
Artikel 1 No.1 Vol 1
7
Robust Jurnal Teknik Industri 1 Perencanaan Agregat Produksi Plywood dengan Teknik Goal Programming (Studi Kasus: PT Tirta Mahakam Resources Tbk, Gresik) Dinka Damiana Ulva, Mohamad Imron Mustajib, Heri Awalul Ilhamsah Program Studi Teknik Industri, Fakultas Teknik, Universitas Trunojoyo Madura Jalan Raya Telang, Po Box 2, Kamal, Bangkalan 69162 E-mail: [email protected] Abstrak Penelitian ini membahas tentang penerapan metode goal programming pada perencanaan produksi di PT.Tirta Mahakam. Rencana produksi di perusahaan tersebut selama ini ditentukan berdasarkan jumlah pesanan yang ada tanpa memperhitungkan optimalisasi faktor produksi yang digunakan. Tujuan penerapan metode goal programming pada perencanaan produksinya adalah memaksimalkan keuntungan, memaksimalkan utilisasi mesin, dan meminimalkan biaya kualitas. Model goal programming yang digunakan merupakan pengembangan dari model optimalisasi perencanaan produksi yang dibuat oleh Leung dan Chan (2009). Hasil penelitian ini mengkonfirmasikan rencana produksi dengan menggunakan metode goal programming diperoleh keuntungan sebesar Rp 53.586.920.776,89. Besaran keuntungan tersebut melebihi target yang ditentukan perusahaan sebesar Rp 2.021.166.759,02. Selisih keuntungan tersebut dicapai dari penggunaan utilitas mesin selama 4.568,921 jam per tahun, dan biaya kualitas sebesar Rp 69.604.662. Kata kunci: rencana produksi , model, goal programming, optimalisasi. Abstract This study discusses the implementation of goal programming method production planning at PT. Tirta Mahakam. The current production planning for the company is determined by the amount of order without considering the optimalization of production needed. The purpose of goal programming method in the production planning is maximizing profits, maximizing machine utilization, and minimizing the cost of quality. The goal programming models used is shows that a Leung and Chan (2009) model. This result production planning by using goal programming method get profit at 53,586,920,776.89 rupiahs. The amount of such gain exceeds its specified targets 2,021,166,759.02 rupiahs. The profit margin achieved from the use of machine tools during 4568.921 hours per year, at a cost of quality is 69,604,662 rupiahs. Keywords: production planning, model, goal programming, optimization 1. Pendahuluan Persaingan industri yang ketat memberikan tekanan pada perusahaan– perusahaan manufaktur untuk berkompetisi dalam memenangkan persaingan. Untuk mewujudkan hal tersebut, perusahaan harus membuat perencanaan produksi yang optimal. Dalam dunia kerja, manajer produksi harus membuat keputusan mengenai perencanaan tersebut seperti produk apa yang akan dibuat, berapa banyak produk tersebut akan diproduksi, dan kapan produk tersebut akan dibuat. PT Tirta Mahakam Resources Tbk merupakan salah satu perusahaan manufaktur yang bergerak dibidang pembuatan lantai kayu, perusahaan ini bersifat flow shop. Perusahaan memproduksi produk pada hari senin sampai dengan hari jumat, tepatnya shifit 1 dimulai dari pukul 06.30-15.30 dan shift 2 dimulai dari pukul 18.30-02.30. Selain jam regular, perusahaan juga memberlakukan jam lembur. Jam lembur tidak hanya berlaku pada hari Sabtu dan Minggu saja, pada saat jam kerja regular perusahaan juga memberlakukan jam lembur tepatnya pukul 15.30-18.30 dan pukul 02.30-06.30, sedangkan untuk hari Sabtu dan Minggu pukul 07.00-15.30. Konsumen yang melakukan permintaan di perusahaan ini berasal dari negara luar yaitu: negara kawasaan benua Asia seperti Jepang, Taiwan, Korea, Hongkong, dan Cina. Selain itu
description
Artikel
Transcript of Artikel 1 No.1 Vol 1

