................... 6
3.2 HCR 2 ND STAGE .................................................................................................................. 7
3.3 DHT ................................................................................................................................... 8
3.4 LIQUID PRODUCTS .............................................................................................................. 8
3.5 LIGHT E ND R ECOVERY (LER) SECTION............................................................................. 9
3.6 GAS R ECOVERY SECTION ................................................................................................... 9
4.0 PROPOSED APC STRATEGIES AND HARDWARE CONSTRAINTS OF
HCR-DHT UNIT ................................................................................................................ 10
4.1 R EACTOR CONTROL ............................................................................................................... 10
4.2 STRIPPER & FRACTIONATOR CONTROL ................................................................................. 11
4.3 DEETHANIZER & SPONGE ABSORBER CONTROL .................................................................. 12
4.4 DEBUTANIZER CONTROL ...................................................................................................... 12
4.5 NAPHTHA SPLITTER CONTROL.............................................................................................. 12
4.6 HCR & DHT FRACTIONATOR FURNACE CONTROL .............................................................. 12
4.7 HARDWARE / INSTRUMENT / PROCESS ISSUES OR CONSTRAINTS ....................... 13
5.0 QUANTIFICATION OF EXPECTED ECONOMIC BENEFIT ............................ 14
5.1 BENEFIT ESTIMATION METHOD ............................................................................................. 14
5.2 BASIS FOR BENEFIT ESTIMATION .......................................................................................... 16
5.3 QUANTIFICATION OF BENEFITS FOR HCR-DHT SECTION ..................................................... 18
5.3.1 MAXIMIZATION OF LPG ..................................................................................................... 18
5.3.2 MAXIMIZATION OF HCR DIESEL ....................................................................................... 19
5.3.3 MAXIMIZATION OF DHT DIESEL ....................................................................................... 21
5.3.4 MAXIMIZATION OF HEAT R ECOVERY IN F/E EXCHANGERS .............................................. 22
5.3.5 MAXIMIZATION OF STEAM GENERATION IN HEAVY DIESEL PUMP-AROUND CIRCUIT ...... 23

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 4/45
Customer: Bharat Oman Refineries Limited
Project: Scoping Study for APC Implementation in HGU & HCU-DHT Units
Yokogawa India Limited, Bangalore Confidential
Doc. No: BORL-AB1-001
5.3.6 EXCESS AIR MINIMIZATION IN HCR FRACTIONATOR HEATER & DHT R EBOILER
FURNACES (WITHIN ALLOWABLE R ANGE) ................................................................................... 23
5.3.7 CONTROL & OPTIMIZATION OF GAS-TO-OIL R ATIO IN HCR 1ST STAGE (WITHIN
ALLOWABLE R ANGE) .................................................................................................................... 24
5.4 TOTAL EXPECTED APC BENEFIT ........................................................................................... 26
5.4.1 TOTAL EXPECTED APC BENEFIT IN HCR-DHT SECTION .................................................. 26
6.0 INSTRUMENTATION & HARDWARE REQUIREMENT FOR DCS
CONNECTIVITY WITH APC ........................................................................................ 28
6.1 RECOMMENDED SYSTEM ARCHITECTURE FOR APC SYSTEM ............... 30
7.0 TECHNICAL SPECIFICATIONS ............................................................................ 31
HARDWARE REQUIREMENTS (PER U NIT) ............................................................................. 31
(A) HARDWARE R EQUIREMENTS FOR HCR-DHT: ........................................................................ 31
(B) ADDITIONAL COMMON HARDWARE R EQUIREMENTS FOR HGU AND HCR-DHT** .............. 31
SOFTWARE REQUIREMENTS (PER U NIT) ............................................................................... 33
8.0 PROJECT EXECUTION & SCHEDULE ................................................................ 34
8.1 K ICK -OFF MEETING (KOM) ............................................................................................ 34
8.2 PROCESS STUDY ............................................................................................................... 34
8.3 PRETEST ........................................................................................................................... 34
8.4 STEPTEST.......................................................................................................................... 35
8.5 E NGINEERING ................................................................................................................... 35
8.6 COMMISSIONING .............................................................................................................. 36
8.7 SITE ACTIVITY TEST (SAT) ............................................................................................. 36
8.8 POST-AUDIT ..................................................................................................................... 36
9.0 TRAINING REQUIREMENT ............................................................................. 38
10.0 APPROXIMATE COST ESTIMATION ............................................................ 39

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 5/45
Yokogawa India Limited, Bangalore Confidential Page 1
Doc. No: BORL-AB1-001
1.0 Introduction & Acknowledgement
The petroleum refinery of Bharat Oman Refineries Limited (BORL) is located at
the village of Agasode, Bina, in the district of Sagar of Madhya Pradesh. The
refinery was designed to process 6 Million Metric Ton of Arab Mix Crude. The
refinery has adopted the state-of-the-art technologies and has the flexibility to
process other types of Crude. The processing units in the refinery include
Atmospheric Crude Distillation & Vacuum Distillation unit (CDU/VDU), and many
downstream units such as Hydrocracker, Hydrogen Generation, Naphtha & Diesel
Hydrotreating, LPG Treating, Fuel Gas Treating, Delayed Coker, CCR,
Isomerization, Sulphur Recovery, Amine Regeneration and Sour Water Stripper.
The Refinery came on-stream in June 2010 and was fully commissioned by May
2011.
BORL want to implement Advanced Process Control (APC) solutions in order to
improve the stability, performance and economic return of the process operations.
Application of APC will not only provide higher economic benefits but also result
in a smoother plant operation. As a first step, BORL has initiated a Scoping Studyfor APC implementation in the HCU, DHT & HGU units, which are important units
in the refinery. Yokogawa India Limited (YIL) has been offered the opportunity to
conduct such a study. YIL has been associated with BORL since its initial project
phase having supplied the Distributed Control System (DCS) and other
instrumentation products to automate the complex processes in this refinery. YIL
Solution team has also provided the PID tuning service to stabilize the DCS control
of various units during the commissioning phase.
The Scoping Study was carried out with the objective of finding various benefits
that can be derived by application of APC technology, hardware and software
requirement for APC implementation, and additional instrumentation and hardware
requirement in order to get the projected benefits from APC. In this connection,
YIL engineers visited BORL’s Bina Refinery from 15th November to 23rd
November of 2013. BORL presented the description, operational strategies and
control objectives of both the process. Operating manuals, DCS Screenshots, and

