
bib.irb.hrbib.irb.hr/...2016_Sakoman_ori_Aleksandrov_Fabijani_Ko… · Web viewWith daily growth...
12
POTENTIAL FOR PACVD COATING ON HARDMETALS Matija Sakoman, Danko Ćorić, Tamara Aleksandrov Fabijanić, Saša Kovačić University of Zagreb, Faculty of Mechanical Engineering and Naval Architecture, Ivana Lučića 5, Zagreb, Hrvatska Abstract With daily growth of the world's industry scientists are faced with rapid and continues changes, visible on product's diversity, lifetime and high quality demands. As a material for cutting tools hardmetals (WC-Co) stand out as an optimal material comparing the price and tool lifetime. Coating technology is the main way to improve the cutting tools performance. The area of application for these types of coated materials is expanding with the development and application of ultra fine powder grain sizes, as well as the advancements in technology. One method of coating hardmetals is plasma assisted chemical vapour deposition (PACVD), rarely used for coating hardmetals with ultrafine grain size. In this paper the potential of using multilayer gradient PACVD coating on the ultrafine grained WC-Co hardmetal samples is explored. The samples were consoldated by two different powder metallurgy processes; sinter-HIP and convetional liquid phase sintering in hydrogen atmosphere. Multilayer gradient coating system consists of TiN layer, gradient layer of TiN + TiCN and layer of TiCN. Coating thickness measurements and Rockwell adhesion tests were conducted. Keywords: WC-Co hardmetals, PACVD, TiN-TiCN coating . Corresponding author: Matija Sakoman, [email protected]
Transcript of bib.irb.hrbib.irb.hr/...2016_Sakoman_ori_Aleksandrov_Fabijani_Ko… · Web viewWith daily growth...

POTENTIAL FOR PACVD COATING ON HARDMETALS
Matija Sakoman, Danko Ćorić, Tamara Aleksandrov Fabijanić, Saša Kovačić
University of Zagreb, Faculty of Mechanical Engineering and Naval Architecture, Ivana Lučića 5, Zagreb, Hrvatska
Abstract
With daily growth of the world's industry scientists are faced with rapid and continues changes, visible on product's diversity, lifetime and high quality demands. As a material for cutting tools hardmetals (WC-Co) stand out as an optimal material comparing the price and tool lifetime. Coating technology is the main way to improve the cutting tools performance. The area of application for these types of coated materials is expanding with the development and application of ultra fine powder grain sizes, as well as the advancements in technology. One method of coating hardmetals is plasma assisted chemical vapour deposition (PACVD), rarely used for coating hardmetals with ultrafine grain size. In this paper the potential of using multilayer gradient PACVD coating on the ultrafine grained WC-Co hardmetal samples is explored. The samples were consoldated by two different powder metallurgy processes; sinter-HIP and convetional liquid phase sintering in hydrogen atmosphere. Multilayer gradient coating system consists of TiN layer, gradient layer of TiN + TiCN and layer of TiCN . Coating thickness measurements and Rockwell adhesion tests were conducted.
Keywords: WC-Co hardmetals, PACVD, TiN-TiCN coating
.
Corresponding author: Matija Sakoman, [email protected]

1. INTRODUCTION
From total costs of manufacturing up to 32% is caused by delays in tool change, or tool damage [1]. Extending the tool life by reducing friction and wear nowadays is achieved by applying thin hard coatings on the surface of the tool.
Hardmetals, which stood out as an optimal material for cutting processes, owe their good properties to their constituents, hard and brittle WC, and softer and tougher matrix, commonly Co. These materials, consolidated by powder metallurgy processes, expand their scope of application on a daily basis, mainly on cutting tools with specifically designed properties. Modern hardmetals are manufactured by consolidating powders of very small grain size and large specific surface areas, are due to the large transition surface between the WC grains and Co highly reactive in liquid phase [2]. Because of that reason eta carbides and other microstructural defects tend to occure during the sintering process for various reasons [3].
Due to the relatively high temperatures developed in a cutting processes, requirements placed on hardmetals are high abrasion resistance, high tensile and compressive strength, high modulus of elasticity, adhesion wear resistance at elevated temperatures and high hardness. This specific requirements are the reason why about 90 % of hardmetals used for cutting ferrous and non-ferrous materials are coated with various types of coatings. Of these coatings, 60% to 65% are produced by chemical vapour deposition (CVD) while others are produced by physical vapour deposition (PVD).
CVD process takes place in the temperature range 700-1050 ° C which can cause microstructural irregularities in the diffusion zone between the coating and the substrate, causing a reduction in coating adhesion [4]. Because of relatively high temeratures of CVD process the posibility of forming eta carbides, during coating is also possible. The result of such formation would be low mechanical properties of the surface layers in hardmetals, as well as unsatisfactory coating adhesion [5]. PVD hard coatings had shown to be very effective in cutting tool protection for those tools exposed to high stresess during machining. Hard PVD coatings, because of their fine grained microstructure and high internal compressive stresess, are much more resistant to crack formation and propagtion. Despite that PVD coating process results in thicker coatings, with lower adhesivity, and the process itself is more complex and expensive. From the need for harvesting the advantages of CVD and PVD technology nowadays the application of PACVD thehnology, that occures at relativly low temperatures (arround 500°C) and ensures the absence of microstructural changes of coated material, is exploited [4].
2. MATERIALS AND METHODS
The potential of PACVD coatings on fine grained hardmetal samples is tested through two segments and their iteration. First is the selection of hardmetal with a certain chemical composition and grain size as well as the procedure and parameters of consolidation. Second is the application of one of the innovative surface engineering technologies; plasma assisted chemical vapour deposition PACVD on hardmetals.
In this paper three different groups of hardmetal samples were produced:• A - sample with 9 wt. % Co, produced by sinter HIP process• B - sample with 6 wt. % Co, produced by sinter-HIP process