Robust Jurnal Teknik Industri
1
Perencanaan Agregat Produksi Plywood dengan Teknik Goal Programming
(Studi Kasus: PT Tirta Mahakam Resources Tbk, Gresik)
Dinka Damiana Ulva, Mohamad Imron Mustajib, Heri Awalul Ilhamsah Program Studi Teknik Industri, Fakultas Teknik, Universitas Trunojoyo Madura
Jalan Raya Telang, Po Box 2, Kamal, Bangkalan 69162 E-mail: [email protected]
Abstrak Penelitian ini membahas tentang penerapan metode goal programming pada perencanaan produksi di
PT.Tirta Mahakam. Rencana produksi di perusahaan tersebut selama ini ditentukan berdasarkan jumlah pesanan yang ada tanpa memperhitungkan optimalisasi faktor produksi yang digunakan. Tujuan penerapan metode goal programming pada perencanaan produksinya adalah memaksimalkan keuntungan, memaksimalkan utilisasi mesin, dan meminimalkan biaya kualitas. Model goal programming yang digunakan merupakan pengembangan dari model optimalisasi perencanaan produksi yang dibuat oleh Leung dan Chan (2009). Hasil penelitian ini mengkonfirmasikan rencana produksi dengan menggunakan metode goal programming diperoleh keuntungan sebesar Rp 53.586.920.776,89. Besaran keuntungan tersebut melebihi target yang ditentukan perusahaan sebesar Rp 2.021.166.759,02. Selisih keuntungan tersebut dicapai dari penggunaan utilitas mesin selama 4.568,921 jam per tahun, dan biaya kualitas sebesar Rp 69.604.662. Kata kunci: rencana produksi , model, goal programming, optimalisasi.
Abstract This study discusses the implementation of goal programming method production planning at PT. Tirta
Mahakam. The current production planning for the company is determined by the amount of order without considering the optimalization of production needed. The purpose of goal programming method in the production planning is maximizing profits, maximizing machine utilization, and minimizing the cost of quality. The goal programming models used is shows that a Leung and Chan (2009) model. This result production planning by using goal programming method get profit at 53,586,920,776.89 rupiahs. The amount of such gain exceeds its specified targets 2,021,166,759.02 rupiahs. The profit margin achieved from the use of machine tools during 4568.921 hours per year, at a cost of quality is 69,604,662 rupiahs. Keywords: production planning, model, goal programming, optimization 1. Pendahuluan
Persaingan industri yang ketat memberikan tekanan pada perusahaan–perusahaan manufaktur untuk berkompetisi dalam memenangkan persaingan. Untuk mewujudkan hal tersebut, perusahaan harus membuat perencanaan produksi yang optimal. Dalam dunia kerja, manajer produksi harus membuat keputusan mengenai perencanaan tersebut seperti produk apa yang akan dibuat, berapa banyak produk tersebut akan diproduksi, dan kapan produk tersebut akan dibuat.
PT Tirta Mahakam Resources Tbk merupakan salah satu perusahaan manufaktur yang bergerak dibidang pembuatan lantai kayu,
perusahaan ini bersifat flow shop. Perusahaan memproduksi produk pada hari senin sampai dengan hari jumat, tepatnya shifit 1 dimulai dari pukul 06.30-15.30 dan shift 2 dimulai dari pukul 18.30-02.30. Selain jam regular, perusahaan juga memberlakukan jam lembur. Jam lembur tidak hanya berlaku pada hari Sabtu dan Minggu saja, pada saat jam kerja regular perusahaan juga memberlakukan jam lembur tepatnya pukul 15.30-18.30 dan pukul 02.30-06.30, sedangkan untuk hari Sabtu dan Minggu pukul 07.00-15.30. Konsumen yang melakukan permintaan di perusahaan ini berasal dari negara luar yaitu: negara kawasaan benua Asia seperti Jepang, Taiwan, Korea, Hongkong, dan Cina. Selain itu
Robust Jurnal Teknik Industri
2
produk juga diekspor ke benua Eropa dan Amerika Serikat.
