Book on Gluing - James L. Taylor€¦ · THE BOOK ON GLUING THE JAMES L. TAYLOR COMPANIES NEW IDEAS...
20
THE BOOK ON GLUING THE JAMES L. TAYLOR COMPANIES NEW IDEAS IN EDGE GLUING, CLAMPING & ROUGH MILL TECHNOLOGY www.jamesltaylor.com www.cameronautomation.com www.jltclamps.com
Transcript of Book on Gluing - James L. Taylor€¦ · THE BOOK ON GLUING THE JAMES L. TAYLOR COMPANIES NEW IDEAS...
THE
BOOK ON
GLUING
THE JAMES L. TAYLOR COMPANIESNEW IDEAS IN EDGE GLUING, CLAMPING & ROUGH MILL TECHNOLOGY
www.jamesltaylor.com
www.cameronautomation.com
www.jltclamps.com
2
APPLICATIONS
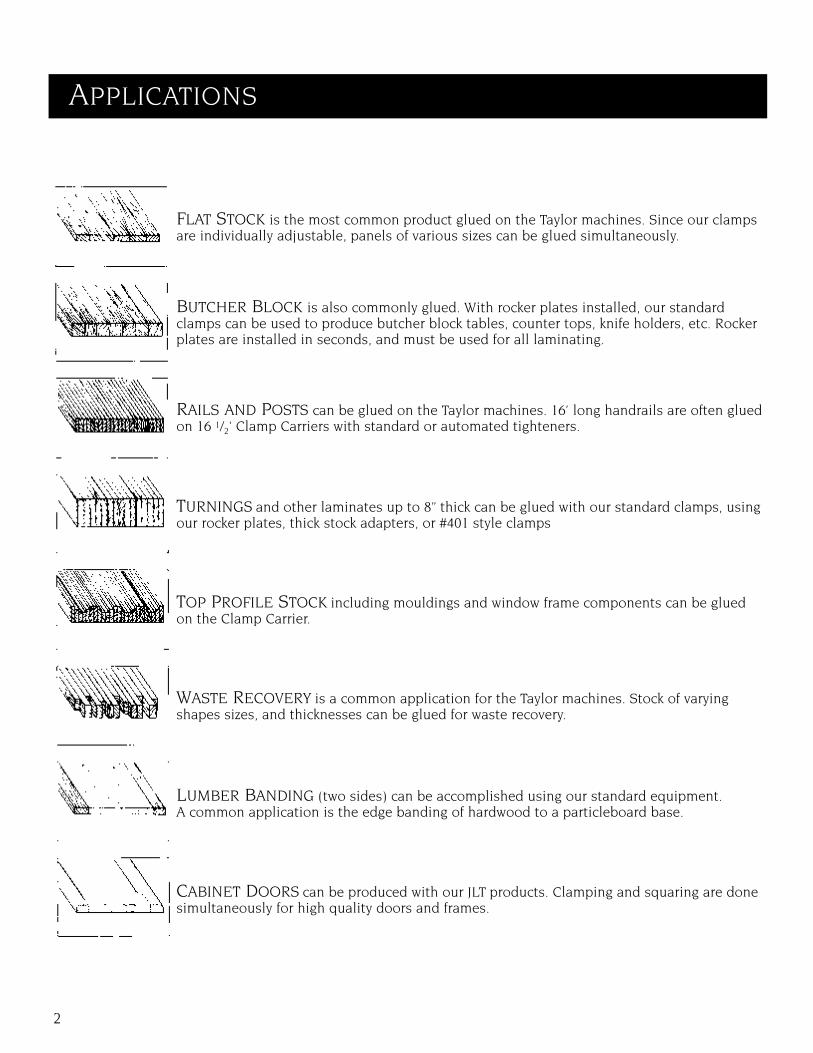
FLAT STOCK is the most common product glued on the Taylor machines. Since our clampsare individually adjustable, panels of various sizes can be glued simultaneously.
BUTCHER BLOCK is also commonly glued. With rocker plates installed, our standardclamps can be used to produce butcher block tables, counter tops, knife holders, etc. Rockerplates are installed in seconds, and must be used for all laminating.
CABINET DOORS can be produced with our JLT products. Clamping and squaring are donesimultaneously for high quality doors and frames.
RAILS AND POSTS can be glued on the Taylor machines. 16’ long handrails are often gluedon 16 1/2' Clamp Carriers with standard or automated tighteners.
TURNINGS and other laminates up to 8” thick can be glued with our standard clamps, usingour rocker plates, thick stock adapters, or #401 style clamps
TOP PROFILE STOCK including mouldings and window frame components can be gluedon the Clamp Carrier.
WASTE RECOVERY is a common application for the Taylor machines. Stock of varyingshapes sizes, and thicknesses can be glued for waste recovery.
LUMBER BANDING (two sides) can be accomplished using our standard equipment. A common application is the edge banding of hardwood to a particleboard base.
3
FUNDAMENTAL GLUING INFORMATION
INTRODUCTION
Generally the wood gluing oper-ation consists of applying a liquidadhesive and then pressing theparts tightly together until the gluesets. During this setting process, theglue and water penetrate the poresof a thin wood surface layer. As thewater goes through the pores, theglue is retained on the wood fiberwalls. The adhesive gains strengthas the water leaves the adhesivefilm. Speed of set, assembly timeand depth of glue penetration aredependent on the speed of waterremoval. Strength, amount of woodfailure, resistance to water, humidi-ty, solvents, and heat are dependenton the nature of the polymer.
The quality of a gluing operationis dependent on a large number offactors. The failure to properly con-trol any one of these can result in adefective or weakened glue joint.
JOINT PREPARATION
If a panel joint is poorly pre-pared, it is impossible to make ahigh quality panel.
There are several requirementsof a good joint for gluing.
1) The joint should fit as closelyas possible. A thin glue line isstronger than a thick one.
2) Glue penetration into thewood surface is never more thanseveral thousandths of an inchdeep. For this reason, the surfacelayers of wood being bonded shouldbe sound. Dull or vibrating cuttingtools (as, for example, caused byworn bearings) often loosen fibers,but do not remove them, leaving apoor and unsound surface for theglue to adhere to. Rupture of such aglue line reveals a thin layer of woodfibers covering the glue line.
3) When the cutting edge of aknife becomes worn and roundedoff, it beats down the surface fibers,closing them to adequate glue pen-etration. Sometimes this becomessevere enough with both mouldersand saws that the wood turns darkfrom being burned.
4) The joint should be straight,square and sound. In some cases,plants do not surface at least oneside of the board far enough (hit ormiss planing) to be flat before mak-ing the edge glued joint. If this isnot done, a warped board will pro-duce a glue joint which is notsquare.
Surfacing of lumber for gluingshould be done just prior to gluing.Many rough mill operations plantheir production so that joints areglued the same day they are made.This produces a surface essentiallyuncontaminated by wood resins andone which has not deformed frommoisture change.
MOISTURE CONTENT
The glue must be rigid enoughto resist the stresses applied to theglue line by moisture change , par-ticularly before this moisture inter-change is slowed by the finish. Sincewood absorbs and releases mois-ture faster through the end grainthan through the radial or tangen-tial face, a moisture change sets upstresses in the panel. If the gluejoint is weaker than the wood, it willopen, otherwise, when the stressbecomes great enough, the woodmay split. Many times inferior qual-ity joints will remain closed untilsubjected to a moisture change,when the stress will break the jointinstead of the wood. This moisturechange may occur on exposure tooven heat or with time.
Wood is normally processed forfurniture at 6-8% to minimize expan-sion and shrinkage in service. 6-8%moisture represents a good averagebetween the extremes of summerand winter exposure. It must beremembered, the application of afinish does not stop the moistureinterchange–only retards it.
Sometimes wood shrinkage iserroneously considered to be negli-gible. For example, beech shrinkstangentially 1% for every 3% mois-ture change. In a 50” wide panel,changing from 8% to 5% moisturecontent will shrink the panel 1/2”.Even a 1% moisture change willshrink this panel more than 1/8”.Since this will be a differentialshrinkage, the stress in the panel isconsiderable.
FUNDAMENTAL GLUING INFORMATION
4
TEMPERATURE
The temperature of the wood,glue and room are important indetermining the speed of set. Clamptimes at summer temperatures canbe one-half that encountered incold shops in winter.
Reducing the temperature of thewood, glue, or room adverselyaffects most wood glues. Settingspeed is usually retarded, and insome cases strength is decreased ifthe glue is colder than the criticaltemperature.
