
Aseptic Room Validation
92
BY Dr. K. Prabhakar Reddy, Associate Professor, St Peter’s Institute of Pharmaceutical Sciences, Vidyanagar, Hanamkonda. 1 Pharmaceutical Equipment and Validation
Transcript of Aseptic Room Validation

BY
Dr. K. Prabhakar Reddy, Associate Professor,
St Peter’s Institute of Pharmaceutical Sciences, Vidyanagar, Hanamkonda.
1Pharmaceutical Equipment and Validation
CONTENTS
1. INTRODUCTION
2. THE DESIGN OF ASEPTIC AREA
3. FACILTY DESIGN
4. SOURCES OF CONTAMINATION
5. MAINTENANCE OF ASEPTIC ROOM
6. STANDARDIZATION OF ASEPTIC AREA
7. ASEPTIC AREA VALIDATION
8. CONCLUSION
9. REFERENCES.
2Pharmaceutical Equipment and Validation
Asepsis is the practice to reduce or eliminate contaminants (such as bacteria, viruses, fungi, and parasites) from entering the operative field in surgery or medicine to prevent infection.
Ideally, a field is "sterile" — free of contaminants — a situation that is difficult to attain. However, the goal is elimination of infection, not sterility.
Aseptic Processing is the processing of drug components ( drug product, containers, excipients, etc.) in a manner that precludes microbiological contamination of the final sealed product.
INTRODUCTION
3Pharmaceutical Equipment and Validation
Contd…..
The parenteral preparations differ from all other drug dosage forms because of the unique requirements imposed.
They must be exceptionally pure and free from physical chemical and biological contaminations.
These products are require to be sterile. These requirements place a heavy
responsibility on pharmaceutical industry and pharmacist .
4Pharmaceutical Equipment and Validation
Ideal methods of manufacturing of these sterile products fall into two categories
1. Terminal Sterilization Process
2. Aseptic Processing Operation
5Pharmaceutical Equipment and Validation
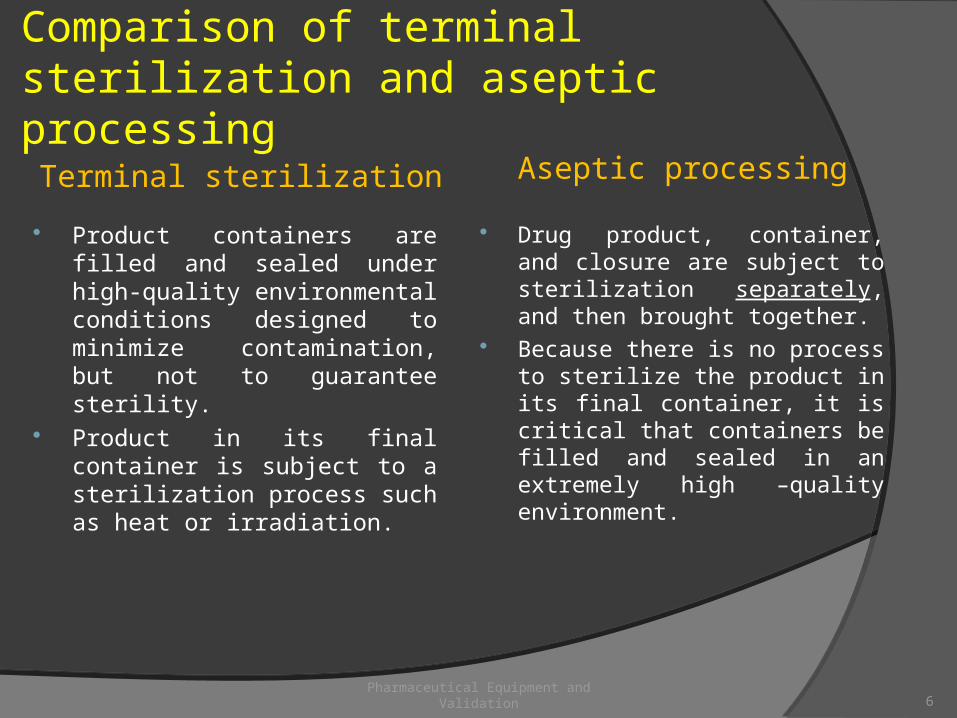
Comparison of terminal sterilization and aseptic processing
Terminal sterilization Product containers are filled
and sealed under high-quality environmental conditions designed to minimize contamination, but not to guarantee sterility.
Product in its final container is subject to a sterilization process such as heat or irradiation.
Aseptic processing Drug product, container, and
closure are subject to sterilization separately, and then brought together.
Because there is no process to sterilize the product in its final container, it is critical that containers be filled and sealed in an extremely high –quality environment.
6Pharmaceutical Equipment and Validation
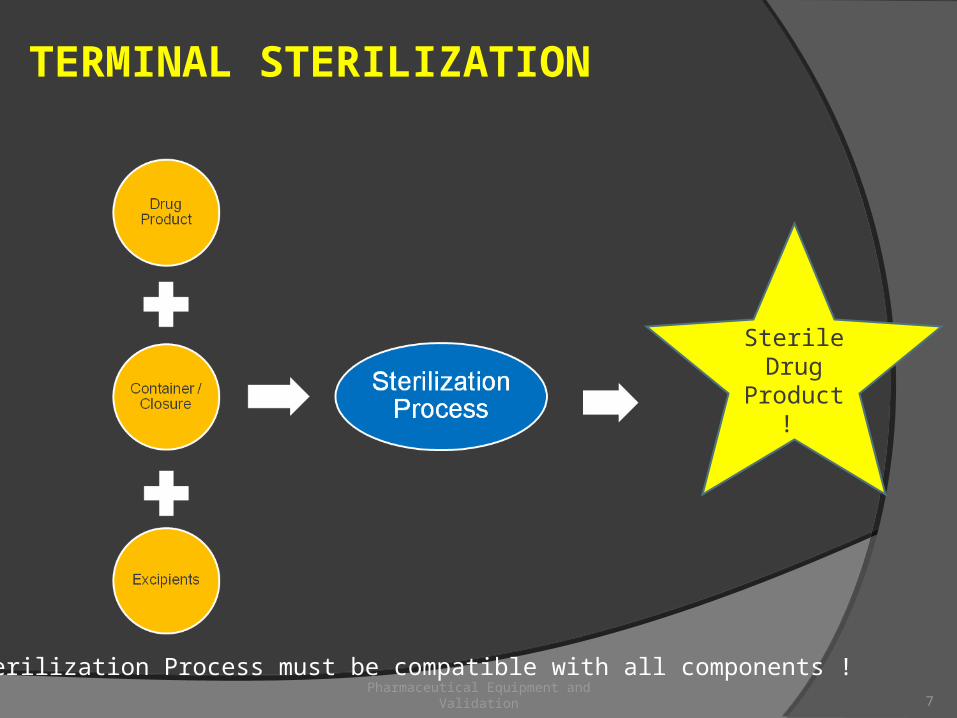
TERMINAL STERILIZATION
Sterile Drug
Product !
Sterilization Process must be compatible with all components !7Pharmaceutical Equipment and Validation
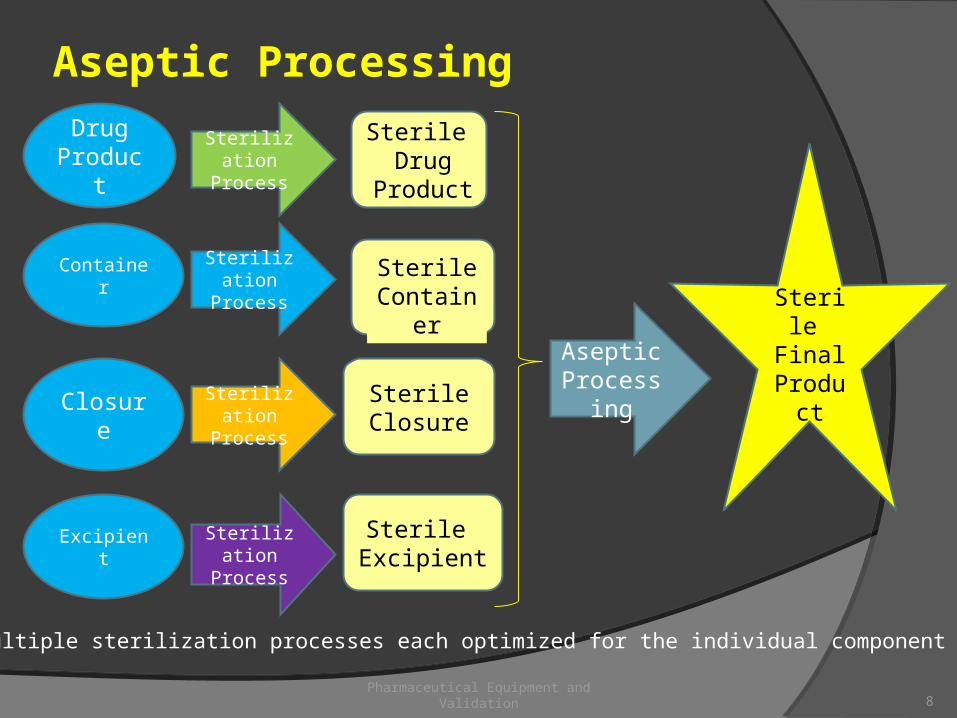
Aseptic Processing
Drug Product
Sterilization Process
Container
Closure
Excipient
Sterilization Process
Sterilization Process
Sterilization Process
Sterile Closure
Sterile Excipient
Aseptic Processi
ng
Sterile Drug
Product
SterileContainer
Sterile Final
Product
Can use multiple sterilization processes each optimized for the individual component
8Pharmaceutical Equipment and Validation
THE DESIGN OF ASEPTIC AREA
9Pharmaceutical Equipment and Validation
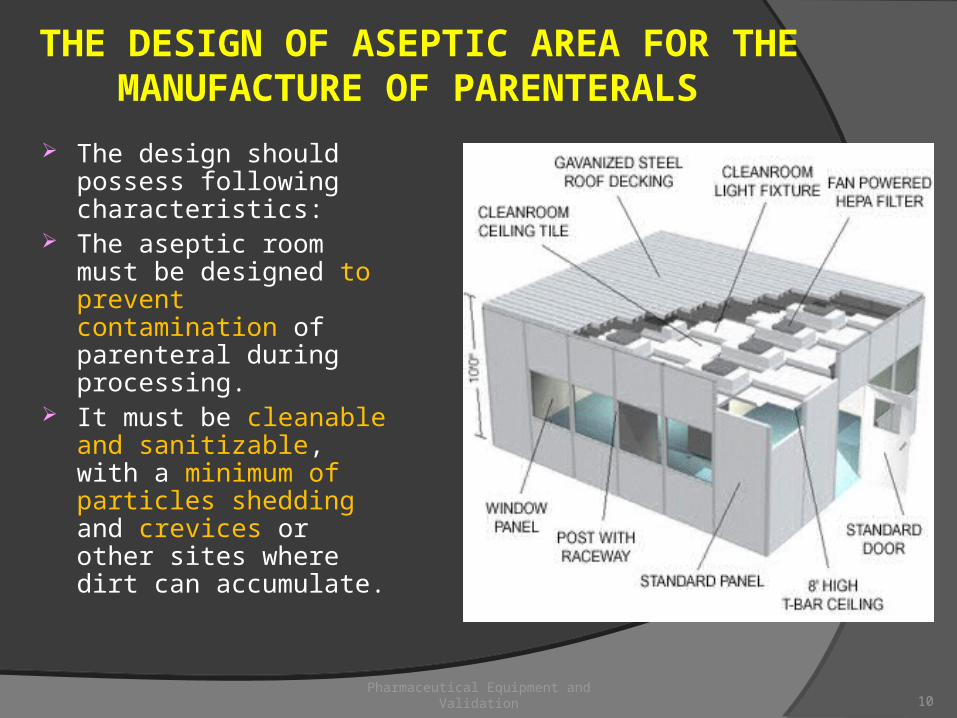
THE DESIGN OF ASEPTIC AREA FOR THE MANUFACTURE OF PARENTERALS
The design should possess following characteristics:
The aseptic room must be designed to prevent contamination of parenteral during processing.
It must be cleanable and sanitizable, with a minimum of particles shedding and crevices or other sites where dirt can accumulate.
10Pharmaceutical Equipment and Validation
The structural surfaces are of ceiling, walls, and floors, and works surfaces and storage surfaces should be smooth and resistant to cleaning and sanitizing.
Work surfaces should be stainless-steel and epoxy coated structural surfaces are preferred.
Equipments and instruments also should meet these general requirements. Equipments with non-cleanable, particle-shedding mortars, gears, preferably in stainless steel enclosures.
11Pharmaceutical Equipment and Validation
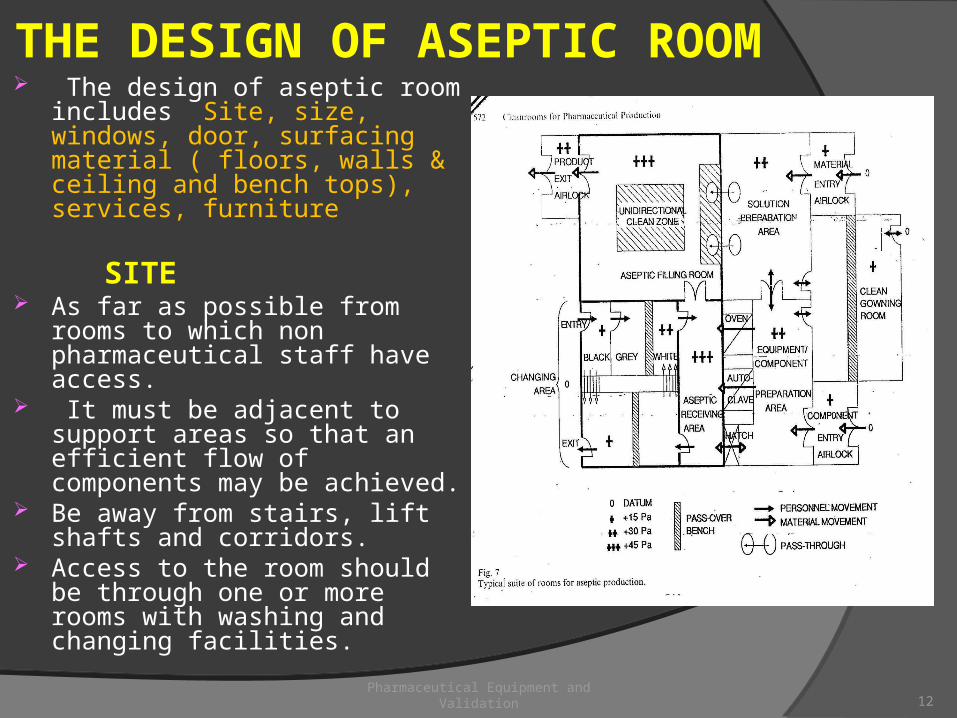
The design of aseptic room includes Site, size, windows, door, surfacing material ( floors, walls & ceiling and bench tops), services, furniture
SITE As far as possible from rooms to
which non pharmaceutical staff have access.
It must be adjacent to support areas so that an efficient flow of components may be achieved.
Be away from stairs, lift shafts and corridors.
Access to the room should be through one or more rooms with washing and changing facilities.
THE DESIGN OF ASEPTIC ROOM
12Pharmaceutical Equipment and Validation
SIZE
Size of the room is the maximum number of people using at any one time.
Provide adequate space for work load anticipated.
Generally large size is preferred but the capital and maintenance cost of the equipment for controlling the microbial content, temperature, humidity of atmosphere are reduced by keeping the room small.
13Pharmaceutical Equipment and Validation

