
ARNCO TECHNOLOGY - Boris Volkovoy | En-Ru-En …volkovoy.eu5.org/servicefolder/Translation...
46
ARNCO HARDBANDING SPECIFICATION MANUAL For the Preparation, Application and Inspection OF ARNCO HARDBANDING PRODUCTS (100XT™, 150XT™, 300XT™ and 350XT™) VERSION 2.1 June 28th, 2012 © 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved
Transcript of ARNCO TECHNOLOGY - Boris Volkovoy | En-Ru-En …volkovoy.eu5.org/servicefolder/Translation...

ARNCO HARDBANDING SPECIFICATION MANUAL
For the Preparation, Application and Inspection
OF
ARNCO HARDBANDING PRODUCTS(100XT™, 150XT™, 300XT™ and 350XT™)
VERSION 2.1June 28th, 2012
© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved

TABLE OF CONTENTS
General Information
Description of Arnco Next Generation Products
Foreword
Applicator Responsibility
Policy Statement
Section 1: GENERAL STATEMENTS AND APPLICATION TYPES OF ARNCO HARDBANDING
1.1 Hardbanding Application 1.2 Raised Hardbanding Application1.3 Flush Hardbanding Application
Section 2: GENERAL GUIDELINES, EQUIPMENT AND APPLICATION PARAMETERS
2.1 General Hardbanding Application Information2.2 Welding Equipment Requirements2.3 Welding Parameter Ranges
Section 3: APPLICATION PROCEDURES
3.1 General Preparation and Application Procedures3.2 Re-Application Procedures3.3 Special Application and Re-application Procedures
Section 4: INSPECTION CRITERIA
4.1 Pre-Weld Equipment Inspection4.2 Pre-Weld Material Inspection4.3 Post-Weld Hardband Inspection
CLOSING REMARKS
ATTACHMENTS
Attachment 1: Hardbanding Equipment Set-Up WorksheetAttachment 2: Hardbanding Wire Estimated Usage ChartAttachment 3: Temperature Conversion ChartAttachment 4: Arnco Troubleshooting Chart
APPENDIX 1: Manual Updates and Changes Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved)
2

General Information
The Arnco specification manual establishes strict criteria and parameters to assist in the successful application of Arnco products for use on drill pipe, heavy weight drill pipe, drill collars and other downhole tools. There is descriptive application information included throughout the document to help Arnco applicators better understand the application process. This new and updated Specification Manual should be used to apply all Arnco Hardbanding Products.
Applicators are required to demonstrate high quality application of Arnco’s products under this specification in order to become an Arnco “Certified Applicator”. Once qualification is obtained, applicators will be issued one certificate to apply all Arnco products. Certification is valid for three (3) years, with potential intermittent quality audits to ensure competence and quality standards are being maintained. Applicators will need to be re-certified before a certificate expires. Depending on Arnco product application frequency and quality while certified, re-certification may only require the submission of a weld sample to Arnco for lab analysis. Others may require an on-site visit by an Arnco representative. Method of initial and re-certification will be solely at Arnco’s discretion after consultation with the applicator.
This Arnco Hardbanding Specification Manual includes procedures for Arnco hardbanding products, specifically 100XT™, 150XT™, 300XT™ and 350XT™. All procedures, including proper preparation, pre-heat, welding parameters and slow-cooling must be performed for each wire and application.
All applicators are required to read this manual and acknowledge the Applicator Responsibility Section. The manual is readily available from Arnco and should be distributed to all personnel who are involved with the application of Arnco hardbanding products.
Description of Arnco Next Generation Products
Arnco hardbanding products are designed to cover the spectrum of drill pipe and casing wear protection needs by offering a range of products that each exhibit unique benefits for the end-user. Whether focused on significant reductions in casing wear, or maximum protection for drill pipe and other downhole tools, Arnco’s suite of hardbanding alloys represent the best in the industry. Arnco’s next generation hardbanding products, 150XT™ and 350XT™, are non-cracking materials each with unique application and performance characteristics.
Arnco 150XT™ is a non-cracking hardbanding alloy that was designed to provide extremely low rates of casing wear while also being highly wear resistant to protect drill pipe and related components. Its casing wear results are some of the lowest ever measured by industry benchmark testing.
Arnco 350XT™ is a non-cracking hardbanding alloy that provides maximum wear protection while still being very casing friendly. It was designed to provide the industry’s best wear resistance for drill pipe tool joints, heavy weight drill pipe and drill collars.
When properly applied, 150XT™ and 350XT™ produce crack-free deposits that require little post-weld clean up. They are easily applied as initial hardbanding onto new or unhardbanded parts, as well as, re-application layers onto Arnco 100XT™, 150XT™ or 350XT™ and some competitive hardbanding materials.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 3

FOREWORD
Since 1995 Arnco Technology has provided the hardbanding industry with the Arnco Technology Recommended Procedures Manual. In 2007, the manual was renamed the Arnco Hardbanding Specification Manual, bringing all products together under one document, and in 2012 was re-written and simplified to include Arnco’s next generation products. Specified procedures have been developed using American Welding Society and O&G industry standards and specifications. It is critically important to require that all Arnco products are applied in a consistent manner, as specified in this manual. Hardbanding alloys differ significantly across application parameters, welding characteristics and field performance. This specification document applies only to Arnco hardbanding products.
Arnco Technology has issued this publication to facilitate the best understanding of Arnco hardbanding technology. As a longstanding industry leader, Arnco will continue researching and developing new, improved products and applications to provide the drilling industry with the highest quality wear protection available.
Any questions, comments or suggestions about this manual or Arnco’s hardband products should be addressed to:
ARNCO TECHNOLOGY TRUST, LIMITED3657 BRIARPARK DRIVE, HOUSTON, TEXAS 77042-5205, USA
Telephone: +1 (832) 214-5200 Fax: 1+ (832) 214-5205
Email: [email protected]
Website: www.hardbanding.com or www.arncotech.com
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 4

