ASTM F519 − 18 · 2019. 11. 21. · ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of...
19
www.randb.co.kr, [email protected] ASTM F519 − 18 Standard Test Method for Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments R&B Inc. 편집자 주 ▪ 본 한글 본은 R&B Inc. 내부재료로 일부 용어는 표준용어가 아닐 수 있고 해석이 자의적일 수 있음을 고지합니다 ▪ 전문용어는 이해가 쉬운 경우 원래 영어단어 사용을 원칙으로 합니다. ▪ 일부 회사가 자신들의 재료처럼 가공하여 사용하는 경우가 있어 아래와 같이 법적 책임을 밝혀둡니다. ▪ 본 자료는 R&B Inc. 지적재산권으로 무단사용 시 민/형사상의 책임이 따를 수 있습니다.
Transcript of ASTM F519 − 18 · 2019. 11. 21. · ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of...

www.randb.co.kr, [email protected]
ASTM F519 − 18 Standard Test Method for Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
R&B Inc. 편집자 주
▪ 본 한글 본은 R&B Inc. 내부재료로 일부 용어는 표준용어가 아닐 수 있고 해석이 자의적일 수 있음을 고지합니다
▪ 전문용어는 이해가 쉬운 경우 원래 영어단어 사용을 원칙으로 합니다.
▪ 일부 회사가 자신들의 재료처럼 가공하여 사용하는 경우가 있어 아래와 같이 법적 책임을 밝혀둡니다.
▪ 본 자료는 R&B Inc. 지적재산권으로 무단사용 시 민/형사상의 책임이 따를 수 있습니다.
ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 2/19
ASTM F519 − 18 Standard Test Method for Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
1. 범위
1.1 기계적 시험방법을 설명하고 강에서 수소 취성을 일으키는 Coating 및 도금 공정에 대한 허용 기준을 정의.
철강의 Plated/Coated 또는 노출 표면과 접촉하는 유체, 세척 처리 또는 유지 보수 화학재료와 같은 사용
환경에서 발생하는 화학재료에 대한 후속 노출도 평가.
1.2 강의 상대 감수성 측정을 위한 것이 아니며 수소 취성에 대한 상이한 재료의 상대 감수성은 F1459 및
F1624에 따라 결정.
1.3 SAE AMS 6415(이전의 SAE AMS-S-5000 및 MIL-S-5000)에 따른 대기 용융 SAE 4340 강(A 급, 7.1.1 참조)
또는 SAE AMS 6414에 따른 대체 VAR(진공 아크 재 용융) SAE 4340 철강(등급 B, 7.1.1 참조) 사용을 지정하며,
기준으로 둘 다 260 ~ 280ksi(평방 인치당 파운드 × 1000)로 열처리. 이 합금과 열처리 수준의 조합은 수년 동안
사용되어 왔으며 다양한 유지보수 화학재료 또는 전기 도금된 Coating에 대한 노출에 대한 특정 반응에 대해
항공 우주산업에서 대규모 데이터베이스가 축적. 260 ~ 280ksi보다 높은 강도를 가진 구성 요소는 기준으로
표시되지 않을 수 있다. 그러한 경우, 인증 기관은 부품의 특정 재료 및 열처리 조건으로부터 시편을 제조할
필요성을 결정. 기준으로부터의 편차는 12.1.2에 따라 보고.
수소 취성에 대한 민감도는 9.5에 따라 각 시편 Lot에 대해 입증.
NOTE1 – 광범위한 시험에서 VAR 4340 강이 감도 손실 없이 대기 용융 강의 대안으로 사용될 수 있음이 입증.
NOTE2 – VAR 4340은 또한 AMS 6415의 요구사항을 충족하며 AMS 6415는 용융을 명시하지 않기 때문에 철강
공급 업체가 대기 용강을 대체.
1.4 크기, 형상 및 하중 구성이 다른 7개 시편에 대해 시험절차 및 합격 요구사항을 지정.
1.5 합격/불합격 요건- Plated/Coated 공정의 경우, 시편은 표3 수준에서 SLT(지속 하중 시험)를 사용하여
200시간을 만족하거나 이를 초과.
1.5.1 사용 환경에 대한 하중 조건 및 합격/불합격 요건은 부록 A5에 명시.
1.5.2 인증 기관에 의해 승인된 경우, 부속서 A3에 따라 정량적 가속(≤ 24시간) Incremental Step Loading(ISL)
시험이 SLT의 대안으로 사용.
1.6 이 시험방법은 두 부분으로 분리. 첫 번째 부분은 수소 취성 시험 요구사항에 관한 일반적인 정보를 제공.
두번 째는 이 시험방법으로 다루는 다양한 하중 및 시편 구성(Type 목록은 9.1 참조) 및 시험 사용 환경에 대한
세부 사항을 제공하는 부록으로 구성.
1.7 인치-파운드 단위의 Foot-Pound-Sec(fps) 시스템에 명시된 값을 표준으로 사용.
괄호 안 표시 값은 정보 용으로만 제공되며 표준으로 간주되지 않는 SI 단위로의 수학 변환.
1.8 안전 문제를 다루지 않으며 사용자의 책임.
1.9 World Trade Organization Technical Barriers to Trade (TBT)의 표준에 관한 국제적 인정 원칙에 따라 개발.

