Boiler and Furnace
42
Boilers : Types and Performance Evaluation
-
Upload
bali-pandhare -
Category
Documents
-
view
119 -
download
4
description
performance evaluation of Boiler and Furnace
Transcript of Boiler and Furnace

Boilers :
Types and PerformanceEvaluation

Introduction to BoilerEnclosed Pressure Vessel
•Heat generated by Combustion of Fuel is transferred to water to become steam
Process: Evaporation
•Steam volume increases to 1,600 times from water and produces tremendous force.
•Boiler to be extremely dangerous equipment. Care is must to avoid explosion.
What is a boiler?

Various heating surfaces in a boiler
Heating surface is expressed in square feet or in square meter
Classified into :
•Radiant Heating Surfaces — (direct or primary) including all water-backed surfaces that are directly exposed to the radiant heat of the combustion flame
•Convective Heating Surfaces — ( indirect or secondary) including all those water-backed surfaces exposed only to hot combustion gases
•Extended Heating Surfaces — referring to the surface of economizers and super-heaters used in certain types of water-tube boilers

Fuels used in Boiler
Solid Liquid Gaseous
Coal, Lignite Furnace Oil Natural Gas
Agro-residue Briquette
Low Sulphur High Stock (LSHS)
Producer Gas
Baggase, Pith Diesel (LDO, HSD) LPG

Indian Boiler RegulationsIBR Steam Pipe means any pipe through which steam passes from a boiler to a prime mover or other user or both, if pressure at which steam passes through such pipes exceeds 3.5 kg/cm2 above atmospheric pressure or such pipe exceeds 254 mm in internal diameter and includes in either case any connected fitting of a steam pipe.
IBR Steam Boilers means any closed vessel exceeding 22.75 liters in capacity and which is used expressively for generating steam under pressure and includes any mounting or other fitting attached to such vessel, which is wholly, or partly under pressure when the steam is shut off. (As per sections 28 & 29 of the Indian Boilers Act)
Typical Boiler Specifications
Boiler Make & Year : XYZ, 2003
MCR : 10 TPH (F & A 100oC)(Maximum Continuous Rating)
Rated Working Pressure : 10.54 kg/cm2(g)
Type of Boiler : 3 Pass, Fire tube, packaged
Fuel Fired : Fuel Oil
Total Heating Surface : 310 M2

Boiler System
Flue gas system
Water treatment system
Feed water system
Steam system
Blow down system
Fuel supply system
Air Supply system

Boiler Types : Fire Tube type
• Fire in tube or Hot gas through tubes and boiler feed water in shell side
• Fire Tubes submerged in waterApplications :
• Used for small steam capacities
(Upto 12000 kg/hr and 17.5 kg/cm2
Merits :• Low Capital Cost and fuel
Efficient (82%)• Accepts wide & load
fluctuations• Steam pressure variation is
less (Large volume of water)• Packaged Boiler

Boiler Types : Water Tube type• Water flow through tubes• Water Tubes surrounded
by hot gasApplications :
• Used for Power Plants• Steam capacities range
from 4.5 - 120 T/hr
Characteristics :• High Capital Cost• Used for high pressure
high capacity steam boiler
• Demands more controls • Calls for very stringent
water quality

• Package boilers are generally of shell type with fire tube design
• High heat release rate in small combustion space
• More number of passes-so more heat transfer
• Large number of small diameter tubes leading to good convective heat transfer.
• Higher thermal efficiency
Packaged Boiler

Chain Grate or Traveling Grate Stoker Boiler• Coal is fed on one end of a
moving steel chain grate
• Coal burns and ash drops off at end
• Coal grate controls rate of coal feed into furnace by controlling the thickness of the fuel bed.
• Coal must be uniform in size as large lumps will not burn out completely
• Bed thickness decreases from coal feed end to rear end and so more air at front and less air at rear end to be supplied
• Water tube boiler

Pulverized Fuel Boiler
Tangential firing
Coal is pulverised to a fine powder, so that less than 2% is +300 microns, and 70-75% is below 75 micronsCoal is blown with part of the combustion air into the boiler plant through a series of burner nozzles
• Combustion takes place at temperatures from 1300 -1700°C
• Particle residence time in the boiler is typically 2-5 seconds
• One of the most popular system for firing pulverized coal is the tangential firing using four burners corner to corner to create a fire ball at the center of the furnace.