Dalam proses produksi, PT Tirta Mahakam Resources Tbk melakukan perencanaan produksi berdasarkan jumlah pesanan yang ada tanpa memperhitungkan optimalisasi faktor produksi yang digunakan sehingga perencanaan produksi belum optimal. Untuk mengoptimalkan perencanaan produksi tersebut digunakan metode goal programming dengan cara memaksimalkan keuntungan, memaksimalkan utilisasi mesin, dan meminimasi biaya kualitas. 2. Metodologi
Pengumpulan data dilakukan dengan 2 cara yaitu: 1. Wawancara pada staf-staf yang
bersangkutan. 2. Data sekunder yang diperoleh dari
perusahaan Tirta Mahakam. Data-data yang dibutuhkan antara lain adalah: 1. Proses pengerjaan dan waktu pengerjaan
produk 2. Data penjualan tahun 2010 dan 2011 3. Biaya produksi 4. Harga jual produk 5. Kapasitas jam kerja lembur dan regular
tiap mesin 6. Nama dan jumlah mesin yang digunakan 7. Waktu yang dibutuhkan dalam proses
produksi tiap mesin 8. Biaya perbaikan produk cacat
Tujuan yang akan dicapai dalam penelitian lebih dari satu tujuan, maka dibutuhkan metode yang multi tujuan yaitu metode goal programming. Mulyono (2007) mendefinisikan bahwa goal programming (GP) adalah satu dari program matematik model multi objective yang dikenal. Dalam model ini dilakukan perhitungan secara simultan beberapa tujuan untuk memilih penyelesaian yang paling memuaskan diantara kumpulan penyelesaian yang layak. Goal programming dirancang untuk mencari penyelesaian yang meminimumkan deviasi pencapaian tujuan dari tujuan yang ditetapkan. Istilah dan lambang yang digunakan dalam goal programming (GP) adalah sebagai berikut:
a. Decision Variable Seperangkat variable yang tak diketahui
(dalam model LGP dilambangkan dengan xj, dimana j = 1,2,….,n) yang akan dicari nilainya. (variabel keputusan). b. Right hand side values (RHS)
Nilai-nilai yang biasanya menunjukkan ketersediaan sumber daya (dilambangkan dengan bi) yang akan ditentukan kekurangan atau kelebihannya. (nilai sisi kanan). c. Goal
Keinginan untuk meminimumkan angka penyimpangan dari suatu nilai RHS pada suatu goal constraint tertentu. (tujuan). d. Goal constraint
Sinonim dari istilah goal equation, yaitu suatu tujuan yang diexpresikan dalam persamaan matematik dengan memasukkan variabel simpangan. (kendala tujuan). e. Preemptive priority factor
Suatu sistem urutan (yang dilambangkan dengan pk, dimana k= 1,2…,k dan k menunjukkan banyaknya tujuan dalam model) yang memungkinkan tujuan-tujuan disusun secara ordinal dalam model LGP. System urutan itu menempatkan tujuan-tujuan dalam susunan hubungan seperti berikut: P1 > P2 >>>Pk P1: merupakan tujuan yang paling pening P2: merupakan tujuan yang kurang penting f. Deviational variables
Variabel-variabel yang menunjukkan kemungkinan penyimpangan negatif dari suatu nilai RHS kendala tujuan (dilambangkan , i=1,2,….,m, m adalah banyaknya kendala dalam model) atau penyimpangan posutif dari suatu nilai RHS (dilambangkan ). (variabel simpangan). g. Differential weight
