Blown Film
18
BLOWN FILM PROCESS References: 1. Modern Plastic Handbook, (2000), Edited By Charles A Harper, McGraw Hill. 2. Extruding Plastic , (1998), D.V. Rosato, Chapman & Hall. 3. Plastics Engineering (1998) R.J. Crawford, Butterworth-Heinemann
Transcript of Blown Film
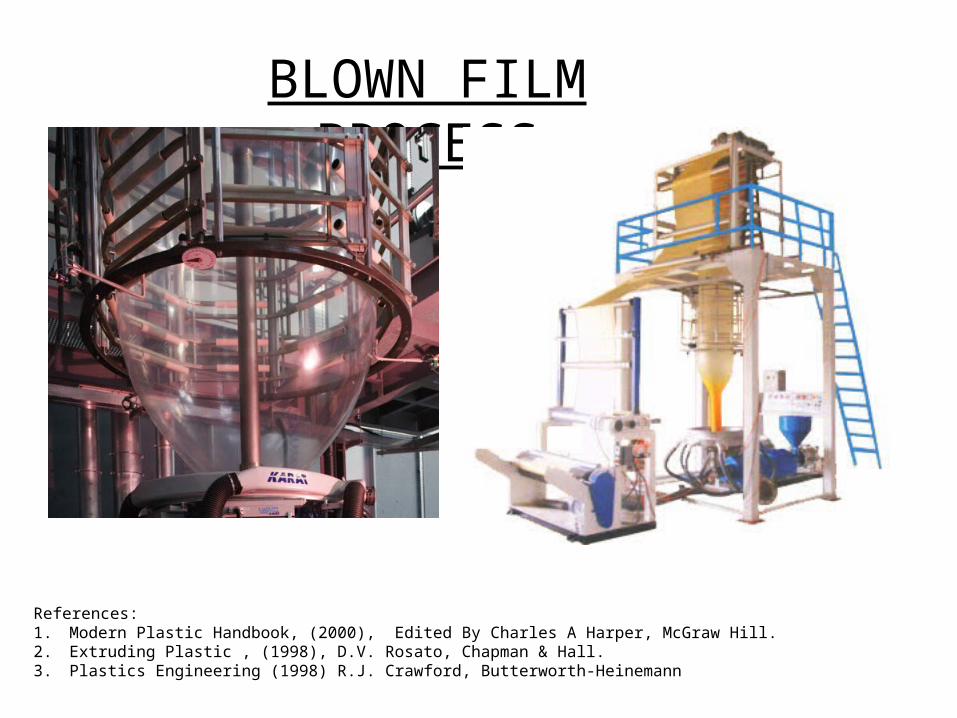
BLOWN FILM PROCESS
References:1. Modern Plastic Handbook, (2000), Edited By Charles A Harper, McGraw Hill.2. Extruding Plastic , (1998), D.V. Rosato, Chapman & Hall.3. Plastics Engineering (1998) R.J. Crawford, Butterworth-Heinemann
Blown, or tubular, film extrusion is one of the major processes
used for manufacturing plastic films.
