Basic Spur Gear Design - Nov/Dec 1988 Gear TechnologyBasic Spur Gear Design Primitive gears were...
9
SICS... Basic Spur Gear Design Primitive gears were known and used wel.lover 2,000 years ago, and gears have taken their place as one of the basic machine mechanisms; yet, our knowledge and understanding of gearing principles is by no means complete. We see the development of Easter and more reliable gear quality assessment and new, more productive manufacture of gears in higher material hardness states. We have also seen improvement in gear applications and design, lubricants, coolants, finishes and noise and vibration control. All these advances push development in the direc- tion of smaller, more compact applica- Hans, better material utilization and im- proved quietness" smoothness of opera- loon and gear life. At the same time, we try AUTHOR: W.l. JANNINCK is a gear geometrician tlItd consulttlltt to the nlinois Tools Division of 11W Inc. He has experience in the design and applica- ,tilm of both generating tlItafanning type metal cutting tools, specializing .in the area of tooling tlItdgaging for the manufacture of gears, spUn6 and sprockets. Prior.toenteringprivate pmctice, he was mWUlger of product engineering and chief en~neerat InV. He has served' on various committees of the AGMA and MCTl tlItd is chainnan of the AGMA Cutting Tool Commit- tee. He also seroed on the 5AE-AN5I Commit~ tee 011 Power Tr&msmission Chains and Spr:ocbts. He has written extensively 011 tool .applications, gaging, gear ,design and gear in- spection. He was educated at Northwestern University. Evanston, Hlinois. 36 Gear Technotogy William L, Janninck -- ---- -- ,---_._- Dlinois Tools Division, ITW Ine, Unc-dlnwood, n / }----3.1416 CP Fill. 1 to improve manufacturing cost-effective- ness, maldng use of highly repetitive and efficient gear manufacturing methods. AU these eonslderations make fora. bewildering number of parameters to work with. The novice or aspiring gear designer should not be overwhelmed by the many details involved, but gradually absorb as much basic gear related info·r- mation as possible concerning any and all aspects of gearing ..Eventually the overall picture of gear applications, design, quaJ- ificationand manufacture will come into focus. In discussing the basics of gear design we shall use an ,example of the simpler ANSII B6.1~1.968 FOR UP IBUIC RACK geometricalcese of spus or straight tooth parallel axis gears. Almost all of the basics are similar in other forms of gearing, such as helical and herringbone gears in a parallel axis arrangement and crossed axis helicals, bevel and worm gearing in the in- tersecting aX'esor skew axes ar- rangements. The details and geometry will. vary, but the major conc:emsare quite similar. The Basic Rack The basis for specifying gear teeth, the starting point for gear specification, is geometrical in nature and can be layed out in a diagr.am of the ge.ar tooth form as if
Transcript of Basic Spur Gear Design - Nov/Dec 1988 Gear TechnologyBasic Spur Gear Design Primitive gears were...

SICS...
Basic Spur Gear Design
Primitive gears were known and usedwel.lover 2,000 years ago, and gears havetaken their place as one of the basicmachine mechanisms; yet, our knowledgeand understanding of gearing principles isby no means complete. We see thedevelopment of Easter and more reliablegear quality assessment and new, moreproductive manufacture of gears in highermaterial hardness states. We have alsoseen improvement in gear applicationsand design, lubricants, coolants, finishesand noise and vibration control. All theseadvances push development in the direc-tion of smaller, more compact applica-Hans, better material utilization and im-proved quietness" smoothness of opera-loon and gear life. At the same time, we try
AUTHOR:
W.l. JANNINCK is a gear geometrician tlItdconsulttlltt to the nlinois Tools Division of 11WInc. He has experience in the design and applica-,tilm of both generating tlItafanning type metalcutting tools, specializing .in the area of toolingtlItdgaging for the manufacture of gears, spUn6and sprockets. Prior.toenteringprivate pmctice,he was mWUlger of product engineering andchief en~neerat InV. He has served' on variouscommittees of the AGMA and MCTl tlItd ischainnan of the AGMA Cutting Tool Commit-tee. He also seroed on the 5AE-AN5I Commit~tee 011 Power Tr&msmission Chains andSpr:ocbts. He has written extensively 011 tool.applications, gaging, gear ,design and gear in-spection. He was educated at NorthwesternUniversity. Evanston, Hlinois.