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 6/45
Yokogawa India Limited, Bangalore Confidential Page 2
Doc. No: BORL-AB1-001
PFD/P&ID were provided and opportunity was given to know the present state of
the basic regulatory control system. In addition to the Process and Instrumentation
Review, a detailed analysis of Process and Laboratory data over the period of 1st
June 2013 to 30th October 2013 was conducted to establish a baseline performance
of existing process control system and estimate the performance improvement
benefit that can be expected from APC.
An executive summary of the benefit study is provided in the next section.
Following the executive summary, this document further contains the following
sections:
1. Review of Plant Operation & Control
2. Proposed APC Strategy & Hardware Constraints
3. Quantification of Expected Economic Benefit
4. Instrumentation & Hardware Requirement for DCS Connectivity with APC
5. Recommended System Architecture
6. Technical Specification
7. Project Execution and Schedule
8. Training Requirement
9. Approximate Cost Estimation
Acknowledgements:
We express our sincere thanks to the excellent support extended by BORL’s
Managers, Engineers and Technicians in providing the inputs required for this
study. Their contribution and commitment has helped us gain the understanding
necessary for preparing this Report within the stipulated period. Special thanks to
the Technical Services Group for arranging the meetings with Process and
Operations groups which has enabled us to understand the process and operating
constraints.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 7/45
Yokogawa India Limited, Bangalore Confidential Page 3
Doc. No: BORL-AB1-001
2.0 Executive Summary
YIL is pleased to present the Scoping Study report to BORL describing in detail the
benefits of implementing Advance Process Control in the HCU, DHT units,
including the hardware and software requirements. Through this study, it has been
found that these two units are prime candidates for APC implementation. APC can
not only stabilize the plant operation but also result in an increase in the yields of
valuable products and decrease in the energy costs.
Although the scope of the study initially included only HCU, the HCU & DHT
units at BORL-Bina are highly interlinked. The lighter and Naphtha products from
both units are combined before separation into OFF gas, LPG, Light Naphtha and
Heavy Naphtha in a common Light End Recovery section. Similarly, KERO
products of HCU & DHT are combined, and HCU Diesel is further blended with
part of the common KERO and Heavy Naphtha streams. The light gases from both
units feed single recycle gas compressor and a PSA unit. The compressed recycle
gas and make-up gas header is also connected to both units. If we consider Gas-to-
Oil Ratio control or optimization in HCU, then Gas-to-Oil Ratio in DHT is to be
considered as constraint. Hence, this report presents benefits achievable for HCU &
DHT together.
Many different areas where APC can result in more stable plant operation,
increased yields of valuable products or enhance energy savings were identified. At
the same time, required changes in hardware, addition of instruments or some
existing process problems have also been identified and provided inside this Report.
These are to be attended before APC implementation. A brief highlight of the
present study is as follows:
APC will consistently maintain the RCAT (or Volume Average Bed
Temperature of each reactor) and STGCAT (Volume Average Bed Temperature
of a Stage) in HCR 1st & 2nd Stage reactors. Apart from this, APC will maintain
Maximum Bed Temperature and Delta Bed Temperature of each bed and Outlet
Temperature for all the reactors.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 8/45
Yokogawa India Limited, Bangalore Confidential Page 4
Doc. No: BORL-AB1-001
Yields of valuable products such as Liquefied Petroleum Gas (LPG) and Diesel
(both HCR & DHT Diesel) will be increased while yields of Naphtha and
Kerosene will be decreased by APC through adjustments of product cuts and
other operating conditions in the HCR & DHT Strippers & Fractionators,
Deethanizer, Sponge Absorber and Debutanizer columns so that quality
giveaway is minimized. In order to realize these product yield benefits,
daily-basis Density & ASTM distillation data of Diesel & KERO and Flash
Point data of KERO at the HCR & DHT Fractionator product ends (before
any mixing) will be needed (in addition to the existing data of final
products). Furthermore, the VFD AC fans at the top of HCR & DHT
Strippers and DHT Fractionator are to be made available for manipulation
by APC, and flow meters (preferably with Flow Control Valves) are to be
provided in HN & KERO line to HCR Blend.
APC will manipulate the heavy Diesel Pump-Around circuit return temperature
in order to maximize MP steam generation that happens in the same Pump-Around circuit.
APC will manipulate the FD fan inlet damper opening and cold air dampers to
HCR Fractionator Heater and DHT Reboiler Furnaces in order to minimize
Excess Air within allowable ranges.
APC will maintain HCR 1st & 2nd Stage HCR Reactor s’ Furnace Heater
temperature difference while trying to increase in the heat recovery in the
Feed/Effluent exchangers. However, F/E Heat Recovery will be considered
unrealizable unless the ranges of Furnace temperature differences under
APC control are set around the average values under DCS control.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 9/45
Yokogawa India Limited, Bangalore Confidential Page 5
Doc. No: BORL-AB1-001
For the HCU & DHT units, the minimum expected total APC benefit at the
average total throughput of 475 MT/hr or 538 m3/hr is estimated as:
o 2.49 Crore Rs/Yr or 1.53 Cent/Barrel (When F/E Heat Recovery is not
realized)
o 2.78 Crore Rs/Yr or 1.71 Cent/Barrel (When F/E Heat Recovery is
realized)
The tangible APC benefit would be much more since the increases in the LPG yield
by pulling from Light Naphtha could not be added to the above benefit figure.
Similarly, increase of HCR & DHT Diesel by pulling from Kerosene cannot be
added to the above benefit figure.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 10/45
Yokogawa India Limited, Bangalore Confidential Page 6
Doc. No: BORL-AB1-001
3.0 Review of Plant Operation & Control of HCR-DHT Unit
The HCR-DHT unit consists of the following process steps:
HCR 1st Stage Feed Section
HCR 1st Stage Furnace & Reactors
HCR 1st Stage Product Flash Vessels
HCR Stripper & Fractionator
HCR 2nd Stage Feed System
HCR 2nd Stage Furnace & Reactors
HCR 2nd Stage Product Flash Vessels
DHT Feed System
DHT Reactor
DHT Product Flash Vessels
DHT Stripper
DHT Fractionator with Furnace Reboiler
Deethanizer & Sponge Oil Absorber Columns
Debutanizer & Naphtha Splitter Columns
Common Product Flash Vessels for Separating Recycle Gas
Recycle Gas Compressor (RGC) & Make-Up Gas Compressor (MUGC) system
HCR feed is a mixture of the followings:
1) Hot & Cold VGO
2) Hot & Cold HCGO
3) Hot & Cold Coker Naphtha
DHT feed is a mixture of the followings:4) Hot & Cold SR Diesel
5) Hot & Cold LCGO
3.1 HCR 1 st Stage
The feed after preheating in Process Heat Exchangers is sent to 1st stage Feed Surge Drum,
from where it is pumped out and mixed with the 1st stage Feed gas coming from Recycle
Gas Header. The combined feed is heated in the 1st Stage F/E Exchanger (EE105A/B) and

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 11/45
Yokogawa India Limited, Bangalore Confidential Page 7
Doc. No: BORL-AB1-001
then in a natural convection Furnace (FF101). Then, it passes through three reactors.
Reactor 1 (RB101) has two beds with Quench gas injection in between the beds. Reactors 2
& 3 (RB102 & RB103) has two beds each with Quench gas injections at inlet and in
between the beds. 1st Stage Reactor effluent releases heat subsequently to DHT Feed
(EE107), HCR 1st Stage Feed (EE105), HCR Stripper Bottom (EE108) and an MP steam
Generator (EE109).
Reactor effluent then flashes in HCR 1st Stage HHPS (VV102). Liquid from HCR 1st Stage
HHPS passes through pressure reducing valves and joins with HCR 2nd Stage HHPS liquid.
This is then flashed in HCR HLPS (VV103). Liquid from HCR HLPS and HCR CLPS
goes to HCR Stripper (CC501) that uses MP stripping steam. HCR Stripper bottom is
finally heated in a Furnace (FF501) and fed to the HCR Fractionator (CC502), which
produces Naphtha at top. KERO (Kerosene), LD (Light Diesel) and HD (Heavy Diesel) are
withdrawn as side products through respective side strippers. The Fractionator uses LP
stripping steam at bottom and two pump-around loops (e.g., LD & HD pump-around
loops). HD pump around is used to generate MP steam in EE512.
3.2 HCR 2 nd Stage
HCR Fractionator bottom is fed to the HCR 2nd Stage Feed Surge Drum, from where it is
pumped out and mixed with 2nd Stage Feed Gas coming from Recycle Gas Header. The
combined feed is heated in the 2nd Stage F/E Exchanger and then in a natural convection
Furnace (FF201). Then, it passes through two reactors. Reactor 1 (RB201) has two beds
with Quench gas injection in between the beds. Reactor 2 (RB202) has only one bed with
Quench gas injections at inlet. 1st Stage Reactor effluent releases heat subsequently to HCR
2
nd
Stage Feed (EE201) and HCR Stripper Bottom (EE202A/B).
Reactor effluent then flashes in HCR 2nd Stage HHPS (VV202). Liquid from HCR 2nd
Stage HHPS passes through pressure reducing valves and joins with HCR 1st Stage HHPS
liquid before being flashed in HCR HLPS (VV103).

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 12/45
Yokogawa India Limited, Bangalore Confidential Page 8
Doc. No: BORL-AB1-001
3.3 DHT
The feed after preheating in Process Heat Exchangers is sent to DHT Feed Surge Drum,
from where it is pumped out and mixed with the DHT Feed gas coming from 2 nd Stage
HHPS (VV202). The combined feed is heated in the DHT F/E Exchanger (EE304A/B) and
then in 1st Stage Reactor Effluent / DHT Feed Exchanger (EE107). Then, it passes through
the single Reactor (RB301) that has three beds with Quench gas injection at inlet and in
between the beds. DHT Reactor effluent releases heat subsequently to DHT Feed
(EE304A/B) and feed gas to 2nd Stage (EE305).
Reactor effluent then flashes in DHT HHPS (VV302). Liquid from DHT HHPS passes
through pressure reducing valves and then flashed in DHT HLPS (VV303). Liquid from
DHT HLPS goes to DHT Stripper (CC701) that uses MP stripping steam. DHT Stripper
bottom is heated by the DHT Fractionator bottom (EE702) and fed to the DHT Fractionator
(CC702), which produces Naphtha at top. KERO (Kerosene) is withdrawn as side products
through a side stripper. Part of the Fractionator bottom is heated in a Furnace (FF701) and
sent back to the Fractionator column. The remaining part of DHT Fractionator bottom is
sent to storage via a LP steam generator (EE704) and cooler.
3.4 L iqui d Products
HCR KERO combines with DHT KERO, the proportion of former being much larger. Only
small amount of the combined KERO is blended to HCR & DHT Diesels, the major
portion being sent to KERO storage.
HCR Heavy Diesel combines with HCR Light Diesel. Small amount of KERO, HN &
UCO are also added to the HCR Diesel to maximize Diesel production with desired
specification. At present, there is no flow control valve in the HN & KERO streams being
blended to HCR Diesel.
DHT Diesel flows out as separate Diesel product after mixing with small amount of KERO.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 13/45
Yokogawa India Limited, Bangalore Confidential Page 9
Doc. No: BORL-AB1-001
The major portion of UCO (Unconverted Oil) from HCR Fractionator bottom is sent to 2nd
Stage HCR as feed. After sending small amount of UCO as warm-up oil and for HCR
Diesel blending, the rest is sent to storage.
3.5 L ight End Recovery (LER) Section
Overhead gases and liquids (Unstabilized Naphtha) from HCR & DHT Strippers, Sponge
Oil from Sponge Oil Absorber and Deethanizer top vapor are combined, cooled and fed to
the Deethanizer Reflux Drum. The total reflux from this Drum is the feed to the
Deethanizer column (CC601). The heavy components in the sour gas leaving the Reflux
Drum is absorbed by a cooled Heavy Naphtha slip stream in the Sponge Oil Absorber
(CC602). Rich Sponge Oil is sent to Deethanizer Reflux Drum and lean gas is sent as Off-
gas.
Deethanizer bottom is separated into LPG and Stabilized Naphtha in the Debutanizer
column (CC603). Stabilized Naphtha from Debutanizer and the overhead Naphtha from
HCR & DHT Fractionator columns are separated into Light and Heavy Naphtha products
in the Naphtha Splitter column (CC604).
3.6 Gas Recovery Section
Vapors from HCR 1st Stage HHPS and DHT HHPS go to CHPS (VV401). Vapor from
CHPS goes to RGC (Recycle Gas Compressor) suction through HP Amine Absorber.
Liquid from CHPS is passed through pressure reducing valve and then mixed with vapors
from HCR HLPS (VV103) & DHT HLPS (VV303), and fed to CLPS flash vessel
(VV404). Vapor from CLPS goes to MUGC (Make-Up Gas Compressor) through LP
Amine Absorber & a PSA unit in HGU unit.
All reactor Quench flows are sourced from RGC outlet. RGC outlet joins with make-up
hydrogen from MUGC into a single header. The feed gas or recycle flows to HCR 1 st Stage
& 2nd Stage reactor inlets are taken from this header. Due to variation in H2 consumption in
HCR & DHT reactors, MUGC inlet pressure can vary. The excess H2 pressure at MUGC
inlet is preferably flared through the controller 16PIC9601.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 14/45
Yokogawa India Limited, Bangalore Confidential Page 10
Doc. No: BORL-AB1-001
4.0 Proposed APC Strategies and Hardware constraints of HCR-DHT
Unit
4.1 Reactor Control
APC can control Reactors variables like Maximum Bed Temperature and Delta Bed
Temperature of each bed, Outlet Temperature and RCAT (i.e., VABT of each reactor) of
each reactor, and STGCAT (VABT of all reactors in a Stage) of 1st stage & 2nd stage
reactors. For DHT Reactor, maximum bed temperature and Delta Bed Temperature of each
bed as well as Reactor Outlet Temperature can be controlled. Apart from these, an
inferential model for controlling Nitrogen in the Feed to 2nd Stage HCR will be provided.
Since there is no on-line indication of reaction conversions on the outlet of the HCR 1st &2nd Stage and DHT reactors, optimization of the Reactor Temperatures cannot be done by
APC.
The 1st stage GOR will be maintained within the desired range (around the design value)
by APC and will be minimized within this range. During site visit, YIL found that the
recycle gas flow available in the 2nd stage was limited by pressure drop to a value lower
than design. Hence, the 2nd stage GOR cannot be maintained within the desired range
(around the design value) by APC, instead it would be controlled within the achievable
range that might be below the design value. Because of this limitation as well as the
unavailability of any measurement for recycle gas flow to DHT, no benefit based on 2nd
stage GOR minimization has been estimated.
APC can control the Furnace temperature differences for the 1st and 2nd Stage HCR
reactors to maximize process heat recovery. However, F/E Heat Recovery will be
considered unrealizable unless the ranges of Furnace temperature differences under
APC control are set around the average values under DCS control.
Throughput control could also be included as an APC strategy. However, many instruments
and hardware are presently running close to their design limits. For example, YIL found
that HCR 1st stage feed pump and DHT feed pump amperage is reaching values very close
to design FLCs (Full Load Currents). Hence, throughput control with APC could be
included after all the hardware and process constraints related to throughput increment are