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 3/19
TABLE 1 Lot Acceptance Criteria for Notched Specimens
2. 참고규격
2.1 ASTM Standards B374 Terminology Relating to Electroplating B851 Specification for Automated Controlled Shot Peening of Metallic Articles Prior to Nickel, Autocatalytic Nickel, or Chromium Plating, or as Final Finish D1193 Specification for Reagent Water E4 Practices for Force Verification of Testing Machines E8/E8M Test Methods for Tension Testing of Metallic Materials E18 Test Methods for Rockwell Hardness of Metallic Materials E29 Practice for Using Significant Digits in Test Data to Determine Conformance with Specifications E292 Test Methods for Conducting Time-for-Rupture Notch Tension Tests of Materials E691 Practice for Conducting an Interlaboratory Study to Determine the Precision of a Test Method E709 Guide for Magnetic Particle Testing E1417 Practice for Liquid Penetrant Testing E1444 Practice for Magnetic Particle Testing E1823 Terminology Relating to Fatigue and Fracture Testing F1459 Test Method for Determination of the Susceptibility of Metallic Materials to Hydrogen Gas Embrittlement (HGE) F1624 Test Method for Measurement of Hydrogen Embrittlement Threshold in Steel by the Incremental Step Loading Technique F2078 Terminology Relating to Hydrogen Embrittlement Testing G5 Reference Test Method for Making Potentiodynamic Anodic Polarization Measurements G38 Practice for Making and Using C-Ring Stress- Corrosion Test Specimens
ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 4/19
2.2 SAE AMS Standard AMS 2430 (R) Shot Peening, Automatic AMS 2759/2 Heat Treatment of Low-Alloy Steel Parts Minimum Tensile Strength 220ksi (1517MPa) and Higher AMS 2759/11 Stress Relief of Steel Parts AMS 6360 Steel Tubing, Seamless 0.95Cr – 0.20Mo (0.28– 0.33C) (SAE 4130) Normalized or Stress Relieved AMS 6414 Steel, Bars, Forgings, and Tubing (SAE 4340) Vacuum Consumable Electrode Remelted AMS 6415 Steel, Bars, Forgings, and Tubing (SAE 4340) AMS-QQ-P-416 Plating, Cadmium (Electrodeposited)
2.3 Military and Federal Standards and Commercial Item Descriptions MIL-PRF-16173 Corrosion Preventive Compound, Solvent Cutback, Cold-Application Commercial Item Description (CID) A-A-55827 Chromium Trioxide, Technical
3. 용어
3.1 정의 —이 시험방법에 사용된 용어의 정의는 B374, E1823, F2078 참조.
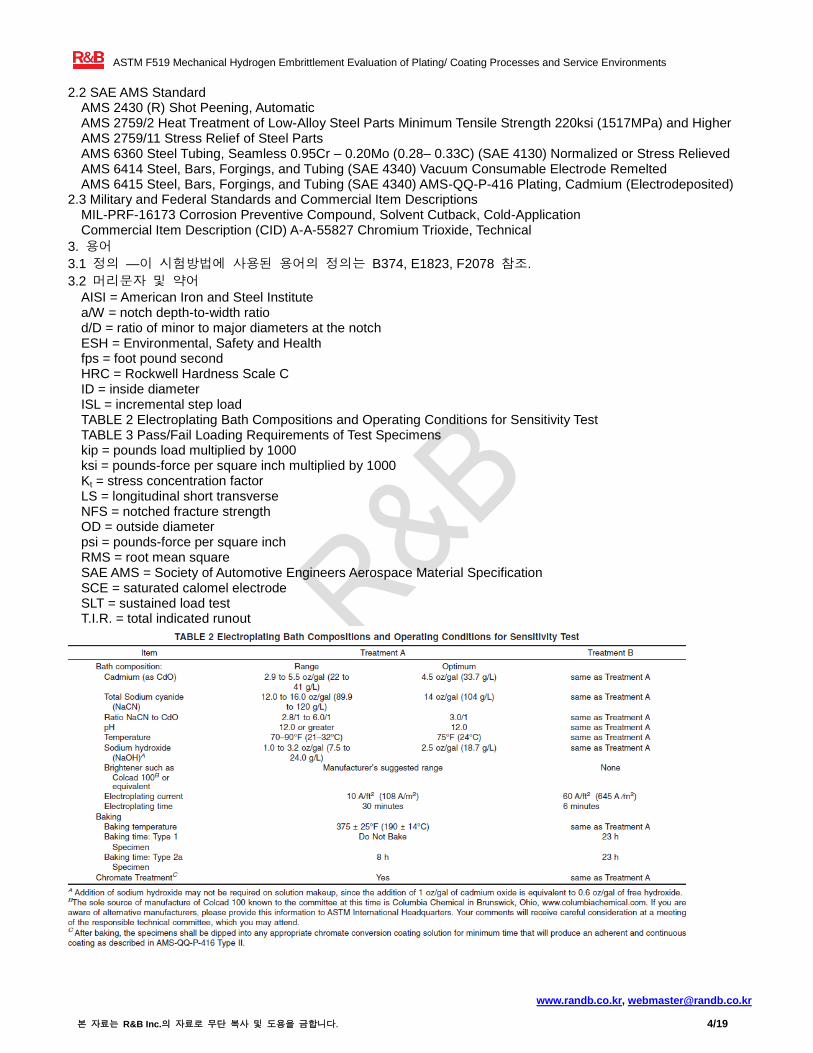
3.2 머리문자 및 약어
AISI = American Iron and Steel Institute a/W = notch depth-to-width ratio d/D = ratio of minor to major diameters at the notch ESH = Environmental, Safety and Health fps = foot pound second HRC = Rockwell Hardness Scale C ID = inside diameter ISL = incremental step load TABLE 2 Electroplating Bath Compositions and Operating Conditions for Sensitivity Test TABLE 3 Pass/Fail Loading Requirements of Test Specimens kip = pounds load multiplied by 1000 ksi = pounds-force per square inch multiplied by 1000 Kt = stress concentration factor LS = longitudinal short transverse NFS = notched fracture strength OD = outside diameter psi = pounds-force per square inch RMS = root mean square SAE AMS = Society of Automotive Engineers Aerospace Material Specification SCE = saturated calomel electrode SLT = sustained load test T.I.R. = total indicated runout

