Approach to the production environment design task within factory coordination
9
Approach to the production environment design task within factory coordination RICHARD BOWDEN and JIMMIE BROWNE* Abstract: In a discrete parts batch manufacturin# environment, there are different data flows eoncernin9 the design of products and manufaeturin 9 facilities, customer orders, purchase of materials, production control and delivery o f orders. Traditionally, because of the functional allocation of tasks within an organization, there is little integration of information between the production control task and the design of manufacturin 9 facilities. One of the objectives of the design of manufacturin 9 facilities tasks is to efficiently organize a production environment to manufacture a range of products. With a 9reater relationship between these two tasks, we feel that the complexity of the production control task is reduced. This reduction in complexity arises from a reduction in the range of possible problems that can occur and an increase in the predictability of events throuoh more effective organization of a production environment. Factory coordination is part of an approach to shopfloor control which recoonizes this principle by establishin9 a relationship between the desi9 n of a production environment and the control of product flow throuohout a factory. This relationship is established through a modular architecture for factory coordination. The production environment design element of the architecture for factory coordination is concentrated on. Usin9 a methodology for describin9 systems, known as SADT, three main tasks associated with this approach are described; process planning, maintenance of a cellular layout, and manufacturino systems analysis. Keywords: production environment design, architecture, factory coordination, product flow control B efore describing each of the individual tasks associated with the production environment Pdesign element of factory coordination, we shall introduce the reader to the different data flows within a manufacturing environment and give a description of the factory coordination task. By describing the different data flows within a manufacturing environment, we show the lack of integration between them.We discuss factory Digital Equipment International BV, Ballybrit Industrial Estate, Galway, Ireland * CIM Research Unit, University College, Galway, Ireland. (The material material in this paper expresses only the views of its authors, and is in no way a statement of Digital Equipment International BV.) Paper received." 6 October 1990. Accepted 14 November 1990 0951-5240/91/010042-09 © 1991 42 coordination in terms of an overall hierarchy of manufacturing management, which positions factory coordination as a link between the requirements planning task and the activities on a shopfloor. To illustrate the relationship between the production environment design and control elements of factory coordination, the discussion on factory coordination includes a brief description of the control element. In our discussion of the approach to production environment design, we begin with a brief description of a methodology for descriving complex systems known as Structured Analysis and Design (SADT). Each of the three tasks associated with the production environment design elements are then described in turn, and each has associated SADT diagrams illustrating the various data flows between them and the control element of factory coordination. Data flows within a manufacturing system We view a manufacturing system within a typical manufacturing organization as a series of interrelated subsystems and associated material and data flows (see Figure 1). The product designflow contains data relating to the design and process plans for each product. The design information is provided by computer aided engineering (CAE) and computer aided design (CAD) systems, while the outline process plans are developed by a computer aided process planning system (CAPP). The customer order flow identifies the production requirements for each customer which is passed by the sales/marketing functions to the manufacturing planning function. Through the manufacturing management hierarchy in the manufacturing planning stage, various schedules are developed for the manufacture of products to fulfil the customer's requirements. These schedules may be used to organize the different stages of manufacture, for example, the purchase of raw materials and the actual production of products. The schedule for organizing the purchase of raw materials is a timetable which ensures that the raw materials are available in the Butterworth-Heinemann Ltd Computer-Integrated Manufacturing Systems
-
Upload
richard-bowden -
Category
Documents
-
view
213 -
download
1
Transcript of Approach to the production environment design task within factory coordination

Approach to the production environment design task within
factory coordination
R I C H A R D B O W D E N and JIMMIE B R O W N E *
Abstract: In a discrete parts batch manufacturin# environment, there are different data flows eoncernin9 the design of products and manufaeturin 9 facilities, customer orders, purchase of materials, production control and delivery of orders. Traditionally, because o f the functional allocation of tasks within an organization, there is little integration of information between the production control task and the design of manufacturin 9 facilities. One of the objectives o f the design of manufacturin 9 facilities tasks is to efficiently organize a production environment to manufacture a range of products. With a 9reater relationship between these two tasks, we feel that the complexity of the production control task is reduced. This reduction in complexity arises from a reduction in the range of possible problems that can occur and an increase in the predictability of events throuoh more effective organization of a production environment. Factory coordination is part of an approach to shopfloor control which recoonizes this principle by establishin9 a relationship between the desi9 n of a production environment and the control of product
flow throuohout a factory. This relationship is established through a modular architecture for factory coordination. The production environment design element of the architecture for factory coordination is concentrated on. Usin9 a methodology for describin9 systems, known as SADT, three main tasks associated with this approach are described; process planning, maintenance of a cellular layout, and manufacturino systems analysis.
