Biomass Storage and Handling

of 27
Transcript of Biomass Storage and Handling
-
8/12/2019 Biomass Storage and Handling
1/27
The authors are solely responsible for the content of this technical presentation. The technical presentation does not necessarily reflect theofficial position of the American Society of Agricultural and Biological Engineers (ASABE), and its printing and distribution does notconstitute an endorsement of views which may be expressed. Technical presentations are not subject to the formal peer review process byASABE editorial committees; therefore, they are not to be presented as refereed publications. Citation of this work should state that it isfrom an ASABE meeting paper. EXAMPLE: Author's Last Name, Initials. 2008. Title of Presentation. ASABE Paper No. 08----. St. Joseph,Mich.: ASABE. For information about securing permission to reprint or reproduce a technical presentation, please contact ASABE [email protected] or 269-429-0300 (2950 Niles Road, St. Joseph, MI 49085-9659 USA).
An ASABE Meeting Presentation
Paper Number: 08-2081
Biomass Storage and Handling: Status and Industry Needs
Gregory D. Williams, Ph.D., P.E., S.E.
President, Facility Engineering Services, PA
201 O'Hara Lane Springdale, AR 72762
Phone: 479-263-6406 [email protected].
Jan C. Jofriet, Ph.D, P.Eng.
Professor Emeritus, School of Engineering, University of Guelph
Room: 231, Thornbrough Bldg. Guelph Ontario N1G 2W1
Voice: 519-824-4120 ext. 58612
Kurt A. Rosentrater, Ph.D.,
Agricultural and Bioprocess Engineer
USDA, ARS, Crop and Entomology Research Unit
2923 Medary Avenue, Brookings, SD, 57006, [email protected]
Written for presentation at the2008 ASABE Annual International Meeting
Sponsored by ASABERhode Island Convention Center
Providence, Rhode IslandJune 29 July 2, 2008
Abstract.Biofuels production has grown exponentially over the last decade as petroleum energyprices continue to increase. To date, dry grind ethanol system has used the existing grain handlingmarketing, and storage system. As feed stocks change to other biological materials for process intofuel and energy, infrastructure to market, store and handle these materials must be developed. Thepurpose of this paper is to summarize current industry practices, standards and design methods forthe storage and handling of various biomass materials. This paper will also identify areas ofstandards development that the biomass industry will need from the agricultural engineeringcommunity.
Keywords.Biofuels, Biomass, Bulk Storage, Silo, Bin, Material Handling
-
8/12/2019 Biomass Storage and Handling
2/27
2
IntroductionPrices for oil are over 120 dollars per barrel and grain prices reach record highs, interest inalternative energy produced from biomass has increased. Corn based ethanol is notsustainable because of corn production limitations and demand as food and feed. Biomass isavailable in higher quantities and technology is being developed to process cellulose into liquidfuel. Although portions of the feedstock conversion technology are still developing, the UnitedStates is moving forward with development of alternative value added fuels.
One such plan is the 25 x 25 vision which calls for the nations farms, ranches and forests toproduce the feedstock for the development of alternative fuels such as biodiesel and ethanol.The USDA has estimated that the US farms forests and ranches will be able to provide in asustainable manner over a billion tons of biomass which could result in the displacement of 30%
of the liquid petroleum needs (USDA, 2005). Similarly, 25 x 25.org projects that biomassrelated industries will provide 180 billion dollars in economic benefit and 4 to 5 million jobs(2005).
A key component of this vision is the feedstock handling and storage infrastructure. Althoughthere is current debate whether cellulosic biomass processing facilities will be largeconcentrated refineries or distributed facilities tied to local farming communities, the keyelements of storage and handling will remain the same. Only the location and size will vary.
The purpose of this paper is to summarize the state of the development of the storage andhandling of biomass on farms and front end facilities and discuss needs for engineeringstandards to support this development. This paper will discuss material handling, storage andtheir supporting design standards focusing mostly on dry biomass.
Types of Biomass
Storage and handling of biomass is highly dependent the type and form of the biomass. Loadsare dependent on the form of the biomass. Wikipedia describes biomass as living and recentlydead biological material that can be used as fuel or for industrial production of fuel(http://en.wikipedia.org/wiki/Biomass). Biomass can take many different forms of material theseinclude:
Whole Grains. Whole grains or seeds such as corn, wheat and sorghum fallunder this category. Whole grains serve as the most commonly used feedstockfor the ethanol and biodiesel production in the Untied States.
Stover and other crop residues. This includes stover from the production of corn,
straw from wheat production, and other plant residuals. As the price of wholegrains increase these forms of biomass are gaining interest and moving towardsthe mainstream for ethanol production.
Whole grasses. Switch Grass and other perennial grasses fall under thiscategory.
Woody Biomass. Woody Biomass and other forest residues from forestoperations. This could include small diameter trees or residual from loggingoperations. The forest products and paper related industries are gaining interestin this form of biomass.
Food and Industrial Waste. Waste from food processing and general industrywhich could include starch from potato processing, household wastes and othergeneral production wastes.
-
8/12/2019 Biomass Storage and Handling
3/27
-
8/12/2019 Biomass Storage and Handling
4/27
4
Biomass Distribution System
Similar to grain elevators, dry biomass must have a method to be gathered, stored and
marketed. This system must be based having the ability to load and unload, grade, store andmarket the biomass. Although it is unlikely that biomass will be shipped internationally, it isquite possible that a system of country and terminal elevators can be constructed to store andhandle biomass.
Additionally it is likely that this system will also be required to preprocess the biomass. On farmequipment may not be able to fully preprocess the biomass into pellets or similar form. Such asystem will likely take chopped, loose or bailed biomass and covert it via a pellet mill into analternate form to distribute the biomass via rail.
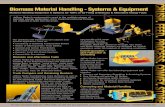
Features of a biomass handling facility could include (1) receiving, (2) load out, (3) reclaim, (4)storage, (5) drying, and (6) cleaning systems. Additionally, many biomass facilities will haveprocessing capability such as pelleting systems. Similar to the grain elevator system, country
type elevators could be constructed that will have the ability to receive from trucks or farmequipment and load out typically to rail and semi truck. Other times, larger terminal elevatorswill further distribute and gather the biomass as required. These systems will likely havereceiving and load out for rail and truck. All terminal elevators adjacent to water will havereceiving and shipping via waterborne vessels. A typical elevator arrangement is shown infigure 1.
