BOKARO POWER SUPPLY COMPANY LTD BOKARO STEEL …bpscl.com/tenders/doc/t_148_4.pdf · MW back...
51
BOKARO POWER SUPPLY COMPANY LTD BOKARO STEEL CITY “REFURBISHMENT OF SHEETS AND GLASS PANES OF TURBINE HALL“ TENDER SPECIFICATION FOR REFURBISHMENT OF SHEETS AND GLASS PANES OF TURBINE HALL STEEL AUTHORITY OF INDIA LIMITED CENTRE FOR ENGINEERING & TECHNOLOGY RANCHI - 834002 NOV, 2018 CET/23/BK/4492/TS/CE/01/R=1
Transcript of BOKARO POWER SUPPLY COMPANY LTD BOKARO STEEL …bpscl.com/tenders/doc/t_148_4.pdf · MW back...

BOKARO POWER SUPPLY COMPANY LTD
BOKARO STEEL CITY
“REFURBISHMENT OF SHEETS AND GLASS PANES OF
TURBINE HALL“
TENDER SPECIFICATION
FOR
REFURBISHMENT OF SHEETS AND GLASS PANES OF
TURBINE HALL
STEEL AUTHORITY OF INDIA LIMITED CENTRE FOR ENGINEERING & TECHNOLOGY
RANCHI - 834002
NOV, 2018 CET/23/BK/4492/TS/CE/01/R=1


BPSCL CONTENTS
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1 OF 4 CET/23/BK/4492/TS/CE/01/R=1
CONTENTS – CHAPTERS
Chapter No. Description Page No.
1 Introduction 1.1 – 1.4
2 Scope of Work 2.1 – 2.6
3 Technical Specification 3.1 – 3.18
4. Defect Rectification 4.1
Sketch
Annexure
Schedules
TASK FORCE LEADER(TFL) HOD
Rajiv Ranjan
Deputy Manager
Sri Rajeev Kumar
General Manager
BPSCL CONTENTS
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 2 OF 4 CET/23/BK/4492/TS/CE/01/R=1
CONTENTS – SKETCH
SL
NO.
SKETCH NO. DESCRIPTION
1
4492/001
Plan of existing TG building with proposed work

BPSCL CONTENTS
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3 OF 4 CET/23/BK/4492/TS/CE/01/R=1
CONTENTS – ANNEXURES
Annexure No. Description No. of Pages
1.1.6-1 Existing drawings of TG room of
TPP(Thermal power plant)
01
2.1.7.2-1 Implementation Schedule 01

BPSCL CONTENTS
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 4 OF 4 CET/23/BK/4492/TS/CE/01/R=1
CONTENTS – SCHEDULES
Schedule No. Description Page No.
1.7-1 Declaration of site visit 1
1.7-2 List of exclusions 1
1.7-3 List of deviations 1
1.7-4 List of erection equipment for facade
installation
1
1.7-5 List of special tools and tackles
1.7-6 Details of authorised person of bidder during
tender evaluation
1
1.7-7 Requirement of construction water & power 1

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1.1 CET/23/BK/4492/TS/CE/01/R=1
1 INTRODUCTION
1.1 GENERAL:
1.1.1 Bokaro Steel Plant is the fourth integrated steel plant in the Public sector
Steel Authority of India Limited (SAIL) and came up in 1972 at Bokaro
Steel City, near Dhanbad, in the heart of coal belt region of Jharkhand.
The plant is located on the southern bank of Damodar River on Dhanbad-
Ranchi highway. It is about 50 km from Dhanbad which is on the main
Howrah-Delhi line of Eastern railway.
1.1.2 BPSCL Power Plant is located in the premises of Bokaro Steel Plant (BSL)
and has an aggregate installed capacity to generate 338 MW of power
besides 2180 tonne per hour (TPH) of steam.
1.1.3 The Plant has 9 boilers (5 boilers each of 220 TPH ,3 boilers each of 260
TPH capacity and 1 boiler of 300 TPH) and 7 turbine generators (one 12
MW back Pressure Turbine Generator (TG), 2 TGs each of 55MW capacity
, 3 TGs each of 60 MW capacity and one 36 MW back pressure TG.
1.1.4 The 6 nos. (Six) turbo generators of TPP & CPP are housed in 2(two) nos.
of TG buildings of TPP (Thermal Power Plant) and CPP (Captive Power
Plant).
1.1.5 One TG (36 MW) is housed in a separate building attached with boiler
no.9.
1.1.6 The TG buildings (TPP & CPP) are having plan area of tentatively 10500
Sq. M and height varying from approximately 25.5m to 43m from (+/-)
0.00 levels, which correspondence to absolute MSL of 230.60M.
1.1.7 The TG building of TPP is having concrete fins supported on MS structural
support in direction of 132kV old switch yard area.CPP building has no
fins. The structural arrangement of CPP is similar to that of TPP. Existing
drawings of TPP are provided in Annexure 1.1.6-1 for ready reference.
1.1.8 The existing TG buildings (TPP & CPP) are having glass facade installation
on three sides. No facade installation is there in boiler area. The existing
glass facades are framed in MS frame in which small glass panes of 3mm
thickness have been provided. These glasses are fixed in structural frame
with the help of putty.
1.1.9 The existing installation is prone to regular maintenance as glasses of
small sizes break regularly due to wind forces etc.. Regular application of
glass putty for stability of glass panes makes the work cumbersome and
hectic. Since the buildings are of considerable height, regular
maintenance to replace glass panes is difficult.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1.2 CET/23/BK/4492/TS/CE/01/R=1
1.1.10 The façade in the present TG buildings are installed more than 45 years
ago. No major modification or up-gradation has been carried out since
then. This system requires regular upkeep and maintenance.
1.1.11 The present TS cover the scope of work envisaged for ”refurbishment of
sheets and glass panes of turbine hall” with the help of new coloured
galvalume/zincalume sheets with translucent sheets in MS frame in the
existing main structural frame of the building on turnkey basis. Some of
the area of TG building shall be of toughened glass in aluminium frame.
1.2 IMPLEMENTATION STRATEGY
1.2.1 The complete job of Refurbishment of sheets and glass panes of turbine
hall of BPSCL is envisaged to be executed through single package.
1.2.2 This tender specification pertains to ‘’ refurbishment of sheets and glass
panes of turbine hall” to be executed on turnkey basis which includes
dismantling of existing glass facade, design and engineering of side
sheeting, supply and erection of complete side sheeting, design, supply
and erection of complete scaffolding system, supply of all necessary
items, modification in the steel structural frame, dismantling of complete
fins of TPP, design and installation of louver in sheeting to serve the
ventilation as per design, toughened glass in aluminium frame etc.
1.2.3 The complete job of façade replacement shall be executed in phase wise
manner such that the activities of the TG building will not get disturbed
and protection of major machinery should be ensured.
1.2.3.1 Details of activities and their duration shall be mentioned by the bidder
in their offer and also to be shown in the implementation schedule.
1.2.4 Other site related details
1.2.4.1 Details of over ground existing facilities at erection site which may need
diversion and special handling equipment to be deployed at site, if any,
are to be clearly brought out by the bidder in their offer.
1.3 INTENT OF SPECIFICATION
1.3.1 The intent of this tender specification is to furnish required details for
enabling the bidder to submit their best offers (technical & commercial)
as per the scope of work mentioned at chapter 2.0, technical
specifications at chapter 3.0, and defect rectification at chapter 4.0.
1.3.2 This tender specification shall be read in conjunction with other
documents enclosed with the NIT.
1.4 SITE VISIT AND OTHER REQUIREMENTS