Timbangan matematik yang di ekspresikan dengan angka cardinal (dilambangkan dimana k= 1,2,…k; I = 1,2,…,m) digunakan untuk membedakan variable simpangan i didalam suatu tingkat prioritas k. (bobot). h. Technological coefficient
Nilai-nilai numerik (dilambangkan dengan ) yang menunjukkan penggunaan nilai bi per
unit untuk menciptakan xj. (koefisien teknologi). Bentuk umum goal programming untuk
permasalahan perencanaan agregat yang

Robust Jurnal Teknik Industri
3
dikembangkan oleh Romero dalam Leung dan Chan (2009) adalah sebagai berikut: Min = [
.……...(1) Pembatas: fi (x) ~ 0, I = 1,2,…,q ...................................... (2) gk (x) – + = bk, k hj, j {1,2,…,Q} .... (3)
, ≥ 0, k hj, j {1,2,…,Q} .................... (4)
Pengolahan data dilakukan dengan beberapa tahap yaitu: 1. Influence Diagram
Ristono (2011) memaparkan bahwa influence diagram merupakan diagram yang bias menyampaikan kompleksitas dari suatu situasi yang tidak tersusun lebih efektif dibanding cerita, maka berbagai penyajian diagramatik membantu dalam menjelaskan struktur dan proses untuk banyak sistem. Gambar influence diagram digunakan untuk menyederhanakan sesuatu yang kompleks menjadi lebih sederhana dan mudah dalam memahaminya. 2. Peramalan
Soedjianto (2006) memaparkan bahwa pada dasarnya peramalan adalah sebuah taksiran, sehingga keadaan dimasa mendatang tidak harus sama persis seperti hasil peramalan. Peramalan dilakukan untuk mengetahui perkiraan permintaan tahun 2012, data yang digunakan sebagai dasar dalam melakukan peramalan adalah data permintaan tahun 2010 dan 2011. Data-data yang diperoleh dihitung menggunakan metode-metode peramalan, kemudian dipilih dengan melihat tingkat kesalahan yang terkecil. 3. Penerapan model
Setelah melakukan peramalan, data akan dilanjutkan pada pengolahan selanjutnya yaitu melakukan perhitungan egregat berdasarkan metode goal programming. Model yang digunakan adalah pengembangan dari model Leung dan Chan (2009). Kemudian akan dibahas pada setiap tabel dan gambarnya. 4. Analisis Sensitifitas
Analisis ini dibuat untuk mengetahui fungsi persamaan tersebut masih layak atau tidak jika terdapat penambahan atau pengurangan nilai.
3. Hasil dan Pembahasan 3.1 Pengumpulan Data
Data yang digunakan dalam penelitian ini dihitung tiap square feet (Sqrft) dalam 1 tahun. Data-data ini dijelaskan dalam bentuk tabel, antara lain: tabel 1 menjelaskan tentang jenis, harga dan biaya bahan baku produk, tabel 2 menjelaskan tentang biaya produksi dan biaya alat angkut per square feet, tabel 3 menjelaskan tentang biaya kualitas, tabel 4 menjelaskan tentang waktu operator dan mesin saat berproses produksi tiap produknya, table 5 merupakan waktu jam kerja operator dan mesin yang ditetapkan oleh perusahaan, dan tabel 6 merupakan jumlah operator dan mesin yang dibutuhkan oleh perusahaan. Berikut tabel-tabel rincian data yang digunakan dalam penelitian.
