
Aprendizaje y Acumulción de Capacidades Tecnológicas-Industrial Maquiladora
34
Espacios. Vol. 24 (2) 2003 Aprendizaje y acumulación de capacidades tecnológicas en la industria maquiladora de exportación: El caso de Thomson- Multimedia de México Learning and acumulation of technological capabilities in exportation maquiladora industry: case Thompson- Multimedia from Mexico José Luis Sampedro Hernández* y Alexandre O. Vera-Cruz** Contenido Introducción I. Revisión de literatura o I.1 El modelo de innovación de ‘economías de industrialización reciente’ o I.2 Aprendizaje y acumulación de capacidades tecnológicas en países en desarrollo o I.3 Un marco analítico para estudiar la acumulación de capacidades tecnológicas II. Metodología III. Sector de electrónica de consumo y su importancia en la IME en México IV. Escalamiento tecnológico-productivo y acumulación de capacidades tecnológicas en la empresa Thomson-Multimedia de Ciudad Juárez, México o IV.1 Escalamiento tecnológico-productivo IV.1.1 Primera etapa: ensamble simple y complejo de componentes, 1969-1980 IV.1.2 Segunda etapa: rediseño de procesos y modificación de equipo, 1981-1992 IV.1.3 Tercera etapa: ensamble final, proceso de manufactura y diseño, 1993-2002 o IV.2 Acumulación de Capacidades Tecnológicas IV.2.1 Función técnica de inversión IV.2.2 Función técnica de producción
-
Upload
omarjms100 -
Category
Documents
-
view
222 -
download
1
description
Aprendizaje y Acumulción de Capacidades Tecnológicas-Industrial Maquiladora
Transcript of Aprendizaje y Acumulción de Capacidades Tecnológicas-Industrial Maquiladora

Espacios. Vol. 24 (2) 2003
Aprendizaje y acumulación de capacidades tecnológicas en la industria maquiladora de exportación: El caso de
Thomson-Multimedia de México
Learning and acumulation of technological capabilities in exportation maquiladora industry: case Thompson-Multimedia from Mexico
José Luis Sampedro Hernández* y Alexandre O. Vera-Cruz**
Contenido
Introducción I. Revisión de literatura
o I.1 El modelo de innovación de ‘economías de industrialización reciente’ o I.2 Aprendizaje y acumulación de capacidades tecnológicas en países en desarrollo o I.3 Un marco analítico para estudiar la acumulación de capacidades tecnológicas
II. Metodología III. Sector de electrónica de consumo y su importancia en la IME en México IV. Escalamiento tecnológico-productivo y acumulación de capacidades tecnológicas en la
empresa Thomson-Multimedia de Ciudad Juárez, México o IV.1 Escalamiento tecnológico-productivo
IV.1.1 Primera etapa: ensamble simple y complejo de componentes, 1969- 1980
IV.1.2 Segunda etapa: rediseño de procesos y modificación de equipo, 1981-1992
IV.1.3 Tercera etapa: ensamble final, proceso de manufactura y diseño, 1993-2002
o IV.2 Acumulación de Capacidades Tecnológicas IV.2.1 Función técnica de inversión IV.2.2 Función técnica de producción IV.2.3 Función técnica de soporte
V. Actividades de Aprendizaje Tecnológico de la Empresa Thomson-Multimedia de Ciudad Juárez, México
VI. Conclusiones Referencias
RESUMENDiferentes estudios sobre la Industria Maquiladora de Exportación (IME) permiten entender cómo, desde los inicios de operación en México, esta actividad se ha consolidado como generadora de empleos y
ABSTRACTDifferent studies about the Exportation Maquiladora Industry (IME) allow to understand how, since its beginnings of operation in Mexico, this activity has consolidated itself as a employments and
divisas y base de las exportaciones no petroleras. Sin embargo, no reflexionan acerca de cómo las empresas maquiladoras contribuyen al desarrollo tecnológico nacional, si han generado algún tipo de derrama tecnológica o por el contrario sólo han generado empleos poco calificados. Recientemente, ha crecido el interés por estudiar con mayor nivel de profundidad la dinámica evolutiva de la IME, por ejemplo, la forma en que las empresas en esta industria desarrollan procesos de aprendizaje tecnológico y acumulan capacidades tecnológicas. En este trabajo se analiza el caso de la empresa Thomson-Multimedia de Ciudad Juárez, cuya acumulación de capacidades tecnológicas ha permitido escalar nuevos procesos y productos que, ayudado con procesos de aprendizaje interno, ha consolidado a la empresa con capacidades innovadoras intermedias en algunas funciones técnicas y de capacidades innovadoras avanzadas en otras. En este sentido, este estudio contribuye a entender la evolución de los procesos tecnológico y productivo de la IME, sobre todo del sector de electrónica de consumo en que se ubica. El argumento central de este trabajo es que, a lo largo del tiempo, las empresas maquiladoras establecidas en México han emprendido procesos de aprendizaje interno y como consecuencia muchas de ellas han acumulado importantes capacidades tecnológicas y han logrando escalar tecnológica y productivamente.
currency generator and a no oil exportations base. However, there isn’t any reflection about how maquiladoras companies contribute to the national technological development, if they have generated any kind of technological branch or by the contrary they have only generated low qualified employments. Recently, the interest by studying at a higher level of deep the evolutionary dynamic of IME has grown. E.g. the way companies in this industry develop technological learning processes and accumulate technological capabilities. In this work the Thompson–Multimedia Company from Juarez City case is analyzed, whose accumulation of technological capabilities has permitted to scale new processes and products that, with the help of internal learning process, has consolidated to the company with intermediate innovative capabilities in some technical functions and advanced innovative capabilities in others. In this way, this study contributes to understand IME evolution of productive and technological processes, specially in electronic consumption sector where it is located. The central argument of this work is that in the course of time, maquiladora companies established in Mexico have begun internal learning processes and as a consequence of that many of them have accumulated important technological capabilities and have achieved to scale technologically and productively.
Introducción 1
La industria maquiladora de exportación (IME) mexicana ha sufrido constantes cambios en las últimas décadas. A pesar que es vista como una ‘industria’ intensiva en mano de obra con escasas inversiones en capital y tecnología y poco personal calificado, estudios recientes sugieren que esta industria ha evolucionado para integrar procesos productivos y uso de nuevas tecnologías, convirtiéndose así en una industria en la que se interrelacionan actividades económicas tradicionales y otras más modernas, así como sectores productivos con diferencias en la intensidad del uso de capital y mano de obra 2.
En la literatura tradicional que estudia la IME mexicana no se encuentra suficiente evidencia empírica o teórica sobre las características y formas de aprendizaje y construcción de capacidades tecnológicas en empresas ubicadas bajo este régimen. Es por ello que, el objetivo de este trabajo se inscribe en un esfuerzo por presentar evidencia
empírica sobre los procesos de aprendizaje, la acumulación de capacidades tecnológicas y el escalamiento tecnológico-productivo que han tenido lugar en empresas maquiladoras. Para tal efecto, se realizó un estudio de caso de la empresa Thomson-Multimedia de Ciudad Juárez, México, ubicada en el sector de electrónica de consumo. Con base en la información recopilada se construyó una matriz y un índice que refleja la evolución de las capacidades tecnológicas de la empresa a lo largo del tiempo. La construcción de esta matriz partió del marco analítico de acumulación de capacidades tecnológicas en países en desarrollo propuesto por Bell y Pavitt (1995) y de las adaptaciones a dicho marco realizadas por Arifin y Figueiredo (2001), Figueiredo (2001) y Dutrénit, Vera-Cruz y Arias (2002).
La estructura de este trabajo es la siguiente: en la primera sección se revisan dos cuerpos de literatura que permiten elaborar un marco analítico apropiado para abordar los problemas de aprendizaje y acumulación de capacidades tecnológicas en países en desarrollo. En la segunda sección se describe la metodología utilizada. En la siguiente sección se describe brevemente el sector de electrónica de consumo a nivel global y su importancia en la IME. En la cuarta sección se analiza el escalamiento tecnológico y productivo en tres etapas de desarrollo y se presentan las funciones técnicas de la matriz de acumulación de capacidades tecnológicas de la empresa Thomson-Multimedia de Ciudad Juárez. En la quinta sección se analizan los procesos de aprendizaje mediante los cuales la empresa acumula capacidades tecnológicas y escala tecnológica y productivamente. Por último, se presentan las conclusiones.