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 5/19
4. 시험방법 요약
4.1 Plated/Coated 공정 — 응력이 없는 시편은 공정에 적합한 규격에 따라 세척, Plated/Coated 및 Baking
(해당되는 경우). 시험 기간의 Rupture /완료시간 측정을 위해 시편을 대기 중 일정 하중에 유지.
4.2 사용환경 — 시편은 사용환경에서 시험. 환경노출 및 하중 순서는 부록 A5 참조.
Plated/Coated된 시편이 사용환경을 평가하기 위해 사용되는 경우, Plated/Coated 공정 4.1에 따라 수용 가능한
것으로 결정.
5. 의의 및 사용
5.1 Plated/Coated 공정 –이 시험방법은 표면준비, 전처리 및 Plated/Coated과 같은 생산 작업 중 엄격한 제어를
확인하여 제조과정에서 철강부품의 수소 취성 가능성을 감지할 수 있는 방법을 제공.
또한 새로운 Plated/Coated 공정에 대한 자격 시험 및 Plated/Coated 공정제어에 대한 정기점검 감사로 사용.
5.2 사용환경 —이 시험방법은 제조, 정밀검사 및 사용수명 동안 화학재료와의 접촉으로 인해 철강 부품
(Plated/Coated 또는 Bare)의 수소 취성 가능성을 감지할 수 있는 방법을 제공.
사용환경에서의 시험에 대한 자세한 내용은 부록 A5 참조.
6. 기기
6.1 시험기-시험기는 교정, 힘 범위, 분해능, 굽힘 Strain rate 및 E4 및 E292 검증 지침에 따른다.
6.1.1 Notch 원형 인장시편에 사용되는 시험기의 힘은 Dead weight 또는 Lever Arm Type hanging weight 기기와
같은 분석 계산을 통해 또는 Strain Gage Load cell과 같은 경험적 측정(전자 출력)을 통해 측정.
시편 Grip Joint Compliance의 영향을 알지 못하고 E4 및 E8/E8M 공차를 고려하지 않는 한,
Load Ring 변형으로만 추정한 시험하중은 허용되지 않는다.
Strain Gage Load cell 측정결과는 Load Ring 처짐과 함께 사용할 수 있다.
6.2 Gripping 장치 — 다양한 Type의 Gripping 장치가 시험기 또는 자체 하중 Frame에 의해 가해지는 하중을
시편에 전달하기 위해 인장 또는 굽힘에 사용.
6.3 시리즈 Loading — 시편은 시험 Frame에 개별적으로 또는 여러 개 시리즈로 Loading. 개별 시험 Frame에
부하된 모든 시편은 동일한 인증된 NFS ±1 %. 지정된 시험 기간 동안 하나 이상의 시편이 파괴되는 경우,
파괴된 시편을 제거하고 Dummy 시편으로 교체하고 Load 체인을 하중 하에 다시 놓아야 한다. 나머지 시편에
대한 하중을 받는 총 시간(즉, 시험 지속시간)은 6.3.1에 따라 모든 부하시간에 의해 연장.
규격 또는 인증 기관은 시험 Frame 당 하나의 시편으로 하중을 제한하도록 선택.
6.3.1 ETUL(Extended Time Under Load)- 총 타임 오프 부하(Wall clock)가 총 시험 지속시간의 10 %를 초과하는
경우(예: 200시간 시험의 경우 20시간) 그 후, 하중을 받는 시간은 10 %를 초과하는(즉, 20시간을 초과하는)시간-
부하시간만큼 연장. 규격 또는 인증 기관은 이 연장된 시간이 걸리는 Load(ETUL) 규정을 포기 선택할 수 있다.
SLT 예 1
단일 도금 조를 나타내는 4개 카드뮴 도금 시편을 월별 도금 조 검증의 일부로 개별 SLT 시험 Frame에 장착.
4개 시편 중 하나가 180시간 후 파열(부하 초기시간 = 180시간).
파괴 시편을 발견하고 Dummy Link로 교체하고 나머지 3개 시편을 하중 하에 다시 놓는데 8시간이 걸린다(타임
오프 Load = 8시간).
오프 Load시간(8시간)이 전체 시험 지속시간의 10 %(200시간의 10 % = 20시간)보다 작기 때문에 Load 시 시간
연장이 필요하지 않다. 따라서 하중을 받는 총 시간은 나머지 시편에 대해 200시간이 된다.
SLT의 예 2
5개의 개별 도금 조(A, B, C, D 및 E)를 나타내는 20개 카드뮴 도금 시편을 월별 도금 조 검증의 일부로 개별
SLT 시험 Frame에 장착. 100시간 후 Bath A 파손에서 1개 시편; 120시간 후 Bath B 파손으로부터의 하나의 시편;
140시간 후 Bath C 파손으로부터의 하나의 시편. 시편이 파괴될 때마다 파괴된 시편을 발견하고 Dummy Link로
교체하고 나머지 시편을 하중 하에 다시 놓는데 총 8시간이 걸린다(총 오프 Load = 8 + 8 + 8 h = 24시간).
총 Off Load 시간(24시간)은 총 시험 지속시간의 10 %(200 %의 10 % = 20시간)를 4시간 초과한다.
따라서 Load 시간을 4시간 연장. 따라서 하중을 받는 총 시간은 나머지 시편에 대해 204시간.
6.4 사용 환경 시험 – 사용 환경에서의 시험을 위해, 시편으로부터 적절하게 전기적으로 격리되거나 Galvanic
ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 6/19
Coupling을 방지하도록 보상된 불활성 용기 및 고정 장치는 수성 환경에서의 시험에 사용. 시편의 부식전위는
기준 시험방법 G5에 따라 기준 포화 Calomel 전극(SCE) 또는 Ag/AgCl과 같은 등가 기준 전극으로 제어.
7. 재료 및 시약
7.1 재료
7.1.1 철강은 다음과 같다
7.1.1.1 등급 A-SAE AMS 6415(이전의 SAE AMS-S-5000 및 이전 MIL-S-5000) 당 대기 용융 SAE 4340 강 또는
7.1.1.2 등급 B-VAR(Vacuum Arc Remelt) SAE AMS 당 SAE 4340 강 6414.
7.1.1.3 등급이 지정되지 않은 경우 등급 A를 사용.
7.1.2 산화 알루미늄(150 Grit 이상) 및 180 Grit 탄화 규소 용지 7.1.3 AMS 2430에 따른 Conditioning shot.
7.2 시약
7.2.1 MIL-PRF-16173, 등급 2의 요구사항을 충족하는 부식 방지 화합물
7.2.2 Cadmium cyanide 전기 도금 조(SAE AMS-QQ-P-416, 이전의 Federal Specification QQ-P-416(표 2)
7.2.3 유지 보수 화학재료, 세척제, 페인트 Stripper 및 수성 환경.
7.2.4 Chromic acid (CID A-A-55827, 이전에는 연방 규격 O-C-303D)
7.2.5 물(사양 D1193 Type IV)
8. 위험
8.1 환경, 안전 및 건강(ESH)
8.1.1 장비, 재료, 용액 및 emissions (해당되는 경우)은 적용 가능한 ESH 규정에 따라 제어, 취급, 사용 및 폐기.
9. 시편
9.1 형상
9.1.1 공차가 있는 치수 도면은 다음 부속서에 있는 두 가지 Type 시편 제공.
9.1.1.1 Type 1—Notched Specimens Type 1a: Notch, Round, Tension
Type 1a.1 Standard Size - per Fig. A1.1 Annex A1 Type 1a.2 Oversized -per Fig. A1.2 Annex A1
Type 1b: Notched, Round, Tension Self Loading Fixture— per Figs. A2.1-A2.5 Annex A2 Type 1c: Notched, Round, Bend Self Loading Fixture—per Fig. A2. 6, Fig. A2.7 Annex A2 Type 1d: Notched, C-Ring, Bend Self Loading Fixture—per Fig. A2.8, Fig. A2.9 Annex A2 Type 1e: Notched, Square, Bend—per Fig. A3.1 Annex A3
9.1.1.2 Type 2—Smooth Specimens Type 2a: O-Ring, Bend Self Loading Fixture—per Fig. A 4.1, Fig. A4.2 Annex A4
9.1.2 Notch 둥근 인장, 둥근 굽힘 및 사각 굽힘 시편은 세로 방향으로 하중을 가하지만 C-Ring 및 O-Ring은
세로 방향 방향에 수직으로만 하중을 가할 수 있다.
9.2 제조
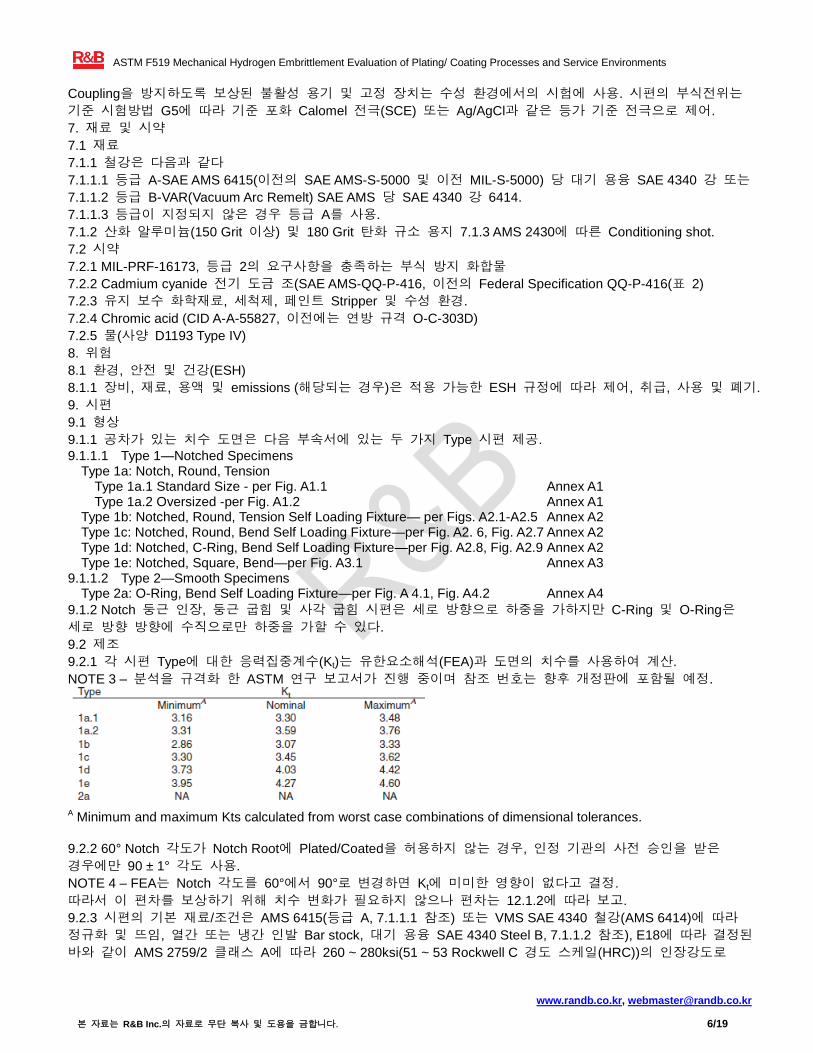
9.2.1 각 시편 Type에 대한 응력집중계수(Kt)는 유한요소해석(FEA)과 도면의 치수를 사용하여 계산.
NOTE 3 – 분석을 규격화 한 ASTM 연구 보고서가 진행 중이며 참조 번호는 향후 개정판에 포함될 예정.
A Minimum and maximum Kts calculated from worst case combinations of dimensional tolerances.
9.2.2 60° Notch 각도가 Notch Root에 Plated/Coated을 허용하지 않는 경우, 인정 기관의 사전 승인을 받은
경우에만 90 ± 1° 각도 사용.
NOTE 4 – FEA는 Notch 각도를 60°에서 90°로 변경하면 Kt에 미미한 영향이 없다고 결정.
따라서 이 편차를 보상하기 위해 치수 변화가 필요하지 않으나 편차는 12.1.2에 따라 보고.
9.2.3 시편의 기본 재료/조건은 AMS 6415(등급 A, 7.1.1.1 참조) 또는 VMS SAE 4340 철강(AMS 6414)에 따라
정규화 및 뜨임, 열간 또는 냉간 인발 Bar stock, 대기 용융 SAE 4340 Steel B, 7.1.1.2 참조), E18에 따라 결정된
바와 같이 AMS 2759/2 클래스 A에 따라 260 ~ 280ksi(51 ~ 53 Rockwell C 경도 스케일(HRC))의 인장강도로