APPLICATOR RESPONSIBILITY
Upon attaining Arnco certification, the Certified Applicator agrees to:
1) Assume operational responsibility to apply Arnco wire per the Arnco Hardbanding Specification Manual. The applicator must confirm that the current procedure has been obtained, read and understood by all necessary personnel within the organization. Some of those personnel may be the:
Operations Manager and Supervisors Hardbanding Supervisors and Operators QA/QC Manager and Supervisors QC Inspectors
2) Maintain an active Quality System to include an internal training program and Operator certification.
3) Ensure, upon receiving an order to apply Arnco hardbanding product(s), that: Sufficient quantities of wire and applicable shielding gas type are in stock Sufficient test pieces are available for set-up and parameter calibration Parameters (amps, volts, gas flow, etc.) are within spec
4) Document welding parameters used during application for each order and keep records on file for future reference. Internal QC Reports should also be maintained. Those records should contain:
Name of Hardband Operator and Harbanding Unit number The Wire Batch (Lot/Mix) number and description of the applied wire Preheat temperature range and periodically measured temperatures Actual welding parameters for; Voltage, Amperage, Gas flow,
Rotation speed, Oscillation speed, etc. Dates of job duration Description of pipe; i.e., size, weight, grade, tool joint description, etc. Number of joints/ends hardbanded Visual and dimensional Inspection of finished job
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 5

ARNCO TECHNOLOGY POLICY STATEMENT
Arnco Technology strives to ensure applicators are well trained, competent and comfortable applying its products. Adherence to these specified application parameters is critical to successful application and the integrity and performance of the finished product.
Further, Arnco Technology stands behind its products and adheres to the strict standards of quality demanded by customers and end-users of Arnco products by providing a clear, strong warranty guaranteeing its products. Arnco’s warranty applies to all Arnco hardbanding wires when applied in full conformance with this Arnco Hardbanding Specification Manual by a certified Arnco applicator.
This specifications manual will give Arnco customers the ability to audit and record that Arnco specified parameters have been properly adhered to in order to confirm compliance.
The Arnco Hardbanding Specification Manual is available by contacting us at, [email protected].
Arnco Technology maintains an industry leading warranty for all hardbanding products, please contact Arnco for details about the policy or related questions
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 6

SECTION 1: GENERAL STATEMENTS AND APPLICATION TYPES OF ARNCO HARDBANDING
1.1 GENERAL HARDBANDING APPLICATION
1.1.1 Normally 3” (~76mm) of hardbanding is applied on the Box O.D. and, as a recommended option, 2” (~50mm) is applied on the Pin O.D. Instead of the full length of the tool joint contacting the inner surface of the casing or open wellbore, Arnco hardbanding makes contact, thereby reducing casing and tool joint wear.
1.1.2 Application on the Pin O.D. is strongly recommended. This will help increase the hardbanding surface area to ensure the majority of the tool joint (Box and Pin) will have minimal contact with casing or open wellbore.
1.1.3 Arnco hardbanding helps significantly reduce tool joint wear. A reduction in tool joint wear helps extend the life of tool joints and other downhole components’ useful life and delay classification downgrades per industry standard drill pipe specifications.
1.1.4 When specified by the customer, an optional recessed groove is machined into the 18 elevator shoulder and a flush layer of hardbanding is applied. Hardbanding is then applied adjacent to the flush shoulder application (recommended raised). When application is performed on new or used tool joints in the field, it is usually not necessary to apply or re-apply hardbanding to the 18 elevator shoulder. The shoulder area should be visually inspected to determine if it is in serviceable condition. Raised application is illustrated in Figure 1.1 including and excluding flush application to the 18shoulder.
1.2 RAISED HARDBANDING APPLICATION
RAISED HARDBANDING IS STRONGLY RECOMMENDED ON ALL TOOL JOINTS FOR MAXIMUM CASING AND TOOL JOINT PROTECTION
1.2.1 Arnco hardbanding applied raised reduces the possibility of heat checking occurring on the tool joint surface by causing the hardbanding surface to absorb extreme loads and stresses.
1.2.2 When raised hardbanding makes contact with the inside of the casing, the low coefficient of friction reduces torque and drag experienced in extended reach or high-angle wells. A reduction in torque and drag can increase drilling efficiencies and help prevent casing wear.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 7

RAISED APPLICATION (including flush application to 18 shoulder) :
2" (~50mm) LP LB 3" (~76mm)
4/32", +0”, - 1/32"(3,17mm, +0mm, -0,80mm)
H 4/32", +0”, - 1/32"(3,17mm, +0mm,-0,80mm)
** Apply hardbanding flush on 18 shoulder, +0, - 1/32" (+0, -0,80mm);The taper groove should be machined to a depth that equals the finished applied thickness (H)
for the raised hardband on the O.D.When specified, the Taper Weld Bead width shall be a minimum of 3/4” (19mm)
Figure 1.1
RAISED APPLICATION (excluding flush application to 18 shoulder) :
2" (~50mm) LP LB 3" (~76mm)
4/32", +0”, - 1/32"(3,17mm, +0mm, -0,80mm) H 4/32", +0”, - 1/32"
(3,17mm, +0mm, -0,80mm)
On Box End, apply the hardbanding approximately 3/8", +/- 1/8" from the 18 shoulder (9,52mm, +/- 3,17mm)
Figure 1.2Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved)
8

1.3 FLUSH HARDBANDING APPLICATION
1.2.1 Flush Hardbanding is recommended only if the maximum tool joint O.D. must be restricted to avoid interference with the casing inside diameter. Hardbanding applied in this manner will not yield maximum results by exposing unprotected areas of the tool joint O.D. to abrasive wear.
1.2.2 For Flush Hardbanding application, a recess groove is machined into the tool joint area where hardbanding will be applied. Arnco hardbanding is then applied flush with the O.D. of the tool joint. The hardbanded area normally includes the 18 elevator shoulder. This type of application for new, used or rebuilt tool joints is illustrated in Figure 1.3.
1.2.3 Application of hardbanding on the Pin O.D. is a recommended option.
FLUSH APPLICATION
2" (~50mm) LP LB 3" (~76mm)
3/32" ,+0, - 1/32"(2,38mm +/- 0,80mm) D 3/32", +0, - 1/32"
(2,38mm +/- 0,80mm)
Flush with O.D.,+ 1/32", -0" (+0,80mm,-0)
H Flush with O.D. + 1/32", -0" (+0,80mm,-0)
Apply hardbanding flush with 18 shoulder, +0, - 1/32" (+0mm, -0,80mm)If not specified, the Taper Weld Bead width shall be a minimum of 3/4” (19mm)
Figure 1.3
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 9