WC
MIXING
Co
DRYING
GRANULATING
COMPACTING
SINTER-HIP
• C - sample with 9 wt. % Co, produced by sintering in a hydrogen atmosphere
Sinter-HIP processes enables the production of complex shapes with theoretical density (pore free) by combination of technological operations: sintering in liquid phase, usually in a vacuum, and hot isostatic pressing process [6]. The sinter-HIP procedure is an upgrade to the classic HIP process which ensures better properties WC-Co hardmetals compared to other consolidation procedures. The entire process takes place in a furnace.
Sintering in a hydrogen atmosphere is a sintering process in the liquid phase, where hydrogen is used to create an atmosphere in the furnace. Green body is heated in an oven at temperatures above pseudobinary WC-Co eutectic. During the sintering process three sub processes are taking place at the same time: densification, grain growth and pore reduction [7]. Hydrogen at atmospheric pressure creates a reducing atmosphere and so allows the correct potential for oxidation and cementation in order to maintain the thermodynamic equilibrium of a hardmetal and avoid the formation of undesirable eta carbide.
For the production of samples the following powders were used: WC powder (size of 150 nm), with the addition of grain growth inhibitor (VC, Cr2C3) and Co powder (grain size of 0.640 nm). The content of Co for samples A, and C is 9 wt.%, and for sample B is 6 wt.%.
Sinter-HIP process consisted of sintering in vacuum and hot isostatic pressing in a single cycle. Samples were sintered in vacuum for 30 minutes at temperatures above the eutectic, where the formation of the liquid phase occurred. After that the samples were hot isostatically pressed at a pressure of 80 bar and a temperature of 1360 °C. The flow chart of the manufacturing process of sample A and B is shown in Figure 1.
Figure1: Flowchart of production process for sample A and B (1), produced samples (2) [8]
The procedure for manufacturing sample C consisted of separate, unbreakable technological operations, as shown in Figure 2. Consolidation of samples by sintering in a hydrogen atmosphere included milling (72h), drying, waxing, granulating, compacting (180 MPa), presintering (800 °C) and sintering of samples in a hydrogen atmosphere (1360 °C).
1 2

WC
MIXING
Co
DRYING
WAXING
GRANULATING
COMPACTING
PRESINTERING
SINTERING
Figure2: Flowchart of production process for sample C (1), produced sample (2) [8]
In the PACVD process the usage of plasma decreases the coating temperature compared to classical CVD process. The plasma in these procedures is used for [9]:
• ionization and dissociation of gas,
• heating of the base material and
• activation of chemical coating processes.
Improving the CVD process in the direction of lowering the operating temperature at 450 to 600 °C is accomplished by ionization gas (N2, Ar, H2) in a vacuum retort and by speeding up chemical reactions using plasma [10]. Figure 3 gives a shematic representation of a PACVD furnace manufactured by RÜBIG GmbH & Co KG.
1 2

Figure 3: Schematic representation of used PACVD furnace [10]
With the parameters given in Table 1 gradient multilayer coating is produced as shown in Figure 4. Coating of cutting tools by multi-layer coating with a well defined boundary between the layers it not desirable because it reduces the thermal conductivity and increases the tool wear [11].
Figure 4: Schematic representation of the coating on samples of hardmetals
Table 1: The parameters of coating process resulting in gradient TiCN coating
Step number 1 2 3 4 5 6
Step description Heating Cleaning TiN TiCN transition TiCN Cooling
TiCN
TiN+TiCN
TiN