36 Gear Technotogy
William L, Janninck- - ---- -- ,---_._-
Dlinois Tools Division, ITW Ine,Unc-dlnwood, n
/
}----3.1416CP
Fill. 1
to improve manufacturing cost-effective-ness, maldng use of highly repetitive andefficient gear manufacturing methods.
AU these eonslderations make fora.bewildering number of parameters towork with. The novice or aspiring geardesigner should not be overwhelmed bythe many details involved, but graduallyabsorb as much basic gear related info·r-mation as possible concerning any and allaspects of gearing ..Eventually the overallpicture of gear applications, design, quaJ-ificationand manufacture will come intofocus.
In discussing the basics of gear designwe shall use an ,example of the simpler
ANSII B6.1~1.968FOR UP
IBUIC RACK
geometricalcese of spus or straight toothparallel axis gears. Almost all of the basicsare similar in other forms of gearing, suchas helical and herringbone gears in aparallel axis arrangement and crossed axishelicals, bevel and worm gearing in the in-tersecting aX'esor skew axes ar-rangements. The details and geometrywill. vary, but the major conc:emsare quitesimilar.
The Basic RackThe basis for specifying gear teeth, the
starting point for gear specification, isgeometrical in nature and can be layed outin a diagr.am of the ge.ar tooth form as if

the gea:r had an. infinite number of teethand were a rack ..This concept is called thebasic rack and differs f·oreach tooth form:system.
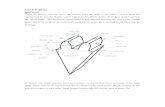
The CWTent popular and widely usedtooth form system for spur gears acceptedworldwide is shown in Fig. 1. In theUnited States it is identified as the ANSI86.1 - 1968 Standar:d for Tooth Propor-tions for Coarse Pitch Involute SpurGears. Cutting; tools to produee this toothform in. standardized diametral pitches arefrequently carried in stock in gear cuttinghouses and tool supply firms.
The basic rack described here is farfrom the only one possible and in the ae-chives, museums, text books and techni-cal' papers many others are found'. At least30.different basic forms of involute gearshave been in popular use at some time.Forms by Bmwn& Sharpe. Grant,Sellers, Hunt, Logue, Willis. Day, Ander-son, Parkinson. Nuualt FeUows, Brown,Acme, Simmons, P&H, Wisdom, Maag,Sunderland and probably many more aresometimes still in use today. and the gearengineer should be aware of this gear lore.It is not unusual for a gear engineer to beasked to reproduce some of these olddesigns. While some of the tooth formsarenow recognized as ind'ustry standards.many of the names ·of the originators havedisappeared.
Noninvolute Tooth. FormsNonmvolute form conjugate gearing
systems, such as the cydoida] form, canalso be used for gear building. Modifiedinvolute systems like the 14.5° compositesystem are also sometimes used. Othernoninvolute systems include Williams,Wndhaber, Novikov and Concurve. Inthe field of fine pitch gearing a number ofnoninvolute form systems are used regu-larly. Many are of the ogival form andfollow the British Standard or the BlackForlfst Standard. Some names includePrescott, Circular Arc and Wick,enbur~.These sets may be found in the dock.watch, instrument, timer and small toytrade.
These basic rack systems are re£ened.toonly for background, and we will not dealwith the quite interesting aspects of thesetypes of gears ..They each have their placein mechanisms and should be recognized
1 DIIUHTR'AL 'IITCM'
EXTENDED
I llg..2
FU:LIi. nUB
I
1 D'!P FUll DEIPTH
BiSl'C CUrnNGU'CK
Fig. 3
General Tooth Form SystemsIn involute gearing there are three
general tooth form systems. The threechoicesare fun depth, stub depth and ex-tended depth ..(See Fig. 2.)