I. Revisión de literatura
I.1 El modelo de innovación de ‘economías de industrialización reciente’
La literatura que aborda los problemas de aprendizaje y acumulación de capacidades tecnológicas en países en desarrollo empezó a exponerse entre finales de la década de los setenta y principios de los ochenta. Dos estudios son pioneros. Entre 1975 y 1982, Jorge Katz (1986, 1987) hace una análisis comparativo a nivel de empresa de la industria metalmecánica de seis países en América Latina, mientras que Dahlman y Westphal (1982) estudian la adquisición de capacidades tecnológicas en cuatro países en desarrollo: India, Corea del Sur, Brasil y México. Ambos proyectos mostraron que muchas empresas de países en desarrollo habían experimentado importantes procesos de aprendizaje tecnológico mediante actividades como la asimilación de tecnología, adaptación de maquinaria y búsqueda de alternativas tecnológicas, procesos que les permitieron a través del tiempo adquirir capacidades tecnológicas (Vera-Cruz 2004).
Hobday (1995) analizó los procesos de aprendizaje y acumulación de capacidades tecnológicas de empresas ubicadas en cuatro NIE´s 3 (Corea del Sur, Taiwán, Hong Kong, Singapur). El estudio captó que en éstos países las empresa locales, a través de las corporaciones transnacionales (TNC’s, por sus siglas en inglés) y de las relaciones establecidas entre ellas, asimilaron la tecnología, la adaptaron y la mejoraron en un periodo no mayor a 30 años.

En este modelo se analizan las etapas de desarrollo por las que pasaron las economías de industrialización reciente. El objeto de análisis fue la innovación en la empresa y se centró en la industria electrónica, donde la exportación de productos electrónicos tuvo un rápido crecimiento y un alto grado de cambio tecnológico.
El modelo se basa en el concepto de ‘empresa entrante tardía’, la cual es una categoría que se refiere a aquellas empresas que entraron a competir en el mercado internacional después de la Segunda Guerra Mundial. Esas empresas al entrar al mercado encuentran ya una división internacional del trabajo conformada por las grandes empresas transnacionales. De acuerdo a Hobday (1995:33-34), una ‘empresa entrante tardía’ se define como una empresa manufacturera que tiene dos desventajas competitivas respecto a su competencia en los mercados internacionales: una de carácter tecnológico, ya que está ‘desarticulada de las principales fuentes de tecnología e I+D’4; otra de mercado, pues está ‘desarticulada de los principales mercados internacionales a los que desea exportar’ 5 y se limita el aprovechamiento de las ventajas que ofrece la relación proveedor usuario para la innovación.
En el modelo de Hobday se identifican tres etapas de desarrollo tecnológico e industrial en las que se distinguen formas diferentes de aprendizaje y acumulación. La primera etapa es el sistema OEM (Original Equipment Manufacture), el cual es una forma específica de subcontratación que se desarrolló hacia afuera de las operaciones de las TNC’s y entre proveedores de las economías de industrialización reciente 6. Bajo este sistema el producto se realiza de acuerdo a las especificaciones de un comprador transnacional y con la marca de éste. El comprador transnacional introduce el producto al mercado a través de sus propios canales de distribución (Hobday, 2000:133). Esta primera etapa implicó, entre otras cosas: (i) que las empresas desarrollarán esfuerzos internos de aprendizaje a partir de las experiencias en la producción (aprendizaje en la producción), (ii) que hicieran importantes inversiones en ingeniería, (iii) de capacitación constante para tareas específicas, (iv) de desarrollar economías de escala para algunos productos y, (v) de los eslabonamientos hacia atrás y posteriormente hacía adelante 7 (Hobday, 2000 y 2001).
El sistema OEM fue superado por una segunda etapa de desarrollo industrial que permitió la realización de “manufacturas con diseño propio” denominada ODM (Own Design and Manufacture). Bajo este sistema, a principios de la década de los setenta, la empresa local realiza los diseños de productos necesarios para la producción de un bien de acuerdo a un diseño básico ofrecido por alguna TNC. El tipo de diseño en esta segunda fase fue básicamente de procesos orientado a facilitar y mejorar el proceso de manufactura y a realizar algunas mejoras increméntales en el producto derivado de inversiones realizadas en I+D.
Por último, el sistema OBM (Own-Brand Manufacture) inició en la década de los noventa y consiste en la manufactura de productos electrónicos realizada por alguna empresa ‘entrante tardía’ con su propia marca. En esta tercera etapa los productos son colocados en el mercado bajo sus propios canales de distribución. Esta ha sido una de las etapas que le ha permitido a las ‘empresas entrantes tardías’ romper las barreras del mercado para competir en los mercados internacionales y mover la frontera tecnológica.

I.2 Aprendizaje y acumulación de capacidades tecnológicas en países en desarrollo
Las etapas de desarrollo por las que pasaron las empresas entrantes tardías del Este y Sudeste de Asia tuvieron como proceso medular el aprendizaje tecnológico. Autores como Maxwell (1981), Bell (1984), Dodgson (1993), Bell y Pavitt (1995), Lall (1987, 2000), Dutrénit (2000), Vera-Cruz (2004) entre otros, tratan el concepto de aprendizaje desde la perspectiva de empresas que aprenden en un entorno desfavorable donde la tecnología no es desarrollada con facilidad, donde las instituciones y estructuras sociales difieren de las creadas en países desarrollados, entre otros aspectos. Pero, donde los procesos de aprendizaje permiten crear y acumular conocimiento y a lo largo del tiempo innovar.
En términos del modelo de acumulación de capacidades tecnológicas planteado por Hobday (1995:33), el aprendizaje tecnológico se define como un proceso por el cual los recursos para generar y administrar el cambio técnico son acumulables en la empresa, es dinámico, difícil y costoso, por ello requiere de esfuerzos sustanciales y deliberados, así como importantes inversiones. El progreso tecnológico se lleva a cabo a través de los procesos de aprendizaje. En este sentido, el aprendizaje habilita a las empresas a construir sus conocimientos sobre sus productos y procesos de manufactura y a desarrollar y mejorar las habilidades de su fuerza de trabajo. Sin embargo, es difícil de absorber, de medir con exactitud o de distinguirlo de otras actividades de manufactura (Hobday, 1995:33)
I.3 Un marco analítico para estudiar la acumulación de capacidades tecnológicas
El proceso de construcción de capacidades tecnológicas en empresas entrantes tardías y en empresas ubicadas en países en desarrollo ha sido importante en las últimas dos décadas, esas capacidades se han logrado a través de procesos de aprendizaje. Lall (1992) propuso una taxonomía de capacidades tecnológicas basada en las funciones técnicas más importantes de la empresa. Posteriormente, en base a Lall (1992), Bell y Pavitt (1995) desarrollaron un marco analítico que permite construir una nueva taxonomía de capacidades tecnológicas. La importancia de la taxonomía es la distinción entre dos tipos de capacidades: capacidades rutinarias de producción y capacidades tecnológicas de innovación. La primera hace referencia a la producción de bienes industriales dado un nivel de eficiencia y dada la combinación de insumos, mientras que la segunda se refiere a los recursos necesarios para generar y administrar el cambio técnico, incluyendo las destrezas, conocimiento y experiencia, así como los vínculos entre las empresas y otras instituciones. Un nivel básico de capacidades innovadoras permite una contribución al cambio técnico relativamente menor e incremental, pero en los niveles intermedios y avanzados la contribución al cambio técnico es sustancial.
Partiendo del marco analítico propuesto por Bell y Pavitt (1995) y de la adaptación realizada por Arifin y Figueiredo (2001), Figueiredo (2001) y Dutrénit, Vera-Cruz y Arias (2003), se construyó la matriz y el índice de capacidades tecnológicas para la IME. Esta última matriz se define para las actividades que las TNC’s que operan bajo el régimen de IME en México, es decir muestra la acumulación local de capacidades tecnológicas de estas empresas en México, con independencia de las capacidades tecnológicas que tiene la empresa global.

