Chapter 4: The Periodic Table pg 123 #1-15, pg 131 #1-8, pg 142 #1-14, pg 148 #1-11.

of 16
8/3/2019 Automation PG I Chapter
1/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 1
INDUSTRIAL AUTOMATION
Manufacturing can be defined as the application of physical and chemical processes to alter
the geometry, properties and /or appearance of a given raw material to make parts /products.
Manufacturing also includes the joining of multiple parts to make assembled products.
Manufacturing is always carried out as a sequence of operations and each successive operation
brings the material closer to the desired final state. A manufacturing company attempts to organize
its facilities like machines & tools, material handling system, inspection equipment and computer
systems that assist manufacturing operations in the most efficient way to serve the particular
mission of the plant i.e. good quality product at high production rate. The product variety and
quantity of product produced by a factory has a very significant influence on its facilities and the
way manufacturing is organized.
Production activity can be divided into four main categories.
1.Continuous Process (Continuous flow process)In this type of industry, the production process generally follows a specific sequence. It is the
dedicated continuous production of large amounts of bulk product. These industries can be
easily automated and computers are widely used for process monitoring, control and
optimization. Oil refineries, chemical plants, food processing industries, etc are examples of
continuous process industries.
2.Mass Production (High volume of discrete parts):Dedicated production of large quantities of one product (with little variation) is termed as mass
production. Production lines are specially designed and optimized to ensure automatic and cost
effective operation. Automation can be either fixed type or flexible. Industries manufacturing
fasteners (nuts, bolts etc.), integrated chips, automobiles, entertainment electronic products,
bicycles, bearings etc. which are all mass produced can be classified as mass production
industries.
3.Batch Production (Discrete Manufacturing)The largest percentage of manufacturing industries can be classified as batch production
industries. The distinguishing features of this type of manufacture are the small to medium size
of the batch, and varieties of such products to be taken up in a single shop. The lots may be
produced once or repeated periodically. Due to the variety of components handled, work
centres should have broader specifications. Another important fact is that small batch size
involves loss of production time associated with product changeover. Example: Books,
Clothing & appliances, etc.
Job Shop production:
The type of production facility usually associated with the quantity range of 1 to 100 units /
year is called Job Shop production, which makes low quantities of specialized and customized
products. The products are typically complex, such as space capsules, aircraft, and special
machinery. A job shop must be designed for maximum flexibility to deal with the wide part
and product variations encountered. Equipment in a job shop is general purpose and the labor
8/3/2019 Automation PG I Chapter
2/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 2
force is highly skilled. Examples of such products include Ships, aircraft, Railway
locomotives, and heavy machinery.
Automation
Automation involves machines, tools, devices, installations, and systems that are allplatforms developed by humans to perform a given set of activities without human involvement
during those activities. The following six imperatives have been proven about automation:
Automation has always been developed by people Automation has been developed for the sake of people The benefits of automation are tremendous Often automation performs tasks that are impossible or impractical for humans As with other technologies, care should be taken to prevent abuse of automation, and to
eliminate the possibilities of unsafe automation
Automation is usually inspiring further creativity of the human mind.Automation can be defined as a technology that is concerned with the use of mechanical,
electronic, and computer based systems in the operation and control of production. Above
mentioned production activities can be automated to get high quality products.
Examples of automated manufacturing systems include:
Automated machine tools that process parts Transfer lines that perform a series of machining operations Automated assembly systems Manufacturing systems that use industrial robots to perform processing or assembly
operations
Automatic material handling and storage systems to integrate manufacturing operations Automatic inspection systems for quality control
Industrial robots for processing or assembly operation.Example: - Transfer lines, mechanized assembly lines, feedback control systems, NC m/c
tools and robots.
The three broad classification of industrial automation
1. Fixed Automation. 2. Programmable automation. 3. Flexible automation.
Fixed automation: - In this sequence of processing or assembly operations are fixed by the
equipment configuration. It has integrated transfer lines consisting of several workstations where
processing or assembly operations are done sequentially to manufacture the product. Each of the
operations in the sequence is usually simple and many such operations into one piece of equipment
make the system complex. Fixed automation is used when the volume of production is very high
8/3/2019 Automation PG I Chapter
3/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 3
and hence it requires specialized equipment to process the product very efficiently and at high
production rates. The features of fixed automation are: High initial investment, High production
rates, relatively inflexible in accommodating product variety.
