Biofuels from Regional Waste Sources 2010 Session … · Hydrolysis of fats/proteins into...
20
Biofuels from Regional Waste Sources Advanced Energy Conference November 9, 2010 New York City
Transcript of Biofuels from Regional Waste Sources 2010 Session … · Hydrolysis of fats/proteins into...

Biofuels from Regional Waste Sources
Advanced Energy ConferenceNovember 9, 2010
New York City

Project Participants
T. Butcher, C. Brown, A. Vairavamurthy, G. Wei, and D. Mahajan: Brookhaven National Laboratory
J. Freiss, R. Simon, B. Appel, R. Appel, J. Saxton, and S. Bofinger: Changing World Technologies
G. Miller, Society for Energy and Environmental Research
Legislator Wayne Horsley, J. Schroeder and B. Wright Suffolk County
Sponsors: U.S. Department of Energy and Changing World Technologies

The Process - TCP Produces uniform feedstock for downstream conversion / use Two stages of separation & conversion Hydrolysis of fats/proteins into carboxylic acids Conditions to 250 C / 50 bar
Product is nominally water-free, 100% FFA Process optimized under this project specifically for trap grease /waste oil feedstocks

The Process (Cont)• Using water, high temperature and pressure to break complex molecules
break into smaller, simpler chains.
HO
H
HCCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HC
H
H
O
HCCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HCH
HC
H
H
O
H
HH C O
H C O
H C OH
Glycerol backbone w/ 3 fatty acids

Feedstock & PropertiesTrap and Waste Greases
Basic Characterization of the As-Received Trap Grease Feedstock
% Loss on drying (water) ( 1 hour @ 105° C) 28.43 % ash by weight 1.53 % FFA (free fatty acid) 52.12 % total fat 57.09

Ash Constituents

Fatty Acid Melting Points
Fatty Acid Melting Point (°C)oleic 13-14
linolic -5 palmitic 63-64 stearic 69.6
myristic 58.8 gadoleic 20

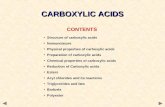
Process Conditions Map
0
50
100
150
200
250
100 200 300 400 500 600
Temperature (C)
Pres
sure
(atm
)
CWT Stage II RDO production -Similar to Colgate EmeryFat Splitting Process
Critical Point
CWT Stage III
Water Saturation Curve
Pressure / temperature chart illustrating basic process conditions

Routes to a Fuel Product
• Esterification to produce biodiesel• Synthetic diesel• CWT product as a unique fuel• CWT product used as a fuel blend

Route I: Biodiesel
Biodiesel are mono-alkyl esters of long chain fatty acids derived from vegetable oils or animal fats which conform to ASTM 6751;
Viscosity is close to No. 2 oil and can be used in pure fuel or blended with petroleum in any percentage;
Conventional conversion processes require low fatty acid content;
~100% FFA feedstock from CWT process allows consideration of a simple acid esterification route



Biodiesel (Cont.)
• Properties that were out of Spec
Test Method Desciption/Property Test Units Test Results90% Deg C 364
D2500 Cloud Point Deg Ccould not determine Cloud Point ‐ sample too dark.
D5453 Sulfur by UV ppm 105.8D6584 Free & Total Glycerin
Total Glycerin wt% 0.415D6751_A1 Cold Soak Filterability
Seconds s >720Volume ml 45Pass or Fail ‐‐ fail
D7111 Mod. Metal AnalysisCalcium ppm >5
Note: The sulfur limit only exceeds Ultra Low Sulfur fuel oil requirements (15ppm)

Route 2 – Synthetic Diesel Decarboxylation of fatty acids over catalyst Pd on carbon an example catalyst Considerable literature on the reaction Attractive in part because chain length of CWT
product close to diesel Conditions – 650 psi, 350 C – and catalyst durability
considered to be a significant barrier for this option Tests to date have not produced an acceptable fuel
product

Route 3 – CWT Product as Boiler Fuel
Minimal post-CWT processing required High potential as economical option Non-ASTM standard No.2 fuel Local, coupled users seen as path to displace petroleum
consumption Heated storage / use required

CWT Renewable Diesel Combustion

Straight Combustion of CWT Product
• Successful, stable combustion of 100% stage II product• No filter clogging issues
• Waxed fuels• Particulate contaminants
• Ignition capability on cold boiler starts with 100% CWT fuel (with preheated nozzle)
• Nozzle temps in range of 230~250 F• CO emissions similar to those from No. 2 oil, & NOx
emissions show a reduction (up to 10%)• Longer term tests planned at BNL

Corrosion Concerns
Three month corrosion coupons, 40°C.
The CWT conversion product has very high acid numbers leading to obvious concerns about corrosion;
It is, however, a mild acid; ASTM Copper corrosion tests indicate a #1A rating; Long term coupon tests are seen as necessary for
acceptance, in progress; No obvious corrosion or water/gum deposition to date

Engineering & Design• Material and Energy Balances• Process Flow Diagrams• Piping and Instruments Diagrams• Equipment Sizing and Specification• General Arrangement Drawings• Cost Estimates
• Capital• Operations and Maintenance
• Techno-Economic Assessments

Regional Support – Suffolk County
• Using waste greases and sludges from Suffolk County sewer districts as a baseline feedstock for the process• Typical sludge ~25% solids - ~8,000 BTU/lbs/solid basis
• Help mitigate cost for collection and disposal while providing a green fuel for local municipalities.• Provide beneficial reuse of waste material
• Avoidance/delay of capital investment needed to increase sewer district processing capacity.
• Next Step – determine % of sludge (primary and/or secondary) that can be utilized with waste greases including FOG and DAF