Full depth is probably the system ofchoice for most gear designers. It isspecified using diametral pitch. minchsystem ...In this case, the-addendum equals1.'0" for a 1 DP gear. The working depthequals 2,", and clearance in the root areawill vary as needed: in general, from aminimum of .157 II to as,much as .5".
Stub depth gears have been quite
ROOT,
1.157
popular for several reasons ..The most im-portant one is increased strength. Anotheris the possible use of smaller gear toothnumbers in compact 'transmission boxes.In a stub gear, the gear addendum is lessthan 1.0 1/ and, likewise. the workingdepth is lessthan 2.0" for a 1 DP gear.Usually the gear addendum and workingdepth are about 75% Ito 80% of the fulldepth format,
Extended depth is not nea:rly so wellknown or so popular. but it does exist.and some very interestlng gearsets havebeen made with it. The applications m-clude printing roU drives, where the gearinaccuracy can be spread over as many as
November/Deoember ll'988 ],7

-THRU 30DP R=.IIV'OpELSE SHp, -
~------~~~~~--~l'
2·%p+.002
FIlii 'ltdlFlg.4 • ash, euUI.nf .Ru·l!
UP
I•.BOO
IGMA Shlb,
Belle CUltU., RackI 8g.5
1.2y-(OPO
Eu'mple:..% D'P- D',",PD'Fig. 6 Bule CutUn, R:uk
three tooth pairs and will smooth therotational transfer of motion. In othergear boxes, the extra depth which usuallybrings along with it an increased contactratio, possibly of two or more, and finerpitch teeth, has been referred to as a"quiet gear set". Extra depth teeth do havea.property referred to as gear tooth com-pliance or flexure because of the.height ofthe teeth, Excessively long depth willcause increased problems in the manuJac-turing area. Although no official stan-dards are published, working depths of2 ...2,2.4,. 2.5and2 ..7fora 1 DP basis havebeen seen in use.
fULL DEPTH SYSTEMS. Some of thestandards in use today which may not allbe published or officially adopted by astandards group are shown in Table 1.
A finishing basiccutti.ng rack is definedas the complement of the basic rack forpurposes of describing the tooling used 'toproduce the gear form. Fig. 3 shows thebasic cutting rack for a full depth system,comparing the flat root to the full radiusor full fiUet form for 20 PA. Fig. 4 showsthe basic cutting rack standardized forfine pitch gears, that is, 20 DP and finer.It shows the special considerations givento get an increasing amount of clearancein the gear root as the teeth get very small.The .20/DP + .002 clearance isalargerproportionate amount at 100 DP than at20DP.
srua SYSTTh1S. The AGIv1A stub sys-tem.shown. in Fig. 5 has been very popularfor m.any years for spur gears, particularlyin industrial appli.caHons, and is also usedas the standard tooth f,onn for herringbone
Table 1 - Full Depth SystemsName PA Addendum WholeD. Fillet R.
Flat Root 14.5 1.0 2.157 .157Flat Root 20.0 1.0 2.157 .157ANSlB6.1 20.0 1.0 2.250 .300Pull Pillet 14.5 1.0 2.440 .534PuDPUlet 20.0 1.0 2.335 .427Full Fillet 25.0 1.0 2.250 .317Fine Pitch 20.0 1.0 2.2+.002 Var.
Table :2 - Stub Systems
Name PA Addendum WhaleD. Fillet R.AGMAStub 20.0 0.80 1.80 .157PullFiDet 20.0 0.80 2.0 .500
Fellows Stub 14.5 lIDPd 2.25/DPd .1571DPdFeDowsStub 20.0 1I0Pd 2.25/0Pd .157/0Pd
OPn - OP Numerator OPd - DP Denominator Cir. Pitch -w/DPn
.38 Gear technology
gears ..Another interesting system is shownin Fig. 6. It is the combination or split pitchsystem and uses the drcular pitch and cir-cular tooth thickness from one diametralpitch and the addendum. and whole depthfrom another. Dna gear of 3/4 DP, for ex-ample, the gear is basically a3 DP gearwith the shorter addendum and wholedepth for a 4 DP gear; hence, it is a stubfonn. Some caution should be used. withthis system of stub specification. 3/4 DPhas been mistaken for .75 DP, which issubstantially larger in size.