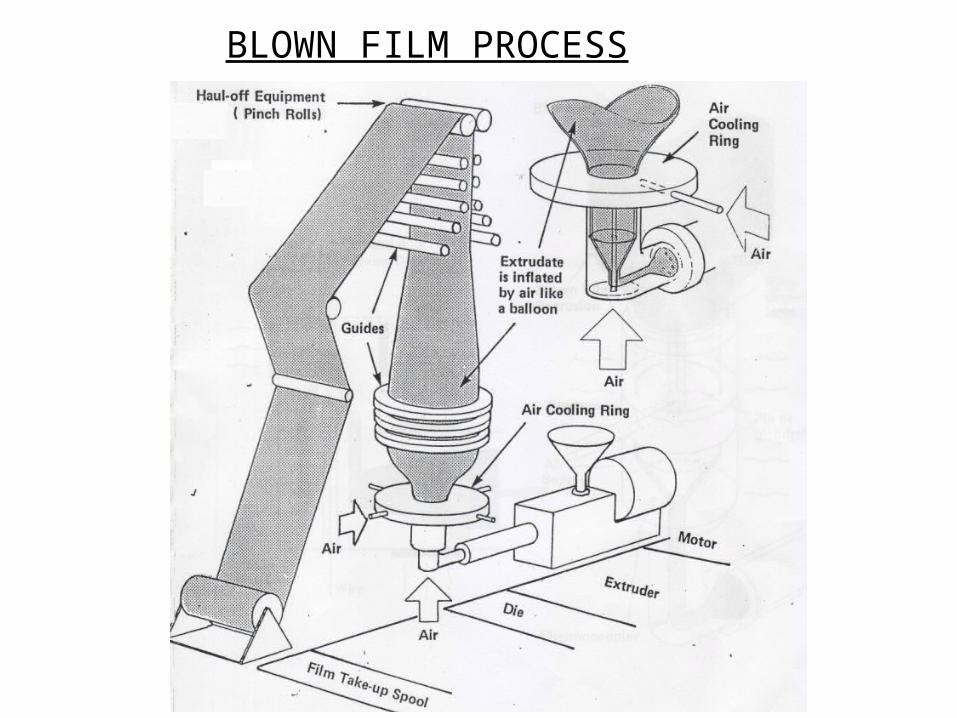
In this process, plastic pellets are fed into the hopper and melted in the extruder. After exiting the extruder barrel, the molten resin enters an annular die.
The resin is forced around a mandrel inside the die, shaped into a sleeve, and extruded through the round die opening in the form of a rather thick-walled tube.
The molten tube is then expanded into a “bubble” of the desired diameter and correspondingly lower film thickness (gauge) by the pressure of internal air, which is introduced through the center of the mandrel.
BLOWN FILM PROCESS
Inside the bubble, air is maintained at constant pressure to ensure uniform film width and gauge.
The inflated bubble is closed off at the bottom by the die and at the top by the nip rollers.