Keywords: production environment design, architecture, factory coordination, product flow control
B efore describing each of the individual tasks associated with the production environment Pdesign element of factory coordination, we shall
introduce the reader to the different data flows within a manufacturing environment and give a description of the factory coordination task. By describing the different data flows within a manufacturing environment, we show the lack of integration between them.We discuss factory
Digital Equipment International BV, Ballybrit Industrial Estate, Galway, Ireland * CIM Research Unit, University College, Galway, Ireland. (The material material in this paper expresses only the views of its authors, and is in no way a statement of Digital Equipment International BV.) Paper received." 6 October 1990. Accepted 14 November 1990
0951-5240/91/010042-09 © 1991
42
coordination in terms of an overall hierarchy of manufacturing management, which positions factory coordination as a link between the requirements planning task and the activities on a shopfloor. To illustrate the relationship between the production environment design and control elements of factory coordination, the discussion on factory coordination includes a brief description of the control element.
In our discussion of the approach to production environment design, we begin with a brief description of a methodology for descriving complex systems known as Structured Analysis and Design (SADT). Each of the three tasks associated with the production environment design elements are then described in turn, and each has associated SADT diagrams illustrating the various data flows between them and the control element of factory coordination.
Data flows within a manufacturing system
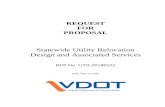
We view a manufacturing system within a typical manufacturing organization as a series of interrelated subsystems and associated material and data flows (see Figure 1 ). The product designf low contains data relating to the design and process plans for each product. The design information is provided by computer aided engineering (CAE) and computer aided design (CAD) systems, while the outline process plans are developed by a computer aided process planning system (CAPP). The customer order f low identifies the production requirements for each customer which is passed by the sales/marketing functions to the manufacturing planning function. Through the manufacturing management hierarchy in the manufacturing planning stage, various schedules are developed for the manufacture of products to fulfil the customer's requirements. These schedules may be used to organize the different stages of manufacture, for example, the purchase of raw materials and the actual production of products. The schedule for organizing the purchase of raw materials is a timetable which ensures that the raw materials are available in the
Butterworth-Heinemann Ltd
Computer-Integrated Manufacturing Systems

F
F
F;
r-;
Iviat efi~ Flow Product FlOW
TI dng fvbnr'~.ll ~ 9
Pr( ss
PurChaSe Order FIo~ ~ Cu~orner OrOer FIo~'
PurChasing Plarmin9
Figure 1. D(ff'erent /lows in a manuJacturinfl svstem
correct quantities and at the right time. The purchase orderflow generates a flow of raw materials into a factory according to this timetable. The materialfiow commences with the receipt and inspection of raw materials from a range of vendors. The inspection process may be necessary to ensure that all incoming raw materials are of the highest quality. After inspection, the raw materials are then stored either in a warehouse or on the shopfloor, until they are required within the manufacturing process. The raw materials are processed in the manufacturing process according to the production schedule developed in the manufacturing planning stage.