Extended depth systems. whilew:idelyused in certain a:reas of the gear industry,have never been adopted as an actual stan-dardized tooth torm. Extended depthsystems are used in certain printing pressapplications and in.some vehicle gearing.
Such systems might have the followingspecifications: PA, 20 ..0; Addendum, 1.2;Whole Depth, 2.65; Fillet Radius, .300.
.oTHER TOOTH SYS'I'E!Vl!S. Therea:reseveral w.aysto describe gears based on.inch and metric measurements. For fulldepth we can specify the dimensions infour different ways.
1, Diametral Pitch ..This is the ratio ofgear teeth divided by the pitch diameter ininches. It is an inchsystem,and the ldimen~sions for the gear data are calculated bydividing the specific basic rack values by'the chosen. diamettal pitch. The diametralpitches are established in a list as I1OCcOm-
mended selection values.2. Circular Pitch. The circular pitch of
the gear is selected according to' arecom-mended series, and the balance of dirnen-sions is set in proportion to the chosen cir-cular pitch by multiplying by the specificbasic values. The propoctionsare the sameas an equivalent diametral pitch gear. andthen, if converted, the DP',ecruaIs '/I'dMdedby the 'Circular pitch, There are applica.-tions where eircular pitch spur gearing isstill used today, and worm gear sets tradi-tionally use the circular pitch Ito set thetooth proportions.
3. Inch Module. In the modular sped-fication of gears, the module number isthe addendum of the gear desired. A 1"module gear has a 1" addendum and,thus, is equivalent to .1.1diametral pitchgear. While modular inch gears are usedeceasienallyva series of recommendedmodules has not been published.
4. Metric Module. In the metric

module the addendum of the gear isspecified in millimeters, and all otherd:imen~ions are likewise set inproportionto the addendum. It isa metric basedsystem and a recommended series ofmodules are published. Pera simple con-version, one can diivid_e 25.4 by the metricmodule and arrive a't the equivalentdiametral pitch. and work from there ifone is more comfortable with the OPsystem.
Fig. 7 shows a comparison of the fourbases with relative sized gear teeth.
Symmetrical Rack Systems. The stan-dard proporti.oned gear or "textbook"design is based on a symmetrical rackconcept; that is, both gears in a set can bespecified from a common rack system,From a practical standpoint, this permitsthe use of a single generanngtool, hob orshaper cutter to produce a wide variety ofmating gear sets. (See fig ..8.)
Unsymmetrical Rack Systems. Mostgear designs 'encountered todaiy are basedon Ithe symmetrical system. In SOme in-stances asymmetry has been used. Oneexample is obvious where the samestrength material is used for both gearmembers and whel"e the pinion issomewhat smaller 'than 'the gear, Thebeam strength of the gear isgreater thanthat. of the pinion. One way to bnngthestrength of both gears into balance is toincrease the tooth thickness of the pinionand reduce that on the gear by an equalamount, keeping diametersand eenterdistance unchanged. Special! cutting toolsare required for both the gear and the pin-ion. Fig. SA illustrates an unsymmetricalrack application.