In an emulsion adhesive, thediscrete particles of adhesive aresuspended in water much as is finesand in water. Upon drying the lossof water pulls the particles togetherwith enough force to form a contin-uous adhesive film. If the dryingtemperature is below a criticalpoint, the force of the water evapo-ration is inadequate to pull the par-ticles into a continuous film, leavingdiscrete and unjoined particles inthe dry film. This will make the driedfilm appear whiter than normal. Thisis known as “chalking” and the criti-cal temperature is the “chalk tem-perature”. When it occurs, the gluedjoint loses strength. This can be cor-rected by raising the temperature ofthe air, glue or wood, or changing toa glue which does not chalk at theoperating temperature.
Since the mass of glue in a jointis small compared to the mass ofthe adherend, the temperature ofthe substrates being glued is usual-ly the controlling factor. The temper-ature of the air is important in thatit usually affects the temperature ofthe surfaces being glued. It alsoinfluences the temperature of the
glue squeezed out of the joint,which may be the temperature ofthe glue in the joint minus the low-ering due to evaporation of waterfrom the surface. It can be seen thatas the critical temperature isapproached, chalking may occur inthe squeeze-out but not in the joint.
ADHESIVE
The adhesive affects the speedof set in many ways. An adhesivewith a high percent solids will oftenset faster than a lower percentsolids. An emulsion adhesivereleases its water more easily thanan adhesive dissolved in water.Some emulsion adhesives “break” orcoalesce more readily than others,causing a faster set. Some with awet tack will give a faster grab thana non-tacky adhesive. The formula-tion of a fast setting adhesiveshould be left to the adhesive man-ufacturer. Speed of set cannot besimply determined by comparingpercent solids of two glues. There isa wide difference in the speed of setof cold glues
ADHERED MATERIALS
With a fast-setting cold glue,joint strength increases faster in theinitial stages of setting than in thelater stages. The strength at 1-minute will be doubled at approxi-mately 4 minutes; and the 4-minutestrength will be approximately dou-bled at 15 minutes.
With normal gluing conditions,cold glues set over twice as fast onhard maple as they do on ringporous woods such as walnut, oak,and ash.
Many of the less dense woods,such as pine and poplar in realityset more slowly than maple buttheir lower strength and resultantlower rigidity reduce the stressplaced upon the glued joint whenunclamped; the required clamp timeis, therefore, not as long as fordenser ring-porous woods.
As speed of set is directly relat-ed to the drying of the glue in thejoint, it can readily be seen thatdrier wood with its fast waterabsorbency, will set faster thanhigher moisture content wood.Higher wood moisture content willsignificantly increase the clamptime.
The same concept carries overinto the effect of exposure condi-tions on the gluing surface immedi-ately prior to gluing. Though nochange might be noticed on a mois-ture meter reading, the exposure ofsurface-to-be-glued to high humidi-ty will slow down the speed of setbecause these surfaces collect athin film of water. This is particular-ly noticeable during humid summerweather. The effect is magnifiedwhen machining is done some daysprior to gluing.
5
FUNDAMENTAL GLUING INFORMATION
GLUE APPLICATION
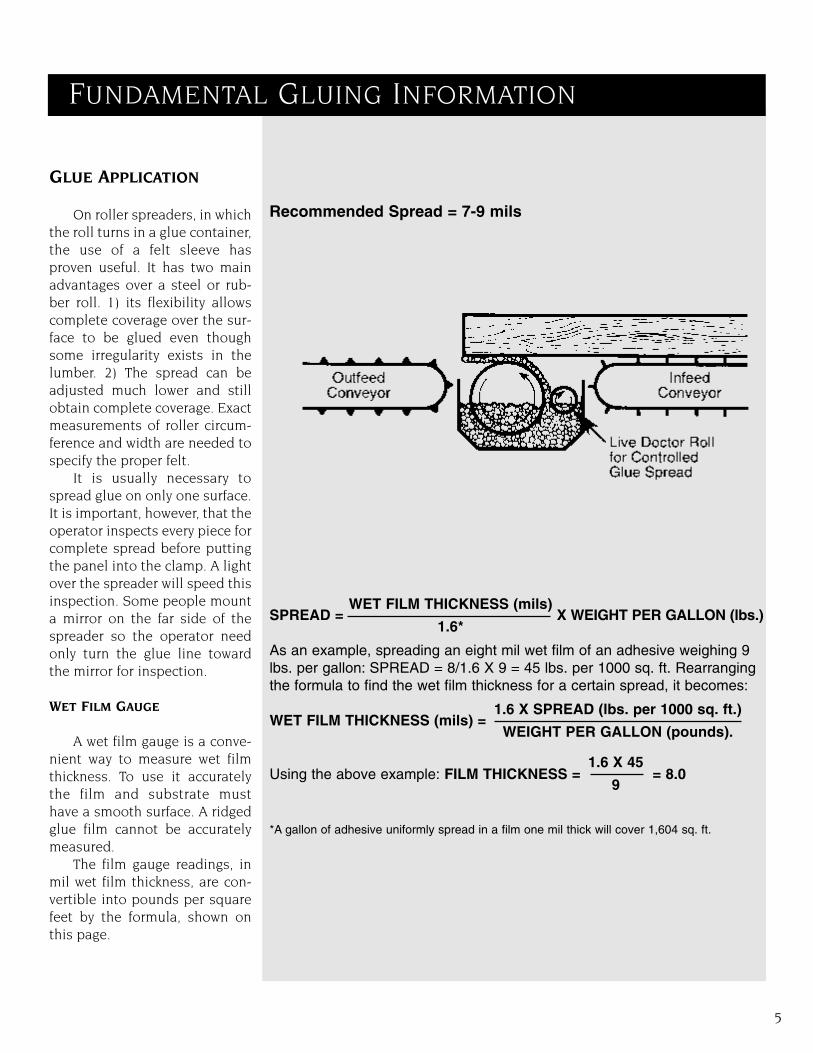
On roller spreaders, in whichthe roll turns in a glue container,the use of a felt sleeve hasproven useful. It has two mainadvantages over a steel or rub-ber roll. 1) its flexibility allowscomplete coverage over the sur-face to be glued even thoughsome irregularity exists in thelumber. 2) The spread can beadjusted much lower and stillobtain complete coverage. Exactmeasurements of roller circum-ference and width are needed tospecify the proper felt.
It is usually necessary tospread glue on only one surface.It is important, however, that theoperator inspects every piece forcomplete spread before puttingthe panel into the clamp. A lightover the spreader will speed thisinspection. Some people mounta mirror on the far side of thespreader so the operator needonly turn the glue line towardthe mirror for inspection.
WET FILM GAUGE
A wet film gauge is a conve-nient way to measure wet filmthickness. To use it accuratelythe film and substrate musthave a smooth surface. A ridgedglue film cannot be accuratelymeasured.
The film gauge readings, inmil wet film thickness, are con-vertible into pounds per squarefeet by the formula, shown onthis page.
SPREAD = X WEIGHT PER GALLON (lbs.)
As an example, spreading an eight mil wet film of an adhesive weighing 9lbs. per gallon: SPREAD = 8/1.6 X 9 = 45 lbs. per 1000 sq. ft. Rearrangingthe formula to find the wet film thickness for a certain spread, it becomes:
WET FILM THICKNESS (mils) =
Using the above example: FILM THICKNESS = = 8.0
*A gallon of adhesive uniformly spread in a film one mil thick will cover 1,604 sq. ft.
WET FILM THICKNESS (mils)
1.6*
1.6 X SPREAD (lbs. per 1000 sq. ft.)
WEIGHT PER GALLON (pounds).
1.6 X 45
9
Recommended Spread = 7-9 mils
FUNDAMENTAL GLUING INFORMATION
CLAMPING
The purpose of clamps is tobring the members being glued inclose enough contact to produce athin uniform glue line and to holdthem in this position until the gluehas developed enough strength tohold the assembly together. If themembers of a glued constructionwere to fit together perfectly so thata thin even glue line could be pro-duced, no clamp pressure would berequired. But, from a practicalstandpoint, since machining ofstock is never perfect, a certainamount of clamping pressure mustbe used.
The joint strength of resinouswoods, such as pine, is frequentlyimproved by machining the joint tobe glued just prior to gluing. It isusually easier to make a straight andsquare joint than to try to pull it upin a clamp.
Decreasing the glue line thick-ness increases the strength. Sincemany woodworking adhesives uti-lize water to yield a spreadable vis-cosity, the dried glue film does notfill the space in a thick glue line. Avoid is left where the water has leftthe glue line. As the glue line getsthicker, the effect of the voids onstrength is more detrimental.