While the nip rollers collapse the bubble, they also stretch the film and serve as a take-off device for the line.
An air ring above the die cools the bubble so that the film is solid when it reaches the nip rollers.
After it passes through the rollers, the collapsed film (or layflat) is wound up on a roll.
BLOWN FILM PROCESS
BLOWN FILM PROCESS
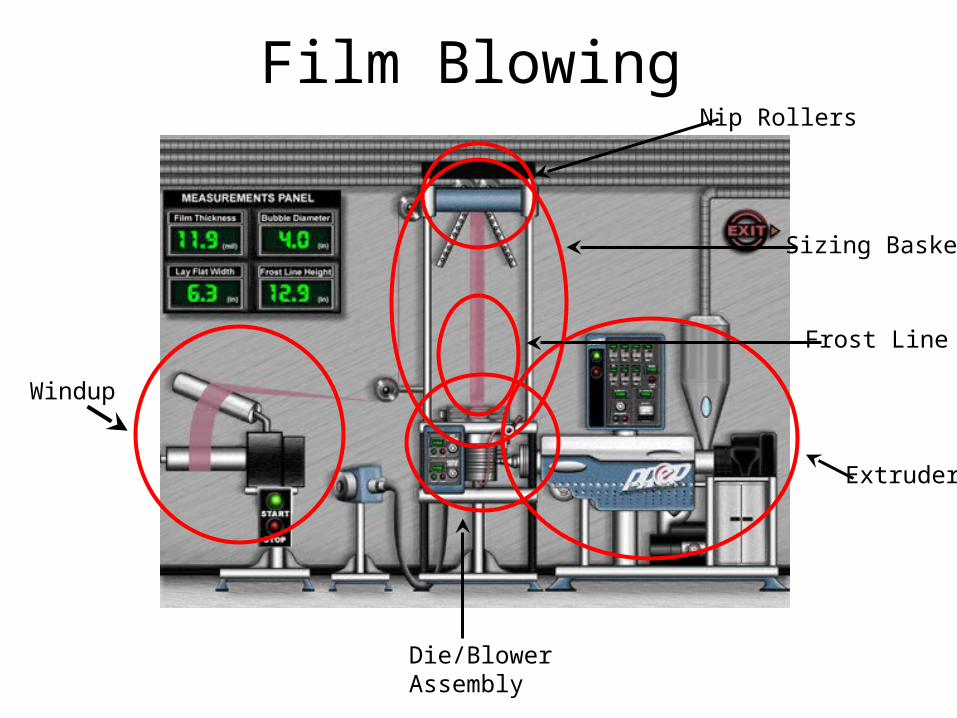
Film Blowing
Extruder
Die/Blower Assembly
Sizing Basket
Nip Rollers
Windup
Frost Line

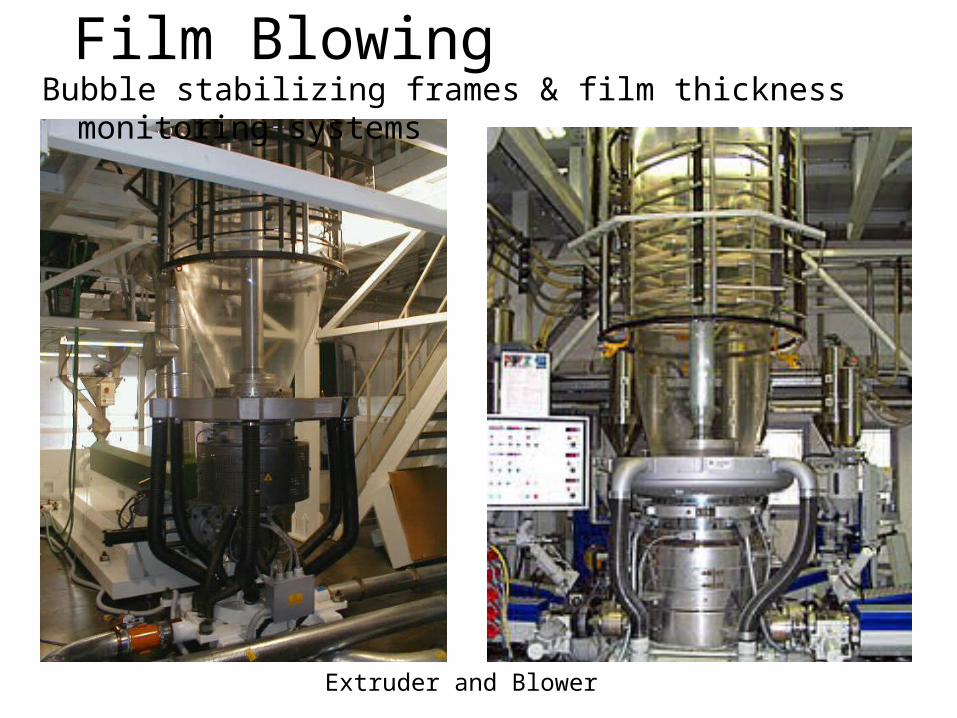
Film BlowingIndustrial scale film blowing systems
2 or 3 storey high to achieve cooling bubble diameters to 2 meter
Film Blowing
Extruder and Blower
Bubble stabilizing frames & film thickness monitoring systems
Blown Film Dies:
Blown film lines use three major die designs: 1.Side fed die.2.Spider arm die.3.Spiral flow die.