La nueva matriz recoge la filosofía del marco analítico original pero, a partir de la evidencia sobre las características de los procesos de acumulación de capacidades tecnológicas en la IME, se adicionan funciones técnicas y se redefinen algunas de las actividades que corresponden a cada nivel de acumulación.
Siguiendo a Bell y Pavitt (1995), por filas, la matriz distingue las principales capacidades tecnológicas de acuerdo al grado de innovatividad, e incluye cuatro niveles de acumulación: un nivel de capacidades tecnológicas de producción rutinaria, y tres niveles de capacidades tecnológicas innovadoras – básicas, intermedias y avanzadas. Por columnas, la matriz distingue las funciones técnicas, en las cuales las empresas pueden desarrollar capacidades tecnológicas. Hay tres grupos de funciones técnicas: (i) funciones de inversión que se refieren a la generación de cambio técnico y la administración de su implementación durante grandes proyectos de inversión; (ii) funciones de producción que se refieren a la generación y administración de cambio técnico en los procesos, la organización de la producción, y los productos; y (iii) funciones de soporte que consisten en el desarrollo de vínculos e interacciones necesarios para la actividad innovadora.
La matriz de capacidades tecnológicas de la IME tiene las siguientes particularidades:
1. La matriz se define para las actividades tecnológicas que llevan a cabo las maquilas en México, es decir muestra la acumulación local de capacidades tecnológicas de empresas globales en México.
2. Se definieron tres funciones técnicas de soporte: vinculación interna, vinculación externa y modificación de equipos.
3. La distinción entre actividades de vinculación interna y externa se debió a que reflejan dos aspectos relevantes de las relaciones de las maquilas: vínculos intra-empresa y vínculos con el entorno. Esta dimensiones han evolucionado de forma diferente.
4. Siguiendo a Figueiredo (2001), se adicionó la función técnica de modificación de equipos ya que es una función relevante en muchas empresas localizadas en países en desarrollo.
La tabla 1 presenta la matriz de capacidades tecnológicas para la industria maquiladora de exportación. En cada etapa de acumulación de cada función técnica se listan las actividades más características de ese nivel, no obstante, en cada maquila la acumulación presenta ciertas particularidades, por lo cual una actividad que corresponde a un nivel puede presentarse en el anterior o posterior.

* Egresado de la Maestría en Economía y Gestión del Cambio Tecnológico y alumno del Doctorado en Ciencias Sociales de la Universidad Autónoma Metropolitana- Xochimilco. [email protected]** Profesor de la Maestría en Economía y Gestión del Cambio Tecnológico y del Doctorado en Ciencias Sociales de la Universidad Autónoma Metropolitana-Xochimilco. [email protected] Este trabajo se realizó en el marco del proyecto “Aprendizaje tecnológico y escalamiento industrial: Generación de capacidades de innovación en la industria maquiladora de México”, UAM/COLEF/FLACSO, (Proyecto CONACYT núm. 35947-s). 2 En la IME coexisten diversos sectores industriales, sin embargo, la literatura habla de ‘industria maquiladora’ cuando se refiere al conjunto de empresas y sectores. Cuando se habla de la IME, la palabra ‘industria’ tiene un tratamiento indistinto respecto de los demás sectores industriales.3 Newly Industrialising Economy. Los NIE’s del Este de Asia son Corea del Sur y Taiwán; y los del Sudeste de Asia son Singapur, Malasia y Tailandia.4 Traducción de los autores.5 Idem.6 La subcontratación es un esquema en el que una empresa manufactura o ensambla productos para otras empresas cubriendo una o varias etapas de la producción. Si bien el subcontratista es el responsable del proceso manufacturero, el cliente es el que proporciona los insumos y el equipo especializado, fija las especificaciones del producto y el tiempo de entrega (Buitelaar, Padilla y Urrutia, 1999:43)7 Las empresas subsidiarias avanzaron tecnológicamente mediante actividades integrales con las empresas de la región del Sudeste Asiático, aumentando considerablemente los vínculos entre ellas. Éstos vínculos han sido hacía adelante cuando la relación se establece con clientes y compradores, y hacía atrás cuando la relación se establece con los proveedores de materiales, componentes y bienes de capital. Aunque a veces es difícil distinguirlos, pues los clientes o compradores (locales o extranjeros) son al mismo tiempo los proveedores de componentes, de bienes de capital o de especificaciones del diseño de productos.
II. Metodología
La estrategia de investigación seguida en este trabajo fue el ‘estudio de caso de tipo exploratorio’. El tipo de investigación exploratoria aborda un problema, una cuestión o un tema nuevo de los cuales se sabe poco, se examina qué teorías y conceptos son los más apropiados, se elaboraran nuevos conceptos y de ser necesario nuevas metodologías, lo que implica expandir la frontera de conocimiento con la ‘esperanza’ de averiguar algo (Yin, 1994:5; Phillips y Pugh, 2001:70). Con este tipo de investigación se busca comprender por métodos cualitativos la realidad tal y como otros la experimentan.
La principal fuente de información fueron las entrevistas realizadas al interior de las plantas de Thomson en México. Se realizaron 14 entrevistas a profundidad y se consultó a especialistas del sector. Las entrevistas se aplicaron en orden aleatorio de acuerdo a la disponibilidad del personal, sin embargo, a cada entrevistado se le pidió que sugiriera una persona clave. Las entrevistas se realizaron a gerentes de planta, gerentes de departamento, ingenieros y técnicos entre el 15 de febrero y el 2 de marzo de 2002.
Con el fin de confirmar la información obtenida en las entrevistas, se realizaron las mismas preguntas a distintos informantes, lo que permitió corroborar la validez y confiabilidad de la investigación, así como tener diferentes visiones del mismo hecho. Se utilizaron tablas analíticas para organizar la información y sobre esa base realizar el análisis.
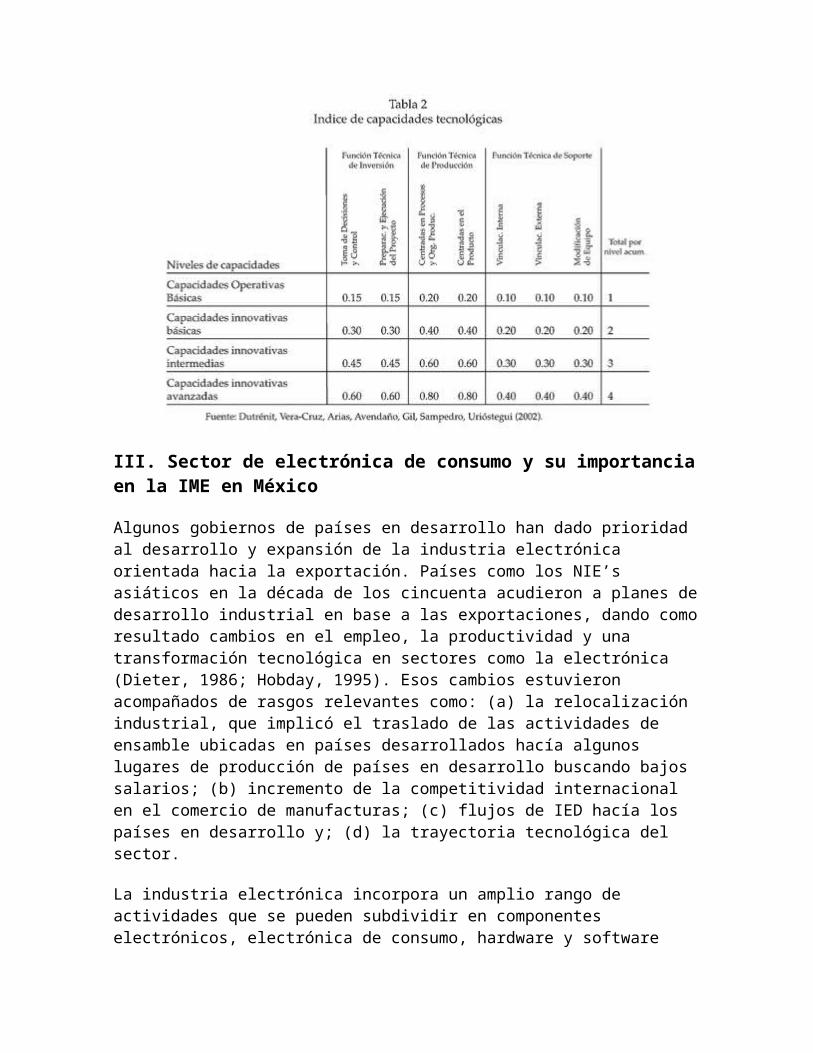
Es pertinente evaluar y comparar los niveles de acumulación a lo largo del tiempo y entre diferentes empresas maquiladoras, por lo que se elaboró un índice de capacidades tecnológicas, que representa una valoración cualitativa de la acumulación. El índice mide el nivel de capacidades tecnológicas acumuladas por la empresa en México en un periodo determinado, de tal forma que tendríamos un nivel de índice para cada evaluación de la matriz de capacidades tecnológicas en diferentes momentos en el tiempo. La evolución de las capacidades tecnológicas de las maquiladoras en México se puede observar a través de la comparación del índice en diferentes períodos de tiempo.
