Bankar, Sandip B.; Jurgens, German; Survase, Shrikant A ... · Sandip B. Bankar*, German Jurgens*,...
30
This is an electronic reprint of the original article. This reprint may differ from the original in pagination and typographic detail. Powered by TCPDF (www.tcpdf.org) This material is protected by copyright and other intellectual property rights, and duplication or sale of all or part of any of the repository collections is not permitted, except that material may be duplicated by you for your research use or educational purposes in electronic or print form. You must obtain permission for any other use. Electronic or print copies may not be offered, whether for sale or otherwise to anyone who is not an authorised user. Bankar, Sandip B.; Jurgens, German; Survase, Shrikant A.; Ojamo, Heikki; Granström, Tom Genetic engineering of Clostridium acetobutylicum to enhance isopropanol-butanol-ethanol production with an integrated DNA-technology approach Published in: Renewable Energy DOI: 10.1016/j.renene.2015.05.052 Published: 30/11/2015 Please cite the original version: Bankar, S. B., Jurgens, G., Survase, S. A., Ojamo, H., & Granström, T. (2015). Genetic engineering of Clostridium acetobutylicum to enhance isopropanol-butanol-ethanol production with an integrated DNA- technology approach. Renewable Energy, 83, 1076–1083. https://doi.org/10.1016/j.renene.2015.05.052
Transcript of Bankar, Sandip B.; Jurgens, German; Survase, Shrikant A ... · Sandip B. Bankar*, German Jurgens*,...

This is an electronic reprint of the original article.This reprint may differ from the original in pagination and typographic detail.
Powered by TCPDF (www.tcpdf.org)
This material is protected by copyright and other intellectual property rights, and duplication or sale of all or part of any of the repository collections is not permitted, except that material may be duplicated by you for your research use or educational purposes in electronic or print form. You must obtain permission for any other use. Electronic or print copies may not be offered, whether for sale or otherwise to anyone who is not an authorised user.
Bankar, Sandip B.; Jurgens, German; Survase, Shrikant A.; Ojamo, Heikki; Granström, TomGenetic engineering of Clostridium acetobutylicum to enhance isopropanol-butanol-ethanolproduction with an integrated DNA-technology approach
Published in:Renewable Energy
DOI:10.1016/j.renene.2015.05.052
Published: 30/11/2015
Please cite the original version:Bankar, S. B., Jurgens, G., Survase, S. A., Ojamo, H., & Granström, T. (2015). Genetic engineering ofClostridium acetobutylicum to enhance isopropanol-butanol-ethanol production with an integrated DNA-technology approach. Renewable Energy, 83, 1076–1083. https://doi.org/10.1016/j.renene.2015.05.052

1
Genetic Engineering of Clostridium acetobutylicum to enhance isopropanol-1
butanol-ethanol production with an integrated DNA-technology approach 2
3
Sandip B. Bankar*, German Jurgens*, Shrikant A. Survase, Heikki Ojamo, Tom Granström 4
Aalto University, School Chemical Technology, Department of Biotechnology and Chemical 5
Technology, POB 16100, 00076 Aalto, Finland 6
7
8
*Corresponding authors: 9
Sandip Bankar and German Jurgens 10
Phone: +358-505293353; 11
Fax: +358- 9 462 373; 12
Email: [email protected], [email protected] 13
14
15

2
Abstract 16
Acetone being a non-fuel solvent produced during the traditional acetone-butanol-ethanol (ABE) 17
fermentation by Clostridium acetobutylicum; reduces the overall fuel alcohol yield. However, the 18
conversion of acetone into isopropanol has been recommended to improve the process economy. 19
The present study aims to develop an engineered C. acetobutylicum DSM 792 strain to convert 20
acetone into isopropanol by introducing the secondary alcohol dehydrogenase gene from C. 21
beijerinckii NRRL B593 using the allele-coupled exchange approach. Batch and continuous 22
fermentation experiments were carried out with a modified strain C. acetobutylicum DSM 792-23
ADH to improve the isopropanol yield and titer. The growth and production behavior of the 24
modified strain in stationary flask culture and controlled batch culture was studied. Almost 50% of 25
acetone was converted into isopropanol with highest total solvent yield to be 0.39 g.g-1 glucose. The 26
modified strain also utilized sugar mixture and SO2–ethanol–water spent liquor as a substrate to 27
produce the solvents. 28
29
Keywords: Clostridia, IBE, immobilization, isopropanol, fermentation, column reactor 30
31

3
1. Introduction 32
The demand for a clean and renewable biofuel has dramatically increased as a new benchmark on 33
the petroleum industry from last few decades. Butanol being a superior biofuel to ethanol has 34
attracted an increased attention because of its chemical properties including higher energy density 35
and less hygroscopicity [1]. However, the productivity and yields during biofuel production are 36
limited by chaotropicity, which is reported to be extreme for butanol [2-5]. Butanol has traditionally 37
been produced by acetone-butanol-ethanol (ABE) fermentation using clostridia [6]. However, ABE 38
fermentation is currently considered as less economical process for biofuel production with respect 39
to carbon recovery. The acetone produced during this process cannot be used as a fuel due to 40
several reasons including its corrosiveness [7-11]. The co-production of acetone with butanol (and 41
ethanol) is considered undesirable because of the reduction in butanol yield per unit mass of 42
substrate utilized during the process [9]. Thus, a reduction in the acetone production has been an 43
important objective of clostridial metabolic engineering. Hence, it is desirable to suppress the 44
formation of acetone or to convert it into another fuel additive such as isopropanol. Isopropanol is a 45
simple secondary alcohol that has been used as a cleaning agent and plasticizer in the plastics 46
industry. Recently, it has been reported that isopropanol can also be used as a fuel additive for the 47
preparation of high-octane gasoline [12,13]. 48
Many bacterial metabolites released from bacterial cells, including alcohols, act as 49
antimicrobials and they frequently presents an obstacle to biotechnologists [2,4,14]. Furthermore, 50
the microorganisms used to carry out fermentations are already stressed by other factors including 51
high sugar concentrations and temperature fluctuations [4,15,16]. However, isopropanol is 52
considerably more polar and less chaotropic than butanol and, hence is typically less inhibitory to 53
the bacterial cell [4,5,17]. The attempts to reduce the acetone production by metabolic engineering 54
have so far resulted in decreased butanol production and large accumulation of acetic and butyric 55
acids in the broth [7,10,11,18]. Acetone formation is essential in the cell culture for cytosolic 56