WINDOWS Should be made of non-shedding
materials preferably with double panel and should flush with walls.
Large windows of clear glass are most preferable but they must not open. DOORS
Should be air lock with double doors about one meter apart. This prevent a sudden inrush of air when the door is opened.
They are two types of doors 1. Sliding Doors 2. Swinging
Doors
14Pharmaceutical Equipment and Validation

Surface Materials:
The floors, walls, and bench tops of an asepsis room must be easily cleaned, smooth, impervious, resistant to chemicals, non shedding, non flaking, non cracking, and unbroken
1. FLOORS Flooring should be unbroken and provided with a cove both at the junction between the wall and floors as well as the wall and ceiling.The most suitable materials are terrazzo, linoleum and plastics.
Terrazzo (Cement + Crushed Marble): Most suitable materials for flooring.It is spread in plastic form on the site or is available as tiles In both cases expansion joints of ebonite (black) or PVC (various colors) are essential to prevent cracking.
15Pharmaceutical Equipment and Validation
Linoleum Available as a sheet and tile
forms in many colors. It can be surface sealed to
reduce treading in of dust and marking rubber heels
Plastics The non- slip or matt-finish
grades of PVC are suitable for asepsis rooms.
Obtained as sheets or tiles& the joints can be welded.
16Pharmaceutical Equipment and Validation
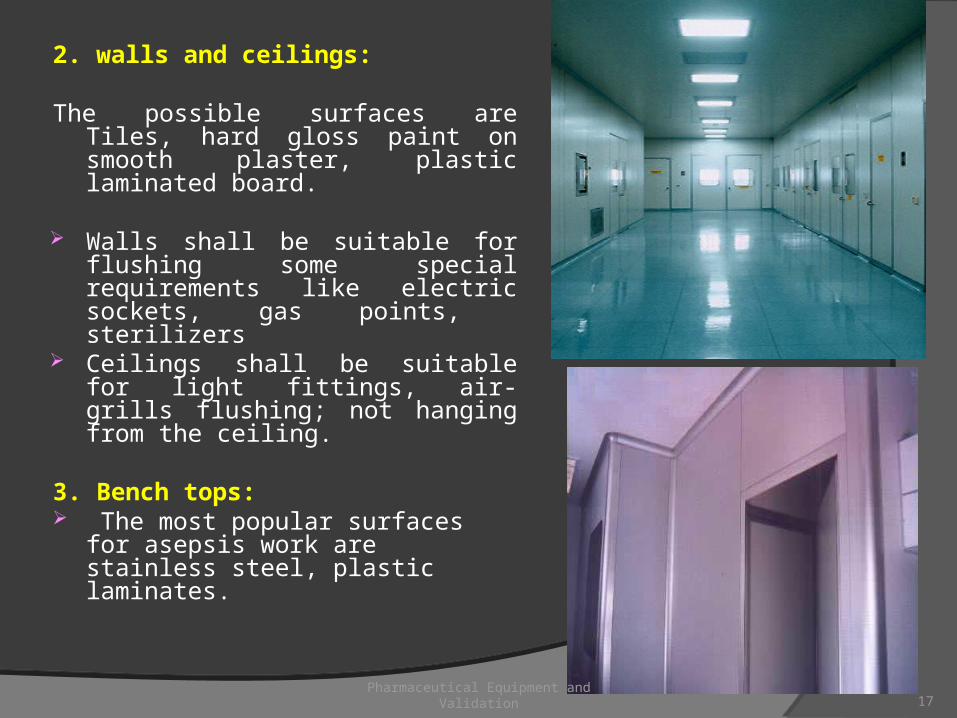
2. walls and ceilings: The possible surfaces are Tiles,
hard gloss paint on smooth plaster, plastic laminated board.
Walls shall be suitable for flushing some special requirements like electric sockets, gas points, sterilizers
Ceilings shall be suitable for light fittings, air-grills flushing; not hanging from the ceiling.
3. Bench tops: The most popular surfaces for
asepsis work are stainless steel, plastic laminates.
17Pharmaceutical Equipment and Validation
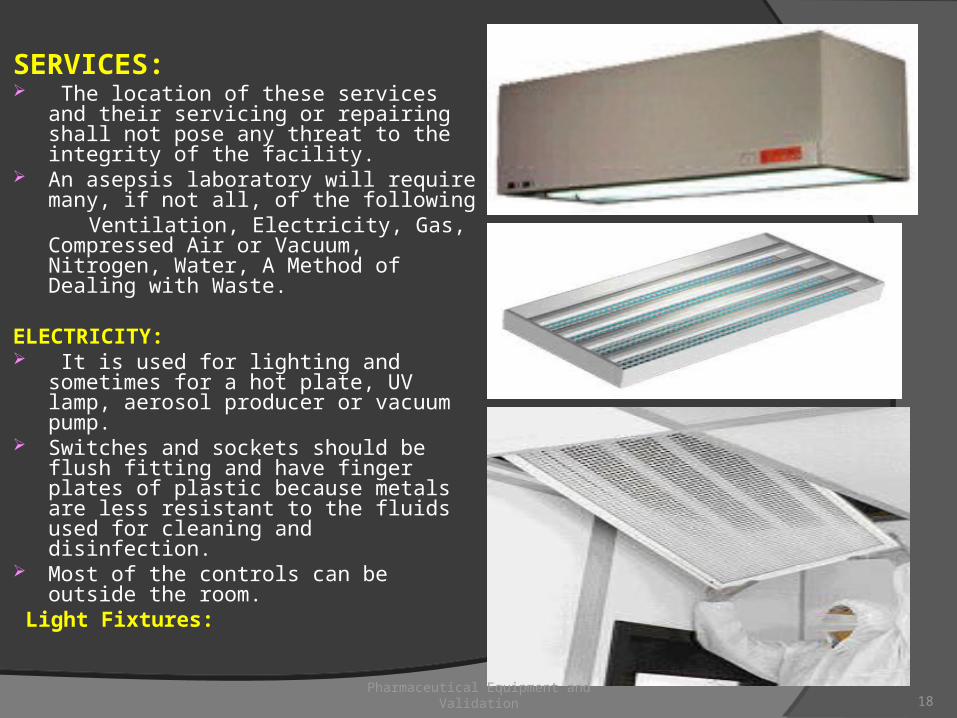
SERVICES: The location of these services and their
servicing or repairing shall not pose any threat to the integrity of the facility.
An asepsis laboratory will require many, if not all, of the following
Ventilation, Electricity, Gas, Compressed Air or Vacuum, Nitrogen, Water, A Method of Dealing with Waste.
ELECTRICITY: It is used for lighting and sometimes for
a hot plate, UV lamp, aerosol producer or vacuum pump.
Switches and sockets should be flush fitting and have finger plates of plastic because metals are less resistant to the fluids used for cleaning and disinfection.
Most of the controls can be outside the room.
Light Fixtures:
18Pharmaceutical Equipment and Validation
GAS: Used for Bunsen burner For easy operating / usage wall fitted service outlets and
separate benches are arranged, so that the operator need not to getup to use them.
Gas cock should not place under the bench top because the tubing comes up from the front and there is a risk that if the burner is near to edge, therefore it will be pulled off by the elasticity of the tubing or by accidentally catching the latter with arm.
COMPRESSED AIR AND VACUUM: Used for clarification and bacterial filtration. For these services rotary pumps can provide separately. They are best housed outside the lab because pumps
are noisy.
19Pharmaceutical Equipment and Validation