For edge or face gluing, pres-sures of 50 -150 p.s.i. should beused The minimum is dependent onthe resistance of the panel to bebrought up tightly. The maximum islimited by the crushing strength ofthe wood. Pressure serves only tobring up the joint snugly and hold itthere until the glue has enoughstrength. Often in these operations,the uniformity of pressure is moreimportant than the exact amount.
A lack of ample pressure maybe due to uneven pressure. Someclamping devices may apply ade-quate overall pressure, but notdistribute it evenly over the entiresurface. For example, this mayoccur in a panel if the edge pieceof the panel is too narrow, trans-mitting little pressure between theclamps. The same thing can occuroccasionally when clamping postsfrom 4/4 stock, with no reinforce-ment to apply pressure betweenthe clamps.
Assembly time refers to thetime lapse between glue spreadingand application of pressure. Thetime between glue spreading andclosing the assembly is openassembly time. The time betweenclosing the assembly and pressureapplication is closed assemblytime.
With cold, ready-to-use glues,pressure may be applied immedi-ately after spreading. There is nominimum closed assembly time.
If glue squeeze-out occurs onthe application of pressure, themaximum assembly time has notbeen exceeded. As long as the glueis wet enough to transfer uniformlyto the opposite face when pressureis applied, good strength willresult.
The minimum clamping time isdetermined by the time requiredfor the glue to retain its clampedposition after pressure is removed.
It, therefore, becomes important tointroduce as many factors as possi-ble to speed up this acquisition ofstrength in the glue joint. Some ofthese factors may be quite obvi-ous;others may be less apparent.
It should be pointed out herethat the squeeze-out on the outsideof the joint does not indicate thecondition of the glue within thejoint, particularly where short clamptimes are involved. The beadsqueeze-out dries much more slow-ly than the film in the joint. Thethicker or bigger the squeeze-out,the slower the glue will appear todry.
With cold-setting, ready-to-useglues, the rate of strength develop-ment (speed of set) is dependent onhow fast the liquid glue can dry tobecome solid enough to hold thejoint in place. Since most of thewater sinks into the substrate, thematerials being glued are impor-tant. Obviously, the choice of adhe-sive is important. Also the condi-tions of gluing have an effect. Bycombining as many favorable condi-tions as possible, a maximum speedof set can be obtained.
6
It is unwise to let glued pan-
els remain in the white as anymoisture change with its resul-tant stresses will increase thepanel rejects due to wood or glueline failure.
If the boards in a panel arenot of uniform moisture content,after gluing and machining to auniform thickness, the highermoisture content boards willshrink more than the lower mois-ture content ones giving the fin-ished panel rippled effect at eachglue line. The same effect willoccur if plain sawn and quartersawn boards of the same mois-ture content are placed next toeach other and the whole panelchanges markedly in moisturecontent. The quarter sawn boardwill shrink in thickness more thanthe plain sawn board.
7
FUNDAMENTAL GLUING INFORMATION
AFTER GLUING
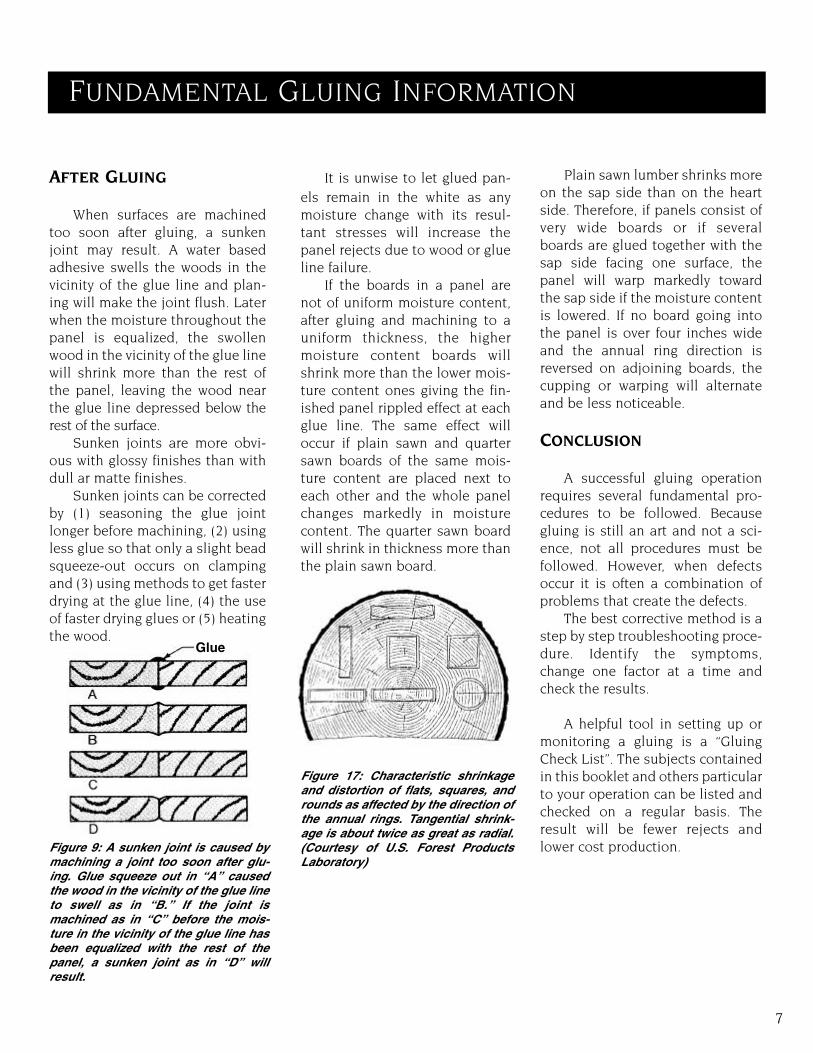
When surfaces are machinedtoo soon after gluing, a sunkenjoint may result. A water basedadhesive swells the woods in thevicinity of the glue line and plan-ing will make the joint flush. Laterwhen the moisture throughout thepanel is equalized, the swollenwood in the vicinity of the glue linewill shrink more than the rest ofthe panel, leaving the wood nearthe glue line depressed below therest of the surface.
Sunken joints are more obvi-ous with glossy finishes than withdull ar matte finishes.
Sunken joints can be correctedby (1) seasoning the glue jointlonger before machining, (2) usingless glue so that only a slight beadsqueeze-out occurs on clampingand (3) using methods to get fasterdrying at the glue line, (4) the useof faster drying glues or (5) heatingthe wood.
Figure 9: A sunken joint is caused bymachining a joint too soon after glu-ing. Glue squeeze out in “A” causedthe wood in the vicinity of the glue lineto swell as in “B.” If the joint ismachined as in “C” before the mois-ture in the vicinity of the glue line hasbeen equalized with the rest of thepanel, a sunken joint as in “D” willresult.
Figure 17: Characteristic shrinkageand distortion of flats, squares, androunds as affected by the direction ofthe annual rings. Tangential shrink-age is about twice as great as radial.(Courtesy of U.S. Forest ProductsLaboratory)
Plain sawn lumber shrinks moreon the sap side than on the heartside. Therefore, if panels consist ofvery wide boards or if severalboards are glued together with thesap side facing one surface, thepanel will warp markedly towardthe sap side if the moisture contentis lowered. If no board going intothe panel is over four inches wideand the annual ring direction isreversed on adjoining boards, thecupping or warping will alternateand be less noticeable.
CONCLUSION
A successful gluing operationrequires several fundamental pro-cedures to be followed. Becausegluing is still an art and not a sci-ence, not all procedures must befollowed. However, when defectsoccur it is often a combination ofproblems that create the defects.
The best corrective method is astep by step troubleshooting proce-dure. Identify the symptoms,change one factor at a time andcheck the results.
A helpful tool in setting up ormonitoring a gluing is a “GluingCheck List”. The subjects containedin this booklet and others particularto your operation can be listed andchecked on a regular basis. Theresult will be fewer rejects andlower cost production.