Traditionally, manufacturing organizations have been organized into a functional hierarchy. Handy I described this type of organizational culture as a role culture, and compares it to the structure of a Greek temple. Within the role culture, people, procedures and resources are organized into departments according to function (e.g. the production department, the finance department, the sales department, etc.). These departments can be regarded as the pillars of the temple which are coordinated by a small number of managers at the top of the organization. In fact, managers are considered to be the only form of coordination required within a role culture because the various procedures are supposed to take care of any potential problems. The structure of the role culture ensures that management's decision making is distanced from where the decisions take effect (i.e. the lower levels of the organization), and can lead to an inefficient use of information from the different departments. Thus, this type of organization is unlikely to cope with an unstable environment. Referring back to the metaphor of the Greek temple, once the foundations become shaky, the temple may collapse.
Within the role culture, the data flows from production control and product design in particular, have always been considered separately, with little recognition being given to a relationship between the two. We contend that there is a special relationship, as Lubben 2 argued when he stated that 'the physical layout significantly influences
the efficiency of the production system'. This is also illustrated in the Japanese awareness of process design, as Gunn 3 recognized when he stated that 'by concentrating on simplifying the process . . . managers of Japanese firms attain greater control over the manufac- turing process and the quality of the product'.
Within the factory coordination, this special relation- ship between the control of production and the design of the production environment design is established. We shall discuss the factory coordination task in the section following.
Factory coordination
Factory coordination is part of a new approach to shopfloor control in a cellular environment, which is necessary to increase the flexibility and predictability of a manufacturing system. This new approach to shopfloor control is part of an overall approach to manufacturing management, as presented by Browne et al. 4 (see Figure 2). The hierarchy consists of three levels; strategic, tactical and operational, with factory coordination acting as a link between the tactical and the operational levels. The use of the hierarchy helps to position factory coordination as part of an overall approach to manufacturing management.
The strategic management issues are concerned with the:
I determination of the range of products to be manufactured;
• matching of products to markets and customers' expectations;
I Business Planning I
Master Schedule I Development & Validation
[ ',, \. ".,"..~:"..?',.?,, ...",,~:\,5.., ,?,,1 I
SlCategic Issues
Tael~cal Issues
t Oper~onal Issues
1 Figure 2. New approach to manufacturing management
Vol 4 No 1 February 1991 43

• layout of the manufacturing system.
One of the outputs from the strategic level is a medium term production plan stating the requirements for a variety of products which match market demand. The tactical issues are concerned with planning all the requirements for fulfilling the production orders in a master production schedule. Vollmann et al. 5 describe a master production schedule as 'a statement to manufac- turing of which end items or product options, they will build in the future'. The requirements planning is carried out by an MRP type system, which gives details on the availability of raw materials and create planned orders to meet customer's requirements. The operational issues involve taking the requirements as stated in the master production schedule and detailed by the requirements planning function and managing the shopfioor to fulfil these requirements in both an offine and real time manner.
The operational level consists of a factory coordination system organizing production in a cellular environment, with each cell being controlled by as production activity control system. Duggan 6 presented a functional architec- ture for production activity control (PAC). It is clear that for the majority of cellular manufacturing environments, it will not be possible to define independent product-based cells. In fact, independent product-based cells may be considered an ideal, in that each product family is completed within its associated cell. Greene and Sadowski 7 argued that a situation may occur where different components are manufactured in individual cells and perhaps assembled in another cell. Also, it may be necessary to share expensive equipment between cells. For example, the expensive equipment used in a heat treatment process is usually separated into one cell on a shopfloor, which all products share, rather than having individual heat treatment ovens and associated equipment in each cell.
Bowden et al. s described a functional architecture for the factory coordination task. The main purpose of the architecture was to illustrate the different tasks involved in factory coordination and the data flows between them. In the organization of production in a typically cellular environment, factory coordination recognizes the relationship between the design of the manufacturing environment, as in the hierarchy of design activities and the control of production, as in the manufacturing management hierarchy. Therefore, there are two elements to factory coordination; namely, the design qf the production environment and the control of production in that enviroment. Before concentrating on describing the production environment design (PED) task, we give a brief outline of the control of production element.