Ex: - In Automobile industry, highly integrated transfer lines consisting of several workstations and
robots are used to perform machining operations on engine & transmission components, welding &
painting of automobile body etc.
Programmable Automation: - The production equipment is designed to be adaptable to variations
in the sequence of operations to accommodate different product configurations. The production
equipment operates under the control of a program of instructions, which has been prepared
especially for the given product. With the help of this feature many different and unique products
can be made economically in small batches. When one batch is completed, the equipment is
reprogrammed and physical setup is altered to process the next batch. Hence the production timeincludes reprogramming time, setup time and actual process time. It is used when the volume of
production is relatively low and there are a variety of products to be made. The features of
programmable automation are: High investment in general purpose machines, Flexibility to deal
with variations in the product configuration, production rate is less than fixed automation, most
suitable for batch production.
Ex: - CNC and robots which can be programmed are used for processing of parts.
Flexible automation: - It is also known as flexible manufacturing system or computer integrated
manufacturing systems. In this, different products can be made at the same time on the same
manufacturing system, i.e. the products can be produced on a flexible system in batches or several
different product styles can be mixed on the system. It is capable of producing a variety of parts
with virtually no time lost for changeovers from one part style to another. A flexible automated
system consists of a series of workstations interconnected by a material handling and storage
system. A central computer controls the various activities that occur in the system, like routing the
various parts to the appropriate workstations and controlling the programmed operations at thedifferent stations. The features of flexible automation are: High investment for a custom engineered
system, Continuous production of variable mixtures of products, Medium production rates,
Flexibility to deal with product design variations.
Ex: - Flexible manufacturing systems for performing machining operations on engine cylinder.
Table: Automation achievements to the four types of production
Category Automation achievements
Continuous flow process Flow process from beginning to end, Sophisticated control and
optimization strategies using sensors, Fully automated plants
Mass Production Automated transfer lines, Dial indexing machines, Robots for painting,
welding, etc. Automated material handling, automated assembly
machine.
Batch Production NC machines, Robots for painting, welding, etc. CIM
Job Shop production NC machines, Robots for painting, welding, etc
8/3/2019 Automation PG I Chapter
4/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 4
Reasons for Automating:
1 To increase labor productivity: Automating a manufacturing operation usually increases the
production rate and labor productivity. This means greater output per hour
2. To reduce labor cost: Ever-increasing labor cost has been and continues to be the trend in the
world's industrialized societies. Consequently, higher investment in automation has becomeeconomically justifiable to replace manual operations. Machines are increasingly being substituted
for human labor to reduce unit product cost.
3. To mitigate the effects of labor shortages: There is a general shortage of labor in many advanced
nations and this has stimulated the development of automated operations as a substitute tor labor
4. To reduce or eliminate routine manual and clerical tasks: An argument can be put forth that
there is social value in automating operations that are routine boring, fatiguing and possibly
irksome. Automating such tasks serves a purpose of improving the general level of working
conditions.
5. To improve worker safety: By automating a given operation and transferring the worker from
active participation in the process to a supervisory role, the work is made safer. Safety and well
being of the worker has become a national objective with the enactment of the Occupational Safety
and Health Act (OSHA) in 1970.This has provided an impetus for automation.
6. To improve product quality: Automation not only results in higher production rates than manual
operations; it also performs the manufacturing process with greater uniformity and conformity to
quality specifications. Reduction fraction defect rate is one of the chief benefits of automation
7. To reduce manufacturing lead time: Automation helps to reduce the elapsed time between
customer order and product delivery, providing a competitive advantage to the manufacturer for
future orders. By reducing manufacturing lead time, the manufacturer also reduces work-in-process
inventory
8. To accomplish processes that cannot be done manually: Certain operations cannot be
accomplished without the aid of a machine. These processes have requirements for precision,
miniaturization or complexity of geometry that cannot be achieved manually. Examples include
certain integrated circuit fabrication operations, rapid prototyping processes based on computer
graphics (CAD) models, and the machining of complex, mathematically defined surfaces using
computer numerical control. These processes can only be realized by computer controlled systems.