NITROGEN: Used for replacement of air by an inert gas. A cylinder can be kept near to the vacuum pump and
connected via a reducing valve.
WATER: It is difficult to justify a water supply in the laboratory
itself. Hand washing facilities are undesirable, because of the
risk of splashing organisms from the hands into the air and onto working surfaces or equipment.
If water system is necessary, elbow operated taps, foot operated taps, knee operated taps are arranged along tiled walls.
In all above types there is no need to use the cleaned hands for turning of the water.
20Pharmaceutical Equipment and Validation
Waste disposal: Foot operated waste bin is popular (but it need partly
sliding from the chair and also the mouth is very small i.e., can’t receive large pieces of paper).
The better method is to fit the bin at the side of knee space having a metal ring that can be swiveled under or out from the bench.
FURNITURE: Shall be smooth, washable and made of stainless steel
and any other appropriate materials other than wood.
21Pharmaceutical Equipment and Validation
BENCHES: The conventional benches may be replaced by tables, wall
mounted work shelves are preferred to remove the dust. These tables and work shelves are easily over looked the
dust under surface of top.
SEATS:
Must be adjustable and comfortable Adjustable chairs ensures that the users face is well above
the front opening of the screen, therefore the breath is kept away from the materials underneath.
The fabric must be washable. Comfort is best assured by chairs rather than stools and by
upholstered rather than wood or metal, seats and backs.
22Pharmaceutical Equipment and Validation
TROLLEYS: Trolleys with removable trays (preferably of
stainless steel) are better than tables benches or cupboards for holding spare equipment.
DOOR MAT: It is necessary, because the outdoor shoes are
heavily contaminated with dust born organisms. It is better useful if the mats are in the air lock and
immersed in a detergent disinfectant solution. These mats are available in two types 1) Honeycomb structure like mats and 2) Disposable adhesive faced pad.
23Pharmaceutical Equipment and Validation
Screens: Usually aseptic technique is carried out
under screen 1) Shake type and 2) fume cupboard type The shake type consisted of wooden case
with sloping front of glass but the most common fabrication material is Perspex.
The fume cupboard type used to fit the tall operators like burettes.
24Pharmaceutical Equipment and Validation
Facility Design
25Pharmaceutical Equipment and Validation
Facilities
Establishing and Maintaining an aseptic environment
Use clean-rooms of various classes to establish an aseptic area
Clean rooms use combinations of filtration, air exchange, and positive pressure to maintain “clean” environment
Lower quality clean areas should not be placed next to high quality areas
26Pharmaceutical Equipment and Validation