Duration [h] 1 2 1,5 0,5 5,5 1
Pressure [mbar] 2 2 2 2 2 2
Temperature [°C] 20 - 400 420-500 500 500 500 500-20
H2 flow [l/h] 140 140 140 140 140 100
Ar flow [l/h] 0 10 10 10 10 0
CH4 flow [l/h] 0 0 0 4,5 4,5 0
TiCl4 flow [l/h] 0 0 3 3 3 0
N2 flow [l/h] 0 23 15 15 15 0
Voltage [V] 0 520-540 490 490 490 0
Plasma power [W] 0 900-1800 1650 1400 1400 0
3. RESULTS AND DISCUSSION
Before conducting any tests the achieving of a pore free samples and absence of microstructural irregularities was confirmed on samples A and C [8]. The formation of eta carbides occurred on sample B, with 6 wt.% Co, as a consequence of carbon loss. However the B sample was analysed in order to examine how the eta carbides effect the test results.
3.1. Coating thickness testing
In cutting tools coating thickness has a significant impact on the properties of the coating [12]. The aim is to achieve a thin coating because the thickness is reversly proportional to the stability (adhesion) of a coating.Testing of the coating thickness was performed according to ISO EN 1071, in a way that a ball of hardened steel was pressed by a certain force to the surface of the sample. The force is determined by the mass of the ball (diameter and density of the material). The ball rotated at a certain speed on the axis on which it rested and the presence of abrasives (diamond paste) penetrated the coating and base material [13].The measurements were carried out on the TRIBO TehnicCalotester. The parameters of the test are as follows:
• speed: 500 rpm,
• duration of the test: 45 s,
• diameter of the ball: 25 mm.
Schematic presentation of the test is shown in Figure 5:

Figure5: Schematic representation of the coating thickness determination
Coating thickness (E) is determined by the equation:
E= X⋅YD , m (1)
where is: X [m] - stands for outer ring thickness, Y [m] - stands for outer and inner ring distance, and D [m] - stands for ball diameter.Figure 6 shows the crater that occurred whille testing the samples.
Figure 6: Coating thickness testing (1); characteristic crater created by testing (2)
Results of coating thickness are summarized in Table 2.
Table 2: Results of coating thickness testing
SAMPLE Average coating value, µm
A 3,73
B 3,93
C 3,80
3.2. Testing of Rockwell adhesion
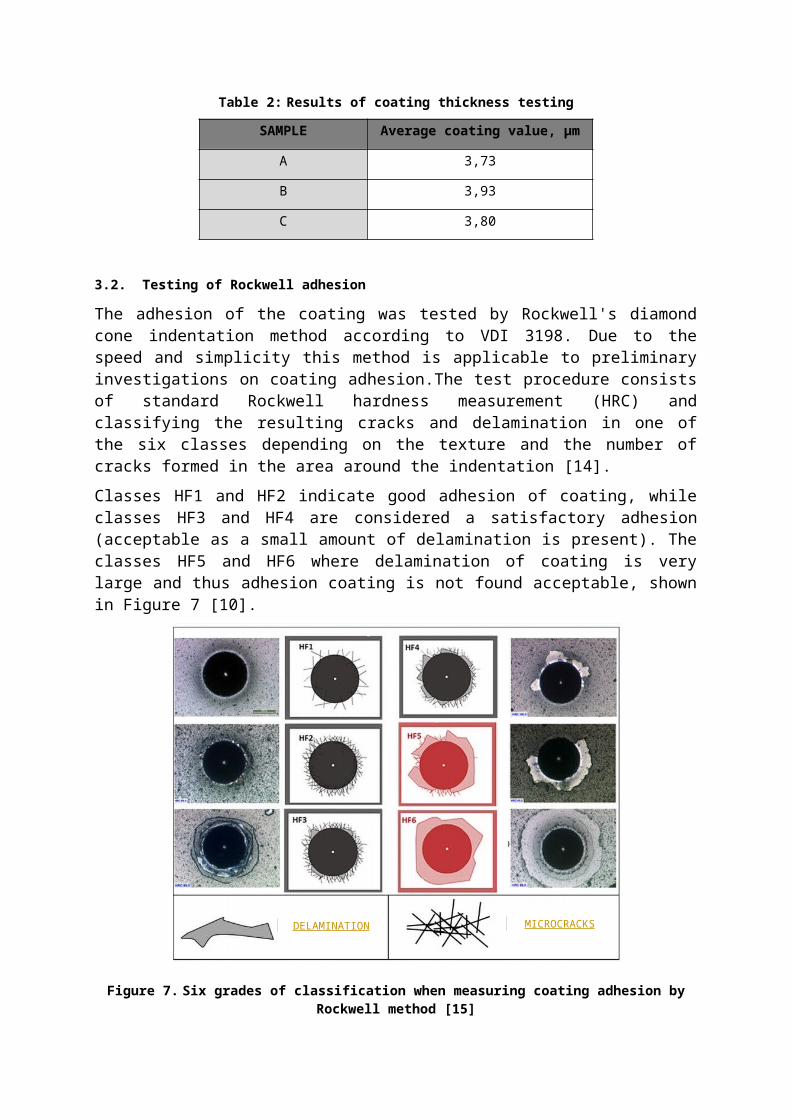
The adhesion of the coating was tested by Rockwell's diamond cone indentation method according to VDI 3198. Due to the speed and simplicity this method is applicable to preliminary investigations on coating adhesion.The test procedure consists of standard Rockwell hardness measurement (HRC) and classifying the resulting cracks and
1 2