Glue
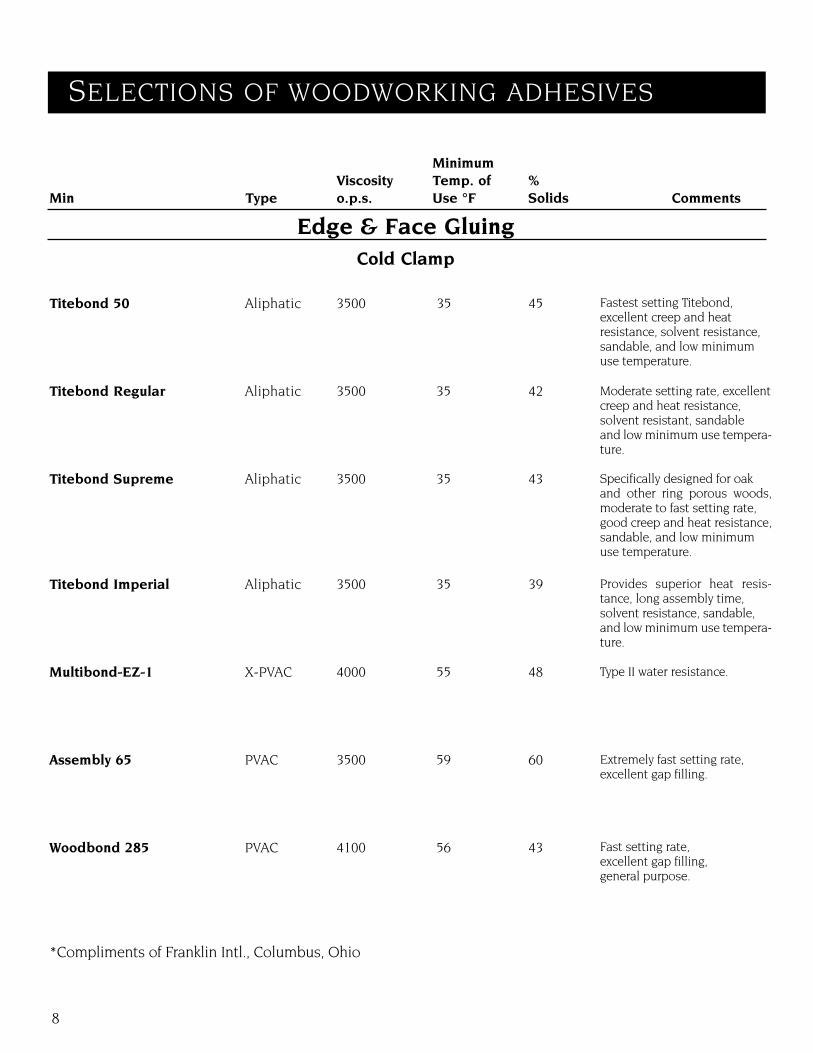
SELECTIONS OF WOODWORKING ADHESIVES
MinimumViscosity Temp. of %
Min Type o.p.s. Use °F Solids Comments
Titebond 50 Aliphatic 3500 35 45
Titebond Regular Aliphatic 3500 35 42
Titebond Supreme Aliphatic 3500 35 43
Titebond Imperial Aliphatic 3500 35 39
Multibond-EZ-1 X-PVAC 4000 55 48
Assembly 65 PVAC 3500 59 60
Woodbond 285 PVAC 4100 56 43
8
Edge & Face GluingCold Clamp
Fastest setting Titebond,excellent creep and heatresistance, solvent resistance,sandable, and low minimum use temperature.
Moderate setting rate, excellentcreep and heat resistance,solvent resistant, sandable and low minimum use tempera-ture.
Specifically designed for oakand other ring porous woods,moderate to fast setting rate,good creep and heat resistance,sandable, and low minimumuse temperature.
Provides superior heat resis-tance, long assembly time,solvent resistance, sandable,and low minimum use tempera-ture.
Type II water resistance.
Extremely fast setting rate,excellent gap filling.
Fast setting rate,excellent gap filling,general purpose.
*Compliments of Franklin Intl., Columbus, Ohio

9
here are three basic categories of high production edgegluing equipment on the market today. The ClampCarrier, Batch Press and Continuous Flow machine. TheClamp Carrier is essentially hand clamps mounted on arevolving conveyor chain which provides storage while theglue dries at room temperature. The Batch Press Type ofmachine, uses a thermosetting Adhesive to produce a finished batch of panels in one to three minutes. Batchesof panels are loaded and cured on each cycle. TheContinuous Flow machine glues stock on a continuousbasis. Lumber is fed into one end and a ribbon of gluedpanels emerges from the other end.
Each category offers different advantages. The ClampCarrier comes in a wide variety of sizes, prices and levelsof output. The Batch Press also comes in a variety ofsizes and is the best machine for large thin panels. TheContinuous Flow Machine is the fastest, but has less ver-satility than the others.
A fast curing machine does not necessarily produce themost because the cycle time is ultimately measured byhow quickly the operators load stock and unload gluedpanels. Room temperature curing machines are morepopular and more reliable because the slower curing pro-cess does not require as strict a set of tolerances for theglue joints. This results in higher production because youhave fewer rejects.
The following pages include some fundamental information, a brief description of each machine typeand several production examples. If, after reviewing thisinformation, you have any additional questions regard-ing any of the types of gluing machines, do not hesitateto contact Taylor Manufacturing at:
Phone No. 845-452-3780Fax No. 845-452-0764www.jamesltaylor.come-mail: [email protected]
T
+-
+-
10
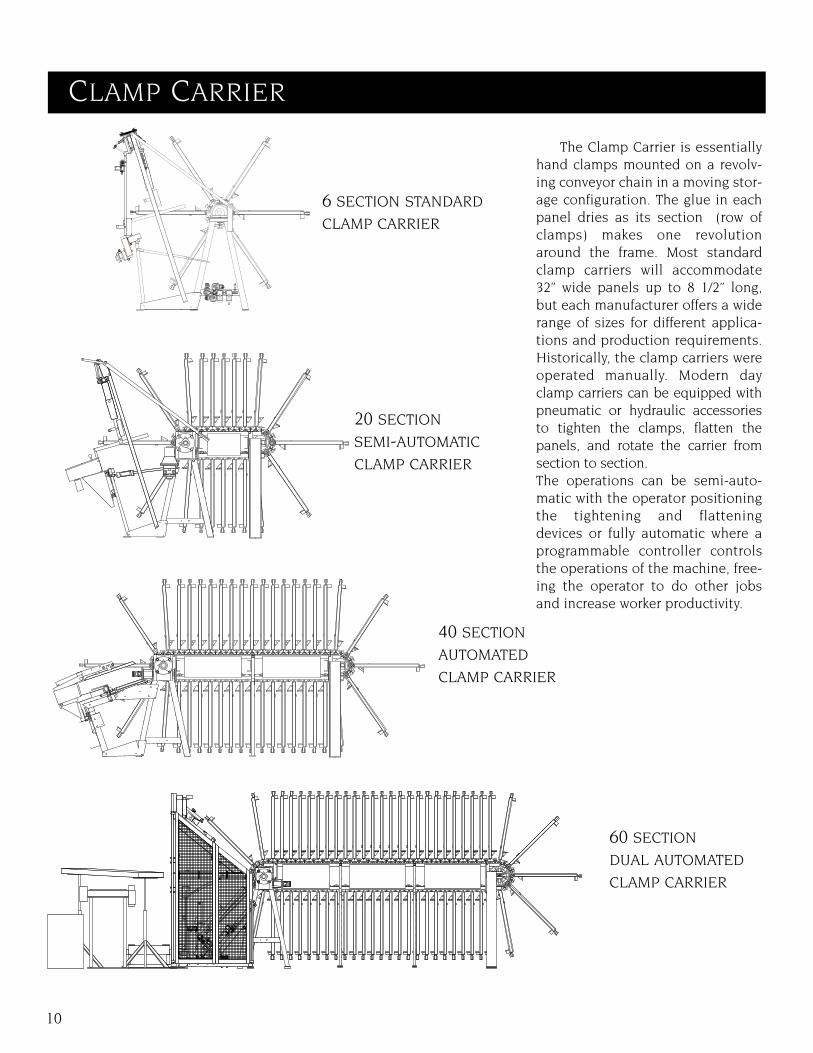
CLAMP CARRIER
UngluedStock
GluedStock
6 SECTION STANDARD
CLAMP CARRIER
20 SECTION
SEMI-AUTOMATIC
CLAMP CARRIER
40 SECTION
AUTOMATED
CLAMP CARRIER
60 SECTION
DUAL AUTOMATED
CLAMP CARRIER
The Clamp Carrier is essentiallyhand clamps mounted on a revolv-ing conveyor chain in a moving stor-age configuration. The glue in eachpanel dries as its section (row ofclamps) makes one revolutionaround the frame. Most standardclamp carriers will accommodate32” wide panels up to 8 1/2” long,but each manufacturer offers a widerange of sizes for different applica-tions and production requirements.Historically, the clamp carriers wereoperated manually. Modern dayclamp carriers can be equipped withpneumatic or hydraulic accessoriesto tighten the clamps, flatten thepanels, and rotate the carrier fromsection to section.The operations can be semi-auto-matic with the operator positioningthe tightening and flatteningdevices or fully automatic where aprogrammable controller controlsthe operations of the machine, free-ing the operator to do other jobsand increase worker productivity.
