BIG DATA FOR CHEMICAL 4 · 2019-09-27 · DATA YOU NEED… Big Data is changing the way chemical...
28
01/2019 1 TEMP-0010-DOT-F - Verhaert Presentation BIG DATA FOR CHEMICAL 4.0 Business Implications Gilles Vertongen – Innovation consultant Zane Smilga – Innolab coordinator [email protected] 15.02.2019 ESSENSCIA
Transcript of BIG DATA FOR CHEMICAL 4 · 2019-09-27 · DATA YOU NEED… Big Data is changing the way chemical...
01/2019 1
TEMP-0010-DOT-F - Verhaert Presentation
BIG DATA FOR CHEMICAL 4.0Business Implications
Gilles Vertongen – Innovation consultantZane Smilga – Innolab coordinator
15.02.2019
ESSENSCIA
01/2019 2
PREFACE BIG DATA LEADS TO BIG OPPORTUNITIES FOR CHEMICAL COMPANIES.…DO NOT START WITH DATA. START WITH VALUE & TARGETS FOR YOUR BUSINESSTo unlock the value of big data chemical companies need to realize that it is more than an incremental change in technology but a strategic transformation and disruption in competitive landscape. Chemical industry is lagging behind. It should catch up by taking use of the learning accumulated by other industries.
…APPLICATION DOMAINS AND KNOWLEDGE REQUIREMENTS WILL TELL YOU WHAT DATA YOU NEED…Big Data is changing the way chemical companies run operations, approach product development, supply chain management, HR and marketing. There are multiple options for data sources in each application domain. Smart selection of data sources and collection means is needed.
THINK BIG DATA, START WITH FIRST STEPS & MANAGE YOUR DATA MANAGEMENT RISKS UPFRONTThe volume, variety and velocity of data is generating massive amounts of information in real time about products, devices, supply chain, production, customers. The systems (to collect, store and analyze data) should span across the networks of related companies and their systems. Multiple technologies (e.g. cloud computing, edge computing, remote management software tools etc.) need to be in place. Chemical companies are extremely sensitive to potential cyberattacks.
Market evolution is not visible in IP landscape. “Big data” related technologies are not chemical industry specific.

01/2019 3
CONTENT
CHAPTER 1 CHEMICAL 4.0 - UNBEATABLE LOGICS FOR FUTURE TRANSFORMATION (slide 3)
CHAPTER 2: BIG DATA APPLICATIONS AND VALUE (slide 10)- Smart innovation and R&D- Smart marketing & supply chains- Operations: PRODUCTIVITY AND EFFICIENCY- Predictive maintenance
CHAPTER 3: BIG DATA WATCH OUT`s FOR IMPLEMENTATION (slide 17)
01/2019 4
CHEMICAL 4.0 UNBEATABLE LOGICS FOR FUTURE TRANSFORMATION “Industry 4.0 is no longer the technology of the future. It is the here and now. For the chemical sector, it is a way to secure their competitiveness.”/http://www.chemicalindustryjournal.co.uk/
CHAPTER 1:
01/2019 5
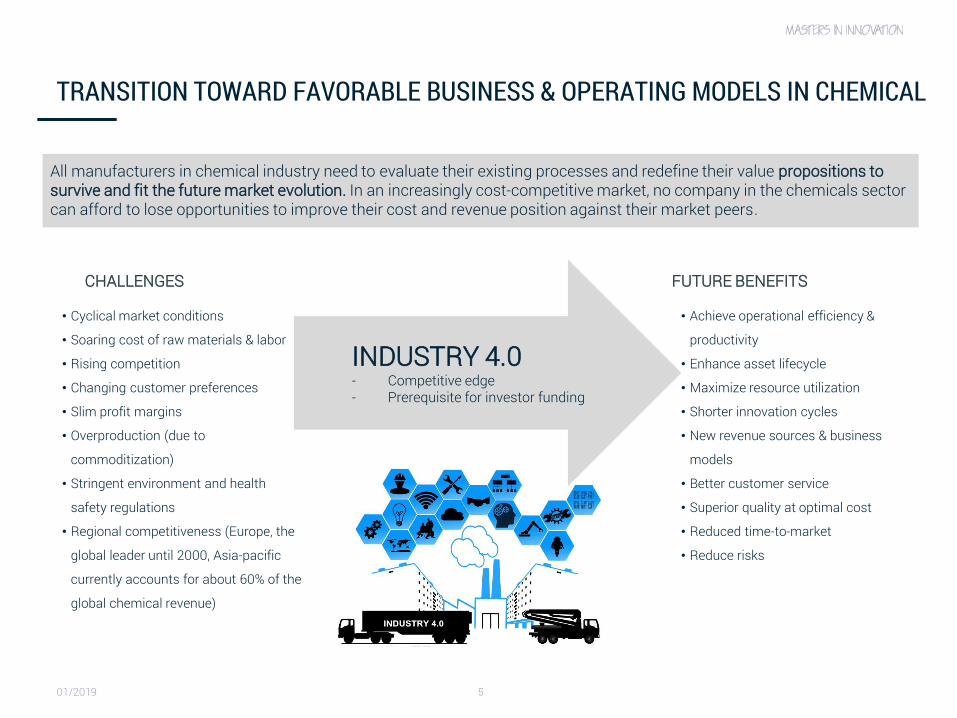
TRANSITION TOWARD FAVORABLE BUSINESS & OPERATING MODELS IN CHEMICAL
All manufacturers in chemical industry need to evaluate their existing processes and redefine their value propositions to survive and fit the future market evolution. In an increasingly cost-competitive market, no company in the chemicals sector can afford to lose opportunities to improve their cost and revenue position against their market peers.
