-APPROVALS-€¦ · energy technology engineering center no.-133-ti-0001 rev. page 1 of 14 operated...
12
ENERGY TECHNOLOGY ENGINEERING CENTER No .-133-TI-0001 Rev . Page 1 of 1 4 OPERATED FOR THE U .S . DEPARTMENT OF ENERGY Orig . Date 01/26/9 4 ROCKETDYNE DIVISIO j ROCKWELL INTERNATIONAL R e v . Dat e TITLE : ` (IWMF) SCRUBBER SYSTEM STUDY 3~ 3 3 ~ -APPROVALS - Originato r REV . REVISION APPROVAL/DAT E LTR . Form 735- A-6 Rev 6-88 I OII IOI OI I E BNA0481916 1 HDMSe00387317
Transcript of -APPROVALS-€¦ · energy technology engineering center no.-133-ti-0001 rev. page 1 of 14 operated...

ENERGY TECHNOLOGY ENGINEERING CENTER No .-133-TI-0001 Rev .Page 1 of 14
OPERATED FOR THE U .S . DEPARTMENT OF ENERGY Orig . Date 01/26/9 4ROCKETDYNE DIVISIO j ROCKWELL INTERNATIONAL R ev . Dat e
TITLE : ` (IWMF) SCRUBBER SYSTEM STUDY 3~ 3 3 ~
-APPROVALS -
Originato r
REV. REVISION APPROVAL/DAT E
LTR .
Form 735- A-6 Rev 6-88
I OII IOI OI I EBNA0481916 1
HDMSe00387317

133-TI-000101/2-6/94Page 2
TABLE OF CONTENTS
Page
INTRODUCT ION . . . . . . . . . . . . . . . . . . . . . 3
NORMAL PERFORMANCE OF SCRUBBER . . . . . . . . . . . . 5
Normal Facility Operation . . . . . . . . . . . . . 5
Permit Requirements . . . . . . . . . . . . . . . 7
Current Scrubber Monitoring . . . . . . . . . . 8
PERFORMANCE OF SCRUBBER UNDER UPSET CONDITIONS . . . . 10
Potential Upset Conditions . . . . . . . . . . 10
Preventative Measures . . . . . . . . . . . . . . 11
Responses to Upset Conditions . . . . . . . . . . 1 1
RECOMMENDATIONS . . . . . . . . . . . . . . . . . . . 13
REFERENCES . . . . . . . . . . . . . . . . . . . . . . 1 4
LIST OF FIGURES
Page
Hazardous Waste Management Facility Schematic . . . . 3
Hazardous Waste Management FacilityScrubber Drawing . . . . . . . . . . . . . . . . . . 5
VBNA0481916 2
HDMSeOO387318

133-TI-000101/26/94Page 3
INTRODUCTION
The Building 133 Hazardous Waste Management Facility ( HWMF ) is located at the
Santa Susana Field Laboratory in the Santa Susana Mountains in Southern California
and operated by the Energy Technology Engineering Center (ETEC) . In the HWMF,
sodium from bulk containers as well as from piping and other components is
treated . Sodium oxides from the treatment are converted to sodium hydroxide in a
scrubber . The sodium hydroxide is collected for alternate use and/or disposal .
The HWMF is designed to receive containers and/or boxes of sodium metal and/or
sodium metal/oxide contaminated hardware . Sodium to be treated is placed in a
l designed to provide a maximum of , and heat is
applied via a + fired burner. With periodic raking of the sodium in tje
reaction pan to expose fresh material to air, heat is applied until all sodium
treated . #am from the reacting sodium, containing as much a s
xtdes are drawn from the reaction room and through a Peabody Air Resources
venturi-type scrubber . In the scrubber ,
ides; which rompW .tr h the bottom of th* s ,'W-aw A li n . A
second stage natis used ts :;r:# NIE'~
Remaining 90 ,c4WtatPIThgr art est1eated 1 t+ad e, exitthe scrubber through a blower and areaiOcic .
facility is shown in Figure 1 .
The is to study the operatio n
operating, c othe ramifics ~'_ er upset
01 ~
response ands : fiom the up
minimize the ' .r'a¢ilfty person
emissions from the facility .
and to consider
ondition . Specifically, the detection, the
et condition are evaluated in order to
el and equipment and to minimize ai r
iimmuim i iiummm I DII 101100 1BNA0481916 3
A schematic of the
of the scrubber under normal
I IHDMSe00387319