4
detoxification from carboxylic acids and protons to increase the culture pH in response to acetic 57
acid and butyric acid to produce butanol and ethanol [19]. Hence the conversion of acetone into 58
isopropanol is desirable instead of suppressing the acetone production in metabolic pathway. The 59
conversion of acetone into isopropanol is a single reduction step biochemical reaction, which 60
improves the total yield of fuel alcohols [9,13]. The conversion of acetone into isopropanol in ABE 61
fermentation can produce mixed alcohols as IBE (isopropanol-butanol-ethanol) without the 62
disruption of pathway that can directly be used as a biofuel mixture. Isopropanol is produced in 63
nature by several solventogenic clostridia which simultaneously produce butanol and ethanol 64
[20,21]. However, the IBE production in these natural isopropanol producers is still low (total 65
solvent concentration of 5.87 g.l-1) and slow (productivity of 0.12 g.l-1.h) in batch cultures [22,23]. 66
The future of fuels produced by fermentation largely depends on the availability of 67
inexpensive and abundant raw materials as well as efficient conversion process. For sustainable 68
industrial scale IBE production, a number of obstacles such as choice of feedstock, low product 69
yield and product toxicity need to be overcome. Lignocellulosic biomass being abundantly available 70
in the nature offers great potential for the production of biofuels with clostridial strains. SEW 71
(SO2–ethanol–water) pulping as a fractionation process for lignocellulosic fibrous material such as 72
spruce wood chips, fiber crops or waste paper has been used as a promising pretreatment method 73
[24-26]. The use of SEW spent liquor for the production of solvents can promote the biorefinery 74
industry which harvests and processes the trees for their subsequent use. The SEW process which 75
has a potential to use hardwood, softwood and recycled fibers can minimize the feedstock cost and 76
also help in improving the current waste water treatment. 77
The present work was aimed to develop an improved IBE producing strain of C. 78
acetobutylicum and to optimize its bioprocess. Clostridium acetobutylicum is a commonly used 79
microorganism for ABE fermentation. It does not possess a gene for secondary alcohol 80
dehydrogenase (adh) which is required to produce 2-propanol (isopropanol) from acetone [27]. In 81

5
order to modify the organism to produce isopropanol the adh gene for isopropanol dehydrogenase 82
from other species belonging to clostridium genus [28,29] can be inserted into C. acetobutylicum. 83
For example, C. beijerinckii NRRL B593 and C. aurantibutyricum NCIB 10659 are capable to 84
produce a mixture of isopropanol and n-butanol with standard production media [29]. These strains 85
contain a NADPH dependent primary/secondary alcohol (isopropanol) dehydrogenase (EC 1.1.1.1), 86
which convert both acetone and butyraldehyde to the corresponding alcohols isopropanol and n-87
butanol, respectively. The adh gene for primary/secondary alcohol dehydrogenase has been 88
characterized, cloned and sequenced from Clostridium beijerinckii (NRRL B593 and NESTE 255) 89
by various researchers [30,31]. 90
The modified strain C. acetobutylicum DSM 792-ADH was developed by 91
incorporating the gene encoding the secondary alcohol dehydrogenase (adh) from C. beijerinckii 92
NRRL B593 into the C. acetobutylicum DSM 792 chromosome using allele-coupled exchange 93
approach [32]. The engineered strain was further used in the optimization of fermentation 94
parameters to evaluate its performance and stability in industrially pertinent conditions. It was also 95
attempted to further intensify the total alcohol production in batch and continuous fermentations to 96
increase the titer and productivity of the solvents. The use of SEW spent liquor from spruce chips 97
for the production of IBE as described here will help to promote the biorefinery concept. 98
Genetically modified clostridium strains capable of producing isopropanol could be used in 99
industrial production of “green” chemicals from renewable and sustainable resources, such as 100
lignocellulosic biomass. 101
2. Materials and methods 102
2.1. Materials 103
All the nutritional components required for the fermentation were purchased from the 104
local vendors from Finland [33]. PCR amplification was done with Phusion Flash High-Fidelity 105

6
PCR Master Mix (Thermo Fisher Scientific Inc., USA). Restriction (FastDigest) and ligation 106
enzymes for DNA cloning were obtained from Thermo Fisher Scientific Inc., USA. Vector pUC18 107
was from Thermo Fisher Scientific Inc., (USA). Oligonucleotides for the cloning were synthesized 108
by Oligomer Oy (Finland). QIAquick PCR Purification Kit (QIAGEN, USA) was used for 109
purification of the products after PCR reaction and Wizard® Genomic DNA Purification Kit 110
(Promega, USA) for the isolation of genomic DNA. One Shot® TOP10 Electrocomp™ Escherichia 111
coli competent cells were from Invitrogen (USA). Plasmids pMTL-JH16 and pAN2 were obtained 112
from Prof. Nigel Minton, The University of Nottingham, University Park, Nottingham, NG7 2RD, 113
UK. The SO2–water–ethanol (SEW) spent liquor was obtained from the Department of Forest 114
Products Technology, School of Chemical Technology, Aalto University, Finland. 115
2.2. Microorganism and medium 116
C. beijerinckii NRRL B593 (synonym: DSM6423) and C. acetobutylicum DSM792 117
(synonym: ATCC 824) strains were procured from DSMZ (Germany). The cultures were 118
maintained on a reinforced clostridia medium (RCM) as explained earlier [34]. The production 119
medium reported by Tripathi et al. [35] was modified to use a sugar mixture as a carbon source 120
containing glucose, mannose, arabinose, galactose, and xylose as a replacement to sole glucose (60 121
g L-1). Other medium components were (in g L-1), magnesium sulfate 0.2, sodium chloride 0.01, 122
manganese sulfate 0.01, iron sulfate 0.01, potassium dihydrogen phosphate 0.5, potassium hydrogen 123
phosphate 0.5, ammonium acetate 2.2, biotin 0.01, thiamin 0.1, and p-aminobenzoic acid 0.1. Sugar 124
mixture contained (g L-1) glucose 32.73, mannose 14.78, arabinose 2.14, galactose 3.95, and xylose 125
6.41 to get total sugars to be 60 g L-1. The medium was adjusted to pH 6.5 with HCl, if necessary 126
and purged with nitrogen and autoclaved at 203.4 kPa (121 °C) for 20 min. 127
128
129

7
2.3. SEW spent liquor preparation and conditioning 130
The SEW spent liquor was produced and conditioned as reported by Sklavounos et al. 131
[25]. The fractionation of spruce wood chips was carried out by using SEW method and the spent 132
liquor obtained from it was processed further. The spent SEW liquor was further conditioned with 133
evaporation, steam stripping, liming and catalytic oxidation to be directly used for the fermentation. 134
The concentrations of fermentation inhibitors including acetic acid, formic acid, furfural and 135
hydroxy methyl furfural (HMF) were below the lethal level for clostridia [25]. The pH of spent 136
liquor was finally adjusted to 6.5 with Ca(OH)2 before the addition of medium components. The 137
total sugar concentration in final liquor was approximately 43.65 g.l-1. The individual sugar 138
concentrations were (in g.l-1) glucose 12.4, mannose 16.88, galactose 4.18, arabinose 2.95 and 139
xylose 7.24. This liquor was diluted to 4 times to further reduce the inhibitory components and was 140
supplemented with other nutritional components as detailed in previous section 2.2. to make final 141
sugar concentration to be 60 g.l-1. 142
2.4. Bacterial plasmids and maintenance 143
Actively growing cells of C. beijerinckii after overnight incubation were transferred 144
(5% v/v) into larger volume of RCM medium to produce higher biomass for DNA isolation. 145
Clostridial cells were harvested after 24 h by centrifugation (4500×g, 10 min) and further used for 146
DNA extraction by Wizard® Genomic DNA Purification Kit (Promega Corporation, USA). C. 147
acetobutylicum DSM792 aliquots were activated and inoculated (2% v/v) under anaerobic 148
conditions into MSS media [36]. 149
Transformants of E.coli were grown aerobically in Luria–Bertani (LB) medium at 150
37°C. The media were supplemented with antibiotics as required in the following concentrations: 151
for C. acetobutylicum, erythromycin (40 µg.ml-1) and thiamphenicol (15 µg.ml-1); for E.coli, 152
ampicillin (100 µg.ml-1), tetracycline (10 µg.ml-1) and chloramphenicol (25 µg.ml-1). Plasmid DNA 153

8
was isolated from E. coli and C. acetobutylicum transformants using QIAprep Spin Miniprep Kit 154
(QIAGEN, USA). 155
2.4.1. Plasmid construction 156
The plasmids and primers used in this study are shown in Table 1 and Table 2. For the 157
pMTL-JH16-ADH construction first the adc terminator and promoter of the C. acetobutylicum were 158
cloned into plasmid pUC18 creating pUC-adcP-adcT plasmid. For this the fragment containing an 159
EagI site and the adc terminator region was created by annealing primers P01 and P02. To obtain 160
plasmid pUC-adcT the fragment was BamHI-EcoRI digested, ligated with BamHI-EcoRI digested 161
pUC18 and transformed into E.coli TOP10. Further, the adc promoter region was amplified from 162
the C. acetobutylicum genomic DNA using primers P03 and P04 and purified with Qiagen PCR 163
purification kit. The PCR product and pUC-adcT were digested with PstI-BamHI, ligated and 164
transformed into E.coli TOP10 to obtain plasmid pUC-adcP-adcT. Then, the adh gene was 165
amplified from C. beijerinckii NRRL B-593 genomic DNA using P05 and P06 as primers. The PCR 166
product was digested with BamHI-EagI, ligated with BamHI-EagI digested plasmid pUC-adcP-167
adcT and transformed into E.coli TOP10 to obtain pADH. On further step, using the primers P07 168
and P08, the ‘adc promoter-adh-adc terminator’ fragment was amplified from pADH, digested with 169
NotI-NheI, ligated with digested with NotI-NheI plasmid pMTL-JH16 [32] and transformed into 170
E.coli TOP10 to obtain pMTL-JH16-ADH. 171
2.4.2. Transformation and integration procedures 172
Plasmid pMTL-JH16-ADH was methylated by the methyltransferase from pAN2 [37] 173
in E. coli TOP10 prior to transformation of C. acetobutylicum DSM 792 as described before [38]. 174
C. acetobutylicum DSM792 was grown in MSS media until the exponential growth stage (OD 1.2 175
for about 4 hours). All manipulations were carried out in a specially constructed anaerobic chamber 176
equipped with a mini-centrifuge, heating block and electroporation device. The cells were 177

9
centrifuged at 4.5×g for 10 min at 4°C and washed in cold electroporation buffer (EPB) (270mM 178
sucrose 15 ml; of 686mM NaH2PO4 110µL (pH 7.4)). The cells were centrifuged further and re-179
suspended in 1.5 ml of cold EPB. The cells (500 µl) were mixed subsequently with DNA (0.8 µg) 180
in 50µl of water and transferred into cold 0.4 cm gap electroporation cuvette which was chilled for 181
1 min. After the pulse was applied (600 Ω, 1.8 kV, 50µF) [39] the cells were diluted with 1 ml of 182
warm MSS medium and incubated for 4h at 37°C for outgrowth. Aliquots of 100 µl were spread on 183
MSS plates supplemented with 15 µg.ml-1 thiamphenicol to select the plasmid-borne resistance 184
marker catP. Plates were incubated anaerobically for 2-3 days at 37 °C. The clones were transferred 185
to MSS plates supplemented with 40 µg.ml-1 erythromycin in order to specifically select double-186
crossover clones [32]. 187
2.5. Batch experiments 188
The preliminary experiments to check the growth and production profile with the 189
modified strain were carried out as batch experiments in 125 ml screw cap bottles with 50 ml 190
standard production medium. The medium was inoculated (5% v/v) with 20 h old actively growing 191
seed culture and incubated at 37 °C for 210 h. The samples were taken after every 12 h and 192
analyzed for the solvent production and sugar utilization. 193
The batch experiments in the bioreactor were also carried out under controlled pH and 194
zero oxygen conditions. These experiments with both pure glucose and sugar mixture as a carbon 195
source were carried out with otherwise standard production medium to study the behavior of the 196
modified strain and its solvent production abilities. The samples were analyzed after every 12 h for 197
the solvent production and sugar utilization. All the experiments were carried out at least in 198
triplicates and the results reported are the average of them. 199
200
201

10
2.6. Continuous fermentation 202
In order to improve the solvent productivity and reduce the operational cost of the 203
process, the continuous production of IBE solvents are desirable. Chemostat cultivations were 204
carried out in 1 L jacketed glass bioreactor with a 500 mL fermentation volume. The bioreactor was 205
inoculated with 10 % inoculum of highly motile cells of C. acetobutylicum DSM792-ADH. After 206
cultivating the cells in batch mode for 24 h, the fermentation feed medium was continuously 207
pumped into the bioreactor at different dilution rates. Dilution rates were varied from 0.01 h-1 to 208
0.14 h-1 with reactor temperature of 37 °C. During the course of fermentation, samples were 209
collected at regular intervals and analyzed for biomass, acetone, isopropanol, butanol, ethanol, 210
residual sugar and acids. Unless otherwise stated, all the continuous fermentations were carried out 211
in duplicates and results reported are the average of two fermentations. Samples for biomass and 212
product analysis were taken after five reactor volumes for three consecutive days at steady state 213
condition. The steady state was confirmed by stable biomass and product concentrations at a 214
specific dilution rate. The continuous fermentations were carried out in three sets of experiments 215
viz. glucose as a carbon source, sugar mixture as a carbon source and SEW spent liquor as a carbon 216
source in addition to the standard production medium [33,34]. 217
2.7. Determination of substrates and products 218
The solvents (n-butanol, isopropanol, acetone and ethanol) and acids (acetic acid and 219
butyric acid) were quantified by gas chromatography (Hewlett Packard series 6890) [26]. Glucose, 220
mannose, arabinose, galactose, and xylose were determined by high-performance liquid 221
chromatography (Bio-Rad Laboratories, Richmond, CA), equipped with an Inores S 259-H column 222
(Inovex, Vienna, Austria) packed with Inores cation exchanger (particle size, 9 µm) [33]. The 223
bioprocess parameters including the solvent productivity and yield were calculated as explained 224
earlier [33,34]. 225

11
3. Results and discussion 226
Metabolic engineering of the C. acetobutylicum DSM792 strain was carried out with 227
an aim to convert acetone to isopropanol, and consequently produce mixed fuel alcohols. The 228
intracellular conversion of acetone into isopropanol is an attractive alternative to avoid acetone 229
excretion to produce a valuable alcohol. As genetic tools are available for C. acetobutylicum 230
ATCC824 [40,41], there is a strong interest to transform this native and industrially recognized 231
ABE producer, into an efficient IBE producer. Although some C. beijerinckii strains reduce acetone 232
naturally with an endogenous adh gene, the final titers of the solvents have been lower than those of 233
the best ABE producers [23,29,42]. 234
3.1. Introduction of adh gene into C. acetobutylicum 235
C. acetobutylicum being an industrial organism producing commercial biofuels such 236
as butanol, demands robust fermentation conditions and strains for a feasible and economic 237
bioprocess. The use of genetic engineering tools to enhance the yield, specificity and feedstock 238
utilization in the fermentation process is an attractive way to improve its feasibility. 239
Traditional introduction of adh gene into C. acetobutylicum using replicative plasmids 240
[9,43,44] was tried (unpublished data) and found not promising from economics and industrial point 241
of view because of major additional cost of antibiotics required in the growth media and inherently 242
unstable nature of the plasmid carrying the adh gene. Hence, there was a need to opt for an 243
economic process with a more effective genetically engineered microorganism. Allele-coupled 244
exchange approach as a novel DNA integration method into a chromosome was tried with C. 245
acetobutylicum to enhance the solvent titer and productivity. As a result, the modified C. 246
acetobutylicum DSM792-ADH was constructed and tested on new SEW spent liquor and sugar 247
mixture during batch and continuous experiments. 248
249

12
3.2. IBE production in batch fermentation 250
The preliminary batch experiments containing pure glucose as a carbon source in 251
stationary flask culture were performed to observe the microbial behavior during the fermentation. 252
The time course of batch fermentation (Fig. 1) showed that the solvent production started at the end 253
of the exponential phase. The flask culture resulted in maximum level of total solvents 15 g.l-1 after 254
144 h. At this time interval the amount of isopropanol observed was 2.51 g.l-1. The production 255
profile of acetone, isopropanol, ethanol and butanol can be seen in Fig. 1. The flask culture utilized 256
70.0 % of the sugars and yielded 0.34 g.g-1 of total solvents (supplementary Fig. 1; Table 1). 257
Although, the acid production and solvent ratio of IBE with remaining acetone formation during the 258
flask culture were close to standard behavior (supplementary Table 2), the lower total solvent titers 259
recommended to use controlled batch fermentation in a bioreactor and continuous fermentation as 260
optional approaches. The time course of batch fermentation in a controlled bioreactor can also be 261
observed in Fig. 1. When using glucose and the sugar mixture as the substrate for the fermentation 262
with C. acetobutylicum DSM792-ADH the growth and production profiles were similar to those 263
with Clostridium wild type strains [34,45]. The batch fermentation in the controlled bioreactor with 264
medium containing pure glucose resulted in the maximum total solvent titer to be 18 g.l-1 with 2.51 265
g.l-1 and 10.78 g.l-1 isopropanol and butanol respectively after 72 h fermentation with no further 266
significant increase thereafter (Fig. 1). Almost 81 % of the glucose was utilized after 72 h 267
fermentation with the total solvent yield of 0.37 g.g-1. The highest total solvent titer with the sugar 268
mixture as a substrate in the controlled bioreactor was 15.18 g.l-1 after 72 h fermentation and 269
resulted in total solvent yield of 0.30 g.g-1. C. acetobutylicum DSM792-ADH could utilize both 270
pentose as well as hexose sugars as detailed in supplementary Table 2. The order of utilization of 271
sugars was found to be – glucose˃arabinose˃mannose˃xylose˃galactose (supplementary Table 2). 272
The conversion efficiency (with respect to acetone) during controlled batch fermentation, with 273
glucose and the sugar mixture as a substrate was found to be almost similar (̴ 50%). Moreover, the 274

13
fermentation profile and performance of the C. acetobutylicum DSM792-ADH were similar to wild 275
type strains of C. acetobutylicum DSM792 and C. beijerinckii DSM 6423 [23,26,34,45].The results 276
indicated that C. acetobutylicum DSM792-ADH could successfully utilize hexose and pentose 277
sugars during the fermentation and can be best suited for the use in biorefinery processes. A 278
behavioral pattern of the modified strain encouraged us to perform the continuous fermentation 279
studies with SEW spent liquor as a substrate. 280
3.3. IBE production in continuous fermentation 281
The use of SEW spent liquor for the production of ABE solvents have been studied 282
previously [26]. SEW pulping is a fractionation process for lignocellulosics to fractionate them into 283
pulp, lignin and monomeric hemicellulose sugar mixtures for further production of value-added 284
chemicals [25]. The limitations of batch fermentation such as low productivity and high solvent 285
toxicity were expected to be partly overcome with continuous fermentation of C. acetobutylicum 286
DSM792-ADH. Three independent continuous experiments were carried out with pure glucose, 287
sugar mixture and SEW liquor as a substrate to produce AIBE 288
(acetone:isopropanol:butanol:ethanol). The effect of different dilution rates on IBE production is 289
shown in Fig. 2. The concentrations of solvents and acids were decreased with increase in dilution 290
rate in all the three experiments as expected because of increasing share of unconsumed 291
monosaccharides. The isopropanol concentration at a dilution rate of 0.01 h-1 was found to be 1.5 292
g.l-1 and 1.3 g.l-1 with pure glucose and the sugar mixture as a substrate. Since the modified strain 293
have already proved its capability to use sugar mixture for the production of solvents, the studies 294
with SEW liquor were also carried out to confirm its suitability of to the continuous fermentation 295
process. C. acetobutylicum DSM792-ADH could utilize the sugars (64.05 %) from SEW liquor and 296
produced total solvents to the concentration of 6.7 g.l-1 with 0.9 g.l-1 isopropanol at the dilution rate 297
of 0.01 h-1 (Fig. 2). The results obtained with C. acetobutylicum DSM792-ADH are in accordance 298
with the results obtained with the wild type isopropanol producing strain C. beijerinckii DSM 6423 299

14
[23]. The other solvent titers as well as solvent yield and productivities with SEW liquor were 300
found to be lower than those with pure glucose and the sugar mixture as a substrate (Fig. 2, Fig. 3 301
and Fig. 4). A general trend of increase in solvent productivity with increase in dilution rate up to 302
0.075 h-1 followed by decrease in productivity with higher dilution rates, was observed with all the 303
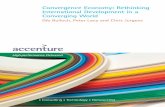
fermentation experiment. The highest solvent yield with pure glucose, sugar mixture and SEW 304
liquor as a substrate, with continuous fermentation were found to be 0.39 g.g-1, 0.29 g.g-1 and 0.17 305
g.g-1 respectively (Fig. 4). The highest solvent yield, when glucose was used as a substrate in flask 306
cultivation, controlled batch fermentation and continuous fermentation were found to be 0.34 g.g-1, 307
0.36 g.g-1, 0.39 g.g-1 respectively. This confirms that the solvent yield based on substrate 308
consumption did not depend on the genetic modifications, but rather on the physiological conditions 309
of the culture. Interestingly the solvent ratio (acetone:isopropanol:butanol:ethanol) remained 310
consistent with all the three continuous experiments as with the wild type strain except the decrease 311
in acetone concentration (Table 3). Table 3 also depicts the percent conversion of acetone into 312
isopropanol during the continuous fermentation of C. acetobutylicum DSM792-ADH. Acid 313
assimilation was also comparable in the modified culture, to improve the C3 compound (acetone or 314
isopropanol) in the solvents. The conversion of acetone with pure glucose as a substrate was 315
observed to be in the range between 45 – 50 %. When the sugar mixture was used as substrate the 316
percentage conversion decreased slightly with increase in the dilution rate and varied in between 40 317
– 50 %. Besides, the percentage acetone conversion with SEW liquor as a substrate was further 318
reduced, and observed in the range between 28 – 43 %. Table 3 clearly depicts that, the solvent 319
conversion ratio remains stable at around 40 – 50 % when all the favorable conditions produced 320
higher solvent amounts. As the dilution rate increased, the concentration of total solvents was found 321
to be decreased, which disturbs the standard ratio of solvents (acetone:isopropanol:butanol:ethanol) 322
as well as the percentage conversion of acetone into isopropanol. The disturbance in conversion 323

15
efficiency of the modified strain from acetone into isopropanol was probably due to the imbalance 324
in cofactor regeneration for the secondary alcohol dehydrogenase [30]. 325
A study to develop an engineered strain suitable for IBE production by introducing a 326
primary/secondary alcohol dehydrogenase from C. beijerinckii NRRL B-593 has been tried recently 327
by several researchers [9,32,44]. The performance of the modified strain C. acetobutylicum 328
DSM792-ADH was better than that of a natural IBE producer (C. beijerinckii) as detailed in a 329
previous study [23,45]. Although the complete conversion of acetone into isopropanol was not 330
achieved in the present study, the conversion up to 50% was in accordance with the other reports 331
[46,47]. The incomplete conversion of acetone into isopropanol with the modified strain is probably 332
due to the cofactor imbalance, as the secondary alcohol dehydrogenase is NADPH dependent [30]. 333
Further increase in IBE yield and productivities were observed with advanced bioprocessing such as 334
use of immobilized column reactors [48]. 335
4. Conclusions 336
The fuel alcohol yield with clostridia can be improved by converting acetone to 337
isopropanol, and producing mixed IBE instead of ABE. The exclusive production of fuel alcohols 338
in fermentation broth can significantly reduce the downstream processing cost. Hence, a modified 339
C. acetobutylicum strain was developed to produce IBE with improved titer and yield. The adh gene 340
from C. beijerinckii NRRL B593 was constitutively expressed in C. acetobutylicum DSM 792 to 341
convert acetone into isopropanol. The efficient consumption of glucose in batch and continuous 342
fermentation without strain degeneration suggests that the engineered strain can be used for long-343
term fermentation. Moreover, the effective use of sugar mixture and SEW liquor by C. 344
acetobutylicum DSM792-ADH made it suitable for a cost effective industrial application. The 345
modified strain converted almost 50 % of the acetone into isopropanol with higher solvent yields. 346
However, the complete conversion of acetone into isopropanol was not achieved in this study. Since 347

16
the secondary alcohol dehydrogenase is NADPH dependent enzyme, increased availability of the 348
cofactor may improve the conversion efficiency. Moreover, the use of advanced bioprocesses for 349
IBE solvent production such as the use of immobilized column technique and in-situ solvent 350
recovery module can further improve the yield as well as productivity of the process. 351
5. Acknowledgments 352
Authors are thankful to Professor Adriaan van Heiningen (University of Maine, USA) 353
and Evangelos Sklavounos, Ph.D. student (Aalto University, Finland) for providing the SEW spent 354
liquor for this study. We thank Dr. V. Zverlov (Department of Microbiology, Technische 355
Universität München, Germany) and Dr. O. Berezina (State Research Institute of Genetics and 356
Selection of Industrial Microorganisms, St. Petersburg, Russia) for their valuable clostridia work 357
advices. 358
6. References 359
1. Bankar SB, Survase SA, Ojamo H, Granström T. Biobutanol: the outlook of an academic 360
and industrialist. RSC Adv 2013a; 3: 24734–57. 361
2. Hallsworth JE. Ethanol-induced water stress in yeast. Journal of Fermentation and 362
Bioengineering 1998; 85: 125-137. 363
3. Bhaganna P, Volkers RJM, Bell ANW, Kluge K, Timson DJ, McGrath JW, Ruijssenaars 364
HJ, Hallsworth JE. Hydrophobic substances induce water stress in microbial cells. Microbial 365
Biotechnology 2010; 3: 701-716. 366
4. Cray JA, Stevenson A, Ball P, Bankar SB, Eleutherio ECA, Ezeji TC, Singhal RS, 367
Thevelein JM, Timson DJ, Hallsworth JE. Chaotropicity: a key factor in product tolerance 368
of biofuel-producing microorganisms. Current Opinions in Biotechnology 2015; In press 369
(doi: 10.1016/j.copbio.2015.02.010). 370

17
5. Cray JA, Russell JT, Timson DJ, Singhal RS, Hallsworth JE. A universal measure of 371
chaotropicity and kosmotropicity. Environmental Microbiology 2013; 15: 287-296. 372
6. Jones DT, Woods DR. Acetone-butanol fermentation revisited. Microbiol Rev 1986; 50: 373
484–524. 374
7. Jiang Y, Xu C, Dong F, Yang Y, Jiang W, Yang S. Disruption of the acetoacetate 375
decarboxylase gene in solvent-producing Clostridium acetobutylicum increases the butanol 376
ratio. Metab Eng 2009; 11: 284–91. 377
8. Lee JY, Jang YS, Lee J, Papoutsakis ET, Lee SY. Metabolic engineering of Clostridium 378
acetobutylicum M5 for highly selective butanol production. Biotechnol J 2009; 4: 1432–40. 379
9. Lee J, Jang YS, Choi SJ, Im JA, Song H, Cho JH, Seung do Y, Papoutsakis ET, Bennett 380
GN, Lee SY. Metabolic engineering of Clostridium acetobutylicum ATCC 824 for 381
isopropanol-butanol ethanol fermentation. Appl Environ Microbiol 2012; 78: 1416–23. 382
10. Tummala SB, Junne SG, Papoutsakis ET. Antisense RNA downregulation of coenzyme A 383
transferase combined with alcohol-aldehyde dehydrogenase overexpression leads to 384
predominantly alcohologenic Clostridium acetobutylicum fermentations. J Bacteriol 2003a; 385
185, 3644 –53. 386
11. Tummala SB, Welker NE, Papoutsakis ET. Design of antisense RNA constructs for 387
downregulation of the acetone formation pathway of Clostridium acetobutylicum. J 388
Bacteriol 2003b; 185: 1923–34. 389
12. Rassadin V, Shlygin O, Likhterova N, Slavin V, Zharov A. Problems in production of high-390
octane, unleaded automotive gasolines. Chem. Tech. Fuels Oil 2006; 42: 235–42. 391
13. Gu, Y. Jiang Y, Wu H, Liu X, Li Z, Li J, Xiao H, Shen Z, Dong H, Yang Y, Li Y, Jiang W, 392
Yang S. Economical challenges to microbial producers of butanol: feedstock, butanol ratio 393
and titer. Biotechnol J 2011; 6: 1348–1357. 394

18
14. Suryawanshi RK, Patil CD, Borase HP, Narkhede CP, Stevenson A, Hallsworth JE, Patil 395
SV. Towards an understanding of bacterial metabolites prodigiosin and violacein and their 396
potential use in commercial sunscreens. International Journal of Cosmetic Science 2015; 37: 397
98-107. 398
15. Lievens B, Hallsworth JE, Belgacem ZB, Pozo MI, Stevenson A, Willems KA, Jacquemyn 399
H. Microbiology of sugar-rich environments: diversity, ecology, and system constraints. 400
Environmental Microbiology 2015; 17(2): 278-298. 401
16. Cray JA, Bell ANW, Bhaganna P, Mswaka AY, Timson DJ, Hallsworth JE. The biology of 402
habitat dominance; can microbes behave as weeds? Microbial Biotechnology 2013; 6: 453-403
492. 404
17. Ball P, Hallsworth JE. Water structure and chaotropicity: their uses, abuses, and 405
implications for biology. Physical Chemistry Chemical Physics 2015; In press 406
(doi:10.1039/C4CP04564E). 407
18. Sillers R, Al-Hinai MA, Papoutsakis ET. Aldehyde-alcohol dehydrogenase and/or thiolase 408
overexpression coupled with CoA transferase downregulation lead to higher alcohol titers 409
and selectivity in Clostridium acetobutylicum fermentations. Biotechnol Bioeng 2009; 102: 410
38–49. 411
19. Zhao Y, Tomas CA, Rudolph FB, Papoutsakis ET, Bennett GN. Intracellular butyryl 412
phosphate and acetyl phosphate concentrations in Clostridium acetobutylicum and their 413
implications for solvent formation. Appl Environ Microbiol 2005; 71: 530–7. 414
20. Chen J-S, Hiu SF. Acetone-butanol-isopropanol production by Clostridium beijerinckii 415
(synonym, Clostridium butylicum). Biotechnol Lett 1986; 8: 371–6. 416
21. George HA, Johnson JL, Moore WE, Holdeman LV, Chen JS. Acetone, isopropanol, and 417
butanol production by Clostridium beijerinckii (syn. Clostridium butylicum) and 418
Clostridium aurantibutyricum. Appl Environ Microbiol 1983; 45: 1160 –3. 419

19
22. Dusséaux S, Croux C, Soucaille P, Meynial-Salles I. Metabolic engineering of Clostridium 420
acetobutylicum ATCC824 for the high-yield production of a biofuel composed of an 421
isopropanol/butanol/ethanol mixture. Metab Eng 2013; 18: 1–8. 422
23. Survase SA, Jurgens G, van Heiningen A, Granström T. Continuous production of 423
isopropanol and butanol using Clostridium beijerinckii DSM 6423. Appl Microbiol 424
Biotechnol 2011a; 91:1305–13. 425
24. Rakkolainen M. Iakovlev M, Teräsvuori A-L, Sklavounos E, Jurgens G, Granström TB, Van 426
heiningen A. SO2-ethanol-water fractionation of forest biomass and implications for biofuel 427
production by ABE fermentation. Cell Chem Technol 2010; 44(4-6): 139–45. 428
25. Sklavounos E, Iakovlev M, Yamamoto M, Teräsvuori, Jurgens G, Granström T, van 429
Heiningen A. Conditioning of SO2–ethanol–water spent liquor from spruce for the 430
production of chemicals by ABE fermentation. Holzforschung 2011; 65(4): 551–8. 431
26. Survase SA, Sklavounos E, Jurgens G, van Heiningen A, Granström T. Continuous acetone–432
butanol–ethanol fermentation using SO2–ethanol–water spent liquor from spruce. Bioresour 433
Technol 2011b; 102: 10996–1002. 434
27. Nölling, J, Breton G, Omelchenko MV, Makarova KS, Zeng Q, Gibson R, Lee HM, Dubois 435
J, Qiu D, Hitti J, Wolf YI, Tatusov RL, Sabathe F, Doucette-Stamm L, Soucaille P, Daly 436
MJ, Bennett GN, Koonin EV, Smith DR. Genome sequence and comparative analysis of the 437
solvent-producing bacterium Clostridium acetobutylicum. J Bacteriol 2001; 183(16): 4823–438
38. 439
28. Dürre P. New insights and novel developments in clostridial acetone/butanol/isopropanol 440
fermentation. Appl Microbiol Biotechnol 1998; 49: 639–48. 441
29. George HA, Johnson JL, Moore WE, Holdeman LV, Chen JS. Acetone, isopropanol, and 442
butanol production by Clostridium beijerinckii (syn. Clostridium butylicum) and 443
Clostridium aurantibutyricum. Appl Environ Microb 1983; 45: 1160–3. 444

20
30. Ismaiel AA, Zhu CX, Colby GD, Chen JS. Purification and characterization of a primary-445
secondary alcohol dehydrogenase from two strains of Clostridium beijerinckii. J Bacteriol 446
1993; 175: 5097–105. 447
31. Peretz M, Bogin O, Tel-Or S, Cohen A, Li GS, Chen J-S, Burstein Y. Molecular cloning, 448
nucleotide sequencing, and expression of genes encoding alcohol dehydrogenases from the 449
thermophile Thermoanaerobacter brockii and the mesophile Clostridium beijerinckii. 450
Anaerobe 1997; 3: 259–70. 451
32. Heap JT, Ehsaan M, Cooksley CM, Ng YK, Cartman ST, Winzer K, Minton NP. Integration 452
of DNA into bacterial chromosomes from plasmids without a counter-selection marker. 453
Nucleic Acids Res 2012; 40(8): e59. 454
33. Bankar SB, Survase SA, Ojamo H, Granström T. The two stage immobilized column reactor 455
with an integrated solvent recovery module for enhanced ABE production. Bioresour. 456
Technol 2013b; 140: 269–76. 457
34. Bankar SB, Survase SA, Singhal RS, Granström T. Continuous two stage acetone–butanol–458
ethanol fermentation with integrated solvent removal using Clostridium acetobutylicum B 459
5313. Bioresour Technol 2012; 106: 110–116. 460
35. Tripathi A, Samia H, Jain SR, Viloria-Cols M, Zhuravleva N, Nilsson G, Jungvid H, Kumar 461
A. Improved bio-catalytic conversion by novel immobilization process using cryogel beads 462
to increase solvent production. Enzyme Microb Technol 2010; 47: 44–51. 463
36. Berezina OV, Sineoki SP, Velikodvorskaya GA, Schwarz W, Zverlov VV. Extracellular 464
glycosyl hydrolase activity of the Clostridium strains producing acetone butanol, and 465
ethanol. Appl Biochem Microbiol 2008; 44: 42–7. 466
37. Heap JT, Pennington OJ, Cartman ST, Carter GP, Minton NP. The ClosTron: a universal 467
gene knock-out system for the genus Clostridium. J Microbiol Methods 2007; 70: 452–64. 468

21
38. Mermelstein LD, Papoutsakis ET. In vivo methylation in Escherichia coli by the Bacillus 469
subtilis phage φ3T I Methyltransferase to protect plasmids from restriction upon 470
transformation of Clostridium acetobuttylicum ATCC 824. Appl Environ Microbiol 1993; 471
59: 1077–81. 472
39. Nakotte S, Schaffer S, Böhringer M, Dürre P. Electroporation of, plasmid isolation from and 473
plasmid conservation in Clostridium acetobutylicum DSM 792. Appl Microbiol Biotechnol 474
1998; 50: 564–7. 475
40. Lehmann D, Lütke-Eversloh T, Switching Clostridium acetobutylicum to an ethanol 476
producer by disruption of the butyrate/butanol fermentative pathway. Metab Eng 2011; 13: 477
464–73. 478
41. Soucaille P, Figge R, Croux C. Process for chromosomal integration and DNA sequence 479
replacement in Clostridia. 2006; Patent WO2006EP66997 20061003. 480
42. Qureshi N, Blaschek HP. Production of acetone butanol ethanol (ABE) by a hyper-481
producing mutant strain of Clostridium beijerinckii BA101 and recovery by pervaporation. 482
Biotechnol Prog 1999; 15(4): 594-602. 483
43. Collas F, Kuit W, Clément B, Marchal R, López-Contreras AM, Monot F. Simultaneous 484
production of isopropanol, butanol, ethanol and 2,3-butanediol by Clostridium 485
acetobutylicum ATCC 824 engineered strains. AMB Express 2012; 2: 45. 486
44. Jang Y-S, Malaviya A, Lee J, Im JA, Lee SY, Lee J, Eom MH, Cho JH, Seung do Y. 487
Metabolic engineering of Clostridium acetobutylicum for the enhanced production of 488
isopropanol-butanol-ethanol fuel mixture. Biotechnol Progress 2013; 29: 1083–8. 489
45. Survase SA, van Heiningen A, Granström T. Wood pulp as an immobilization matrix for the 490
continuous production of isopropanol and butanol. J Ind Microbiol Biotechnol 2013; 40: 491
209–15. 492