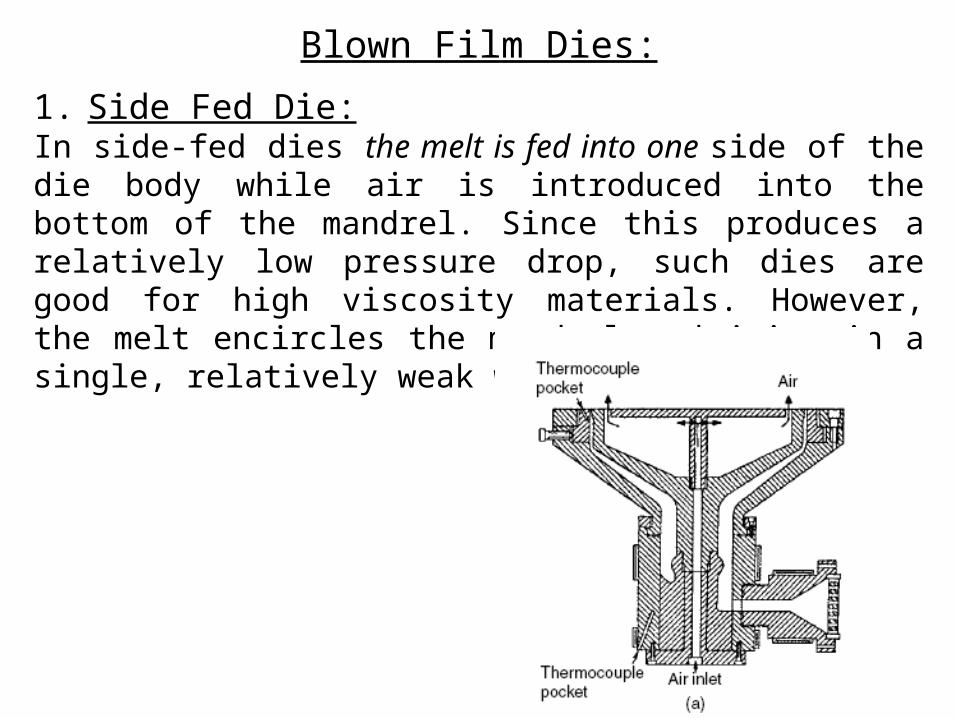
1. Side Fed Die:In side-fed dies the melt is fed into one side of the die body while air is introduced into the bottom of the mandrel. Since this produces a relatively low pressure drop, such dies are good for high viscosity materials. However, the melt encircles the mandrel and joins in a single, relatively weak weld line.
Blown Film Dies:
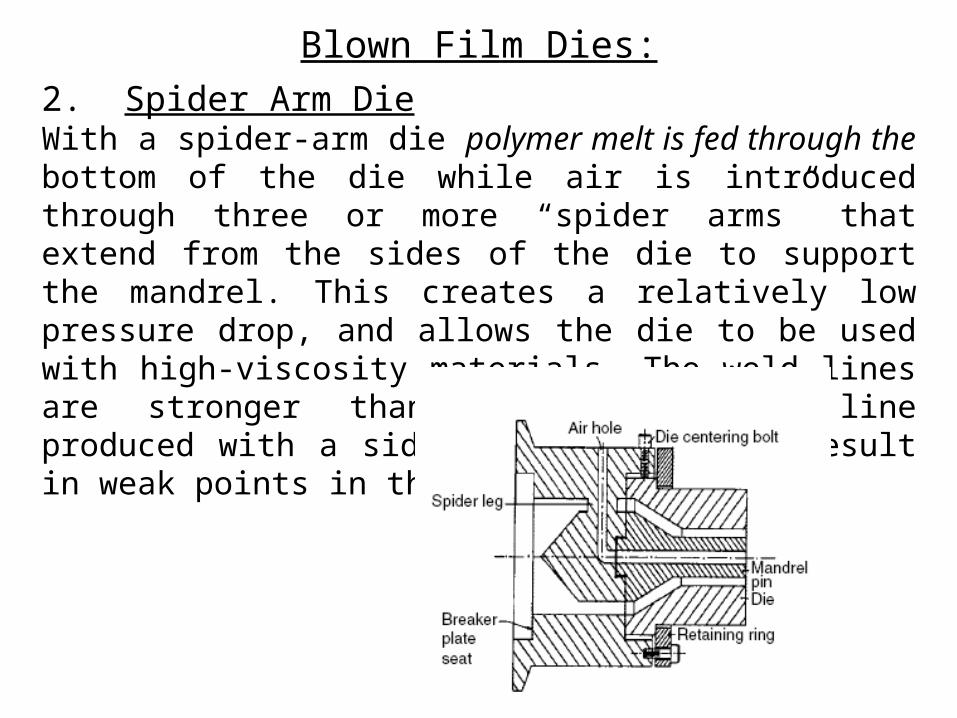
2. Spider Arm DieWith a spider-arm die polymer melt is fed through the bottom of the die while air is introduced through three or more “spider arms” that extend from the sides of the die to support the mandrel. This creates a relatively low pressure drop, and allows the die to be used with high-viscosity materials. The weld lines are stronger than the single-weld line produced with a side-fed die, but can result in weak points in the film.