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 7/19
열처리. E29는 평균 3 회 측정의 50.6 ~ 53.4 HRC의 절대 경도 범위를 허용.
9.2.3.1 다른 강 또는 최종 경도는 인정기관이 동의한 경우에만 대체. 기준선으로부터 편차는 12.1.2에 따라 보고.
9.2.4 필요에 따라 거친 Machine blanks
9.2.5 다음과 같이 AMS 2759/2 Class A 또는 B당 260 ~ 280ksi의 강도 수준으로 열처리.
9.2.5.1 보호 분위기에서 1500 – 1550ºF에서 Austenite화 후 오일 담금질.
9.2.5.2 425 – 490°F에서 이중 Temper(각각 2시간)
9.2.6 E8/E8M 및 표 1에 따라 4개 시편을 당겨 열처리 반응을 확인.
9.2.7 평행부와 Notch 마무리 가공.
9.2.7.1 전체 Notch는 크기에 따라 연마.
9.2.7.2 Notch의 단일 포인트 가공은 불허
9.2.7.3 Notch 광택은 불허.
9.2.7.4 시편 제조 중 Notch의 Shot peening/blasting/mechanical cleaning 불허.
9.2.8 연마 후 모든 시편은 4-5시간 동안 AMS 2759/11에 따라 375 ± 25°F에서 응력 완화 Baking.
응력 제거 Baking 동안 표면 산화로 인한 변색으로부터 적절한 보호.
9.2.9 산성 또는 음극 전해 세정은 금지.
9.2.10 최종 열처리 후 Straightening 금지.
9.3 보관
9.3.1 응력 제거 Baking 후, 모든 시편은 부식되지 않도록 보관하는 동안 보호.
적합한 보호 수단은 MIL-PRF-16173, 등급 2의 요구사항을 충족하는 부식 방지 화합물로 시편을 Coating.
9.4 검사
9.4.1 Lot는 동일한 방향으로 같은 철강의 열처리에서 절단된 시편으로 구성하며, 동일한 Furnace에서 함께
열처리되고, 담금질 및 Tempering되며 동일한 제조 공정을 거친다.
9.4.2 Lot의 모든 Notch 시편은 해당 Lot의 시편에 대한 검사 결과가 표 1 및 9.5의 요구사항을 준수하는 경우
시험 목적에 적합.
9.5 감도 시험
9.5.1 수소 취성에 대한 민감도는 9장에 따라 제조 및 검사 후 두 개의 다른 취성 환경에 6개 시편을 노출시켜
각 Lot의 각 시편에 대해 입증.
9.5.1.1 처리 A(표 2)에 의해 Cadmium cyanide 욕에서 생성된 고 취성 조건 하에서 3개 시편을 전기 도금하고,
처리 B(표 2)의 덜 취성 조건 하에서 나머지 3개 시편을 전기 도금.
동등한 Plated/Coated 또는 부과된 전위는 감도가 표 2와 동일한 경우 인증 기관의 승인을 받아야만 사용.
9.5.2 SLT 방법을 사용하여 표 3 처리 A Lot는 24시간 이내에 파괴, 처리 B는 도금된 3개 시편 모두 200시간
이내에 파괴되는 시편이 없는 적절한 감도를 가져야 한다.
9.5.3 ISL 시험방법을 사용하여, 처리 A에 의해 도금된 3개 시편이 50 % NFS 미만에서 균열을 일으키고 처리
B에 의해 처리된 3개 시편 모두가 90 %를 초과하는 적절한 감도를 가져야 한다. NFS는 표 3에 설명.
본 표준과 함께 사용되는 Loading 프로파일은 1시간 동안 지속되는 5 % NFS의 15개 Load 증가분에 각각 2시간
동안 5 % NFS의 5 증가분을 더하거나 (15/5/1) +(5/5/2), 이는 최대 예상 Load 100 % NFS에 대해 최대 24시간
Load 프로파일.
9.6 인증
9.6.1 제조 및 판매된 각 시편의 Lot는 다음 정보를 포함하여 본 난의 조건을 충족한다는 것을 서면으로 인증.
9.6.1.1 시험 Lot 제조업체.
9.6.1.2 철강 공급 업체, 열 번호 및 화학 성분 및 열처리 반응에 대한 인증서.
9.6.1.3 시편 Lot에 대한 열처리 공정 인증.
9.6.1.4 표 1 및 9.6의 요구사항에 대한 시험결과,
X.XX Kip(1 kip = 1000 파운드 하중).
10. 절차
10.1 Plated/Coated 공정
10.1.1 시편의 수 — 시험마다 최소 4개 시편 사용.
10.1.2 시편 재사용 –이 시험방법에 따라 생산 및 시험된 시편은 한 번만 사용.
시편의 Stripping 및 재사용은 금지.
10.1.3 Plated/Coated 적용 범위 – Grip 영역을 제외한 전체 시편은 육안 검사에 의해 결정된 Plated/Coated으로
덮여야 한다.