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1.3 CET/23/BK/4492/TS/CE/01/R=1
1.4.1 The bidder shall visit the site, study drawings/ documents and discuss
with the employer/ consultant, if required, regarding any technical
clarification and get himself acquainted with respect to the nature and
extent of work involved. The bidder shall also obtain first-hand
information regarding location, work terrain, climate condition, railways,
roads, airports and communication etc. before offering the bid for the
job.
1.4.2 All materials/ equipment/ machinery/ fabricated items used in the project
shall be according to the specification given herein and any deviation
should be clearly brought-out in schedules of exclusions and deviations
attached with this TS. No mention of exclusions and deviations will mean
that the bidder has accepted the scope and specification given herein.
1.5 DRAWINGS AND TECHNICAL DOCUMENTS TO BE SUBMITTED WITH
THE OFFER
1.5.1 The Bidder shall submit along with the bid, drawings / documents / data
as per the following details:
1) General layout showing disposition of equipment with the existing
facilities such as roads, railway tracks, utility and power lines etc.
2) Dismantling scheme of the existing façade.
3) Complete details of materials used for side sheeting.
4) Connection details of new installation with existing ones.
5) Details of installation material and structural items.
6) Erection Methodologies.
7) Detailed erection activities with procedure.
8) Manufacturers’ catalogues/ brief technical descriptions.
9) Schedule of quantities of materials used in façade installation.
10) Implementation schedule (Bar chart/PERT Network).
11) Scaffolding scheme.
12) Weight and mounting arrangement of each section to be erected.
13) Details of major construction equipment required for carrying out
the job within the stipulated time which they possess, with location
and details of construction equipment, which they would hire to
facilitate the dismantling, and construction/erection activities.
1.6 Drawings & documents listed are minimum requirement only. The Bidder
shall ensure that all other necessary write-ups, and information, required

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1.4 CET/23/BK/4492/TS/CE/01/R=1
to fully describe the equipment and system used for completion of
dismantling and erection jobs, are to be submitted with their offer.
1.7 SCHEDULES TO BE DULY FILLED AND SUBMITTED WITH THE OFFER
1.7-1 Declaration of site visit
1.7-2 List of exclusions
1.7-3 List of deviations
1.7-4 List of erection equipment for façade installation
1.7-5 List of special tools and tackles
1.7-6 Details of authorised person of bidder during
tender evaluation
1.7-7 Requirement of construction water & power

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 2.1 CET/23/BK/4492/TS/CE/01/R=1
2 SCOPE OF WORK
2.1 GENERAL
2.1.1 The bidder shall be responsible for execution of the jobs envisaged for
“Refurbishment of sheets and glass panes of turbine hall “on Turnkey basis.
2.1.2 The scope of work shall cover design, engineering, procurement,
fabrication, supply, transportation, insurance, storage, handling,
dismantling & removal of debris, construction, erection, testing, defect
rectification to the satisfaction of the employer. All material supply shall be
new and best of its kind.
2.1.3 Execution of the project shall have provisions for easy and safe movement
of operation/ maintenance personnel for operation/ inspection of the
running plant. Adequate space should be created for dismantling/ removal
of equipment/ parts.
2.1.4 All the manufacturing/ fabrication works shall be carried out only on the
basis of approved drawings and schemes or as directed by the employer.
Approval given by the employer shall not relieve the bidder of any
obligations under the contract.
2.1.5 Any equipment/ work/ service, which may not have been specifically
mentioned in this document but is necessary for completeness of the work,
shall be clearly brought out in the offer and included in their scope of work.
2.1.6 Scope of Services
1) Receiving of all necessary items for dismantling and facade fixing of
TG building from bidder’s stores/ employer’s stores and transportation
to site.
2) Unloading of equipment at site, unpacking, cleaning up, and checking
for completeness and transportation to site for erection.
3) Transferring of centre lines and levels from standard benchmark(s),
including geodetic survey.
4) Supply of all erection consumables.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 2.2 CET/23/BK/4492/TS/CE/01/R=1
5) Arranging tools, tackles, construction & erection machineries, cranes
and other handling & testing equipment, scaffolding, temporary
platforms, erection fixtures, skilled/semi-skilled/unskilled personnel
etc
6) Submission of QAP/test certificates and data sheet from government
approved third party testing laboratory or manufacturer.
7) Arranging and rendering equipment and personnel to employer for
checking the correctness of the work in progress.
8) Arranging inspection of materials at manufacturer’s workshop or
wherever required as per approved QAP.
9) All equipment shall conform to the relevant provisions of Statutory
and other Regulations in force such as Indian explosives Act, Indian
Factories Act, State Factories Act, Indian Electricity Rules, Central
Pollution Control Board, Indian Weights & Measures Act as applicable.
The bidder shall provide all necessary assistance to the employer to
get all the installations within the scope of supply approved by the
concerned legal authorities.
10) Any rectification / modification of existing facilities required during
erection of equipment.
11) The bidder shall be responsible for protection and / or diversion of
underground and all existing over-ground services, wherever required
and / or diversion of the underground and over ground services which
are indicated in the drawing made available to the bidder. In case there
are under-ground services which need to be protected and / or
diverted but are not shown in the drawing, the bidder shall be
responsible to execute the same.
12) Sundry works such as making of holes, grouting, chiselling of holes/
opening through walls, ceiling, floors, steel structures, etc. including
providing inserts as per requirement, cleaning of site periodically and
at the time of final handing over.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 2.3 CET/23/BK/4492/TS/CE/01/R=1
13) Periodic transportation including loading, unloading and spreading
the unserviceable material, debris & surplus excavated earth with all
lift and lead within plant premises unless otherwise specified.
14) All instructions in the manuals for assembly, erection, testing and
commissioning of the equipment shall be in English.
2.1.7 Implementation Schedule
2.1.7.1 The project shall be implemented within a period of 09 (Nine) months from
the effective date of contract up to completion. Effective date of contract is
the date of signing of contract or 30 days from date of letter of acceptance
(LOA), whichever is earlier.
2.1.7.2 An indicative implementation schedule is shown at Annexure 2.1.7.2-1.
However, the bidder may improve upon the same and submit a schedule
with their offer, showing all major activities, with respective duration
proposed.
2.1.8 Discipline wise scope of work has been elaborated in the subsequent
clauses of this Chapter.
2.2 CIVIL , STRUCTURAL & SHEETING WORK
2.2.1 Broad scope of work :_
i. Complete design, engineering, preparation & supply of working
drawings of Architectural, Civil, Structural and Ventilation drawings
complete in all respect for the works mentioned in the tender
specification.
ii. Preparation of complete dismantling scheme & supply of working
drawings for dismantling of existing façade of TG building in TPP and
CPP complete in all respect.
iii. Dismantling of entire facade of TG building of TPP and CPP
Dismantling of facade of TG building of TPP: -
Front side (132 kV switch yard side) from axis 1 to 21
Façade facing TG hall entrance area.
Glass panes with frame in stair hall area