Tabel 1. Harga dan biaya bahan baku flooring
Nama produk Harga jual (Rp) Biaya bahan baku saat jam regular (Rp)
Biaya bahan baku saat jam lembur (Rp)
Flooring 18,800 1,795.87 448.97
Tabel 2. Biaya tenaga kerja Biaya tenaga
kerja regular (Rp)Biaya tenaga
kerja lembur (Rp)Biaya tenaga kerja
sewa (Rp)10,555 15,000 7,647
Tabel 3. Total biaya kualitas tiap satuan produk
(per Square feet) Biaya kegagalan
rework (Rp)Biaya kegagalan
scrap (Rp)Biaya kegagalan
eksternal (Rp)
26.03 2,254.27 26.03
Tabel 4. Waktu operator dan mesin berproses produksi
waktu operator waktu mesin0.0003 0.00064
Tabel 5. Jam kerja operator dan mesin yang
ditetapkan oleh perusahaan No keterangan hari (jam) minggu (jam) bulan (jam) 1 tahun
(jam)1 regular 17 85 374 44882 lembur 7+18 53 226 2712
Robust Jurnal Teknik Industri
4
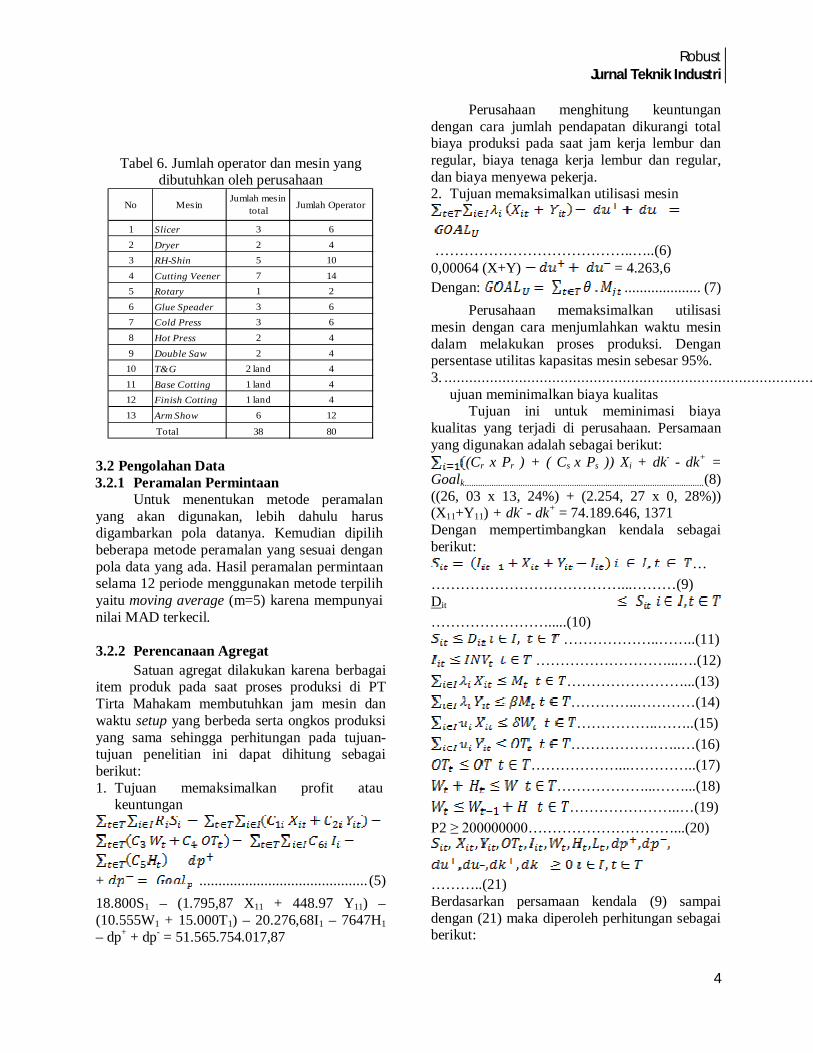
Tabel 6. Jumlah operator dan mesin yang dibutuhkan oleh perusahaan
No MesinJumlah mesin
total Jumlah Operator
1 Slicer 3 62 Dryer 2 43 RH-Shin 5 104 Cutting Veener 7 145 Rotary 1 26 Glue Speader 3 67 Cold Press 3 68 Hot Press 2 49 Double Saw 2 410 T&G 2 land 411 Base Cotting 1 land 412 Finish Cotting 1 land 413 Arm Show 6 12
38 80Total
3.2 Pengolahan Data 3.2.1 Peramalan Permintaan
Untuk menentukan metode peramalan yang akan digunakan, lebih dahulu harus digambarkan pola datanya. Kemudian dipilih beberapa metode peramalan yang sesuai dengan pola data yang ada. Hasil peramalan permintaan selama 12 periode menggunakan metode terpilih yaitu moving average (m=5) karena mempunyai nilai MAD terkecil.