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 8/19
10.1.4 시편 Grip 영역의 Masking — 시험 장치의 간섭을 피하기 위해 필요한 경우 Plated/Coated 침전물을
방지하기 위해 시편의 Grip 영역을 Masking. Grip 영역이 가려지면 이를 기록.
10.1.5 수소 탈출 경로 제공을 위한 Masking- 니켈 또는 Bright cadmium과 같은 비 다공성 Plated/Coated은
수소의 외부 확산을 방해. 따라서, 이러한 Type의 Plated/Coated으로 시편을 도금할 때, 수소가 소성될 수 있도록
시편의 일부를 비 Plated/Coated.
경질의 비 다공성 Coating으로 시편을 Coating/Coating하기 위해 다음 지침이 설정.
10.1.5.1 모든 Notch Type(1a.1, 1a.2, 1b, 1c, 1d 및 1e) — Notch 양쪽의 전체 Notch 및 0.5 인치는 Plated/Coated.
10.1.5.2 Type 2a Smoothing— 가장자리만 가려질 수 있다. 전체 ID 및 OD는 Plated/Coated.
10.1.6 응력 계산용 치수 – Bare 메탈 시편의 치수는 응력 계산에 사용.
10.1.7 SLT 방법
10.1.7.1 하중 — 지속 하중 시편은 표 3에 따라 하중을 부가.
10.1.7.2시간 — 일정 하중은 최소 200시간 동안 유지.
실제 파괴시간은 릴레이 스위치 시스템으로 전자적으로 관찰.
10.1.8 이 규격의 부록 A3에 설명되어 있고 F1624에 추가로 정의된 대체 ISL 가속시험(≤24 h)은 인증 기관이
지정한 경우에만 사용.
10.2 사용 환경
10.2.1 시험 규정(수, 부하 및 시간)은 부속서 A5에 규정.
11. 결과 해석
11.1 파괴 없음- SLT 방법의 경우, Plated/Coated된 시편이 표 3에 명시된 대로 하중 후 200시간 이내에 파손되지
않는 경우 Plated/Coated 공정은 취성이 없는 것으로 평가. 자체 하중 시편 Type(1b, 1c, 1d) 2a) 균열 완화가
시작되었지만 하중 완화로 인해 전파되지 않았는지를 결정하기 위해 E1444에 따른 자분 탐상 또는 E1417에
따른 액체 침투제를 사용하여 검사.
11.2 4개 중 하나 파손 —200시간 지속 하중 노출시간 내에 최소 4개 시편 중 하나만 파손되면 나머지 3개
시편은 200시간 지속 하중 후 2시간마다 5 %씩 증가하여 NFS의 90 %까지 단계적으로 Loading.
나머지 3개 시편이 모두 2시간 동안 90 % NFS를 유지하는 경우, Plated/Coated 과정은 취성이 아닌 것으로 평가.
11.3 두 개 이상 파괴 — 두 개 이상의 시편이 일정 하중 노출시간 내에 파손되면 Plated/Coated 공정은
취성으로 평가.
11.4 교체 시험 – 교체 시험은 파손의 근본 원인이 비정상인 것으로 확인된 후에만 수행.
11.4.1 근본 원인 결정 — 시편의 Plated/Coated 과정에서 오류가 발생한 것으로 판단되거나 파손 시편의
미세조직 검사에서 시편 제조에 결함이 있는 것으로 판명되면 파손이 예외로 간주될 수 있다.
11.4.1.1 균열, Grinding burns 또는 비금속 Inclusion과 같은 기존 시편 결함은 시험 결과의 무효화 및 교체
시험의 원인으로 평가
11.4.1.2 Notch 이외의 장소에서의 파괴는 시험을 무효화하고 모든 Notch 시편(2a를 제외한 모든 Type)에 대한
교체 시험의 원인.
11.4.2 시편의 수 — 대체 시험은 4개 시편을 사용. 교체 시험 중 시편이 파손되면 Plated/Coated 과정을
취성으로 평가.
이상이 비정상이라고 판단되면 11.4에 따른 재시험을 반복.
12. 보고서
12.1 시험이 완료되면 12.1.1 ~ 12.1.8에 규정된 최소한의 정보를 포함한 시험 기록 또는 보고서를 작성.
시험기관은 12.1.4~ 12.1.8까지 필요한 정보를 시험 기록으로 제공하거나 시편을 제공한 고객에게 보고.
12.1.1 시험 시편 Lot에 대한 Notch 파괴 강도(NFS)를 명확하게 설명하는 표 1 및 9.5의 요건에 따른 Lot 수용
및 민감도 인증 기록 또는 보고서.
NOTE 5 – Lot 합격 및 민감도 기록 또는 보고서는 시편 제조업체가 제공.
12.1.2 기본 형상, 재료, Temper, Kt 또는 Masking 과의 차이. 시편이 요구사항을 준수하는 경우 보고서에 명시.
12.1.3 시편에 사용된 Plated/Coated 공정에 대한 설명
12.1.4 주변 분위기 이외의 시험 환경(농도, 온도 등)에 대한 설명.
12.1.5 적용 또는 유지하중 또는 도금되지 않은 시편의 NFS 또는 Notch 굽힘 강도의 백분율 또는 시편 Type에
적합한 변위.
12.1.6 시험 Frame상의 시편 종류와 개수 인증된 NFS; 관련된 시간-하중과 함께 시편 파괴의 세부 사항;
ETUL(Extended Time Under Load).
12.1.7 시험 환경에서 하중을 받는 시간과 파괴가 관찰되면 이를 보고. 시험이 요구사항을 준수하는 경우

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 9/19
보고서는 그 상태를 명시.
12.1.8 11.2의 Step Loading 과정이 적용되면, 파손과 관련하여 이유를 명시하며 시험 기록 또는 보고서에 기록.
13. 정밀도와 Bias
13.1 정밀도 – 9.5의 민감도 시험 요건과 11 장의 합격 및 탈락 기준은 정밀도에 대한 판단이며, 가해진 응력 및
시편 형상의 정밀도에 따라 다를 수 있다.
13.2 Bias — 원료 또는 시편 제조와 관련된 시편의 특성에 무작위 Lot 간 편차가 존재할 수 있다.
14. Keywords 14.1 cleaner; coating; delayed failure; fluids; hydrogen em- brittlement; maintenance chemicals; plating/coating; steel; stress cracking; threshold
부속서(필수 정보)
A1. Notch 인장시험에 대한 특별 요구사항
A1.1 Type 1a – Notch 원형 인장시편은 두 가지 크기로 제공.
시편 형상이 정해지지 않으면 하중 제어 하에 1a.1 표준 Notch 원형 시편을 사용.
A1.1.1 Type 1a.1 Standard - SLT(Sustained Load Test) 표준 시편 치수는 그림 A1.1참조. 시험기는 표1에 따라
NFS를 측정하기 위해 최소 Load 용량이 10 Kip. 따라서, 7.5 Kip의 최소Load 용량을 가진 시험기는 표3에 따라
NFS의 75 %의 일정 Load를 유지.
A1.1.2 Type 1a.2 – SLT에 대한 대형 시편의 치수는 그림 A1.2 참조.
시험기는 표1에 따라 NFS 측정을 위해 최소 16 Kip 용량.
표 3에 따라 NFS 75 %의 일정 부하를 유지하려면 최소 12Kip 시험기가 필요.
NOTE 1—Specimen preparation must comply with 9.2. NOTE 2—Surface finish of notch shall be 32 RMS or better, all other surfaces shall be 63 RMS or better. NOTE 3—Configuration of the ends of the specimen is optional so long as any external threaded ends have the minor diameter greater than 0.25‖ NOTE 4—Root radii, reduced section, and notch root radius must be concentric with centerline of specimen within 0.002 T.I.R. (total indicated runout).
FIG. A1.1: Dimensional Requirements for the Type 1a.1 Specimen