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 2.4 CET/23/BK/4492/TS/CE/01/R=1
Dismantling of facade of TG building of CPP
Front side (132 kV switch yard side) from axis 1 to 21
Facade facing boiler unit 9 side.
iv. Disposal of dismantled item:- As per the direction of Engineer in
Charge (Within 5 Km radius)
Site cleaning, preparation, transfer of benchmarks & geodetic
lines, checking & fixing, aligning of structures, final cleaning
of site after completion of the work shall be under the scope
of the bidder. No separate payment shall be made towards
these and the cost, if any, shall be deemed to be included in
the contract price
v. Erection of colored coated gavalume/zincalume sheets (thickness
shall be as per design but not less than 0.6mm TCT) with the supports
of existing runners and new runners/wall framework in MS(Mild
steel) in the area from where glass panes/sheets shall be dismantled
from TG building of TPP and CPP. Toughened glass (thickness as per
design but not less than 5mm) will be provided. Specification of the
same is provided in chapter 3 of this document.
vi. Erection of glass panels in aluminium frame (Approximately
1000mmx1000mm panels or as per design) in the staircase hall area
.Specification of the same is provided in chapter 3 of this document
vii. Plaster in brickwork wherever required and its painting (including
Primer).
viii. Painting on the existing steel structural frame (column and horizontal
runner) within the battery limit of TG Building.
ix. Painting of all new steel structures.
x. Provision of new rain water pipes and valley gutters of the building
(both CPP and TPP)
xi. Minor civil works shall be considered in this project. Chipping,
modification in brick/concrete work.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 2.5 CET/23/BK/4492/TS/CE/01/R=1
xii. Minor PCC and RCC works has been considered.
xiii. Design of ventilation system by providing louver. The output of the
same shall be used in erection of side sheeting along with framework.
xiv. Proper scaffolding work for dismantling and erection activities are
covered under the scope of work.
xv. No work has been envisaged in TG building associated with boiler
no.9.
2.2.1.1 Format of bidder drawing list shall have minimum following fields:-
1) Sl. No.
2) Employer drawing No
3) Bidder drawing No
4) Area
5) Drawing/Document Name
6) Category (Approval/Reference)
7) Discipline
8) Stage (BE/DE)
9) Schedule date of submission
10) Remarks
2.2.1.2 Drawing list shall be in excel format. In case the drawing has more than one
sheet, employer drawing shall include the sheet number as part of drawing
number.
2.2.1.3 Editable format soft copies (3 sets) on CD/DVD of all “As-Built” drawings
(full set of drawings as per the approved drawing list) and assembly
drawings /fixing details

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 2.6 CET/23/BK/4492/TS/CE/01/R=1
2.3 VENTILATION SYSTEM
I. The scope of work covers design, engineering, documentation,
manufacture, shop testing, painting, packaging, transportation,
supply, installation including associated work of fixed type Louver for
natural ventilation which shall be fitted at suitable locations on
windward & leeward sides of wall frame in TG Hall
II. The purpose of louvers will be to facilitate adequate air flow inside
the shop premises so that ambient condition inside the shop remains
comfortable for working personnel and ingress of rain, dust etc. is
prevented.
III. Design of louvers shall be in line with requirements delineated
in IS: 3103-1975 (INDUSTRIAL VENTILATION OF BUILDING) &
IS:3362-1977 (NATURAL VENTILATION RESIDENTIAL BUILDING)
or any other relevant IS/International standards.
2.4 EMPLOYER’S OBLIGATION
Construction water and power shall be provided to the bidder as per
standard practice of Bokaro Power Supply Company Limited (BPSCL).
2.5 HAZARD IDENTIFICATION & RISK ASSESSMENT
The bidder will identify any hazard / risks which may result in fatal accidents
/severe damage to human health and safety, damage to equipment and
material resulting in loss of time and having cost implication. The bidder will
carry out the above assessment and formulate appropriate action plan to
prevent such incidents. This action plan shall be submitted to the Employer
before start of the work.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.1 CET/23/BK/4492/TS/CE/01/R=1
3 TECHNICAL SPECIFICATION
3.1 GENERAL
3.2.1 The following climatic conditions prevails at the site of work
Average elevation (Mean Sea
Level)
- 229 m
Barometric Pressure - 980 mbar
Absolute maximum - 46.10C
Absolute minimum - 1.80C
Highest of mean monthly - 43.80C
Lowest of mean monthly - 8.10C
Relative Humidity (Maximum) - 100%
Climate - Tropical humid
Maximum wind speed - 108 km/h
Rain fall:
Annual Average - 1197.3 mm
Heaviest in 24 hr. - 272.0 mm
3.2.1.1 Power Supply
LT Power Supply
Parameter LT
Power Supply 415 V, 3 phase, 50 Hz, 4 wire
Voltage variations (+ 10%, - 15%)
Frequency variation (+ 6%, - 6%)
Combined V&F variation +10%
System neutral solidly grounded
System short circuit level 50 Ka rms. At 415 V for 1 second
3.2.1.2 Any other voltage level required for the installation shall be derived by
the bidder from the above level using his own equipment. All electrical
equipment shall be de-rated for 550C
3.2.1.3 All equipment shall be suitable for continuous operation delivering rated
output without affecting system performance under such variation in