Facilities: General Clean room Design
HEPA / ULPA filters on ceiling Exhaust vents on floor Drains in aseptic processing areas are inappropriate Airlocks and interlocking doors to control air balance Seamless and rounded floor to wall junctions Readily accessible corners Floors, walls, and ceilings constructed of smooth hard
surfaces that can be easily cleaned Limited equipment, fixtures and personnel Layout of equipment to optimize comfort and movement of
operators
27Pharmaceutical Equipment and Validation
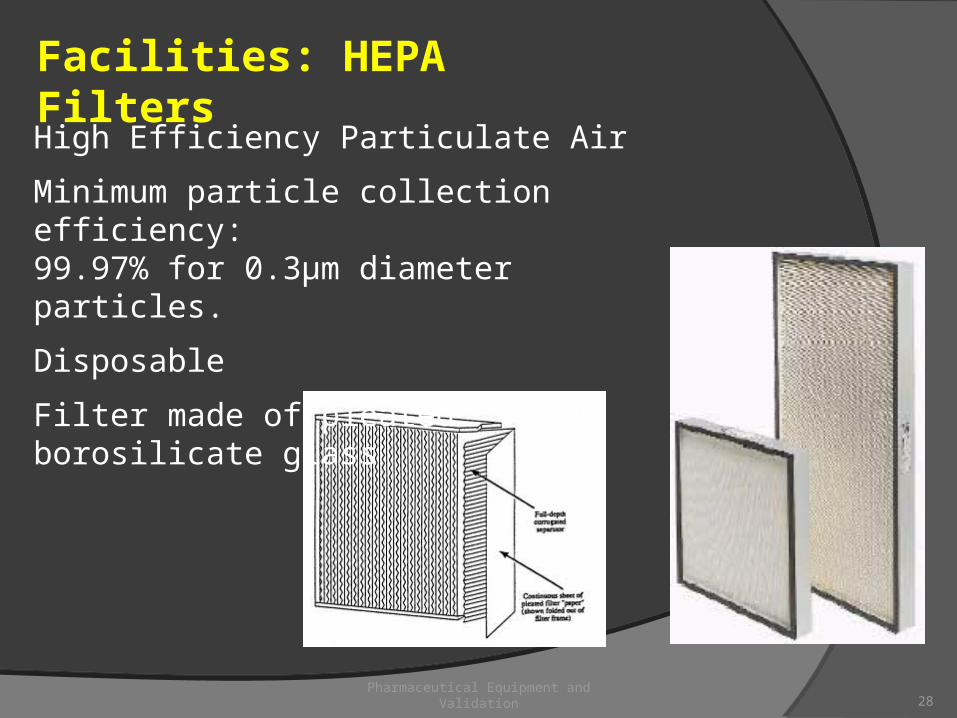
Facilities: HEPA Filters
High Efficiency Particulate Air
Minimum particle collection efficiency: 99.97% for 0.3µm diameter particles.
Disposable
Filter made of pleated borosilicate glass
28Pharmaceutical Equipment and Validation
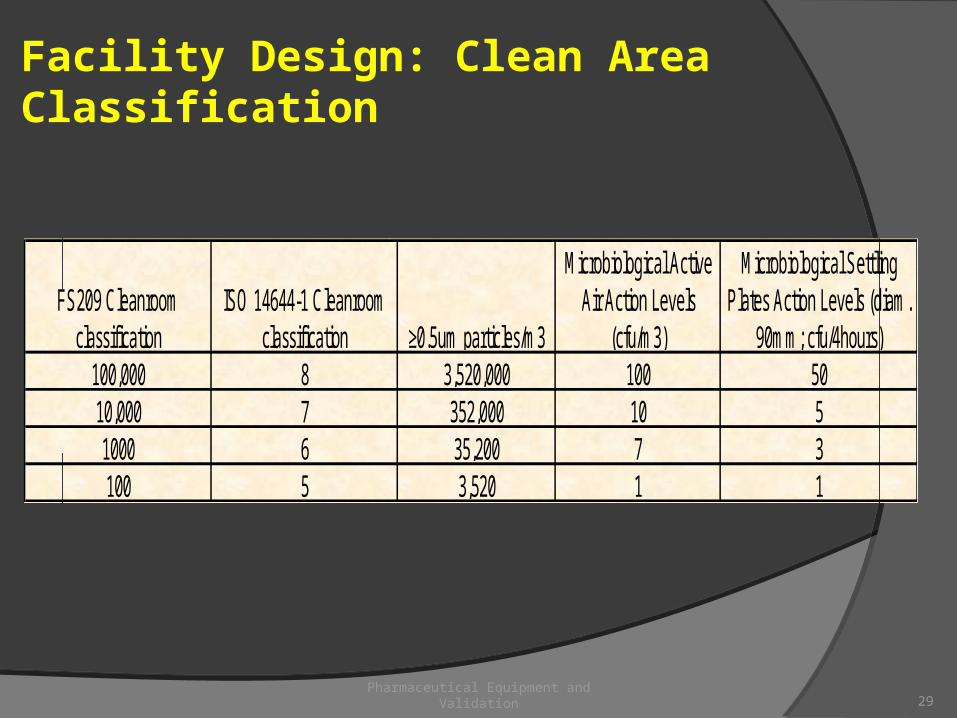
Facility Design: Clean Area Classification
FS209 Cleanroom classification
ISO 14644-1 Cleanroom classification ≥0.5um particles/m3
Microbiological Active Air Action Levels
(cfu/m3)
Microbiological Settling Plates Action Levels (diam.
90mm; cfu/4hours)100,000 8 3,520,000 100 5010,000 7 352,000 10 51000 6 35,200 7 3100 5 3,520 1 1
29Pharmaceutical Equipment and Validation
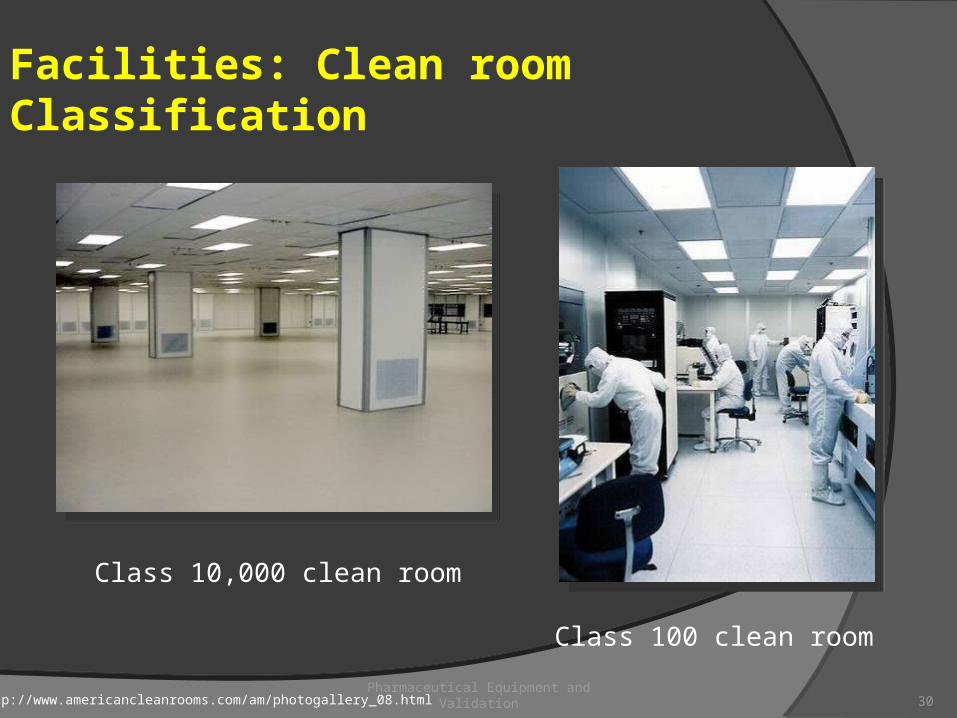
Class 10,000 clean room
http://www.americancleanrooms.com/am/photogallery_08.html
Class 100 clean room
Facilities: Clean room Classification
30Pharmaceutical Equipment and Validation
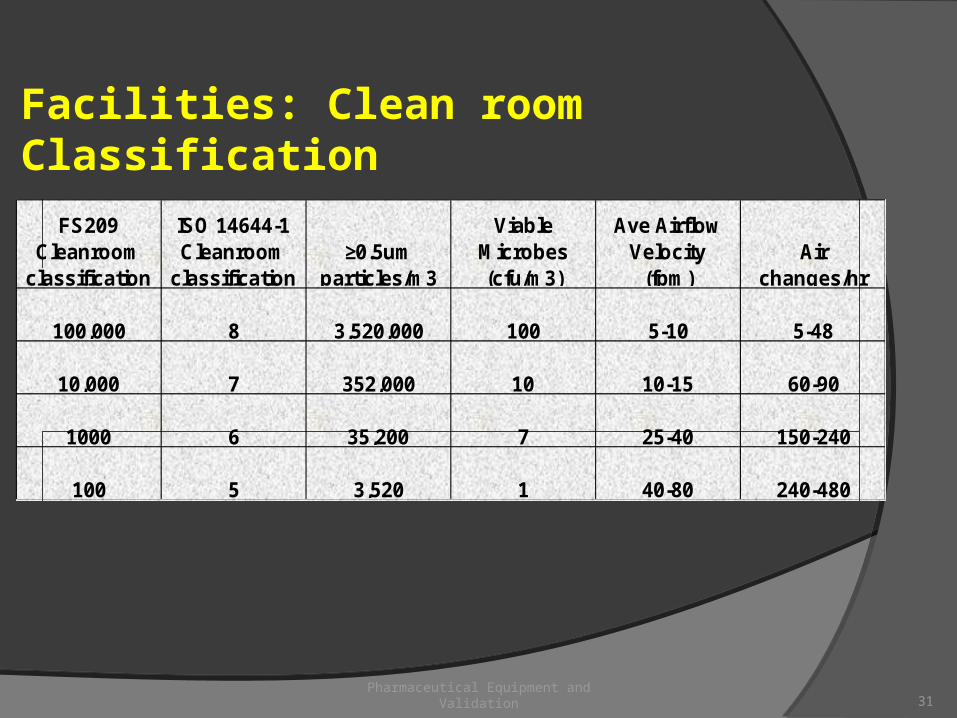
Facilities: Clean room Classification
FS209 Cleanroom
classification
ISO 14644-1 Cleanroom
classification≥0.5um
particles/m3
Viable Microbes(cfu/m3)
Ave Airflow Velocity
(fpm)Air
changes/hr
100,000 8 3,520,000 100 5-10 5-48
10,000 7 352,000 10 10-15 60-90
1000 6 35,200 7 25-40 150-240
100 5 3,520 1 40-80 240-480
31Pharmaceutical Equipment and Validation

Facilities: Pressure Differentials
Used to maintain airflow in the direction of higher cleanliness to adjacent less clean areas
A minimum of 10-15 Pascals should be maintained between the aseptic area and an adjacent rooms with differing clean room classifications (doors open)
32Pharmaceutical Equipment and Validation
http://news.thomasnet.com/images/large/451/451402.jpg
Facilities: Air Lock
Permits the passage of objects and people into a clean room.
Consists of two airtight doors in series which do not open simultaneously.
Spray down materials with 70% IPA before placing in the airlock
33Pharmaceutical Equipment and Validation
Fiber-shedding materials such as cardboard and paper Cardboard packaging must be removed and items placed into
non-cardboard containers.
Wood (i.e. wooden pallets) Undesignated charts
Facilities: Material NOT permitted in a Clean room
34Pharmaceutical Equipment and Validation
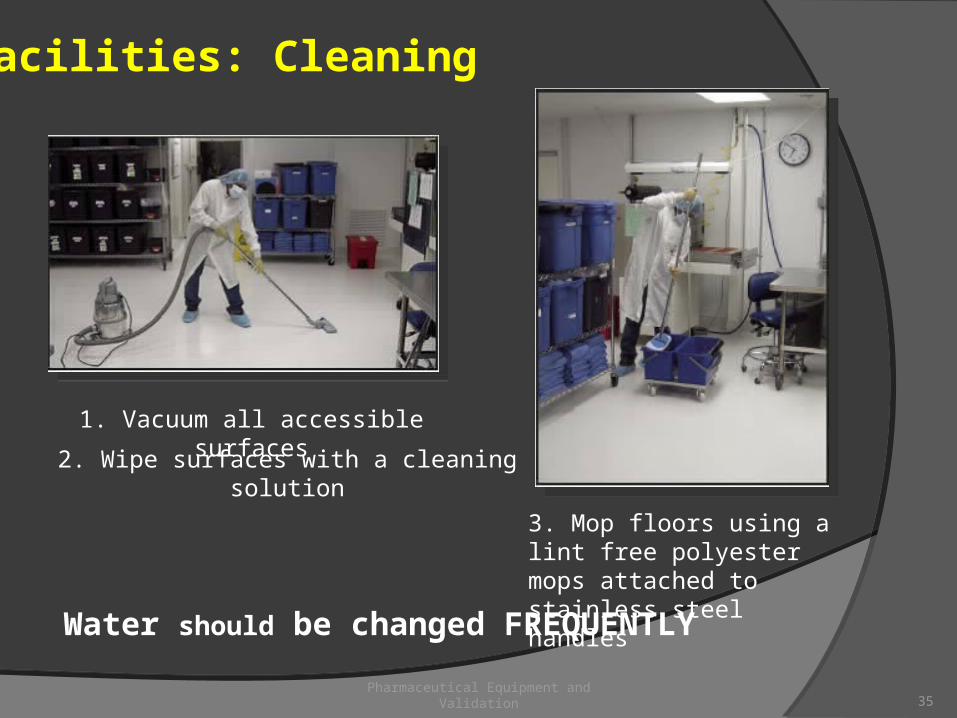
Facilities: Cleaning
Water should be changed FREQUENTLY
1. Vacuum all accessible surfaces
3. Mop floors using a lint free polyester mops attached to stainless steel handles
2. Wipe surfaces with a cleaning solution
35Pharmaceutical Equipment and Validation
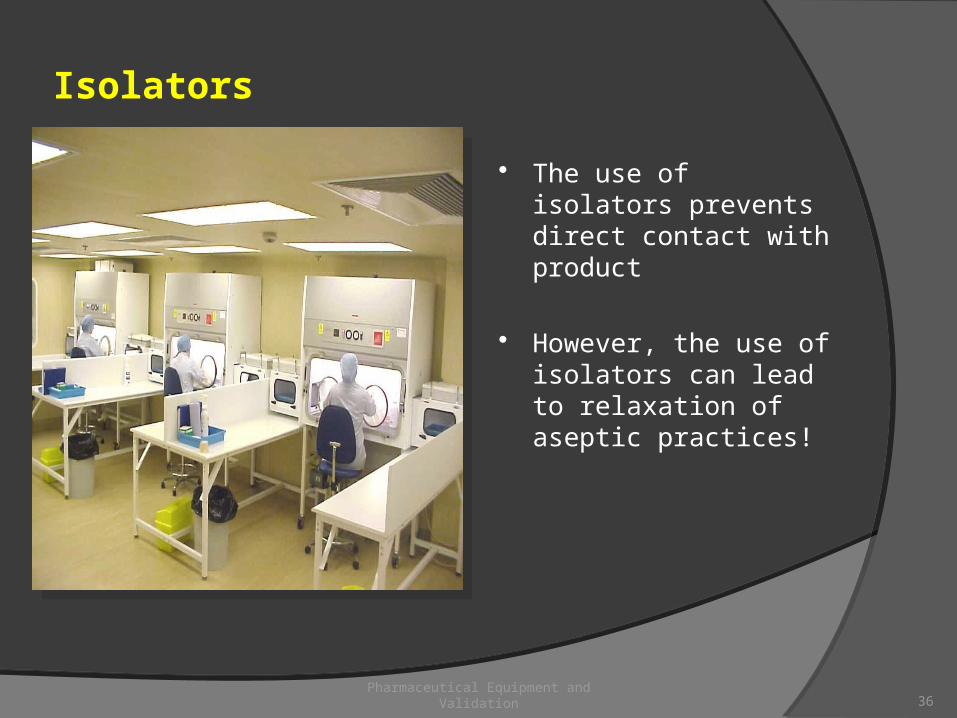
Isolators
The use of isolators prevents direct contact with product
However, the use of isolators can lead to relaxation of aseptic practices!
36Pharmaceutical Equipment and Validation
SOURCES OF CONTAMINATION
1. The Atmosphere
2. The Breath
3. The Hands
4. Clothing
5. The Hair
6. The Working Surface
7. Equipment
37Pharmaceutical Equipment and Validation