Fluidized bed Combustion (FBC) boiler
Further, increase in velocity gives rise to bubble formation, vigorous turbulence and rapid mixing and the bed is said to be fluidized.
Coal is fed continuously in to a hot air agitated refractory sand bed, the coal will burn rapidly and the bed attains a uniform temperature
When an evenly distributed air or gas is passed upward through a finely divided bed of solid particles such as sand supported on a fine mesh, the particles are undisturbed at low velocity. As air velocity is gradually increased, a stage is reached when the individual particles are suspended in the air stream
Fluidized Bed Combustion

Boiler Efficiency Thermal efficiency of a boiler is defined as the percentage of heat input that is effectively utilised to generate steam.
There are two methods of assessing boiler efficiency :
• The Direct Method: Where the energy gain of the working fluid (water and steam) is compared with the energy content of the boiler fuel.
•The Indirect Method: Where the efficiency is the difference between the losses and the energy input.Boiler Efficiency
Evaluation Method
Direct Method Indirect Method

ExampleType of boiler: Coal fired Boiler
Heat input dataQty of coal consumed : 1.8 TPHGCV of coal : 3200 KCal/kg
Heat output data• Qty of steam generation : 8 TPH• Steam pr/temp : 10 kg/cm2(g)/1800C• Enthalpy of steam(sat) : 665 KCal/kg
@ 10 kg/cm2(g) pressure • Feed water temperature : 850 C• Enthalpy of feed water : 85 KCal/kg
Find efficiency and Evaporation Ratio?

Efficiency by Direct Method
Boiler efficiency (): = Q x (H – h) x 100 (q x GCV) Where Q = Quantity of steam generated per hour
(kg/hr) H = Enthalpy of saturated steam (kcal/kg) h = Enthalpy of feed water (kcal/kg) q = Quantity of fuel used per hour (kg/hr) GCV = Gross calorific value of the fuel
(kcal/kg) Boiler efficiency ()= 8 TPH x 1000 Kg/T x (665–
85) x 100 1.8 TPH x 1000 Kg/T x 3200
= 80.0% Evaporation Ratio = 8 Ton of steam / 1.8 Ton of
coal = 4.4

Boiler Flue gas
Steam Output
Efficiency = 100 – (1+2+3+4+5+6+7+8)
(by In Direct Method)
Air
Fuel Input, 100%
1. Dry Flue gas loss2. H2 loss3. Moisture in fuel4. Moisture in air5. CO loss
7. Fly ash loss
6. Surface loss
8. Bottom ash loss
Types of losses occur in a boiler
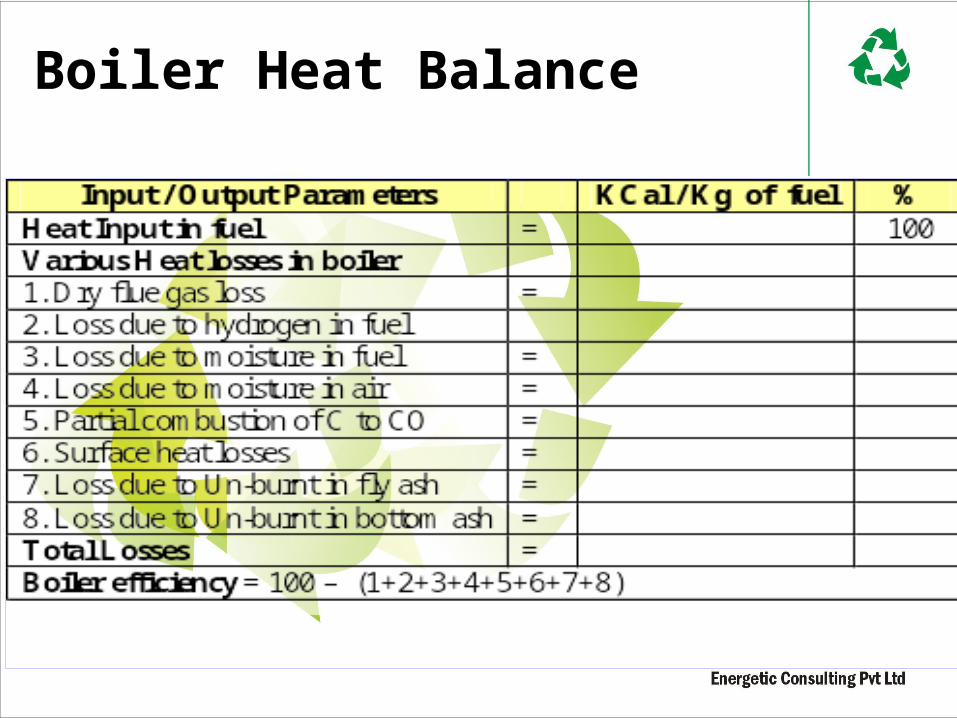
Boiler Heat Balance