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.2 CET/23/BK/4492/TS/CE/01/R=1
power supply as stated above. The Bidder shall develop all other voltages
AC & DC as required for his system from the above power supply.
3.3 DISMANTLING WORK
3.3.1 Dismantling of glass panes and GI sheets framed in structural steel.
3.3.1.1 Dismantling of glass panes shall be done with utmost care. Proper
scaffolding shall be made as per codal provisions (IS: 4014-1967).Bidder
shall be responsible for safe cutting of structural frames and removal of
glass panes shall be done in proper way, such that day to day activities of
power plant should not get disturbed. Working at height with safety must
be ensured. Proper regulations and standard operational practices of the
power plant must be adhered with. Handling and placing of glass panes
with structural frame should be carried out in phase wise manner. A
proper dismantling scheme should be submitted by the bidder prior to
start of the dismantling jobs of glass panes and structural GI sheeting.
3.3.2 Dismantling of Concrete fins of TPP(Thermal Power plant)
3.3.2.1 Concrete fins were provided in TPP building only. These should be taken
out of the building. Dismantling of concrete in fins etc up to height
approximately 43m from existing ground level should be done by jack
hammer/panel cutting or by any other mechanized means including
cutting of reinforcements, Inserts, jigs. Fixtures, steel supports, supports
grouted in concrete, anchor bolts or any other material (steel & concrete
both) and disposal, levelling etc. of the same within a distance of 5 km or
as directed by Engineer-in charge.
3.3.2.2 The TG buildings of BPSCL are surrounded by switch yard, steam and
utility pipelines, HT lines, live wires etc Proper protocol should be made
before start of dismantling and erection activities. It is the responsibility
of the bidder to follow safety norms of the power plant to ensure safe
working.
3.4 CIVIL,STRUCTURAL AND SHEETING WORKS
3.4.1 Civil Works
3.4.1.1 This specification covers the design criteria for Civil Engineering work. The
term ‘Design Criteria’ includes loading standards, permissible stresses,
functional requirements and quality standards to be adopted as a basis
for preparation of designs and drawings by the bidder. These designs and
drawings will cover buildings for production and non-production

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.3 CET/23/BK/4492/TS/CE/01/R=1
facilities, auxiliary facilities, ancillary buildings and structures, other
miscellaneous civil engineering items of work.
3.4.2 The designs prepared by the bidder will not only provide for the
requirements indicated in this specification but also consider the overall
process requirements, and service conditions. The new facilities shall be
planned in such a manner that the existing structures in the vicinity shall
not be affected. The designs shall be compatible with the existing and
proposed structures.
3.4.3 Standards
3.4.3.1 The design criteria for civil engineering work will be in accordance with
this specification. Detailed instructions on such aspects as are not
indicated herein will be as per the latest standards, codes. In the absence
of suitable IS specification and codes of practices, other recognized
international standards and codes may be followed with the prior
approval from employer.
3.4.3.2 This specification covers design of Civil Engineering items of work. Other
items of work will be designed according to the relevant standards,
recommendations and stipulations referred above.
3.4.3.3 In case anything mentioned in this specification is at variance with IS or
other codes of specification mentioned herein, the provisions of this
specification will prevail.
3.4.4 Setting out and Levelling
The bidder shall set out and level the work and shall be responsible for
the accuracy of the same. He has to provide all instruments and
qualified staffs with labour for getting his work checked by Engineer-in-
Charge, if so desired by the employer. Such checking, if any, shall not,
however, relieve the Bidder in anyway, of his responsibility for correct
setting out.
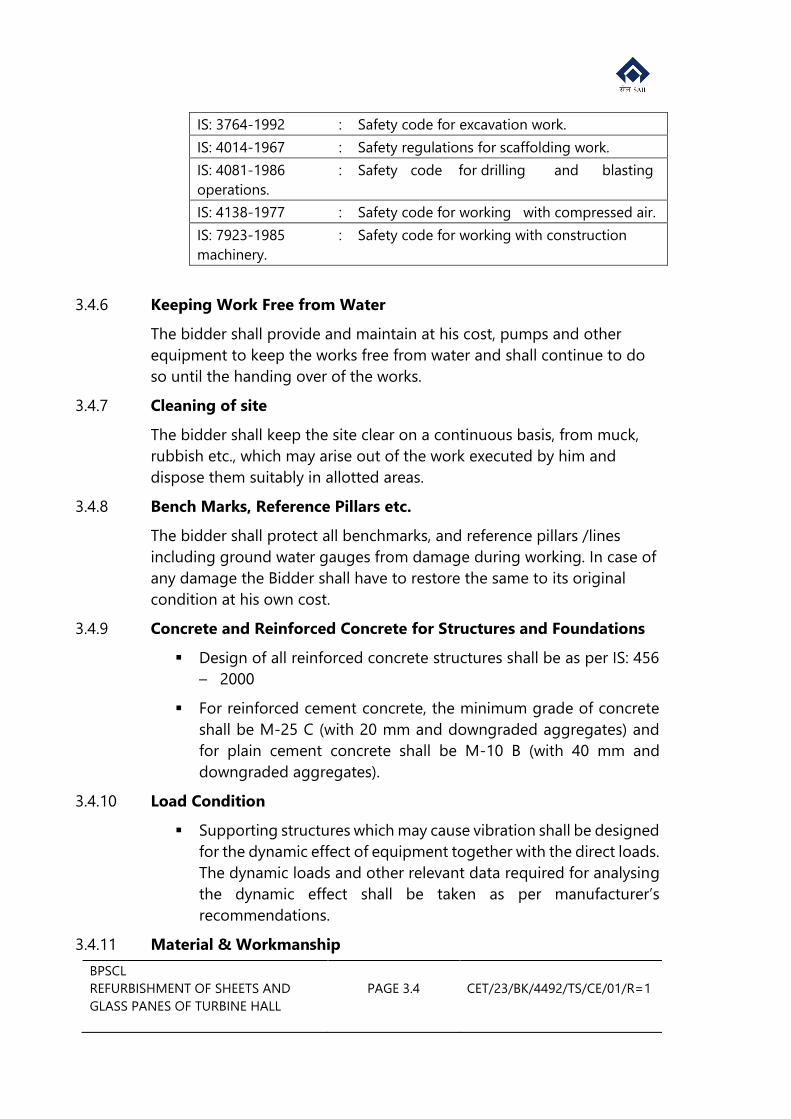
3.4.5 SAFETY
The bidder shall take adequate precautions to ensure complete safety
and prevention of accidents at site and shall be responsible for
the same. The safety precautions shall conform to the safety
regulations prescribed by the safety code for constructions and
relevant Indian Standard Codes, some of which are listed below:
BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.4 CET/23/BK/4492/TS/CE/01/R=1
IS: 3764-1992 : Safety code for excavation work.
IS: 4014-1967 : Safety regulations for scaffolding work.
IS: 4081-1986 : Safety code for drilling and blasting
operations.
IS: 4138-1977 : Safety code for working with compressed air.
IS: 7923-1985 : Safety code for working with construction
machinery.
3.4.6 Keeping Work Free from Water
The bidder shall provide and maintain at his cost, pumps and other
equipment to keep the works free from water and shall continue to do
so until the handing over of the works.
3.4.7 Cleaning of site
The bidder shall keep the site clear on a continuous basis, from muck,
rubbish etc., which may arise out of the work executed by him and
dispose them suitably in allotted areas.
3.4.8 Bench Marks, Reference Pillars etc.
The bidder shall protect all benchmarks, and reference pillars /lines
including ground water gauges from damage during working. In case of
any damage the Bidder shall have to restore the same to its original
condition at his own cost.
3.4.9 Concrete and Reinforced Concrete for Structures and Foundations
Design of all reinforced concrete structures shall be as per IS: 456
– 2000
For reinforced cement concrete, the minimum grade of concrete
shall be M-25 C (with 20 mm and downgraded aggregates) and
for plain cement concrete shall be M-10 B (with 40 mm and
downgraded aggregates).
3.4.10 Load Condition
Supporting structures which may cause vibration shall be designed
for the dynamic effect of equipment together with the direct loads.
The dynamic loads and other relevant data required for analysing
the dynamic effect shall be taken as per manufacturer’s
recommendations.
3.4.11 Material & Workmanship