MAINTENANCE OF ASEPTIC ROOM
To maintaining the clean and sanitized conditions of aseptic areas requires diligence (care) and dedication of expertly trained custodians.
The design of the facilities to be cleanable and sanitizable, a carefully planned schedule should be developed depending on location and its relation to the most critical class 100 areas.
38Pharmaceutical Equipment and Validation
Contd…
Tools used should be non- lining designed for clean room use, held captive to the area and preferably sterilized.
The maintenance of aseptic room depends on cleaning methods, personnel, garments, and environmental control.
39Pharmaceutical Equipment and Validation
CLEANINIG METHODS:
They are necessary to remove the dirt.
The cleaning methods includes; dry- cleaning, wet
cleaning, and sanitization / disinfection.
Dry cleaning:
Vacuum cleaners are more prefer, because they
prevent tiny particles from passing through the fabric.
Mops impregnated with dust retaining oils also used
but they need regular cleaning and reimpregnated.
40Pharmaceutical Equipment and Validation

Contd…. Brooms are unsuitable because they disperse
large amount of dust into the air.
If the floor is semi porous surfaces (such as
unpolished linoleum) occasionally treatment
with spindle oil.
Wet cleaning:
Floors must be mopping with hot water
containing detergent
Walls and furniture must be cleaned with clean
cloth with slight dampness.
41Pharmaceutical Equipment and Validation
Disinfection / sanitization:
This is necessary to possess good hygienic conditions in aseptic area
The employees must be trained for this purpose.
The sanitization is produced by using different concentrations of sanitizing agents like alcohols, aldehydes, cationic surfactants, chlorhexidine, dyes, phenols, oxidizing agents and halogens.
Mostly liquid disinfectants are preferable because their reliable activity against inherent environmental microorganisms.
They should be recognized as supplements to good house keeping.
Industrially “three bucket” system used to sanitized the aseptic room
42Pharmaceutical Equipment and Validation
The UV light rays of 237.5nm radiated by germicidal lamps are an effective surface disinfectant.
Different sanitizing shall be used in rotation with sufficient frequency.
Dilution of sanitizing agents with fresh distilled water (above 700C) used.
Eg; 70% alcohol or 60-70%of isopropyl alcohol used as hand sprays.
Formaldehyde or any other equally effective fumigant is recommended for the fumigation of aseptic areas.
All these diluted disinfectants shall bear the label clearly like “use before” etc.
Some germicides are recommended for floors, surfaces are synthetic phenols, quaternary ammonium compounds
and iodophors.
43Pharmaceutical Equipment and Validation
PERSONNEL
Must be neat, orderly and reliable.
They should be in good health and free from
dermatological conditions.
If they show symptoms of a head cold, allergies or
similar illness are not allowed into aseptic area until
recovery.
Aseptic area operators should be given thorough,
formal training in the principles of aseptic processing.
Personnel should have sufficient knowledge and
skills in aseptic techniques to be employed.
44Pharmaceutical Equipment and Validation
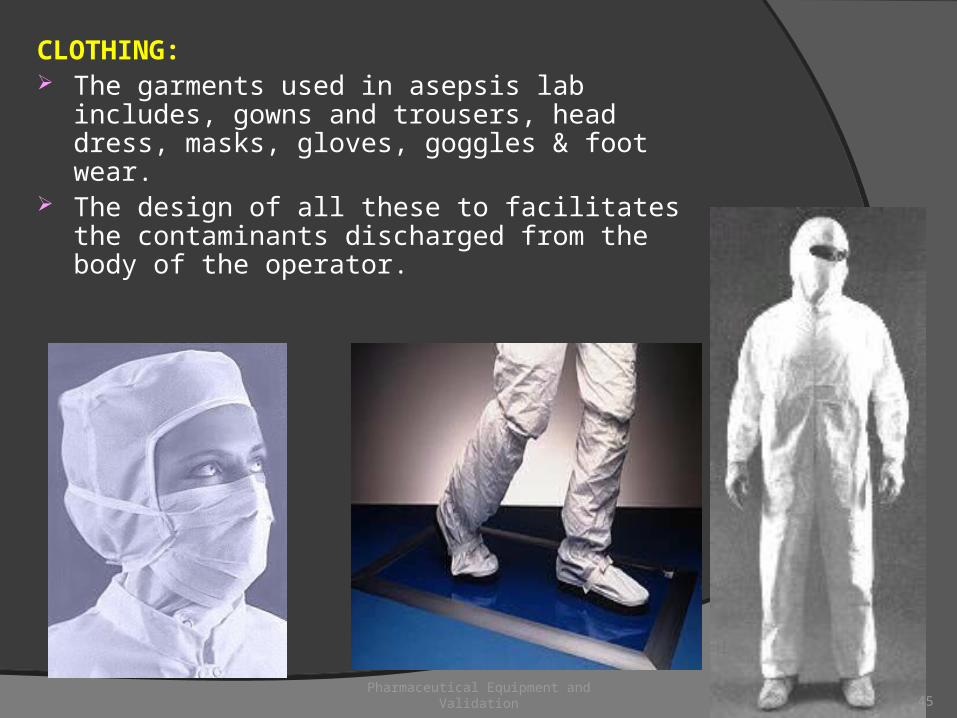
CLOTHING: The garments used in asepsis lab includes,
gowns and trousers, head dress, masks, gloves, goggles & foot wear.
The design of all these to facilitates the contaminants discharged from the body of the operator.
45Pharmaceutical Equipment and Validation

ENVIRONMENTAL CONTROL
The facility should be centered on the control of air borne and surface contamination both viable and nonviable.
Current aseptically processed parenteral drugs should provided a level of sterility assurance of 1in 3000units. This level is still potentially demanding standard.
Therefore to achieve this level of sterility assurance the adequate environmental control program to be designed.
Environmental control should be provided by, HVAC (Heating Ventilation and Air Conditioning system) Temperature and humidity control Air filtration (High Efficiency Particulate Air) Air handling system (Central-Air Conditioning) Air motion (laminar air flow) Pressure control system (pressure gradients)
46Pharmaceutical Equipment and Validation
The design of suitable installation of above systems provide bacteriologically clean air.
HVAC systems: It should be designed to provide control over the
air borne viable and non viable particles To prevent air borne contaminants from entering
the clean or aseptic environment ,all air supplied for the environment must be filtered.
The level and type if filtration needed depends on level of cleanliness required.
47Pharmaceutical Equipment and Validation
Temperature and humidity control: Temperature control is required to offer primarily a
comfortable working environment for operators. Generally 68-74 0F(19-23 0C) is acceptable range. Lower temperature are preferred in poorly ventilating
manufacturing environment. Certain areas of manufacturing facility (like those ware
autoclaves and dry heat sterilization tunnels and ovens) are located ,should provide higher heat loads to a system.
Temperature control in asepsis room by the ventilation system is important. This is advantage of heating because the elimination of radiator which are dust collectors and distributors.
48Pharmaceutical Equipment and Validation
Humidity control: This is very important in asepsis lab because the
asepsis room may become unpleasantly dry if several Bunsen's are burning or the heating unit is operating .
Generally 45-55%RH is preferred for asepsis. Normal humidity levels can be easily achieved
with air conditioning systems. Air dryers can be used to maintain lower than
normal humidity levels. Controlled spaces requiring humidity control
should be built with vapor proof barrier materials to ensure the minimum of water migrations.
49Pharmaceutical Equipment and Validation