Control of production element The control element involves a scheduler, dispatcher and monitor, all of which operate at a factory level. These three elements of factory coordination may be regarded as an upwards recursion of production activity control (PAC). The scheduler uses appropriate rules, heuristics or algorithms to develop a suitable factory level schedule.
The dispatcher implements the schedule and is charged with real-time control of the workflow within a factory. The monitor provides data on the status of the factory and the progress of the schedule. With these three factory level systems all cells are coordinated to balance the flow of products through a factory.
We feel that this modular approach to the control element increases its flexibility in managing the complexity of a manufacturing system. The relationship between the control of production and the production environment design tasks is important, because in an efficiently organized environment, the control task becomes less complex.
To give a detailed description of the functions within the PED element, we have used a methodology known as structured analysis and design.
Structured Analysis and Design
When describing the PED task, we shall use the Structured Design and Analysis Technique (SADT). SADT is a formalized methodology for documenting the architecture of large and complex systems. Ross 9 described SADT as an approach 'which can be used to cope with complexity through a team oriented, organized discipline of thought and action, accompanied by concise, complete, and readable word and picture documentation'. The analysis performed on any problem is top-down, modular, hierarchical and structured. Application of SADT starts with the most general description of the system under study. This description is represented by a box, and it is then decomposed into a number of more detailed boxes, each of which represents a major function of that single box. In turn, each of these boxes is decomposed, gradually exposing more detail and information along the way.
As SADT model may have two parts, an activity decomposition and a data decomposition. The activity decomposition details the happenings, such as activities performed by personnel, machines or software (as activity boxes), while illustrating the things that interrelate them (as data arrows). The data decom- positions details the 'things' of the system, such as documents or data, (as data boxes), and shows the activities of happenings that interrelate them (as activity arrows). Within the model of factory coordination, we only use activity modelling.
SADT activity diagrams are composed of boxes, and arrows connecting the boxes. A rectangle is the only shape of box used, and the name of the activity is written inside the box as its title. On activity diagrams (which are used exclusively in this paper), the title must be a verb. Arrows are used to connect boxes on a particular diagram, and the four sides of a box are assigned a specific meaning which defines the role of the arrow which may enter or leave that side of the box. Figure 3 shows the four types of arrows. These are input, control, output and mechanism. The first three arrows are called interlace arrows, while the mechanism arrow is known as a support
44 Computer-Integrated Manufacturing Systems

Control
I Hechanism Fi,qure 3. Input, output, control and mechanism o/" an S A D T box 9
arrow. These conventions are strictly obeyed on all SADT diagrams, e.g. an arrow never leaves the left side of a box, and the arrow entering the left side of a box always represents an input, etc.
The SADT concepts can now be used to define and illustrate in a clear and concise manner the basic functions of the PED element of factory coordination.
Production environment design task
The main function of the production environment design task is to reorganize the manufacturing system to accommodate new products coming on-line for production, and to ensure that the manufacturing system is operating to its highest efficiency. Utilizing the principle of distributed responsibility, the mode of manufacturing should be cellular. However, the production environment design task is not concerned with converting the manufacturing environment to a cellular layout. Rather, once the initial cellular layout is developed, production environment design is concerned with maintaining and reorganizing the layout to take account of any changes in the manufacturing environment, such as a range of new products being introduced to production.
The initial conversion to a cellular layout is a once-off activity, which can be accomplished using a methodology such as Group Technology 6'7. Using this methodology, the initial creation of a cellular layout involves allocating products with similar processes and/or components into families and organizing all resources into cells ~°.