NafUliail iUndercuf:tingAs the number of teeth in a standard
proportioned gear decreases, a point isreached where the phenomenon ofnatural underwtti.ng occurs. For the stan-dard 20 P:A, full depth system, 2.25 WDand .300 fillet radius, this point occurs a.t16 teeth and lower. The definition .ofnatural undercut is the trimming away ofa po:rtion o.f the involute profile justabove 'the gear base diameter by 'the roll-ing generatingadion of the cutting rack.The lower the number of the Iteeth beingcut, the more the undel1cutting.unti] atnine teeth, insufficient involute is left topermit proper functioning of the teeth. Inother words, the 'contact ratio is less than1.0. Fi.g. 9 shows a chart comparing the
FIg. .,
2IS.5"12:-
4,15~2!i6""
IDP I'C, 3"IIIN. MOD. I"M'. IMOD. 25 ...,
T-8
Flg, SA
U .. , ••• .,ICI,I IR:1C1c
T>8
Fig. 9
40~-------~----------~--------+
IO~--~I-
o .1'4.5' 20' 25"
1 " "..."_P~RES~URE ANGLEMil IN•. NO. OF TEETH
. WITHOUT NATORALUNDERCUT

1.6 I
15, •• tlll
Addle •. Iii I
I
I Fig. 11
UNE OF
Fig. I2
40 Gear Technology
number of teeth at which underruttin-8begins for various pressure angles and for.8 stub, 1.0 full depth and 1.2 extendeddepth.
Elimina'ling Natu.raJ UndercuttingUndercutting not only removes part of
the involute but also reduces the strengthof the pinion by thinning the base of thetooth. The use of enlarged, oversize orlong addendum pinions is a way of reduc-ing or eliminatin-8 the natural undercut.This isaccomplished by holding thecut-ting rack out on the pinion, creating along addendum and an increased tooththickness, and then sinking the cuttingrack in on the gear, creating a short ad-dendum and a reduced tooth thickness.This approach holds the center distanceat standard. An alternative to this ap-proach is to enlarge the pinion and holdthe gear at standard. Spread centers ornon-standard centers are required for thisset, and whenever the centers are non-standard. there isa. change in the operat-ing pressure angle, departing from. thenominal gear set val ue, Por external gearsthe operating pressure angle rises if thecenters are spread and mops. if the centersare dosed.
Fig. 10 is a chart of theenlargementnecessary to eliminate natural undercut.
Sharp P',ointed TeethAs the pinion is enlarged on diameter
or the pinion cutting rack is shifted out,the tip flat at the outside diameter isreduced ..If shifted far enough, the gear tipwilleventually become sharp pointedand then, beyond that point, the gearoutside diameter wiU be reduced or trun-cated. and the gear will have depth valuesbelow standard. The relationship ofoversize addendum. relative to achievinga sharp pointed pinion at the standard
·TootbIC.!!tact
-2 Pair
$p.!!fPlnlOll'loo,th
.Fig ..1J

whole depth without truncation is alsoshown in. Fig. 10. A compromise mayhave Ito be made in some cases betweenundercutting and sharp pointed teeth ifelecting Ito work with small numbers ofpinion teeth.
Contact RatioContact ratio, which is the actua~ line
of acti.on divided by the base pitch, is ameasure of the tolerance for passing theload supporting contact from the currentpair of gear teeth to another succeedingpair. A contact ratio equal to 1.0 meansa new pair of teeth pick up the contactt,ransfer immediately after the old teethseparat'e &om c-ontacts with little back-upor insurance for the exchange.
A contact ratio below 1.0 means thereis not enough involute surfaceavailable,to makea !timely exchange with properangular rotation and, aside from inertialcarry over, damaging, edge contact eanoccur which is usually associated withgear noise.
A contact ratio greater than 1.0, suchas 1.5, signilies, that, for a substantial partof the time two pairs of gear teeth carrythe load" and 'the balance of time 00.1 y onepair of teeth carry the load. Fig. 11 il-lustratesthe instant in time when there isonly one pair of gear teeth incontact, andFig. 12 shows another instant when twopair of teeth are in contact and supportingthe load on a gear set with 1.556 contactratio. Fig. 13 shows the progression of'teeth pairs Ln contact across the activegear profile.