delamination in one of the six classes depending on the texture and the number of cracks formed in the area around the indentation [14].
Classes HF1 and HF2 indicate good adhesion of coating, while classes HF3 and HF4 are considered a satisfactory adhesion (acceptable as a small amount of delamination is present). The classes HF5 and HF6 where delamination of coating is very large and thus adhesion coating is not found acceptable, shown in Figure 7 [10].
Figure 7. Six grades of classification when measuring coating adhesion by Rockwell method [15]
Results of adhesion tests on coated samples are presented in Figure 8.
Sample label Surface look Grade
A HF4
DELAMINATION MICROCRACKS
B HF6
C HF3
Figure 8: Results of adhesion tests on coatings by Rockwell indentation tests
4. CONCLUSION
Conducted tests represent the earliest phase of research which confirms the hypothesis about the possibilities of one of the modern surface engineering technologies, PACVD, on the WC-Co hardmetals in laboratory conditions. From the obtained test results the following can be concluded:
• selected parameters of PACVD process result in coating thickness around 3,82 µm,• multilayer gradient coating on a hardmetal can be satisfactorily adhesive according
to VIDI 3198, • eta carbides significantly reduce the coating adhesion.
The adhesion of the coating can further be improved by optimizing the parameters of the PACVD process and by varying the chemical composition of hardmetal, size of initial powders, sintering processes and the roughness of the surface, for quality evaluation it is necessary to perform other laboratory tests such as "Scratch" test, but also the exploitation tests in real conditions that would give the most credible results.

LITERATURE
[1] http://www.titex.com, katalog reznih alata, Titex, 2008.
[2] Ken Brooks: Different ways to bind the very hard with the ultra small, January 2006, Elsevier Ltd
[3] Fernandes, C.M.; Senos, A.M.R.: Cemented carbide phase diagrams: A review INTERNATIONAL
JOURNAL OF REFRACTORY METALS & HARD MATERIALS Volume: 29 Issue: 4, 2011
[4] Dragomir Krumes: Toplinska obrada, Slavonski brod 2000.
[5] Jakob Kübarsepp: Technology of full density powder materials and products, Institute of Materials
Engineering, Tallinn University of Technology
[6] ASM Handbook Volume 7: Powder Metal Technologies and Applications, ASM International, 1998.
[7] Gopal S. Upadhyaya: Cemented Tungsten Carbide: Production, Properties and Testing, Noyes
Publications, 1998.
[8] T. A. Fabijanić: DEVELOPMENT OF REFERENCE VICKERS HARDNESS BLOCKS BY POWDER
METALLURGY PROCESS, FSB, Zagreb 2014.
[9] P. Martin: Handbook of deposition technologies for films and coatings: science, applications and
technology, vol. 3rd. 2009.
[10] S. Kovačić: INFLUENCE OF NITRIDING AND COATINGS ON PROPERTIES OF HOT WORK TOOL
STEELS, DOCTORAL THESIS, FSB, Zagreb 2015.
[11] Yan, P.; Rong, Y.M.; Wang, G.: The effect of cutting fluids applied in metal cutting process,
PROCEEDINGS OF THE INSTITUTION OF MECHANICAL ENGINEERS PART B-JOURNAL OF
ENGINEERING MANUFACTURE Volume: 230 Issue: 1 Pages: 19-37, 2016
[12] H. Kenneth, M. Allan: Coatings Tribology: Properties, Mechanisms, Techniques and Applications in
Surface Engineering. Elsevier Science, 2009.
[13] Advanced technical ceramics -- Methods of test for ceramic coatings -- Part 2: Determination of
coating thickness by the crater grinding method (EN 1071-2:2002)
[14] Verein Deutscher Ingenieure Normen, VDI 3198, VDI-Verlag, Dusseldorf, 1991.
[15] S. Kuiry, Advanced Scratch Testing for Evaluation of Coatings, Bruker, 2012.


