Blown Film Dies:
Blown Film Dies:
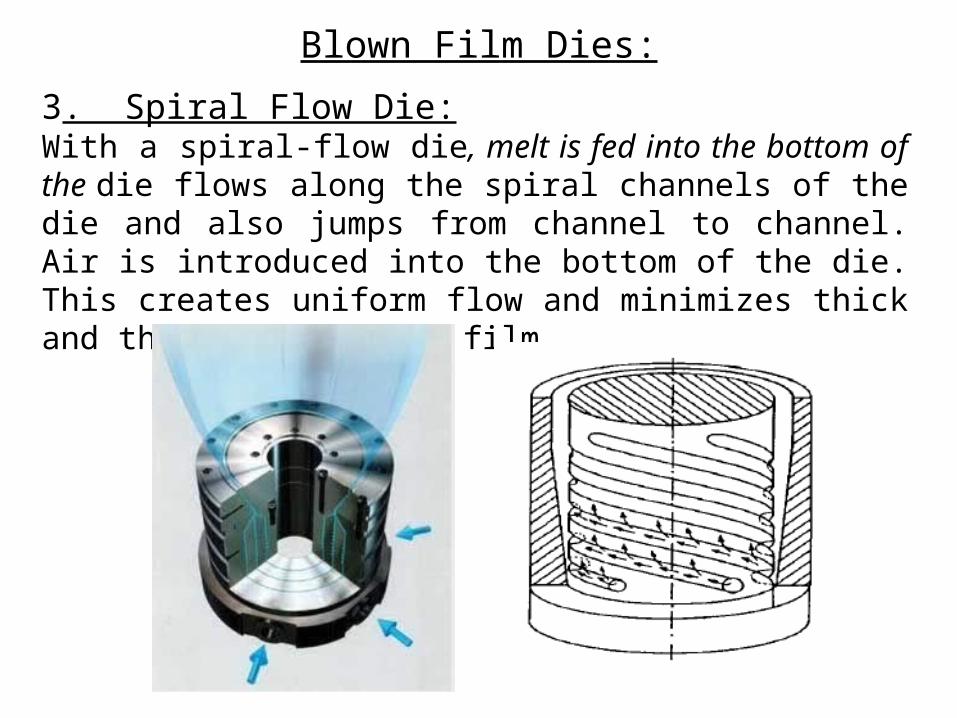
3. Spiral Flow Die:With a spiral-flow die, melt is fed into the bottom of the die flows along the spiral channels of the die and also jumps from channel to channel. Air is introduced into the bottom of the die. This creates uniform flow and minimizes thick and thin areas in the film.
Cooling System
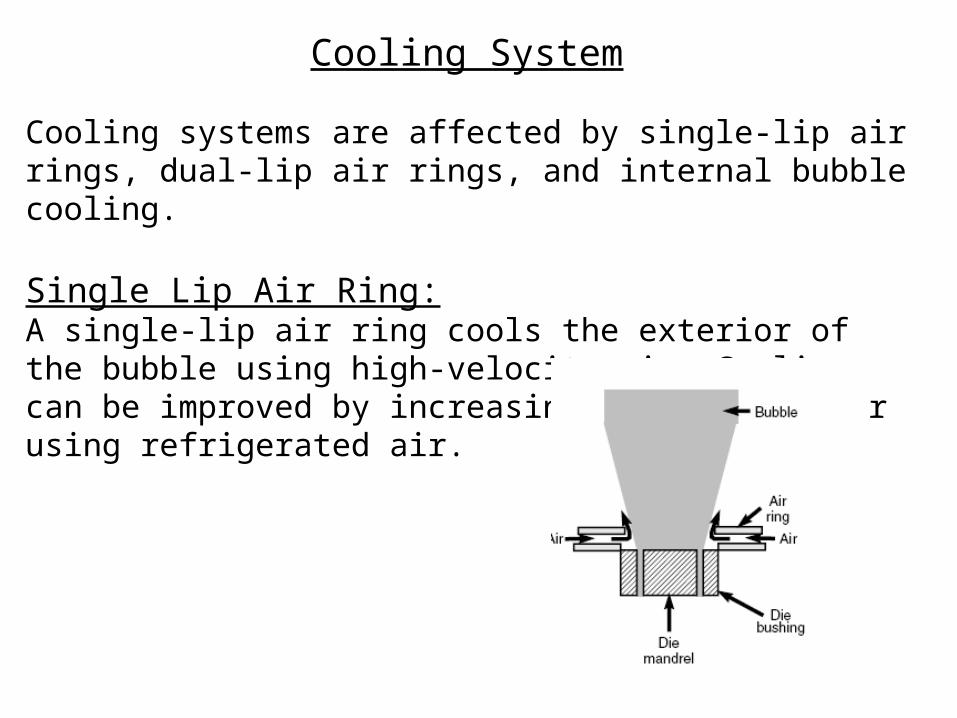
Cooling systems are affected by single-lip air rings, dual-lip air rings, and internal bubble cooling.