• Cyclical market conditions
• Soaring cost of raw materials & labor
• Rising competition
• Changing customer preferences
• Slim profit margins
• Overproduction (due to
commoditization)
• Stringent environment and health
safety regulations
• Regional competitiveness (Europe, the
global leader until 2000, Asia-pacific
currently accounts for about 60% of the
global chemical revenue)
• Achieve operational efficiency &
productivity
• Enhance asset lifecycle
• Maximize resource utilization
• Shorter innovation cycles
• New revenue sources & business
models
• Better customer service
• Superior quality at optimal cost
• Reduced time-to-market
• Reduce risks
CHALLENGES FUTURE BENEFITS
INDUSTRY 4.0- Competitive edge- Prerequisite for investor funding
01/2019 6
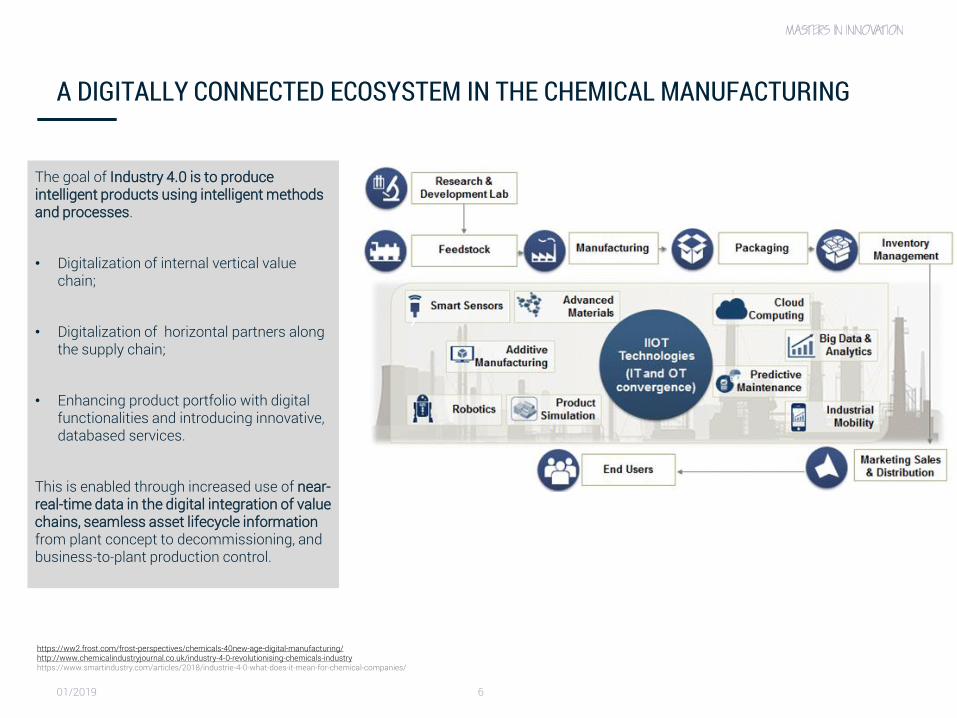
A DIGITALLY CONNECTED ECOSYSTEM IN THE CHEMICAL MANUFACTURING
The goal of Industry 4.0 is to produce intelligent products using intelligent methods and processes.
• Digitalization of internal vertical value chain;
• Digitalization of horizontal partners along the supply chain;
• Enhancing product portfolio with digital functionalities and introducing innovative, databased services.
This is enabled through increased use of near-real-time data in the digital integration of value chains, seamless asset lifecycle information from plant concept to decommissioning, and business-to-plant production control.
https://ww2.frost.com/frost-perspectives/chemicals-40new-age-digital-manufacturing/http://www.chemicalindustryjournal.co.uk/industry-4-0-revolutionising-chemicals-industryhttps://www.smartindustry.com/articles/2018/industrie-4-0-what-does-it-mean-for-chemical-companies/

01/2019 7
INVESTMENTS OF CHEMICAL COMPANIES ~ 5% OF REVENUE PER ANNUM
Many industry 4.0 technologies are in place; full deployment remains limited.
• Chemical companies have started pilot programs across their operations;
• Technologies like cloud, robotics, artificial intelligence, mobility/wearables and cybersecurity lack widespread adoption;
• Some cyber-physical systems enabling the intelligent plant are mainstream in the process industry.
https://newsroom.accenture.com/news/digital-technologies-in-chemical-plant-operations-beginning-to-drive-profits-fueling-further-investments-accenture-research-finds.htm
Many chemical companies employ analytics based on first principles, empirical, and hybrid models. New data-driven analytics are emerging.