Gear NoiseGear noise is frequentlly associated
with the 'contact ratio and total toothdepth, the stub teeth being, more prone tonoise and at the same time relatively
-, ,;!,I)
WORKING DEPTIi-,1.1 Io!> 2.2
CONTACT RATIO
'RE II.T!VENOISE_
FIg. l'
2
l 14•.~ 20·PRESSURE ANGLE
RELATIIVE NOISI!:
25"
.Fig.15
,
I~il~__ --------------------------------------------~~
1 L 14.'5~
L-RELATIVE
20·PiRESSURE ANGLE
STRENGTH
FIg. 16
lOT 20'PA FULL DEPT H
Rg.1?
November/December 19,88 411

rig. IS
,OversizePillnilon,
/
~
fig. 19
\
NOU'CUT
,lOT 20PA FULL DEPTH
I/
Fig. 20
.6I D'P' 20 PA FULL DEPTH
10-60 T SPUR STo. Coo.~"-I
" I ,"'~", ,)(,'" ,," ~ ..,
~5 .5 =
.5J FA.CTOR
............. ~, ~CGN1'ACT
IRATIO
....4..~.31 1,.3
Ii.i:..2 - ~2 .3Z;.1
,A -
,;/
/1-, I" -
.J1P FlAT;:- 0 I.D'
1.55
J ~ ~ A ~IMCRUSE liN 'C.r.T.
42 gear Technology
[ower on contact ratio. Extended depthteeth with higher contact ratios tend to bequieter. The graph in fig. 14 illustratesthis relationship.
Gears with lower pressure angles arealso known to have lewer noise levelsand, because of their geometry, havehigher contact ratics as graphicallyshown in Fig. 15..
Relative StrengthAs the pressure angle goes up, the gear
tooth bending strength goes up also,other things being equal likewise, as thepressure angle is reduced the strength islessened. The relationship of the pressureangle and relative strength is shown infig ..16.
A Case 'StudyTo focus on some of the generalities ad-
dressed.a sample spur gear set was con-structed having a pinion of 10 teethmating witha 60 tooth gear. If the stan-dard20 PAfull: dfpth.2.25 WD and a .300fiiUetradius are used/a. natural undercut-ting situation will occur. Fig. 17 is a scaleform of the pinion generated with stan-dard proportions using the above rackform .. The addendum is 1.0 and theundercutting is visible just above the basecircle ..
In Fig. 18 the basic rack has been heldout and the outside diameter of the pinionenlarged. creating an oversize pinion ..The amount of oversize used is thatnecessary to reacha sharp pointed tip,but sHU retain the standard full depthwithout truncation, AU signs of naturalundercutting are gone. The addendum is1.68.
Another approach was to make thepinion just enough oversize to eliminatethe natural undercut, which only requiredanaddendum of 1.41, a value readilyfound in the trade standards. fig. 19shows the form for the final design.
An interesting analysis of this gear setcan be made by ploUing pinion tip flat,contact ratio and 'T factor against thepinion addendum .. This is presented inFig. 20, a three variable graph, The tipflat is largest at standard addendum anddecreases to zero at 1..68 addendum. Atthe same time, the 'J' factor, which is ameasure of strength, is increasing stead-ily. An interesting thing occurs with thecontact ratio ..It climbs as the pinion ad-dendum increases, until at 1.41adden-dum the contact ratio begins to decline.

The use of the 1.41 addendum representsa good compromise for all threevariables.
Relative S6dingAs a pinion tooth passes through the
mesh contact zone with its mating gear,the teeth surfaces pass over each other.Except for the point at the operating pitchcircles where pure roHin,g exists, differentlengths of involute surface on each mat-ing gear sweep over each other and slid-ing occurs, This sliding is usually greatestnear the pinion outside diameter, reducesto zero at 'the operating pitch diameterand reverses direction and continues toincrease again to a maximum near thestart of active profile. Of the standardproportioned gears, stub teeth have theleast sliclingand those using the extendeddepth nave the most. Likewise long ad-dendum gears have more sliding thanstandard addendum gears. In r,ating gearslor dlll"abi~ity, relative sUding is a.factorand must be eenstdered, Fig, 21 graphi-caUy Illustrates, f,or our case study gearsets of 10 &; ,60 teeth, the comparison Qfinvolute segments, at the tip of the pinion
IhYolu,tISlIdlnl
BD
fig. 21
Gear Analysis SoftwareWhat took days ... Now takes minutes
Just a few of our valued customers• General Motors • General Electric• Lockheed • Arrow Gear• Overton GearPlus over 60,.000 customers using our TK Solverproblem solving software.