Dryer
Storage
Receiving
Loadout
Reclaim
Figure 1. A possible Elevator Arrangement
Types of Storages
There are a variety of storage types for agricultural commodities including: (1) flat storage, (2)smooth wall steel bins and silos, (3) corrugated steel bins, (4) concrete bins and silos, (5)bunkers. Flat storage consists of a pre-manufactured metal building or grain piles on theground covered by a tarp. Smooth wall steel bins are typically used when smaller quantities ofgrain are stored. Corrugated steel bins offer economical storage in large quantities and arerepresented by a large number of commercial manufacturers in the United States. Concretesilos are an initially a more expensive option, but generally are least subject to wear, thuslasting longer. Recently, they have become even more economical with the higher prices ofstructural steel. Generally, silos are round as this is the most efficient and economical design,but six or eight sided bins have been built from both steel and concrete in North America andEurope. A brief discussion of each storage type is given as follows:
-
8/12/2019 Biomass Storage and Handling
5/27
-
8/12/2019 Biomass Storage and Handling
6/27
6
standard describes the code requirements for industrial structures such aswastewater treatment plants.
ASABE EP 545 (2005). This standard is entitled loads exerted by free-flowing
grains on shallow storage structures. This standard covers the design ofshallow storage structures such as flat storage or retaining wall type structures.
ASABE EP 538 (2007) Design loads for Bunker (Horizontal) Silos. Thisstandard discusses loads exerted by chopped silage on bunker type walls. Thisstandard describes
API 620 & 650 (1998 & 2001). These standards are developed by the AmericanPetroleum Institute for low pressure welded steel tanks. They are often used forthe design of low pressure liquid tanks that contain any type of liquid.
Other sources of design include international standards such as:
Eurocode 1 Actions on structures Part 4: Silos and tanks (2003). This is a fairlycomplete standard describing loads on deep and shallow storage structures
loaded with granular solids. It also contains sections on structures loaded byliquids.
AS 3774 (1997). The Australian Silo Load Code is entitled Loads on BulkContainers. This code describes loadings from bulk solids for deep and shallowstructures that hold .
National Farm building Code (1995). The Canadian farm building code describesloading for agricultural structures.
The majority of the standards in existence today deal with the storage and handling of granularmaterials stored deep and shallow storage. There is some description of loads from silage in a
limited number of standards. No standard currently
Economics of Storages
There are a number of factors that influence the design of a biomass storage facility. Althoughinitial costs are important, there are a number of additional factors that should be included in thedesign and construction storage facilities. These include initial construction costs, durability,and throughput.
Construction Costs. Initial construction cost of storage is a major consideration.Bunkers and flat storage are usually the cheapest. The cheapest structures to
build are grain piles, flat storage is next. For silos corrugated grain storage isthe cheapest and concrete is about the most expensive.
Durability. The most expensive storage is generally the most durable. Steelstructures are made from plate element which generally dont hold up as well asthicker concrete elements. Concrete silos can last under certain circumstancesone hundred years
Throughput. Throughput is the number of cylcles or turns that a facility willexperience during operations. Higher throughput facilities will wear out fasterthat low throughput facilities requiring a more durable structure.
-
8/12/2019 Biomass Storage and Handling
7/27
7
Operational costs. Operational costs are a major concern in the selection of astorage facility. Manual loading and unloading such as with a front end loadinghave very highly intensive operating costs. These costs are event greater in high
throughput facilities. Where labor costs are high automation is highly attractive.
The bottom line is that the cheapest up front cost does not necessarily add up to the mosteconomical storage system.
Biomass Elevator Systems
Dry biomass elevators will likely have the same systems as grain elevators. These systems willconsist of Receiving, Distribution, Reclaim and Load Out Systems. They are key elements forany material storage and handling facility. These systems may vary somewhat depending onbiomass type. Over time it assumed that biomass will be placed into a form that will be easy to
transport and handle. Descriptions of common receiving and unloading systems are based onmaterial taken from Rosentrater and Williams (2004 a).
Receiving System
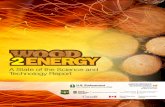
It is anticipated that most local biomass elevators receive grain with wagons and trucks(and sometimes, but not as often, with rail cars) with transport capacities ranging from a fewhundred bushels up to approximately 1200 bu for the large semi trailers. Occasionally terminallevel biomass elevators will receive biomass via rail or ship. Providing adequate receivingcapacity is essential for facility operations, especially during the harvest season. The two mostcommon receiving options include gravity-flow pits that directly feed one or more bucketelevators (which are one stage of the distribution process), and gravity-flow pits that feed
mechanical conveyors (typically belt or drag conveyors), that subsequently transport theincoming biomass to one or more bucket elevators. Figure 2 illustrates both of these receivingsystems.
The first consideration when designing a receiving system is the physical nature of thecommodities that the facility must accommodate. Specifically, the angle of repose for thesematierials is a key factor for the design of these operations. When designing a receivingsystem, the limiting factor for the design of any hopper is the valley angle of that hopper (i.e.,the angle with respect to a horizontal plane that results from the conjunction of two nonparallelsurfaces, each at a unique angle with respect to that horizontal plane), because it must besteeper than the materials angle of repose for the material to flow properly out of the hopper.The valley angle for any hopper can be calculated as:
( ) ( )( ) ( )
+=
22
22
1
tantantantantan (1)
where is the valley angle that the hopper makes vis--vis a horizontal plane, is the angle of
one side of the hopper relative to that horizontal plane, and is the angle the other side of thehopper relative to that horizontal plane. In practice, the five most commonly used valley anglesthat receiving hoppers are designed to meet include 6-on-12 (26.57o), 8-on-12 (33.69o), 9-on-12(36.87o), 10-on-12 (39.81o), and 12-on-12 (45o).
The pit structure should be designed to accommodate the maximum possible physicalholding capacity (i.e., volume) which, in practice, should be approximately 1200 bu; this willaccommodate the largest vehicles (i.e., hopper-bottom semi trailers) that will be transporting
-
8/12/2019 Biomass Storage and Handling
8/27
8
biomass to the facility. Most receiving hoppers can be approximated as truncated pyramids,and as such, their volume can be determined using the standard equation for a frustum of apyramid:
[ ]2121 AAAA2
HV ++= (2)
where V is the volume of the hopper (ft3or m3), H is the vertical height of the hopper (e.g.,vertical distance from the hopper inlet to the hopper discharge; ft or m), A 1is the area of the topplane of the hopper (ft2or m2), and A2is the area of the discharge plane of the hopper (ft
2orm2).
Furthermore, the transport capacity (bu/hr) of the hopper discharge (e.g. orifice, gate, orinlet into a conveyor) will need to be sized appropriately. For more information, refer to ASAEstandard D274.1 (ASAE, 2004). If not designed appropriately, this can become a bottleneck inthe facilitys ability to receive incoming biomass. As a point of reference, an emptying capacity
of 20,000 bu/h will completely empty a receiving pit of 1200 bu in 3.6 min, a capacity of 40,000bu/h will completely empty the receiving pit in 1.8 min, and a capacity of 60,000 bu/h willcompletely empty the receiving pit in 1.2 min. Ultimately, the ability to empty the receiving pitwill determine how long a truck driver or a rail car will have to wait to unload, which can becomeproblematic and potentially expensive during the harvest season.