In Table 1 we list the various tasks associated with the production environment design task in SADT form. Within the activity modelling approach of SADT, the PED task is known - Design the production environment and its node index is A l. The data transfers between the three tasks are illustrated in Figure 4:
• A 11 : Develop process plans involves the development of process plans for new products or the alteration of existing process plans.
• A12: Maintain a product-based layout involves using GT principles to integrate new products into the existing cellular environment.
• A13: Analyse the manufacturing system involves developing a diagnosis for any production problems which are affecting the efficiency of the manufacturing environment.
We now describe each of the three tasks involved in the PED task, and illustrate how they combine to provide an efficient cellular manufacturing system.
AI 1: develop process plans The main function of the process planning procedure is to generate a bill of process for each new product or to alter an existing bill of process because of new production constraints. By including the process planning function within the production environment design task, standard- ization of the planning process is enforced, which should prevent any process plan proliferation. Nolen ~1 noted that the problem of plan proliferation can go unnoticed, because 'changes to process plans, are made routinely, remain largely undocumented and are accomplished by a variety of individuals using formal and informal systems'. One important consequence of process plan proliferation is to generate a variety of product flow paths, which can reduce the benefits of a well organized product-based layout.
Table 1. Node index table for the production environment task
Node index Activity title
A 1 Design the production environment
A11 Develop process plans AI2 Maintain a product-based layout A13 Analyse the manufacturing system
OrdlJ Rec~J,rements G~4~oc~act u m 9
Process New Plans I Process
Manufacturing Data ~ ' ~ MairC~n Pr
" i Based IJ~o
mm r - - I
AO
Aggregated Proouetlon Information
Reorg,~ised ProckJCt Based
ReasOn
Figure 4. AI: Design the production environment
Vol 4No 1 February 1991 45

By including process planning within the production environment design task, it is relatively easy to alter the process plan to cater for scheduling constraints, and to deal with any production constraints such as a capacity overload on a particular resource, or to fulfil any manufacturing goals such as the inclusion of a new process to ensure higher quality production. This is especially important in a manufacturing environment, where there is a large variety of products.
Earlier, we referred to the different data flows within a manufacturing system, one of which is a product design flow. Part of the product design flow involves a computer aided process planning task, which is a higher level planning function than the one described within the PED element. This higher level planning task determines the types of processes to be used in the manufacture of a product. The process planning function within the production environment design task is a low level function concerned with the selection of appropriate resources, set-up procedures and operation procedures to complete the required process steps for each product. Manufacturing personnel use the process planning function as a decision support aid. For example, with machining oprations, the process plan provides infor- mation on tooling requirements, depth of cut, cutting speed, fixture requirements and special set-up arrange- ments. In different types of manufacturing environments, the planning system has a varied range of responsibility. In a production assembly environment, the process planning process is regarded as a decision support tool, because of the lack of well defined information on assembly operations. In a manufacturing environment, the planning process could automate the planner's task, because of the scientific definition of manufacturing tasks.
The procedure used by the process planning system can be either varient or generative. Nolen 11 distinguishes between variant and generative process planning as follows:
• variant process planning stores existing process plans and retrieves a similar plan and edits it to produce a variation for a new product;
• 9enerative process plannin9 uses processing rules rather than existing plans for developing process plans for new products.
The process planning procedure is used to generate a bill of process for each new product coming on-line for production, and also to complete any alterations to the process plan because of various production constraints.
The process planning function uses the operational requirements for each new product when new process plans are being developed, and provides a facility to alter existing process plans to take account of various production constraints (see Figure 5).
Developing new process plans is a two stage procedure:
• A111 : determine production requirements. • A112: develop plan.
The determine production requirements step involves
establishing the process requirements for each process step in the production of a new product. For example, a product may require one side to be milled and a hole inserted on another side. Therefore, the operational requirements for the product include a milling operation and a drilling operation. When determining the operational requirements, there is no reference to specific resources within a factory. One of the key constraints in choosing the operational requirements for a product is its design requirements.