3.2.2 Perencanaan Agregat
Satuan agregat dilakukan karena berbagai item produk pada saat proses produksi di PT Tirta Mahakam membutuhkan jam mesin dan waktu setup yang berbeda serta ongkos produksi yang sama sehingga perhitungan pada tujuan-tujuan penelitian ini dapat dihitung sebagai berikut: 1. Tujuan memaksimalkan profit atau
keuntungan
+ ............................................ (5) 18.800S1 – (1.795,87 X11 + 448.97 Y11) – (10.555W1 + 15.000T1) – 20.276,68I1 – 7647H1 – dp+ + dp- = 51.565.754.017,87
Perusahaan menghitung keuntungan dengan cara jumlah pendapatan dikurangi total biaya produksi pada saat jam kerja lembur dan regular, biaya tenaga kerja lembur dan regular, dan biaya menyewa pekerja. 2. Tujuan memaksimalkan utilisasi mesin
…………………………………..…..(6) 0,00064 (X+Y) = 4.263,6 Dengan: .................... (7)
Perusahaan memaksimalkan utilisasi mesin dengan cara menjumlahkan waktu mesin dalam melakukan proses produksi. Dengan persentase utilitas kapasitas mesin sebesar 95%. 3. ................................................................................................
ujuan meminimalkan biaya kualitas Tujuan ini untuk meminimasi biaya
kualitas yang terjadi di perusahaan. Persamaan yang digunakan adalah sebagai berikut:
(Cr x Pr ) + ( Cs x Ps )) Xi + dk- - dk+ = Goalk ........................................................................................................... (8) ((26, 03 x 13, 24%) + (2.254, 27 x 0, 28%)) (X11+Y11) + dk- - dk+ = 74.189.646, 1371 Dengan mempertimbangkan kendala sebagai berikut:
……………………………………...………(9) Dit …………………….....(10)
………………..……..(11) ………………………...….(12)
……………………...(13) …………..…………(14) ……………..……..(15)
…………………..…(16) ………………...…………..(17)
………………...……...(18) …………………..…(19)
P2 ≥ 200000000…………………………...(20)
………..(21) Berdasarkan persamaan kendala (9) sampai dengan (21) maka diperoleh perhitungan sebagai berikut:

Robust Jurnal Teknik Industri
5
S11 = (1.582.930, 55 + X11 + Y11 – I11) 6.221.870, 44 ≤ S11 S11 ≤ 6.382.054, 342 I11 ≤ 2.500.000 0,00064X11 ≤ 4.488 0.00064Y11 ≤ 125.664 0.0003X11 ≤ 2.160W 0.0003Y11 ≤ OT1 OT1 ≤ 2.712 W1 + H1 ≤ 160 W1 ≤ 64+H1 P2 ≥ 200000000
Kendala pada persamaan (9) menjelaskan jumlah kuantitas produk yang dijual oleh perusahaan harus sama dengan jumlah persediaan produk sebelumnya ditambah kuantitas produk saat jam kerja regular dan lembur, karena jika produk yang dijual melebihi persediaan maka perusahaan tidak memenuhi permintaan.
Kendala pada persamaan (10) menjelaskan tentang jumlah permintaan harus kurang dari sama dengan jumlah kuantitas produk yang dijual oleh perusahaan, karena jika minimal permintaan lebih dari jumlah kuantitas produk yang dijual maka perusahaan juga tidak dapat memenuhi permintaan.