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 15/45
Yokogawa India Limited, Bangalore Confidential Page 11
Doc. No: BORL-AB1-001
confirmed before APC design and all the related hardware / instrumentation issues (such
as, availability of constraint measurements) are resolved by BORL. Once feasibility of
throughput control is established, then throughput setpoints could be set so as to maximize
it without violating any constraint.
4.2 Stri pper & Fractionator Control
APC will try to control temperature profiles in the two Stripper and Fractionator columns
by varying top and bottom conditions. In addition, APC will vary Furnace COT and other
conditions in Fractionators to maintain tray temperatures and column delta pressures. APC
will account for variation of throughput and pressure as disturbance variable and will
implement control of pressure compensated temperatures wherever needed in the Strippersand Fractionator columns to maintain product qualities.
At present Density & ASTM distillation data of only Blended HCR Diesel, final DHT
Diesel and Combined KERO, and Flash Point of Combined KERO are taken. For product
optimizations using product draw rates and side stripper heat inputs in the
Fractionator columns, product Density & ASTM distillation data are needed for
column products like Heavy Naphtha, KERO, Diesel & UCO before any
mixing/blending (apart from the existing data for final products). There is flow meter
in the HN line going to the Diesel Blend, and no Flow Control Valves in the HN &
KERO lines going to the Diesel Blend. These are needed for accurate control of Diesel
blending.
Similarly, The VFD AC fans at the top of HCR & DHT Strippers and DHT
Fractionator have to be manipulated by APC in order to control product qualities and
yields.
Based on the confirmation by BORL that daily lab measurement of Density, Flash Point &
ASTM D95% of KERO at HCR & DHT Fractionator ends (before mixing with any other
streams) will be available during APC project; the same qualities in the Combined KERO
will be controlled. Similarly, based on the confirmation by BORL that daily lab
measurement of Density & ASTM D95% of Diesel & UCO at HCR Fractionator end
(before mixing with any other streams) will be available during APC project and that a

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 16/45
Yokogawa India Limited, Bangalore Confidential Page 12
Doc. No: BORL-AB1-001
flow meter will be installed in the HN line blend; the same qualities in blended HCR Diesel
will be controlled. Similarly, based on the confirmation by BORL that DAILY lab
measurement of density & ASTM D95% of Diesel at DHT Fractionator end (before mixing
with any other streams) are available; the same qualities in blended DHT Diesel (after
mixing with Combined KERO) will be controlled.
In case of HCR Fractionator, pump around flows and TD (temperature difference) will also
be manipulated to control tray temperatures and product quality. At the same time, APC
will control the steam generation in the Heavy Diesel Pump-Around circuit.
Stripping Steam flows to the bottoms of HCR Stripper & Fractionator and DHT Stripper
could be minimized whenever possible without affecting product qualities. Similar
opportunistic minimization could also be done for DHT Fractionator Reboiler duty, and the
VFD AC fans' loading at the top of HCR & DHT Strippers and DHT Fractionator.
However, because of complex dynamics between product qualities and these variables, it is
not possible to quantify any benefit from such optimizations.
4.3 Deethanizer & Sponge Absorber Control
APC will maintain top & bottom temperatures and reflux ratio in Deethanizer. APC will
control HN flow and off gas yield in the Sponge Absorber.
4.4 Debutanizer Control
APC will control top & bottom temperatures and reflux ratio, hence the LPG yield and
Weathering. LPG Weathering inferential will be built for this purpose. LPG Weathering
will be controlled within the specified range while maximizing LPG yield by pulling lightcomponents from LN.
4.5 Naphtha Splitter Control
APC will control top & bottom temperatures and reflux ratio, hence the desired Light and
Heavy Naphtha quality.
4.6 HCR & DHT Fractionator Furnace Control

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 17/45
Yokogawa India Limited, Bangalore Confidential Page 13
Doc. No: BORL-AB1-001
APC can control the FD inlet damper opening and cold air damper inlet to HCR
Fractionator Heater & DHT Fractionator Reboiler Furnaces to maintain excess air.
4.7 HARDWARE / INSTRUMENT / PROCESS ISSUES OR CONSTRAI NTS
In the above, issues on hardware, instruments and process that can hamper successful
implementation of APC and prevent achieving of the projected APC benefit in HCU &
DHT units of the BORL were described. BORL has confirmed that these will be attended
before APC implementation and are listed below:
1. At present, Density & ASTM distillation data of only Blended HCR Diesel, final DHT
Diesel and combined KERO are taken. Density & ASTM distillation data of Diesel &
KERO at the HCR & DHT Fractionator product ends (before any mixing) are also
needed. KERO analysis should include Flash Point also.
2. At present, there is flow meter in the HN line going to the Diesel Blend, and no Flow
Control Valves in the HN & KERO lines going to the Diesel Blend. These are needed
for accurate control of Diesel blending.
3. The VFD AC fans at the top of HCR & DHT Strippers should be made available for
manipulation by APC in order to recover LPG.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 18/45
Yokogawa India Limited, Bangalore Confidential Page 14
Doc. No: BORL-AB1-001
5.0 Quantification of Expected Economic Benefit
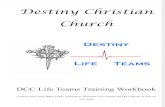
5.1 Benefi t Estimation Method
The approach taken in APC study follows the commonly used method for the estimation of
the benefits generated by APC, which is schematically represented in Figure 3.1. By
stabilizing the process unit, APC enables a controlled variable to be operated closer to its
specification. Any process variable, during a given time period, can be described through a
statistical model in terms of its average value and standard deviation. By reducing the
standard deviation, APC allows the operator to move the average value closer to the fixed
limit, by set point adjustment, while the risks of temporary violations are constant or
reduced. The difference between the average qualities before and after the implementation
of APC can be translated into quantifiable benefits such as product yields and hence into
economic benefits. To visualize how reduced variance allows closer approach to targets
and constraints consider the following diagram:
105
104
103
102
101
100
99
98
97
96
95
94
93
92
91
90
BEFORE CONTROL ADV ANCE D
CONTROL ON-LINE
EXPLOITATION -
SET POINT MOVED
CLOSER T O LIMIT
P E R C E N T O F L I M I T
Distribution of
Instantaneous values
SPECIFICATION
CONSTRAINT
QUALITY LIMIT, ETC
BEST OPERATOR
PERFORMANCE
A
B
Quality improvement through variance reduction
Figure 5.1
The graph represents the variation of some important process variable relative to a
constraint over a certain operating period. These variations can be represented by the so-
called normal “Gaussian” distribution as indicated in the right hand side of the above

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 19/45
Yokogawa India Limited, Bangalore Confidential Page 15
Doc. No: BORL-AB1-001
figure. The tolerable frequency of constraint violation is determined by operational
experience and consequently sets the operating target with a certain comfort level below
the constraint (first part of the diagram). Modern APC techniques will stabilize the process
variations (second part of the diagram) and push the average operating point closer to the
constraint in such a way that the frequency of constraint violation remains the same (third
part of the diagram). The calculated economic impact of the shift of the mean closer to the
optimum operating point is then claimed as a benefit attributable to APC. Note the
reduction of the size of the violation after APC is put on-line at the same frequency of
violation (refer to the above figure). This effect will sometimes allow the constraint or
specification to be relaxed a little bit, increasing APC incentives further. However, to stay
rather conservative, this additional benefit is generally not accounted for in APC studies.
Experience shows that, depending on the application, advanced control can reduce the
standard deviation by 20-90% compared to the normal DCS control.
The actual calculation of APC benefit is carried out through the following steps. As a first
step, data collected during major process upsets are first discarded. Then, the SD (Standard
Deviation) is calculated using the formula given in Microsoft Excel. For those data that
should always remain within a range, e.g., Laboratory data, data values that differ form the
average value by certain magnitude (e.g., ± 2*SD) are considered out-liars and excluded
from the data. Then, the SD shall be re-calculated. The amount that the process variable
can be pushed towards constraint by use of APC can be found by using the statistical
formula, namely “The Same Limit Rule” (Ref: Hydrocarbon Processing, June 1991, Pg.
69):
x = k * (S-Sc)
where,
x = distance / gap the process variable can be moved towards constraint.
S = SD of process variable without APC in line
Sc= SD of process variable with APC in line
K = factor depends on the frequency of violation of process variable
If the violations are allowed 20% of the time then k = 0.8
If the violations are allowed 10% of the time then k = 1.3
If the violations are allowed 5% of the time then k = 1.65
If the violations are allowed 2.3% of the time then k = 2.0