Why Boiler Blow Down ?When water evaporates
•Dissolved solids gets concentrated
•Solids precipitates
•Coating of tubes
•Reduces the heat transfer rate
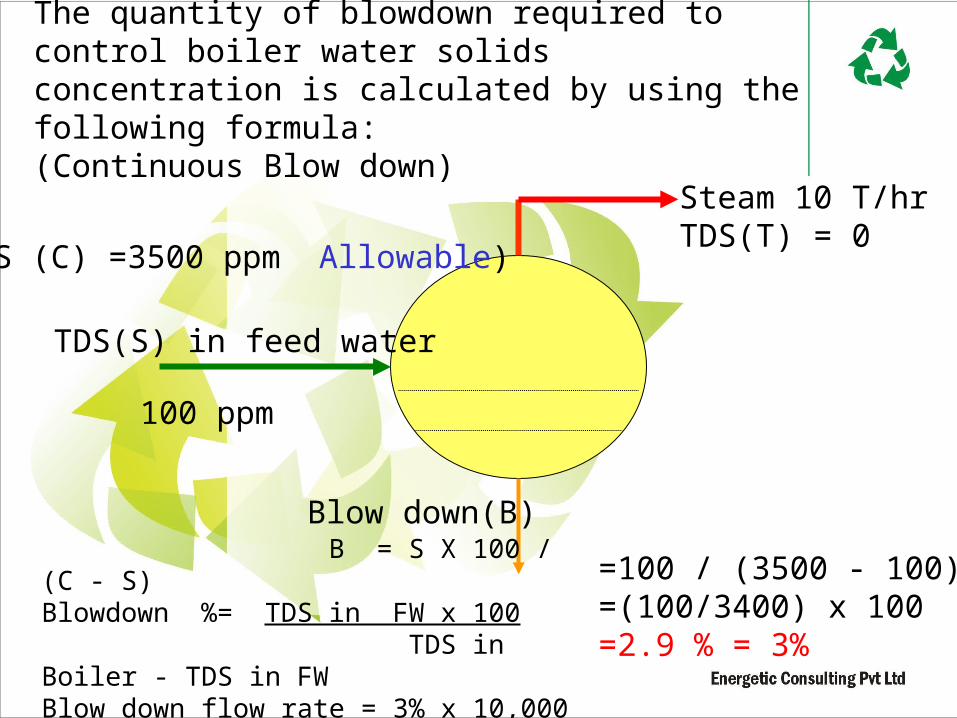
The quantity of blowdown required to control boiler water solids concentration is calculated by using the following formula:(Continuous Blow down)
TDS(S) in feed water
100 ppm
Steam 10 T/hrTDS(T) = 0
TDS (C) =3500 ppm Allowable)
B = S X 100 / (C - S)Blowdown %= TDS in FW x 100 TDS in Boiler - TDS in FWBlow down flow rate = 3% x 10,000 kg/hr = 300 kg/hr
=100 / (3500 - 100)=(100/3400) x 100=2.9 % = 3%
Blow down(B)

What is a Furnace ?
A furnace is an equipment to melt metals for casting or heat materials for change of shape ( rolling, forging etc) or change of properties (heat treatment)

Types and classification of furnaces
Furnace classification
Recuperative
Regenerative
According to mode of
heat transfer
According to mode of charging
Mode of heat recovery
Open fire place furnace
Heated through liquid medium
Periodical
Forging
Re-rolling (Batch / continuous
pusher)
Pot Continuous
Glass tank melting
(regenerative / recuperative)
Based on the method of generating heat: combustion type (using fuels) and electric type

Characteristics of an Efficient FurnaceFurnace should be designed so that in a given time, as
much of material as possible can be heated to an uniform temperature as possible with the least possible fuel and labour.
To achieve this end, the following parameters can be
considered :
• Determination of the quantity of heat to be imparted to the material or charge.
• Liberation of sufficient heat within the furnace to heat the stock and overcome all heat losses
• Transfer of available part of that heat from the furnace gases to the surface of the heating stock.
• Equalization of the temperature within the stock.• Reduction of heat losses from the furnace to the
minimum possible extent.

Furnace Energy Supply
• The products of flue gases directly contact the stock, so type of fuel chosen is of importance.
For example, some materials will not tolerate sulphur in the fuel. Also use of solid fuels will generate particulate matter, which will interfere the stock place inside the furnace.
Hence, majority of the furnaces use liquid fuel, gaseous fuel or electricity as energy input.
• Melting furnaces for steel, cast iron use electricity in induction and arc furnaces. Non-ferrous melting utilizes oil as fuel.