SECTION 2: GENERAL GUIDELINES, EQUIPMENT AND APPLICATION PARAMETERS
2.1 GENERAL HARDBANDING APPLICATION INFORMATION
2.1.1. Hardbanding Wire Usage (needed material per job): Please refer to Attachment 2. 2.1.2 Hardbanded Area Width: Arnco recommends applying 3-4” (~76-101mm) on the box end tool
joint, and 2 inches (50mm) on the pin tool joint. Oscillation width (1” or 25,3mm) and adequate overlap of 1/8 inch (3,17mm) should be utilized and appropriate number of beads applied to meet the requirement for a specified, overall minimum hardband width.
2.1.3 Weld Bead Width: Individual weld beads make up the “Hardbanding Area Width”. Arnco recommends that the finished weld bead be 1-1/8” (~28,6mm) in width. The unit operator should determine how to set parameters and equipment based on guidelines herein to produce a flat or slightly convex weld bead profile.
2.1.4 Hardbanding Height: The finished hardbanding area, applied raised, should measure 3-4/32” (2,37-3,17mm) in height.
2.1.5 Pre-Heat: Proper preheating of the tool joint or drill collar must be performed regardless of the O.D. or ambient temperature of the steel. Inadequate preheating of the parent steel may cause cracking in the parent metal and/or weld metal.
2.1.5.1 An excerpt from Weldability of Steels, R.D.Stout, Welding Research Council,4 th
Edition, © 1987, page 169, is provided below concerning the benefits and necessity of preheating:
“Preheating is beneficial for four reasons: first, it lowers the cooling rates in the weld metal and heat-affected base metal, producing a more ductile metallurgical structure to resist weld cracking; second, the slower cooling rate provides an opportunity for any hydrogen that may be present to diffuse out harmlessly without causing cracking; third, it lowers the magnitude of shrinkage and fourth, it raises some steels above the temperature at which brittle fracture could occur in fabrication”.
2.1.6 Slow-Cooling: The Applicator must “slow-cool” hardbanded tool joints. To ensure slow cooling, tool joints need to be wrapped immediately after welding in thermally insulated blankets or canisters. The blankets or canisters shall remain on the tool joint ends until the tool joint has cooled down to less than 150°F (66°C).
Note 1: The use of shop ventilation fans should have airflow directed away from the hardbanded tool joints during handling, wrapping and slow cool storage. Wrapping and subsequent slow cooling must take place in “still air”.
Note 2: Pipe Manufacturers that apply hardbanding should not use any method of cooling solely to handle or speed-up production. Adequate time must be allowed for the tool joint ends to slow cool naturally after the quench and temper process.
2.1.7 Grinding: Repair grinding to improve overlap contour areas of the weld bead or to remove spatter or minor protrusions shall be performed as necessary after the tool joint has been cooled
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 10

down to less than 150°F (66°C). Heavy, continuous grinding with stationary grinding wheels is not necessary and should not be performed.
2.2 WELDING EQUIPMENT REQUIREMENTS
2.2.1 Welding equipment must have a Power Supply with a Direct Current (DC), Constant Voltage output capable of 24-32 Volts and 240 to 320 Amps in reverse polarity (DCEP) mode.
Note: Equipment voltmeters, whether on the power supply itself or a remote meter at the Operators’ panel, need to be calibrated to the actual, applied voltage as measured as close to the torch head as possible. It is normal to have a “voltage line drop” of ~1 to 2 volts (sometimes more) from the power supply output to the torch head. This line-drop needs to be compensated for by having the voltmeters calibrated to the applied voltage at the torch head and not that of the output of the power supply.
2.2.2 Welding equipment must have a Clean Grounding System that will not resist the flow of electric current. Resistance can be seen as heat build-up in the welding lead or in its connection after a brief period of welding.
Note: Lack of grounding and resistance can be checked by measuring voltage. When a voltmeter is utilized to measure applied voltage, the ground lead of the voltmeter is held directly onto the tool joint. If a good ground connection is not present, the measured voltage will widely vary upward from applied voltage, as the electrode (the hardband wire) “seeks ground”. When a good ground connection is present, the measured voltage should only vary approximately, +/- 0.50 to 1.0 volt from the applied voltage.
2.2.3 Welding equipment must have the ability to Grip and Rotate the Tool Joint under the welding torch concentrically to within .030” (0,76mm) and at a constant uniform speed of between 60 and 200 seconds per revolution. Tool joint O.D. determines the speed at which to rotate the tool joint.
2.2.4 Welding equipment should have the ability to Offset the Welding Torch from vertical center so that welding takes place on the uphill side of the tool joint as it is being rotated. For “Torch Offset”, refer to the Recommended Welding Parameters as illustrated in Section 2.3. The torch offset distance changes slightly with each O.D. size. Offset adjustment is critical to producing a flat or slightly convex weld bead profile.
Note: Torch offset must be positioned correctly so that the torch head is set an appropriate distance back from top dead center as the tool joint rotates. Refer to Section 2.3 for an illustrated example of ideal positioning. If the torch is offset too far forward, it will cause an overly convex bead and porosity or lack of fusion as you “weld into the puddle”. If the torch is offset too far back, it can cause an overly concave weld bead and run off of the molten puddle.
2.2.5 Welding equipment must have the ability to Angle the Welding Torch, in the direction of the rotation, to between 17-19 degrees as measured from vertical center of the tool joint. For this “Torch Angle”, refer to the Recommended Welding Parameters illustrated in Section 2.3.
NOTE: Machines that are not configured to adjust torch angle or offset, from vertical center, have demonstrated difficulty consistently producing a flat, or slightly convex weld bead profile.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 11