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.5 CET/23/BK/4492/TS/CE/01/R=1
Following codes may be referred for material and workmanship
Item Relevant codes
Cement IS: 269-2015,IS:8112-2013, IS:455-
2015
Aggregates IS:-383-2016
Reinforcement IS:1786-2008
Structural steel in Shuttering IS: 2062-2011
Admixtures and Chemicals As per standard manufacturer’s
recommendation
Workmanship IS: 2502-1963.
Brickwork IS: 1077-1992, IS 12894-2002.
Safety IS 4014:1967, IS 7923:1985
Grouts As per standard manufacturer’s
recommendation.
Plaster and finishes IS: 1661-1972
Painting Water based emulsion paints with
primer
3.4.12 STRUCTURAL
3.4.12.1 Design & Engineering
The bidder shall carry out the complete design and engineering of the
structural steelwork required for structures as per provisions of IS: 800-
1984.
3.4.12.2 Type of Structures
Generally steel structures shall be of welded beam column type
construction. Steel structures shall generally be fabricated at shop
according to the assembly requirements. Splices in structures required for
transportation, assembly and erection facilities should be developed by
cover plates/angles.
3.4.12.3 Loading
Load shall generally conform to IS: 875 (relevant parts) - 1987 in absence
of any load indicated by the manufacturer of the equipment. Seismic
forces shall generally confirm to IS: 1893, Part I, 2002.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.6 CET/23/BK/4492/TS/CE/01/R=1
3.4.12.4 Stability and Rigidity
The support structures shall be designed for adequate rigidity and
stability in both the directions.
3.4.12.5 Inspection
All steel structures shall be subjected to inspection by the Employer and
Bidder shall provide all facilities for inspection. All welds shall be checked
visually or by other testing methods.
Unless directed otherwise, inspection shall be made at the place of
fabrication prior to dispatch. Should any structure found not to comply
with any of the provisions of this specification, it shall be liable for
rejection. No structure or a part of it, once rejected shall be resubmitted
for inspection /tests.
3.4.12.6 Material for Steel Structures
All structural steel shall conform to following standards or as
specified in the drawings. Mild steel shall conform to IS 2062:2011
for rolled sections & plates.
The Bidder shall furnish the test certificates conforming to
appropriate standards of all steel materials used for fabrication.
All structural steel shall be free from rust, scales, lamination,
cracks, fissures and other surface defects.
Steel tubes for structural purpose shall conform to IS 1161: 1998
(of Grade Yst. 240).
MS gutters and down pipes shall be manufactured from 5mm &
6mm thick mild steel plates respectively coated with bituminous
paint conforming to IS: 2062-2011.
Steel chequered plates shall be as per IS 3502:2009
Side & roof covering with colored galvalume/zincalume steel
sheets, glazing & translucent sheets.
General :
This specification covers the detailing, supply and erection of
galvanized colour coated sheets with all necessary flashing, fixing
for sides and gables of buildings & as per IS: 14246: 1995
Materials for sheeting
I. Colour coated Galvalume/Zincalume sheets of total
coated thickness (TCT) as per design but not less than
0.6mm with base metal yield strength of 550 MPa shall
be used for side sheeting.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.7 CET/23/BK/4492/TS/CE/01/R=1
II. Ridging, Flashing: Colour coated Galvalume / Zincalume
sheets thickness (TCT) as per design but not less than
0.6mm with base metal yield strength of 550 MPa shall
be used.
III. Zincalume/Galvalume coating will be 150 gsm (class AZ-
150), total on both sides.
IV. Final colour of the sheets will be intimated to the bidder
after award of the contract.
V. Flashing, capping, gable and corner trimming shall be
made of coloured sheet as mentioned in the drawing .
Fixing
Fixing of galvanized colour coated sheet shall be as per
manufacturer specification.
Glazing
Toughened glass minimum 5mm thickness shall be used for
glazing. The glass should be got tested according to the
provisions mentioned in IS: 2553-1990(Part-1).
Translucent Sheet
Translucent sheet of minimum thickness 1.10 mm shall be
provided after every seven sheet on the side walls as per IS
12866: 1989.
Gutters & Down Pipes
Fixing of rainwater gutters and down pipes shall be as per IS:
2527-1984.
Bolts and Nuts
All bolts and nuts shall conform to IS: 1363-(Part 1 to
3): 2002, or IS:1364- (Part 1 to 3): 2002, Part 4 (2003),
Part 5 (2002), Part 6 (2002) as applicable and unless
specified otherwise shall be hexagonal. All nuts shall
conform to property class compatible to the property class