9. To avoid the high cast of not automating: There is a significant competitive advantage gained in
automating a manufacturing plant. The advantage cannot easily be demonstrated on a company's
project authorization form. The benefits of automation often show up in unexpected and intangible
ways, such as in improved quality, higher sales, better labor relations, and better company image.
Companies that do not automate are likely to find themselves at a competitive disadvantage with
their customers, their employees, and the general public.
Three approaches for dealing with automation projects:
(1) The USA Principle
(2) The Ten Strategies for Automation and Production Systems
(3) An Automation Migration Strategy
8/3/2019 Automation PG I Chapter
5/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 5
1.USA PrincipleThe USA Principle is a common sense approach to automation projects. Similar procedures have
been suggested in the manufacturing and automation trade literature, but none has a more
captivating title than this one. The USA approach is so general that it is applicable to nearly any
automation project. Going through each step of the procedure for an automation project may in fact
reveal that simplifying the process is sufficient and automation is not necessary. USA stands for
a. Understandthe existing processb. Simplify the processc. Automate the process.
a. Understand the Existing Process: The first step in this approach is to understand existing
production process in detail. Like studying existing type of inputs, type of outputs, different
8/3/2019 Automation PG I Chapter
6/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 6
processes, its function and its importance, production sequence, type of workstations etc. Some of
the basic charting tools used in methods analysis are useful in this regard, such as the operation
process chart and the flow process chart. Application of these tools to the existing process provides
a model of the process that can be analyzed and searched for weaknesses (and strengths). The
number of steps in the process, the number and placement of inspections, the number of moves and
delays experienced by the work unit, and the time spent in storage can be ascertained by these
charting techniquesMathematical models of the process may also be useful to indicate relationships between input
parameters and output variables. What are the important output variables? How are these output
variables affected by inputs to the process, such as raw material properties, process settings,
operating parameters, and environmental conditions? This information may be valuable in
identifying what output variables need to be measured for feedback purposes and in formulating
algorithms for automatic process control.
b. Simplify the Process: Once the existing process is understood, then the search can begin for ways
to simplify. This often involves a checklist of Questions about the existing process. What is the
purpose of this step or this transport? Is this step necessary? Can this step be eliminated? Is the
most appropriate technology being used in this step? How can this step be simplified? Are thereunnecessary steps in the process that might be eliminated without detracting from function? Some
of the ten strategies at automation and production systems are applicable to try to simplify the
process. Can steps be combined? Can steps be performed simultaneously? Can steps be integrated
into a manually operated production line?
c. Automate the Process: Once the process has been reduced to its simplest form, then automation
can be considered. The possible forms of automation include those listed in the ten strategies
discussed in the following section. An automation migration strategy might be implemented for a
new product that has not yet proven itself.
2. Ten Strategies for Automation and Production Systemsa. Specialization of operations: The first strategy involves the use of special-purpose equipment
designed to perform one operation with the greatest possible efficiency. This is analogous to the
concept of labor specialization, which is employed to improve labor productivity
b.Combined operations: Production occurs as a sequence of operations. Complex parts mayrequire dozens, or even hundreds, of processing steps. The strategy of combined operations
involves .reducing the number of distinct production machines or workstations through which
the part must be routed. This is accomplished by performing more than one operation at a given
machine, thereby reducing the number of separate machines needed. Since each machine
typically involves a setup, setup time can usually be saved as a consequence of this strategy.Material handling effort and non operation time are also reduced. Manufacturing lead time is
reduced for better customer service.
c. Simultaneous operations: A logical extension of the combined operations strategy is tosimultaneously perform the operations that are combined at one workstation. In effect, two or
more processing (or assembly) operations are being performed simultaneously on the same
work part thus reducing total processing time.
d.Integration of operations: Another strategy is to link several workstations together into a singleintegrated mechanism, using automated work handling devices to transfer parts between
stations. In effect, this reduces the number of separate machines through which the product
must be scheduled with more than one workstation. Several parts can be processed
simultaneously, thereby increasing the overall output of the system.