2.2.6 Welding equipment must have the ability to Oscillate the Welding Torch 0.75”-1.00” (19-25, 4mm) at an oscillation speed of 45-55 oscillations per minute.
2.2.7 Welding equipment must have the ability to Adjust Electrode Wire Stick-Out to a distance of 1” to 1-1/8” (25,4mm to 28,6mm) from the welding surface. Stick-out distance is measured from the torch tip and not the nozzle cover.
Note: If wire stick-out is too short (typically less than 0.75”) it may produce shielding gas flow turbulence at the nozzle cover which can cause porosity in the weld bead.
2.2.8 The equipment must be able to Traverse the Torch, parallel to the tool joint axis, for a minimum distance of 4” (~102mm). A longer distance, of 6” to 12” (~153mm-305mm) is preferred, particularly when hardbanding drill collars or extra-long tool joints.
2.2.9 Welding equipment must include a Wire Feed System capable of feeding the wire through the torch at a variable, uniform speed without damaging the surface or the shape of the wire. Wire-feed rollers designed for feeding soft-skinned, flux-cored wire should be utilized.
Note: Four-wheel geared wire feeders are recommended, as they help more effectively grip and feed electrode wires. They also help straighten the wire due to more constant tension. If a two-wheel geared wire feeder is utilized, a wire straightener is recommended, which can be installed before or after the wire feeder roller mechanism.
2.2.10 Welding equipment must have a Shielding Gas Assembly, including a gas flow regulator and access to adequate supplies of shielding gas.
100XT 300XT 150XT 350XT Recommended Gas Mix 100% CO2 100% CO2 98% Ar, 2% O 98% Ar, 2% OAlternative Gas Mixes 75% Ar, 25% CO2 75% Ar, 25% CO2 Consult Arnco Consult Arnco
80% Ar, 20% CO2 80% Ar, 20% CO2 82% Ar, 18% CO2 82% Ar, 18% CO2
Note: During windy conditions, when operating hardbanding units in a pipe yard or a portable unit at a rig site or other outdoor location, every precaution should be taken to protect gas flow at the nozzle from being disrupted while welding.
2.2.11 The Pre-Heat equipment must have the ability to pre-heat any tool joint, center wear pad or drill collar, to a uniform temperature from 225F to 650F (107C to 343 C). Refer to Section 3.1.5.1 for preheat temperature ranges per specific pipe O.D. size and guidance on achieving and determining Soak Heat.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 12

2.3 WELDING PARAMETERS
ARNCO HARDBANDINGEQUIPMENT SETTINGS and WELDING PARAMETER RANGES
"TORCH ALIGNMENT SETTINGS"
The Distance “X” is set to between ~.50" (12,7mm) to ~1.500" (38,1mm) depending onthe O.D. of the tool joint, center wear pad or drill collar.
The total indicated run-out (TIR) should be within +/- 0.015" (+/- 0,38mm)
General Parameters and Specifications - All Arnco Products General: Temperature Control:Process GMAW Preheat: See Preheat Table Wire Diameter 1/16 '' (1,6mm) Interpass Max 850°F (454°C)Polarity / Current Positive (DCEP) Cool Down Covered, in Still AirTorch Settings: Torch Action Settings:Torch Angle Offset 17-19 deg Oscillation Speed 45-55 p/minWire Stick-Out 1.0" (25,4 mm) Oscillation Width 0.75-1.0'' (19-25,4 mm)
RECOMMENDED PARAMETERS FOR 150XT and 350XT:Sheilding Gas: Power Settings:Type / Mix 98% Argon, 2% Oxygen Amperage 240-320 (norm. 300) Gas Flow 35-40 CFH (16.5-19 LPM) Voltage 24-32 VDC (norm. 30)
RECOMMENDED PARAMETERS FOR 100XT AND 300XT:Sheilding Gas: Power Settings:Type / Mix 100%CO2 - can vary Amperage 240-320 (norm. 280)Gas Flow 35-40 CFH (16.5-19 LPM) Voltage 24-30 VDC (norm. 28)
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 13

SECTION 3: APPLICATION PROCEDURES
3.1 GENERAL PREPARATION AND APPLICATION PROCEDURES:
3.1.1 Preparation and cleaning of the area where hardbanding is to be applied must be performed diligently to ensure a weld surface free of all foreign matter and debris such as rust, dirt, grease, oil, paint or pipe coating. Utilizing a side-grinder & cup-brush will usually produce a sufficiently clean weld surface. Perform a visual inspection of the tool joint O.D. surface after buffing.
Note: “Buffing” the tool joint surface does not always produce a clean weld surface. Further cleaning may be necessary. Applicators should determine the best method available to prepare the weld surface and consult Arnco if there are any questions or difficulties.
3.1.2 Threads should be cleaned of all thread lubricants or storage compounds. This will ensure a cleaner welding process and help eliminate risks associated with igniting these substances during pre-heat.
3.1.3 Prior to hardbanding used unhardbanded drill pipe, the tool joints should be examined for eccentric wear caused during drilling. The concentricity of the tool joint should be within .030” (0,76mm) of the center axis in order to apply an even layer of hardbanding. If the eccentricity of the tool joint is greater than .030” (0,76mm) it may cause the welding arc to be erratic and/or produce an unacceptable weld bead of insufficient height over ~180° of the circumference of the hardband area. Refer to section 3 for more information regarding hardbanding Used drill pipe.
3.1.4 Applicators are strongly advised to calibrate the hardbanding unit before a commercial job by using a test piece or “practice joint” of the same diameter, thickness and steel type to fine tune the welding equipment prior to starting production. Operators can utilize the Hardband Setup Worksheet (Attachment 1) included with this manual to document the equipment settings necessary to hardband each size tool joint. The worksheets can then be used for future reference.
3.1.5 When preheating, it is recommended that preheat temperatures be measured with a digital, electronic pyrometer. The minimum acceptable requirement is the use of two tempstiks; one for each of the minimum and maximum temperatures of the range. The unit operator must ensure that the desired, preheat temperature range is within the required range. Excessive preheat can sometimes distort the weld bead profile while insufficient preheat can produce inadequate fusion and other negative results of the finished weld.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 14