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.8 CET/23/BK/4492/TS/CE/01/R=1
of the bolt used. The bidder shall submit test certificates
when called for.
Washers
Plain washers shall be made of mild steel conforming to IS:
5369-1975 unless otherwise specified. One washer shall be
supplied with each bolt and in case of special types of
bolts more than one washer as needed for the purpose
shall be supplied. Tapered washers conforming to IS:
5372-1975 and IS: 5374-1975 shall be used for rolled
channels and beams respectively.
3.4.12.7 Splices in Structures
Shop Splice
Where shop splices in plates are necessary due to non-
availability of members in required lengths, full penetration
defect free sound butt welds shall be made.
Site Splice
Site splice for members required due to transportation, assembly
and erection facilities shall be developed by fillet welds and
cover plates and angles. In case, butt welding in plates is
employed for site splice, the same shall be sound, defect free
and of full penetration.
3.4.12.8 Fabrication
Standard
All fabrication of structural steel works shall be in accordance
with IS:800-1984 and as per the drawings unless otherwise
specified. The tolerances of fabrication of steel structures shall be
in accordance with IS: 7215-1974 unless otherwise specified.
Type of Construction
The steel structures shall generally be of shop welded
construction. Site connections shall generally be provided by
1) Welding with erection bolts.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.9 CET/23/BK/4492/TS/CE/01/R=1
2) Bolting with black bolts.
Workmanship
Greatest accuracy shall be observed in the manufacture of every
part of the work and all similar parts shall be strictly
interchangeable.
Straightening
All materials shall be straight and if necessary before being
worked shall be straightened and/or flattened by pressure
unless required to be of curvilinear form and shall be free from
twists.
Shearing, flame cutting and planning
Shearing or flame cutting may be used at the Bidder's option
provided that a mechanically controlled cutting torch shall be
used for the flame cutting and that the resulting edge
shall be reasonably clean and straight.
Unless clean, square and true to shape, all flame-cut edges shall
be planed.
Holing:
Holes for bolts shall be drilled to conform to clause 10 of
IS:7215 (1974). All holes, except as stated hereunder, shall be
drilled to the required size. All punching shall be clean and
accurate and all drilling shall be free from burrs. No holes shall
be made by gas cutting process.
3.4.12.9 Assembly:
- All parts assembled for bolting shall be in close contact over
the whole surface and all bearing stiffeners shall bear tightly
at both top and bottom without being drawn or caulked.
- All parts of bolted and welded members shall be held firmly
in position by means of jigs or clamps while bolting or
welding. No drifting of holes shall be permitted except to
draw the parts together and no drift used shall be
larger than the nominal diameter of bolt. Drifting done
during assembling shall not distort the metal or enlarge the
holes.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.10 CET/23/BK/4492/TS/CE/01/R=1
- Trial assemblies shall be carried out at the fabrication stage
to ensure accuracy of workmanship.
3.4.12.10 Welding
- The welding and the welded work shall generally
conform to IS 816:1969 and 9595-1996 unless otherwise
specified. As much work as possible shall be welded in shops
and the layout and sequence of operations shall be so
arranged as to eliminate distortion and shrinkage stresses.
Electrodes shall conform to IS 814:2004. The Bidder shall submit
manufacturer’s test certificates as and when called for.
- All electrodes shall be kept under dry conditions. Any
electrodes damaged by moisture shall not be used. Any
electrode which has part of its flux coating broken away or is
otherwise damaged, shall be rejected. Any electrode older than
six (6) months from the date of manufacture shall not be used.
Bidder shall submit batch certificate for electrode.
- The edges of plates shall be prepared with an automatically
controlled flame-cutting torch correctly to the shape, size
and dimensions shown in the design and fabrication drawings.
- The welding surfaces shall be smooth, uniform and free from
notches, loose scale, slag, rust, grease, moisture or any other
foreign material.
- The welding procedure shall be arranged by the bidder to
suit the details of the joints as indicated on the drawings
and the position at which welding has to be carried out.
Welding procedure shall cover the following: type and size
of electrodes, current and (for automatic welding) arc
voltage, length of run per electrode or (for automatic
welding) speed of travel, number and arrangement of runs in
multi run welds, position of welding, preparation and set
up of parts welding sequence, pre or post heating, any other
relevant information. The welding procedure shall be so
arranged that the distortion and shrinkage stresses are
reduced to a minimum and that the welds meet the specified
requirement of quality. The Bidder shall employ a competent
welding supervisor to ensure that the standard of
BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.11 CET/23/BK/4492/TS/CE/01/R=1
workmanship and the quality of the materials comply
with the requirements laid down in this specification.
- Any weld found defective shall be cut by using either chipping
hammer or gouging torch in such a manner that adjacent
material is not injured in any way. Fusion faces and the
surrounding surfaces within 50mm of welds shall be free
from all mill scale and free from oil, paint or any substance,
which might affect the quality of the welds or impede
the quality/ progress of welding. They shall be free from
irregularities, which would interfere with the deposition of
the specified size of weld or be the cause of defects. All
mill scale within 50mm of welds shall be removed prior to
welding by thorough power wire brushing or by other approved
methods.
- Parts to be welded shall be properly assembled and held
firmly in position by means of jigs and clamps or suitable
arrangements prior to and during welding.
- After making each run of welding all slag shall be thoroughly
removed and the surface cleaned.
- Welded joints should satisfy the following requirements
Strength-quality with parent metal.
- Absence of defects.
Corrosion resistance of the weld shall not be less than that
of parent material in aggressive environment.
3.4.12.11 Criteria for test of weld:
- Visual examination: 100% of the welded joints for fillet welds
and butt welds.
- Ultrasonic method: 100% for all butt-welded joints.
Radiography examination: 2% length of butt welds made by
manual or semi-automatic machine 1% of length of butt welds
if made by automatic welding machine.
- The Bidder shall engage a reputed or any Government test
agency having Level II Ultrasonic and Radiography
examination certificate holder inspector to carry out the
Ultrasonic or X- ray examination tests. The third party shall
carry out tests, interpret test results and recommend
necessary rectification measures, if any. Bidder shall carry

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.12 CET/23/BK/4492/TS/CE/01/R=1
out the rectification work as recommended by the test
agency, if any to ensure defect free welding.
- Bidder shall obtain certificates from the testing agency
certifying defect free welds and submit to the employer.
- Tests:
Visual Examination
The Bidder shall conduct visual examination and
measurement of the external dimensions of the weld for all
joints. Before examining the welded joints, areas close to
it on both sides of the weld for a width not less than 20
mm shall be cleaned of slag and other impurities.
Examination shall be done by a magnifying glass which has a
magnification power of ten (10) and measuring instrument,
which has an accuracy of ± 0.1 mm or by weld gauges.
Welded joints shall be examined from both sides.
- The Bidder shall examine the following during the visual
checks:
Correctness and shape of the welded joints, incomplete
penetration of weld metal, influx, burns, un welded craters,
under cuts, cracks in welded spots and heat affected zones,
porosity in welds and spot welds, compression in welded
joints as a result of electrode impact while carrying out
contact welding, displacement of welded element. All
defects observed shall be made good.
The Bidder shall document all data as per standard practices
and submit it to the employer.
3.4.12.12 Shop Assembly
The steel work shall be temporarily shop assembled so that accuracy of
fit may be checked before dispatch.
3.4.12.13 Erection marking
Each fabricated member whether assembled prior to dispatch or
not, shall bear an erection mark, which shall help to identify the
member and its position in respect of the whole structure, to facilitate
erection at site.
3.4.12.14 Controls in the fabrication and assembly of structures

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.13 CET/23/BK/4492/TS/CE/01/R=1
To ensure good quality of workmanship the bidder shall control the
fabrication and assembly of structures. All welds shall be visually examined
and measured for external dimensions by appropriate gauges.
3.4.12.15 Inspection and Testing of Fabricated Structures
- Steel structures shall be inspected at the discretion of the
Employer. The Employer and/ or his authorized representative shall have
free access at all reasonable times to the bidder’s works where the
fabrication work is carried out and shall be afforded all
reasonable facilities by the bidder for satisfying himself that the
fabrication is being undertaken according to the provisions of the
drawings and specifications.
- The bidder shall continuously inform the Employer of the progress in
fabrication work and as to when the individual pieces are ready for
inspection.
- Unless directed otherwise, inspection shall be done at the place of
manufacture prior to dispatch should any structure found not to
comply with any of the provisions of this specification, it shall be
liable for rejection. No structure or part of the structure once
rejected shall be re-submitted for inspection/test, except in cases
where the Employer considers the defect as rectifiable.
- Defects which may appear during fabrication shall be made good
with the consent of and according to the procedure laid down
by the Employer.
3.4.12.16 Measurement
- Measurement for structural steel work shall be made on the
calculated weights of steel work as determined from the
dimensions given on the drawings or any approved amendments thereto.
In the case of mild steel plates, the calculated weights shall be based on
78.50 kg per sq.m. of metal 1 cm thick and in the case of mild steel
standard rolled sections and rods the weight shall be calculated on
the basis of weight per meter run specified in IS 808:1989.
- The weights of all plates and sheets shall be calculated using the actual
dimensions shown in the drawings with deductions for skew cuts and