Over 60 programs to choose from.Priced from $25 to $110,000.Buy the software you reatly need, no more..lIn most of the programs the formulas ar righl.in front of you. Change them if you like,
Rldl •• on Plnlonl
Fig,22 10-60T 20PA
(continued OM: page 48)
Benefits,Save design time up to 80%Save mallUfaduriDg cost up to 40%Reduce noiseIncrease lifeReduce weightOptimum designand mOI",e •••
Practi.cal Softwu,e from ,1m estalltished ,company Call U~ toll fw(' to get (I](I)t' information "IHIllt th!' l··I ....:..family of soltwar« produ.ls or to know morv ahollt (JUI
hands Oil trailling school, oil solvinz pr,llt ilill plohlt,tIIs.
IUniversal' Tec.hnical Sysrems, Inc.'220 Rock StJieet,Rockfo.rd, It. ,61101. USA
(800) 435-7887 Toll free. (815) 963-2220 In IIlmois(815) 963-8884 FAX
CIRCLE ..4.-19'ON READER REP,lVCARDNovember/December 1988 43

BACK TO BASICS ...(continu.e.dfrompage 43)and flank of the gear that must pass overeach other.
Fig. 22 isa plot of the ratio of the slidingvelocity and the rotational velocity atvarious radii on the pinion for a standardaddendum and a 1.6810ng addendum.The oversize has a significant effect on thepinion tip with the involute sliding ap-proaching 70% of the pitch line velocityfor the long addendum design.
Very SmaU PinionsSeeing just how small a number of
teeth can be designed into the pinion ·ot agear set is not onXya Challenge, but alsoa.practical exercise, Reduced numbers ofgear pairs can. reduce the number of com-ponents needed as well as cost and spacerequirements. In the case of a reversingdrive, a one-pair set can reduce thecumulative effect ·of total backlash.However, other matters involved requirecareful consideration before using suchsmall pinions ..Gear manufacturers willwarn of the difficulties in producing suchparts with useable profiles, especially inthe region near the base circle.
Earle Buckingham found a design for afive tooth spur gear set, but concludedthat a 22.5" pressure angle was re-quired. (l) He found a symmetrical rackform would work and described thedesign inone of his books ..This pinion isshown in Fig. 23. It has a contact ratio of1.06 available.
Spur pinions of four teeth havealsobeen made. One such example ispresented in Fig. 24. This design uses andrequires an unsymmetrical basic rack,implying a separate generating tool forthe pinion and the gear. It is geometric-ally impossible to develop any spur pin-ions with sufficient involute form to geta. contact ratio equal to 1.0 with .fewerthan four teeth.
H helical. gears are considered, it ispossible to make and use pinions of one,two and three teeth, and a sketch is givenin.Fig. 25 of a.one-tooth helical pinion toshow the possibilities.
References
1..BUCKINGHAM, EARLE.. Spur GearDesign, Operation and Production. 1sted. New York: McGraw-Hill, 1928. p..194.
Aclcnow~t: Presentetlr;rt SME Gear Process-illg .and MRll!4Acturing Clinic, .1987. Reprintedcourtesy of Society of Memufacturing Eng:ineetS.
48 Gear Technology
Hg.2J
5 ToothIBIIc'II.lU: h am
PInIon
2dpA UNSYMMETRICAL RACKI.035CR WITH 24T MATE
.Fig.24
!-
1 TOO·THHIEUCALINVO·LUTIEG,EAIR
I Fig. 25