Oil Fired Furnace• Furnace oil is the major fuel used in re-heating and
heat treatment furnaces • LDO is used in furnaces where presence of sulphur is
undesirable.(No problem with sulphur )• Furnaces operate with efficiencies as low as 7% as
against upto 90% achievable in other combustion equipment such as boiler.
• This is because of the high temperature at which the furnaces have to operate to meet the required demand. For example, a furnace heating the stock to 1200oC will have its exhaust gases leaving atleast at 1200oC resulting in a huge heat loss through the stack. However, improvements in efficiencies have been brought about by methods such as preheating of stock, preheating of combustion air and other waste heat recovery systems.
Forging Furnaces
• Used for preheating billets and ingots to attain a ‘forge’ temperature.
• The furnace temperature is maintained at 1200 to 1250 oC.
• Forging furnaces, use an open fireplace system and most of the heat is transmitted by radiation.
• The typical loading in a forging furnace is 5 to 6 tones with the furnace operating for 16 to 18 hours daily.
• The total operating cycle can be divided into (i) heat-up time (ii) soaking time and (iii) forging time.
• Specific fuel consumption depends upon the type of material and number of ‘reheats’ required.

Re-rolling Mill Furnace
Batch type furnace :
•Used for heating up scrap, small ingots and billets weighing 2 to 20 kg for batch type re-rolling.
•Charging and discharging of the ‘material’ is done manually and the final product is in the form of rods, strips etc.
•Operating temperature is 1200 oC.
•Total cycle time can be categorized into heat-up time and re-rolling time.
•Specific fuel consumption varies from 180 to 280 kg of Coal / Ton of heated material.
Continuous Pusher Type :
•The process flow and operating cycles of a continuous pusher type is the same as that of the batch furnace.
•Operating temperature is 1250 oC.
•The material or stock recovers a part of the heat in flue gases as it moves down the length of the furnace.
•Heat absorption by the material in the furnace is slow, steady and uniform throughout the cross-section compared with batch type.

Furnace Efficiency Direct method:The efficiency of furnace can be estimated by measuring the amount of fuel needed per unit weight of material.
Thermal efficiency of the furnace = Heat in the stockHeat in the fuel consumed for heating the
stockThe quantity of heat to be imparted (Q) to the stock can be found : Q = m x Cp (t1 – t2) Where
Q = Quantity of heat of stock in Kcalm = Weight of the stock in KgCp = Mean specific heat of stock in kCal/kg oC t1 = Final temperature of stock desired, oC t2 = Initial temperature of the stock before it
enters oC

Indirect Method
Method:
Similar to the method of evaluating boiler efficiency by indirect method. Furnace efficiency is calculated after subtracting sensible heat loss in flue gas, loss due to moisture in flue gas, heat loss due to openings in furnace, heat loss through furnace skin and other unaccounted losses
•Parameters : hourly furnace oil consumption, material output, excess air quantity, temperature of flue gas, temperature of furnace at various zones, skin temperature and hot combustion air temperature
• Instruments : infrared thermometer, fuel efficiency monitor, surface thermocouple

Furnace Efficiency Calculation: Example
An oil-fired reheating furnace has an operating temperature of around 1340oC. Average fuel consumption is 400 liters/hour. The flue gas exit temperature is 750 oC. Air is preheated from ambient temperature of 40 oC to 190
oC through an air pre-heater. The furnace has 460 mm thick wall (x) on the billet extraction outlet side, which is 1 m high (D) and 1 m wide. The other data are as given below. Find out the efficiency of the furnace by both indirect and direct method. Exit flue gas temperature = 750oCAmbient temperature = 40oCPreheated air temperature = 190oCSpecific gravity of oil = 0.92Average fuel oil consumption = 400 Liters / hr
= 400 x 0.92 = 368 kg/hrCalorific value of oil = 10000 kCal/kgAverage O2 percentage in flue gas = 12%

Furnace Efficiency (Direct Method)

Furnace Efficiency (Indirect Method)
1. Sensible Heat Loss in Flue Gas: Corresponding excess air = (O2 x 100) / (21 – O2)
= 133% excess air Theoretical air required to burn 1 kg of oil = 14 kg Total air supplied = 14 x 2.33 kg / kg of oil = 32.62 kg / kg of oil Sensible heat loss = m x Cp x ΔT m = Weight of flue gas = 32.62 + 1.0 = 33.62 kg / kg of oil. Cp = Specific heat ΔT = Temperature difference Heat loss = 33.62 x 0.24 x (750– 40) = 5729 kCal / kg of oil % Loss = 5729 /1000 = 57.29%
% Heat gain by combustion air = 32.62 x 0.24 x (190 – 40)
--------------------------------x 100 = 1174 10000
Net % sensible heat loss in flue gas = (57.29 – 11.74) %= 45.55%