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 20/45
Yokogawa India Limited, Bangalore Confidential Page 16
Doc. No: BORL-AB1-001
Experience shows that most of the commercially available control systems show constraint
violations up to 5% of the time if plant is running below its designed capacity. Therefore,
x = 1.65* (S – Sc ) …(1)
Once the improvement
x in the value of parameter is found out as above, it can becorrelated to the economic driver attached to the improvement in parameter and we can
then quantify the APC benefit.
Since HCU & DHT plants are running close to 115% & 120% capacity respectively at
present, many process variables are at their operating constraints and the probability
of constraint violation is more. Apart from this, due to strong interactions between
controlled variables, product quality and operating constraints, the feasible reduction
in standard deviation will be less than predicted by the above equation. Benefits have
been calculated by taking these limitations into consideration.
5.2 Basis for Benefi t Estimation
As mentioned in Section 1, Process and Laboratory data over the period of 1st july 2013 to
30th august 2013 were collected to establish a baseline performance of existing processcontrol system and estimate the performance improvement benefit that can be expected
from APC. All the Laboratory data were filtered such that values outside the range ± 2*SD
(where, SD = standard deviation) are excluded as outliers. The Price data provided by
BORL is shown below.
Product Unit Price
IFO Rs/ MT 48061LPG Rs/ MT 50613.33
Light and Heavy Naphtha Rs/ MT 52804.67
Kerosene Rs/ MT 57449.36
HSD (Euro- III) Rs/ MT 55383.27
UCO Rs/ MT 48146.15
Steam Rs/ MT 2373
Fuel Gas Rs/ MT 57673.2
Electricity Rs / Unit 7.16
Additional data that were supplied by BORL are:

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 21/45
Yokogawa India Limited, Bangalore Confidential Page 17
Doc. No: BORL-AB1-001
Variable Name Unit Value
Minm. HCR Diesel Density MT/m3 0.82
Minm. DHT Diesel Density MT/m3 0.824
Minm. Blended Diesel Density MT/m3 0.8225
Calorific Value of FG Kcal / MT 12000000
Feed Sp. Heat Kcal /MT/ oC 687.5
Latent Heat of Steam Kcal / MT 570000
It is further assumed that working hours per year is 8000.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 22/45
Yokogawa India Limited, Bangalore Confidential Page 18
Doc. No: BORL-AB1-001
5.3 Quanti fi cation of Benefits for HCR-DHT Section
5.3.1 Maximization of LPG
APC will control and maximize LPG production at Debutanizer, by controlling thetemperature profile and reflux in the Debutanizer column, HCR & DHT Stripper columns.
APC will also control Sponge Oil Absorption column conditions for the same reason so
that carryover of LPG components to sour gas is minimized. The VFD AC fans at the top
of HCR & DHT Strippers should be made available for manipulation by APC. The first
part of LPG yield maximization is based on lifting heavy Light Naphtha components into
the LPG stream. The second part of LPG yield maximization is based on capturing
heavy C3/C4 components in the Off-gas into LPG. However, this part could not be
estimated properly due to absence of C3/C4 component data in Off-gas. Due to
operating / hardware constraints, effective changes have been limited to 25% in the first
case. The calculation procedure would be as follows:
Std. Devn. in LN D5 v% Point = 2.2966 °C
Slope between LN D5 & IBP v% Points = 2.3138 °C / v%
Av. LN Flow = 36.3382 MT/hr
Av. LPG Density = 0.545 MT/m3
Av. LN Density = 0.6858 MT/m3
Increase in LN D5% based on Std. Devn. = 0.25*1.65*(2.2966-0.75*2.2966) = 0.2368 °C
Decrease in LN v% due to increase in LN D5% = 0.2368/2.3138 = 0.1024 v%
Decrease in LN volm. Flow = (0.1024/100)*(36.3382/0.6858) = 0.0542 m3/hr
Corresponding Increase in LPG volm. Flow = 0.0542 m3/hr
Corresponding Increase in LPG mass flow = 0.0542*0.545 = 0.0296 MT/hr
Av. HCR+DHT Feed Flow = 475.2827 MT/hr
Increase in LPG Yield due to lifting from LN = 0.0296*100/475.2827 = 0.0062 %
Please, note that exact correlation between LPG Weathering and LN D5% could not be obtained
based on the available data. The present av. LPG Weathering is -0.37. Increase in LN D5% by
0.2368 °C is expected to increase LPG Weathering by a fraction of 0.2368 °C. Hence, LPG
weathering is expected to remain below +2 °C. Furthermore, when APC will be implemented, it
will maintain LPG Weathering within a specified range.
Price of LPG = 50613.33 Rs/MT
Price of LN = 52804.67 Rs/MT
Price of FG = 57673.2 Rs/MT
Differential Price (LPG-LN) = Negative
Differential Price (LPG-FG) = Negative
Working Hours 8000 hr/yr
Av. HCR+DHT Flow = 475.2827 MT/hr
Benefit from increase of LPG yield by pulling from LN = Cannot be estimated due to negative
differential price (LPG-LN)
While maximizing LPG, Naphtha has been minimized by extracting light components as
much as possible into the LPG stream. The decrease in Naphtha yield achievable iscalculated as follows:

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 23/45
Yokogawa India Limited, Bangalore Confidential Page 19
Doc. No: BORL-AB1-001
Decrease in LN (Light Naphtha) volm. Flow (as calculated above) = 0.0542 m3/hr
Av. LN Density = 0.6858 MT/m3
Corresponding decrease in SN mass flow = 0.0542*0.6858 = 0.0372 MT/hr
Av. HCR+DHT Flow = 475.2827 MT/hr
Decrease in Naphtha Yield = 0.0372*100/475.2827 = 0.0078 %
5.3.2 Maximization of HCR Diesel
APC will try to control and optimization Diesel production at the individual Fractionator
column of HCR. For implementation of this strategy, ASTM distillation data of HCR
Diesel & KERO at the HCR Fractionator product end are needed. At present ASTM
distillation data of only Blended HCR Diesel and combined KERO is taken. APC can also
try to maximize proportion of UCO, HN & KERO in Blended HCR Diesel. However, for
implementation of this strategy, flow control valve is needed in the HN and KERO
blending line. At present, flow control valve is present only for UCO blending line. Anestimate of the benefit, assuming these issues get resolved, is as follows:
HCR Diesel can be maximized by dropping heavy KERO components into Diesel and
lifting light UCO components into Diesel. The reliable method for estimating HCR Diesel
yield increase for these two cases under present circumstances is the use of HCR Diesel
ASTM curve at light & heavy ends. Since distillation data of only Blended HCR Diesel is
available, ASTM data of the later will be used as an approximation for HCR Diesel. In
order to keep critical process constraints like draw temperatures and product qualities
satisfied, and due to operating / hardware constraints, effective changes have been limited
to 25%. The calculation procedure would be as follows:
Std. Devn. in HCR Diesel D05 v% Point = 8.1596 °C
Av. Slope between HCR Diesel IBP – D10 v% Points = 2.7904 °C / v%
Std. Devn. in HCR Diesel D95 v% Point = 4.0094 °C
Av. Slope between HCR Diesel FBP - D90 v% Points = 1.8247 °C / v%
Av. light HCR Diesel Flow = 83.7995 MT/hr
Av. heavy HCR Diesel Flow = 76.4826 MT/hr
Av HCR Diesel Flow = 83.7995+76.4826 = 160.2821 MT/hr
Av. KERO Density = 0.7842 MT/m3
Av. HCR Diesel Density = 0.8209 MT/m3
Av. HCR+DHT Feed Flow = 475.2827 MT/hr
Decrease in HCR Diesel D05 v% based on Std. Devn. = 0.25*1.65*(8.1596-0.75*8.1596) = 0.8415 °C
Increase in HCR Diesel v% due to decrease in HCR Diesel D05 = 0.8415/2.7904 = 0.3016 v%
Decrease in HCR Diesel volm. Flow =(0.3016/100)*(160.2821/ 0.8209) = 0.5888 m3/hr
Corresponding influx of KERO into HCR Diesel = 0.5888 m3/hr
Corresponding KERO volm. Fracn. In HCR Diesel = 0.5888/((160.2821/0.8209)+ 0.5888) = 0.003
Corresponding HCR Diesel Density = (1-0.003)*0.8209+0.003*0.7842 = 0.8207 MT/m3
Minm. Specification of HCR Diesel Density = 0.82 MT/m3
Allowed Increase in HCR Diesel volm. Flow by KERO dropping = 0.5888 m3/hr
Corresponding increase in HCR Diesel mass flow = 0.5888*0.8209 = 0.4833 MT/hr
Increase in HCR Diesel Yield due to dropping KERO = 0.4833*100/475.2827 = 0.1017 %