3.1.5.1 Table 1.0 below should be used for determining pre-heat ranges for a specific pipe O.D. Also, it is critical to ensure that pre-heating produces Soak Heat and not superficial heating of the tool joint surface.
Tool Joint/ O.D. Preheat Temperature Range3 1/8” - 4 3/8” 225°F - 275°F (107°C - 135°C)4 3/4” - 5 1/4” 325°F - 375°F (163°C - 191°C)5 1/2” - 6 1/4” 425°F - 475°F (218°C - 246°C)6 3/8” - 6 5/8” 500°F - 550°F (260°C - 288°C)6 7/8” - 7 1/4” 550°F - 600°F (288°C - 316°C)7 7/8” - 8 1/2” 600°F - 650°F (316°C - 343°C)8"- 8 1/2" (w/5" ID) 550°F - 600°F (288°C - 316°C)
must slow-cool the hardbanded part immediately after application. This should be done by wrapping the welded part with a thermal blanket or with use of cooling canisters. Contact Arnco if help is needed to obtain an adequate number of blankets or
Table 1.0
Soak Heat is achieved by applying a constant heat source to the tool joint, preferably while rotating in order to uniformly apply heat to the tool joint area throughout the thickness of the part rather than only accomplishing surface heating. It is determined by removing the tool joint from the heating device and measuring the temperature. After taking a temperature reading, immediately cover the tool joint with a thermal blanket or canister and let it sit for 3 minutes. Remove the blanket or canister and measure the temperature again. If the drop is greater than 50F (10C), Soak Heat has not been achieved.
3.1.6 For Welding Parameters, please refer to Section 2.3
3.1.7 The unit operator should adjust the hardband equipment to attain a flat or slightly convex weld profile as illustrated below. Each weld bead should overlap the previous weld bead ~1/8" (~3,17mm) and consistently “tie-in” with the edge of the preceding weld bead. Lastly, unless specified by the customer, each weld bead should meet the required hardband height (dimension H) as shown in Section 1, Figures 1.1 and 1.2.
3.1.8 Post welding, the maximum Interpass Temperature for all hardbanding procedures is 850 F (454C).
3.1.9 Slow cooling of the tool joint immediately after welding must be done. Each joint should be wrapped or covered with a thermal blanket or cooling canister until the part has cooled to less than 150F (66C).
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 15

3.2 RE-APPLICATION PROCEDURES
3.2.1 General Information
3.2.1.1 When hardbanding on used drill pipe has been worn to the point that an end-user feels reapplication is necessary, the existing hardband layer must first be cleaned and inspected. This is necessary to determine if the existing layer is intact and serviceable prior to the application of a new layer hardbanding. If hardband areas are found to be acceptable, the applicator may then proceed with applying a new layer of hardbanding per Sections 3.2.2, 3.2.3, 3.2.4 and application procedures outlined in Section 3.1.
3.2.2 Cleaning of the Existing Hardband Area
3.2.2.1 Cleaning of the hardband area must be performed to remove all drilling mud, dirt, rust, oil, grease, thread compound, paint, etc. Utilizing a side-grinder & cup brush will usually produce a sufficiently clean surface for inspection and welding. Washing of the hardband area with a soap or solvent solution may be necessary to ensure a clean surface, especially when an oil based mud was utilized during drilling operations.
3.2.3 General Inspection of the Existing Hardband Area
3.2.3.1 Visual and Dimensional inspection of the worn hardbanding area must be conducted to determine condition and suitability for re-application. Inspectors hired to evaluate worn layers of hardbanding should have experience with this specific type of inspection and criteria to determine accept / reject criteria.
3.2.3.2 A worn layer of hardbanding is considered acceptable if the general appearance and the dimensional requirements are within the guidelines explained in this section and do not fall under “reject” criteria covered in Section 4.3, or as required by the drill pipe owner. If a pipe owner or third party that acts as an agent for the pipe owner maintains an inspection specification that meets or exceeds Arnco specifications herein, it shall take precedence.
3.2.3.3 The hardband area shall be visually inspected for existing cracks, spalling, chipping, flaking, porosity or other defects that could affect re-application and observations recorded.
3.2.3.4 Dimensional measurements should be taken and recorded to verify if a new layer of hardbanding is needed based on customer requirements.
3.2.3.5 To the extent possible, worn hardbanding needs to be identified to better ensure compatibility with the newly applied layer of hardbanding. If the existing layer’s identity is unknown, Arnco should be consulted for assistance to attempt identification of the material and to determine compatibility with one or more of Arnco’s products. Traceability records provided by the owner and/or the applicator can help provide hardbanding application history.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 16

3.2.3.6 Magnetic Particle Inspection (MPI-wet or dry) or Liquid-Penetrant Inspection (LPI) of the hardband area may be performed during inspection of pipe ends to check for cracks that may have propagated from the edges of the hardbanding area into the parent metal. Care should be taken when a “dry” MPI is performed to avoid “masking” any cracks that may have propagated into the parent metal.
Note: If cracks in the hardband area are not visible to the naked eye, yet seen by MPI or LPI, Arnco should be consulted. Depending on the nature and cause, they may be grounds for rejection, especially if they extend from the hardband area edges into the parent metal.
If Inspectors or customers have questions about re-application inspection or preparation criteria, Arnco should be contacted to provide answers and support.
3.2.4 Re-application Compatibility
3.2.4.1 Arnco 100XT™, 150XT™ and 350XT™ may all be interchangeably applied over one another, as well as, over some competitive hardbanding materials without removal of the worn layer of hardbanding. Arnco should be consulted for re-application of one of these products over a competitive or unknown material.
3.2.4.2 Arnco 300XT™ may only be re-applied on top of itself, and products should not be applied on top of it in order to avoid propagation of micro cracks associated with 300XT™ into a newly applied layer.
3.2.4.3 Owners of drill pipe and Arnco Certified Applicators should consult Arnco before applying any Arnco Hardbanding wire over an unknown layer of hardbanding.
Note: Re-application of one material over another is only as good as the previous layers’ condition and application quality. If the previous layer was not applied correctly or per the manufacturer’s procedures, potential risks (spalling, improper fusion and others) may remain in the newly applied layer. It is important to conduct thorough inspection and attempt traceability of application history.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 17