Single Lip Air Ring:A single-lip air ring cools the exterior of the bubble using high-velocity air. Cooling can be improved by increasing the air flow or using refrigerated air.
Cooling System
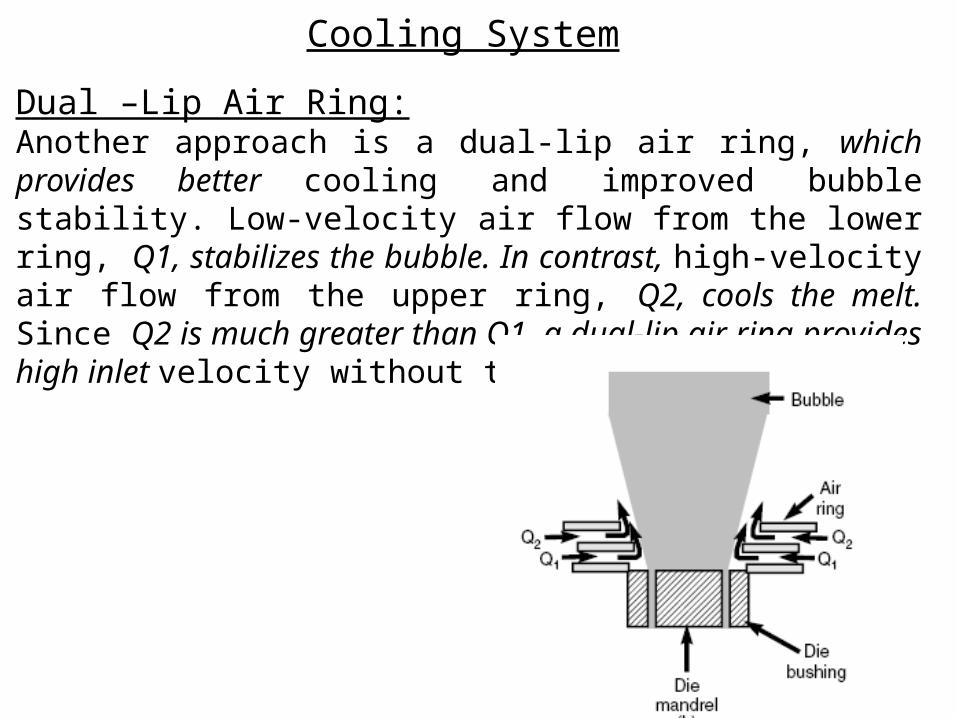
Dual –Lip Air Ring:Another approach is a dual-lip air ring, which provides better cooling and improved bubble stability. Low-velocity air flow from the lower ring, Q1, stabilizes the bubble. In contrast, high-velocity air flow from the upper ring, Q2, cools the melt. Since Q2 is much greater than Q1, a dual-lip air ring provides high inlet velocity without turbulence.
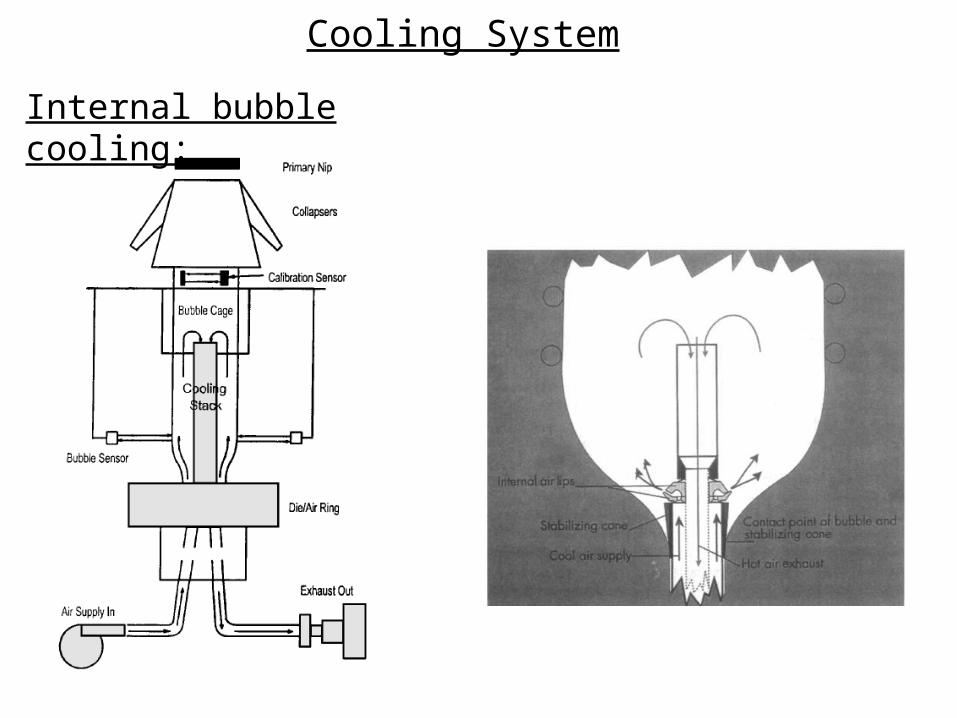
Internal bubble cooling:Internal bubble cooling (IBC) uses a dual-lip air ring to cool the outside of the bubble while refrigerated air cools the inside of the bubble. Since the internal cooling air is introduced through the mandrel, IBC requires computerized monitoring of pressure within the bubble in order to maintain a constant bubble pressure. It provides better cooling than air rings alone, and so permits increased output, faster start-up, and tighter lay-flat (collapsed bubble) control.
Cooling System
Internal bubble cooling:
Cooling System
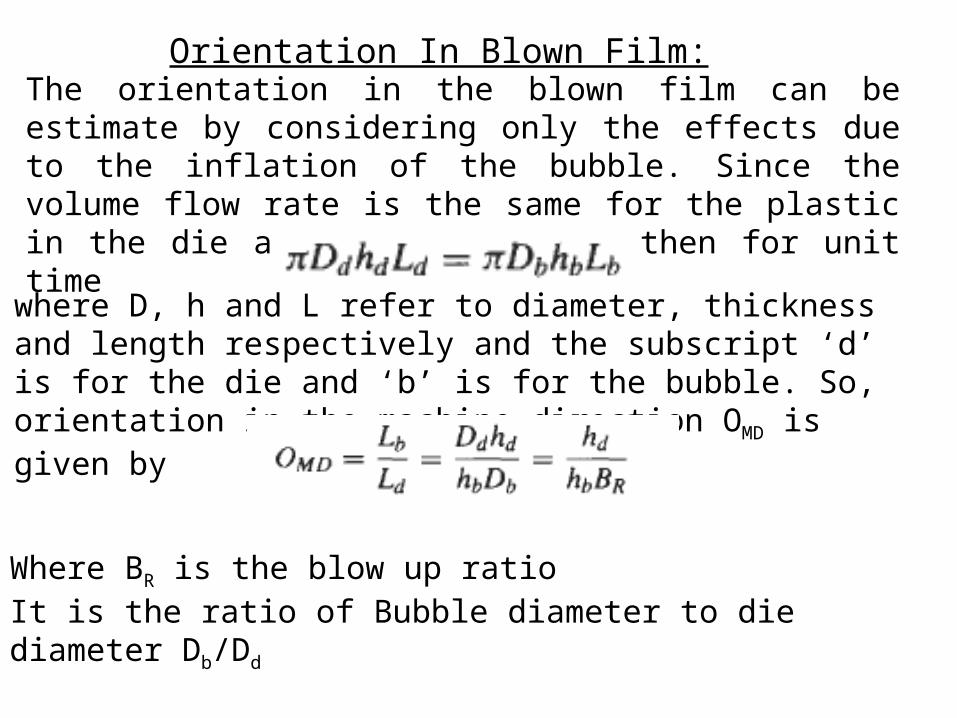
Orientation In Blown Film:The orientation in the blown film can be estimate by considering only the effects due to the inflation of the bubble. Since the volume flow rate is the same for the plastic in the die and in the bubble, then for unit time