Additionally, the location and size of the truck scale and sampling probe, whetherlocated adjacent to the facilitys office structure, or at a remote location, must also beconsidered. Several manufacturers design standard units, but the analysis of pneumatictransport systems remains essential, because an air velocity greater than the terminal velocityof the grain sampled must be achieved in order for the system to work properly.
(a)
-
8/12/2019 Biomass Storage and Handling
9/27
9
(b)
Figure 2. Gravity flow (a) and mechanical conveyor (b) receiving systems.
Distribution System
Biomass will need to be transported from the receiving area to the storage bins via thedistribution system, which consists of multiple pieces of equipment, such as bucket elevators,distributors and gravity-flow spouting, belt conveyors, and drag conveyors (Figure 2). If bucketelevator height is not a constraining factor (due to motor size limitations), then a gravity systemthat primarily utilizes a distributor and spouting is generally more cost-effective for graindistribution. If, however, bucket elevator height is a constraining factor, and a distributor withspouting will not be able to fill all required bins, then a conveyor will need to be used to transportthe material from either the bucket elevator discharge, or a distributor outlet, to the appropriatestorage silos. It is anticipated that two types of conveyors will primarily be used: belt and drag.
Belt conveyors are typically more cost effective for conveying over large distances, butintermediate discharges are problematic. Drag conveyors, on the other hand, do incur morefriction during operations, and will require larger motors, but can readily be used to discharge tomultiple locations. When designing conveying systems for grain transport and distribution, thethroughput capacity and required horsepower for each equipment piece to be used in the facilityare of prime importance
-
8/12/2019 Biomass Storage and Handling
10/27
10
(a)
(b)
(c)
(d)
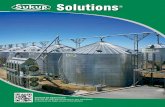
Figure 3. Typical Elements of a distribution system. Distribution systems generally entailcombinations of bucket elevators (a), distributors and spouting (b), belt conveyors (c), and/or
drag conveyors (d).
Reclaim System
Reclaim systems are used to remove product from storage, so that it can be transportedto another location within the facility (e.g., other storage bins), to the loadout system, or to turnthe bin. Turning the bin redistributes moisture, and as a result reduce the potential fordegradation and spoilage. In practice, one of the most commonly used reclaim options forfacilities includes the use of multiple-discharge, flat bin floors. Because of the stored materialsangle of repose, however, in order to completely empty this type of bin, either a bin sweepauger, or a door large enough to accommodate a skid-steer loader must be provided. Anothercommonly used configuration is the sand-filled, slick-coated conical hopper bin bottom. Flat-floored silos with hopper-bottom bins typically require more mechanical components and thus
-
8/12/2019 Biomass Storage and Handling
11/27
11
consume more operational power than hopper bottom bins, but offer greater effective binstorage volume. Using hopper bottoms minimizes power consumption and mechanicalsystems, but reduces effective storage volume due to the physical structure (e.g., sand and
concrete) required to construct the conical hoppers.
Loadout System
In major loadout operations it is common to dedicate the loadout system almost entirely to railcars, or ships in the case of facilities adjacent to waterways, and if present at all, truck loadouthas been relegated to secondary status. Over the last several years, railroad regulations havebecome more stringent. More emphasis is being placed on accommodating 110-car unit trains,which must be loaded in 15 h or less. Assuming an average train car size of 4000 bu, this willresult in a total of 440,000 bu, or 29,333 bu/h required loadout capacity. For an average traincar size of 5000 bu, this would result in a total of 550,000 total bu, or 36,667 bu/h requiredloadout capacity. To account for time between car fillings (i.e., rail car progressioning),
however, systems are typically designed with 50,000 to 60,000 bu/h loadout capacities. For a50,000 bu/h batch loadout scale, common operation requires 100 fill/empty cycles per hour, witheach draft at 30,000 lb (625 ft3, using 48 lb/ft3as a reference for whole grains).
Figure 3 illustrates the three most common types of high-throughput rail loadout systemscurrently used in practice. Single-car, gravity flow, internal bulk scale, and single-car,mechanical fill, external bulk scale, are typically used in large-grains facilities which may besimilar to biomass facilities. Another alternative is multiple-car, gravity flow/mechanical fill,external bulk scale loadout systems are typically used in small-grains facilities. Many times thebottleneck in a loadout system is not the bulk scale itself, but rather the ability to provide grain tothe scale. In the case of gravity systems, that would entail providing large enough surge bincapacity (bu) above the scale. In the case of mechanical systems, that would entail providing abucket elevator or conveyor with a large enough rate of material throughput (bu/h). Other
design considerations include sampling of the outbound grain (for quality control, as well asFGIS assessment), operator access to the rail car inlets, rail clearance regulations, and thepotential need to reclaim and recycle, or even to receive, grain from the rail cars.
-
8/12/2019 Biomass Storage and Handling
12/27
12
(a) (b)
(c)
Figure 4. Single-car, gravity flow, internal bulk scale (a), single-car, mechanical fill, externalbulk scale (b), and multiple-car, gravity flow/mechanical fill, external bulk scale (c)
loadout systems.
Pellet Processing
Many biomass storage facilites will need capability to prepare the biomass for storageand processing. Pelleting is a process intended to densify materials which will improvesstorage, handling, and shipping properties. Typically material is transported from the storagebins to a preconditioner, where it is mixed with steam so that it is more amenable to the pelletingprocess. Residence time in a conditioner of 20 sec is recommended, but various plants oftenuse longer times. After conditioning the biomass particles, they are then introduced into thepellet mill, where a rotating roller forces the ingredients through circular die openings, whichtypically have diameters smaller than in. Modern pellet mills can have die diameters up to 42in, with effective pelleting surfaces of 1600 in2, can produce pelleted material at a rate of up to50 ton/h, and can consume up to 800 hp. After processing, the pellets are then cooled(horizontal or counterflow coolers are generally used), so that pellet temperature is reduced toambient (in order to avoid spoilage problems), screened to removed fines and broken pellets,
and then conveyed to storage, after which they will either be bagged or loaded out in bulk.Fairfield (1994) provides extensive detail regarding mill pelleting systems.