11
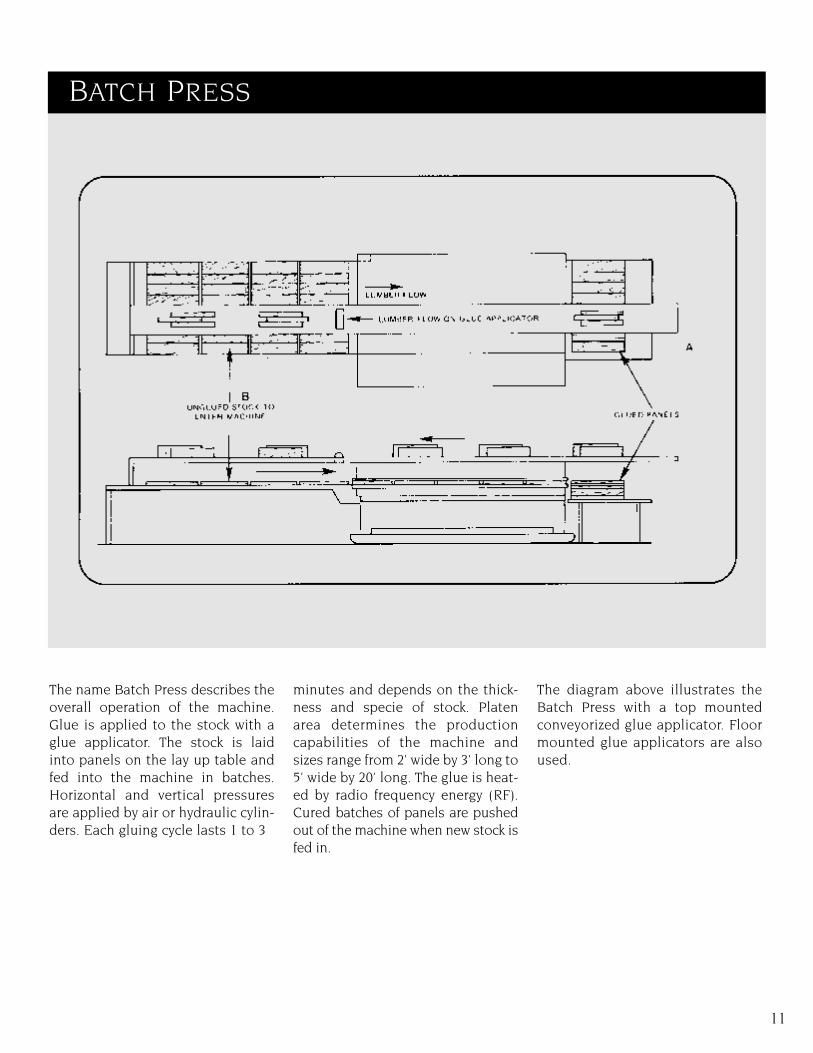
BATCH PRESS
The name Batch Press describes theoverall operation of the machine.Glue is applied to the stock with aglue applicator. The stock is laidinto panels on the lay up table andfed into the machine in batches.Horizontal and vertical pressuresare applied by air or hydraulic cylin-ders. Each gluing cycle lasts 1 to 3
minutes and depends on the thick-ness and specie of stock. Platenarea determines the productioncapabilities of the machine andsizes range from 2’ wide by 3’ long to5’ wide by 20’ long. The glue is heat-ed by radio frequency energy (RF).Cured batches of panels are pushedout of the machine when new stock isfed in.
The diagram above illustrates theBatch Press with a top mountedconveyorized glue applicator. Floormounted glue applicators are alsoused.
12
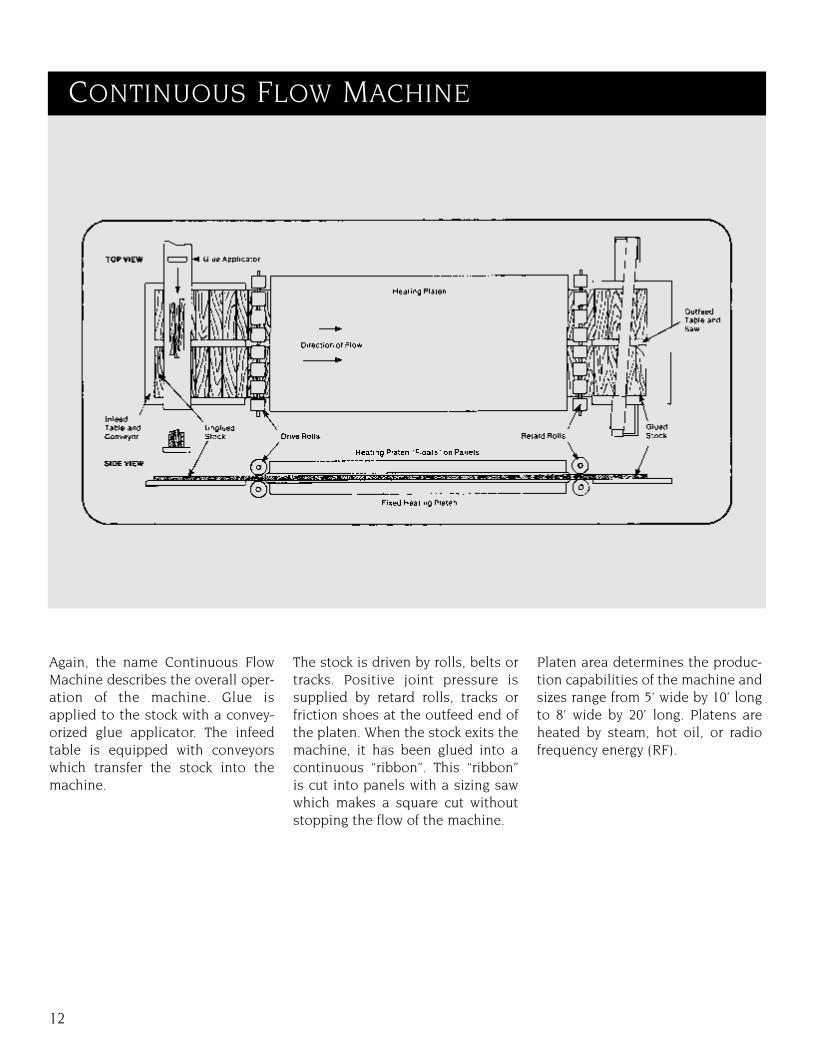
CONTINUOUS FLOW MACHINE
Again, the name Continuous FlowMachine describes the overall oper-ation of the machine. Glue isapplied to the stock with a convey-orized glue applicator. The infeedtable is equipped with conveyorswhich transfer the stock into themachine.
The stock is driven by rolls, belts ortracks. Positive joint pressure issupplied by retard rolls, tracks orfriction shoes at the outfeed end ofthe platen. When the stock exits themachine, it has been glued into acontinuous “ribbon”. This “ribbon”is cut into panels with a sizing sawwhich makes a square cut withoutstopping the flow of the machine.
Platen area determines the produc-tion capabilities of the machine andsizes range from 5’ wide by 10’ longto 8’ wide by 20’ long. Platens areheated by steam, hot oil, or radiofrequency energy (RF).