El valor asignado a cada una de las celdas varia de acuerdo a la función técnica. La función técnica de inversión y la función técnica de soporte tienen un valor menor que la función técnica de producción. Esto se debe a que, en esta última función técnica es donde la empresa tiene mayor independencia para llevar a cabo el cambio técnico, mientras que las otras funciones técnicas están, en mayor grado, en función del corporativo y no de la planta local. Por otro lado, por renglón, los valores de las celdas subsiguientes son acumulables y no sumables entre sí, de tal forma que el valor máximo de acumulación de capacidades tecnológicas por la planta será 4. La construcción del índice se sustenta en la evidencia empírica encontrada en la empresa maquiladora estudiada. La tabla 2 presenta el índice.
III. Sector de electrónica de consumo y su importancia en la IME en México
Algunos gobiernos de países en desarrollo han dado prioridad al desarrollo y expansión de la industria electrónica orientada hacia la exportación. Países como los NIE’s asiáticos en la década de los cincuenta acudieron a planes de desarrollo industrial en base a las exportaciones, dando como resultado cambios en el empleo, la productividad y una transformación tecnológica en sectores como la electrónica (Dieter, 1986; Hobday, 1995). Esos cambios estuvieron acompañados de rasgos relevantes como: (a) la relocalización industrial, que implicó el traslado de las actividades de ensamble ubicadas en países desarrollados hacía algunos lugares de producción de países en desarrollo buscando bajos salarios; (b) incremento de la competitividad internacional en el comercio de manufacturas; (c) flujos de IED hacía los países en desarrollo y; (d) la trayectoria tecnológica del sector.
La industria electrónica incorpora un amplio rango de actividades que se pueden subdividir en componentes electrónicos, electrónica de consumo, hardware y software para computo, equipo de comunicaciones y electrónica industrial. En base a Naciones Unidas (2000:46), el sector de electrónica de consumo está caracterizado por un alto grado de divisibilidad en sus procesos de producción, al menos existen tres estados principales:
1. El estado de Diseño: intensivo en investigación y desarrollo. 2. El estado de Manufactura de componentes: intensivos en capital, sujeto a economías
de escala y a un mínimo eficiente de producción. 3. El estado de Ensamble (de partes y componentes y del producto final): es la
actividad más intensiva en trabajo que requiere de un menor grado de habilidades.
La primera fase se encuentra en los países de origen de las TNC’s o en aquellos donde las capacidades de diseño de productos electrónicos se han desarrollado, por ejemplo en Corea

o Singapur 8. La segunda fase se ha escalado a lo largo del tiempo. Hoy existen empresas que ensamblan y manufacturan el producto final en países como México, bajo el régimen de la IME para el caso de la televisión. Esta segunda fase ha variado en función del comportamiento del mercado internacional. La tercera fase se ubica en países en desarrollo que aún no han escalado tecnológicamente. Si bien países como México han experimentado ese escalamiento, la actividad de diseño no se ha trasladado a este país, aunque se empiezan a realizar algunas actividades de diseño de software para televisión.
8 Véase Hobday (1995, 2000 y 2001), Lall (2000) y Dieter (2000). Estos estudios permiten identificar las habilidades de diseño
desarrolladas por estos países de industrialización reciente.
IV. Escalamiento tecnológico-productivo y acumulación de capacidades tecnológicas en la empresa Thomson-Multimedia de Ciudad Juárez, México 9
Las plantas de Thomson-Multimedia ubicadas en Ciudad Juárez, México, tienen una historia de más de treinta años de actividad productiva. Nace de la fusión entre dos grandes empresas, una estadounidense (RCA Corporation) y otra francesa (Thomson Consumer Electronic.) Actualmente el corporativo se ubica en Indianápolis, Estados Unidos. En Ciudad Juárez, México, se ubican tres plantas de ensamble, una de reconstrucción y un Centro de Soporte Técnico. Este documento se basa en el estudio de las tres plantas de ensamble, Radio Corporation of America (RCA), Thomson Televisores de México (TTM), Manufacturas Avanzadas (MASA), así como en el estudio del Centro de Soporte Técnico (CST).
A nivel mundial Thomson-Multimedia empleó a 75 mil personas en el año 2000, de las cuales en México se encontraban laborando 14 mil 500 empleados, lo que representaba el 19.3% del total mundial. Para el año el año 2002, el número de empleados en México se redujo a 10 mil, representando cerca del 14.18% del total mundial 10. Del correspondiente a esta última cifra, aproximadamente 4% son ingenieros, 7% trabajan en el área administrativa y el restante 89% son obreros 11.
Es importante señalar que las tres plantas operan como centro de costo 12, venden sus productos al departamento de Mercadotecnia en Indianápolis y éste se encarga de hacer todas las ventas directas. Las plantas tienen un precio de transferencia para cada uno de los productos, es decir, en base a la eficiencia productiva reciben más o menos presupuesto del corporativo para cubrir sus operaciones, pero como plantas no tiene una ganancia.
IV.1 Escalamiento tecnológico-productivo
Una de las formas de saber si empresas ubicadas en el contexto de la IME han escalado tecnológica y productivamente es a través del análisis de su evolución tecnológica y productiva a lo largo del tiempo. El proceso de escalamiento tecnológico-productivo de la empresa en estudio se analizó a través de tres etapas de desarrollo y tres dimensiones. Cada una de las etapas se mencionan abajo. Las dimensiones son: (i) trayectoria tecnológica de

componentes y procesos, (ii) organización de la producción y de los procesos de diseño, y (iii) estrategia global y cambios organizacionales internos. En cada una de las etapas de desarrollo se analizan estas tres dimensiones.
IV.1.1 Primera etapa: ensamble simple y complejo de componentes, 1969-1980
Los insumos requeridos en la producción de bienes electrónicos de consumo han evolucionado tecnológicamente. En la producción de la televisión, por ejemplo, primero se incorporaron bulbos receptores que fueron desplazados por los transistores, y después éstos fueron desplazados por los circuitos impresos. Estos componentes se utilizaron en el ensamble simple que se realizaba en cadenas de montaje, con una actividad productiva estandarizada y no es hasta finales de la primera etapa que se introducen máquinas insertadoras en la planta RCA.
El ensamble abarca actividades básicas como la inserción de componentes electrónicos en tablillas, armado de chasis para televisión y soldadura de componentes electrónicos en las tablillas, teniendo como principio central la regulación mecánica y la actividad manual. En un principio el ensamble simple fue intensivo en mano de obra con poca calificación y el equipo y maquinaria de bajo contenido tecnológico. Posteriormente, se pasó a realizar el ensamble complejo, el cual incorporó mano de obra calificada, con equipo y maquinaria más complejos y costosos, de tal forma que el ensamble se volvió manual y semiautomático.
Las actividades de ingeniería de proceso y mantenimiento de equipo fueron realizados primeramente por estadounidenses, después por mexicanos. Y a finales de la primera etapa se empezaron a realizar mejoras menores en las líneas de producción y mantenimiento de equipo mecánico y electrónico.