Air filtration It is important for air borne contamination control with
using various types of air filters.
Bacteriologic ally clean air can be produced by removing the microorganisms by mechanical filtration or electrostatic precipitations or by destroying them with heat , U.V light or chemicals.
Filtration mechanisms:
Inertial impaction, Direct impaction, Diffusion ,Impingement, Electrostatic forces
Types of filters: Three types,
Coarse filters, High efficiency filters and Absolute filters.
High efficiency filters:
When a higher standard is desired ,these are used.
Eg: HEPA
50Pharmaceutical Equipment and Validation
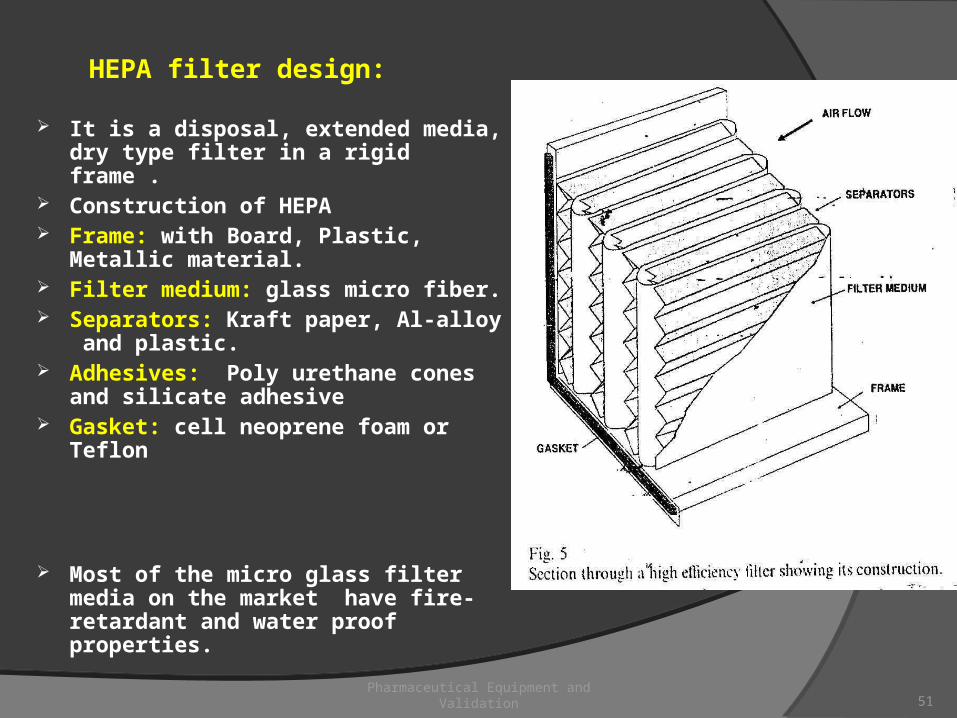
HEPA filter design:
It is a disposal, extended media, dry type filter in a rigid frame .
Construction of HEPA Frame: with Board, Plastic, Metallic
material. Filter medium: glass micro fiber. Separators: Kraft paper, Al-alloy
and plastic. Adhesives: Poly urethane cones
and silicate adhesive Gasket: cell neoprene foam or
Teflon
Most of the micro glass filter media on the market have fire- retardant and water proof properties.
51Pharmaceutical Equipment and Validation
Principle: Brownian diffusion for small particles. Inertial effect for intermediate particles. Sieving effect for large particles.
Functioning : Recirculation of air or dilution of
contaminants. To provide enough capacity to ensure an
adequate level of cleanliness by recirculating the air contained with in the environment
52Pharmaceutical Equipment and Validation
Air Handling Systems (Central-Air-Condition)
It can be described as the core of the heating, ventilation, & central air condition system.
Central systems used for control areas normally employ an air-to-air or air-to-water cooling systems.
The filter configuration in the air handling system shall be suitable designed to achieve the following grades of air.
53Pharmaceutical Equipment and Validation
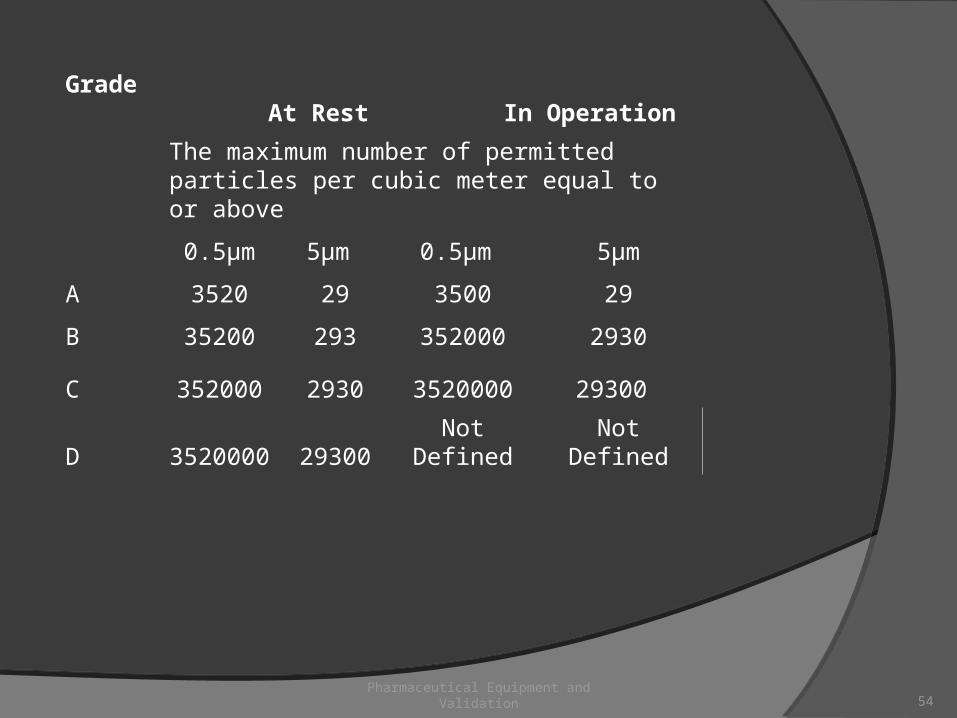
Grade At Rest In Operation
The maximum number of permitted particles per cubic meter equal to or above
0.5µm 5µm 0.5µm 5µm
A 3520 29 3500 29
B 35200 293 352000 2930
C 352000 2930 3520000 29300
D 3520000 29300Not
Defined Not Defined
54Pharmaceutical Equipment and Validation
The minimum air changes for grade B and grade C areas shall not be less than 20air changes for hour in a room with good air flow pattern and appropriate HEPA filters.
For grade A, LAF work stations the air flow rate shall be 0.3m/sec ± 20%(for vertical flows) and 0.45m/s±20%(for horizontal flows).
55Pharmaceutical Equipment and Validation
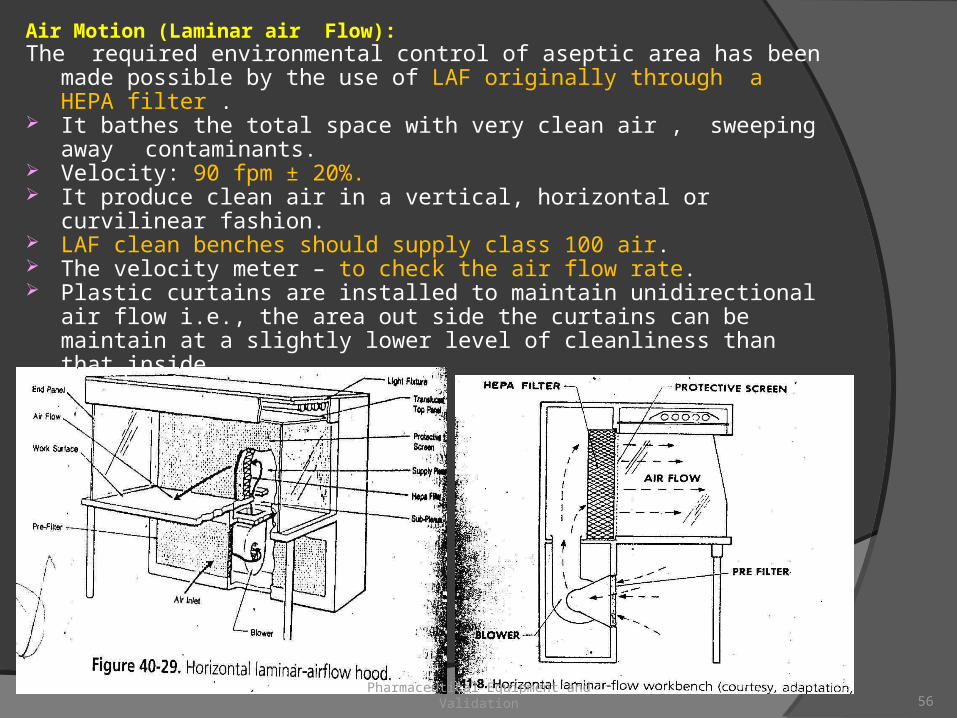
Air Motion (Laminar air Flow):The required environmental control of aseptic area has been made
possible by the use of LAF originally through a HEPA filter . It bathes the total space with very clean air , sweeping away
contaminants. Velocity: 90 fpm ± 20%. It produce clean air in a vertical, horizontal or curvilinear fashion. LAF clean benches should supply class 100 air. The velocity meter – to check the air flow rate. Plastic curtains are installed to maintain unidirectional air flow i.e.,
the area out side the curtains can be maintain at a slightly lower level of cleanliness than that inside.
56Pharmaceutical Equipment and Validation

Today it is accepted –to meet class 100 standards.
LAF will do an excellent job of maintaining the sterility of an article bathed in the air flow.
For most sterility testing operations- horizontal LAF are more preferred than vertical.
ENTRY PROCEDURES: Entry point is changing room. Changing room should not be used
for the entry of anything except personnel.
The change room is most conveniently arranged to provide separate three areas – black, grey, and white areas for successive stages in the entry process.
The black room used to remove and store outer clothing and Jewelers and to change the shoes.
57Pharmaceutical Equipment and Validation

The grey room is used for a preliminary hand wash using detergent based disinfectants such as Chlorhexidine solution.
White room: separated from grey room by a low threshold-bench.& Used for clean room clothing may be worn.
Change room doors shall not be opened simultaneously.
For Communication An appropriate inter locking system
and a visual and or audible warning system may be installed to prevent the opening of the door more than one time.
Intercom telephones or speak-phones shall be used.
58Pharmaceutical Equipment and Validation
By Simulation method, calculation method. Mostly used method is Simulation method.
Simulation Method/ Media fill method: It is desirable to be able to quantify the risk of
contamination in any aseptic fill or transfer procedure.
In this method to simulate the aseptic transfer by substituting a microbial growth medium for the product.
It involves preparation and sterilization of sterile triptycase soya broth. and filling this broth in to the sterile container under conditions similarly.
Incubate at 20 0C - 25 0C and 30-35 0C at least 14 days.
Standardization of Asepsis
59Pharmaceutical Equipment and Validation