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 10/19
NOTE 1—Specimen preparation must comply with 9.2. NOTE 2—Surface finish of notch shall be 32 RMS or better, all other surfaces shall be 63 RMS or better. NOTE 3—Configuration of the ends of the specimen is optional so long as any external threaded ends have the minor diameter greater than 0.35 inch. NOTE 4—Root radii, reduced section, and notch root radius must be concentric with centerline of specimen within 0.002 T.I.R.
FIG. A1.2: Dimensional Requirements for the Type 1a.2 Specimen
A2. Self-loading fixture 방식의 Notch 시편에 대한 특별 요구사항
A2.1 Type 1b-Notch 인장시편-Type 1b는 Notch(d/D), 작은 직경 대 주요 직경의 비 = 0.0895/0.188 인 Sub
specimen. 시편은 일정 변위 하에 부하되며 NFS의 75 % 하중을 위해 특별한 하중유지 장치가 필요.
표 1에 따라 NFS 결정을 위한 시험기 용량은 2.5 kips를 초과. Sub-size 시편 사용에 관한 E8/E8M – 04, NOTE 5,
그림 8을 고려.
A2.1.1 인장 하중에서 Notch 원형 시편의 Spring 하중 방법은 Fig. A2.1-A2.5 참조.
Ring 제조업체는 시편에 75 % NFS 응력에 필요한 하중을 받을 때 Ring 직경 변화를 결정하여 각 Ring을 교정.
A2.1.2 시편을 응력 Ring에 부하하는데 사용되는 메커니즘은 시편을 시편에 가해지는 최대 하중의 90 %의 응력
수준으로 유지.
75 % NFS의 높은 응력 수준에서 부하하고 고정하는 방법은 다음과 같다.
A2.1.3 시편을 교정 Ring에 삽입. Stainless Steel Retaining Collar로 Ring을 통해 연장되는 시편의 끝을 유압
Loading 장치의 Jaw에 삽입. 하중이 가해짐에 따라, Collar는 시편의 Shaft에 따라 변형. 하중을 받는 동안 비틀림
하중은 불허. 유압식 Loading 장치에서 제거한 후 Ring 직경의 변화는 실제 응력 수준(시험 하중)을 나타내며
이는 초기 Loading 중 생성된 Ring 직경 변화의 90 % 이상. 시험 기간이 끝날 때까지 시편이 파손되지 않은
경우, 측정 Ring 직경은 시험 시작 후 측정된 Ring 직경의 0.001‖ 이내.
A2.1.4 경고 —시편 파손으로 인한 부상을 방지하기 위해 그림 A2.4 및 그림 A2.5에서와 같이 부하 후 즉시
시편과 Ring 위에 보호 Collar를 장착.
A2.2 Type 1c – Notched Round Bend Specimen— 시편 치수는 그림 A2.6 참조. Notch 원형 시편에 모의 순수
굽힘 하중을 가하는데 사용할 수 있는 Self- Loading 장치는 그림 A2.7참조.
그림 A2.7 장치는 시편 파괴에 필요한 Loading 볼트의 회전 횟수를 세어 보정.
Loading 볼트의 조임이 모든 느슨함을 제거하는 지점에서 Counting을 시작.
시편과 Loading 볼트가 올바르게 안착될 수 있도록 Loading bar 사이 거리는 Loading 볼트의 회전 수와 함께 각
끝에서 측정.
NOTE A2.1- 사용자는 Loading 볼트 홈 바닥에 찌꺼기가 쌓일 수 있어 주의. 제거하지 않으면 응력이 변화.
하중이 가해짐에 따라 시편이 제자리에서 벗어날 수 있으며 이 움직임을 막기 위한 조치를 취한다는 점에 유의.

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 11/19
교정 수준에서 파괴를 일으키는데 필요한 평균 회전 수의 백분율로 응력 수준 표시.
A2.3 Type 1d- Notch C- Ring bend — Notch Bend C- Ring 시편 치수는 그림 A2.8 참조.
Notch Bend C- Ring 시편은 2인치 직경 이상의 SAE 4340 강재, 등급 A 또는 B(7.1.1 참조)로 가공된 1.25‖ 길이
이상으로 구성. 자동 Loading 장치의 경우 Loading 볼트를 사용하여 시편에 하중에 부하.
볼트는 그림 A2.8과 같이 Notch 반대편 시편의 직경에 걸쳐 있어야 한다.
그림 A2.9의 하중 장치를 사용하여 노출되지 않은 시편(표 1 참조)으로 파괴 시 Notch C- Ring 평균 직경을 결정.
응력 수준은 시편 파괴에 필요한 직경의 백분율 변화와 관련.
NOTE 1—Specimen preparation must comply with 9.2. NOTE 2—Surface finish of notch shall be 32 RMS or better, all other surfaces shall be 63 RMS or better. NOTE 3—Root radii, reduced section, and notch root radius must be concentric with centerline of specimen within 0.002 T.I.R.
FIG. A2.1: Dimensional Requirements for Type 1b Specimens
NOTE 1—No. 11 diameter holes located a true position within 0.005-in. (0.127-mm) diameter and drilled parallel to face ―A‖ (0.076mm). NOTE 2—Material to be AISI 4130 steel perAMS 6360 or equivalent, heat treated in accordance with AMS 2759/2 Class A to a tensile strength between 200 and 220 ksi (1380 and 1520MPa). NOTE 3—See Annex A5 for galvanic isolation requirements when used for fluid testing.
FIG. A2.2: Dimensional Requirements for Type 1b Stressing Ring

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 12/19
FIG. A2.3: Assembly of Type 1b Tensile Specimen with Type 1b Stress Ring and Swaged Retaining Collar
NOTE 1—A flexible collar (13⁄4-in. outside diameter with 1⁄4-in. wall) is inserted over the specimen and stressing ring after loading to the required stress level.
FIG. A2.4: Protective Collar Installation on Type 1b Specimens and Stressing Ring

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 13/19
FIG. A2.5: Type 1b Information Card Showing Deflection of Stress Ring Necessary to Achieve Percent of Ultimate Desired
NOTE 1—Specimen preparation must comply with 9.2. NOTE 2—Surface finish of notch shall be 32 RMS or better, all other surfaces shall be 63 RMS or better. NOTE 3—Root radii, reduced section, and notch root radius must be concentric with centerline of specimen within 0.002 T.I.R.
FIG. A2.6 Dimensional Requirements for the Type 1c Specimen

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 14/19
NOTE 1—Loading bars shall be made from stainless steel (>35 HRC) 5⁄8-inch square bar. NOTE 2—See Annex A5 for galvanic isolation requirements when used for fluid testing.
FIG. A2.7 Self-Loading Bend Fixture for Type 1c
NOTE 1—Specimen preparation must comply with 9.2. NOTE 2—Surface finish of notch shall be 32 RMS or better, all other surfaces shall be 63 RMS or better. NOTE 3—See Annex A5 for galvanic isolation requirements when used for fluid testing.
FIG. A2.8 Dimensional Requirements for Type 1d Specimens with Loading Bolt
FIG. A2.9 Device for Measuring Deflection During Stressing of Type 1d Specimen
A3. ISL 시험방법을 사용한 사양 시험을 위한 특별 요구사항
A3.1 시편 – 모든 F519 시편 Type은 F1624의 가속 ISL 시험 규정에 따라 인장 또는 굽힘으로 시험. 그러나