A pesar que la estrategia de la empresa por mantenerse en Ciudad Juárez se basó en explotar bajos costos de la mano de obra se desarrollaron habilidades locales. La primera planta (RCA) tuvo la capacidad para contratar y organizar la producción, ésta actividad llevada a cabo por personal en su mayoría mexicano, pese a que la organización de la planta daba testimonio de poco flujo de información al interior de la planta y que la toma de decisiones estaba centralizada en el corporativo. Sin embargo, 2 de las 5 primeras gerencias de la planta que un principio fueron ocupadas por estadounidenses, a finales de la década de los setenta fueron ocupadas por mexicanos.
IV.1.2 Segunda etapa: rediseño de procesos y modificación de equipo, 1981-1992
A nivel tecnológico en la industria electrónica mundial, las innovaciones de software y hardware complejizaron el diseño de los componentes electrónicos, orillándolos a la miniaturización y estandarización, lo que incidió en la incorporación de máquinas programables de inserción automática.13
En ese sentido, las actividades de ensamble del producto se vuelven automatizadas, complejas y compactas, lo cual requiere que se establezcan controles de calidad en las líneas de producción. Esto ayudó a desarrollar capacidades de ingeniería que tuvo como
resultado hacer mejoras, adaptaciones y rediseño de layout de las estaciones de trabajo, también se mejora la actividad de mantenimiento de los equipos electrónicos y de prueba.
Al mismo tiempo que se desarrollan capacidades en ingeniería industrial y en ingeniería de prueba y de manufactura, crece la toma de decisiones locales como en la elaboración de programas de capacitación o selección de maquinaria y equipo, las cuales fueron realizadas en Ciudad Juárez por gerentes mexicanos y estadounidenses. Del mismo modo crece la autonomía respecto del corporativo para realizar rediseño de procesos.
La toma de decisiones evoluciona, ya que a finales de la década de los ochenta el 60% de las gerencias de RCA son ocupadas por mexicanos. En este sentido, se flexibiliza la toma de decisiones locales y el flujo de comunicación entre la gerencia y las líneas de producción, se establece una mejor comunicación entre operarios y gerentes, ya que si éstos son mexicanos la relación se torna con más fluidez y mayor confianza pues se habla el mismo idioma.
IV.1.3 Tercera etapa: ensamble final, proceso de manufactura y diseño, 1993-2002
En la década de los noventa, los componentes electrónicos tienden más a la miniaturización, del mismo modo las maquinas insertadoras. Las tecnologías de ensamble se van haciendo aún más pequeñas, lo que requiere de un mayor grado de desarrollo de las habilidades de dos agentes: del operario para manejar máquinas más complejas y con mayor rapidez y de los ingenieros para poder dar soporte técnico y solucionar problemas que se presenten en las líneas de producción.
En esta etapa se construyen la segunda y tercera planta (TTM en 1993 y MASA en 1998) y el Centro de Soporte (en 1996). La tercera etapa se caracterizaa por el ensamble final de productos como la televisión, cable modem y decodificador de satélite, por el proceso de manufactura y por el desarrollo de diseño para un producto en específico, decodificador de satélite, y una habilidad específica, diseño de software.
Al igual que el ensamble final de productos, el proceso de manufactura requiere de un mayor grado de capacitación a operarios y técnicos, así como a ingenieros de manufactura y de ingeniería ya que gran parte del ensamble es automatizado. La tecnología del equipo y maquinaria es convergente y de mayor complejidad pues incorpora las áreas de mecánica, electrónica y software.
En cuanto a la toma de decisiones, ésta presenta una evolución mucho más marcada ya que el 73% de los gerentes locales son mexicanos. Las decisiones respecto a soldadura, compra de insumos indirectos nacionales o extranjeros, entre otras, son tomadas localmente por gerentes mexicanos. Del mismo modo, se hacen cambios marginales en el producto, innovaciones de proceso, diseño de las líneas de producción y diseño de software para el decodificador de satélite con relativa autonomía respecto de las decisiones del corporativo.
En suma, dos aspectos son importantes. Primero, en la primera etapa la incorporación de máquinas insertadoras semiautomáticas en las cadenas de montaje vuelve complejo al ensamble, requiriendo mano de obra calificada y mejoras en las líneas de producción. Esto
permite en la segunda etapa desarrollar capacidades de ingeniería industrial y de manufactura logrando hacer mejoras, adaptaciones y rediseño de layout de las estaciones de trabajo. Con las capacidades acumuladas en las 2 etapas anteriores, en la tercera etapa se logra hacer ensamble final del producto, manufacturar y diseñar productos de plástico, así como diseñar y desarrollar software.
Segundo, en la primera etapa, como resultado del escalamiento de las gerencias logrado por mexicanos hay un avance considerable en la toma de decisiones para contratar y organizar la producción local. Esa toma de decisiones aumenta en la segunda etapa cuando el 60% de las gerencias son ocupadas por mexicanos, ya que se elaboran programas de capacitación, se selecciona maquinaría y equipo y se rediseñan procesos localmente. Finalmente, con el 73% de las gerencias ocupadas por mexicanos en la última etapa, se logran comprar insumos indirectos nacionales o extranjeros, hacer cambios marginales al producto, innovar en procesos y diseñar y manufacturar productos con relativa autonomía respecto del corporativo.
IV.2 Acumulación de Capacidades Tecnológicas
Para mostrar la acumulación de capacidades tecnológicas de la empresa ubicada en Ciudad Juárez, México, se analiza la evolución de cada una de las funciones técnicas de la matriz de capacidades tecnológicas en cada una de las tres etapas de desarrollo. Las funciones técnicas analizadas son de inversión, producción y soporte técnico. La matriz de capacidades se construye a nivel de la empresa Thomson-Multimedia de Ciudad Juárez, México.
IV.2.1 Función técnica de inversión
En la primera etapa la estimación de nuevas inversiones fue una actividad desarrollada casi en su totalidad por el corporativo. Solamente en dos de los tres edificios de la primera planta participó personal local en actividades de acondicionamiento del terreno y en la obra civil básica, ya que las otras actividades como planeación o preparación del protocolo y la estimación de la inversión estuvo a cargo por personal del corporativo.
En la siguiente etapa, aunque la inversión es una actividad realizada por el corporativo, RCA seleccionó parte de la tecnología que se requería en la planta local para los procesos de ensamble. A finales de la década de los ochenta, mediante un joint venture entre las empresas Phillips Holanda -proveedor- y Thomson –usuario- 14, se construyó equipo de prueba con participación de ingenieros de las plantas de Ciudad Juárez en el desarrollo y diseño. Fue una de las primeras máquinas de su tipo a nivel mundial. Uno de los resultados logrados fue el aprendizaje que obtuvieron los ingenieros en el diseño y la construcción del equipo, otro resultado fue el aprendizaje de su funcionamiento y su mantenimiento que permite que, ante eventuales dificultades en la operación del equipo, ingenieros y técnicos de Ciudad Juárez respondan a esos problemas sin necesidad de recurrir a los ingenieros y técnicos de Philips-Holanda.
En la tercera etapa, a pesar que las decisiones estratégicas se centran en el corporativo, la actividad más importante en esta función técnica fue la administración del proyecto de
construcción de la segunda y tercera planta (TTM y MASA), su ejecución tanto técnica como administrativa fue llevada a cabo por personal local. Gran parte del diseño de la planta fue elaborado por ingenieros y técnicos mexicanos que trabajaron en la primera planta local, RCA.
9 Un análisis mas detallado sobre los procesos de acumulación de capacidades tecnológicas en Thomson México se encuentra en Sampedro (2003).10 Entrevista con el Gerente de Calidad para América Latina, MASA.11 Entrevista con el Black Belt de Calidad, CST. El término Black Belt se asocia a una categoría de Calidad de manufactura.12 Un centro de costo es aquella unidad productiva (planta maquiladora) que recibe un presupuesto del corporativo para cubrir sus operaciones, como pago de sueldos y salarios, mantenimiento de las instalaciones, entre otros.13 Estas máquinas se empezaron a utilizar a nivel mundial a principios de la década de los setenta, pero en la planta de RCA de Ciudad Juárez se utilizó a principios de los ochenta.14 La máquina de inserción automática tuvo un costo de 3.9 millones de dólares. Se han obtenido 18 de ellas. Entrevista con el Black
Belt de Calidad, CST.