133-TI-000101/26/94Page 5
NORMAL PERFORMANCE OF SCRUBBE R
Normal Facility Operatio n
Under normal operations, sodium oxide fumes from the reaction room are convertedto sodium hydroxide in a downstream scrubber . This scrubber, from Peabody Air,
consists primarily of a venturi fixture on the fume inlet line , a lower vessel
scrubbing section, water eliminator vanes and e upper vessel mist elimination
section . A blower located at the scrubber outlet is used to establish fume flow
from the reaction room. Exhaust from the blower is discharged through a silencer
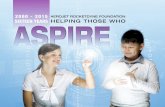
to atmosphere . A simplified drawing of the scrubber is shown in Figure 2 . Design
conditions for the scrubber are as follows :
Design Parameter Value
Gas Volume Flow from Reaction Room, cfm 1000
Sodium Oxide Flow to Scrubber, lb/hr 31 .25
Sodium Oxide Flow to Atmosphere, lb/hr 0 .9375
Scrubber Efficiency, % 97
Water is injected into the scrubber at a number of different locations . In the
venturi section of the inlet ducting, water is injected to keep the walls of the
device wetted . Water is also sprayed into the gas stream immediately upstream of
the venturi fitting . In the vessel itself, water is sprayed into the gas stream -
at an elevation above the inlet line and through a flushing connection to wet the
water eliminate The. bottom of the scrubber, below the fume inlet
connection co `` :-at a controlled level of 150 gallons . There is also
provision for 4 i of the, mist eliminator section during shutdown operations .
The following `operating flows of each water . stream :
Connection Water Flow , aom
Spray Nozzle Header to Venturi 34
Wetted Wall Header to Venturi 1 2
Spray Nozzle Header to Scrubber Vessel 7
Flushing Connection to Scrubber Vessel 1
Backwash Flow (Shutdown only) 10
iimmuim i iiummmBNA0481916 4
HDMSe00387320

.1 7/ -o.•
R 133-TI-000101/26/94Page 6
I
tti9 OccTCE7
/2 c-P/,-3,73-1c)
ica.'r, I
JA CC) -Al .5 r
T. :.ti•..•: t ELlmI .U 9T:~
1 ____ IG/ 3- G r ( CIA .
3S' CPA'CZ Z PSI[;
VEuTu2i
UC >
I
C- 20 F51tj
ism j ~'•~= -F GyCh_, TA'K
1
-W'ATEt
V4A) e
V'
F!c~ SH lti'.4 T2 e GACKWA ~ ur S r-'rQu ' o O://e/NCB sp ITocwni
CNL Y.
Figure 2 . Hazardous Waste Management Facility Scrubber Drawing
I I II I I I I I II I II IBNA0481916 5
ir1
-ti
HDMSe0038732I

133-TI-000101/26/94Page 7
Requirements for monitoring of the HWMF are per the
th AMM l tvii rt tntal
~r~~i~n►;~f~n~s~~k ~~° ii~aNW]atims ' ief., 3 . Due to the small size of the gas burner in reaction
room, the VCAPCD permit has no specific monitoring requirements f ; he normal
emissions associated with the combustion of natural gas at HWMF .
jSIMmmlow, limits are placed on the allowable particulate emissions
(such as unconverted sodium oxide in the scrubber stack) per year . These limits
are based on estimated emissions determined by facility design parameters and the
quantity of sodium burned in a one-year period, specifically , 2500 hours/year of
operation at a burn rate of 62 .5 lbs/hr of sodium . Requirements for monitoring U'".~Cd
ire limited to reporting of the total quantity o f s odium bu rned and the total bu ri m"
,time for the facility each year . These quantities are recorded in an ongoing log
in the HWMF control room and collated and reported on an annual basis . There are
`o no requirements for measuring actual em issi ons .
2 $n iy approved EPA Hazardous Waste Facility Permit (Part B documentation
*ffective i 1/30/93) has a requirement for yearly testing of emissions to verify °-
compliance with the VCAPCD permit and regulations . The testing, which has not yet '7
been done, involves measurement of the exhaust gas air velocity and flow rate, th e
particulate matter concentration and emission rate and operating parameters such J R
as quantity of waste treated, water flows to the scrubber and scrubber pressure
drop .
WCAPCD regulations, as defined in Rules 50, 52 and 53 limit instantaneous
emissions as follows . Rule 50 dictates that the opacity of the gases emitte d
through the stack must be of a shade lighter than the No . 1 designation on thexwf~'~°`
Ringelmann Chart . Concentrations of contaminants not meeti ng this condition ti 5~1
cannot be discharged-for time-periods longer th an 3 minutes i n any given hour . ~` 5- ~o ./Rule 52 provides a limit on particulate concentration as a function of th e
volumetric flow rate of gas being discharged . At the design point of 5000 cfm,
I I II I I I I I III I I IBNA0481916 6
HDMSe00387322