This list of operational requirements is used in the develop plan step to generate a process plan for each new product. In the develop plan step, each operational requirement is taken in sequence, and a suitable range of resources which are capable of completing the operational requirement is found. The user may select whichever resource he/she thinks is suitable. Other resources may then be regarded as alternatives, which can be used to alleviate any capacity overload problems that may occur in the future. The procedure for selecting a suitable resource for each operation step can be completed using a decision support system, but is subject to production constraints and manufacturing goals. In addition to choosing a particular resource for completing each operational requirement, the user may add some details on set-up procedures, quality standards, fixture and tooling requirements.
As the specification for each operational requirement is being completed, the user should be aware off the need to ensure that all operational details increase the efficiency of the operation. For example, several different set-up procedures may be technically suitable for a particular operation, but some of them may involve cumbersome steps which may lead to a large set-up time. Therefore, as a process plan is being developed, the user should take note of any feedback from the manufacturing systems analysis task (i.e. A 13 - analyse the manufacturing system).
The procedure for changing existing process plans consists of one step:
• A 113 : alter process plans.
De=,gn ~ I h',anufactumg ec~are~ents Systems Anal'~is
I °=l l | New Products
Production Requirements 1
List of Operational New ProCess Requ'renencs ~ De~ ® l P ~
i~ufactur~ng DaM
Existing Process plans
Pro~ plans
I mr_1 A1 [ ~ ]
lr
Process Ram
Figure 5. A l l : Develop process plan
46 Computer-Integrated Manufacturing Systems

g'rc, ducl input Process Based Layout
I ~rocess :!.
k I Process 2
Pl o¢:eb~, "5
Product F'r,Tducl Product Product Based ~i~ltly ] Farrill~,' 2 Farnil,, :: Layout
, I t I ,
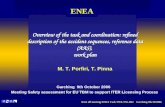
Fiyure 6. Process-based versus product-based layouts
The facility to alter existin9 process plans allows a user to recall an existing process plan and make changes to any of the operation steps in the plan. The alterations may be necessary because of various problems on the shopfloor; problems such as a particular resource becoming obsolete and being replaced with a new resource or a particular resource which is constantly overloaded, and some products may need to be diverted from it to smooth out the production load.
The process information in the new process plans may be used in the allocation of new products into product families. This allocation process is discussed in the section following under the task - AI 2 Maintain a Product Based Layout.
A12: Maintain a product-based layout The cellular layout is maintained using GT principles, to allocate a group of new products which are being introduced into production. Using GT principles, new products are integrated into the existing range of product families and any necessary reorganization is carried out on the cellular layout. Shambu 12 defines GT as a manufacturing philosophy that attempts to rationalize batch production by making use of design and/or manufacturing similarities among products. GT help to establish families of products, based on the identified
design or manufacturing similarities. With the formation of product families and cells, the factory layout is gradually changing from being process-based to being product-based, as previously illustrated in Figure 6. With the use of GT principles, the disruption to the daily production activities may be minized, during the reorganization of the product-based layout.
The layout maintenance task consists of the following procedures, which are illustrated in Figure 7:
• A 121 : select main criteria. • A 122: develop desiyn proposals. • A 123 : analyse design proposals.
The select main criteria involves choosing different production criteria, which can be used to examine each proposal in the analyse proposal step. Criteria include throughput times, quality levels, or work in progress levels. This analysis provides a method for determining the most suitable proposal. The effectiveness of any decisions regarding product families is heavily influenced by the choice of criteria. This particular step is only used if the current set of criteria needs to be altered, and it is not automatically used everytime the design procedure is invoked.
The develop design proposals step involves the generation of feasible product families and corresponding cells which cater for the production of the families. This procedure may involve allocating a range of new products among existing product families or generating a series of new product families from the range of products being manufactured. The procedure acts as a decision support system to help manufacturing personnel to decide on suitable product families and cells.