8/3/2019 Automation PG I Chapter
7/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 7
e.Increased flexibility: This strategy attempts to achieve maximum utilization of equipment forjob shop and medium-volume situations by using the same equipment for a variety of parts or
products, It involves the use of the flexible automation concepts (Section 1.3.1). Prime
objectives are to reduce setup time and programming time for the production machine. This
normally translates into lower manufacturing lead time and less work-in-process.
f.Improved material handling and storage: A great opportunity for reducing nonproductive limeexists in the use of automated material handling and storage systems. Typical benefits includereduced work-in-process and shorter manufacturing lead times.
g.On-line inspection: Inspection for quality of work is traditionally performed after the process iscompleted. This means that any poor-quality product has already been produced by the time it
is inspected. Incorporating inspection into the manufacturing process permits corrections to the
process as the product is being made. This reduces scrap and brings the overall quality of the
product closer to the nominal specifications intended by the designer.
h.Process control and optimization: This includes a wide range of control schemes intended tooperate the individual processes and associated equipment more efficiently. By this strategy, the
individual process times can be reduced and product quality improved.
i. Plant operations control: Whereas the previous strategy was concerned with the control of theindividual manufacturing process, this strategy is concerned with control at the plant level. Itattempts to manage and coordinate the aggregate operations in the plant more efficiently. Its
implementation usually involves a high level of computer networking within the factory.
j. Computer-integrated manufacturing (CIM): Taking the previous strategy one level higher wehave the integration of factory operations with engineering design and the business functions of
the firm, CIM involves extensive use of computer applications, computer data bases, and
computer networking throughout the enterprise automation
3. Migration Strategy
Phase 1Manual production using single-station manned cells operating independently. Thisis used for introduction of the new product for reasons already mentioned quick and low-
cost tooling to get started
Phase 2 Automated production using single-station automated cells operatingindependently. As demand for the product grows, and it becomes clear that automation can
be justified, then the single stations are automated to reduce labor and increase production
rate. Work units are still moved between workstations manually.
Phase 3Automated integrated production using a multistation automated system with serialoperations and automated transfer of work units between stations. When the company is
certain that the product will be produced in mass quantities and for several years, thenintegration of the single-station automated cells is warranted to further reduce labor and
increase production rate.
8/3/2019 Automation PG I Chapter
8/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 8
Fig: Migration Strategy
Opportunities of automation in a production system are plenty. Automation can be done in facility
level for manufacturing system ( machine tool, assembly work stations etc), material transport
system (Conveyor system, part feeding devices, AGV) and also in manufacturing support system
including quality control system( automatic gauging, CMM).
Automation and control technologies in the production system
Fig
8/3/2019 Automation PG I Chapter
9/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 9
There are three basic Elements of an Automated System
(1)Power to accomplish the process and operate the system.(2)A Program of instructions to direct the process,(3)A Control system to actuate the instructions.
1. Power: An automated system is used to operate some process, and power is required to drive the
process as well as the controls. The principal source of power in automated systems is electricity.2. Process: The term process refers to the manufacturing operation that is performed on a work
unit.
o Power is required to drive the process as well as the controls.o Loading and unloading the work unito Material transport between operations.
Additional power is required for the following in automation.
o Controller unit: This requires electrical power to read the program of instructions, make thecontrol calculations, and execute the instructions by transmitting the proper commands to
the actuating devices.
o Power to actuate the control signals: The commands sent by the controller unit are carriedout by means of electromechanical devices, such as switches and motors. The commands
are generally transmitted by means of low-voltage and so the control signals must be
amplified to provide the proper power level for the actuating device control signals.
o For Data acquisition and information processing: The data must be collected from theprocess and used as input to the control algorithms. In addition, a requirement of the process
may include keeping records of process performance or product quality. These data
acquisition and record keeping functions require power, although in modest amounts.
3. Program of Instructions
The actions performed by an automated process are defined by a program of instructions Each
part or product style made in the operation requires one or more processing steps that are unique to
that style, These processing steps are performed during a work cycle. A new part is completed
during each work cycle. The particular processing steps for the work cycle are specified in a work
cycle program.Work cycleprograms are called part programs in numerical control. Other process
controlapplications use different names for this type of program.