133-TI-000101/26/94Page 8
for instance, the limit on particulates is 0 .108 grains/cubic foot of gas .
Rule 53 governs the particulate concentration based on the the quantity burned .
Specifically, at the design condition of 62 .5 lb/hr of sodium burned, the maximum
allowed discharge is 1 .00 lb/hr of particulate . There are, however, no specific
requirements for monitoring particulate concentrations .
The specified yearly test performed per the EPA facility permit is-sufficient, if
successful, to demonstrate that operation of the scrubber follows design
parameters even though no specific measurements are taken of inlet gas flow or
concentration to the scrubber . This will demonstrate adherence to VCAPCD
regulations on instantaneous emissions as well as verify the method for
calculating and reporting yearly emissions to the VCAPCD . Although not
anticipated, if the first yearly test shows that operating parameters are not
consistent with design parameters, 4t might be required to measure gas flow,
particulate flow and particulate concentration at the inlet to the scrubber to
refine the emissions calculation . To perform this intermediate measurement woul d
require modification of the ducting between the reaction room and the venturi
inlet to allow gas sampling . Due to short piping runs, it would be a difficult
task to install a means of representative sampling . To obtain accurate test
results, laminar flow is required, thus, long straight piping runs to eliminat e
effects of valve and fitting disturbances are needed .
Current Scrubber Monitorin g
When the facility is operating, scrubber performance is monitored by a number of
visual methods . The first is an hourly visual examination of the exhaust from the
blower stack (to meet VCAPCD Rule 50 , Ref . 3) . Verification that particulate
emissions are not exceeding allowable limits is by comparison of exhaust gas
opacity with the Ringelmann Chart located at the unit . The shade of the exhaust
must be lighter than the No . 1 color as shown on the chart .
The second method of performance monitoring adhered to is the hourly inspection of
the water rotameters located in each incoming water line . Flow rates are
maintained at prescribed levels with tolerances listed in the facility operating
lIDBNA0481916 7
HDMSe00387323

133-TI-000101/26/94Page 9
procedure (Ref . 4) . Other monitoring methods involve hourly verification that th e
pressure drop across the scrubber, as read by a manometer, is ast 35"H 2O an
that the water level in the bottom of the scrubber is consisten w ga ons :
The above monitoring methods are adequate to operate the facilit design
specifications and have resulted in no indication of problems . L visual
examination of the shade and opacity of the exhaust gas has not '' . . . ted a
problem, there is no reason to suspect that particulate levels in the exhaust ga s
is higher than expected .
Quantitative verification of scrubber performance per design conditions will be
achieved through performance of the yearly test scribed in the EPA Hazardou s
Waste Facility Permit .
CWTZ . Two replicate test s
using Air Resources Board Method 1-5 will be conducted during the treatment of
sodium and NaK over a period of 4 to 5 hours each . Air exhaust velocity, flow
rate, particulate concentration and particulate rate will be measured to ensure
compliance with the VCAPCD Permit to Operate (Ref . 1) .
rt
I I II I I I I I II III I IBNA0481916 8
HDMSe00387324

133-TI-000101/26/94Page 10
PERFORMANCE OF SCRUBBER UNDER UPSET CONDITION S
Potential Upset Condition s
There are basically two conditions whit will result in an a t
the scrubber: ~aiINFirer z ?
In tha t case , l f JhLbl at the outlet' !I iiur would stop
flow from the reaction room through the scrubber . There is insufficient driving
force in the exhaust gases from the reaction room to overcome the pressure drop
through the scrubber . Ceasing the flow to the scrubber effectively stops the
inlet of fresh air into the reaction room and the natural gas burner flame will be
smothered . This will not happen instantaneously, though, nor will the sodium
reaction stop immediately after the flame is extinguished . For the period of tim e
)in which reaction is occuring with no exhaust gases being sent to the scrubber,
there will be buildup of gases and sodium oxide particulate in the reaction room .
There will also be escape of gases containing relatively high (above permit
limits) levels of particulates to atmosphere by leakage from the non-sealed
reaction room . Currently, the only detection mechanism for failure of the blower
is by sound . As the blower is very noisy, this i s generally successful .
Th general flibm-p-sechanism for the scrubber is complete r partial
lure of rho rirru7~+ ja@ w t-c eycm This is achieved by either failure of -
the recirculating water pump or plugging of a water line . In both cases,
detection of the condition is by visual inspection only . Although usually
performed more often, requirements for visual inspection of the system are only o n
an hourly basis . Thus, it is conceivable that a significant amount of operating
time could be accrued under the upset condition . In the event of a circulating
water failure, gases from the reaction room are passed through the scrubber to
atmosphere in a basically unconverted state . Potential emissions, under a
complete water system failure, may be as high as 31 .25 lb/hr, much higher than
allowed by VCAPCD Rules 52 and 53 .
ti
BNA0481916 9
HDMSe00387325