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.14 CET/23/BK/4492/TS/CE/01/R=1
openings irrespective of their size. However, no deductions
shall be made for skew cuts for gussets, rolled sections and holes for
bolts. The weight for gussets shall be calculated from its overall
dimensions.
- Additional weight for weld metal deposited shall be allowed in the
measurements. No deduction shall be made for bolt holes. No
measurement shall, however be made for erection bolts and nuts.
- The cost of all oiling, painting, temporary erection cleats, marking,
packing and delivery to site shall be included in the rates quoted in
the bill of quantities.
- The weights, to which the rates quoted shall be applicable, shall be as
shown on the approved /accepted materials lists and no allowance
for wastage shall be permitted.
3.4.12.17 Erection
General
Erection of structural steel work shall be carried out in accordance with
IS: 800 (1984) and in an expeditious manner in conformity with drawings
and specifications. The erection tolerances of structures shall generally
be as per IS:12843 (1989). The suitability and capacity of all plant,
equipment etc. used for erection shall be to the satisfaction of the
Employer.
3.4.12.18 Storing and Handling of Materials
- The fabricated materials on receipt at site shall be carefully
unloaded, examined for defects, checked, sorted out and stacked
securely on skids above level ground. The ground shall be kept clean
and properly drained.
- The fabricated material shall be verified with respect to markings on
the marking plan. Any material found damaged or defective shall be
stacked separately and the damaged or defective portions shall be
identified by painting in distinct colour. Such materials shall be dealt
with as ordered by the Employer.
- The handling and storing of the component parts of a structure
shall involve the use of method and appliances not likely to
produce injury by twisting, bending or otherwise deforming the
metal. No member slightly bent or twisted shall be put in place
until the defects are corrected and members seriously damaged in
handling shall be rejected.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.15 CET/23/BK/4492/TS/CE/01/R=1
- All small bends or twists received by members shall be rectified before
such members are put in place, any serious bends or damage shall
be reported at once to the engineer by the bidder for instructions.
3.4.12.19 Setting Out
- The bidder shall be responsible for checking the alignment
and levels all works. These shall be checked well in advance of
starting erection work and the bidder shall be responsible
for any consequences for non-compliance thereof.
- Discrepancies or mismatch, if any, in working drawings shall
immediately be brought to the notice of the Employer for his advice.
- The bidder shall be fully responsible for the correct setting out
of all steel work and erecting it correctly as per alignment and
levels shown on the drawings and plumbing of vertical members.
3.4.12.20 Assembly and Erection
- The bidder shall be fully responsible for stability of erected parts of the
structures during all stages of erection. As the work progresses, the steel
members shall be securely fixed to take care of all dead loads, wind and
erection stresses, including those due to erection equipment or its
operation.
- The bidder shall provide adequate supervision at all stages of the work
and examine each portion of the work for accuracy. He shall also
provide facilities such as, adequate temporary access ladders, tools
and tackles, instruments etc. to the satisfaction of the Employer, for his
inspection at any stage during erection. Irrespective of any inspection
and tests made by the Employer, bidder shall be entirely responsible
for the proper execution of the work.
3.4.12.21 Field Welding
- All field assembly and welding shall be executed in accordance with the
requirements for shop fabrication excepting such as manifestly apply to
shop conditions only. Where the steel has been delivered painted, the
paint shall be removed before field welding, for a distance of at least
50 mm on either side of the joints. Erection facilities shall be developed
by fillet welds and cover plates and angles. In case, butt welding in
plates is employed for site splice, the same shall be sound, defect free
and of full penetration.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.16 CET/23/BK/4492/TS/CE/01/R=1
3.4.12.22 Painting of existing shop columns and new steel structures
i. Scope of work for painting comprises of surface preparation,
material supply and required quantity of thinner as recommended
by paint manufacturer and application of recommended painting
materials on the surfaces of structural steel work.
ii. Surface Preparation
iii. Application Specification
The fabricated structures, after inspection and clearance,
are to be prepared for painting by either hand tool cleaning
or power tool cleaning corresponding to IS: 1477, Part I,
1971.
Prime coats of painting shall be with Red Oxide Zinc
Chromate primer conforming to IS: 2074 (1992). Finish
coats of paints shall be done with aluminium paint
conforming to IS: 2339 (1963).
Unless specified otherwise, a minimum of two primer coats
and two finish coats of paint shall be applied, each coat
having a dry film thickness of about 30 microns. The total
dry film thickness shall not be lower than 120 microns.
All painting work shall be got done be paint spray
machines.
iv. Limitations in Painting Work
Paint shall not be applied under the following conditions:
- When relative humidity is greater than 85% or surface is
wet.
- During rain, fog and mist.
- Where amount of moisture on surface or that likely to be
caused by subsequent condensation may have harmful
effect.
3.4.12.23 Material and workmanship
Following codes may be referred for material and workmanship
Items Relevant codes
Steel Structures IS: 2062-2011
Bolts and Nuts IS: 1363-1992 and IS: 1364-1994
Washers
IS: 5369- 1975

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.17 CET/23/BK/4492/TS/CE/01/R=1
Electrodes
IS: 2062-2011
Prime coats of painting As per standard manufacturer’s
recommendation
Finish coats of painting IS: 2339-1963
Testing and commissioning IS: 800-1984 and IS: 7215- 1974.
Erection and tolerance in
erection
IS: 800-1984 and IS:12843-1989
3.5 GLASS FACADE IN ALUMINIUM FRAME
Glass glazing in aluminium frame shall be done in some area of the TG
building as per the following specification:-
Structural analysis & design and preparation of drawings for the
specified design loads conforming to IS 875 part III (the system
must passed the proof test at 1.5 times design wind pressure
without any failure), including functional design of the aluminium
sections(conforming to IS: 733 -1983 and IS: 1285-2002) for fixing
glazing panels of various thicknesses, aluminium cleats, sleeves
and splice plates etc. gaskets, screws, toggles, nuts, bolts, clamps
etc., structural and weather silicone sealants, flashings, fire stop -
cum-smoke seals, microwave cured EPDM gaskets for water
tightness, pressure equalisation & drainage and protection against
fire hazard.
Fabricating and supplying serrated M.S. hot dip galvanised
/Aluminium alloy(Make INDAL,HINDALCO,JINDAL or equivalent)
of 6005 T5 brackets of required sizes, sections and profiles etc. to
accommodate 3 Dimensional movement for achieving perfect
verticality and fixing structural glazing system rigidly to the RCC/
masonry/structural steel framework of building structure using
stainless steel anchor fasteners/bolts, nylon separator to prevent
bimetallic contacts with nuts and washers etc. of stainless steel
grade 316, of the required capacity and in required numbers.
Providing and filling, two part pump filled, structural silicone (Dow
corning or equivalent) sealant and one part weather silicone
sealant compatible with the structural silicone sealant of required