Work Cycle Programs:
In the simplest automated processes, the work cycle consists of essentially one step, whichis to maintain a single process parameter at a defined level,
In more complicated systems, the process involves a work cycle consisting of multiple stepsthat are repeated with no deviation from one cycle to the next. During each step, there are
one or more activities that involve changes in one or more process parameters.
Process parameters are inputs to the process such as temperature setting of a furnace,coordinate axis value in a positioning system, valve opened or closed in a fluid flow system,
and motor on or off.
Many production operations consist of multiple steps, Examples automatic screw machine cycles,
sheet metal stamping operations, plastic injection molding, and die casting. In earlier versions of
8/3/2019 Automation PG I Chapter
10/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 10
these operations the work cycles were controlled by hardware components, such as limit switches,
timers, cams, and electromechanical relays. The hardware components and their arrangements
served as the program of instructions that directed the sequence of steps in the processing cycle
The disadvantages of the hardware system are:
They often required considerable time to design and fabricate, thus forcing the productionequipment to be used for batch production only;
Making even minor changes in the program was difficult and time consuming The program was in a physical form that is not readily compatible with computer data
processing and communication.
Decision-Making in the Programmed Work Cycle:
Many automated manufacturing operations require decisions to be made during the programmed
work cycle to cope with variations in the cycle. In many cases, the variations are routine elements
of the cycle, and the corresponding instructions for dealing with them are incorporated into the
regular part program.
Operator interaction: In a work cycle operator has to interact with the system for decision making.
Ex. In Engraving operation operator has to decide the alphabets and type of font to engrave
Different part or product styles processed by the system: In a single manufacturing line,different
models of the car has to be welded, the robot with the help of sensors and control programs decides
location and type of weld for each model and then performs welding different body styles
Variations in the starting work units: Sand casted parts do have some variations in their sizes due
to material properties, temperature etc. the machining part programs should be flexible enough to
machine such casted parts
The program can be designed to respond to sensor or operator inputs by executing the appropriate
subroutine corresponding to the input. In other cases, the variations in the work cycle are not
routine at all. They are infrequent and unexpected, such as the failure of an equipment component.
In these instances, the program must include contingency procedures or modifications in thesequence to cope with conditions that lie outside the normal routine.
4. Control System
The control element of the automated system executes the program of instructions. The control
system causes the process to carry out some manufacturing operation. The controls in an automated
system can be either closed loop or open loop.
Advanced automation functionsThese are made possible by special subroutines included in the program of instructions. In some
cases, the functions provide information only and do not involve any physical actions by the controlsystem,
Example: Reporting a list of preventive maintenance tasks that should be accomplished. Any
actions taken on the basis of this report are decided by the human operators and managers of the
system and not by the system itself.
In other cases, the program of instructions must be physically executed by means of the control
system using available actuators. Example: A safety monitoring system that sounds an alarm when
a human worker gets dangerously close to the automated system.
Three Advanced Automation Functions are
Safety Monitoring Maintenance and Repair Diagnostics Error Detection and Recovery
8/3/2019 Automation PG I Chapter
11/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 11
Safety Monitoring :One of the significant reasons for automating a manufacturing operation is to remove workers from
a hazardous working environment.
(1)To protect human workers in the vicinity of the system(2)To protect the equipment associated with the system
Safety monitoring in an automated system involves the use or sensors to track the system's
operation and identify conditions and events that are unsafe or potentially unsafe.The safety monitoring system is programmed to respond to unsafe conditions in some appropriate
way. Possible responses to various hazards might include one or more of the following:
complete stoppage of the automated system
sounding an alarm
reducing the operating speed of the process
taking corrective actions to recover from the safety violation
Sensors and their applications for safety monitoring:
Limit switches Photoelectric sensors Temperature sensors Heat or smoke detectors. Pressure-sensitive floor pads Machine vision systems
Maintenance and Repair Diagnostics:Three modes of operation of a modern maintenance and repair diagnostics subsystem
Status Monitoring, Failure Diagnostics Recommendation of Repair Procedure.. Status Monitoring
In the status monitoring mode, the diagnostic subsystem monitors and records the status of key
sensors and parameters of the system during normal operation. On request, the diagnostics
subsystem can display any of these values and provide an interpretation of current system status,
perhaps warning of an imminent failure. Status monitoring serves two important functions of
machine diagnostics:
Providing information for diagnosing a current failure
Providing data to predict future malfunction or failure.