3.3 SPECIAL APPLICATION and RE-APPLICATION PROCEDURES
3.3.1 Removal and Rebuild of the Hardband Area
3.3.1.1 The following methods shall be utilized when it is determined that the existing layer of used hardbanding needs to be removed due to being classified reject or as not compatible with the new hardbanding to be applied. The Applicator can utilize any removal method listed below. The methods listed are in order of preference:
a. Machining with a composite or ceramic type tooling on a conventional lathe or CNC equipment.
b. Grinding with stationary grinding equipment.c. Gouging with plasma-arc gouging equipment.d. Gouging with carbon-arc gouging equipment.
3.3.1.2 The Applicator should consult the pipe manufacturer (if known), or industry standard drill pipe specification for minimum tolerances after material removal. For example, there is a minimum diameter tolerance to ensure that the Heat Affected Zone after welding does not penetrate into the I.D. of the pipe. See the note below for further detail.
Note: Usually, the HAZ will penetrate about ~.375” (9,52mm) into the parent metal. A minimum wall thickness of .750” (19mm) is normally required to allow for the HAZ to be no closer than .375” (9,52mm) to the I.D. of the material after welding. If remaining wall thickness of less than .750” (19mm) may be realized, then careful consideration should be made by removing only the hardbanding to just below the surface of the parent metal.
3.3.1.3 The Applicator must utilize a mild steel wire for rebuild that is compatible with the parent steel. The welded surface shall be re-built flush with the tool joint O.D. and be clean and free of slag. Additional machining for uniformity may be required.
3.3.1.4 The Applicator shall have a Magnetic Particle or Liquid Penetrant Inspection performed after application of the mild steel wire and weld surface preparation to ensure the layer is free of cracks.
3.3.1.5 Application and inspection of a new layer of hardbanding on a rebuilt tool joint should then follow the same procedures outlined in Sections 3 and 4.
3.3.2 Use of Cooling Mechanism to Prevent IPC Burnout
3.3.2.1 Customers and Applicators are advised that utilizing any method to cool the inner diameter to prevent internal plastic coating burnout during hardbanding may cause embrittlement of the Heat Affected Zone (HAZ) below the weld and negatively affect fusion of the hardbanding to parent metal. Please consult Arnco if you are attempting to cool pipe ID for internal plastic coating preservation.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 18

Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 19

3.3.3 Application to, or Near the 18° Taper Shoulder
3.3.3.1 Application onto the Elevator Shoulder: When welding is required on the 18 elevator shoulder, the unit operator and inspector must pay close attention to the weld profile of the finished weld bead. If the weld bead height on the 18 elevator shoulder exceeds that of the tool joint shoulder itself, it is necessary to remove that excess height to make it flush with the tool joint shoulder. Any raised weld metal on the 18 elevator shoulder may result in interference with the elevator’s operation.
3.3.3.2 Application of Weld Bead Adjacent to 18° Taper Shoulder: When welding onto the O.D. of tool joint ends or onto Center Wear Pads of heavy weight drill pipe, the unit Operator must pay close attention to not apply hardbanding too close to the shoulder. The diagram shown in Section 1, Figure 1.2, indicates the hardband edge should be placed 3/8” from the taper shoulder. If placed too close to the shoulder, interference with the elevator bowl can occur when closing the elevator latch before lifting pipe. The photo below shows a reject O.D. weld bead that is too close to the shoulder. This can be repaired by hand-grinding the edge of the weld bead enough to provide the proper clearance. When hand-grinding the edge of the weld bead, the overall required hardband width must not be reduced. The unit Operator should align the torch head, when oscillating but before welding, to the proper distance from the edge of the taper shoulder to eliminate this problem.
Interference of O.D. Weld Bead with Taper Shoulder
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 20
Reject interferenceAcceptable Flush Application

SECTION 4: INSPECTION CRITERIA
4.1 PRE-WELD EQUIPMENT INSPECTION
4.1.1 Ensure that the proper wire feed assembly (for soft-skinned cored wire) and torch tip are installed, clean and in proper working order.
4.1.2 Ensure that the hardband wire is properly loaded into the wire feed assembly, and that only enough tension is applied to the wire-feed rollers needed to feed the wire through to the torch assembly without slipping (not being grasped by the rolling mechanism).
4.1.3 Ensure that the torch is set to the proper angle and offset to achieve the correct weld bead profile and deposition, adjusted for the size and type of material being hardbanded.
4.1.4 Ensure that the correct polarity (DCEP), voltage, amperage, rotation and oscillation parameters are set per Arnco Welding Parameters outlined in Section 2.3. Adjustments made within parameter windows are based on the hardbanding equipment and operators’ ability to attain the required weld profile, height, thickness and deposition.
4.1.5 Ensure that there are adequate amounts of shielding gas, and that the type and mixture is correct for the wire being welded. Ensure that the flow of gas can be accurately regulated and measured.
4.1.6 Ensure that there are an adequate number of thermal blankets or cooling canisters available to slow cool each part immediately after welding.
4.2 PRE-WELD MATERIAL INSPECTION
4.2.1 Ensure that the material to be hardbanded is clean and free of all debris such as dirt, rust, oil, grease, paint or thread compound.
4.2.2 Ensure that the part (tool joint or drill pipe) is set properly in the hardband machine so that the weld area is as level and concentric as possible to within .030” (0,76mm).
4.2.3 Ensure that the weld area is free of all slag and debris after removal of hardbanding and rebuild using mild steel.
4.2.4 If applying 100XT™, 150XT™ or 350XT™, ensure that the surface of the hardbanding area, whether a used non-hardbanded surface, worn hardbanding surface, or mild-steel rebuilt surface, is free of cracks. Suggested methods include bi-directional wet or dry magnetic particle inspection of the surface area. This eliminates the possibility of welding over pre-existing cracks or defects if not intended. If cracks exist and are welded over during application, they will propagate into the parent metal or overlaid hardbanding material.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 21

4.3 POST-WELD HARDBAND INSPECTION
4.3.2 Visual Inspection of the Hardband Area
4.3.2.1 Workmanship and Cleanliness
4.3.2.1.1. No slag, spatter, high spots at step-over areas or minor protrusions shall remain on weld area. Spatter and minor protrusions are considered reject unless removed by grinding.
4.3.2.1.2 Overlap and step-over areas should be ground to conform to the overall hardband profile and dimensional requirement.
4.3.2.2 Weld Bead Profile
4.3.2.2.1 The weld bead profile shall be flat, to slightly convex and consistent throughout the entire hardband area.
4.3.2.2.2 If the weld profile is severely “humped” in the middle of the weld bead, the hardband is reject.
4.3.2.2.3 If the weld bead profile is concave and/or insufficient in overall hardband height, the hardband area is reject.
4.3.2.2.4 The unacceptable, acceptable and preferred (flat) weld bead profiles are illustrated below.
4.3.2.3 Tie-ins
4.3.2.3.1 Tie-ins with adjacent weld beads should be consistent to prevent deep furrows or voids between weld beads. If separation between weld beads is seen, the hardbanding should be rejected.
4.3.2.3.2 For a Flush Application, the “tie-in” with the edges of the parent metal (recessed area) must be consistent throughout the circumference of the hardbanded area; if the tie-in is not consistent, please consult Arnco for recommendations, as it could be grounds for rejection.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 22