If growth occurs contaminants has entered the container during process.
To pass the test at 95% confidence not more than 0.1%of the challenged units.
This test is a very stringent evaluation of efficiency of an aseptic filling process.
Advanced aseptic processing It is designed to isolate aseptic operations from personnel. Ex: Isolation (barrier) technology.
In this technology operations are performed within windowed, sealed walls with operators working through gloves ports.
The sealed enclosures are pre -sterilized, usually with para-acetic acid, hydrogen peroxide vapour or steam.
60Pharmaceutical Equipment and Validation
Sterile supplies are introduced from Sterilizable movable modules through uniquely engineered transfer ports or directly from attached sterilizer, including autoclaves and hot air sterilizing tunnels.
Results have been very promising ,giving expectation of significantly enhanced control of the aseptic processing environment.
This is used to increase frequency in the processing of sterile products.
61Pharmaceutical Equipment and Validation

Advantages
To maintain human intervention Increase dramatically the assurance of
sterility Inexpensive Allowed for aseptic processing with out the
construction of large processing areas, sterile suites or gowning areas.
62Pharmaceutical Equipment and Validation
ASEPTIC AREA VALIDATION
63Pharmaceutical Equipment and Validation

PURPOSE To provide the guideline for classification of
areas to prevent mix–ups or cross contamination
RESPONSIBILITY It is the responsibility of all departmental
managers to follow the procedure. The quality assurance manager is responsible
for SOP compliance.
64Pharmaceutical Equipment and Validation
PROCEDURE TestingThe controlled areas will be subjected to
the following set of performance tests: Air flow velocity HEPA filter/leak (DOP) Airborne particle count Air flow patterns Recovery Airborne microbial Surface bio burden
65Pharmaceutical Equipment and Validation
The instruments used for these tests should
be calibrated and included with the report.
The tests will be performed at rest, dynamic, and stress conditions.
66Pharmaceutical Equipment and Validation
Air Flow Velocity Test
Equipment Air flow velocity: electronic micro
anemometer or vane-type anemometer.
Procedure Divide the work zone entrance plane
into a grid of equal areas. Individual areas should not exceed 0.37 m2 (4 ft2).
Support the anemometer sensor probe with a suitable stand.
67Pharmaceutical Equipment and Validation

Air Flow Velocity Test (Contd…)
Measure the air flow velocity at each test position.
Allow at least five seconds for each measurement and record the average reading during that period.
Acceptance criteria: The average air flow velocity, should be within ±5% of the value specified for the clean room
68Pharmaceutical Equipment and Validation
HEPA Filter/Leak Test (DOP)
Equipment
DOP aerosol. DOP aerosol generator.
Aerosol photometer.
69Pharmaceutical Equipment and Validation

Method Introduce DOP aerosol upstream of the filter
through a test port and search for leaks downstream with an aerosol photometer.
Acceptance criteria HEPA filters 99.99% : challenge aerosol
penetration is lower or equal to 0.01% of the upstream concentration
HEPA filters 99.97% : challenge aerosol penetration is lower or equal to 0.03% of the upstream concentration
HEPA filters 95%: challenge aerosol penetration is lower or equal to 5% of the upstream concentration.
70Pharmaceutical Equipment and Validation
Repairs No repair is authorized without the
acceptance of the contractor.
If the contractor agrees to repair the
filter, the medium to repair the filter should be agreed upon.
Each repair must be properly documented on the worksheet.
71Pharmaceutical Equipment and Validation
In any case, the maximum surface to be repaired is less than 5% of the visible surface of the filter and any dimension of any repair is maximum 4 cm.
Other criteria for repair can be agreed upon with the contractor.
FREQUENCY
Initial validation: once Revalidation: every six months for class 100
areas; every year for class10,000 and 100,000 areas respectively.
72Pharmaceutical Equipment and Validation
Airborne Particle Count Test
Equipment CI-500 laser particulate counter with printer
Method
1. Using the particle analyzer, count particles greater than or equal to 0.5 µm in diameter
2. If the particle count in the 0.5 µm range is less than 50 per cubic foot of air, four additional counts at this location are taken to place these particle counts within a 50% confidence interval.
Next repeat steps 1 and 2 with operational personnel present The minimum volume of air to be sampled can be read from Table A
The minimum number of sampling points can be read from the Table B
73Pharmaceutical Equipment and Validation
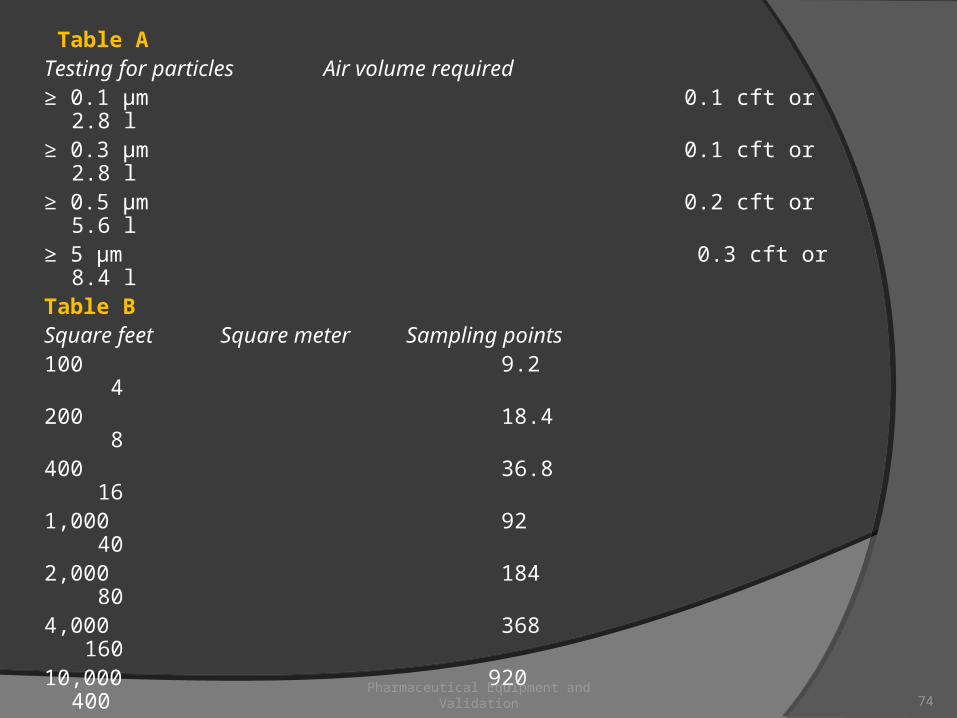
Table ATesting for particles Air volume required≥ 0.1 µm 0.1 cft or 2.8 l≥ 0.3 µm 0.1 cft or 2.8 l≥ 0.5 µm 0.2 cft or 5.6 l≥ 5 µm 0.3 cft or 8.4 lTable BSquare feet Square meter Sampling points100 9.2 4200 18.4 8400 36.8 161,000 92 402,000 184 804,000 368 16010,000 920 400
74Pharmaceutical Equipment and Validation

Federal Standard 209 E class limits in particles per cubic foot of size equal to or greater than particle size shown
Measured Particles size (µm)Class 0.1 0.2 0.3 0.5 5.0 1 35 7.5 3 1 NA 10 350 75 30 10 NA 100 NA 750 300 100 NA 1,000 NA NA NA 1,000 7 10,000 NA NA NA 10,000 70 100,000 NA NA NA 100,000 700
75Pharmaceutical Equipment and Validation
Acceptance criteria At any of the designated critical locations the
particulate count shall not exceed 100 particles 0.5 µm in diameter and larger per cubic foot of air.
The same test should be repeated at ancillary environments.
Ancillary environments shall not exceed a particle count of 100,000 particles 0.5 µm in diameter and larger per cubic foot of air .
Frequency Initial validation: once Revalidation: annually
76Pharmaceutical Equipment and Validation

Air Cleanliness Level: Definition of ClassesMaximum number of particles0.5 µm 5 µmClass Per cf Per cm Per cf Per cm .
100 100 3.5 — —10,000 10,000 350 65 2.3100,000 100,000 3500 700 25
Cf-cubic footCm- cubic meter
77Pharmaceutical Equipment and Validation
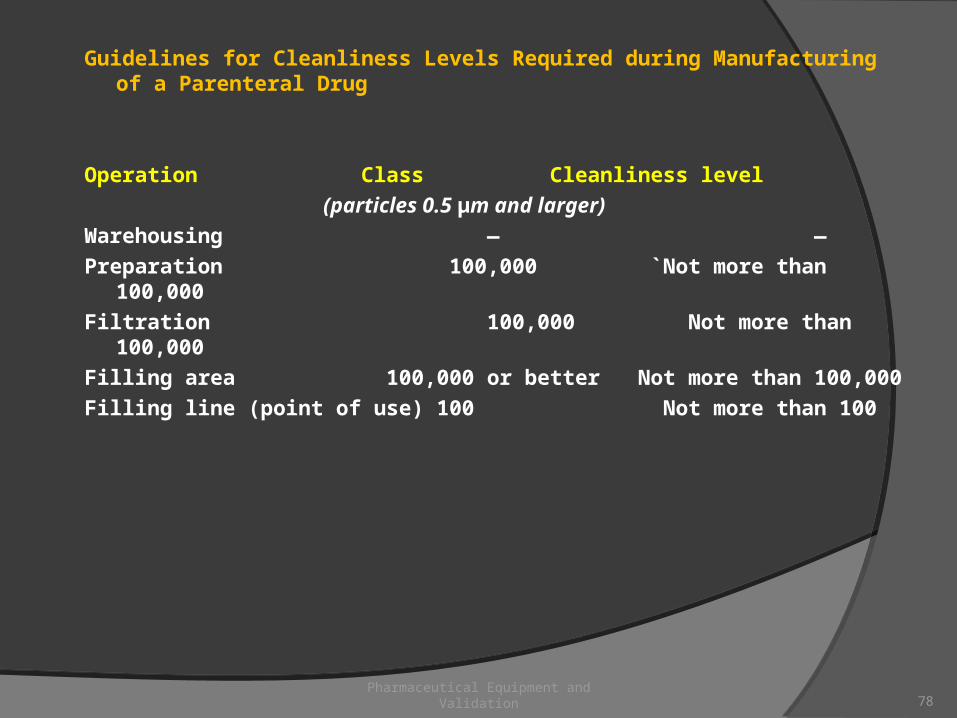
Guidelines for Cleanliness Levels Required during Manufacturing of a Parenteral Drug
Operation Class Cleanliness level
(particles 0.5 µm and larger)
Warehousing — —
Preparation 100,000 `Not more than 100,000
Filtration 100,000 Not more than 100,000
Filling area 100,000 or better Not more than 100,000
Filling line (point of use) 100 Not more than 100
78Pharmaceutical Equipment and Validation
Air Flow Patterns Test Equipment White visible or yellow smoke generator,
anemometer, 35-mm camera or videotape recorder
Method If the system operates according to
the specified operating parameter, begin to generate white visible smoke at the critical locations..
Generate white smoke inside and over each component.
79Pharmaceutical Equipment and Validation
Smoke should flow through these critical areas. If the air returns (back-flows) due to turbulence, the system cannot be accepted and must be rebalanced or adjusted.
Frequency Initial validation: once Revalidation: annually
80Pharmaceutical Equipment and Validation
RECOVERY TESTEquipment Visual smoke generator, particles counter, and hot
wire anemometerMethod With smoke generation output tube located at a pre
designated location, generate smoke for 1 to 2 min and shut off.
Record the particle count. If it is not 100 per cubic foot or less, repeat the test with the wait interval increased in increments of 0.5 min until counts are less than 100 per cubic foot.
Acceptance criteria The recovery time should be not more than 2 min.Frequency Initial validation: once Revalidation: annually
81Pharmaceutical Equipment and Validation
Airborne Microbial TestEquipment Solid surface impactor with a rotating
collection surface or staged plates (Anderson-Slate)
Method Aseptically prepared collection plates are
placed in the sampling apparatus. Sampling time should be 20 min at every
location. After the sampling is complete, remove the
collection plates, cover, and identify them After incubation, the number of colonies on
each plate is counted.
82Pharmaceutical Equipment and Validation