Failure Diagnostics.The failure diagnostics mode is invoked when a malfunction or failure occurs. Its purpose is to
interpret the current values of the monitored variables and to analyze the recorded values preceding
the failure so that the cause of the failure can be identified
Recommendation of Repair Procedure.The subsystem provides a recommended procedure to the repair crew as to the steps that should be
taken to effect repairs. Methods for developing the recommendations are sometimes based on the
use of expert systems in which the collective judgments of many repair experts arc pooled and
incorporated into a computer program that uses artificial intelligence techniques.
Error Detection and Recovery:The error detection and recovery consists of two steps:
(1) Error Detection
(2) Error Recovery.
8/3/2019 Automation PG I Chapter
12/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 12
Error Detection:The error detection step uses the automated system's available sensor systems to determine when a
deviation or malfunction has occurred, correctly interpret the sensor signals and classify-the error.
The errors must be anticipated in advance in order to select sensors that will enable their detection
Three general categories of errors in production are, 1.Random Errors occur as a result of the
normal stochastic nature of the process. These errors occur when the process is in statistical control
Large variations in part dimensions, even when the production process is in statistical control, cancause problems in downstream operations. 2. Systematic Errors are those that result from some
assignable cause such as a change in raw material properties or a drift in an equipment setting.
3.Aberrations results from either an equipment failure or a human mistake.
The two main design problems in error detection are: (1) to anticipate all of the possible errors that
can occur in a given process and (2) to specify the appropriate sensor systems and associated
interpretive software so that the system is capable of recognizing each error.
Error Recovery:Error Recovery is concerned with applying the necessary corrective action to overcome the error
and bring the system back to normal operation. The problem of designing an error recovery system
focuses on devising appropriate strategies and procedures that will either correct or compensate for
the variety of errors that can occur in the process. Generally, a specific recovery strategy and
procedure must be designed for each different error
1. Make adjustments at the end of the current work cycle: When the current work cycle is
completed, the part program branches to a corrective action subroutine specifically designed for the
error detected, executes the subroutine, and then returns to the work cycle program. This action
reflects a low level of urgency and is most commonly associated with random errors in the process.
2. Make adjustments during the current cycle: This generally indicates a higher level of urgency
than the preceding type. In this case, the action to correct or compensate for the detected error is
initiated as soon as the error is detected. However, it must be possible to accomplish the designated
corrective action while the work cycle is still being executed3. Stop the process to invoke corrective action:In this case, the deviation or malfunction requires
that the execution of the work cycle be suspended during corrective action. It is assumed that the
system is capable of automatically recovering from the error without human assistance. At the end
of the corrective action, the regular work cycle Is continued.
4. Stop the process and call for help: In this case, the error requiring stoppage of the process cannot
be resolved through automated recovery procedures. This situation arises because:
i. The automated cell is not enabled to correct the problemii. The error cannot be classified into the predefined list of errors. In either case, human
assistance is required to correct the problem and restore the system to fully automated
operation.
Error detection and recovery requires an interrupt system. When an error in the process is sensedand identified, an interrupt in the current program execution is invoked to branch to the appropriate
recovery subroutine. This is done either at the end of the current cycle or immediately depending
upon type of error. At the completion of the recovery procedure, program execution reverts back to
normal operation.
Example: Numerically controlled machine tools rely on sensors that detect positions of each
machine component and convert them into digital information. Digital position information is used
in control units to control actuators to position the cutting tool properly with respect to the work
piece being cut. The precision of such motion is determined by the resolution of the position sensor
(feedback device), the digital control algorithm, and the mechanical and thermal behavior of the
machine structural elements. Specifically, machine tools are composed of multiple slides, rotary
8/3/2019 Automation PG I Chapter
13/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 13
tables, and rotary joints, which are usually assembled on top of each other, each designed to move
along a single axis of motion, providing either a translational or a rotational degree of freedom. In
reality, each moving element of a machine tool has error motions in six degrees of freedom, three
translations, and three rotations. Depending on the number of axes of motion, a machine tool can
therefore have as many as 30 individual error components. Furthermore, the construction of
moving slides and their assemblies with respect to each other introduce additional error
components such as squareness and parallelism between axes of motion
Automation of machine tool operation by computer numerical control and the modeling of machine
tool systematic errors led to the creation of new hardware and software error compensation
technologies enabling improvement of machine tool performance. Machine error compensation in
the form of lead screw pitch errors has been available since the early implementations of CNC.