Structural Design Loads
Loads on the walls of bins and silos depend on the properties of the biomass to be stored andon the geometry of the bin or silo. The load on the wall of a shallow bin from a particulate solidis fairly well established from our knowledge of soil mechanics. Many text (e.g. Lambe andWhitman, 1969) deal with lateral loads on retaining walls and the theories associated with that.The load or pressure is caused by a triangular mass of material resting against the wallproviding a pressure that increases linearly with depth from the surface of the material.
-
8/12/2019 Biomass Storage and Handling
13/27
13
Because of internal friction the pressure is less than that of a liquid of the same mass densityand that reduction is referred to as the pressure ratio, K. K is a function of the internal angle offriction of the material, , the friction angle between wall and stored material, , the wall slope
and the slope of the top of the material. K is also a function of the horizontal movement of thewall. If it is allowed to move in the direction of the pressure the internal shear forces are fullyengaged to minimize the pressure; this is referred to as active pressure.
An immovable wall receives a larger at rest lateral pressure. This level of lateral pressure ismost relevant to the design of bins and silos. For silages in bunker silos, EP538 estimates theat rest K, Ko, as 1.5 times the active pressure ratio, Ka. If the wall moves against the directionof the pressure even larger pressures result to a maximum referred to as passive pressure.This may be relevant to bin design when circular bin walls experience a reducion incircumference because of a drop in temperature.
In deep bins and silo where the height to diameter ratio is 2 or greater the triangular wedge ofmaterial causing the lateral pressure is intersected by the wall opposite the one under
consideration. Here a different theory developed by Janssen (1895) is more appropriate.Lateral pressures do not increase linearly with depth but exhibit an exponential pressure curvewith a limiting value at great depth.
In shallow and deep bins a major factor affecting wall pressures is the mass density of theretained biomass. If the biomass is compressible the mass density will most likely vary withdepth and this has to be taken into account. This will require that the pressure-densityrelationship of the biomass has to be determined. Finally, many biomass materials containwater and if the water content is high, the biomass may become saturated and liquid pressureswill increase the total wall pressures. Again, this should be taken into account in the design ofthe bin or silo. The following sections outline in some detail the design information that isavailable at this time (2008).
Lateral pressure in tower silos and deep bins due to compressible biomass
The following will focus on structural loads that are specific to tower silos and deep bins. Otherloads such as wind, snow, temperature changes and shrinkage may be found in building codesrelevant to the location where the silo is built.
The biomass exerts against the wall an outward (lateral) pressure which must be resisted bytensile circumferential strength. Friction between biomass and silo wall causes a verticalcompressive force. An idealized model of particulate solid behaviour in a tube was used byJanssen (1895) to predict the lateral pressure L as a function of y, the distance below the top ofthe solids:
L(y) = g R/ {1 - exp(- K y/R)} (1)
in which is the mass density, g is the acceleration due to gravity, R is the hydraulic radius ofthe silo cross section (D/4 for a circular cross section), is the wall friction coefficient and K isthe ratio of horizontal to vertical pressure. With units of in t/m3, g in m/s2and y and R in m,the lateral pressure L will be in kPa or kN/m2. Eq. 1 assumes that the mass density of thematerial, the pressure ratio and the friction coefficient are constant. This is a reasonableassumption for dry grains and oilseeds which are only slightly compressible. For highlycompressible biomass, density is not constant and parameters K and may also vary.
Since 1895, many researchers have examined experimentally and analytically pressures in farmtower silos for various types of biomass (e.g. Negi and Ogilvie, 1977; Negi et al., 1977; Pitt,1983) A number of researchers have studied the density behavior of various silages and high
-
8/12/2019 Biomass Storage and Handling
14/27
14
moisture corn (Wood, 1971; Arnold, 1974; Negi, 1974; Loewer Jr. and Ross, 1977; Jackson andLessard, 1977; Jofriet and Czajkowski, 1980; Jofriet et al., 1982; Jofriet and Daynard, 1982; Pitt,1983; Negi et al. 1984; Negi et al., 1987). The International Silo Association Standards
Committee (1981) has a form of Eq. 1 to determine lateral wall pressure. Linear models areused for the variation of mass density, pressure ratio and wall friction coefficient with verticalpressure. Unfortunately, there is no published research work to substantiate these codeprovisions. Law et al. (1992) studied the pressure ratio, K, experimentally in a number of grainsand found no evidence of a dependence on vertical stress. Negi et al. (1989) examined frictioncoefficients and pressure ratios based on test results; they found nothing to support the ISA(1981) provisions related to these parameters.
The National Farm Building Code (CCBFC, 1995) also uses Eq. 1 for silage silos in which thesilage does not become saturated. For top unloading silos, the Janssen lateral pressure isapproximated by a bilinear pressure diagram that assumes a lateral pressure of 4.0 kPa at thetop of the silage. At midheight, the pressure is calculated with Eq. 1 using the mean densitiesprovided in a table and the pressure ratios and friction coefficients in Table 1. At the bottom ofthe biomass, the lateral pressure is again calculated with Eq. 1 but using a density 1.2 times theean value. For high moisture corn grain, the break point in the bilinear pressure diagram is 1/3of the height from the top because research (Jofriet and Daynard, 1982) has shown that themean density in a silo filled with high moisture grain occurs well above midheight. There isobviously a need to obtain design values for other types of biomass, especially pressure-densityrelationships in the case of compressible materials.
Table 1 Pressure ratio and wall friction coefficient in tower silos (CCBFC, 1995)
Type of material Pressure ratio, K Friction coefficient,
Smooth wall Rough wall Smooth steel Concrete
Whole-plant silage 0.4 0.5 0.3 - 0.4 0.4 - 0.5
High moisture grain 0.5 0.5 0.25 - 0.35 0.35 - 0.45
The National Farm Building Code (CCBFC, 1995) has provisions for calculating the additionalhydrostatic pressure arising when silage becomes saturated in part of a silo. These provisionsassume that hydrostatic pressure does not dissipate through the wall. Stave silos are not likelyto be affected by hydrostatic pressure because silage juice can escape readily through the
joints. Comprehensive requirements for tower silo design in the case of wet silages weredescribed by Jofriet et al. (1992b).
In bottom unloading silos, a dome shaped cavity forms at the bottom and causes largeoverpressures against the wall (Dickinson and Jofriet, 1987). Both the ISA Standards (1981)
and the National Farm Building Code (1995) have provisions to account for theseoverpressures. Jofriet and Negi (1993) compared the two codes and concluded that the ISAStandards had design pressures 50% greater than those specified in the NFBC and that the ISAStandard pressures were unduly conservative.
Other design considerations for tower silos
In cast-in-place concrete bottom unloading silos, vertical bending moments will occur where thedome reaction force acts against the wall. Jofriet (1989) recommended a maximum designmoment of 0.055 P for walls assumed to be hinged at the wall-floor junction and 0.12 P for wallsassumed to be fixed. P is the overpressure summed to a force over the height of the
-
8/12/2019 Biomass Storage and Handling
15/27
15
overpressure. These bending moments are significant only over a height of D/2 from the centerof the unloading arm.