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 15/19
F1624에 따른 특정 ISL 및 유지시간 규정은 SAE 4340 철강, 등급 A 또는 B(7.1.1 참조), 열처리 51–53 HRC로
제조된 Type 1e, 4점 굽힘 시험 시편(51.1 참조)에 대해서만 시행.
다른 시편 Type, 재료 및 열처리 조건에 대한 특정 ISL 및 유지시간 규정은 F1624에 포함된 방법에 따라 개발.
시편 Type 1e는 1a, 1b 및 1c 시편과 같이 균열 평면을 가로 지르는 방향으로 배향되나 Type 1d, Notch C-Ring
굽힘 시편과 동일한 a/W(Notch 깊이 대 폭 비율)와 일치하도록 크기를 조정.
A3.1.1 Type 1e—Notched Square Bend Specimen— 시편 치수는 그림 A3.1 참조. 이 시편은 변위 제어 하에서
적절한 4점 굽힘 Adapter로 시험.
A3.2 제조 - 시편은 정사각형 바(bar)로 제조되며, 열처리에서 탈탄을 제거할 수 있도록 약간 큰 크기로 가공.
방향 효과가 존재하는 경우, Notch가 E1823에 따라 LS 방위에 있는지 확인하기 위해 횡단면 미세구조를 검사.
다음 측면 탈탄을 방지하기 위해 최종 치수로 연마.
A3.3 Loading 규정
A3.3.1 ISL 시험방법은 변위 제어 하에서 증가분 하중과 유지시간을 사용하여 시편의 잔류 수소 정량화에
사용되는 임계 응력의 척도인 Subcritical 균열 성장의 시작을 감지하여 수소 취성에 대한 하중 유지 및 Slow
Strain rate 결합 시험
A3.3.2 이 시험방법에 권장되는 Loading 규정은 시간당 5 % NFS의 15 단계 또는 최대 75 % NFS의(15/5/1)로
구성된 다음 파괴까지 2시간 동안 5 % NFS에서 단계적으로 구성.
A3.3.3 ISL 규정을 사용한 직렬 Loading 작업에 대해서는 F1624를 참조.
A3.4 임계값
A3.4.1 시편이 일정한 변위로 유지될 때, 5 %의 하중 감소는 그 변위 및 해당 하중에서 Subcritical 균열 성장의
시작을 의미. 5 % 하중 강하 전 기록된 일정 변위에서 측정된 하중은 해당 시편의 임계값으로 기록. 새로운
변위와 이에 상응하는 더 높은 하중에 도달하려고 시도하는 동안 시편이 파열되면 이전 하중을 기록.
시험 결과는 임계값으로 기록되며, 이는 일정 하중시험, 파괴시간 기준과 같이 통과/파손이 아닌 해당 시편
구성에 대한 NFS의 백분율.
A3.5 SLT와 ISL의 동등성
A3.5.1 SLT와 ISL 시험방법의 동등성은 E691에 따라 확립되지 않았다. 그러나, ISL 방법을 사용하여 대기 중에서
시험된 도금되지 않은 시편은 90 % NFS에서 파괴가 입증. 이것이 명목상 수소가 없는 상태를 나타내는 한,
2시간 동안 90 % NFS를 유지하는 Plated/Coated된 시편은 취화되지 않은 것으로 간주될 수 있다고 합리적으로
추정.
A3.6 결과 해석
A3.6.1(15/5/1 + 5/5/2) 단계 규정을 사용하여 2시간 이상 ISL NFS의 90 %를 충족하거나 초과하는 시편의 경우,
Plated/Coated 공정은 Non- embrittling.
A3.7 부품 공차
A3.7.1 수소 내성은 경도에 따라 다르기 때문에 저 강도 Steel로 만들어진 실제 부품은 Plated/Coated으로 인해
잔류 수소에 대한 내성이 더 높을 수 있으며 고경도 Steel과 동일한 임계값이 필요하지 않을 수 있다. 따라서,
임계치 요구사항의 조정이 가능.
A3.7.2 본 표준에서 실제 생산 하드웨어와 임계값 레벨 사이 상관 관계를 얻기 위해 F1624를 사용하여 생산
하드웨어의 임계값 레벨 또는 수소 공차 레벨을 측정.

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 16/19
NOTE 1—Specimen preparation must comply with 9.2. NOTE 2—Notch must be in the LS orientation per Terminology E1823. NOTE 3—Surface finish of notch shall be 32 RMS or better, all other surfaces shall be 63 RMS or better. NOTE 4—Within the tolerances of the specimen, the thickness of the net section W– a = 0.26 shall be maintained.
FIG. A3.1: Dimensional Requirements for Type 1e Specimen
A4. 일정 변위 응력 Bar가 있는 Smooth O- Ring 사양의 시험을 위한 특별 요구사항
A4.1 시편
A4.1.1 Type 2a— 시편 치수는 그림 A4.1 참조. 시편 하중 구성에는 O- Ring에 대형 응력 Bar를 삽입하는 반면
O- Ring은 Vise로 압축. 응력 Bar는 그림 A4.2에 따라 제작. Vise Jaw는 60 Shore A Durometer 경도를 갖는
알루미늄 또는 고무와 같은 손상이 없는 재료를 사용.
A4.2 제조
A4.2.1 Type 2a 시편은 정규화되고 응력이 완화된 Tubing 또는 Bar stock으로 가공.
A4.2.1.1 시편은 열처리 전 Sandpaper를 사용하여 수작업으로 Burr 제거.
A4.2.1.2 시편은 51~ 53 HRC로 열처리. AMS 2759/2 Class A에 따라 탈탄의 증거가 없는지 확인하기 위해 Lot 당
하나의 시편을 미세조직 검사.
A4.2.1.3 최종 열처리 후 및 Shot pinning 후 150 Grit 또는 더 미세한 산화 알루미늄으로 가볍게 분사하여 모든
표면을 세척. 부품 표면에서 약 10‖ 떨어진 0.375 ~ 0.5‖노즐, 30 ~ 50psi 압력을 사용하고 계속 이동.
A4.2.1.4 시편의 모든 표면은 AMS 2430에 따라 조건부 Shot을 사용하여 Pinning.
Shot 강도는 B851에 따라 Almen 0.006 ~ 0.010‖.
A4.2.2 Type 2a 시편에는 최종 열처리 후 연마 금지.
A4.3 각 시편이 검사되고 표 A4.1의 요구사항을 준수하는 것으로 밝혀지면, Type 2a 시편은 시험 목적에 적합.

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 17/19
NOTE 1—Specimen preparation must comply with 9.2. NOTE 2—Surface finish of 63RMS or better to be held before shot peening. NOTE 3—Ovality of ring must be within tolerance before and after heat treatment and shot peening. NOTE 4—Ovality of ring is determined by measuring the diameter of the ring at three locations oriented 60° apart.
FIG. A4.1 Dimensional Requirements for Type 2a Specimens
NOTE 1—Bars should be made from plain carbon or low alloy steel. Both the stressing bars and the O-Ring specimens are to be coated with the plating/coating being evaluated for hydrogen embrittlement; but for sensitivity testing per Table 1, bars must be cadmium-electroplated with bright cadmium per Treatment A in accordance with AMS-QQ-P-416 (formerly QQ-P-416) before use. NOTE 2—Length ―L‖ to be 2.415 6 0.003 inches to load Type 2a specimens to 80 % of the yield strength. NOTE 3—Length ―L‖ to be 2.525 6 0.002 inches to load Type 2a specimens to 92 % of the ultimate strength. NOTE 4—See Annex A5 for galvanic isolation requirements when used for fluid testing.
FIG. A4.2 Dimensional Requirements for Type 2a Stressing Bars
A5. 사용 환경에서의 시험 세부 사항
A5.1 사용 환경 —이 장의 사용은 응용 프로그램 별 공정 및 상용(COTS) 제품의 평가와 관련. COTS 뿐만
아니라 이미 사용중인 특정 응용 프로그램 평가를 위해 이 부록에 제안된 지침이 제공. 그러나 특정 응용
프로그램 평가는 관련 노출 변수(예비 Loading 노출, 농도, 시간, 온도 등)를 사용하는 추가 시험이 필요.
이러한 변수는 응용 프로그램에 따라 다르며 CEA(Cognizant Engineering Authority)의 승인을 받아야 한다.
이 시험은 적용 가능한 시험 규격에 따라 수행. 인자 또는 시험 조건과의 편차는 12.1.2 ~ 12.1.6에 따라 보고.
A5.1.1 표면 마감 – 시험 기관이 지정한 대로 시편을 Plated/Coated하거나 노출.
달리 명시되지 않는 한, 시편은 이 규격의 처리 B(또는 동등 물)에 따라 카드뮴 도금 및 변환 Coating.
Plated/Coated 공정은 11장에 따라 취성이 없는 것으로 결정. Bare 시편은 본 표준의 9.1.1의 표면 마감
요구사항을 충족. 시편 마무리를 규격화.
NOTE A5.1-Plated/Coated된 시편에 취화되지 않은 사용 환경은 노출된 시편에 취화될 수 있고 그 반대도 동일.
따라서 사용 환경은 두 표면 마감에 대해 시험하는 것을 권장.
A5.1.2 시편수량 – 시험마다 최소 4개 시편 사용.
A5.1.3 시편 재사용 –이 규격에 따라 생산 및 시험된 시편은 한 번만 사용.