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 24/45
Yokogawa India Limited, Bangalore Confidential Page 20
Doc. No: BORL-AB1-001
Increase in HCR Diesel D95 v% based on Std. Devn. = 0.25*1.65*(4.0094-0.75*4.0094) = 0.4135 °C
Std. Devn. in HCR Diesel D95.5 v% Point = 4.2334 °C
Corresponding increase in HCR Diesel D95.5% = 0.25*1.65*(4.2334-0.75*4.2334) = 0.4366 °C
Maximum Allowed value of HCR Diesel D95.5% = 360 °C
Present Av. value of HCR Diesel D95.5% = 357.3012 °CAllowed increase in HCR Diesel D95.5% = min(0.4366, (360-357.3012)) = 0.4366 °C
Allowed increase in HCR Diesel D95% = 0.4135 °C
Increase in HCR Diesel v% due to increase in HCR Diesel FBP = 0.4135/1.8247 = 0.2266 v%
Increase in HCR Diesel volm. Flow = (0.2266/100)*(160.2821/0.8209) = 0.4424 m3/hr
Corresponding increase in HCR Diesel mass flow = 0.4424*0.8209 = 0.3632 MT/hr
Increase in HCR Diesel Yield due to lifting UCO = 0.3632*100/475.2827 = 0.0764 %
Total increase in HCR Diesel Yield = 0.1017+0.0764 = 0.1781 %
Price of KERO = 57449.36 Rs/MT
Price of Diesel = 55383.27 Rs/MTPrice of UCO = 48146.15 Rs/MT
Differential Price (Diesel-KERO) = Negative
Differential Price (Diesel-UCO) = 7237.12 Rs/MT
Working Hours = 8000 hr/yr
Benefit from KERO Dropping into HCR Diesel = Cannot be estimated due to negative differential
price
Benefit from UCO Lifting into HCR Diesel = 0.3632*8000*7237.12/100000 = 210.2706 Lakh Rs/yr
Total Benefit = 210.2706 Lakh Rs/yr
While maximizing HCR Diesel, Kerosene and UCO have been minimized above bydropping heavy components of KERO and lifting light components of UCO respectively
into HCR Diesel. The decrease in KERO & UCO yields achievable is calculated as
follows:
Increase in HCR Diesel volm. Flow by KERO dropping (as calculated above) = 0.5888 m3/hr
Corresponding decrease in KERO volm. flow = 0.5888 m3/hr
Av. KERO Density = 0.7842 MT/m3
Corresponding decrease in KERO mass flow = 0.5888*0.7842 = 0.4618 MT/hr
Av. HCR+DHT Feed Flow = 475.2827 MT/hr
Decrease in KERO Yield due to dropping into HCR Diesel = 0.4618*100/475.2827 = 0.0972 %
Increase in HCR Diesel volm. Flow from UCO Lifting (as calculated above) = 0.4424 m3/hr
Corresponding decrease in UCO volm. Flow = 0.4424 m3/hr
Av UCO Density = 0.8382 MT/m3
Corresponding decrease in UCO mass flow = 0.4424*0.8382 = 0.3709 MT/hr
Av. HCR+DHT Feed Flow = 475.2827 MT/hr
Decrease in UCO Yield = 0.3709*100/475.2827 = 0.078 %

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 25/45
Yokogawa India Limited, Bangalore Confidential Page 21
Doc. No: BORL-AB1-001
5.3.3 Maximization of DH T Diesel
APC will try to control and optimize Diesel production at the Fractionator column of DHT.
For implementation of this strategy, ASTM distillation data of DHT Diesel & KERO at the
DHT fractionator product end are needed. At present ASTM distillation data of only final
DHT Diesel and combined KERO is taken.
DHT Diesel can be maximized by dropping heavy DHT KERO components into Diesel.
The reliable method for estimating HCR Diesel yield increase under present circumstances
is the use of DHT Diesel ASTM curve at light end. In order to keep critical process
constraints like draw temperatures and product qualities satisfied, and due to operating /
hardware constraints, effective changes have been limited to 25%. The calculation
procedure would be as follows:
Std. Devn. in DHT Diesel D05 v% Point = 4.3119 °C
Av. Slope between DHT Diesel D10 - IBP v% Points = 4.7014 °C / v%
Av DHT Diesel Flow = 189.3609 MT/hr
Av. KERO Density = 0.7842 MT/m3
Av. DHT Diesel Density = 0.8243 MT/m3
Av. HCR+DHT Feed Flow = 475.2827 MT/hr
Increase in DHT Diesel D05 v% based on Std. Devn. = 0.25*1.65*(4.3119-0.75*4.3119) = 0.4447 °C
Increase in DHT Diesel v% due to decrease in DHT Diesel D05 = 0.4447/4.7014 = 0.0946 v%
Increase in DHT Diesel volm. Flow = (0.0946/100)*(189.3609/0.8243) = 0.2173 m3/hr
Corresponding influx of KERO into DHT Diesel = 0.2173 m3/hr
Corresponding KERO volm. Fracn. In DHT Diesel = 0.2173/((189.3609/0.8243)+ 0.2173) = 0.0009
Corresponding DHT Diesel Density = (1-0.0009)*0.8243+0.0009*0.7842 = 0.8243 MT/m3
Minm. Specification of DHT Diesel Density = 0.824 MT/m3
Allowed Increase in DHT Diesel volm. Flow by KERO dropping = 0.2173 m3/hr
Corresponding increase in DHT Diesel mass flow = 0.2173*0.8243 = 0.1791 MT/hr
Increase in DHT Diesel Yield = 0.1791*100/475.2827 = 0.0377 %
Price of KERO = 57449.36 Rs/MT
Price of Diesel = 55383.27 Rs/MT
Differential Price (Diesel-KERO) = Negative
Working Hours = 8000 hr/yr
Benefit from KERO Dropping into DHT Diesel = Cannot be estimated due to negative differential
price
While maximizing DHT Diesel, Kerosene has been minimized by dropping its heavy
components as much as possible into DHT Diesel. The decrease in KERO yield achievable
is calculated as follows:
Increase in DHT Diesel volm. Flow by KERO dropping (as calculated above) = 0.2173 m3/hr
Corresponding decrease in KERO volm. flow = 0.2173 m3/hr
Corresponding decrease in KERO mass flow = 0.2173*0.7842 = 0.1704 MT/hrDecrease in KERO Yield due to dropping into DHT Diesel = 0.1704*100/475.2827 = 0.0358 %

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 26/45
Yokogawa India Limited, Bangalore Confidential Page 22
Doc. No: BORL-AB1-001
Total Decrease in KERO Yield due to dropping in HCR & DHT Diesel = 0.0972+0.0358 = 0.133 %
5.3.4 Maximization of Heat Recovery in F/E Exchangers
The temperature controllers of the F/E Exchangers before the reactor furnaces (FF101 &FF201) are to be set such that the temperature difference across Furnace is around 22oC on
average. However, there is some variation in this temperature difference. Since APC can
reduce such variations by consistently maintaining the Furnace temperature difference at a
fixed value, heat recovery can be maximized. Since this benefit is based on the DCS
control as reference, the range of Furnace temperature difference under APC has to
be around the average Furnace temperature difference under DCS control to realize
this benefit. For example, the available data indicates that the present average values of
Furnace temperature differences under DCS control are below 22oC. In such a case, if APC
ranges are set around the higher value of 22oC for operational reasons, then obviously
energy consumption will increase in Furnaces instead of decreasing. We can consider this
as an “F/E Heat Recovery OFF” case in which the following benefit calculation
calculations cannot be used. Hence, during Post-Audit, this benefit can be estimated
and added to the total benefit only for “F/E Heat Recovery ON” case in which the
ranges of Furnace temperature differences under APC control are set around the
average values under DCS control. Due to operating / hardware constraints, effective
changes have been limited to 25%. The calculation procedure would be as follows:
FF101 TDI (Temp. Diff., 16TDI1601.PV) Mean = 18.306 °C
FF101 TDI STD = 2.3843 °C
Decrease in FF101 TDI based on Std. Devn. = 0.25*1.65*(2.3843-0.75*2.3843) = 0.2459 °C
Feed Liq to FF101 = 256.0477 T/hr
Feed Gas to FF101 = 30584.332 KG/hr
Total Feed to FF101 = 256.0477+30.5843 = 286.632 T/hr
Cp of Feed = 687.5 Kcal/T/ °C
Heat Requirement Decrease in Feed to FF101= =286.632*687.5*0.2459 = 48453.18 Kcal / hr
Calorific Val. of FG = 12000000 Kcal /T
Decrease in FG to FF101 = 48453.18/12000000 = 0.004 T/hr
FF201 TDI (Temp. Diff., 16TDI2603.PV)Mean = 19.358 °C
FF201 TDI STD = 1.7283 °C
Decrease in FF201 TDI based on Std. Devn. = 0.25*1.65*(1.7283-0.75*1.7283) = 0.1782 °C
Feed Liq to FF201 = 200.7894 T/hr
Feed Gas to FF201 = 18759.8633 KG/hr
Total Feed to FF201= 200.7894+18.7599 = 219.5493 T/hr
Cp of Feed = 687.5 Kcal/T/ °C
Heat Requirement Decrease in Feed to FF201= =219.5493*687.5*0.1782 = 26902.2 Kcal / hr
Calorific Val. of FG = 12000000 Kcal /T
Decrease in FG to FF101 = 26902.2/12000000 = 0.0022 T/hr
Total Decrease in FG = 0.004+0.0022 = 0.0063 MT/hr
Price of FG = 57673.2 Rs/MT
Working Hours = 8000 hr/yr