Wall friction causes a increasing vertical force from zero at the biomass surface to a maximumat the floor. At each level, the force can be calculated by integrating the lateral pressure abovethat level, multiplied by the friction coefficient. In some codes (e.g. CCBFC, 1995), a range ofvalues is provided for friction coefficients. For wall structural design, the upper value should beselected to estimate compression force. To calculate hoop tension, the lower value should bechosen.
The soil must carry the total load of biomass and structure. Probably more tower silos havefailed due to settlement and tilting than from any other cause. Design should take into accountthe significant stresses that occur in the soil at a depth up to twice the diameter of the silo.Therefore, seemingly firm soil conditions under the footing are not sufficient to guarantee thatthe silo will not settle significantly or, worse, topple over due to uneven settlement. If noinformation is available from previous silo structures, the owner and/or builder should obtain
expert advice.
Lateral pressure in a tower silo and deep bins from free-flowing biomass
The wall pressures in grain silos is well-documented by standards and codes. ASABE EP433provides loads on the walls of bins with height to diameter ratio greater than two. Static loadsare based on the Janssen equation (Eq. 1). EP433 also has recommended values for thefriction coefficient and the pressure ratio (Table 2).
Table 2 Pressure ratio and wall friction coefficient in bins for free-flowing biomass
Friction coefficient, Type of material Pressureratio, K
Smooth steel Corrugatedsteel
Concrete
Free-flowing grain 0.5 0.3 0.37 0.4
Dynamic pressures during discharge in plug flow bins are obtained by multiplying staticpressures with an overpressure factor of 1.4. CCBFC (1995) specifies an overpressure factor of1.4 for cereal grains, shelled corn, soybeans and canola, 1.6 for flaxseed and canary seed.EP433 and CCBFC (1995) deal only with concentric discharges. Dynamic overpressures witheccentric discharge openings are complex; Eurocode 1, Part 4 (2003) has a comprehensivetreatment of wall loads of bins with eccentric discharge hoppers and openings.
Lateral pressure due to non-free-flowing biomass content in bunker silos and
shallow binsLateral pressures in bunker silos and shallow bins are based on soil mechanics (Lambe andWhitman, 1969). The pressure from biomass is assumed to increase with depth like anequivalent liquid:
L(y) = K g y (2)
in which L(y) is the pressure normal to the wall at a depth y below the top of the biomass, K is
the pressure ratio, is the mass density of the material and g is the acceleration due to gravity.The pressure ratio K tends to be greater than the active pressure ratio because the wall isrelatively unmovable and the lateral strain in the material therefore is close to zero. Therefore,K is closer to the at-rest pressure ratio, KO(Jaky, 1944; Terzaghi, 1943). A value of 1.5KAwas
-
8/12/2019 Biomass Storage and Handling
16/27
16
recommended for silage stored in bunker silos, where KAis the active pressure ratio (Terzaghi,1943). The pressure ratio must take into account the slope of the wall and the biomass bankedup above the top of the wall since both these factors increase lateral pressure. Eq. 2 was
incorporated in ASABE EP538 (2007).
The presence of a tractor or bulldozer for filling and compaction introduces an additional loadagainst the wall with a distinct peak about 0.5m below the surface of the biomass (Zhao andJofriet 1992b). ASABE EP538 (2007) has provisions for these additional loads if applicable. Incase the compaction equipment is a tracked vehicle the design load should be a line loadapplied 0.5 m below and parallel to the surface of the silage. For wheeled vehicles theadditional load is a point load.
Floor design
The major load on the floor of a bunker silo is the loading and unloading equipment driven overit. Therefore, if paved, the pavement should be designed for the maximum wheel load
expected. This design is not straightforward because the slab is supported by the subgradewhich influences the amount of bending. A well compacted subgrade of at least 300 mm ofgranular material will provide good support and the concrete floor will require little bendingstrength. A floor cast on a poor subgrade will need to be much thicker and require morereinforcement. As a rule, the latter is more expensive. The Portland Cement Associationprovides detailed information on floor and subgrade thickness and reinforcing determination(Packard, 1976; Spears, 1983).
Lateral pressure due to free-flowing biomass content in bunker silos and shallowbins
Loads exerted by free-flowing biomass in shallow storage structures is governed by ASABE
EP545. This EP is restricted to bins with vertical walls and is intended mainly for corn, wheatand soybeans. The lateral wall pressures in EP545 are identical to those in Eq. 2 with apressure ratio, K, specified to be 0.5. The internal angle of friction needed to calculate K aregives as 27ofor corn and wheat, and 29ofor soybeans. The static coefficient of wall friction inEP545 are listed in Table 3.
Table 3 Wall friction coefficient, , in bins for free-flowing biomass (EP545)
Type of biomass Steel Concrete Corrugatedsteel
Plywood
Corn 0.25 0.35 0.50 0.44
Wheat 0.25 0.35 0.50 0.50
Soybeans 0.25 0.35 0.50 0.38
Both EP538 and EP545 give recommendations on how to deal with the top of the biomassmaterial sloping up from the wall, thus increasing the lateral wall pressure. EP538 handles thisby incorporating the sloping biomass surface into an increase in the pressure ratio, K, EP545 onthe other hand suggests that the grain height be modified to a larger equivalent grain height.
-
8/12/2019 Biomass Storage and Handling
17/27
17
Material Handling
Material handling is an important component in moving product in and out of biomass storages.
In particular, screw conveyors, bucket elevators, belt conveyors, drag conveyors, andpneumatic based systems can be used to move biomass depending on their forms. Thissection includes some of the design requirements for these types of conveyors. Thisinformation is taken from and summarized from papers by Rosentrater and Williams (2004a & b)and adapted to this paper.