96 PANELS PER SHIFT
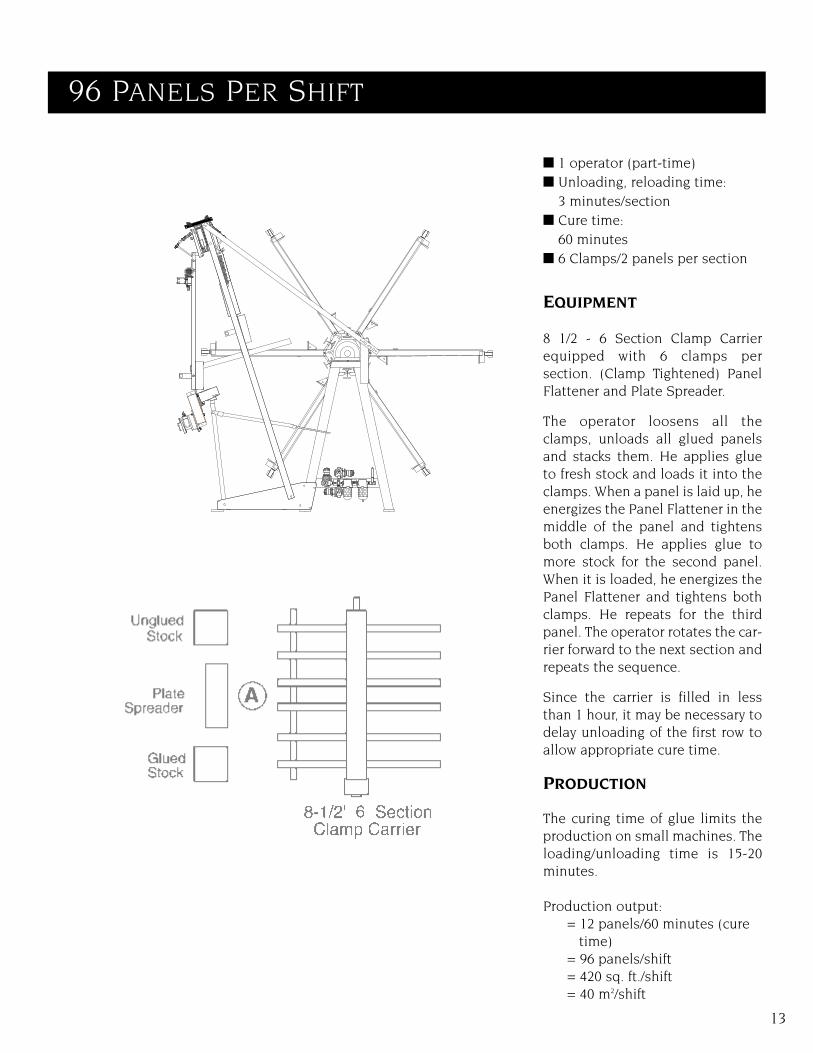
n 1 operator (part-time)n Unloading, reloading time:n 3 minutes/sectionn Cure time:n 60 minutesn 6 Clamps/2 panels per section
EQUIPMENT
8 1/2 - 6 Section Clamp Carrierequipped with 6 clamps persection. (Clamp Tightened) PanelFlattener and Plate Spreader.
The operator loosens all theclamps, unloads all glued panelsand stacks them. He applies glueto fresh stock and loads it into theclamps. When a panel is laid up, heenergizes the Panel Flattener in themiddle of the panel and tightensboth clamps. He applies glue tomore stock for the second panel.When it is loaded, he energizes thePanel Flattener and tightens bothclamps. He repeats for the thirdpanel. The operator rotates the car-rier forward to the next section andrepeats the sequence.
Since the carrier is filled in lessthan 1 hour, it may be necessary todelay unloading of the first row toallow appropriate cure time.
PRODUCTION
The curing time of glue limits theproduction on small machines. Theloading/unloading time is 15-20minutes.
Production output:= 12 panels/60 minutes (cure
time)= 96 panels/shift= 420 sq. ft./shift= 40 m2/shift
13
14
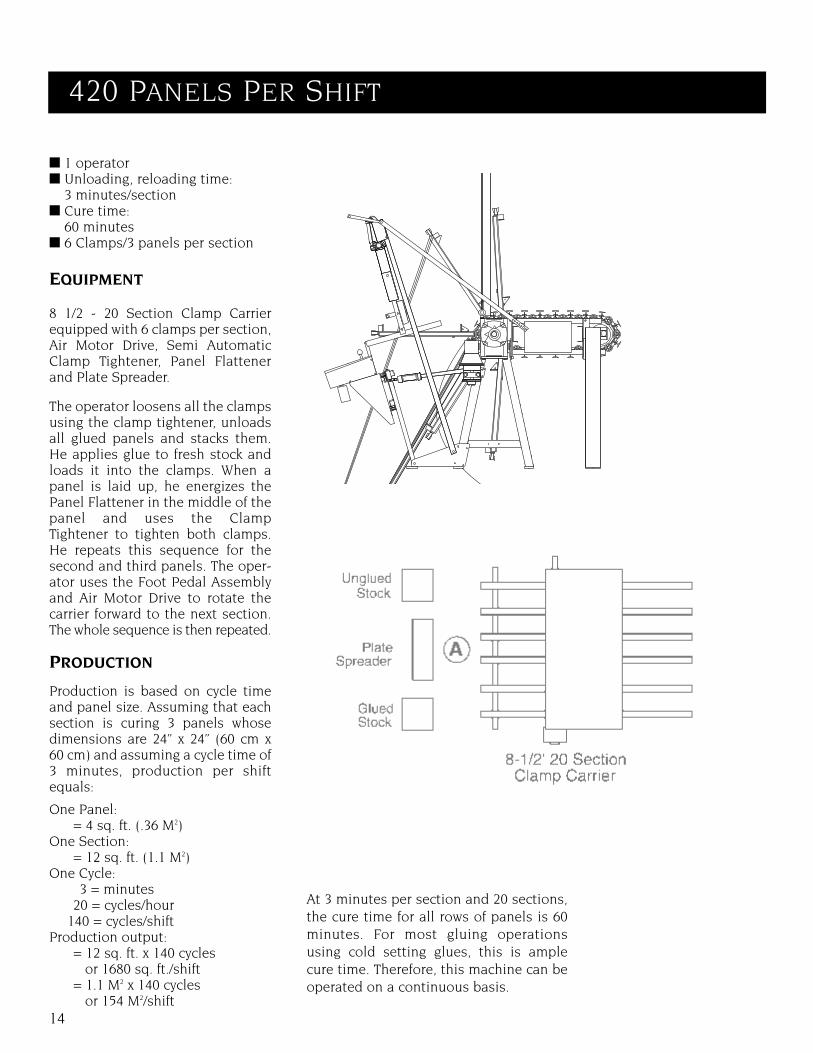
420 PANELS PER SHIFT
n 1 operatorn Unloading, reloading time:n 3 minutes/sectionn Cure time:n 60 minutesn 6 Clamps/3 panels per section
EQUIPMENT
8 1/2 - 20 Section Clamp Carrierequipped with 6 clamps per section,Air Motor Drive, Semi AutomaticClamp Tightener, Panel Flattenerand Plate Spreader.
The operator loosens all the clampsusing the clamp tightener, unloadsall glued panels and stacks them.He applies glue to fresh stock andloads it into the clamps. When apanel is laid up, he energizes thePanel Flattener in the middle of thepanel and uses the ClampTightener to tighten both clamps.He repeats this sequence for thesecond and third panels. The oper-ator uses the Foot Pedal Assemblyand Air Motor Drive to rotate thecarrier forward to the next section.The whole sequence is then repeated.
PRODUCTION
Production is based on cycle timeand panel size. Assuming that eachsection is curing 3 panels whosedimensions are 24” x 24” (60 cm x60 cm) and assuming a cycle time of3 minutes, production per shiftequals:
One Panel:= 4 sq. ft. (.36 M2)
One Section:= 12 sq. ft. (1.1 M2)
One Cycle:3 = minutes
20 = cycles/hour140 = cycles/shift
Production output:= 12 sq. ft. x 140 cycles
or 1680 sq. ft./shift= 1.1 M2 x 140 cycles
or 154 M2/shift
At 3 minutes per section and 20 sections,the cure time for all rows of panels is 60minutes. For most gluing operationsusing cold setting glues, this is amplecure time. Therefore, this machine can beoperated on a continuous basis.