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 27/45
Yokogawa India Limited, Bangalore Confidential Page 23
Doc. No: BORL-AB1-001
Benefit from maintaining Furnace Temperature Difference = 0.0063*8000*57673.2/100000 =
28.9732 Lakh Rs/yr
5.3.5 Maximization of Steam Generation in H eavy Diesel Pump-Ar ound circui t
The temperature controller around the Steam Generator in Heavy Diesel PA (Pump-
Around) circuit is presently set at a fixed temperature. For controlling column temperature
profile, the heat removal in PA circuit or equivalently PA temperature difference can be
controlled. However, there is some variation in the Pump-Around temperature difference.
Since APC can reduce such variations by consistently maintaining the Pump-Around
temperature difference within a fixed range, steam generation can be maximized. Due to
operating / hardware constraints, effective changes have been limited to 25%. The
calculation procedure would be as follows:
Heavy HCR Diesel PA TD (Temp. Diff., [16TI6007.PV] - [16TIC6801.PV]) Mean = 89.9259 °CHeavy HCR Diesel PA TD STD = 3.0953 °C
Decrease in Heavy HCR Diesel PA TD based on Std. Devn. = 0.25*1.65*(3.0953-0.75*3.0953) =
0.3192 °C
Heavy HCR Diesel PA Flow = 213.0396 T/hr
Cp of Feed = 736 Kcal/T/ °C
Increase in Heat available for Steam Generation in Heavy HCR Diesel PA circuit =
213.0396*736*0.3192 = 50050.0899 Kcal / hr
Latent Heat of Steam = 570000 Kcal / T
Increase in Steam Generation in Heavy HCR Diesel PA circuit = 50050.0899/570000 = 0.0878 T/hr
Price of Stm. = 2373 Rs/MTWorking Hours = 8000 hr/yr
Benefit from Stm. Generation in Heavy HCR Diesel PA circuit = 0.0878*2373*8000/100000 =
16.6693 Lakh Rs/yr
5.3.6 Excess Ai r M in imization in HCR Fractionator Heater & DHT Reboil er Furnaces
(With in Al lowable Range)
APC can control the FD fan speed and cold air damper inlet to HCR Fractionator Heater &
DHT Fractionator Reboiler Furnaces to maintain excess air. Due to operating / hardware
constraints, effective changes have been limited to 25%. The calculation procedure would be as follows:
Stoichiometric Coeff. w.r.t. FO in FF501 = 1.7258 M3/KG
Stoichiometric Coeff. w.r.t. FG in FF501 = 2.4798 M3/KG
Av. Excess O2 in FF501 = 3.2822 %
STD of Excess O2 in FF501 = 1.5134 %
Decrease in Excess O2 in FF501 based on STD = 0.25*1.65*(1.5134-0.75*1.5134) = 0.1561 %
Maxm. Allowed Decrease in Excess O2 in FF1501 (final Excess O2 > 2%) = 3.2822-2 = 1.2822 %
Decrease in Excess O2 in FF501 w APC = 0.1561 %
Av. FG flow in FF501 = 2415.2517 KG/hr
Av. FO flow in FF501 = 2527.5376 KG/hrAv. Air flow in FF501 = 62002.1602 M3/hr

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 28/45
Yokogawa India Limited, Bangalore Confidential Page 24
Doc. No: BORL-AB1-001
Air flow in FF501 w APC ~ 62002.1602*(1-0.1561/100) = 61905.3938 M3/hr
FO flow in FF501 w APC
= 2527.5376+(1/1.7258)*(61905.3958/(1+(3.2822-0.1561)/100)-62002.1602/(1+3.2822/100))
= 2525.809755 KG/hr
Reduction in FO w APC = 2527.5376 – 2525.8098 = 1.7278 KG/hr
Stoichiometric Coeff. w.r.t. FG in FF701 = 1.6091 KG/KG
Av. Excess O2 in FF701 = 2.2376 %
STD of Excess O2 in FF701 = 1.5178 %
Decrease in Excess O2 in FF701 based on STD = 0.25*1.65*(1.5178-0.75*1.5178) = 0.1565 %
Allowed Decrease in Excess O2 in FF701 w APC (final Excess O2 > 2%) = 2.2376-2 = 0.2376 %
Decrease in Excess O2 in FF701 w APC = 0.1565 %
Av. FG flow in FF701 = 563.9006 KG/hr
Av. Air flow in FF701 = 12596.4268 KG/hr
Air flow in FF701 w APC ~ 12596.4268*(1-0.1561/100) = 12576.7105 KG/hr
FG flow in FF2 w APC
= 563.9006+(1/1.6091)*(12576.7105/(1+(2.2376-0.1565)/100)-12596.4268/(1+2.2376/100))= 563.6379 KG/hr
Reduction in FG w APC = 563.9006-563.6379 = 0.2627 KG/hr
FO Price = 48061 Rs/MT
FG Price = 57673.2 Rs/MT
Working Hours = 8000 hr/yr
Benefit from Excess Air Minimization
= (1.7278/1000)*48061+(0.2627/1000)*57673.2)*8000/100000 = 7.8554 Lakh Rs/yr
5.3.7 Control & Optimization of Gas-to-Oil Ratio in HCR 1st Stage (Within Al lowableRange)
At present, GOR (Gas-to-Oil Ratio) of HCR 1st & 2nd Stages are monitored through DCS
display. GOR is important for maintaining required H2 partial pressure in the reactors to
serve the desired reaction kinetics. There are variations in these ratios. By maintaining it at
an optimum value within an allowable range, it is possible to minimize Recycle Gas
consumption and hence the consumption of HP steam used to drive the RGC. As
mentioned in Section 4.1, only the 1st stage GOR will be optimized to remain at an
optimum value. In other words, minimization of GOR is expected to be achieved indirectly
by keeping it at an optimum value within the range of its normal variations. Due tooperating / hardware constraints, process interactions and the optimization difficulty, the
effective change has been limited to 10%. The calculation procedure would be as follows:
HCR 1st Stg. GOR Mean = 966.375
HCR 1st Stg. GOR STD = 204.9201
Decrease in HCR 1st Stg. GOR based on STD = 0.1*1.65*(204.9201-0.75*204.9201) = 8.453
Gain between HCR 1st Stg. GOR DCS-display unit and Direct KG/T unit = 0.12433
Decrease in HCR 1st Stg. GOR in Direct Kg/T unit = 8.453*0.12433 = 1.051 KG/T
Av Value of HCR 1st Stg. HC Feed = 256.0477 T/hr
Feasible decrease in HCR 1st Stg. Recycle Gas = 256.0477*1.051 = 269.0948 KG/hr
Gain of Recycle Gas and HP Steam Consumption in RGC = 0.00027106 T/KG

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 29/45
Yokogawa India Limited, Bangalore Confidential Page 25
Doc. No: BORL-AB1-001
Decrease in HP Steam Consumption in RGC = 269.0948*0.00027106 = 0.0729 T/hr
Price of Steam = 2373 Rs/MT
Working Hours = 8000 hr/yr
Benefit from GOR minimization within allowable range = 0.0729*8000*2373/100000
= 13.8471 Lakh Rs/yr

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 30/45
Yokogawa India Limited, Bangalore Confidential Page 26
Doc. No: BORL-AB1-001
5.4 Total Expected APC Benefi t
5.4.1 Total Expected APC Benef it in HCR-DH T Section
The list of benefits calculated above for HCR-DHT section is summarized below:
Table 5.4.1
Benefit Area
Percentage
Yield
Change
(wherever
applicable)
Benefit Estimate
Rs Lakh / Yr
LPG Maximization 0.0146 %
Increase
Benefit based on:
Pulling LN components cannot be estimated due to negative
differential priceTotal = 0 Lakh Rs / yr
Naphtha Minimization 0.0078 %Decrease
Already accounted through the LPG Benefit above
HCR DieselMaximization
0.1781 %Increase
Benefit based on:
1. Pulling KERO components cannot be estimated due to
negative differential price
2. Pulling UCO components = 210.27 Lakh Rs / yr
Total = 210.27 Lakh Rs / yr
DHT Diesel
Maximization
0.0377 %
Increase
Benefit based on:
1. Pulling KERO components cannot be estimated due to
negative differential priceTotal = 0 Lakh Rs / yr
KERO Minimization 0.133%
Decrease
Already accounted through the HCR & DHT Diesel Benefits above
UCO Minimization 0.078 %Decrease
Already accounted through the HCR Diesel Benefit above
Maximization of
Steam Generation in
Heavy Diesel PA
circuit
16.67
Excess Air
Minimization in HCR
Fractionator Heater &
DHT ReboilerFurnaces
7.86
Optimization of 1st
Stage GOR
13.85
Total Benefit (F/E
Heat Recovery OFF)
248.64
Maximization of Heat
Recovery in F/E
Exchangers
28.97
Total Benefit (F/E
Heat Recovery ON)
277.62
The total benefit can also be expressed in Cent/Barrel as follows:
Basis of Cent/Barrel Benefit = Total Feed to HCR & DHTAv. HCR Feed Flow (16FIC1601.PV) = 256.0477 MT/hr

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 31/45
Yokogawa India Limited, Bangalore Confidential Page 27
Doc. No: BORL-AB1-001
Av. DHT Feed Flow (16FIC3701.PV) = 219.2354 MT/hr
Av. HCR Feed Density = 0.9166 MT/m3
Av. DHT Feed Density = 0.8490 MT/m3
Av. HCR Feed Flow (volume) = 256.0477/0.9166 = 279.3352 m3/hr
Av. DHT Feed Flow (volume) = 219.0477/0.8490 = 258.2329 m3/hrAv. HCR+DHT Feed Flow (volume) = 279.3352+258.2329 = 537.5682 m3/hr
1 Barrel = 0.15899 m3
1 Cent = 0.6 Rs
Total Benefit (F/E Heat Recovery OFF case) =
(248.64*100000)*0.15899/((537.5682*8000)*0.6) = 1.53 Cent/Barrel
Total Benefit (F/E Heat Recovery ON case) =
(277.62*100000)*0.15899/((537.5682*8000)*0.6) = 1.71 Cent/Barrel
Hence, the total HCR & DHT APC benefit is estimated here as:
- 2.49 Crore Rs/Yr or 1.53 Cent/Barrel (When F/E Heat Recovery is not
realized)
- 2.78 Crore Rs/Yr or 1.71 Cent/Barrel (When F/E Heat Recovery is realized)