4.3.3 Accept / Reject Criteria for Pre- and Post-Weld Inspection
4.3.3.1 Acceptable Application of 100XT™, 150XT™ and 350XT™
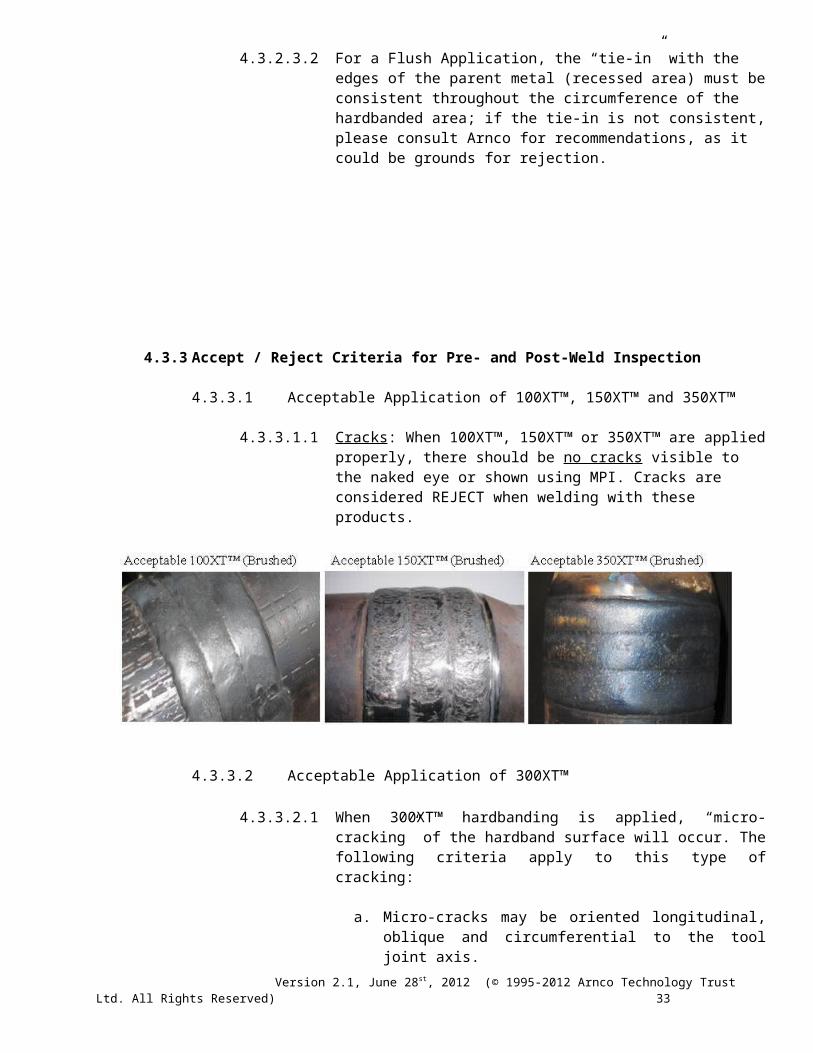
4.3.3.1.1 Cracks: When 100XT™, 150XT™ or 350XT™ are applied properly, there should be no cracks visible to the naked eye or shown using MPI. Cracks are considered REJECT when welding with these products.
4.3.3.2 Acceptable Application of 300XT™
4.3.3.2.1 When 300XT™ hardbanding is applied, “micro-cracking” of the hardband surface will occur. The following criteria apply to this type of cracking:
a. Micro-cracks may be oriented longitudinal, oblique and circumferential to the tool joint axis.
b. Spacing between the cracks can vary at intervals around the circumference.
c. A visible, single circumferential crack, not intersected by a longitudinal or oblique crack and centered in the middle of the weld bead is REJECT.
d. Cracks, regardless of orientation, shall not be wider than .010” (0,25mm).
e. An example of micro-cracking on a worn layer of 300XT is shown in the photograph to the left.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 23

Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 24

4.3.3.3 Reject Criteria for all Hardbanding Types
4.3.3.3.1 Heat-Check Cracking: This type of cracking is rarely seen on existing used hardbanding. Some Applicators and Inspectors may not be aware of the detrimental effects it can have when attempting to reapply a new layer of hardbanding over an existing worn layer containing heat-check cracks. Heat Check Cracks are the result of high axial loading against the hardbanded area during drilling. High amounts of friction and heat for prolonged periods causes the area under stress to develop small cracks, usually oriented longitudinally across the entire hardband surface. Heat-Checking must be REJECTED. The existing layer of hardbanding must be removed and the hardband area rebuilt before a new layer of hardbanding is applied.
4.3.3.3.2 Undercutting: Undercutting of the weld bead shall be REJECTED. If not repaired, undercutting can cause a stress riser area that can fracture the tool joint and/or hardband area while in use down hole. The photo below shows an example of undercutting at the bottom of the 18° taper weld bead.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 25

4.3.3.3.3 Porosity: The inspection of porosity to determine if acceptable, or reject, must include a decision based on the overall quality and workmanship of the hardband area. The formation of porosity can be a cluster (concentration) of holes, a “run” of continuous holes, an isolated hole or a “pin” hole.
a. A maximum of five (5) holes that are visible within a single 120° view of the hardband area, are also allowed. Any hole in the view larger than 1/8” (3,2mm) in diameter and 3/32” (2,4mm) in depth must be repaired to be acceptable.
b. For the total hardband surface, porosity holes that are less than 1/16” (1,6mm) in diameter are not relevant and should be neglected.
c. The photographs shown below are some examples of reject clustered, continuous and pin-hole porosity found in existing hardband layers as well as new applied layers of hardbanding.
Excessive Porosity Worn But Intact Excessive Porosity Worn But Intact
Clustered and Isolated Porosity Excessive Porosity in New Applied Layer
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 26

4.3.3.3.4 Blow-holes and Voids: An area that is void of hardbanding such that the parent metal can be seen is considered a reparable reject. A blow-hole that is void of hardbanding such that the parent metal can be seen is considered a reparable reject. If numerous blow-holes are seen, the hardband is REJECT. The photos below are typical examples of REJECT excessive blow-holes (left), and a reparable void (right).
4.3.3.3.5 Spalling: Occurs when the hardband layer separates at the fusion line with the parent metal. Spalling of the weld bead or hardband area is REJECT. Some examples of spalling are shown in the photographs below. The photo on the right also has porosity which contributed to the spalling in small areas.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 27