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 18/19
시편의 Stripping 및 재사용은 금지.
A5.1.4 시편 Type —인증 기관이 승인한 경우 45 % NFS에 하중 Type 1d 시편이 45에 하중 Type 1a.1, 1a.2, 1b,
1c. 1e 시편의 대안으로 사용. Passive 화학 시험의 경우 NFS 비율, 사전Load 단계에서 Aggressive 화학 시험의
경우 45 % NFS로 Load
광범위한 시험 결과는 Type 1d 시편은 감도 손실 없이 다른 Type의 시편 대신 사용 가능을 제시.
A5.2 화학재료 분류 – 정의
A5.2.1 공정 또는 사용 화학재료는 Passive 또는 Aggressive로 분류.
A5.2.1.1 Passive 화학재료는 일반적으로 Plated/Coated 또는 Bare SAE 4340 철강, 등급 A 또는 B(7.1.1 참조)에
대해 측정 가능한 부식성 공격을 일으키지 않는다.
대부분의 클리너와 페인트 Stripper는 Passive 화학재료의 예.
A5.2.1.2 Aggressive 화학재료는 Plated/Coated 또는 노출된 SAE 4340 철강, 등급 A 또는 B(7.1.1 참조)와 측정
가능한 부식 반응. Plated/Coated 또는 노출된 SAE 4340 철강 부품 또는 쿠폰을 사용한 Aggressive 화학재료의
접촉시간은 의도적으로 유해한 반응을 제한.
Temper 부식에 사용되는 질산은 Aggressive 화학재료의 예.
A5.3 사용 화학 시험 절차
A5.3.1 Passive 화학재료 – 시편은 표 A5.1에 규정된 것처럼 응력을 받는 동안 전체 시험 기간(150시간) 동안
Passive 화학재료에 담가야 한다. 시험이 완료된 후 시편과 Fixture는 헹구어 압축 공기로 건조.
A5.3.2 Aggressive 화학재료 – 시편은 표 A5.1에 규정된 예압 응력 하에 담가야 하며, 사용에 대한 최대 권장
온도에서 응용 프로그램의 최대 권장 노출시간의 1.5 배로 제한. 노출시간은 수분일 수 있다. 노출시간을
기록하고 보고. 예압 하에서 규정된 노출 후, 시편 및 Fixture는(규정 사양이 적용되지 않는 경우 제조업체의
권장 사항에 따라) 중화하고 압축 공기로 세척하고 건조. 시편 하중은 누적 총 200시간(예압 노출시간 포함)
동안 표3에 명시된 수준으로 증가.
A5.4 시험 조건
A5.4.1 환경/보관 – 시험은 사용 환경에 불활성인 적절한 용기를 사용하여 대기 또는 기타 통제된 환경에서 수행.
A5.4.2 시편의 Galvanic 절연 — 시편이 용기와 시험 Fixture에서 Galvanic 절연되어 있는지 또는 Galvanic
Coupling 상호 작용을 방지하도록 보상되도록 주의.
NOTE A5.2 – 이는 Self-loading 시편(Type 1b, 1c, 1d 및 2a)을 사용할 때 특히 중요.
이러한 Type 시편을 자체 Loading Frame에서 분리하기 위한 허용 가능한 방법의 예는 G38, 12.2, 그림 5 및
NOTE 5 및 6 참조. 또 다른 방법은 시험액이 시편 이외의 표면에 닿지 않도록 제한하는 " Isolation-cup" 사용.
TABLE A5.1 Load Requirements for Evaluating Passive Service Environments
A5.4.3 액체로 공급되는 재료의 농도 — 노출 상태의 전체 취성 효과를 결정하기 위해 농축된(기존) 상태 및
제조업체의 최소 권장 농도에서 액체로 공급된 재료를 시험.
달리 명시되지 않는 한, 사양 D1193 Type IV 물로 희석.
A5.4.4 고형물로 공급되는 재료의 농도 — 포화로 인한 취성 효과의 전체 범위를 결정하기 위해 포화 상태 및
제조업체의 최소 권장 농도로 고형물로 공급된 재료를 시험.
달리 명시되지 않는 한, 사양 D1193 Type IV 물에서 재료를 용해.
A5.4.5 부피 – 노출 부피는 노출된 표면의 cm2 당 25 mL의 용액. 격리 시스템은 증발 손실을 줄이기 위해 포함.
유체 수준은 최소한 하루에 한 번 점검. 달리 명시되지 않는 한 유지 보수 화학재료가 아닌 희석액을 사용하여
유체 레벨을 유지(물로 희석된 유지 보수 화학재료의 경우 희석액은 사양 D1193 Type IV 물)
A5.4.6 온도- 20 ~ 30°C 또는 유지 보수 화학재료 작동 온도에서 시험하며 사용 온도를 기록.
NOTEA5.3— 특정 응용에 대해 고온 시험이 필요한 경우, 온도는 다음보다 27.8°C 이상 낮은 온도.
• 시편 재료의 Tempering 온도.
• 도포된 Coating의 융점/승화점.
A5.5 Loading 규정 — 시험 시편을 Loading Frame에 설치. 표 A5.1에 명시된 하중을 적용.

ASTM F519 Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service Environments
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 19/19
격리실은 시편의 Notch 부분 주위에 격리. Loading Frame 전체가 화학재료에 담겨 있으면, Loading Frame은
시편과의 전기 반응을 피하도록 설계.
환경 노출 및 하중 적용 순서를 규격화.
A5.6 결과 해석 — 다음과 11 절을 참조
A5.6.1 파손 없음
A5.6.1.1 Passive 화학재료 – Passive 화학재료는 표 A5.1에 명시된 하중에서 A5.3.1 에 따른 시험 시 150시간
이내에 파괴 시편이 없는 경우 취성이 아닌 것으로 평가. 150시간 미만인 경우 파손시간을 기록.
A5.6.1.2 Aggressive Chemicals-Type 1 시편의 75 % NFS에 응력을 가한 후 200시간 이내에 A5.3.2 시험 시
파괴된 시편이 없거나 Type 2a 시편의 인장강도 92 % 인 경우, Aggressive 화학재료는 취성이 없는 것으로 평가
(표 3 참조). 200시간 미만인 경우 파손시간을 기록.
A5.6.2 하나 이상의 파손
A5.6.2.1 4개 중 하나 파손 — 최소한 4개 시편 중 하나만 노출시간(150시간 동안 Passive 화학재료 또는
Aggressive 화학재료의 경우 200시간)내 파손, 나머지 3개 시편은 2시간마다 5 %씩 90 % NFS로 단계적으로
Loading. 나머지 3개 시편이 모두 2시간 동안 90 % NFS를 유지하는 경우, 사용 환경은 취성이 아닌 것으로 평가.
NOTE A5.4— Passive 화학재료는 Step Loading 중 시편과 접촉할 필요가 없다.
A5.6.2.2 2개 이상의 파괴 - 두 개 이상의 시편이 노출시간 내에 파손되면 사용 환경은 취성으로 평가.
A5.7 교체 시험 —A5.7 11장 참조.