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 32/45
Yokogawa India Limited, Bangalore Confidential Page 28
Doc. No: BORL-AB1-001
6.0 Instrumentation & Hardware Requirement for DCS Connectivity
with APC
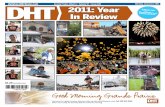
In BORL-Bina, HGU & HCR-DHT units are equipped with Yokogawa Centum
CS3000 DCS system for centralized operation and monitoring of the unit. The APC
system and verticals connectivity with the DCS has to be established using a
dedicated ExaOPC station resting on the V-net/IP network as shown in the below
diagram. Keeping in view DCS network loading, a dedicated ExaOPC is
recommended for the project (APC Implementation in HGU & HCR-DHT Units)
to enable the APC and RQE Controllers (Yokogawa APC Application or any Third
Party APC Application) to communicate with the DCS Network for seamless
bidirectional data transfer which is essential for APC Implementation.
This proposed ExaOPC Gateway shall cater to handling process data from the
HGU and HCR-DHT Units. It is recommended to deploy separate dedicated
ExaOPC Gateways to facilitate the APC-DCS Communication for the same.
With OPC, any third party system can acquire and define process data from CS3000
& and receive alarm events. It supports OPC standard interface functions(DA/A&E/HDA) specified by OPC Foundation, and many other optional
functional such as browsing.
Data Access (DA) Server (in-built under ExaOPC Gateway)
The DA Server reads and writes process data using item IDs as identifiers.
Alarms & Events (A & E) Server (in-built under ExaOPC Gateway)
The A&E Server notifies alarms and events from plants that asynchronously occur
Historical Data Access (HDA) Server (in-built under ExaOPC Gateway)
OPC automatically saves instantaneous values acquired from the DA Server, to a
historical database in the HDA Server. The OPC client can access historical data by
connecting to the HDA Server. A list of tags in CS 3000 can be equalized to OPC.
Users can view the content of the OPC from OPC client. The OPC client can access
CENTUM tag list that OPC acquired by Equalization functions. To prevent

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 33/45
Yokogawa India Limited, Bangalore Confidential Page 29
Doc. No: BORL-AB1-001
problems, access from the client is restricted to avoid exceeding the maximum
accessible data. The OPC package provides the OPC client with an interface with
the following specifications:
OPC has passed the OPC DA2 Compliance Test. The ExaOPC Station being
supplied will be the latest version available and is DA3 Compliant.
DA Server Cassette Specification
OPC Data Access Custom Interface Specification Version 2.05a or above
OPC Data Access Automation Specification Version 2.0 or above
OPC Security Custom Interface Specification Version 1.0 or above
A&E Server Cassette Specification
OPC Alarms and Events Version 1.02
OPC Alarms and Events Automation Specification Version 1.0 (draft)
OPC Security Custom Interface Specification Version 1.0
HDA Server Cassette Specification
OPC Historical Data Access Custom Interface Version 1.1
OPC Historical Data Access Automation Interface (Version 1.0 draft)
Advantages of using ExaOPC station
a. Since it is directly connected to the control bus data availability can be
guaranteed at all the times irrespective of any Operator station failures, moreover
there is no need to write any user programs for gathering or setting the data to /
from DCS. All DCS information (real time data / Engineering data) is available at
all times at the bus speed.
b. In case of Tag List change ExaOPC station senses, equalizes it’s own database
and the same trigger can be used by client programs to update the Tag Lists.
c. ExaOPC is OPC server, which satisfies the OPC Standards; hence existing DCS
system becomes truly ‘OPEN’ with any third party OPC client.
d. Data thru put is as high as 1000 data per second.
e. Multiple clients can access the DCS data at their own interval.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 34/45
Yokogawa India Limited, Bangalore Confidential Page 30
Doc. No: BORL-AB1-001
f. Data Quality is maintained throughout the network. Each information is
associated with the Time stamp and the Quality flag.
6.1 Recommended System Architecture for APC System
The proposed System Architecture while implementing APC in HGU & HCR-DHT
units has been shown below:
Figure 6.1

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 35/45
Yokogawa India Limited, Bangalore Confidential Page 31
Doc. No: BORL-AB1-001
7.0 Technical Specifications
HARDWARE REQUIREMENTS (Per Unit)
(a) Hardware Requirements for HCR-DHT:
S.No HARDWARE Type of Application Qty.
1 Online APC Server To be supplied by APC vendoras per APC Application
1
2 Offline APC Server To be supplied by APC vendoras per APC Application
1
(b) Additional Common Hardware Requirements for HGU and HCR-DHT**
S.No HARDWARE Type of Application Qty.
1 ExaOPC Gateway Proprietary to Yokogawa 12 Network Switch for APCComputers
To be supplied by APC vendor 1
**Note:- This has already been accounted for in the HGU Scoping Study Report.
1. Specifications for Online APC Computer (Server Range) – Qty. - 1No
Make: HP / DELL /IBM
S.No Item Requirement
1 Processor Dual Intel® XeonTM Processor 3.4 GHz or faster.2 RAM 4 GB, expandable to 8 GB minimum
3 Hard Disk 5x 80 GB minimum – RAID 5 w/online spare (6x1”) hot pluggable drive bays minimum
4 RAID Controller Smart Array 5302/128 Controller (RAID)
5 Monitor 17” TFT Monitor
6 CD-ROM/DVD CD-DVD + RW 16X Drive minimum
7 Network Card 3 Gigabit Network cards, Minimum two free PCI slots and
one free PCI Express slot minimum
8 Operating
System
Windows 2008 server (having downgrade option to Windows
2003 server) with media or latest Windows Operating Systemsupporting MVPC, IPP and other APC software includinginterface software.
9 MS Office and
Antivirus
MS Office 2010 and Symantec Antivirus and Antispywaresoftware with subscription till end of AMC.
10 Comprehensive
support
Till the end of AMC

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 36/45
Yokogawa India Limited, Bangalore Confidential Page 32
Doc. No: BORL-AB1-001
11 Supplies and
Accessories
Hot plug redundant power supply, supporting 100-240V input power, hot plug redundant Fans, keyboard, mouse, USB ports,and CAT-6 cable (10feet) with RJ-45 connector.
2. Specifications for Offline APC Computer – Qty. - 1No
Make: HP / DELL /IBM
S.No Item Requirement
1 Processor Intel® Processor 2.4 GHz or faster
2 RAM 4 GB, expandable to 8 GB minimum
3 Hard Disk 3x80 GB minimum
4 Monitor 17” TFT Monitor
5 CD-ROM/DVD CD-DVD + RW 16X Drive minimum
6 Network Card 2, Gigabit Network cards
7 Operating
System
Windows 2008 server (having downgrade option to
Windows 2003 server) with media or latest Windows
Operating System supporting MVPC, IPP and other
APC software including interface software.
8 MS Office and
Antivirus
MS Office 2010 and Symantec Antivirus and
Antispyware software with subscription till end of
AMC.
9 Comprehensive
support
Till the end of AMC
10 Supplies and
Accessories
Supporting 100-240V input power supply, Keyboard,
mouse, USB ports, MS Office 2010, Symantec
Antivirus and Antispyware software with subscription
till end of AMC.
** Note: Latest available PC model/Other Hardware will be purchased and
delivered during the project execution.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 37/45
Yokogawa India Limited, Bangalore Confidential Page 33
Doc. No: BORL-AB1-001
SOFTWARE REQUIREMENTS (Per Un it)
(a) Software Requirements for HCR-DHT:
S. No. SOFTWARE Type of Application
1MVPC and Robust Quality
Estimator OnlineTo be supplied by APC vendor as
per APC Application
2MVPC and Robust Quality
Estimator OfflineTo be supplied by APC vendor as
per APC Application
3 APC-DCS Interface
Development ***Proprietary to Yokogawa
***Note: The APC-DCS Interface is imperative to the smooth and reliable operation of
APC Controllers. The Interface comprises of:-
1) supervisory and interlocks logic that need to be created in the DCS Controller
(FCS) for safe switchover from APC mode to DCS Control mode on account of any
emergency in Plant Operations or any other Operations requirement.
2) DCS Graphics to enable the Operator to perform APC Monitoring by entering the
MV Limits, CV Limits etc. to ensure smooth operation of the Plant
This would require additional resources to be created in the FCS (DCS Controller) and
engineering to be done to implement Interlock logics and also any ERC (Enhanced
Regulatory Control) strategies if required for better control.
Keeping in mind the criticality of the Interface for reliable and safe operations and also
mitigate any risks/delays that may arise in the later stages of Project Execution due to
insufficient knowledge on Yokogawa’s Centum CS3000 DCS System by any other APC
Vendor it is recommended that Yokogawa carry out this activity.
(b) Additional Common Software Requirements for HGU and HCR-DHT:**
S. No. SOFTWARE Type of Application
1 ExaOPC Application Package Proprietary to Yokogawa
**Note:- This has already been accounted for in the HGU Scoping Study Report.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 38/45
Yokogawa India Limited, Bangalore Confidential Page 34
Doc. No: BORL-AB1-001
8.0 Project Execution & Schedule
The project goes through the following steps.
8.1 Kick-Off Meeting (KOM)
It is proposed that the project KOM be held at BORL-BINA, as soon as possible
after the issue of the LOI. This meeting shall discuss in detail about project
organization, communication channels and the detailed project schedule.
8.2 Process Study
A detailed study of the plant is made. APC engineers collect any necessary
documents and data required and interact with Technical & Operation group to
obtain a full understanding of the process. The Process and Lab data (for the period
June to October, 2013), which were shared by BORL to YIL during Scoping Study
visit and the data based on which the Benefit estimate has been obtained in this
Report, shall be designated as the Base Case data of the project. This data shall be
used to establish the guaranteed benefit achieved by APC during Post-Audit.
8.3 Pretest
Following Base Case Study, Pretest is to be completed. The scope of Pretest is
primarily to check all the applicable DCS level regulatory controls, to make sure
they are configured properly and controlling adequately for the application of the
Advanced Process Control. Thus, PID (Proportional Integral Derivative) controller
loops critical for APC performance are examined and re-tuned if necessary.
Malfunctioning of existing instruments and need for additional instruments, which
are critical for APC application, are identified. All the controlled, manipulated and
disturbance variables are identified.
Following Pretest, a FDS (Functional Design Specification) is submitted by the
APC consultant for review of the customer. FDS is a preliminary design document
for the proposed APC system. Once FDS is approved by the customer, APC

