Bi-Phase Separator

of 19
description
Bi-Phase Separator
Transcript of Bi-Phase Separator
-
- 1 -
Reductions of Greenhouse Gas Emissionsin
Oil and Gas Production and ProcessingBy Application of Biphase Turbines
Greg RossProduct Manager
Oil and Gas DevelopmentsMultiphase Power and Processing Technologies LLC, USA
Co-authors:
Simon DaviesVice President - Technology
Kvrner Process Systems a.s, Norway
Geirmund VislieProject Engineer
Biphase Development ProgramKvrner Process Systems a.s, Norway
Lance HaysPresident
Biphase Energy Company, USA
ABSTRACT
The Biphase Rotary Separator Turbine is a unique technology which combines the potential forcompact and efficient separation of oil and gas with recovery of energy which is usually wasted inconventional pressure let-down operations. The technology has been commercialised for industrialrefrigeration and geothermal applications. In recent years, Kvrner, Dresser Rand and BiphaseEnergy Company have cooperated to introduce Biphase turbine technology to the oil and gasindustry. This paper will present an overview of the current status of the technology with respect to;
potential areas of application in oil and gas processing (including primary separation, hydro-carbon refrigeration and downhole separation).
operational experience so far weight, space and energy savings potential operational considerations (control systems, start-up, shut-down etc.) plans for further development
Key Words: Oil and Gas SeparationEnergy Recovery
-
- 2 -
Biphase Turbine
-
- 3 -
INTRODUCTION
Conventional technology for separation of liquids and gases is well developed. Reliable separationmethods in the petroleum industry have been achieved for many years, mostly based on gravityseparation. However, the changing economics of oil and gas production, emanating from lowerprices and fields with less recoverable reserves require improvement of the methods currently used,so that costs for development and operation can be reduced. Furthermore, there is an increasingneed for more flexible, modular solutions that can treat a range of fluids from small, rapidly drainedreservoirs.
Existing separation technology is costly due to three main factors;
equipment volumes and weights are large energy is wasted or consumed separation can be incomplete, especially if foams or emulsions occur
The large volumes and weights of conventional separators require heavy supporting structures ascan be seen on offshore platforms. The current trend towards floating production units or well headplatforms for use on smaller fields often favours light-weight and motion insensitive separationequipment with a small footprint.
The energy available in high-pressure, two-phase production streams can be very large. Currentwellstream separation systems dissipate this energy as the pressure is let down across the chokevalve and subsequent pressure reduction valves. Moreover, the intense shear and friction forcesintroduced by such throttling usually exacerbates the difficulties in achieving complete separationdue to the forming of emulsions, mist or foam.
When this available energy is not recoverable, other means of power supply must be provided forthe installation, resulting in increased capital and operating expenditure and, in the case ofNorwegian offshore applications, taxation on discharged carbon dioxide.
The basic idea for the Biphase technology has been to develop a compact means to achieve a highseparation performance combined with energy recovery. This energy is either recovered as highliquid pressure, shaft power or a combination of the two.
The Biphase Rotary Separator Turbine was originally developed to separate water and steam fromgeothermal wells, and simultaneously provide driving force to a generator, adding to the energyproduced by the steam turbine. In the case of a commercial demonstration project currently underway in Cerro Prieto, Mexico, the output from one geothermal well is increased by 40 per cent bythe introduction of a 30 inch Biphase Turbine, which recovers energy from the flash between 49,3 to8,8 bar(a).
-
- 4 -
Fig. 1 The Cerro Prieto geothermal unit
PRINCIPLE OF OPERATION
Figure 2 shows a simplified sketch of a Biphase turbine, where the four main building blocks canbe identified;
Two-phase inlet nozzle, where the pressure let-down takes place Turbine rotor, where the fluids impact near tangentially, and separation and energy transfer takes
place Liquid diffusor scoop for pressure recovery Rotor shaft, for generation of electric energy
Fig. 2 Principle sketch of a Biphase Turbine
-
- 5 -
Pressure Let-DownIn a typical pressure let-down and separation process, the fluid is flashed isenthalpically across apressure let-down valve into a separator vessel. In certain cases, such as the last stage of aproduction separation string, a separate pump, which requires energy, is often used to re-pressurisethe liquid. The only force available to separate oil and gas in such a system is gravity, whichtypically requires relatively long residence times, resulting in large equipment volumes and weights.As already mentioned, the turbulent shear intensity in a pressure let-down valve is very great, andenergy is wasted as frictional heating during the isenthalpic flash.
By contrast, the Biphase Turbine provides a compact step in which shaft power is generated from anear-isentropic expansion process. This means that the frictional heating in the process is kept to aminimum. Furthermore, the shear intensity in the expansion nozzle is considerably less than thatgenerated in a pressure let-down valve. As a consequence of this, the tendency for foaming andemulsion forming is significantly reduced. Both these effects predict a higher separation efficiencythan currently achieved in gravity separators.
Energy TransferThe pressure let-down step occurs in a specially designed two-phase nozzle, which is usuallyconvergent/divergent in design. Here, the expansion energy due to the gas flashing out of thesolution is efficiently transferred to kinetic energy in the fluids. A focused two-phase jet then exitsthe nozzle (or nozzles) and impinges near-tangentially on the rotors cylindrical inner surface, andthe viscous coupling between the fluid and the rotor converts fluid impulse to rotational energy inthe rotor. In terms of energy transfer, Biphase turbines can be divided in three categories;
Drag turbines (e.g. fig. 2) Reaction turbines (e.g. fig 3) Impulse turbines (e.g. fig. 4)
The highest efficiency in this transfer mechanism in drag turbines is achieved when the rotor rimspeed is half the speed of the impinging two-phase jet. This energy is recovered by a generatorconnected to the rotor shaft.
In reaction turbines (fig. 3), the liquid layer on the rotor rim is much thicker than on drag turbines.This allows the outer part of the layer to be pressurised by the hydrostatic head, and liquid isreleased through reaction nozzles which are directed tangentially to the rotor surface. This addsrotational energy to the rotor.
Reaction turbines are well suited for application in streams with solid particles suspended in theinlet fluid, because the thick liquid layer slows down the particles before they impact on the rotorsurface. Further, the reaction jet velocity can be adjusted to match the rotor speed, so that theimpact velocity of solids on the outer casing is kept to a minimum, which reduces the probability oferosion problems.
The best energy transfer are achieved when the inlet jet velocity is 110-120% of the tangentialvelocity of the free liquid surface on the rotor.
-
- 6 -
Fig. 3 Biphase reaction turbine concept
In impulse turbines, the inlet jet impinges directly on the turbine blading. The change in flowdirection transfers energy to the rotor, and separation of liquid and gas takes place as the liquidmoves across the turbine blades. This kind of turbine is typically used in refrigeration applications,and a rotor is shown below.
Fig. 4 Six inch chiller turbine wheel
Separation and Liquid RecoveryIn a typical separator turbine, the liquid residence time is around 2 to 3 seconds, which correspondsto around 30 minutes in a conventional gravity separator. The centrifugal force imposed on theliquid layer is typically several thousand times the gravitational force, which enables thecombination of efficient separation and short residence time for the fluids, and thus compactequipment dimensions.
In drag turbines, when the liquids have been slowed down to the rotor rim speed, they have lost75% of the kinetic energy. Part of the residual 25% can be recovered as pressure so that the liquidscan be recycled or transferred to downstream stages without the use of pumps.
TWO PHASE NOZZLE
LIQUID REACTION JET SEPARATED GAS
REACTION NOZZLE
SEPARATED LIQUID
TWO PHASE JET
-
- 7 -
The liquid pressure recovery is effected by the use of submerged diffusors which are selfcompensating in the sense that the diffusor opening is determined by the thickness of the liquidlayer on the rotor rim. This is achieved by a floating inlet barrier which rides on the liquid surface asshown below.
Fig. 5 Self compensating liquid diffusor
The barrier also prevents gas flowing into the liquid outlet as the liquid level varies in the turbine.This principle may help eliminate much of the instrumentation found on conventional separatingequipment.