133-TI-000101/26/94Page 1 1
Preventative Measure s
Existing Preventive Maintenance Procedures (PMPs) are regularly performed to keep
both the water pump and the blower in good condition .
There is currently no procedure which lays out the response to an upset condition
of the scrubber . It is general knowledge that tht s}to be stopped by
opens of shutting off the natural gas to the burner ,"e reosction room an d
440t,Jfying Industrial Security that the reaction needs to be stopped . It i sprobable, at that poitf, that the* reaction room would be7blanketed with NaX t o
extinguish the burn . \C., b 6 V-A " , C,~ Ate_, V .:, ~ -.,, (W ~,, . ~)
Regardless of actions taken, there is a significant amount of time in which
reaction is occurring with discharge to atmosphere . n the case of a blower
Ltiure , emissions are limited to those which "leak" out of the reaction room .
There is, in this situation, a potential for detrimental buildup of gases inside
the reaction room and leakage of gases which are a hazard to nearby operators and
an 'sntof facility personnel is, therefore, required . n the event of..d
Spimal ---etiio water fai 1 ure as much as arhour co ufid pass, before detection, in
which emissions from the scrubber are much higher in particulate concentration
than allowable . Once the situation is discovered, an attempt would be made to
restart water flow . If this cannot be done, the gas burner would be shut down,
and the i'eaction stopped in the same manner as for a blower failure .
To better mitigate the effects of a scrubber failure, a number of options shoul d
be considered . first, a for artinnc following detection 0
a._system failure should be prepared and made available to facility operators .
Then, if a failure occurs, there would be no confusion about responsive actions to
take and reaction time to the condition should be shortened .
cond, fetter detecti o
method would be to pla
E I IDID IBNA0481917 0
hods for scrubber failure r dicated. The simples t
on the blue r and t~ ~ ~rrdrculatinq water puma
HDMSe00387326

133-TI-000101/26/94Page 1 2
2Gwhich would om . An m ■i~elin4l.p s-fired burner
in the reaction room in the event of a water pump failure should be eeisetk
This facility ification is relatively low cost and effective for early
detection. A wn: -.4he~ r system due to piping blockage or
other problem would not be detected but the scenario is particulartnlikely and
would result in a significantly lower emission level than complete; lure,
dependent on the water pipe which . has the problem . There is litti* r no need ,
therefore, to install additional detection mechanisms . To mitigate effects o f
partial piping blockage, however, more frequent visual examinations of the stac k
gas and water flows are recommended . This would lessen time periods of exces s
emissions .
Another option which should be considered is the installation o f
A spare blower with ttomatic switchover in th e
event of a primary blower fail re would prevent the buildup and leakage of oxide
fumes near the reaction room . is is a particularly important safety featur e
since evacuation of facility persofel is likely for fume release from th e
reaction room .
With an early detection mechanism and a spare pump, system operations c:Yld likely
be resumed in very short order following a pump failure . Changover to the back up
pump, either automatic or manual , to reestablish water flow rather than emergency
shutdown of the reaction would be possible Short term excess emissions from the-
scrubber are probably of less consequence than the effects, both in terms of
generating hazardous waste in the reaction room because of NaX use and leakage o
high particulate concentration fumes to atmosphere, of initiating an eme r
shutdown of the sodium react' . This is a relatively low cost preventative
action to avoid having to shut down facility operations .
iimmuim i iiummmEMVBNA0481917 1
HDMSe00387327

133-TI-000101/26/94Page 1 4
REFERENCE S
1 . Ventura County Air Pollution Control District Permit to Operate, Number 0271,
expires December, 1993 .
2 . California Environmental Protection Agency Hazardous Waste fa%lity Permit,
Number 93-3-TS-002, expires November 30, 2003 .
3 . Ventura County Air Pollution Control District Rules and Regulations, Rules
50, 52 and 53 .
4 . 133-SOP-0001, Rev . A, Hazardous Waste Management Facility Operation,
04/02/93 .
.1
E I IMBNA0481917 2
HDMSe00387328