2. Loss Due to Evaporation of Moisture Present in Fuel % Loss = M {584 + 0.45 (Tfg-Tamb)} ------------------------------ x 100 GCV of Fuel
3. Loss Due to Evaporation of Water Formed due to Hydrogen in Fuel % Loss = 9 x H2 {584 + 0.45 (Tfg-Tamb)} ---------------------------------------- x 100 GCV of Fuel
= 1.36 %
= 9.13 %
4.4. Heat Loss due to Openings: Heat loss due to openings can be calculated by computing black body radiation at furnace temperature, and multiplying these values with Emissivity (usually 0.8 for furnace brick work), and the factor of radiation through openings.5.Use figure 1 for black body radiation losses•Use figure 2 for Factor of radiation through openings

Figure 1 : Graph for determining black body radiation at a particular temperature
Figure 4.2 Graph for determining black body radiation at a particular temperature


4. Heat Loss due to Openings:
4. Heat Loss due to Openings:
Furnace Efficiency (Indirect Method)

5. Heat Loss through Skin:5. Heat Loss through Skin: a. Heat loss through roof and sidewalls: Total average surface temperature = 122oC Heat loss at 122 oC = 1252 Kcals / m2 / hr Total area of heating + soaking zone = 70.18 m2
Equivalent oil loss = 1252 kCal / m2 / hr x 70.18 m2
= 87865 kCal/hr = 8.78 litres / hr = 8.08 kg/hr b. Total average surface temperature of area other than heating and soaking zone = 80oC Heat loss at 80oC = 740 kCal / m2 / hr Total area = 12.6 m2
Equivalent loss of fuel oil = 740 kCal / m2 / hr x 12.6 m2
= 9324 kCal/hr = 0.93 litres / hr = 0.86 kg/hr
5. Heat Loss through Skin: a. Heat loss through roof and sidewalls: Total average surface temperature = 122oC Heat loss at 122 oC = 1252 KCal / m2 / hr Total area of heating + soaking zone = 70.18 m2
Equivalent oil loss = 1252 kCal / m2 / hr x 70.18 m2
= 87865 kCal/hr = 8.78 liters / hr = 8.08 kg/hr b. Total average surface temperature of area other than heating and soaking zone = 80oC Heat loss at 80oC = 740 kCal / m2 / hr Total area = 12.6 m2
Equivalent loss of fuel oil = 740 kCal / m2 / hr x 12.6 m2
= 9324 kCal/hr = 0.93 liters / hr = 0.86 kg/hr
Furnace Efficiency (Indirect Method)

Total loss of fuel oil = a + b + c = 10.12 kg/hr
Total percentage skin loss = 10.12 / 368 = 2.75%
6. Unaccounted Loss These losses comprises of heat storage loss, loss of furnace gases around charging door and opening, heat loss by incomplete combustion, loss of heat by conduction through hearth, loss due to formation of scales.
Furnace Efficiency (Indirect Method)

Furnace Efficiency (Indirect Method) 1. Sensible Heat Loss in flue gas = 45.55% 2. Loss due to evaporation of moisture in fuel = 1.36 % 3. Loss due to evaporation of water formed from H2 in fuel = 9.13 % 4. Heat loss due to openings = 5.56 % 5. Heat loss through skin = 2.75% 6. Unaccounted losses = 10.65% ( Assessed by subtracting summation of losses 1 to 5 from the losses worked out by direct method i.e. [75 – (45.55+1.36+9.13+5.56+2.75) ] ) Total losses = 75% Furnace Efficiency = 100 – 75
= 25 %
Furnace Efficiency (Indirect Method)

Fuel Economy Measures in Furnaces
• Complete combustion with minimum excess air
• Correct heat distribution
• Operating at the desired temperature
• Reducing heat losses from furnace openings
• Maintaining correct amount of furnace draught
• Optimum capacity utilization
• Waste heat recovery from the flue gases
• Minimum refractory losses
• Use of Ceramic Coatings

Thank You !
![INSTALLATION AND SERVICE INSTRUCTIONS English [ 02.18 ].pdf · 5 BOILER OR FURNACE PREPARATION A) Clean the boiler or furnace thoroughly and remove all grates and obstructions. Check](https://static.fdocuments.in/doc/165x107/5ff316f08aedd72b463af5bf/installation-and-service-english-0218-pdf-5-boiler-or-furnace-preparation.jpg)