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 3.18 CET/23/BK/4492/TS/CE/01/R=1
bite size in a clean and controlled factory / work shop environment,
including double sided spacer tape, setting blocks and backer rod,
all of approved grade, brand and manufacture, as per the approved
sealant design, within and all around the perimeter for holding
glass.
Making provision for drainage of moisture/ water that enters
the curtain glazing system to make it watertight, by incorporating
principles of pressure equalization, providing suitable gutter
profiles at bottom (if required), making necessary holes of
required sizes and of required numbers etc. complete. This
includes all inputs of designing, labour for fabricating and
installation of aluminium grid, installation of glazed units, T&P,
scaffolding and other incidental charges including wastages etc.,
enabling temporary structures and services, cranes or cradles etc.
as described above and as specified. The item includes the cost of
getting all the structural and functional design including shop
drawings.
Providing, assembling and supplying toughened glass as per
design but not less than 5mm (Make- Saint Gobain, Asahi,
Guardian or equivalent) with Offline Coated Substrate of Colour
as Approved by Engineer in Charge/consultant during detailed
engineering. The Glass should be Fully Tempered/Toughened with
the following properties. VLT = 30 to 40%.Exterior Reflection = 10-
20%. Interior Reflection= 5%±2%. SHGC =0.3 TO 0.4. U value =
3.6to5W/m2K.

BPSCL
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 4.1 CET/23/BK/4492/TS/CE/01/R=1
4 DEFECT RECTIFICATION
4.1 All the defects noticed during the construction or performance shall be
rectified free of cost by the Bidder to the satisfaction of the employer. The
work shall not be taken to be finally accepted till all the defects are
satisfactorily rectified by the Bidder. The guarantee period for the side
sheeting work of the bidder shall be 12 months
4.2 The guarantee period for the structural glazing work in Aluminium frame
with glasses shall be of 60 months.
4.3 The bidder shall guarantee for its workmanship, materials, design and
satisfactory performance in accordance with relevant specifications and
provisions of the contract. The guarantee for performance shall include
individual items.
4.4 The details of the test procedures, test schedules, test certificates, QAP
for the demonstration of performance parameters shall be submitted to
the employer which shall be mutually agreed upon.
4.5 Final acceptance shall be as per the standard norms.


BPSCL ANNEXURE 2.1.7.2-1
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1 OF 1 CET/23/BK/4492/TS/CE/01/R=1
ANNEXURE 2.1.7.2-1
BAR CHART
(REFURBISHMENT OF SHEETS AND GLASS PANES OF TURBINE HALL)
SL.NO. MILESTONE TIME(IN MONTHS) 1 2 3 4 5 6 7 8 9
1
EFFECTIVE DATE OF CONTRACT
2
PREPARATION OF DISMANTLING SCHEME
3
DETAILED ENGINEERING & DRAWINGS
(SUBMISSION & APPROVAL)
4
DISMANTLING & DISPOSAL
5
RESOURCE MOBILISATION FOR
CONSTRUCTION
6
FABRICATION ,ERECTION OF SIDE
SHEETING,ALUMINIUM WORK,GLASS FACADE
AND MINOR CIVIL WORK


SCHEDULE – 1.7-1
BPSCL SCHEDULE – 1.7-1
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL PAGE 1 OF 1 CET/23/BK/4492/TS/CE/01/R=1
DECLARATION OF SITE VISIT
(To be filled up by the Bidder)
I, hereby, declare that I have visited the site to understand the site conditions, and
acquainted myself with atmosphere prevalent therein. I have also understood the
extent of total works involved for this job.
Signature of the Bidder:
Seal of company Name:
Designation:

SCHEDULE – 1.7-2
BPSCL
SCHEDULE – 1.7-2
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1 OF 1 CET/23/BK/4492/TS/CE/01/R=1
LIST OF EXCLUSIONS
Sl. No. Reference clause of TS Details of Exclusions Reasons
Signature of the Bidder
Seal of company Name
Designation

SCHEDULE – 1.7-3
BPSCL SCHEDULE – 1.7-3
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1 OF 1 CET/23/BK/4492/TS/CE/01/R=1
LIST OF DEVIATIONS
Sl. No. Reference clause of TS Details of Deviations Reasons
Signature of the Bidder
Seal of company Name
Designation


SCHEDULE – 1.7-4
BPSCL SCHEDULE – 1.7-4
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1 OF 1 CET/23/BK/4492/TS/CE/01/R=1
LIST OF ERECTION EQUIPMENT FOR FACADE INSTALLATION
Sl. No. Description Quantity
Signature of the Bidder
Seal of company Name
Designation


SCHEDULE – 1.7-5
BPSCL SCHEDULE – 1.7-5
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1 OF 1 CET/23/BK/4492/TS/CE/01/R=1
LISTS OF SPECIAL TOOLS AND TACKLES
Sl. No. Description Quantity
Signature of the Bidder
Seal of company Name
Designation


SCHEDULE – 1.7-6
BPSCL SCHEDULE – 1.7-6
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1 OF 1 CET/23/BK/4492/TS/CE/01/R=1
DETAILS OF AUTHORISED PERSON OF BIDDER DURING TENDER
EVALUATION
1. Name of Project :
2. Tender No. :
3. Name & Address of Bidder :
4. Name of authorized person (TECHNICAL) :
5. Email address :
6. Mobile No. :
7. Name of alternate authorised person (TECH) :
8. Email address :
9. Mobile No. :
10. Name of authorized person (COMMERCIAL) :
11. Email address :
12. Mobile No. :
13. Name of alternate authorised person (COMM) :
14. Email address :
15. Mobile No. :
Authorised Signatory

SCHEDULE – 1.7-7
BPSCL SCHEDULE – 1.7-7
REFURBISHMENT OF SHEETS AND
GLASS PANES OF TURBINE HALL
PAGE 1 OF 1 CET/23/BK/4492/TS/CE/01/R=1
REQUIREMENT OF CONSTRUCTION WATER & POWER
Sl. No. Description Quantity
Signature of the Bidder
Seal of company Name
Designation