Such lead screw error compensation is carried out using error tables in the machine controller.When executing motion commands, the controller accesses these tables to adjust target positions
used in motion servo algorithms (feed forward control). The lead screw error compensation tables
therefore provide one-dimensional error compensation. Modern machine controllers have more
sophisticated compensation tables enabling two or three-dimensional error compensation based on
preprocess measurement of error motions. For more general error compensation capabilities,
researchers have developed other means of interfacing with the controllers. One approach for such
an interface was through hardware modification of the communication between the controller and
the position feedback devices. In this case, the position feedback signals are diverted to an external
microcomputer, where they are counted to determine the instantaneous positions of the slides, and
corresponding corrections were introduced by modifying the feedback signals before they are read
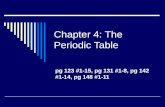
by the machine controller. Similarly, the software approaches to error compensation were also
implemented by interfacing with the CNC through the controller executive software and regular
input/output (I/O) devices (such as parallel I/O) Generic functional diagrams depicting the two
approaches are shown in Fig.below.
8/3/2019 Automation PG I Chapter
14/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 14
Error Detection in an Automated Machining Cell
Consider an automated cell consisting of a CNC machine tool, a parts storage unit, and a robot for
loading and unloading the parts between the machine and the storage unit. Possible errors that
might affect this system can be divided into the following categories: (1) machine and process, (2)
cutting tools, (3) work holding fixture, (4) part storage unit, and (5) load/unload robot
8/3/2019 Automation PG I Chapter
15/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 15
Levels of Automation
The concept of automated systems can be applied to various levels of factory operations. One
normally associates automation with the individual production machines. For example.A modern
numerical control (NC) machine tool is an automated system. However, the NC machine itself is
composed of multiple control systems. AnyNCmachine has at least two axes of motion, and some
machines have up to five axes. Each of these axes operates as a positioning system and is, in effect,
itself an automated system. Similarly, a NC machine is often part of a larger manufacturing system,
and the larger system may itself be automated. For example, two or three machine tools may be
connected by an automated part handling system operating under computer control. The machine
tools also receive instructions (e.g., part programs) from the computer. Thus we have three levels of
automation and control included here (the positioning system level, the machine tool level, and the
manufacturing system level). There are five possible levels of automation in a production plant.
8/3/2019 Automation PG I Chapter
16/16
I Semester M. Tech. I Chapter Industrial Automation 11IAE11
DEVADATTADEVADATTADEVADATTADEVADATTA V R Asst. Professor P E S C E Mandya 16
Device level: This is the lowest level in our automation hierarchy. It includes the actuators, sensors,
and other hardware components that comprise the machine level. The devices are combined into
the individual control loops of the machine, for example: the feedback control loop for one axis of a
CNC machine or one joint of an industrial robot.
Machine level: Hardware at the device level is assembled into individual machines. Examples
include CNC machine tools and similar production equipment, industrial robots, poweredconveyors, and automated guided vehicles. Control functions at this level include performing the
sequence of steps in the program of instructions in the correct order and making sure that each step
is properly executed.
Cell or system level: This is the manufacturing cell or system level, which operates under
instructions from the plant level. A manufacturing cell or system is a group of machines or
workstations connected and supported by a material handling system, computer and other
equipment appropriate to the manufacturing process. Production lines are included in this level.
Functions include part dispatching and machine loading coordination among machines and material
handling system, and collecting and evaluating inspection data.
Plant level: This is the factory or production systems level. It receives instructions from the
corporate information system and translates them into operational plans for production. Likely
functions include order processing, process planning, inventory control, purchasing, material
requirements planning, shop floor control, and quality control.
Enterprise level: This is the highest level consisting of the corporate information system. It is
concerned with all of the functions necessary to manage the company: marketing and sales,
accounting, design, research, aggregate planning, and master production scheduling.
@@@ ### @@@