https://www.pwc.nl/nl/assets/documents/industry-4-0-building-the-digital-enterprise-chemicals.pdfhttps://www.smartindustry.com/articles/2018/industrie-4-0-what-does-it-mean-for-chemical-companies/
(Source: PWC survey, 2016)
01/2019 8
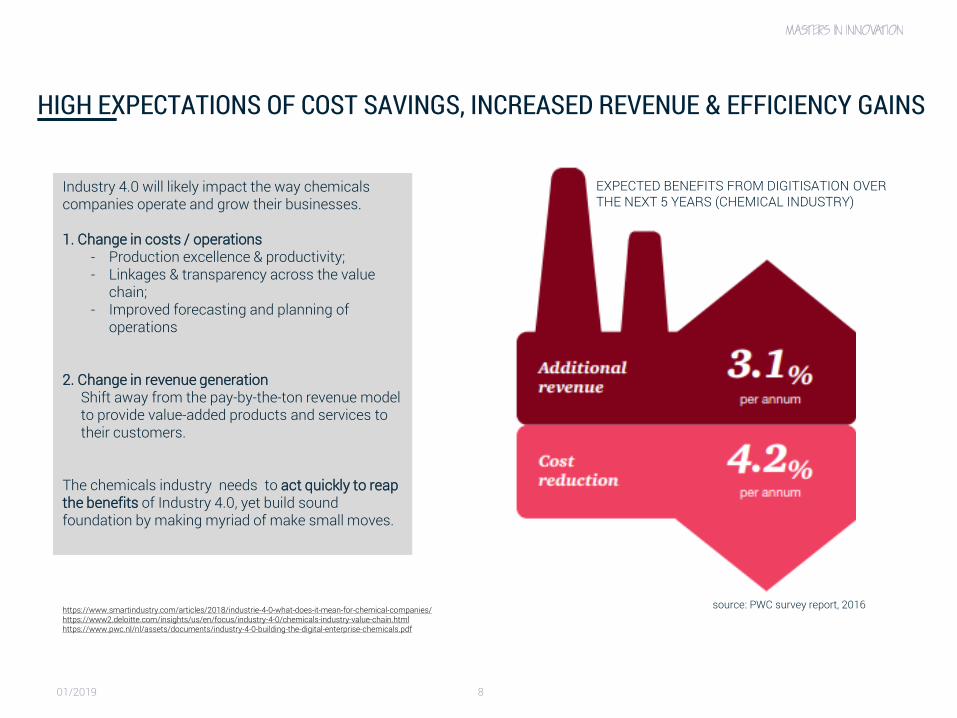
HIGH EXPECTATIONS OF COST SAVINGS, INCREASED REVENUE & EFFICIENCY GAINS
Industry 4.0 will likely impact the way chemicals companies operate and grow their businesses.
1. Change in costs / operations- Production excellence & productivity;- Linkages & transparency across the value
chain; - Improved forecasting and planning of
operations
2. Change in revenue generation Shift away from the pay-by-the-ton revenue model to provide value-added products and services to their customers.
The chemicals industry needs to act quickly to reap the benefits of Industry 4.0, yet build sound foundation by making myriad of make small moves.
https://www.smartindustry.com/articles/2018/industrie-4-0-what-does-it-mean-for-chemical-companies/https://www2.deloitte.com/insights/us/en/focus/industry-4-0/chemicals-industry-value-chain.htmlhttps://www.pwc.nl/nl/assets/documents/industry-4-0-building-the-digital-enterprise-chemicals.pdf
source: PWC survey report, 2016
EXPECTED BENEFITS FROM DIGITISATION OVER THE NEXT 5 YEARS (CHEMICAL INDUSTRY)
01/2019 9
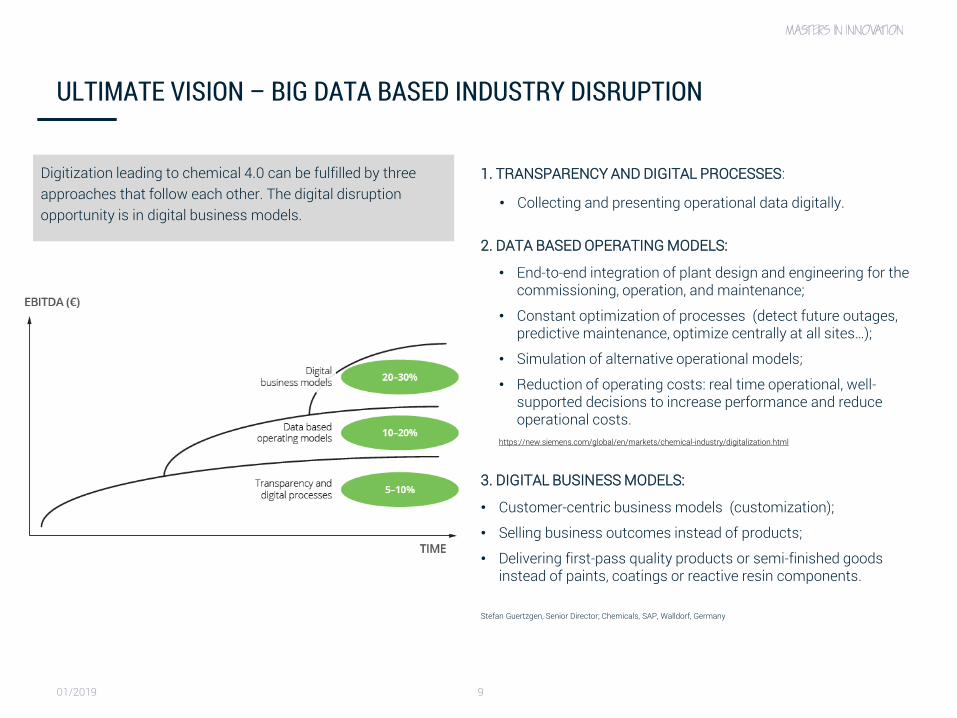
ULTIMATE VISION – BIG DATA BASED INDUSTRY DISRUPTION
Digitization leading to chemical 4.0 can be fulfilled by three approaches that follow each other. The digital disruption opportunity is in digital business models.
1. TRANSPARENCY AND DIGITAL PROCESSES:
• Collecting and presenting operational data digitally.