IV.2.2 Función técnica de producción
Capacidades centrada en el proceso y organización de la producción
En los inicios de operación en México la planta RCA realizó réplica de especificaciones de proceso, operación rutinaria de procesos de ensamble simple y complejo y mejoras menores en los procesos de ensamble basado en estudio de tiempos y movimientos. Las mejoras realizadas se lograron con capacitación –interna y externamente- de operarios, técnicos e ingenieros permitiendo la sistematización de procesos que anteriormente no lo estaban. Asociado a esto, también se lograron realizar mejoras y adaptaciones a las estaciones de trabajo.
En la segunda etapa, dada la experiencia acumulada en la etapa anterior, los ingenieros mexicanos desarrollaron la habilidad para rediseñar los procesos de ensamble de productos como tablillas electrónicas, las cuales incorporaban procesos de ensamble complejo y equipo de inserción automática.
Mientras que en la tercera etapa, el avance más importante se da en el diseño de los procesos de ensamble de componentes y en el ensamble final del producto realizado en TTM y MASA.
Conforme se establecieron nuevas plantas se necesitó una mayor capacidad de organización y control de las mismas, no sólo para organizar la producción sino también para administrar y garantizar las relaciones entre ellas. El rápido escalamiento de productos en cada una de las plantas requirió también un mayor grado de coordinación entre las líneas de producción de las tres plantas, de tal manera que algunos productos cuya demanda aumentaba pudiera ser satisfecha por alguna de las plantas instaladas. La capacidad ha consistido en cambiar con rapidez el tipo de componentes que se ensamblan en una misma línea de producción ya que las plantas no se limitan a ensamblar o manufacturar un sólo producto sino que diversifican su actividad y ésta diversificación ha orillado a mejorar las líneas de ensamble así como a diseñarlas para los nuevos productos que llegan a cada una de las plantas.

Capacidades centradas en el producto
Durante la primera etapa el corporativo mandaba el layout de la tablilla que se ensamblaba y por ningún motivo se podía alterar o cambiar, el proceso de ensamble sólo se modificaba si así lo requerían las nuevas especificaciones del producto que enviaba el centro de diseño del corporativo. La capacidad de RCA sólo se limitaba a incorporar controles de calidad tanto en las cadenas de montaje como al final del proceso de ensamble de componentes.15
Sin embargo, en la segunda etapa, a pesar de las mejoras que se realizaron a las líneas de producción, a pesar de los programas de capacitación, incluso, a pesar de los esfuerzos en el rediseño de los procesos de ensamble de componentes no se permitía ‘tocar’ el producto. Es decir, las mejoras de los componentes no se realizaban localmente. Si algún componente necesitaba ser modificado las sugerencias se notificaban al corporativo y éste decidía cambiar o no el diseño. Una de las razones de esta limitación se refleja en la casi nula presencia de productores de componentes electrónicos, pues minimiza el aprendizaje en ese tipo de componentes al no tenerse productores locales que abastezcan o interactúen con los clientes. Componentes que, además, requieren de un alto contenido tecnológico y una larga trayectoria de aprendizaje para su diseño y producción.
Mientras que en la tercera etapa, el escalamiento de productos permitió manufacturar uno de ellos en TTM: plásticos. Se manufacturan gabinetes de plástico para televisiones y decodificadores. Su diseño no se realiza localmente, pero se interactúa con el laboratorio de diseño ubicado en Indianápolis del cual mandan el diseño y los moldes de los productos de plástico y localmente se rediseña o se modifica previa autorización del corporativo. A pesar de los límites estructurales del desarrollo de diseño de productos, el desarrollo de diseño de software realizado en el Centro de Soporte ha sido significativo. Las mejoras en el diseño del software se han orientado a las actividades asociadas con telemarketing (como operaciones bancarias), interfases con el usuario, incluso juegos, que son parte del ramo Multimedia al que se ha estado incorporando la empresa. Dentro del negocio de Multimedia se incorporan diferentes servicios como integración de la televisión con la computadora, con el cable modem, con los servicios vía satélite, entre otros.
IV.2.3 Función técnica de soporte
Capacidades centradas en la vinculación externa e interna
En la primera etapa, bajo una estructura de relación intrafirma, el corporativo ubicado en Bloomington y la planta RCA ubicada en Ciudad Juárez mantenían una relación de carácter productiva y técnica.16 De Bloomington se enviaban los componentes, materiales o notificaciones técnicas a RCA y ésta regresaba los componentes electrónicos ya ensamblados para hacer el ensamble final del producto. El corporativo era el que mantenía las relaciones comerciales con proveedores y clientes, la planta local sólo mantenía relación con instituciones mexicanas estatales o federales en áreas relacionadas a la actividad fiscal u operativa.La naturaleza de las plantas como subsidiarias ha limitado el desarrollo de actividades de vinculación con otras instituciones. Sin embargo, en la segunda etapa la empresa estableció vínculos externos con instituciones locales de nivel superior como el CONALEP, el

Tecnológico de Monterrey y el Tecnológico de Ciudad Juárez con la finalidad de capacitar a su personal técnico y administrativo. Pero no es sino hasta la tercera etapa que esta actividad se lleva a cabo con mayor intensidad. Los vínculos internos, por su parte, se centraron en la interacción entre el personal de las plantas de Ciudad Juárez y de Bloomington intercambiando información respecto a los procesos de producción y mantenimiento de equipo de prueba con el objetivo de mejorarlos.
En la tercera etapa, las plantas y universidades locales aumentaron la cooperación entre ellas. El vínculo con el CONALEP, Tecnológico de Ciudad Juárez y Tecnológico de Monterrey de Ciudad Juárez, entre los más importantes, se mostró mediante convenios de capacitación en dos direcciones. Por un lado, en el CONALEP se capacitaba personal de las plantas o bien ingenieros de éstas iban a capacitar a estudiantes al CONALEP, por otro, estudiantes del CONALEP hacían prácticas en alguna de las plantas locales de Thomson. De esta forma la vinculación externa es más intensa, considerando también que la autonomía respecto a la toma de decisiones es mayor. Con una mayor libertad para tomar decisiones, se empezaron a seleccionar proveedores locales de componentes indirectos, aunque en pocas ocasiones se ha decidido por algún componente directo. La compra de soldadura, por ejemplo, ha sido una decisión tomada localmente pero con resultados poco significativo, en el sentido de que el volumen de producción demandado es difícil de ser abastecido por productores nacionales locales.
La vinculación interna también es más intensa en la tercera etapa. El corporativo ha delegado a las plantas ubicadas en Ciudad Juárez la toma de decisiones respecto a diseño de procesos y selección de proveedores de componentes indirectos locales, ofreciendo oportunidades para los proveedores de componentes indirectos nacionales. Aunque no se ha aprovechado esa oportunidad, pues sólo representa poco más del 0.5% del total de la proveeduría 17, el resto viene de Asía, Europa o Estados Unidos.
Capacidades centradas en la modificación de equipo
En la primera etapa, en cuanto al mantenimiento de equipo, después de incorporar las cadenas de montaje en los procesos de ensamble, sólo se reemplazaban partes originales mecánicas o eléctricas en las estaciones de trabajo. Ingenieros locales daban mantenimiento al equipo, el cual era básico y sin programación, eran eléctricos y se operaban manualmente. Para darle mantenimiento a los equipos de prueba se integró un grupo de ingenieros en electrónica con egresados del Tecnológico de Monterrey y de la UNAM, pero no sólo lograron darle mantenimiento al equipo sino también lo mejoraron. Esta mejora implicó incorporar un flujo de información de todas las máquinas ATE’s 18 hacía una oficina central.
La segunda etapa se caracteriza por las mejoras y adaptaciones en las líneas de producción y por las adaptaciones y mejoras que se realizan a la maquinaria y al equipo de prueba. A pesar que desde la primera etapa ingenieros mexicanos realizaron mejoras en el equipo de prueba, en la segunda etapa aumentan esas capacidades y se llega a rediseñarlo y construirlo. La modificación del equipo ATE llevado a cabo por el grupo de electrónica local permitió la realización de otro tipo de equipo de prueba más sofisticado, diseñado localmente pero fabricado en Indianápolis, denominados FAC (Factory Analysis Control

and Tracking System), un equipo de prueba a gran escala de lo que los ingenieros mexicanos habían logrado con el equipo ATE. Pero, no sólo se rediseño sino también se empezó a producir equipo de prueba semiautomático localmente, lo que permitía tener las líneas de ensamble de componentes con controladores electrónicos. De esta forma, las capacidades en ingeniería de manufactura y en ingeniería industrial aumentaron.
Mientras que en la tercera etapa la empresa creció en el diseño de equipo (máquinas insertadoras), diseño que fue realizado por ingenieros mexicanos en conjunto con ingenieros de la empresa holandesa Philips, así como en el rediseño y construcción de equipo de prueba. Lo que se sigue haciendo, como se vio en la segunda etapa, son las máquinas de prueba semiautomáticas para ensambles pequeños.
La tabla 3 presenta los niveles de capacidades tecnológicas alcanzados por la empresa local en las etapas de desarrollo. En algunas funciones técnicas presenta debilidades y en otras una mayor acumulación de capacidades tecnológicas. Las debilidades mostradas son 3. La primera de ellas se muestra en las funciones técnicas de inversión ya que es una actividad centralizada en el corporativo y que pocas veces se lleva a cabo localmente, esto en particular inhibe las capacidades locales de inversión.
La segunda debilidad se observa en la función técnica de producción ‘centrada en el producto’, ya que si bien se tienen capacidades de diseño local, la estrategia de hacerlo es de orden global. A pesar de los logros en la toma de decisiones, por ejemplo, para realizar diseño de plantas, la limitación es de carácter estratégico y no por falta de experiencia o falta de iniciativa de gerentes e ingenieros locales.
La tercera debilidad se observa en la función técnica de soporte. Esta debilidad es resultado de una pobre vinculación externa, ya que no se ha logrado transferir tecnología a

proveedores locales y no se han desarrollado proveedores locales de insumos directos. También es latente una pobre vinculación interna ya que las plantas locales no tienen autonomía en la toma de decisiones respecto al abastecimiento de material directo e indirecto, ni tiene autonomía para tomar decisiones sobre diseños clave, clientes, proveedores o instituciones.
Sin embargo, la envergadura de la acumulación de capacidades tecnológicas se ha centrado en dos funciones técnicas. En la primera, ‘procesos y organización de la producción’, se paso de realizar adecuaciones menores en las líneas de producción, mantenimiento de equipo mecánico y electrónico a diseñar localmente las líneas de producción. La segunda, ‘modificación de equipo’, paso de dar mantenimiento rutinario al equipo hasta mejorar el equipo, diseñarlo y construirlo. De tal forma que la empresa ha evolucionado hacia un tipo de capacidades innovadoras avanzadas, es estas funciones técnicas, lo que le permite tener una contribución mayor al cambio técnico que aquellas capacidades innovadoras intermedias, lugar donde se ubican las funciones técnicas de ‘inversión’ y la de’‘producción centrada en el producto’. Por su parte, en las funciones técnicas de soporte, ‘vinculación externa’ y ‘vinculación interna’ sólo se ha logrado acumular’capacidades innovadoras básicas.
15 Esto marca claramente la transición de un sistema de producción Fordista a un sistema de producción postfordista. Aunque este último aparece a mediados de la década de los ochenta (Buitelaar y Padilla, 2000), en sus inicios la planta maquiladora RCA operaba bajo un esquema de producción Fordista, donde los volúmenes de producción eran más importantes que la calidad y el ensamble era tradicionalmente intensivo en mano de obra que requería de pocas habilidades. Pero, posteriormente el mejoramiento de la calidad se torna central en la competitividad del sector y por tanto de la planta maquiladora, de igual manera en el sistema de producción postfordista.16 En Bloomington, Indiana, se ubicaba la casa matriz de la empresa donde se realizaba el ensamble final de productos electrónicos como las televisiones. 17 Entrevista con la Gerente de Aduanas en el Área de Comercio Exterior, CST.
18 Automatic Test Equipment.
V. Actividades de Aprendizaje Tecnológico de la Empresa Thomson-Multimedia de Ciudad Juárez, México
Las actividades de aprendizaje que le han permitido a la empresa acumular capacidades tecnológicas se presentan a continuación:
i) aprendizaje por experiencia en la producción: ante las fluctuaciones del mercado, la empresa local ha demostrado una capacidad de rápida respuesta mediante el aprendizaje en la planeación de la producción. Se requieren habilidades como la capacidad de los operarios para intensificar las actividades de ensamble complejo y ensamble final y de los técnicos para supervisar una mayor rotación en el uso de equipo y maquinaria.
ii) aprendizaje por implementación de procesos de control de calidad y mejora continua: esta actividad permite desarrollar habilidades sistemáticas para responder adecuadamente a los problemas que se presenten, sobre todo en las líneas de ensamble. La calidad es una actividad de soporte que se da a cada una de las plantas con la finalidad de que se responsabilicen de las mejoras en el proceso y en la calidad del producto final. A través del

proyecto ‘seis sigma’ se busca implementar procesos de mejora continua que implica la búsqueda de soluciones por parte de trabajadores ante problemas específicos en los procesos de ensamble.
iii) aprendizaje por interacción con proveedores: esta es una de las actividades de aprendizaje más importantes para la innovación. Un joint venture entre Philips Holada y Thomson de Ciudad Juárez, en la década de los ochenta, permitió a los ingenieros mexicanos participar en el diseño de una maquina de inserción automática. Uno de los resultados de esta interacción fue el aprendizaje de los ingenieros locales en el diseño, funcionamiento y mantenimiento de la máquina sin necesidad de acudir a ingenieros o técnicos extranjeros.
iv) aprendizaje por visita a los establecimientos de los competidores y por rotación de personal: este tipo de aprendizaje es muy informal. Ingenieros y técnicos locales visitan empresas de manera informal para ver de qué manera realizan un proceso de ensamble que presenta problemas en alguna de las plantas locales. Mediante estas visitas se aprende de las experiencias de los competidores sin recurrir a algún tipo de capacitación o entrenamiento formal.
v) aprendizaje por capacitación: esta es otra de las actividades que permite a la empresa local acumular conocimiento. Lo importante de los programas de capacitación implementados es la motivación que se les da a los operarios para que se interesen en los procesos productivos de las plantas, para que se integren y se sientan arraigados a las mimas. El resultado de ello ha sido un mejor desempeño de operarios y técnicos al momento de proponer soluciones ante los problemas eventuales en las líneas de producción e incluso en proponer mejoras en el producto.
vi) aprendizaje por vinculación con instituciones de educación media y superior: esta actividad ha sido importante no sólo como medio de aprendizaje del personal de las plantas y de los estudiantes de las instituciones de educación técnica y superior, sino como medio de transferencia de tecnología de la empresa hacia su entorno a través de universidades o escuelas técnicas. Se han desarrollado programas de estudio de forma conjunta y se ha trabajado en la capacitación en ambos lados, lo cual ha implicado, entre otras cosas, la donación de equipo de la empresa local a escuelas técnicas o universidades.
Las actividades de ‘aprendizaje por ensamble’19 desarrolladas por la empresa en estudio muestra una evolución en cuanto al desarrollo de nuevas habilidades para mejorar los procesos de ensamble de componentes y de productos finales. Estas actividades de aprendizaje interno han permitido que la empresa acumule capacidades tecnológicas, así como un escalamiento tecnológico y productivo.
VI. Conclusiones
El estudio de caso muestra que la IME ha sufrido importantes transformaciones a lo largo de su historia en la frontera norte de México. La empresa filial rompe con el esquema de una empresa maquiladora que tiene como objetivo sólo el de ensamblar componentes con
métodos de producción en serie, pago a destajo, condiciones de trabajo paupérrimas, etcétera, para ser desde finales de la década de los ochenta vista como una empresa involucrada en procesos de búsqueda de mejores métodos de trabajo a través de modernizar equipos y maquinaría, de manufacturar productos que requieran transformación de insumos y generar valor agregado, condiciones de trabajo organizados, personal capacitado para mejorar la calidad de productos y procesos, entre otros.