Pada persamaan (11) menjelaskan bahwa jumlah kuantitas produk yang dijual perusahaan kurang dari sama dengan jumlah peramalan permintaan, karena jika jumlah kuantitas produk yang dijual lebih dari jumlah peramalan permintaan maka produk yang diproduksi akan terlalu lama disimpan di gudang sehingga menyebabkan biaya inventory membesar. Selain itu persediaan produk di pabrik harus kurang dari sama dengan kapasitas maksimum penyimpanan di pabrik, karena jika persediaan produk di pabrik lebih dari kapasitas maksimum penyimpanan di pabrik maka tidak ada tempat lagi untuk menyimpan produk jadi. Hal tersebut merupakan penjelasan dari persamaan (12).
Persamaan (13) dan (14) bertujuan agar mesin tidak cepat rusak. Persamaan ini menjelaskan waktu mesin saat melakukan proses produksi pada jam kerja regular kurang dari sama dengan waktu mesin yang digunakan pada periode tersebut, dan juga menjelaskan bahwa
mesin saat melakukan proses produksi pada jam kerja regular kurang dari sama dengan kapasitas jam kerja regular dan lembur.
Pada persamaan (15) dan (16) menjelaskan tentang jam kerja operator. Pada persamaan (15) waktu kerja operator pada saat proses produksi saat jam kerja regular kurang dari sama dengan jam kerja operator yang sudah ditetapkan perusahaan, karena jika waktu kerja operator melebihi waktu yang sudah ditetapkan maka akan dihitung jam lembur sehingga waktu lembur bertambah. Sedangkan pada persamaan (16) waktu kerja operator pada saat proses produksi saat jam kerja lembur kurang dari sama dengan jam lembur yang sudah ditetapkan perusahaan.
Kendala pada persamaan (17) menjelaskan bahwa, jam lembur kurang dari sama dengan jam lembur yang ditetapkan oleh perusahaan, karena jumlah waktu lembur dan waktu regular di pabrik sama dengan 24 jam.
Persamaan (18) dan (19) berhubungan dengan jumlah operator. Pada persamaan (18) jumlah operator yang dibutuhkan dengan jumlah pekerja yang disewa oleh perusaahan kurang dari sama dengan jumlah pekerja yang ditetapkan oleh perusahaan yaitu 160 operator, sedangkan persamaan (19) jumlah pekerja yang dibutuhkan kurang dari sama dengan jumlah pekerja pertama dan jumlah pekerja yang disewa oleh perusaahan.
Semua variabel harus lebih dari sama dengan nol, karena jika variabel kurang dari nol maka tujuan tersebut tidak berhasil. Hal tersebut dijelaskan oleh persamaan (21). Berdasarkan tujuan-tujuan yang ingin dicapai maka persamaan tujuannya adalah Min Z : { dp
-, du-,
dk+}.
3.2.3 Solusi Optimal dan Analisa Pencapaian
Multi Sasaran Pengembangan model dari Leung dan
Chan (2009) di atas diterapkan untuk menyelesaikan beberapa permasalahan yang terjadi di PT Tirta Mahakam, sehingga dapat diketahui solusi optimal dari perencanaan produksi yaitu untuk mengetahui apa yang harus diproduksi, berapa banyak produk tersebut harus dibuat, dan kapan produk tersebut harus dibuat. Hal tersebut dijelaskan pada tabel 4.15. Solusi

Robust Jurnal Teknik Industri
6
optimal diperoleh dari hasil running software LINGO, yang diselesaikan pada iterasi ke 9 dengan objective sebesar 1,46597e+009 dan total variable sebanyak 13 variable. Input dan output software LINGO tercantum pada lampiran V.
Tabel 7. Perencanaan produksi pada tahun 2012
Keterangan JumlahProduk yang terjual 6221870 SqrftProduk saat jam regular 7012500 SqrftProduk saat jam lembur 126439.7 SqrftTenaga kerja tetap 112 orangWaktu lembur 2712 jamPersediaan produk 2500000 SqrftTenaga kerja overhead 48 orang Pencapaian multi sasaran dari
permasalahan yang dihadapi oleh perusahaan ini berdasarkan perencanaan pada tabel 7 di atas akan dijelaskan pada tabel 8 yaitu tabel pencapaian multi sasaran. Tabel pencapaian multi sasaran ini merupakan tujuan dari penelitian yang sedang dilaksanakan.