2. DATA BASED OPERATING MODELS:
• End-to-end integration of plant design and engineering for the commissioning, operation, and maintenance;
• Constant optimization of processes (detect future outages, predictive maintenance, optimize centrally at all sites…);
• Simulation of alternative operational models;
• Reduction of operating costs: real time operational, well-supported decisions to increase performance and reduce operational costs.
https://new.siemens.com/global/en/markets/chemical-industry/digitalization.html
3. DIGITAL BUSINESS MODELS:
• Customer-centric business models (customization);
• Selling business outcomes instead of products;
• Delivering first-pass quality products or semi-finished goods instead of paints, coatings or reactive resin components.
Stefan Guertzgen, Senior Director; Chemicals, SAP, Walldorf, Germany

01/2019 10
START WITH TARGETS; BIG DATA IS ONLY AN ENABLER…
Transforming data into knowledge and actions is key to gain a competitive edge.
Data management and analysis are the key enablers.
Data
KnowledgeAction
Platform+
Machine learning
UX+
Decisiontheory
Measure+
Feedback
DigitalSupply chains
Smart supply chainSmart delivery
Digital factory
Yield increaseUptime increase
Energy savings
Digital services
New servicesNew business models
Benefits can be related to different business functions, applications, KPIs, business focus areas…
STEP 2: DEFINE WHAT KNOWLEDGE YOU REQUIRE FOR ACHIEVING YOUR GOALS. THIS WILL TELL YOU WHAT TYPE OF BIG DATA YOU NEED TO GENERATE AND HOW TO COLLECT, MANAGE IT..
STEP 1: START WITH THE GOAL. DEFINE WHAT VALUE (BENEFITS) YOU WOULD LIKE TO GAIN WITH BIG DATA;
Operational excellence
Predictive maintenance
Digital customer
experience
01/2019 11
CHEMICAL 4.0 APPLICATIONS AND VALUE“Industry 4.0 will likely impact the way chemicals companies operate and grow their businesses” / https://www2.deloitte.com/insights/us/en/focus/industry-4-0/chemicals-industry-value-chain.html/
CHAPTER 2:

01/2019 12
OPERATIONAL PAINS/GAINS TRIGGER CHEMICAL COMPANIES TO INVEST IN BIG DATA
Chemical company management team
What is the use rate of each unit?How optimizing network’s yields while best servicing demand?How to save energy?
Advanced analytics in OPEX and CAPEX
How can you anticipate delays in delivery times?
End-to-end supply chain integration
How to detect anomalies and predict their propagation through the network?
Predictive maintenance
How will the demand evolve in the next hours/days/weeks?How to integrate external factors (weather, market prices, …) into the demand forecast?
Commercial engines
How to better adapt to changing customer demand?
Digitization of customer demand
…
How can you better adapt your processes to changing quality grades?
Digital procurement tools

01/2019 13
OPPORTUNITIES STRETCH ACROSS THE ENTIRE CHEMICAL VALUE CHAIN
PRODUCTIVITY/RISK REDUCTION TARGETS
GROWTHTARGETS
1. SMART MANUFACTURING
2.SMART SUPPLY CHAIN 3. SMART INNOVATION 4. SMART MARKETING &
CUSTOMER SERVICE
Predictive maintenance
Energy management
Remote asset management
Safety improvement
Quality improvement
Planning optimization
Demand forecasting
Process monitoring
Safety management
Examples of benefitsSimulation in new product development
Analyzing profitability
Automate tasks, report performance levels, flag anomalies and generate alerts
Automated design of experiments Accelerated innovation cycles
New business models, revenue formulas
End-to-end supply chain integrationAdvanced analytics in OPEX
and CAPEX
Demand forecasting
Optimal price pointsInnovation cost reduction
Future customer requirements
01/2019 14
BIG DATA CAN DRIVE CHEMICAL INNOVATION AND R&D
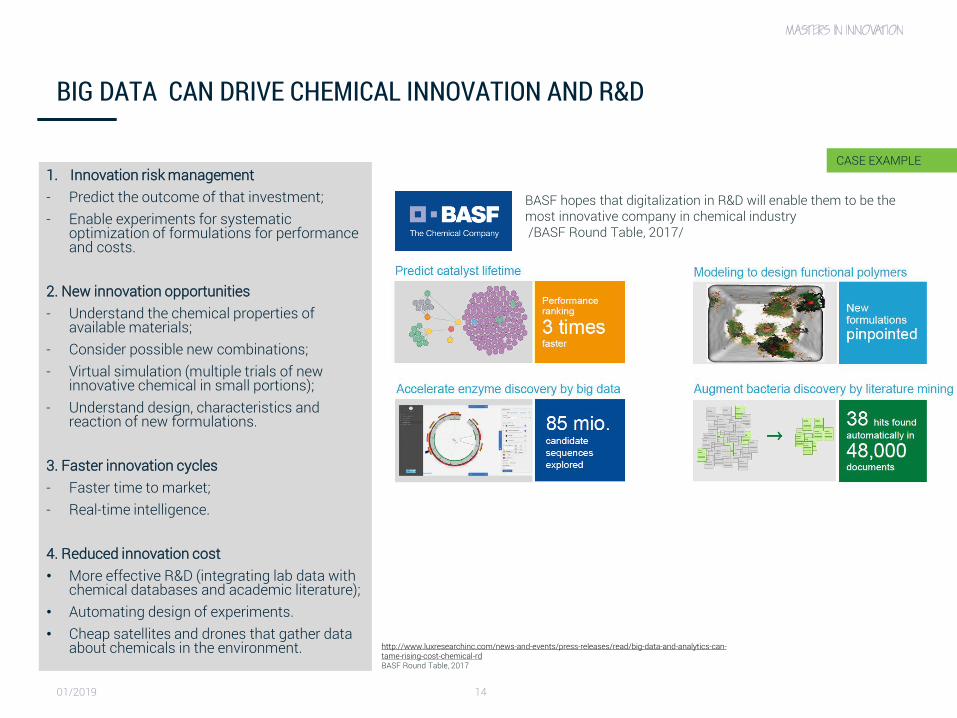
1. Innovation risk management- Predict the outcome of that investment;- Enable experiments for systematic
optimization of formulations for performance and costs.