UngluedStock
GluedStock
15
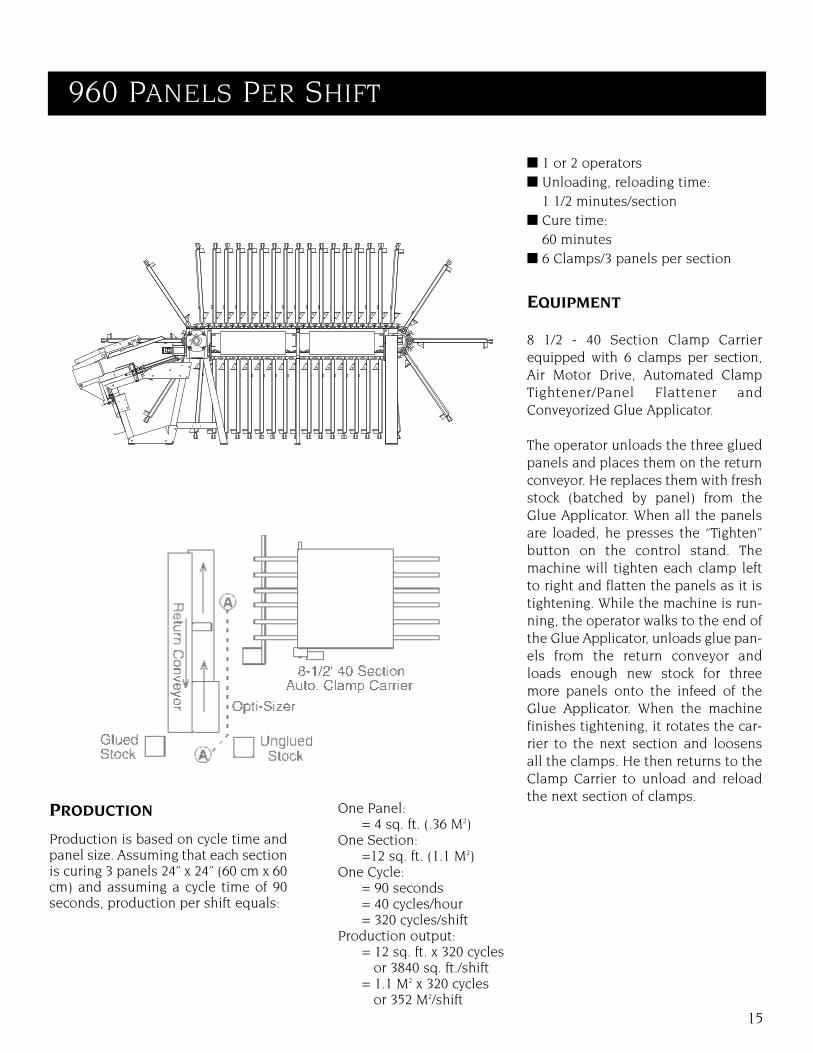
960 PANELS PER SHIFT
n 1 or 2 operatorsn Unloading, reloading time:n 1 1/2 minutes/sectionn Cure time:n 60 minutesn 6 Clamps/3 panels per section
EQUIPMENT
8 1/2 - 40 Section Clamp Carrierequipped with 6 clamps per section,Air Motor Drive, Automated ClampTightener/Panel Flattener andConveyorized Glue Applicator.
The operator unloads the three gluedpanels and places them on the returnconveyor. He replaces them with freshstock (batched by panel) from theGlue Applicator. When all the panelsare loaded, he presses the “Tighten”button on the control stand. Themachine will tighten each clamp leftto right and flatten the panels as it istightening. While the machine is run-ning, the operator walks to the end ofthe Glue Applicator, unloads glue pan-els from the return conveyor andloads enough new stock for threemore panels onto the infeed of theGlue Applicator. When the machinefinishes tightening, it rotates the car-rier to the next section and loosensall the clamps. He then returns to theClamp Carrier to unload and reloadthe next section of clamps.
PRODUCTION
Production is based on cycle time andpanel size. Assuming that each sectionis curing 3 panels 24” x 24” (60 cm x 60cm) and assuming a cycle time of 90seconds, production per shift equals:
One Panel:= 4 sq. ft. (.36 M2)
One Section:=12 sq. ft. (1.1 M2)
One Cycle:= 90 seconds= 40 cycles/hour= 320 cycles/shift
Production output:= 12 sq. ft. x 320 cycles
or 3840 sq. ft./shift= 1.1 M2 x 320 cycles
or 352 M2/shift
16
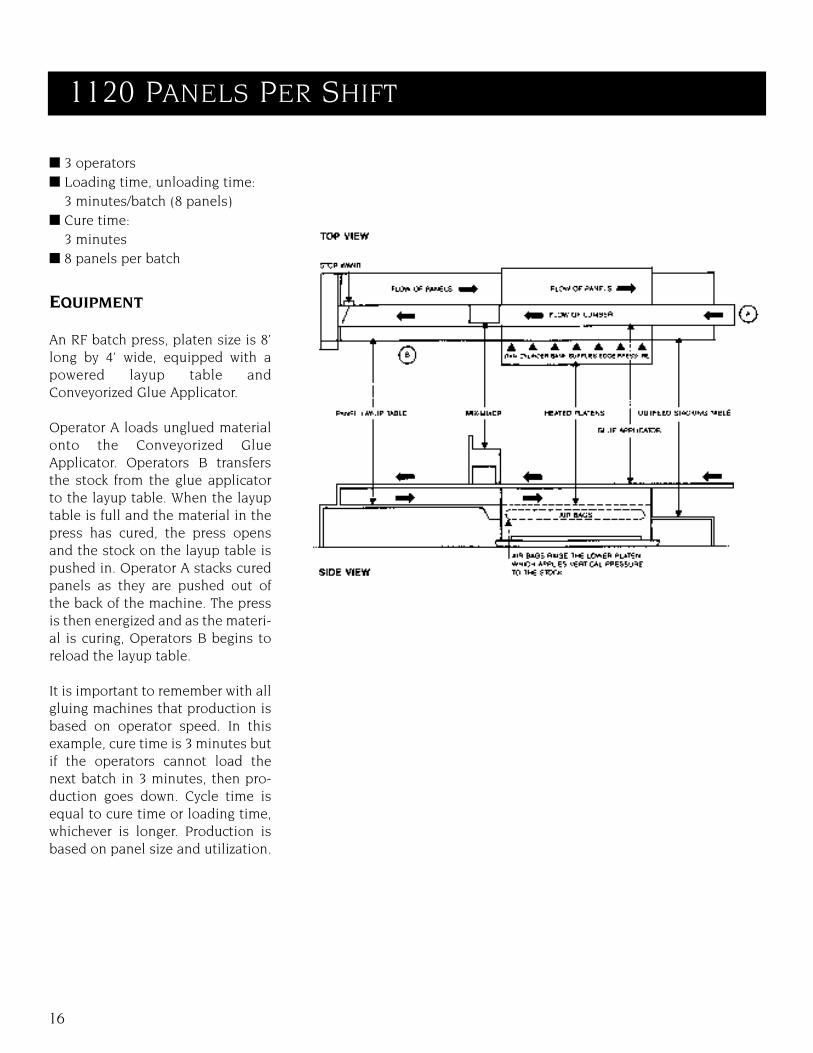
1120 PANELS PER SHIFT
n 3 operatorsn Loading time, unloading time:n 3 minutes/batch (8 panels)n Cure time:n 3 minutesn 8 panels per batch
EQUIPMENT
An RF batch press, platen size is 8’long by 4’ wide, equipped with apowered layup table andConveyorized Glue Applicator.
Operator A loads unglued materialonto the Conveyorized GlueApplicator. Operators B transfersthe stock from the glue applicatorto the layup table. When the layuptable is full and the material in thepress has cured, the press opensand the stock on the layup table ispushed in. Operator A stacks curedpanels as they are pushed out ofthe back of the machine. The pressis then energized and as the materi-al is curing, Operators B begins toreload the layup table.
It is important to remember with allgluing machines that production isbased on operator speed. In thisexample, cure time is 3 minutes butif the operators cannot load thenext batch in 3 minutes, then pro-duction goes down. Cycle time isequal to cure time or loading time,whichever is longer. Production isbased on panel size and utilization.