where D, h and L refer to diameter, thickness and length respectively and the subscript ‘d’ is for the die and ‘b’ is for the bubble. So, orientation in the machine direction OMD is given by
Where BR is the blow up ratioIt is the ratio of Bubble diameter to die diameter Db/Dd
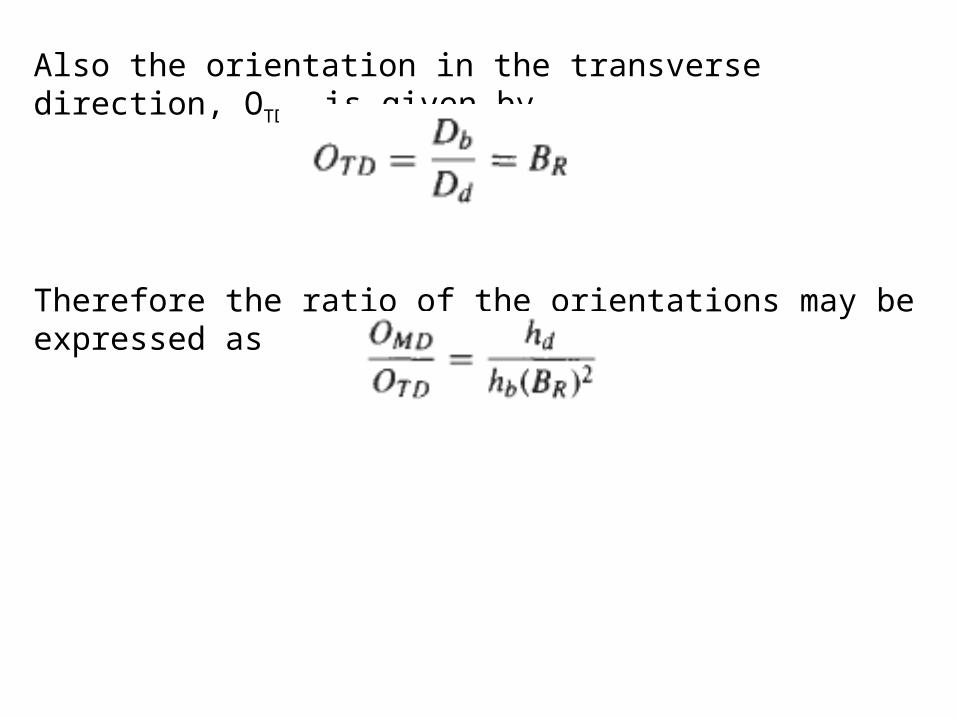
Also the orientation in the transverse direction, OTD, is given by
Therefore the ratio of the orientations may be expressed as
Question: A plastic shrink wrapping with a thickness of 0.05 mm is to be produced using an annular die with a die gap of 0.8 mm. Assuming that the inflation of the bubble dominates the orientation in the film, determine the blow-up ratio required to give uniform biaxial orientation.
Question: A plastic film, 0.1 mm thick, is required to have its orientation in the transverse direction twice that in the machine direction. If the film blowing die has a die gap of 1 mm, estimate the blow-up ratio which will be required.