2. New innovation opportunities- Understand the chemical properties of
available materials;- Consider possible new combinations;- Virtual simulation (multiple trials of new
innovative chemical in small portions);- Understand design, characteristics and
reaction of new formulations.
3. Faster innovation cycles- Faster time to market;- Real-time intelligence.
4. Reduced innovation cost• More effective R&D (integrating lab data with
chemical databases and academic literature);• Automating design of experiments.• Cheap satellites and drones that gather data
about chemicals in the environment.
BASF hopes that digitalization in R&D will enable them to be the most innovative company in chemical industry/BASF Round Table, 2017/
http://www.luxresearchinc.com/news-and-events/press-releases/read/big-data-and-analytics-can-tame-rising-cost-chemical-rdBASF Round Table, 2017
CASE EXAMPLE
01/2019 15
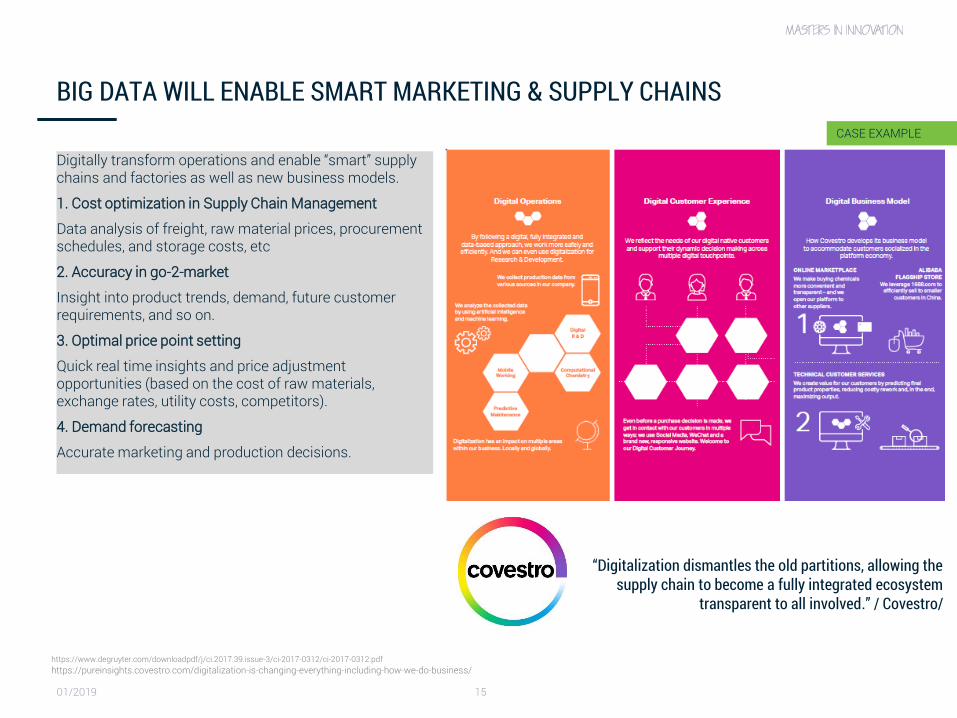
BIG DATA WILL ENABLE SMART MARKETING & SUPPLY CHAINS
Digitally transform operations and enable “smart” supply chains and factories as well as new business models.
1. Cost optimization in Supply Chain Management
Data analysis of freight, raw material prices, procurement schedules, and storage costs, etc
2. Accuracy in go-2-market
Insight into product trends, demand, future customer requirements, and so on.
3. Optimal price point setting
Quick real time insights and price adjustment opportunities (based on the cost of raw materials, exchange rates, utility costs, competitors).
4. Demand forecasting
Accurate marketing and production decisions.
CASE EXAMPLE
“Digitalization dismantles the old partitions, allowing the supply chain to become a fully integrated ecosystem
transparent to all involved.” / Covestro/
https://pureinsights.covestro.com/digitalization-is-changing-everything-including-how-we-do-business/https://www.degruyter.com/downloadpdf/j/ci.2017.39.issue-3/ci-2017-0312/ci-2017-0312.pdf
01/2019 16
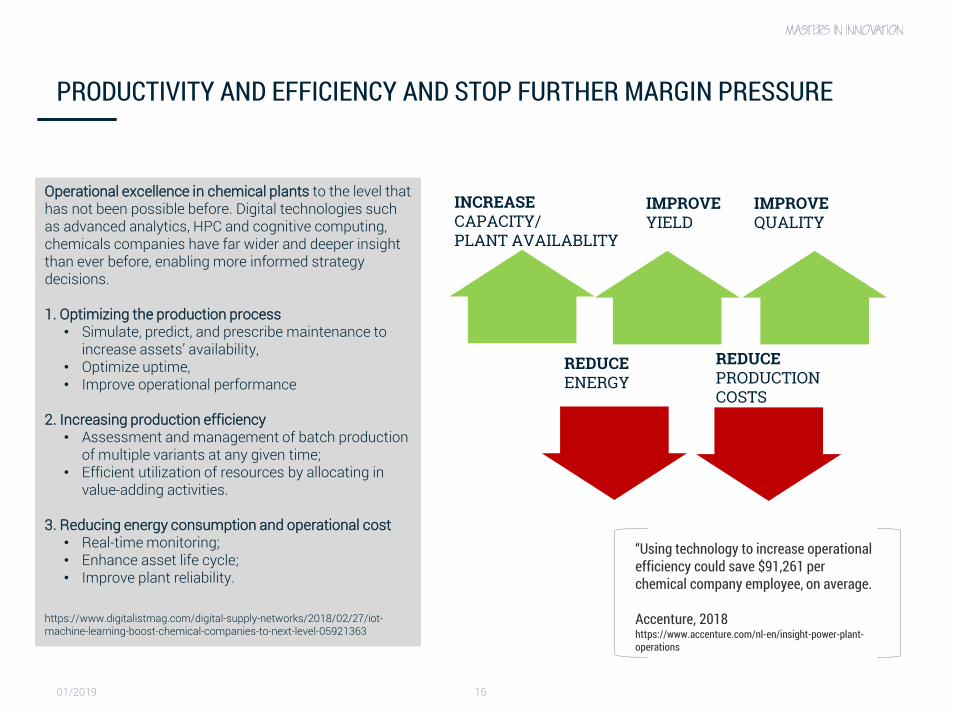
PRODUCTIVITY AND EFFICIENCY AND STOP FURTHER MARGIN PRESSURE
Operational excellence in chemical plants to the level that has not been possible before. Digital technologies such as advanced analytics, HPC and cognitive computing, chemicals companies have far wider and deeper insight than ever before, enabling more informed strategy decisions.
1. Optimizing the production process• Simulate, predict, and prescribe maintenance to
increase assets’ availability, • Optimize uptime, • Improve operational performance
2. Increasing production efficiency• Assessment and management of batch production
of multiple variants at any given time;• Efficient utilization of resources by allocating in
value-adding activities.
3. Reducing energy consumption and operational cost• Real-time monitoring;• Enhance asset life cycle;• Improve plant reliability.
https://www.digitalistmag.com/digital-supply-networks/2018/02/27/iot-machine-learning-boost-chemical-companies-to-next-level-05921363
“Using technology to increase operational efficiency could save $91,261 per chemical company employee, on average.
Accenture, 2018https://www.accenture.com/nl-en/insight-power-plant-operations
REDUCE ENERGY
REDUCE PRODUCTION COSTS
INCREASE CAPACITY/PLANT AVAILABLITY
IMPROVE YIELD
IMPROVE QUALITY
01/2019 17
TIGF CASE – EXPERIENCE WITH BIG DATA & OPEX OPTIMIZATION
COMPANY PROFILE: An operator of gas transmission network in France;a 5.000 km network –16% of the total French network;six compressor stationstwo sites for underground natural gas storage.
CHALLENGE: TIGF’ gas movement are planned on a daily basis according to in- and outflows predictions using outdated Excel macros• Manual integration of the data (network topology, consumption patterns, in- and
outflows of the gas in the network) • Calculation of each compressor use rate
SOLUTIONA data lake collecting data from sensors has been setup with and graph analysis + machine learning algorithm were applied
CASE EXAMPLETIGF aims at improving its compressor OPEX (mainly electricity and gas consumption)
OPERATIONAL GAINS:
Learning the output curve of each compressor using historical data has enabled the automatic selection of the right compressing mix for a specific demand.
Both transport and storage teams had access to a tool with the following functionalities:• Tuning parameter calculation. • Impact analysis in terms of costs and CO2 emissions• Maintenance operation simulation,• Impact analysis on tuning parameters• Automatic report generation • Identifying compressor output optimum.• Better fine tune compressor use rate depending on gas demand
01/2019 18
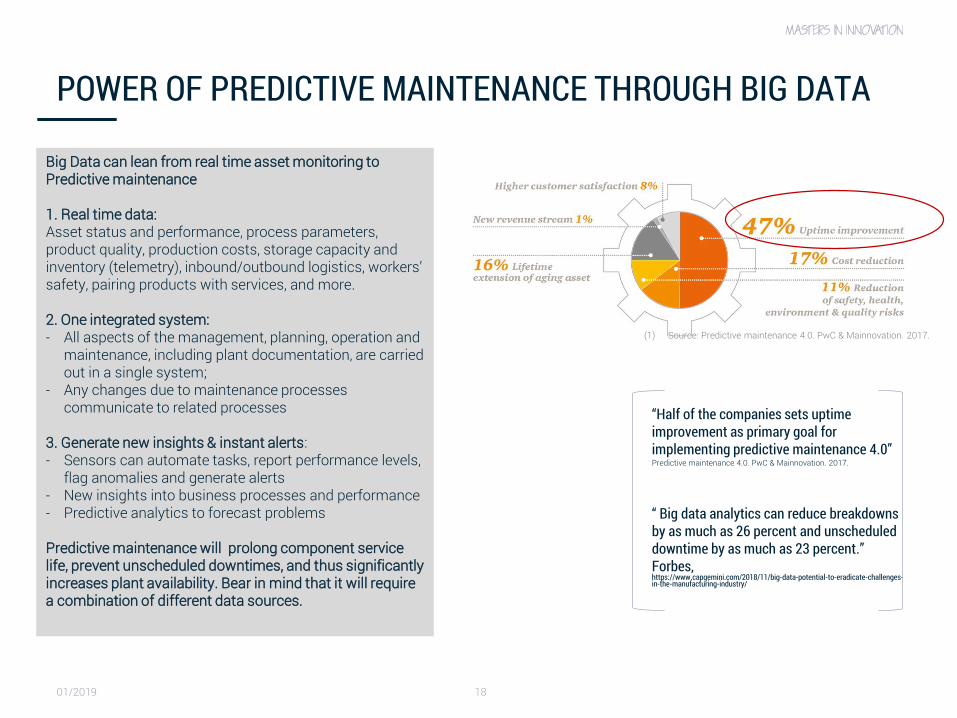
POWER OF PREDICTIVE MAINTENANCE THROUGH BIG DATA
Big Data can lean from real time asset monitoring to Predictive maintenance
1. Real time data: Asset status and performance, process parameters, product quality, production costs, storage capacity and inventory (telemetry), inbound/outbound logistics, workers’ safety, pairing products with services, and more.
2. One integrated system:- All aspects of the management, planning, operation and
maintenance, including plant documentation, are carried out in a single system;
- Any changes due to maintenance processes communicate to related processes
3. Generate new insights & instant alerts: - Sensors can automate tasks, report performance levels,
flag anomalies and generate alerts- New insights into business processes and performance- Predictive analytics to forecast problems
Predictive maintenance will prolong component service life, prevent unscheduled downtimes, and thus significantly increases plant availability. Bear in mind that it will require a combination of different data sources.
“Half of the companies sets uptime improvement as primary goal for implementing predictive maintenance 4.0”Predictive maintenance 4.0. PwC & Mainnovation. 2017.
“ Big data analytics can reduce breakdowns by as much as 26 percent and unscheduled downtime by as much as 23 percent.” Forbes, https://www.capgemini.com/2018/11/big-data-potential-to-eradicate-challenges-in-the-manufacturing-industry/
(1) Source: Predictive maintenance 4.0. PwC & Mainnovation. 2017.
01/2019 19
COMPANY PROFILEManufacturing services and assets management for 22 chemical companies based in Chemelot (The Nederlands).
PDM DEVELOPMENT• Centralization and standardization across customers cut of
maintenance costs by €50m• Increase of processes efficiency: cut of €50m• Increase of uptime (today): Downtime can amount up to €500k per
day in missed revenues, making maintenance costs of marginal significance
• Increase people and asset safeties: aging is big issue: with people retiring, predictive maintenance secures the assets
THE INITIAL APPROACH• One reliability engineer assigned (a project pilot)• Focus on one single filter as a critical piece of equipment• Installation of sensor on it, monitoring and built a predictive model• Prediction of filter failure reduction of downtime annual
savings of €60k (a fraction of the costs) • In two years seven models were developed, leading to €500k
uptime improvements for €200k costs.
THE ROLL OUT OF PREDICTIVE MAINTENANCE• Funding the scale up of the implementation of PdM. • Dedicated models and sensors for each type of equipment
SITECH CASE – EXPERIENCE WITH BIG DATA & PREDICTIVE MAITNENANCE
CASE EXAMPLE
01/2019 20
CHEMICAL 4.0 WATCH OUT`s FOR IMPLEMENTATION“In the chemicals industry, there is a certain degree of skepticism with regard to digital technologies…
https://www.smartindustry.com/articles/2018/industrie-4-0-what-does-it-mean-for-chemical-companies/
/
CHAPTER 3:

01/2019 21
In the chemicals industry, there is a certain degree of skepticism with regard to digital technologies. This is largely due to cyber threats that infringe enterprises’ intellectual property and plant network.
CAN YOU TRUST IT?# MANAGING CYBER RISK IS A CRITICAL COMPONENT
01/2019 22
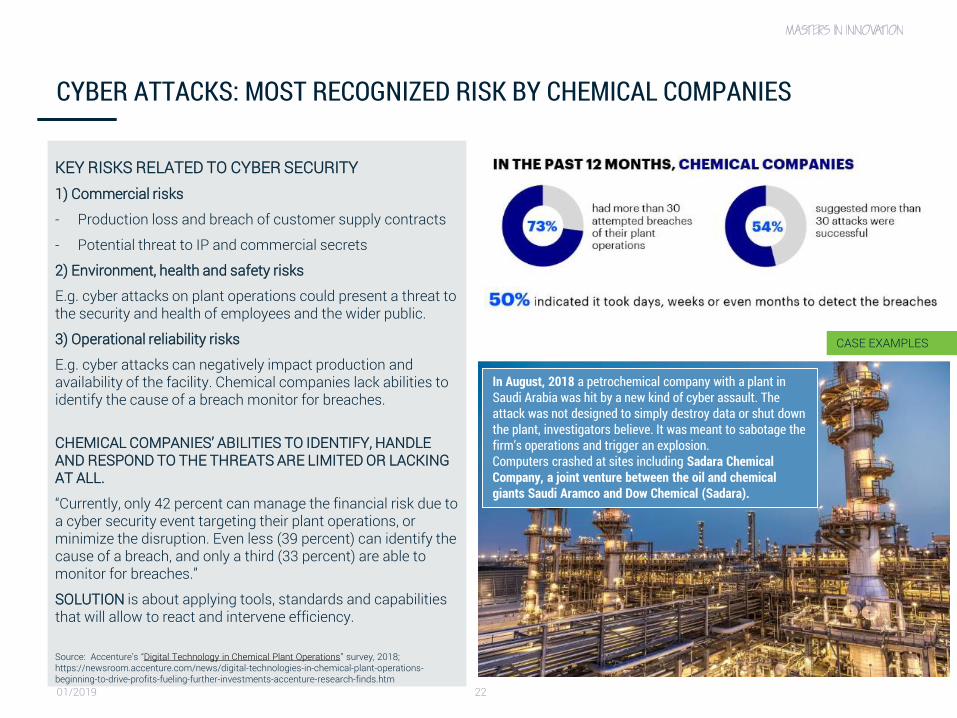
CYBER ATTACKS: MOST RECOGNIZED RISK BY CHEMICAL COMPANIES
KEY RISKS RELATED TO CYBER SECURITY 1) Commercial risks
- Production loss and breach of customer supply contracts
- Potential threat to IP and commercial secrets
2) Environment, health and safety risks
E.g. cyber attacks on plant operations could present a threat to the security and health of employees and the wider public.