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 39/45
Yokogawa India Limited, Bangalore Confidential Page 35
Doc. No: BORL-AB1-001
consultant submits for approval a Step Test plant, indicating how the Steptest will
be conducted.
On the other hand, the customer should rectify the malfunctioning instrument and
provide the additional instrumentation identified before Step Test can begin.
8.4 Steptest
Following Pretest, Steptest is to be completed. Steptest is required for developing
dynamic models for the SMOC applications. During Steptest, inputs to the process
will be changed several times in both direction and the response will be noted. Data
of Steptest will be collected using the data historian software.
8.5 Engineering
There will be a complete Engineering of the APC system following Pretest &
Steptest, involving the following activities at the APC Vendor site:
Identification of Process Models
− Estimation of Model Parameters
− Model Validation
− Adequacy Check
Development of Quality Inference Models
− Estimation of Model Parameters
− Model Validation
− Adequacy Check
Controller Development based the models and offline simulation and tuning of
the controller
FAT (Factory Acceptance Test) based on off-line simulation for various test
conditions/scenarios
There will be following additional engineering activities at customer site before
commissioning:

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 40/45
Yokogawa India Limited, Bangalore Confidential Page 36
Doc. No: BORL-AB1-001
Supply & Installation of all Hardware & Software
− Either before or after the Steptest, all the necessary APC & OPC
hardware and software need to be installed and kept ready before APC
commissioning.
APC Graphics & Interface Development
− CV/MV/DV tables with entries necessary to run APC from DCS are
created
− DCS switches and logic are created that will enable safe run of APC
from DCS (for example, facility to switch off APC following
communication problem or plant emergency and bumpless transfer from
APC to full DCS control)
8.6 Commissioning
After completing the activities above, APC commissioning activity at customer site
starts. During commissioning, APC loops are tuned online to make then work
satisfactorily. Any changes are incorporated in the final design document known as
DDS (Detailed Design Document) that is submitted after commissioning for
customer review.
8.7 Site Activity Test (SAT)
SAT is scheduled following commissioning. In this activity, APC run for about 15
to 30 days and closely observed to check any run time problems. The on-line factor
(i.e., the percentage of time that APC run uninterruptedly) is calculated. During this
period, the percentage confidence limits of quality inferentials (i.e., the percentage
deviation of model prediction from Laboratory data) are also checked.
8.8 Post-Audit
Post-Audit is scheduled following SAT. In this activity, APC run data are collected
over 7 days. These data are compared to the Base Case data and the APC benefit
achieved is calculated. A Post-Audit Report is submitted.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 41/45
Yokogawa India Limited, Bangalore Confidential Page 37
Doc. No: BORL-AB1-001
A tentative schedule of all activities is attached in Fig. 9.1. Normally,
commissioning is completed in eight months after obtaining the work order. 15 to
30 days post-commissioning is earmarked for SAT activity, following which Post-
Audit activity is taken up.
S.
No.
ACTIVITY FROM DATE OF
ISSUE OF LOI / PO / WO
No.
of
Mo. 1 2 3 4 5 6 7 8 9 10
1 KOM & Process Study 1
2Pretest, PID Tuning &
Pretest Report1
3 FDS Report 1
4 Supply & Installation ofHardwares & Softwares
0.5
5 Step Test 1.5
6Model & Inferential
Development1.5
7 FAT 0.5
8 Interface Development 0.5
9 Commissioning 1
10DDS & DCS Interface
Document1
11 SAT 1
12Post Audit & Post-Audit
Report0.5
Figure 8.1

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 42/45
Yokogawa India Limited, Bangalore Confidential Page 38
Doc. No: BORL-AB1-001
9.0 Training Requirement
True success of any APC project is possible through synergy between BORL and
APC engineers. Therefore training shall be completed as early as possible
(preferably, before Steptest, or at least during FAT activity) in order to enable
BORL engineers to appreciate and involve fully in all activities of APC
implementation. BORL console officers shall also be trained before the APC is put
online.
The Engineering Training should be a comprehensive one and should cover design
aspects of APC. There are several advantages of comprehensive Engineering
Training:
1. BORL engineers can exploit advanced features of APC available at APC server,
such as on-line APC tuning, changing priority among controlled variables.
2. BORL engineer can quickly restore the system after communication or power
failure.
3. It becomes easy for BORL to look after the APC system.
4. BORL engineers can use the design tools themselves and modify APC design if
necessary.
The Operator Training should focus on the APC operational aspects; so that console
officers can change the variables provided in the APC graphics and obtain the
desired results. It is also necessary to train the operators on the followings:
1. Which Manipulated Variables (MV) are used by APC to control each
Controlled Variable (CV).2. Any specific requirement when switching between DCS and APC control.
3. What to do when CV or MV hit their limits.
A minimum of 6 engineers are given engineering training over a span of five days
and this training can be held at the APC vendor’s office. The operator training is
held prior to APC commissioning at site, and normally requir es only a 2 hours’
session. The console officers of the control room, where APC system has beencommissioned, are enrolled for the operator training.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 43/45
Yokogawa India Limited, Bangalore Confidential Page 39
Doc. No: BORL-AB1-001
10.0 Approximate Cost EstimationThe cost components in the HGU & HCR-DHT APC project are tabulated below in
Table 11.1 & 11.2. These are divided into proprietary and non-proprietary items.
Table 10.1 Bill of Materials for APC System in HCR-DHT Unit
Applicable for HCR-DHT Unit
S. No Item Quantity
1
Hardware for APC (Minimum Spec)
1 LotOffline Server (4 GB, 160GB HDD, R/W CD Drive) : 1 No.
Online Server (4 GB, 160 GB HDD, CD Drive) : 1No.
2
Software Suite for APC
1 Lot
SMOC Offline Package: 1No.
RQE Offline Package: 1No.
ExaSMOC (online) Package : 1 No.
ExaRQE (online) Package : 1 No.
3 APC Engineering 1 Lot
Base case preparation
Engineering
a. Pre-test
b. Step Test
c. RQE Model Development
d. SMOC Model Development
e. Controller commissioning and tuning
4APC-DCS Interface Development(Proprietary to
Yokogawa)1 Lot
5 Training 1 Lot
6 Documentation 1 Lot
7 Site Commissioning 1 Lot
8 SAT & Post Audit 1 Lot
9
Post-Warranty AMC Contract for APC
a. Service Contract
b. Software Upgrade Contract (Optional)
1 Lot

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 44/45
Yokogawa India Limited, Bangalore Confidential Page 40
Doc. No: BORL-AB1-001
The estimated cost for the APC systems are tabulated below.
Table 10.2 Estimated Costs of APC System for HCR-DHT (As per BOM Table
10.1)
S. No. Item Price INR
1 Hardware (Item No - 1 of BOM) 1500000.00 Fifteen Lakhs
2 Software (Item No - 2 of BOM) 6000000.00 Sixty Lakhs
3 Training (Item No - 6 of BOM) 500000.00 Five Lakhs
4 Implementation (Item- 3,6,7,8-BOM) 3000000.00 Thirty Lakhs
5 APC-DCS Interface
Development(Item No 4 of BOM)
*(Proprietary to Yokogawa)
1500000.00 Fifteen Lakhs
Total 12500000.00 One Hundred
& Twenty Five
Lakhs
5 AMC Service Contract in Cost / Year
(Item No. – 9a of BOM)
1000000.00 Ten Lakhs
6. AMC Software Upgrade Contract
(Optional) in Cost / Year (Item No. –
9b of BOM)
1500000.00 Fifteen Lakhs
*Note: The price for the required EXAOPC Gateway and Network Switch for APC-
DCS communication is already furnished in the HCU Scoping Study Report. Since the
HCU-DHT and HGU Units shall have a common EXAOPC Gateway the prices are
given along with the HGU Scoping Study report and hence not explicitly mentioned in
this report.

7/23/2019 BORL HCU-DHT APC Scoping Study Report (Final)
http://slidepdf.com/reader/full/borl-hcu-dht-apc-scoping-study-report-final 45/45
**Note: All the above prices for APC Hardware, APC Software, APC
Implementation, ExaOPC Hardware, Software and Implementation are exclusive of
taxes. The taxes applicable and terms & conditions of this proposal are indicated
below:-
Taxes Excise Duty
CST
Service Tax
Extra as applicable at the time of delivery. Present rateis 12.36% for hardware items .Software does notattract Excise Duty.
Extra as applicable at the time of delivery.
Present rate is 2% on basic + excise duty for Hardware
and 2% on Software basic price.
Extra as applicable at the time of delivery.
Present rate is 12.36% on basic prices of Services. Statutory Variation Any Statutory variation for taxes and duties mentioned
above shall be borne by customer Price Validity 60 days from the date of the Proposal.