CLOSING REMARKS
We urge all users of this manual to read and become very familiar with the Arnco specified parameters and procedures. If a customer or an applicator chooses to utilize their own hardbanding procedures manual, it is strongly recommended that application procedure are kept within the parameters set forth by Arnco herein. The assurance of high quality application of Arnco hardbanding products is consistent and assured if recommended parameters and procedures set forth by this manual are followed.
The use of Arnco Technology hardbanding products can be extremely effective in reducing casing wear and tool joint wear if applied properly and used to their optimum potential.
If a situation arises where any Arnco Technology hardbanding product must be applied outside the Arnco specified parameters, Please consult Arnco.
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 28

Attachment 1:
HARDBANDING EQUIPMENT SET-UP WORKSHEET
UNIT #__________________ LOCATION____________________ DATE__________
TOOL JOINT O.D.___________TYPE OF WIRE__________________SIZE________
TYPE OF STEEL: AISI 4137________ AISI 4145HT________ AISI 1340HT________
APPLICATION TYPE: RAISED_______ FLUSH______ HARDBAND HEIGHT_______
PROCESS: FCAW__________GMAW__________ Type FLUX ________________
CURRENT POLARITY: DCEN (Straight)_________or DCEP (Reverse)__________
AMPERAGE_____________ VOLTS_______________
SHIELDING GAS: Mixture___________________Flow Rate___________________
TORCH SETTINGS: Angle______Offset from TDC_____Distance from Part______
OSCILLATION: Width___________ Speed__________ Dwell_______________
ROTATION SPEED: _______________________Minutes / Seconds per Revolution
PREHEAT TEMPERATURE RANGE_______________________________________
INTERPASS TEMPERATURE: Maximum allowed___________ Actual __________
SPECIFIED COOL-DOWN PROCESS: _____________________________________
NOTES:
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 29

Attachment 2:
ESTIMATED USAGE OF HARDBANDING WIRE
Tool Joint Pounds per Pounds Per Tool Joint Width of HardbandingDiameter Linear Inch .750" 1.00" 2.00" 3.00" 3.750" 4.00"
4-1/2" .504 .378 .504 1.008 1.512 1.890 2.016
4-3/4" .531 .398 .531 1.062 1.593 1.990 2.124
5" .559 .419 .559 1.118 1.677 2.096 2.236
5-1/4" .586 .440 .586 1.172 1.758 2.198 2.344
5-1/2" .613 .460 .613 1.226 1.839 2.299 2.452
5-3/4" .641 .481 .641 1.282 1.923 2.404 2.564
6" .669 .502 .669 1.338 2.007 2.509 2.676
6-1/8" .684 .513 .684 1.368 2.052 2.565 2.736
6-1/4" .698 .524 .698 1.396 2.094 2.618 2.792
6-1/2" .728 .546 .728 1.456 2.184 2.734 2.912
6-5/8" .740 .555 .740 1.480 2.220 2.775 2.960
6-3/4" .753 .565 .753 1.506 2.259 2.824 3.012
7" .781 .586 .781 1.562 2.343 2.930 3.124
7-1/4" .809 .607 .809 1.618 2.427 3.034 3.236
7-1/2” .838 .629 .838 1.676 2.514 3.143 3.352
8" .894 .671 .894 1.788 2.682 3.353 3.576
8-1/4" .929 .697 .929 1.858 2.787 3.484 3.716
8-1/2" .964 .723 .964 1.928 2.892 3.615 3.856
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 30

NOTE: These figures are theoretical and based on deposition rates for 1/16" (1,6mm) diameter wire and 4/32" (3,17mm) thickness. It is advisable to perform your own tests to determine actual usage rates for your operation.
Attachment 3:
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 31

Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 32
Attachment 4:
Troubleshooting Chart (for anything not covered please contact Arnco for consultation) Symptom Cause Recommended Corrective Action Spatter Amperage too high Check recommended parameter / lower if within parameter
Voltage too high Check recommended parameter / lower if within parameter Excessive wire stickout Adjust torch height to accommodate recommended wire stickout Insuffi cient shielding gas Increase flow, make sure wind or other force not effecting area around arc Wrong Polarity Change to recommended parameter (Positive DCEP)Dirty / wet wire Make sure wire is clean and free of moisture / keep in dry sealed area Loose torch assembly Check assembly to make sure tight
Voids / Holes Weld surface not clean Make sure surface is clean and free of debris, moisture, grease, etc. Excessive rotation speed Reduce rotation speed until adequate build up and consistency achieved Amperage too low Check recommended parameter / increase If within parameter
Porosity Lack of shielding gas coverage Check: gas flow rate, nozzle for build-up, hoses for leaks, drafts near arc Contaminated gas Try different gas canister Dirty / wet wire Make sure wire is clean and free of moisture / keep in dry sealed area Torch tip clogged Make sure torch tip / nozzle is not worn or clogged with slag Weld surface not clean Make sure surface is clean and free of debris, moisture, grease, etc.
Incorrect Weld Profile Incorrect torch angle / offset Most common cause - readjust angle and offset to recommended parameter(concave, convex or other) Incorrect rotation speed Lower if too much build-up / increase if not enough Poor Fusion Insuffi cient heat input Increase voltage and, or amperage
Excessive wire stickout Adjust torch height to accommodate recommended wire stickout Incorrect torch angle / offset Adjust angle and offset to recommended parameterExcessive wire stickout Adjust torch height to accommodate recommended wire stickout
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 33

Appendix 1: Manual Updates and Changes
6-28-12, Manual updated to version 2.1 due to parameter changes6-28-12, Section 2.3, amperage for 150XT and 350XT changed from lower limit of 280 to 240 in order to accommodate small diameter tool joints (<5.00” OD)6-28-12, Section 2.3, volts for 150XT and 350XT changed from lower limit of 28 to 24 in order to accommodate small diameter tool joints (<5.00” OD)
Version 2.1, June 28st, 2012 (© 1995-2012 Arnco Technology Trust Ltd. All Rights Reserved) 34










![Maverick Energy Services - DATA SHEET 150XT...THE INDUSTRY’S LEADING CASING-FRIENDLY HARDBANDING For more information, please visit us on the Web at: DATA SHEET [ARNCO 150XT TECHNOLOGY]](https://static.fdocuments.in/doc/165x107/60e9af3a68fbcf393221e50e/maverick-energy-services-data-sheet-the-industryas-leading-casing-friendly.jpg)