Screw Conveyors
As with other conveyor systems, when designing screw conveyors for material transport anddistribution, the throughput capacity and required power are of prime importance. The capacityof a screw conveyor can be determined as:
( )1
2
s
2
h
C
NPDD
4Q
= (3)
where Q is the volumetric capacity (ft3/min), Dhis the diameter of the helicoidal screw flighting(in), Dsis the diameter of the screw shaft (in), P is the pitch length along the screw (in), N is therotational speed of the screw (rev/min), and C1is a conversion factor of 1728 (in
3/ft3). Thepower required to drive a screw conveyor can be determined according to CEMA (1980):
o
md F000,000,1
FBDLQ
000,500
FNLP
+
= (4)
where P is the power required to drive the conveyor shaft (hp), which accounts for the powernecessary to overcome friction as well as transport the material, L is the length of the conveyor(ft), N is the rotational speed of the screw (rev/min), F d(-) is an empirical diameter factor thataccounts for screw weight per unit length (Table 4), Q is the volumetric capacity of the conveyor(ft3/h), BD is the bulk density of the material (lb/ft3), Fm(-) is an empirical material factor relatedto the physical properties of the material being conveyed (Table 2), and Fo(-) is an empiricalfactor that accounts for sizing small conveyor motors adequately to avoid overloading, and canbe determined according to CEMA (1980):
3368.0
tHP9142.1Fo
= (5)
where HPtis the total calculated power for the screw conveyor prior to applying the Fomotorfactor (i.e., the quantity inside the brackets of Equation 2, above). If, however, the totalcalculated horsepower (i.e., inside the brackets) is greater than 5.2, then Fohas a value of 1.0.
-
8/12/2019 Biomass Storage and Handling
18/27
18
Table 4. Screw conveyor diameter factors (based on CEMA, 1980).
Screw Diameter (in) Diameter Factor, Fd (-)
4 12
6 18
9 31
10 37
12 55
14 78
16 106
18 135
20 165
24 235
-
8/12/2019 Biomass Storage and Handling
19/27
19
Table 5. Feed ingredient material factors (based on CEMA, 1980).
Ingredient Bulk Density (lb/ft3
) Material Factor, Fm (-)
Alfalfa, Meal 22 0.6
Alfalfa, Pellets 43 0.5
Bakery Byproducts 41 0.6
Barley, Meal 28 0.4
Barley, Whole 48 0.5
Blood, Dried 45 2.0
Bonemeal 60 1.7
Brewer's Grains, Dry 30 0.5
Corn, Cracked 45 0.7
Corn, Shelled 45 0.4
Cornmeal 40 0.5
Cottonseed Hulls 12 0.9
Deflourinated Phosphate 89 1.8
Dicalcium Phosphate 50 1.6
Dyna-K 70 1.7
Egg Powder 19 1.0
Feather Meal 30 1.0
Fish Meal 40 1.0
Limestone, Crushed 90 2.0
Lysine 38 1.5
Meat Scraps 40 1.5
Milo, Whole 45 0.5
Milo, Ground 41 0.6
Oat, Flour 35 0.5
Oats, Whole 26 0.4
Oyster Shells, Ground 60 2.0Pro Pak 42 0.6
Rice, Flour 35 0.6
Rice, Grits 45 0.4
Salt 80 1.7
Soybean Meal 40 0.7
Soybeans, Whole 48 1.0
Wheat 48 0.4
Wheat Midds 35 0.5
-
8/12/2019 Biomass Storage and Handling
20/27
20
Bucket Elevators
Bucket elevators are the primary mechanism used to transport biomass and other materials
vertically (e.g., from the receiving pit to the top of the elevator for subsequent distribution toappropriate storage bins). The volumetric capacity of a bucket elevator can be determined as:
2
1rsfc
C
CVCCCCQ
= (6)
where Q is the volumetric capacity of the bucket elevator (bu/hr), C cis the capacity of each cup(in3/cup), Cfis the fill of each cup (%, expressed as a decimal), Csis the linear spacing of cupsper unit length of belt (number of cups/ft), Cris the number of cup rows across the width of thebelt, V is the linear belt speed (ft/min), C1is a conversion factor of 60 (min/h), C2is a conversionfactor of 2150.42 (in3/bu). The power required to drive a bucket elevator can be determinedaccording to Bloome et al. (1978):
121 R
1
2490
Q
CC
HBDQ1.1P
+
= (7)
where P is the power required to drive the elevator shaft (hp), Q is the volumetric capacity of theelevator (ft3/h), BD is the bulk density of the material being conveyed (lb/ft3), H is the totalvertical distance between the head and tail shafts of the elevator (ft), C 1is a conversion factor of33,000 (ft.lb/min/hp), C2is a conversion factor of 60 (min/h), and R1is the efficiency of the motorspeed reducer (which typically ranges from 0.85 to 0.95). This equation has been empiricallyadapted to:
121
fw
RCC
SHTQP
= (8)
where P is the power required to drive the elevator shaft (hp), Q is the volumetric capacity of theelevator (bu/h), Twis the test weight (lb/bu), H is the total vertical distance between the headand tail shafts of the elevator (ft), S fis an empirical service factor of 1.1(-), C1is a conversionfactor of 33,000 (ft.lb/min/hp), C2is a conversion factor of 60 (min/h), and R1is the efficiency ofthe motor speed reducer (which typically ranges from 0.85 to 0.95). Many times an additional10% is added to the Equation 5 above to empirically account for friction losses within theelevator. Power consumption has been further simplified by using empirical relationships:
( ) 000036.0DHQP a += (9)
where P is the power required to drive the elevator (hp), Q is the volumetric capacity of theelevator (bu/h), H is the total vertical distance between the head and tail shafts of the elevator(ft), and Dais an additional distance of 5 ft, which empirically accounts for frictional losses withinthe elevator.
Belt Conveyors
Belt conveyors offer the simultaneous advantages of high throughput and relatively low requiredpower for transport over substantial travel distances. Belt conveyors are typically entirelyenclosed, which improves dust control when compared to the open belt conveyors that havehistorically been used. The capacity of a belt conveyor can be determined according to CEMA(1994):
1CAVQ = (10)
-
8/12/2019 Biomass Storage and Handling
21/27
-
8/12/2019 Biomass Storage and Handling
22/27
22
Fcis the coefficient of kinetic friction between the chain and flights and the conveyor floor (-), isthe slope of the conveyor relative to a horizontal plane (o), Wmis the weight of the material perunit length of conveyor (lb/ft), Fmis the coefficient of kinetic friction between the material and the
conveyor floor (-), h is the average depth of the material in the conveyor (ft), V is the linear chainspeed (ft/min), C1is a conversion factor of 33,000 (ft
.lb/min/hp), and R1is the efficiency of themotor speed reducer (which typically ranges from 0.85 to 0.95). For horizontal use withsoybeans, this equation has been empirically adapted to a simpler form:
56000
LQP
= (15)
where P is the power required to drive the conveyor (hp), Q is the volumetric capacity of theconveyor (bu/h), and L is the length of the conveyor (ft). For horizontal use with corn or smallgrains, it has been empirically adapted to:
75000
LQ
P
= (16)
where P is the power required to drive the conveyor (hp), Q is the volumetric capacity of theconveyor (bu/h), and L is the length of the conveyor (ft). If the conveyor is at an incline, thenEquations 15 and 16 must be empirically modified to account for the change in potential energyin the system. This is accomplished by increasing them by adding an additional powerrequirement:
30000
HQPa
= (17)
where Pais the additional power required due to the conveyors incline (hp), Q is the volumetriccapacity of the conveyor (bu/h), and H is the change in elevation from the conveyors tail shaft
to head shaft (ft).