22
46. Hanai T, Atsumi S, Liao JC. Engineered synthetic pathway for isopropanol production in 493
Escherichia coli. Appl Environ Microbiol 2007; 73: 7814–8. 494
47. Jojima T, Inui M, Yukawa H. Production of isopropanol by metabolically engineered 495
Escherichia coli. Appl Microbiol Biotechnol 2008; 77: 1219–24. 496
48. Bankar SB, Jurgens G, Survase SA, Ojamo H, Granström T. Enhanced isopropanol–497
butanol–ethanol (IBE) production in immobilized column reactor using modified 498
Clostridium acetobutylicum DSM792. Fuel 2014; 136: 226–32. 499
49. Yanisch-Perron C, Vieira J, Messing J. Improved M13 phage cloning vectors and host 500
strains: nucleotide sequences of the M13mp18 and pUC19 vectors. Gene 1985; 33: 103–19. 501
Figure legends 502
Figure 1 The solvents produced in the flask cultivation and controlled batch fermentation with C. 503
acetobutylicum DSM 792-ADH 504
Figure 2 The solvent production with respect to dilution rate in continuous fermentations of C. 505
acetobutylicum DSM 792-ADH with glucose as a substrate (a); sugar mixture as a substrate (b); 506
and SEW spent liquor as a substrate (c) 507
Figure 3 Total sugars consumed and total solvents produced in a continuous culture of C. 508
acetobutylicum DSM 792-ADH 509
Figure 4 Overall solvent productivity and solvent yield in a continuous culture of C. 510
acetobutylicum DSM 792-ADH 511
512

23
Table 1 List of strains and plasmids used 513
Strain or plasmid Relevant characteristicsa Reference or source
Strains
Clostridium beijerinckii NRRL B593
Contains adh-gene
DSMZb
Clostridium acetobutylicum DCM 792
Type strain
DSMZb
E. coli TOP10 Invitrogenc
Plasmids
pUC18 Apr; pMB1 origin [49]
pAN2 Tcr, φ3tI gene; pl5A origin UNd, [37]
pMTL-JH16 ermB lacking promoter, lacZ MCS UNd, [32]
pUC-adcT pUC18 derivative with adc terminator insertion
This study
pADH pUC-adcT derivative with adc promoter insertion
This study
pUC-adcP-adcT pUC-adcP-adcT derivative with adh gene under adc promoter
This study
pMTL-JH16-ADH pMTL-JH16 derivative containing adc promoter, adh gene and adc terminator
This study
a Abbreviations: Apr, ampicillin resistant; Cmr, chloramphenicol resistant; adh, a primary/secondary 514
alcohol dehydrogenase gene; ermB, macrolide–lincosamide–streptogramin (MLS) antibiotic-515
resistance marker; MCS, multiple cloning site; adc, acetoacetate decarboxylase gene from C. 516
acetobutylicum. 517 b Deutsche Sammlung von Mikroorganismen und Zellkulturen GmbH (German Collection of 518
microorganisms and Cell Cultures), Germany 519 c Life Technologies Corporation, Invitrogen, USA 520 d The University of Nottingham, University Park, Nottingham, NG7 2RD, UK. 521
522

24
523
Table 2 List of primers used in this study 524
525
526
Primer Sequence from 5’to 3’ Reference
P01
GATCCACTACGGCCGTAAAAATAAGAGTTACCTTAAAT
GGTAACTCTTATTTTTTTAATGC
[9]
P02 AATTGCATTAAAAAAATAAGAGTTACCATTTAAGGTAA
CTCTTATTTTTACGGCCGTAGTG
[9]
P03 ATATCTGCAGAAGTGTACTTTTATTTTCGAAAGC [9]
P04 ATATGGATCCTAATAATGTTTAGCTTTTCTAACAT [9]
P05 ATATGGATCCTAAGGAGGAACATATTTTATGAAAG [9]
P06 ATATCGGCCGTTATAATATAACTACTGCTTTAATTA [9]
P07 ATGGCGGCCGCTTCGCTATTACG This study
P08 ATATGCTAGCGGAATTGTGAGCGGATAAC This study

25
Table 3 Solvent ratio and percent acetone conversion into isopropanol during the continuous 527
fermentation of C. acetobutylicum DSM 792-ADH 528
DR (h-1) Acetone:Isopropanol:Butanol:Ethanol (% acetone conversion to isoproanol)
Pure glucose Sugar mixture SEW liquor
0.010 1.5:1.4:6.1:1.0 (47.803) 1.6:1.4:6.0:1.0 (46.737) 1.8:1.3:5.9:0.9 (43.209)
0.025 1.4:1.4:6.2:1.0 (49.958) 1.5:1.5:6.2:0.9 (49.877) 1.9:1.3:6.0:0.9 (40.991)
0.050 1.4:1.3:6.3:1.0 (48.014) 1.4:1.3:6.3:0.9 (48.181) 1.8:1.3:6.0:1.0 (40.707)
0.075 1.5:1.3:6.1:1.0 (46.595) 1.7:1.4:6.0:0.9 (45.900) 1.8:1.1:6.2:1.0 (37.035)
0.100 1.6:1.3:6.1:1.0 (44.709) 2.0:1.3:5.9:0.9 (39.562) 1.8:0.7:6.2:1.2 (28.555)
0.120 1.7:1.4:6.1:0.8 (45.219) 2.1:1.4:5.8:0.6 (40.307) -
0.140 1.8:1.5:5.8:0.9 (45.303) 2.3:1.4:6.1:2.0 (37.282) -
529
530
531
532
533
534
535
536
537
538

26
539
540
541
Figure 1The solvents produced in the flask cultivation and controlled batch fermentation withC. 542 acetobutylicum DSM 792-ADH 543
544

27
545
Figure 2The solvent production with respect to dilution rate in continuous fermentations of C. 546 acetobutylicum DSM 792-ADH with glucose as a substrate (a); sugar mixture as a substrate (b); 547 and SEW spent liquor as a substrate (c). 548

28
549
550
551
Figure 3 Total sugars consumed and total solvents produced in a continuous culture of C. 552 acetobutylicum DSM 792-ADH 553
554
0
5
10
15
20
25
30
35
40
45
50
0
2
4
6
8
10
12
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16
Tota
l util
ized
suga
rs (g
.l-1)
Tota
l sol
vent
s (g.
l-1)
Dilution rate (h-1)
Total solvents (glucose) Total solvents (sug. mix.) Total solvents (liquor) Total utilized sugars (glucose) Total utilized sugars (sug. mix.) Total utilized sugars (liquor)

29
555
Figure 4 Overall solvent productivity and solvent yield in a continuous culture of C. 556 acetobutylicum DSM 792-ADH 557
558
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16
Solv
ent p
rodu
ctiv
ity (g
.l-1h-1
); So
lven
t yie
ld (g
.g-1
)
Dilution rate (h-1)
Solvent productivity (glucose) Solvent productivity (sug. mix.) Solvent productivity (liquor) Solvent yield (glucose) Solvent yield (sug. mix.) Solvent yield (liquor)