Tabel 8. Pencapaian multi sasaran
Tujuan (Goal)
Solusi Optimal Keterangan
Maksimasi profit
Rp 53.586.920.776,89 Tercapai
Maksimasi utilitas mesin
4.568,921 jam Tercapai
Minimasi biaya kualitas
Rp 69.604.662 Tercapai
Tabel pencapaian multi sasaran
merupakan hasil perhitungan dari persamaan (9) sampai dengan (21) yang menjelaskan bahwa tujuan memaksimalkan profit atau keuntungan tercapai yaitu sebesar Rp 53.586.920.776,89, tujuan untuk memaksimalkan utilitas mesin tercapai yaitu sebesar 4.568,921 jam per tahun, dan tujuan ke tiga yaitu meminimasi biaya kualitas juga tercapai sebesar Rp 69.604.662. 4. Kesimpulan dan Saran 4.1 Kesimpulan
Penelitian ini mengoptimalkan perencanaan agregat produksi plywood pada perusahaan Tirta Mahakam dengan tujuan memaksimalkan keuntungan, memaksimalkan utilisasi mesin, dan meminimasi biaya kualitas. Model yang digunakan untuk merencanakan
perencanaan agregat produksi plywood tersebut merupakan pengembangan dari model yang digunakan oleh Leung dan Chan (2009). Berdasarkan hasil perhitungan diperoleh pencapaian multi sasaran yang juga menjelaskan bahwa model layak untuk digunakan. Hasil pencapaian multi sasaran adalah sebagai berikut: 1. Keuntungan yang diperoleh melebihi target
yaitu sebesar Rp 53.586.920.776,89 dengan target yang ditentukan sebesar Rp 51.565.754.017,87. Selisih keuntungan setelah melakukan perencanaan sebesar RP 2.021.166.759,02.
2. Mesin bekerja selama 4.568,921 jam per tahun dengan target 4.263,6 jam per tahun. 305,322 jam per tahun dari mesin bekerja merupakan jam lembur, sehingga waktu lembur tidak berlebih yaitu 1.15 jam per hari.
3. Biaya kualitas juga mengalami perubahan yang awalnya sebesar Rp 74.189.646,1371 menjadi sebesar Rp 69.604.662. Selisih biaya kualitas setelah melakukan perencanaan sebesar Rp 4.584.984,1371.
4.2 Saran Saran yang dapat diberikan pada perusahaan
dari penelitian ini adalah: 1. Sebelum melakukan proses produksi,
perusahaan hendaknya melakukan perencanaan produksi terlebih dahulu seperti dalam penelitian ini agar proses produksi menjadi optimal.
2. Metode goal programming baik digunakan dalam proses pengoptimalan karena dapat menyelesaikan berbagai tujuan yang kompleks.
3. Untuk penelitian selanjutnya, penelitian ini mempunyai kelemahan yaitu biaya kualitas tidak mempengaruhi besarnya keuntungan atau profit dan utilitas mesin yang terjadi.
5. Daftar Pustaka Leung, Stephen-CH., dan Chan, Shirley-SW.
(2009). A Gool Programming Model For Agregate Production Planning With Resource Utilization Constraint. Computers & Industrial engineering 56 1053-1064

Robust Jurnal Teknik Industri
7
Mulyono, Sri. (2007). Riset Operasi. Edisi Revisi. Jakarta. Fakultas Ekonomi Universitas Indonesia
Ristono, Agus. (2011). Pemodelan Sistem. Edisi Pertama.Yogyakarta. Graha Ilmu
Soedjianto, Felicia., Oktavia, Tanti., dan Anggawinata, James-Arthur. (2006). Perancangan dan Pembuatan Sistem Perencanaan Produksi (Studi Kasus pada PT. Vonita Garment). SNATI. ISSN: 1907-502


