Compressed Air or Pneumatic Systems
Compressed air systems could be used in biomass facilities, primarily as a means of providingsources of distributed pneumatic power throughout the plant to operate air-actuated gates andother equipment. These systems typically include air filters, compressors, coolers, receivers(i.e., storage tanks), dryers, valves, and piping. The overall design of the entire system isdependent on the requirements of each individual air cylinder in the plant. Each pneumaticcylinder will require a specific volume of air to operate, which can be determined as:
1C
VLCSQ
= (18)
where Q is volumetric flowrate required by a given air cylinder to operate (ft3/min), S is a factorto account for cylinder operation (1 for a single stroke direction [i.e., extend or return]; 2 forbidirectional operation [i.e., actuate and return]), C is the rate of cylinder cycles (strokes/h), L isthe cylinder stroke length (in), V is the air consumption rate (ft 3/in of stroke), and C1is aconversion factor of 60 (min/h). The total number of cylinders will determine the total requiredvolume for the compressed air system. In practice, air compressors are typically sized up to200% of total calculated required air volume, in order to provide for adequate system operation.Typical operating pressure in a pipeline is between 70 and 100 psi. The maximum pipe lengthused will actually depend on pipe diameter, and should not have more than 0.5 psi pressuredrop (due to friction losses) for a given pipe run. Pipes are typically installed with a slope of 1 in
-
8/12/2019 Biomass Storage and Handling
23/27
23
drop for every 10 ft of horizontal length (approximately a 0.5oslope) so that moisture will flowdownstream. Additionally, vertical piping is typically installed with a drain trap located at thebottom end of each line to collect and remove moisture from the pipeline. Ambler (1994)
provides a more detailed discussion regarding the design of compressed air systems for feedmills.
Industry Needs
In order to support the development of a biomass storage and handling infrastructuredevelopment there must be standards developed for their design. Although the authors of thispaper believe that there will be a number of similarities between todays grain handling facilitiesand the next generation biomass handling facilities, there are a large number of deficiencies inengineering standards required to adequately design these facilities. In particular, the followingitems should be developed:
Physical Properties for flow, handling and storage design
To date, Material properties developed are for industrial commodities or grains and otheragricultural commodities used for feed or food. Physical properties for structural loadcalculation are required for the design and construction of most types of storage. Biomassforms that exist today or those that may possibly be developed. Specifically, any standard orstudy should address the following physical properties
Bulk Density. As specific biomass types have a range of densities that must beconsidered to develop design loads and conveyor power requirements
Density Pressure Relationships. For biomass that is sensitive to compaction andconsolidation pressure-density relationships are required to develop design
loads. In many cases consolidation may be time-dependent. Angle of internal friction,f. This property is used to calculate the lateral to
vertical Coefficient, K for granular materials. This in turn is used to determinelateral loads on storage structure walls.
Coefficient of Friction,. This property is determined by shear cell tests. Wall
friction values increase when material is at rest. For some materials theseproperties can vary quite substantially. This property is used to calclulate wallloads.
Cohesion and flow function. Physical properties that influence flow and lateralloading must be determined. Cohesive materials will not flow well and mayrequire special mechanical equipment to assist flow.
Practical size and ranges. This property must be determined to help classify thestored materials.
Moisture Content. Bulk materials will exhibit different flow patterns underdifferent moisture conditions. If moisture content is high, saturation conditionswill affect wall pressures in bins and silos.
Methodologies for performing these tests will not be described in this paper but are described inreferences such as Rotter 2001.
-
8/12/2019 Biomass Storage and Handling
24/27
24
Standards Needed
The design of specialized handling systems for biomass storage and handling systems is going
to require the ability Biomass Design Loads. Granular materials are well understood. Some
processed biomass will behave like granular materials. Other forms of Biomasswill not flow or handle like granular materials. Limited work has been completedon silage storage but more work is needed to determine if these standards areapplicable to biomass storage loads.
Physical Properties. A database of physical properties should be developed forthe various forms and types of biomass. These properties should be used asinput data in the design load standards
Design of specialized structures. Specialized structures will likely be developedfor the storage and handling of biomass in full scale production facilities.Standards or design guides should be developed for these specializedstructures.
Summary.
ASABE has the opportunity to be involved in the development of standards to support thedeveloping biomass based bio-energy build-out . Specific standards will need to incorporateloading and design information for storage and handling of biomass. To date, no one hasexamined this information.
References
ACI 313 1997 Standard Practice for Design and Construction of Concrete Silos and StackingTubes for Storing Granular Materials ACI 313-97. American Concrete Institute.
Ambler, R. F. 1994. Compressed air systems. In Feed Manufacturing Technology IV, pp. 320-330. Arlington, VA: American Feed Industry Association.
API. 1998. Recommended Rules for the Design and Construction of Large, Welded, Low-Pressure, Storage Tanks. API Standard 620. Washington, DC: American PetroleumInstitute.
API. 2002. Welded Steel Tanks for Oil Storage. API Standard 620. Washington, DC: AmericanPetroleum Institute.
Arnold, L.R. 1974. Density-pressure-seepage relationships of whole plant corn silage in towersilos. Unpublished M.Sc. Thesis, Crop Science Dept., University of Guelph, Guelph, ON.
AS 3774-1996. 1996. Loads On Bulk Solids Containers Australian Standards. StandardsAssociation of Austrlia, Syndney.
ASAE EP 433 2006. Loads exerted by free flowing grains on bins ASABE EngineeringPractice EP433. American Society of Agricultural and Biological Engineers. St.Joseph,Michigan.
ASAE 538.1 2007. Loads for Bunker (Horizontal) Silos ASABE Engineering Practice EP538.1.American Society of Agricultural and Biological Engineers. St.Joseph, Michigan.
-
8/12/2019 Biomass Storage and Handling
25/27
25
ASAE EP 545 2005. Loads exerted by free flowing grains on shallow storages ASABEEngineering Practice EP545. American Society of Agricultural and Biological Engineers.St.Joseph, Michigan.
Bloome, P. S. Harp, and J. Garton. 1978. Bucket elevators. OSU Extension Facts No. 1106.Stillwater, OK: Oklahoma State University.
CCBFC 1995. National Farm Building Code of Canada 1995. Canadian Commission onBuilding and Fire Codes, National Research Council of Canada, NRCC No. 38732,Ottawa, Canada.