17
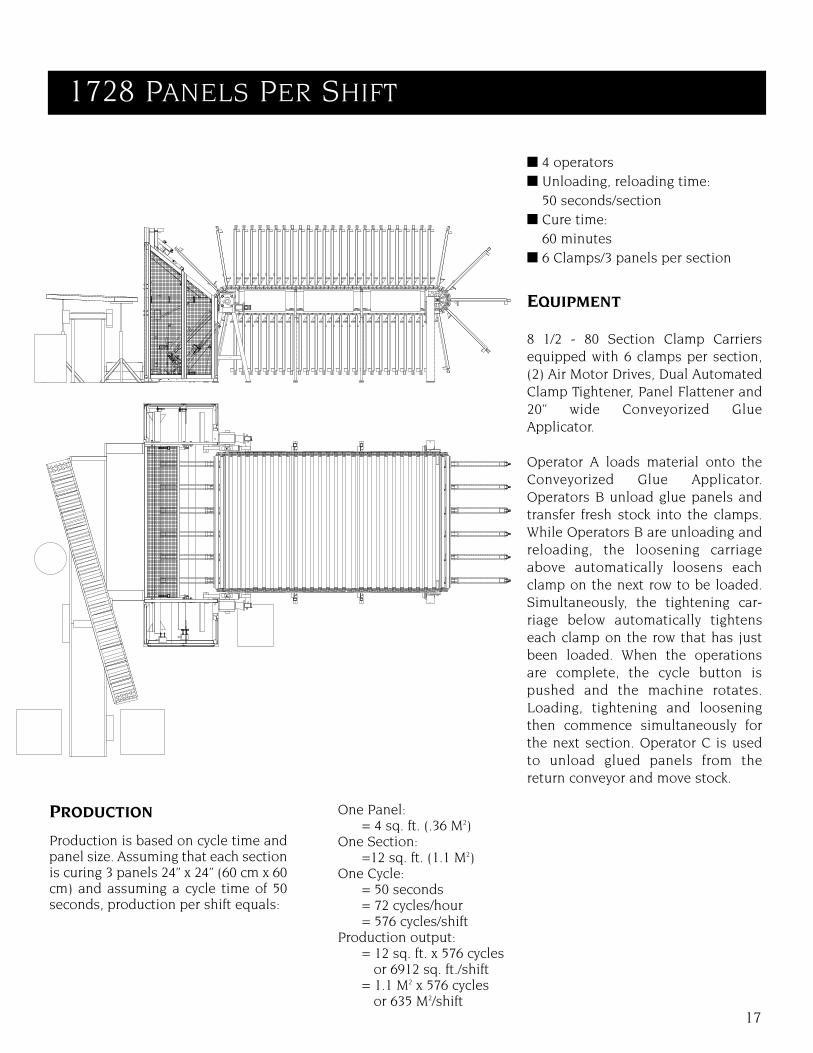
1728 PANELS PER SHIFT
n 4 operatorsn Unloading, reloading time:n 50 seconds/sectionn Cure time:n 60 minutesn 6 Clamps/3 panels per section
EQUIPMENT
8 1/2 - 80 Section Clamp Carriersequipped with 6 clamps per section,(2) Air Motor Drives, Dual AutomatedClamp Tightener, Panel Flattener and20” wide Conveyorized GlueApplicator.
Operator A loads material onto theConveyorized Glue Applicator.Operators B unload glue panels andtransfer fresh stock into the clamps.While Operators B are unloading andreloading, the loosening carriageabove automatically loosens eachclamp on the next row to be loaded.Simultaneously, the tightening car-riage below automatically tightenseach clamp on the row that has justbeen loaded. When the operationsare complete, the cycle button ispushed and the machine rotates.Loading, tightening and looseningthen commence simultaneously forthe next section. Operator C is usedto unload glued panels from thereturn conveyor and move stock.
PRODUCTION
Production is based on cycle time andpanel size. Assuming that each sectionis curing 3 panels 24” x 24” (60 cm x 60cm) and assuming a cycle time of 50seconds, production per shift equals:
One Panel:= 4 sq. ft. (.36 M2)
One Section:=12 sq. ft. (1.1 M2)
One Cycle:= 50 seconds= 72 cycles/hour= 576 cycles/shift
Production output:= 12 sq. ft. x 576 cycles
or 6912 sq. ft./shift= 1.1 M2 x 576 cycles
or 635 M2/shift
+-
+-
18
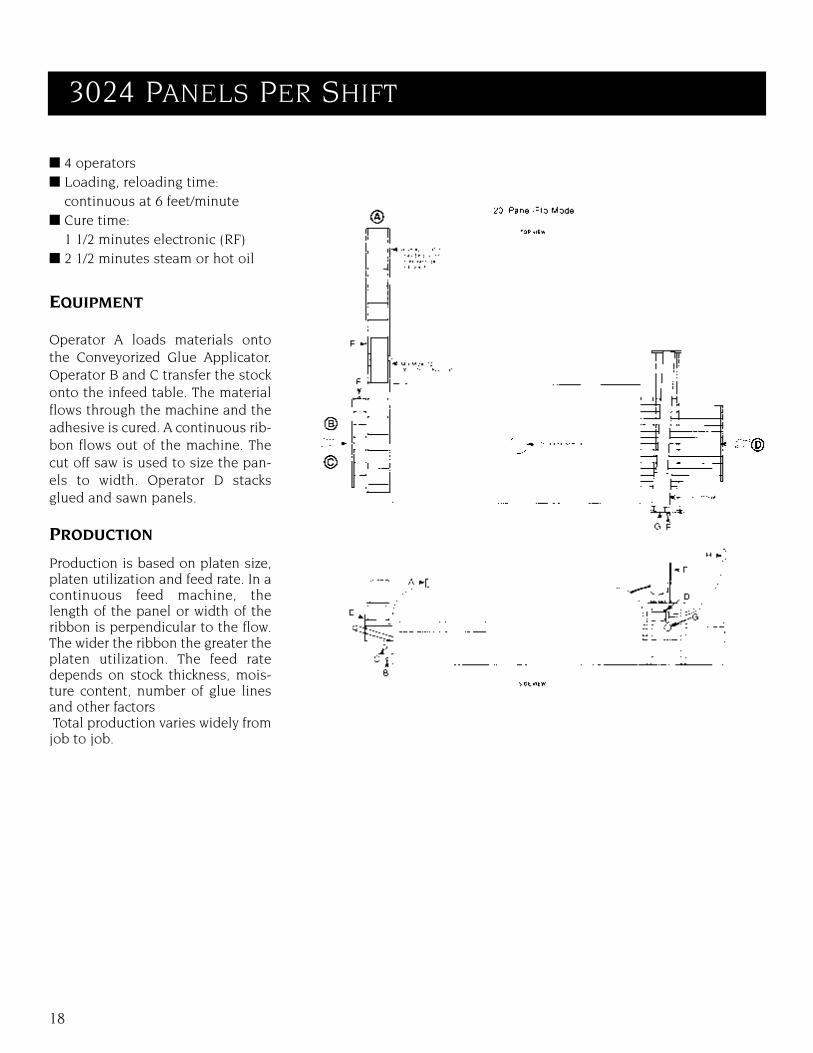
3024 PANELS PER SHIFT
n 4 operatorsn Loading, reloading time:n continuous at 6 feet/minuten Cure time:n 1 1/2 minutes electronic (RF)n 2 1/2 minutes steam or hot oil
EQUIPMENT
Operator A loads materials ontothe Conveyorized Glue Applicator.Operator B and C transfer the stockonto the infeed table. The materialflows through the machine and theadhesive is cured. A continuous rib-bon flows out of the machine. Thecut off saw is used to size the pan-els to width. Operator D stacksglued and sawn panels.
PRODUCTION
Production is based on platen size,platen utilization and feed rate. In acontinuous feed machine, thelength of the panel or width of theribbon is perpendicular to the flow.The wider the ribbon the greater theplaten utilization. The feed ratedepends on stock thickness, mois-ture content, number of glue linesand other factorsTotal production varies widely from
job to job.
19
THE TAYLOR STORY
James L. Taylor established the James L. TaylorManufacturing Co. in 1903 to produce his patentedquick-adjusting, self-locking bar clamps. This patentedclamp was a significant step forward in the edge gluing of lumber
In the 1920’s, the Taylor revolving Clamp Carrier wasdeveloped and patented. It was a major first steptoward mass production. In 1940 Taylor engineersdeveloped the Panel Flo, a continuous feed edge glu-ing machine. From the very beginning, the Panel Flowas acclaimed as the answer to mass production glu-ing. In 1950 Taylor introduced the Panel Mint, a batchtype semiautomatic edge gluer which filled the gapbetween the Clamp Carrier and the fully automatedPanel Flo.
Midway through the 1980’s Taylor designed and pro-duced the first Automated Clamp Carrier. Thischanged the direction of the Clamp Carrier line andmade it the industry standard for edge gluingmachines. “Challenger Award” winners and finalists
were awarded in 1986 for the Clamp Carrier, 1988 forthe Opti-Sizer, 1992 for the Dual Automated ClampCarrier, 1994 for the Automated Glue Applicator, 1996for the Opti-Rip, and 2002 for the Opti-Match.
Today, Taylor operates out of two locations;Poughkeepsie, NY and Greensboro, NC producingthree distinct product ranges.
Taylor Clamp Carriers and accessoriesJLT ClampsCameron Optimization Systems
We continue to develop innovative and labor savingmachines for the woodworking industries that aredurable, easy to install and easy to operate.
THE JAMES L. TAYLOR COMPANIESNEW IDEAS IN EDGE GLUING, CLAMPING & ROUGH MILL TECHNOLOGY
www.jamesltaylor.com
www.cameronautomation.com
www.jltclamps.com
108-128 Parker Avenue, Poughkeepsie, New York 12602-0712 USA • Phone (845) 452-3780 • Fax: (845) 452-0764
NOTES: