Better Plastics Part Design -...
21
1 3DS.COM © Dassault Systèmes | Confidential Information | 3/19/2013 | ref.: 3DS_Document_2012 3DS.COM © Dassault Systèmes | Confidential Information | 3/19/2013 | ref.: 3DS_Document_2012 Better Plastics Part Design Peter J. Rucinski Senior Product Manager Mathieu Fourcade Product Marketing Manager
Transcript of Better Plastics Part Design -...

1
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012 Better Plastics Part Design
Peter J. Rucinski Senior Product Manager
Mathieu Fourcade Product Marketing Manager
2
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
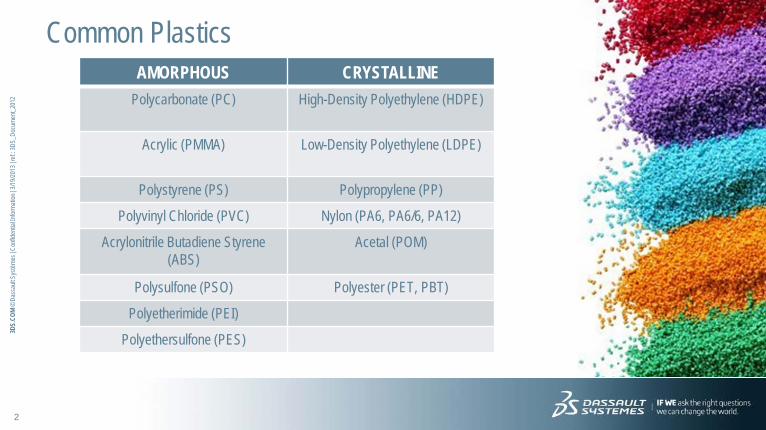
AMORPHOUS CRYSTALLINE Polycarbonate (PC) High-Density Polyethylene (HDPE)
Acrylic (PMMA) Low-Density Polyethylene (LDPE)
Polystyrene (PS) Polypropylene (PP)
Polyvinyl Chloride (PVC) Nylon (PA6, PA6/6, PA12)
Acrylonitrile Butadiene Styrene (ABS)
Acetal (POM)
Polysulfone (PSO) Polyester (PET, PBT)
Polyetherimide (PEI)
Polyethersulfone (PES)
Common Plastics

3
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Amorphous vs. Crystalline Plastics PROPERTY AMORPHOUS CRYSTALLINE
Optical Transparent Opaque/Translucent
Light Transmission Excellent Poor
Chemical Resistance Limited Good-Excellent
Shrinkage Low High
Coefficient of Friction High Low
Tough/Brittle Brittle/Tough Tough
Stiff/Flexible Stiff/Flexible Flexible/Stiff

4
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Fillers and Additives Added in concentrations of PPM to 50%+ by weight…
Colorants Fillers
UV Stabilizers Reinforcements Anti-oxidants Anti-static Agents
Flame Retardants Anti-microbial Agents
External Lubricants Fragrances
Foaming Agents Plasticizers
Other Plastics (blends) Compatibilizing Agents

5
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
• Different plastics have different properties and they process differently
• Within a class of material, properties and processability can vary drastically, for example: • Polycarbonate – DVD’s to bullet-proof glass • PVC – Rain coats to rigid pipe
• Fillers, Additives & Reinforcements affect all of the above
Why is this Important?

6
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012

7
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012 Advantages/Benefits
• Produce complex geometry in “net” shape • High-volume – 100’s of thousands to millions of parts/year • Fast – typical cycle times ~3-60 seconds • Low cost/part – typically pennies • Plastics light, chemically resistant, good strength/weight ratio, etc.
Injection Molding Overview
8
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
…for Injection Molding
Best Practices in Plastic Part Design…
• Maintain Uniform Wall Thickness • Follow Rib Design Guidelines • Gate from Thick to Thin • Minimize Weld Lines

9
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Typical Wall Thicknesses:
Maintain Uniform Wall Thickness
• ~2 mm to 4 mm (0.080 inch to 0.160 inch).
• Thin-wall ~0.5 mm (0.020 inch). • Minimum limit ~.25mm (0.010
inch)

10
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012 • Promotes uniform filling and
packing • Avoids flow hesitation • Reduces cooling time and
maintains uniform cooling • Reduces material usage –
lowers part cost
Maintain Uniform Wall Thickness
11
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
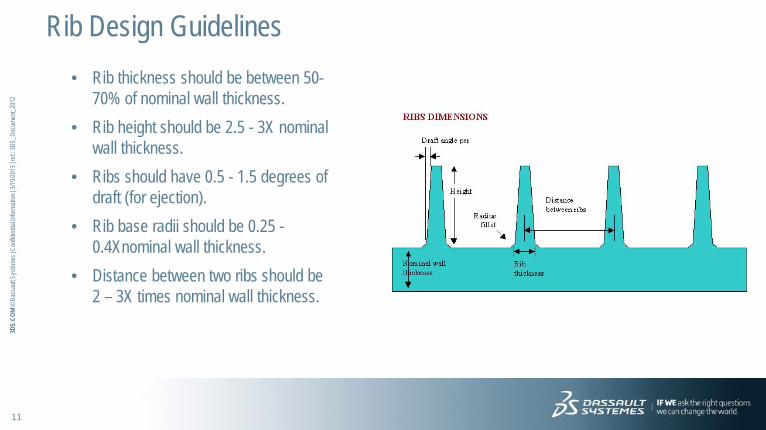
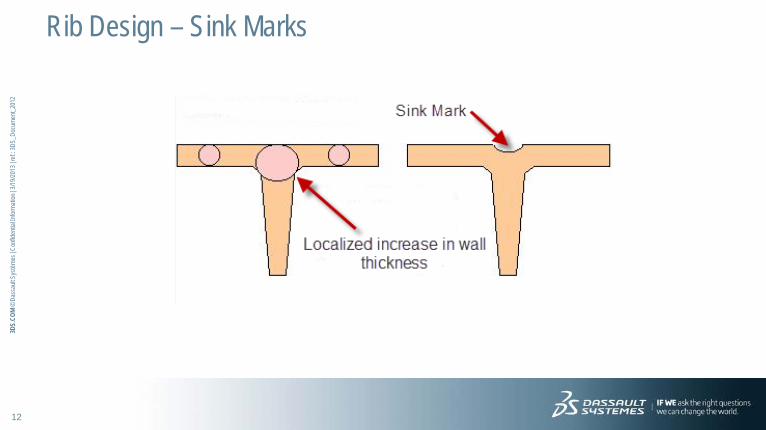
• Rib thickness should be between 50-70% of nominal wall thickness.
• Rib height should be 2.5 - 3X nominal wall thickness.
• Ribs should have 0.5 - 1.5 degrees of draft (for ejection).
• Rib base radii should be 0.25 - 0.4Xnominal wall thickness.
• Distance between two ribs should be 2 – 3X times nominal wall thickness.
Rib Design Guidelines
12
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Rib Design – Sink Marks

13
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Internal View
Rib Design – Sink Marks
External View

14
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
80% 2.0mm Ribs
100% 2.5mm Ribs
Rib Design – Sink Marks
50% 1.25mm Ribs

15
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Gate from Thick to Thin
16
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
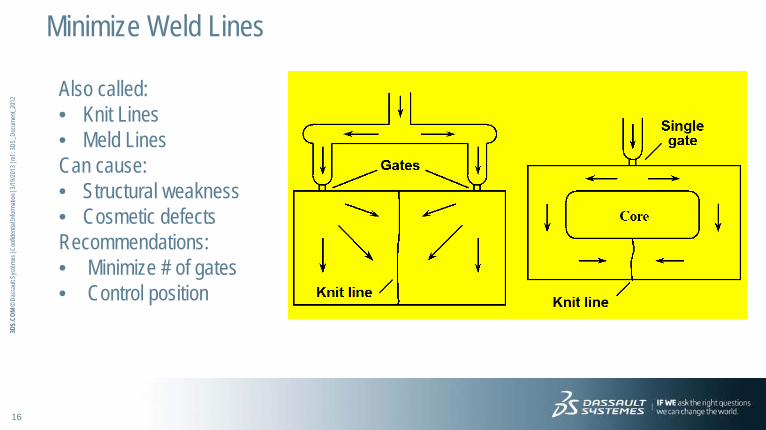
012 Also called:
• Knit Lines • Meld Lines Can cause: • Structural weakness • Cosmetic defects Recommendations: • Minimize # of gates • Control position
Minimize Weld Lines

17
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Using SW Plastics Simulation to Avoid Just One Round of Mold
Rework can result in a Positive ROI
Introducing SolidWorks Plastics • Predict and avoid manufacturing defects • Eliminate costly mold rework • Improve part quality • Decrease time to market Value Proposition • >80% of plastic parts are injection molded • Injection molding is a complex mix of time,
temperature, pressure, material & tooling variables
• Injection molds range in cost from >$10K to $1M+ and mold rework is costly and time-consuming

18
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
DEMO

19
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Best practices in plastics part design…
• Maintain Uniform Wall Thickness • Follow Rib Design Guidelines • Gate from Thick to Thin • Minimize Weld Lines
Summary
20
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Using SolidWorks Plastics during the earliest stages of part and mold design helps you:
• Predict and avoid injection molding manufacturing defects
• Eliminate costly mold rework • Improve part quality • Decrease time to market
Summary

21
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Questions?