ENV 1991-4 (1995) Eurocode 1: Basis of Design and Actions on Structures. Part 4: Actions onSilos and Tanks, CEN, Bruessels.
USDA 2005 Biomass as a Feedstock for a Bioenergy and Bioproducts Industry. The TechnicalFeasbility of a Billion Ton Supply.
CEMA. 1980. Screw Conveyors. Washington, D. C.: Conveyor Equipment ManufacturersAssociation.
CEMA. 1994. Belt Conveyors for Bulk Materials. Manassas, VA: Conveyor EquipmentManufacturers Association.
CEMA. 1995. Classification and Definitions of Bulk Materials. Manassas, VA: ConveyorEquipment Manufacturers Association.
Dickinson, R.R. and J.C. Jofriet. 1987. The functional design of silos storing highly cohesivebulk solids. Bulk Solid Handling, 7(2):187-192.
International Silo Association Standards Committee. 1981. ISA recommended practice for thedesign and construction of 1) top unloading stave silos; 2) top unloading monolithicconcrete farm silos; 3) atmosphere controlled bottom unloading concrete stave farmsilos; 4) atmosphere controlled bottom unloading monolithic concrete farm silos. ISAInc., Des Moines, IO.
Jackson, H.A. and J.R. Lessard. 1977. Effect of moisture content on corn silage density andstorage losses in a large tower silo. Can. Agric. Eng., 19:57-58.
Janssen, H.A. 1895. Versuch ber Getreidedruck in Silozellen. Zeitschrift des VereinesDeutscher Ingenieure, 39:1045-1049.
Jofriet, J.C. and J. Czajkowski. 1980. A parametric study of wholeplant corn silage pressuresand loads in tower silos. Canadian Agric. Eng., 22(1):1-7.
Jofriet, J.C., P. Shapton and T.B. Daynard. 1982. Haylage densities, pressures and capacitiesin tower silos. Can. Agric. Eng., 24(2): 141-148.
Jofriet, J.C. and T.B. Daynard. 1982. Pressure-density models for whole shelled, groundshelled and ground ear corn. ASAE Transactions, 25(3):725-729 & 734.
Jofriet, J.C., Q. Zhao and S.C. Negi. 1992a. Design recommendations for structural loads onhorizontal silo walls. Can. Agric. Eng., 34(1):95-104.
Jofriet, J.C., Z. Yao and S.C. Negi. 1992b. Tower silo design loads for wet silages. Can. Agric.Eng., 34(4):375-381.
Jofriet, J.C. and S.C. Negi. 1993. Toward a standard for silo design loads. ASAE Summer Mtg.,Spokane, WA, Paper no. 93-4065.
Jaky, J. 1944. The coefficient of earth pressure at rest. J. of the Soc. Of Hungarian Architectsand Engineers, 1944:355-358.
Lambe, T.W. and R.V. Whitman, 1969. Soil Mechanics. John Wiley & Sons, Inc. New York.
Law, G.J., S.C. Negi and J.C. Jofriet. 1992. Stress-strain behavior of barley in a model bin.
-
8/12/2019 Biomass Storage and Handling
26/27
26
Powder Handling and Processing, 12(1):65-69.
Loewer, O.J. Jr. and I.J. Ross. 1977. Properties of ground shelled corn as related to forces in
bulk storage structures. Trans. ASAE, 20(1):155-156.Meiering, A.G., M.G. Courtin, S.F. Spoelstra, G. Pahlow, H. Honig, R.E. Subden and E. Zimmer.
1988. Fermentation kinetics and toxic gas production of silages. Trans. ASAE,31(2):141-147.
Negi, S.C. 1974. Pressure developed by silage materials in cylindrical tower silos. UnpublishedPh.D. Thesis, Dept. Of Agric. Engineering, McGill University, Montreal, QC.
Negi, S.C. and J.R. Ogilvie. 1977. Silage pressures in tower silos. Part I: theoretical and designconsiderations. Can. Agric. Engng., 19(2):92-97.
Negi, S.C., J.R. Ogilvie and E.R. Norris. 1977. Silage pressures in tower silos. Part II:measurement of physical properties and effect of silo characteristics. Can. Agric.Engng., 19(2):98-106.
Negi, S.C. Jofriet, J.C. and J. Buchanan-Smith. 1984. Densities, pressures and capacities ofcorn silage in tower silos. Canadian Agric. Eng., 26(1):43-47.
Negi, S.C., J.R. Ogilvie and J.C. Jofriet. 1987. Some mechanical and rheological properties ofsilages. Can. Agric. Eng., 29(1):59-64.
Negi, S.C., S. Quah and J.C. Jofriet. 1989. In-situ determination of friction coefficient andpressure ratio for alfalfa haylage in a concrete silo. Can. Agric. Eng., 31(2): 245-248.
Packard, R.G. 1976. Slab thickness design for industrial concrete floors on grade. PortlandCement Association, IS195.01D, pp16. PCA, Skokie, IL.
Pitt, R.E. 1983. Mathematical prediction of density and temperature of ensiled forage. Trans.
ASAE, 26(5):1522-1527,1532.Rosentrater, K. R. and G. D. Williams, 2004. Design Considerations for the Construction and
Operation of Grain Elevator Facilities. Part II: Process Engineering. ASAE Paper N.044146. St. Joseph, MI.: ASAE.
Rosentrater, K. R. and G. D. Williams, 2004. Design Considerations for the Construction andOperation of Feed Milling Facilities. Part II: Process Engineering. ASAE Paper N.044144. St. Joseph, MI.: ASAE.
Rotter, J.M. 2001. Guide for the Economic Design of Circular Metal Silos. New York: SponPress.
Spears, R.E. 1983. Concrete floors on ground. Portland Cement Assoc. EB075.02D, Skokie, IL.
Terzaghi, K. 1943. Theoretical Soil Mechanics. John Wiley and Sons, New York, NY.
USDA (2005) Biomass as a Feedstock for Bioeneryg and Bioproducts Industry: The feasibilityof a Billion Ton Annual Supply. Oakridge National Laboratory. US Department ofEnergy. Oakridge TN.
Williams, G. D. and K. A. Rosentrater. 2004. Design Considerations for the Construction andOperation of Grain Elevator Facilities. Part I: Planning, Structural, and Life SafetyConsiderations. ASAE Paper No. 044143. St. Joseph, MI: ASAE.
Wood, J.G.M. 1971. The properties of ensiled crops and why we have to design them. Proc.Int. Silage and Research Conference, National Silo Association, Waterloo, Iowa.
Zhao, Q. and J.C. Jofriet. 1992a. Structural loads on bunker silo walls: numerical study. J.Agric. Eng. Res., 51:1-13.
-
8/12/2019 Biomass Storage and Handling
27/27