3) Operational reliability risks
E.g. cyber attacks can negatively impact production and availability of the facility. Chemical companies lack abilities to identify the cause of a breach monitor for breaches.
CHEMICAL COMPANIES’ ABILITIES TO IDENTIFY, HANDLE AND RESPOND TO THE THREATS ARE LIMITED OR LACKING AT ALL.
“Currently, only 42 percent can manage the financial risk due to a cyber security event targeting their plant operations, or minimize the disruption. Even less (39 percent) can identify the cause of a breach, and only a third (33 percent) are able to monitor for breaches.”
SOLUTION is about applying tools, standards and capabilities that will allow to react and intervene efficiency.
Source: Accenture’s “Digital Technology in Chemical Plant Operations” survey, 2018; https://newsroom.accenture.com/news/digital-technologies-in-chemical-plant-operations-beginning-to-drive-profits-fueling-further-investments-accenture-research-finds.htm
CASE EXAMPLES
In August, 2018 a petrochemical company with a plant in Saudi Arabia was hit by a new kind of cyber assault. The attack was not designed to simply destroy data or shut down the plant, investigators believe. It was meant to sabotage the firm’s operations and trigger an explosion.Computers crashed at sites including Sadara Chemical Company, a joint venture between the oil and chemical giants Saudi Aramco and Dow Chemical (Sadara).

01/2019 23
CAN YOU CONNECT IT?
# INTERCONNECTED DATA FLOWSChemical processes are highly complex and intermingled. They go beyond single enterprise.

01/2019 24
DATA ARCHITECTURE FOR THE ENTIRE VALUE CHAIN/NETWORK
CONNECTING DATA FLOWS OF A NETWORK OF COMPANIES
Safety considerations constrain supply-chain flexibility and create stringent requirements for security and process safety.
• Components in chemical processes are often produced by a network of companies;
• Components can be very toxic, making them difficult or impossible to transport safely (transported directly by pipeline from one company’s site to another’s).
CONNECTING A NETWORK OF SYSTEMS ALONG THE VALUE CHAIN
• Sensors, machines, workpieces, and IT systems are connected along the value chain beyond a single enterprise;
• The connected systems form cyber-physical systems that can interact with one another using standard Internet based protocols and analyse data.
The implementation challenges will be to resolve interface and architecture challenges and to successfully build outwards and beyond the boundaries of individual plants.
https://www.smartindustry.com/articles/2018/industrie-4-0-what-does-it-mean-for-chemical-companies/
http://www.cefic.org/Policy-Centre/
01/2019 25
CHEMICAL 4.0 BUSINESS IMPLCATIONS – KEY MESSAGES
01/2019 26
KEY MESSAGES
• Industrial internet of things (iiot) and digital technologies are a boon for chemical manufacturers to transition toward favorable business and operating models;
• Investments of chemical companies ~ 5% of revenue per annum;
• Many chemical companies employ analytics based on first principles, empirical and hybrid models. New data-driven analytics are emerging;
• Chemical companies have high expectations of cost savings (4,2%/annum), increased revenue (3,1%/annum);
• Digitization leading to chemical 4.0 can be fulfilled by three approaches that follow each other (digital processes, digital operations, digital business models). The digital disruption opportunity is in digital business models;
• Big data benefits can be related to different business functions, applications, KPIs, business focus areas;
• Transforming data into knowledge and actions is key to gain a competitive edge;
• Big data can drive chemical innovation and R&D, smart supply chain management, smart marketing, operational excellence, predictive maintenance and other processes;
• Cyber attacks is the most recognized risk for chemical companies;
• Safety considerations constrain supply-chain flexibility and create stringent requirements for security and process safety for big data implementation;
• The implementation challenges will be to resolve interface and architecture challenges and to successfully build outwards and beyond the boundaries of individual plants.
01/2019 27
CONFIDENTIAL
Industry 4.0 journey starts with first applications of BIG DATA Leading to a future of an end-to-end support from product development, planning and scheduling and commissioning to production, packaging, inventory management and marketing and distribution.

01/2019 28
KruibekeBelgiumHogenakkerhoekstraat 21B-9150 KruibekeT +32 3 250 19 00E [email protected]
www.verhaert.com
NivellesBelgium
NoordwijkNetherlands
Av. Robert Schuman 102B-1400 NivellesT +32 67 47 57 10E [email protected]
www.lambda-x.com
Kapteynstraat 12201 BB NoordwijkT +31 71 760 05 50E [email protected]
connect.verhaert.com
INDUSTRY
TECHXFER
MEDICAL
AEROSPACE
TECHXFER
FMCGCONNECT
TECHXFER
FMCGCONNECT
MEDICAL
AveiroPortugalAv. Dr. LourençoPeixinho 96D 4o3800-159 AveiroT +351 234 604 088E [email protected]
www.load-interactive.com
CONNECT
GentbruggeBelgiumBruiloftstraat 55-57B-9050 GentbruggeT +32 9 330 27 90E [email protected]
www.moebiusdesign.com
ON SITE CONSULTANCY
Verhaert is a leading integrated product innovation center, helping companies to innovate. We design products, systems and strategies for organizations looking for new ways to provide added value for their customers.