Acceptance criteria The following table provides the Federal Standard
209 E for cleanliness level:
Air Cleanliness Guidelines in Colony-Forming Units (cfu) in Controlled Environments (Using a Slit-to-Agar Sampler or Equivalent)
class cfu per cm of air cfu per cf of air
100 Less than 3 Less than 0.1 10,000 Less than 20 Less than 0.5 100,000 Less than 100 Less than 2.5.
83Pharmaceutical Equipment and Validation
Suggested Frequency of Sampling on the Basis of Criticality of Controlled Environment
Sampling Area Frequency of Sampling
Class 100 or better room designations Each operating shift
Supporting areas immediately adjacent To Class 100 (e.g., class 10,000) Each operating shift Other support areas (class 100,000) Twice/week
Potential product/container contact areas Twice/week
Other support areas to aseptic processing areas but non product contact (class 100,000 or lower) Once/week
84Pharmaceutical Equipment and Validation
Surface Bioburden Test
Equipment Cotton swabs or RODAC plate (nutrient
agar culture medium)
Method Take the swab stick from the tube and
gently swab 25 cm2 of area (walls, floor, equipment, etc.) and place back in tube containing 5 mL sterile buffer and test or incubate per official procedure.
85Pharmaceutical Equipment and Validation
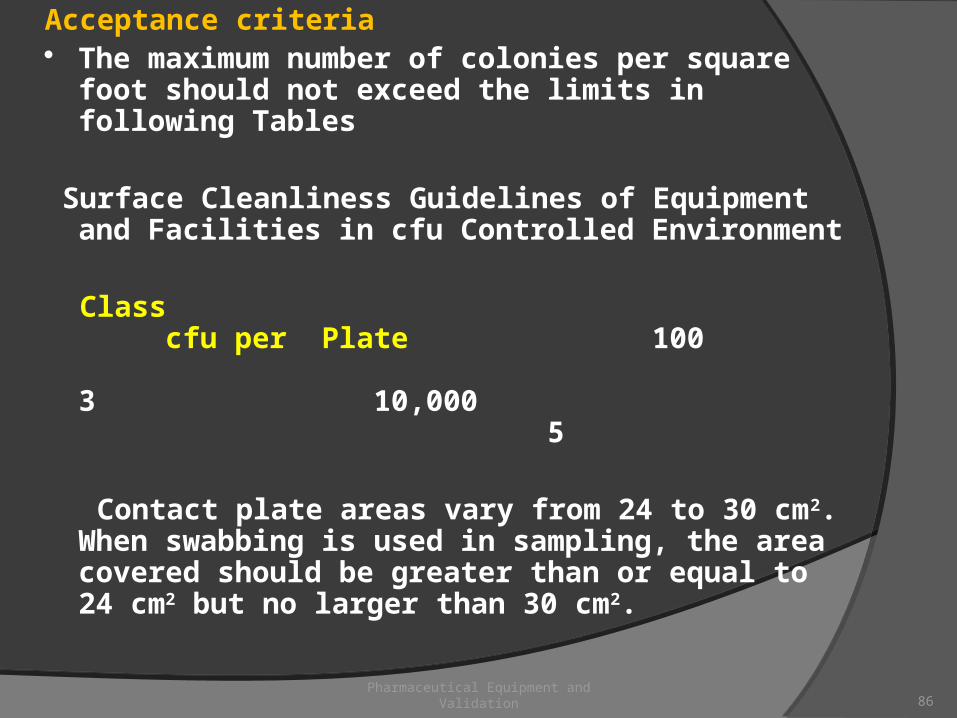
Acceptance criteria The maximum number of colonies per square
foot should not exceed the limits in following Tables
Surface Cleanliness Guidelines of Equipment and Facilities in cfu Controlled Environment
Class cfu per Plate 100 3 10,000 5
Contact plate areas vary from 24 to 30 cm2. When swabbing is used in sampling, the area covered should be greater than or equal to 24 cm2 but no larger than 30 cm2.
86Pharmaceutical Equipment and Validation
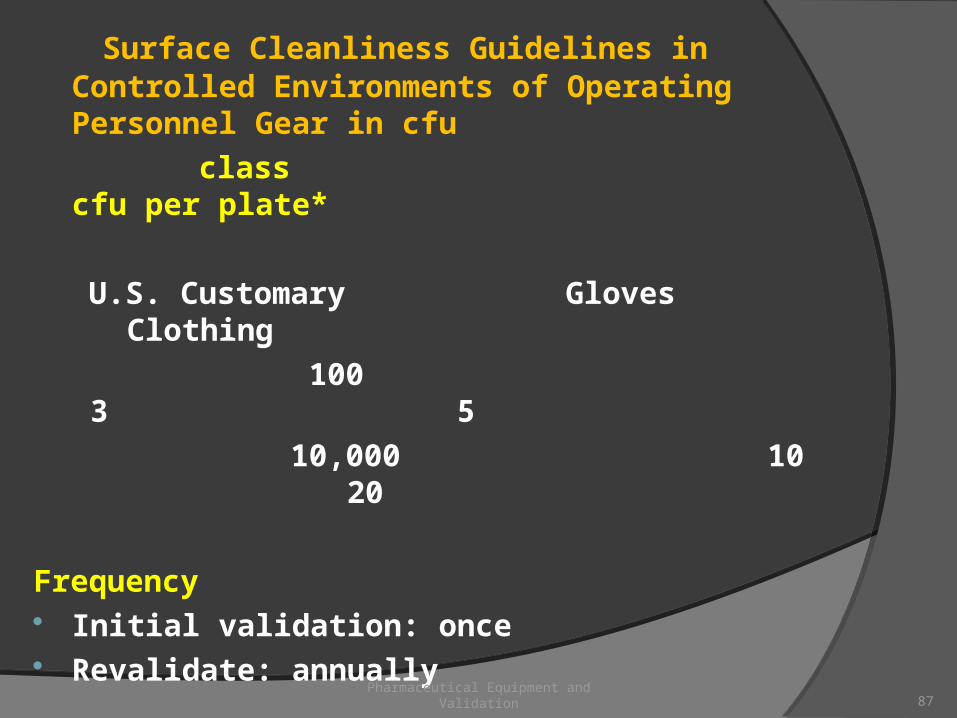
Surface Cleanliness Guidelines in Controlled Environments of Operating Personnel Gear in cfu
class cfu per plate*
U.S. Customary Gloves Clothing
100 3 5
10,000 10 20
Frequency Initial validation: once Revalidate: annually
87Pharmaceutical Equipment and Validation
CONCLUSION
Sterile products ,being very critical and sensitive
in nature, a very high degree of precautions,
preventions and preparations are needed.
Dampness, dirt and darkness are to be avoided
to ensure aseptic conditions in all areas.
There shall be strict compliance in the prescribed
standards especially in the matter of supply of
water ,air, active material and in the maintenance
of hygienic environment.
88Pharmaceutical Equipment and Validation
The aim of aseptic technique is to prevent the
access of microorganisms during the
preparation and testing of pharmaceutical
products.
Therefore, the aseptic area requires
construction features designed for maximum
microbial and particulate control.
Finally conclusion should be drawn based on the results of above tests and documentation.
89Pharmaceutical Equipment and Validation
REFERENCES
1 Leon Lachman, Herbert A. Lieberman, J0seph L.Kanig.
The theory and Practice of Industrial Pharmacy, pp. 618-
638.
2. Remington: the science and Practice of Pharmacy Vol.II,
20th . Edition, pp. 770-820, 2020-2030.
3. Leon Lachman and Lieberman: Pharmaceutical Dosage
Forms- Parenteral Medications Vol. I, 2nd Edition, Revised
and Expanded; pp. 325-342.
4. James Swarbrick and James C. Boylan, Marcel Decker
Inc., Encyclopedia of Pharmaceutical Technology, Vol. I,
pp. 351-368.
5. Michael E Alton: 623-631. Pharmaceutics: the science of
Dosage Form Design, pp. 638-641.
90Pharmaceutical Equipment and Validation

6. Cooper and Gunn’s, Dispensing for Pharmacy Students,
Edited by S.J Cater, 12th Edition, pp. 623-631.
7. United States Pharmacopoeia / National Formulary,
2002 Edition, pp. 2206-2211.
8. CGMPs for pharmaceutical Preparations.
9. Validation Standard Operating Procedures-Second Edn-Syed Imtiaz Haider-pp -151, 357
10. US FDA, General Principles of Validation, Center for Drug Evaluation and Research (CDER), Rockville, MD (1987).
11. www.germfree.com
12. www.gonka.com.
13. www.pharmatech.com
91Pharmaceutical Equipment and Validation
Thank you
92Pharmaceutical Equipment and Validation


