Recovery of liquid pressure is not possible in reaction and impulse turbines, where the liquids arecollected in a volute or a small vessel. In these two cases, the liquid outlet pressure will be equal tothe casing pressure. The energy is instead recovered as shaft power.
AREAS OF APPLICATION
Possible applications within the oil and gas industry include;
Gas Treatment ApplicationsThe treatment of natural gas and associated processes comprise a number of pressure let-down andseparation devices where the use of Biphase turbines may be of benefit.
Gas DehydrationThe Biphase turbine is envisaged to replace the choke valve and flash drum in the glycol circuit. Theturbine will separate the gas associated with the rich glycol and recover energy from the pressure let-down.
Gas SweeteningSour gas (containing CO2 or H2S) is often sweetened by exposure to an amine (MEA, MDEA) orphysical absorbent (Selexol, Flexorb) in a contactor column at high pressure. The solution absorbsnot only the desired sour components in this process, but also some of the hydrocarbon gases. Thisis due to limitations in chemical selectivity.
Downstream the contactor, the solution undergoes a pressure let-down into a flash vessel prior toregeneration of absorbent.
-
- 8 -
Biphase turbines can be used to replace the throttling valve and flash vessel. The rich solution willaccelerate through a two-phase nozzle, which can be regarded as an equivalent to a fixed choke, andflashed to the separation pressure in the Biphase turbine. This will separate the evolved gas from thesolution, and generate power as momentum is transferred from the accelerated fluids to the turbinerotor. In addition, problems associated with the formation of foams or emulsions should beminimised.
NGL Recovery/Gas ConditioningRecovery of natural gas liquids is usually accomplished by refrigeration and separation or byseparation in a vessel followed by expansion in a turboexpander or Joule-Thompson valve followedby an additional separation vessel.
A Biphase turbine can be used to accomplish the reduction of temperature while generating powerand separating the natural gas liquids. The added advantages are as follows.
1. Since the expansion in a Biphase turbine is closer to an isentropic process than a Joule-Thompson expansion, the cooling effect is greater, and hence more liquid is recovered. Thismakes a Biphase retrofit suitable for de-bottlenecking existing NGL recovery and hydrocarbonrefrigeration systems.
2. The natural gas liquids (NGLs) are internally pressurised for transport without the need for anextra pump.
3. The fact that the Biphase turbine is designed for the treatment of two phase flow may in somecases lead to process simplification (less upstream and downstream separation vessels) andreduced costs.
Gas/Liquid Applications
Two-Phase Gas/Oil SeparationAs per today, the Biphase Turbine development for oil and gas has its major focus on primary two-phase separation. This is regarded a step on the way to a full three-phase separator turbine, forwhich a test unit now exists. In the meantime, MPP Technologies sees a possible configuration inusing a two-phase turbine followed by downstream liquid/liquid hydrocyclones. This system islikely to achieve a higher separation efficiency than a system based on a choke valve upstream aconventional separator.
-
- 9 -
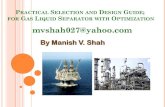
Nozzle Inlet
Nozzle Plate
Bearing
Seal
Wheel Shrouds
Diffuser Support
Gas Outlet
Liquid Outlet
Separating Rim
Bearing
Figure 6. Sectional View of the Two Phase Separator Turbine.
Under an ongoing Joint Industry Program, a 20,000 barrel/day prototype two-phase turbine wasconstructed as shown in figure 6. This unit has completed a series of parametric performance tests in1998, located at a test site employing crude oil, water and methane gas in a closed loop. This unitperformed to the design specifications an dis now being modified to incorporate blading to increasethe power output in preparation for field trials in late 1999.
The main design characteristics were as follows Maximum liquid flow rate 132.5 m/h (20,000 barrels/day) Maximum gas flow rate 23,600 Sm/h (20 mmscfd) Pressure drop across turbine15.5 bar (225 psi) Turbine wheel diameter 609.6 mm (24 inches)
The unit produced power up to 85% (52.6 kW) of design while providing two phase separation ofthe hydrocarbon stream. Separation effciencies were better than the comparative results of anstandard vane pack separator.
Three-Phase Gas/Oil/Water SeparationDeveloping a three phase separator which recovers energy normally lost across the choke valve isone of the main aims of the Biphase Development Program. The energy present in the pressurisedfluid upstream the inlet nozzles would mainly be used to drive the separator rotor, so that the highcentrifugal forces could separate gas, oil and water. The oil and water phases would be pressurisedthrough the diffusors, whereas the gas would leave the turbine at or near the nozzle exit pressure.
Figure 7 below is a schematic of the Three Phase test rig which has been utilised over the last 12months in developing a working test turbine of field use. The results from this unit have been veryencouraging and based on the expected performance a field turbine will be in operation at the end of1999.
Current results indicate that the unit will be self powered or if the well stream pressure is highenough, generate electricity while at the same time provide separation of the gas and fluid
-
- 10 -
components to an extent that no additional separation is required. The current test unit hasproduced results of less than 30 ppm oil in water and 100 ppm water in oil, in a volume that isapproximately 1% of an equivalent gravity separator.
Inlet nozzle
Liquid separationchannel
Water discharge
Oil discharge
Figure 7. Three Phase Test Unit
-
- 11 -
In the initial phase of the testing, two sets of samples were taken from the outlet flows.
Sample no Water cut Water in oil Oil in water1 84% 82 ppm 6 ppm2 27% 68 ppm 30 ppm
Table 1 Analysis results of samples 1 and 2
Sub-Sea Separation and Energy Recovery
Several applications have been reviewed based on combination of the above mentioned designs,figure 8 shows the results of one such study where the energy in the gas stream can be utilised toprovide a compact separation devise which also drives a centifugal compressor to providerecompression of the flow above the dew point of the gas. This system allows for the use of lowercost flow lines and better liquid recovery from the field.
Figure 8. Subsea Three Phase Separator and Compressor.
Well Stream Power Recovery Turbine
In an effort to reduce the emissions of Carbon Dioxide to the atmosphere a number of studies havebeen conducted to evaluate the technical feasibility of building a turbine for very high inletpressures, designed primarily for the maximum recovery of energy from the well stream. A full pre-engineering study has been carried out for a client, and the results have proved the feasibility of suchan application. An isometric view of the turbine skid is presented in figure 9. The work under thisinitiative has enjoyed the support of KLIMATEK, a program run by the Norwegian ResearchCouncil, providing financial support to research initiatives that may lead to reduction in the emission
-
- 12 -
of green house gases.
The resulting design is a rugged, simple design with geometric and operating parameters fallingwithin the range of existing Biphase turbine designs, and it can accommodate a wide range ofwellhead flow conditions. The power recovery is approximately 4 MW. There was emphasisthroughout the study on selecting standard components for bearings, seals, generator and supportsystems. This was partly to limit technological risk, and partly to improve the accuracy of costestimates.
Main design and operational features of the concept well stream turbine are presented in table 2below.
DESIGN AND OPERATIONAL CHARACTERISTICSNominal rated power 4000 kWNominal rotor speed 6000 rpmInlet pressure to nozzles 270 barGas and liquid exhaust pressure 93 bargMaximum casing pressure 290 bargMass flow 255 kg/s
Table 2 Design and operational characteristicsof the well stream turbine
Figure 9 Isometric view of 4 MW turbine skidwith gear and generator
The turbine package is completely enclosed and is supplied with a motor/generator system whichallow the turbine to be run up to speed from the platform grid before the well stream is introduced.This method of operation ensures the turbine is synchronised with the grid when it starts producingpower. The package size is 7200 mm (l) x 4200 mm (w) x 3800 mm (h) and weighs approximately
-
- 13 -
45 tonnes. The current design incorporates all the support equipment for the gearbox, seals andturbine/generator bearings. It is expected that the maintenance and operation of the unit will beminimal, as there is not high temperatures generated during operation. The rotating speed of themachine has also been kept low to avoid additional maintenance problems.
A smaller version of the above turbine is currently in design for field testing later in 1999. This unitwill be capable of producing 500 kW of electricity form a gas flow of 40 mmscfd at 130 bar inletand 80 bar outlet. The unit will be fed directly from the well head manifold and feed into asecondary three phase separator, the gas phase will flow directly to the end user.
OPERATIONAL EXPERIENCE
Whilst a number of developmental turbines have been operated with crude oil streams, there hasbeen little field testing to date. However, the experience gained from field tests and commercialdemonstrations of other applications is highly relevant to the development of oil and gas turbines.
Geothermal ApplicationAs already mentioned, the Biphase Rotary Separator Turbine was originally developed forgeothermal applications. Units have been operated on wellstreams which contain reservoir solidsand which are hot, scaling and corrosive.
A 54 inch diameter rotary separator turbine was installed on a geothermal well operated by PhillipsPetroleum Company in Roosevelt Hot Springs in Utah, USA, where it processed a maximum liquidflowrate of 415 000 kg/hour. The unit was operated for 4000 hours in a demonstration projectsponsored by Utah Power and Light and the Electric Power Research Institute. The power outputwas 1600 kW from brine and steam at 28.4 bar and 230 C. The unit showed no damage in post-operational inspections and was pronounced commercially available after project completion.
Another 54 inch Rotary Separator Turbine and tandem steam turbine was purchased by PhillipsPetroleum for its Desert Peak geothermal plant. The unit was operated for over a year with nocorrosion or erosion problems. The low resource pressure of 6.5 bar(a) and resulting high volumeflow limited the capacity of this unit to about 75% of design. The picture below shows the unitduring installation.
-
- 14 -
Fig. 10 Desert Peak geothermal plant duringinstallation
RefrigerationMany refrigeration processes occur in oil and gas applications where low temperatures are producedby flashing a liquid across a Joule-Thompson valve. Examples are propane chillers, ethylene andpropylene production and the production of LNG. A Biphase turbine can be substituted for theJoule-Thompson valve, producing both power and increased amounts of liquid product.
The technology for these applications has been commercialised and is being incorporated inindustrial centrifugal chillers manufactured by Carrier Corporation. Their commercial 500 Ton chillerincorporates 6 inch Biphase turbine. Although the diameter is only 150 mm this unit processes41,000 kg/h at an inlet pressure of 8 bar(a). The chiller is shown in fig. 11.
Fig. 11. 500 ton chiller
The efficiency of this turbine is 55%, the highest value yet attained for a two-phase turbine operatedwith a flashing liquid.
Multiphase Power and Processing Technologies plans to adapt this technology for chilling in oil andgas processes, where propane would be a likely choice for refrigerant. The technology is seen asideal for de-bottelnecking of existing refrigeration systems based on Joule-Thompson cooling.
-
- 15 -
Fig. 12. Principle flow diagram of a Biphase Turbine retrofitted to an existing refrigerationsystem (dashed lines)
Fig. 13. Entropy vs. Temperature for the refrigeration system shown in fig. 12.. The Biphaseretrofit increases the cooling efficiency by about 15%
Waste Heat RecoveryThe use of a multiple flash water-steam system can recover more energy from exhaust gases fromturbines and engines than systems based on heat recovery boilers. This is further enhanced by theaddition of a Biphase turbine to recover energy from the flash.
A 910mm diameter Biphase turbine has been operated for one year in a demonstration project byMitsui Engineering & Shipbuilding Company Ltd. in Japan. The unit generated 530 kW of powerfrom a 110,000 kg/h stream of water at 34 bar(a) and 241 C. The flashed steam was led directly tothe steam turbine. The project showed no erosion problems.
-
- 16 -
Table 3 Commercially available turbinesMODEL POWER
(kW)SERVICE MAX. CASING
PRESSURE(psia)
TURBINEFOOTPRINTex. generator
LIQUIDFLOWRATE
(BPD)12 RS * 0 - 50 brine/steam
oil/gas100 12 x 15 0 - 5000
12 RSR * 0 - 100 brine/steamoil/gas
100 12 x 15 0 - 5000
24 RS * 0 - 500 oil/gas 1350 30 x 36 5000 - 30,00030 RS * 0 - 2000 brine/steam
oil/gas500 36 x 48 20,000 - 50,000
6 T 1 - 15 R134, Propane 300 8 x 8 1000 - 10,00012 T 15 - 100 R134, Propane 100 12 x 16 10,000 - 100,00024 T 100 - 1000 R134, Propane, LNG 300 30 x 30 100,000 - 300,000
*) Separating unit
POTENTIAL FOR WEIGHT, SPACE AND ENERGY SAVINGS
As part of a joint industry program initially sponsored by six international oil companies, Kvrnerand Biphase Energy Company, a desk study was prepared. The scope of this study was toinvestigate the technical feasibility of the use of Biphase turbines in oil and gas applications. As partof this work, three process cases was considered with respect to savings in weight and space, as wellas energy recovery prediction.
For each case, flash valves and separator vessels were replaced by Biphase separator turbines, with 2100% redundancy. The results for three different oil field cases are summarised in the table below.Weight and space estimates are calculated for the full separation train, and includes bulk materialsand supporting structures.
Table 4 Savings potentialField Case Weight saving [%] Space saving [%] Recovered energy
[kW]High pressure condensate field 23 30 20,000High pressure oil field 25 30 2,000Hydrocarbon dewpoint control train Not estimated 1,300
These estimates are crude, and the savings will be subject to further investigations, probably in afull-scale topside layout study.
OPERATIONAL CONSIDERATIONS
In the further design work, emphasis will be placed on the operability of Biphase turbines in oil andgas processes. The requirements to safety and operability are rather stringent in this field ofapplication.
-
- 17 -
Particular areas in this respect are; shut down and pressure relief liquid level control maintenance requirements
The major difference between Biphase and conventional equipment in terms of operation, is thatthere is virtually no fluid residence time in the former. This implies that the response time of thecontrolling instrumentation must be shorter than existing equipment. The self compensating liquiddiffusor, as shown in fig. 5, appears to be an efficient way to solve the problem of liquid levelcontrol.
Also, on a three phase separator turbine, recycling a certain amount of water will help facilitatecontrol of the oil/water interface layer. Another advantage of a water recycle flow scheme is that theoil/water ratio can be adjusted to improve separation efficiency and eliminate or minimise theformation of an emulsion/rag layer. Thanks to the diffusors ability to repressurise the liquid, thiswater recycle can be effected without the requirement for a pump.
-
- 18 -
For reliability and operability different options will be further considered such as
Use of multiple inlet nozzlesThis will facilitate operation in turn-down scenarios without bringing the nozzle velocity out ofdesign range. Nozzles would be closed as the overall flowrate is reduced. Further, in erosivestreams, it may be beneficial to design units with a higher number of nozzles than the total designflow rate would require, so that the flow can be redirected to unused nozzles in the event thaterosion occurs in the nozzles in operation.
Sparing of turbinesIn early designs, Multiphase Power and Processing Technologies believe that either 2x100% or3x50% will be a likely system design to ensure production availability.
Fast-acting control valvesIn light of the small hydrocarbon inventories, the use of fast-acting valves for shut-off and blowdown will be considered.
Rotor acceleration prior to introduction of fluidsThe generator connected to the turbines should be used to accelerate the rotor prior to theintroduction of fluids to minimise splashing.
FURTHER DEVELOPMENT AND TESTING
Multiphase Power and Processing Technologies are currently designing and building several fullscale test units, which will be installed and tested in the field, late 1999. These units are designed forthree phase separation of flows ranging from 2000 to 5000 bbls/day at pressures of 500-700 psi andpower recovery from a well stream flow of 40 mmscfd at 1900 psi . The test programmes aredesigned to identify variations in performance against variations in rotational speed liquid residence time gas/liquid ratio oil/water ratio liquid temperature solids loading slugging tests
Further, there are plans for developing Biphase turbines for the following applications downhole separation and dehydration down hole three phase separation LNG production (cryogenics)
-
- 19 -
BIPHASE TURBINESTYPICAL CHARACTERISTICS
design flow per unit 2 000 to 150 000 bbl per daypower recovery per unit 20kW to 10 MW
rate of revolutions 1 000 - 12 000 rpmseparation force 1 000 to 5 000 G
REFERENCES
Hays, L. The Biphase Rotary Separator Turbine, Presented at the Conference on Developments inProduction Separation Systems, June 1995, London, UK