En la IME existen empresas que no operan como una empresa transitoria, segmentada o poco tecnificada, por el contrario hay –al menos en el sector de electrónica de consumo- empresas con visión productiva de largo plazo, moderna y más flexible en sus métodos productivos. Aunque el desarrollo de una mayor autonomía en la toma de decisiones locales da muestra de la evolución tecnológica, esta autonomía es aún limitada, sobre todo en el desarrollo de proveedores, encadenamientos productivos locales y el diseño de productos. Esta limitación, sin duda, no es por falta de capacidades locales sino que obedece a la lógica global sobre la que opera la empresa transnacional.
El aprendizaje logrado por la empresa a lo largo del tiempo ha permitido que no sólo se logren hacer mejoras en los procesos y en el producto, sino que se haya creado la capacidad para diseñarlos. Como se ha mencionado, el diseño de productos no se realiza en México, pero no por falta de capacidades tecnológicas para hacerlos sino por la estrategia global de la empresa. En este sentido, la empresa ha mostrado actividades de aprendizaje que potencian las actividades innovadoras más avanzadas.
La interrogante que queda en juego es cómo articular esas capacidades locales con el entorno local, sobre todo el capital humano desarrollado y acumulado a lo largo de casi cuatro décadas en la IME, capital que es producto de la derrama tecnológica pero que, hasta el día de hoy, se encuentra desarticulado.
19 Hobday (1995) se refirió al aprendizaje por ensamble como una de las primeras actividades de aprendizaje tecnológico
desarrollada por las empresas locales en la primera etapa evolutiva de las empresas ‘entrantes tardías’.
Referencias
Bell, M. (1984), “Learning and the Accumulation of Industrial Technological Capacity in Developing Countries”. In Fransman and K. King (eds.),”Technological Capability in the Third World. Macmillan, London: 187-209.
Bell, M. y K. Pavitt (1993), “Technological Accumulation and Industrial Growth: Contrasts Between Developed and Developing Countries”, in”Science Policy Research. Oxford University Press, UK: 157-209.
Bell, M. y K. Pavitt (1995), “The Development of Technological Capabilities” In: Haque, I. (ed.)”Trade, Technology and International Competitiveness. The World Bank, Washington: 69-101.
Buitelar, R. Padilla y Urrutia (1999), Centroamérica, México, y República Dominicana: Maquila y Transformación Productiva. Cuadernos de la CEPAL, Chile.

Carrillo, J. (2001) Las Maquiladoras de Exportación en México: Evolución Industrial, Aglomeraciones y Seguridad e Higiene. Colegio de la Frontera Norte, México.
Corona, J. M. y C.A. Hernández (2000). “Relación Proveedor Usuario y Flujos de Información Tecnológica en la Industria Mexicana”, en”Comercio Exterior, Vol. 50, Núm. 9.
Dahlman, C. y L. Westphal (1982). “Technological Effort in Industrial Development. An Interpretative Survey of Recent Research”, en F. Stewart y J. James (eds.), The Economics of New Technology in Developing Countries, Frances Pinter, Londres.
De la O, Ma. Eugenia, (1995), Innovación Tecnológica y Clase Obrera. Estudio de caso de la Industria Maquiladora Electrónica RCA, Ciudad Juárez, Chihuahua. UAM/Porrúa, México.
Dieter, E. (1986). “La Automatización Basada en el Uso de Computadoras y la Internacionalización de la Industria Electrónica. Implicaciones Estratégicas para los Países en Desarrollo”, en Mintan (coord.)”Industria y Nuevas Estrategias de Desarrollo en América Latina, CIDE, México.
Dieter, E. (1998). Catching-Up, Crisis and Industrial Upgrading, Evolutionary Aspects of Technological Learning in Korea’s Electronics Industry. DRUID.
Dodgson, M., (1993). “Organizational Learning: A Review of Some Literatures”. In”Organizational Studies, Vol. 14, Num. 3. UK: 375-394.
Dutrénit, G. y A. O. Vera-Cruz (2001). “Aprendizaje, Conocimiento y Capacidades Tecnológicas”, Monografía Núm. 2 del proyecto”Aprendizaje Tecnológico y Escalamiento Industrial: Generación de Capacidades de Innovación en la Industria Maquiladora de México, COLEF/FLACSO/UAM.
Dutrénit, G., A.O. Vera-Cruz, A. Arias, G. Avendaño, J.L. Gil, J.L. Sampedro y A. Uriostegui (2002). “Marco Analítico para el Análisis de los Procesos de Acumulación de Capacidades Tecnológicas”, documento de trabajo; proyecto: Aprendizaje Tecnológico y Escalamiento Industrial: Generación de Capacidades de Innovación en la Industria Maquiladora de México, COLEF/FLACSO/UAM.
Dutrénit, G., A.O. Vera-Cruz y A. Arias (2003). “Diferencias en el Perfil de Acumulación de Capacidades Tecnológicas en Tres Empresas Mexicanas”, en”El Trimestre Económico, Vol. LXX, enero-marzo, México.
Figueiredo, P. (2001). Technological Learning Processes and Competitive Performance, Cheltenham, Edward Elgar.
Figueiredo, P. (1999). Technological Capability-Accumulation paths and the Underlying Learning Processes in the Latecomer Context: a Comparative Analysis of two Large Steel Companies in Brazil. SPRU, University of Sussex, UK.
Gereffi, G. (1994). “The “Old” and”“New” Maquiladora Industry in Mexico: What is their Contribution to National Development and North American Integration?” en Nuestra Economía, Año 2, Núm. 8. Facultad de Economía. Universidad Autónoma de Baja California, mayo-agosto: 39-63.
Hobday, M. (1995), Innovation in East Asia. Edward Elgar, UK. Hobday, M. (2000). “East Versus Southeast Asian Innovation Systems: Comparing
OEM and TNC led Growth in Electronics”, en Kim y Nelson, Technology, Learning, & Innovation Experiences of Newly Industrializing Economies, Cambridge.

Hobday, M. (2001). “OEM vs. TNC-led, Growth in Electronics: Comparing East and South East Asian Innovation System”, en Dutrénit, Garrido y Valenti (eds.),”Sistema Nacional de Innovación: Temas para el Debate en México, UAM, México.
Hobday, M. y T. Brady (1996). Software Processes and Practices in Complex Product Systems: An Exploration of the Flight Simulation Domain. CoPS, SPRU, UK: 1-3.
INEGI, (2001). Estadísticas de la Industria Maquiladora de Exportación, 1995-2000. INEGI, México.
Katz, J. (1986). Desarrollo y Crisis de la Capacidad Tecnológica Latinoamericana, CEPAL, Buenos Aires.
Katz, J. (1987). Technology Generation in Latin American Manufacturing Industries, Macmillan, Londres.
Lall, S., (1987). “The Acquisition of Technological Capability by India”. In”Learning to Industrialize. Macmillan, London.
Lall, S. (1992). “Technological Capabilities and Industrialization”, World Development, Vol. 20, Num. 2: 165-186.
Lall, S. (2000). “Technological Change and Industrialization in the Asian Newly Industrializing Economies: Achievements and Challenges”,”en Kim y Nelson, Technology, Learning & Innovation Experiences of Newly Industrializing Economies, Cambridge.
Lara, A., (1998). Aprendizaje Tecnológico y Mercado de Trabajo en las Maquiladoras Japonesas. UAM-Xochimilco, México.
Lowe, N y M. Kenney (1999). “Foreign Investment and the Global Geography of Production: Why the Mexican Consumer Electronics Industry Failed”. World Development. 27 (8): 1427-1443.
Maxwell, P. (1981). Technological Policy and Firm Learning in Less Development Countries: a Case Study of the Experience of the Argentina Steel Firm Acindar SA. D. Phill, SPRU, Sussex. U. K. Chap. 2.
Quintas, P. (1995). Software Innovation in the Context of Complex Product Systems. CoPS, SPRU, UK.
United Nations (2000). The Competitiveness Challenge: Transnational Corporations and Industrial Restructuring in Developing Countries. New York.
Vera-Cruz, A.O. (2004). Cultura de la Empresa y Comportamiento Tecnológico. ¿Cómo Aprenden las Cerveceras Mexicanas. UAM-ADIAT-PORRÚA, México.
Yin, R. K. (1994). Case Study Research: Design and Methods. SAGE Publications, USA.


