During the development of proposals for developing product families and cells, it is necessary to be able to develop a number of different proposals. According to Chang and Wysk 13 it should be possible to generate several bills of process for each product, because a bill of process is not unique. By using a selection of different bills of process, Choobineh 1'~ argued that a range of
M~nuf~cturing Goats
PosSil~e Criteria
. ~ Sel( Critl
Order - - - Requirements
J List of Chosen Cnterta I Main I
Grow T echoolo~y-~
o.t 17 . . . . o, o, _ , ,o
LISt of Pr ~lt.¢l / Fatrlilies and Celts
~nuf~cturing Data
r-7 m
US] AI
Anal~s Feedback
Redesign ~ enc~tmn~
Rean'angeme~ of Product Based L~out
Figure 7. A12: Maintain product-based layout
Vol 4 No 1 February 1991 47

different product family proposals should be developed to cater for fluctuations in demand by allowing more flexibility in the loading of cells. Each proposal contains information on product families, cells and the assignment of product families to particular cells. Each proposal is passed to the analyse desion proposals step for a detailed evaluation.
The analyse design proposals step seeks to determine the most suitable proposal from the range already developed in the develop propsals step. The analysis stage assesses each proposal from the perspective of each of the selected criteria. Thus, the greater the variety of criteria, the more detailed the evaluation of each proposal. Since the chosen proposal determines product families and cells for the entire factory, it must satisfy the overall production goals for the factory such as increased quality, or shorter throughput times, rather than simply those goals of a particular cell.
The process behind the maintenance of a product- based layout should be considered to be an iterative one. If a proposal is accepted, the new data is passed to the relevant production personnel and the products and cells are organized accordingly. The evaluation may indicate that another proposal should be developed, because the feedback from the analysis has indicated certain problems with the current set of proposals. Alternatively, the evaluation may be weak in the analysis of certain production characteristics, and the best option is to add extra criteria in order to fully assess those particular production characteristics. The analysis is a very important part of the maintenance task, because any excessive capital investment, uneven distribution of products, low utilization or excessive queueing times can be identified by the analysis and effective action taken. The success of a cellular layout also depends on certain characteristics of the production process such as set-up times, materials handling issues and work in progress buffer levels. For example, large set-up times can increase the production lead time for a product and cause increased levels of work in progress.
The final procedure involved in the production environment design task is responsible for analysing the manufacturing system, to detect such potential problems.
AI3: Analyse the manufacturing system The purpose of the manufacturing systems analysis is to provide a diagnosis of potential production problems within a production environment. These production problems can include large production lead times, large set-up times or low quality levels. This diagnosis is used to improve the efficiency of the production system by pinpointing particular areas of the production process, where there is potential room for improvement. This information is gathered by each of the monitors in the PAC systems 6, and filtered and condensed by the factory coordination monitor. In each type of production environment, different categories of information are filtered and examined. For example, in a health care products production environment, product quality data is considered particularly important, and the monitor
must track and maintain a record on the progress of each batch through the system.
The manufacturing systems analysis is based on the thinking that by continuously improving a production process, the control task is simplified. Schonberger ~5 places a strong emphasis on simple factory configurations by arguing that by simplifying the process, the products will flow more efficiently. The control task is relatively easier when operating in a well organized factory configuration, because there is less variability and more stability in such a structured production environment. In fact, the greater the effort expanded in production environment design (PED) and the degree to which the resulting cells are independent, the simpler the control task within FC becomes.
We feel that the analysis may be regarded as a filter and medium for presenting information on the performance of a manufacturing system, from which the manufacturing personnel can decide which of the problem areas merit further attention. The analysis may be further developed, using the expertise and experience of the manufacturing personnel into a decision support system. This type of support system not only presents information, but recommends possible courses of action for solving the problems. The manufacturing personnel can then choose to follow the recommended course of action, or to use other approaches based on their own experience.
The analysis procedure consists of three steps (see Figure 8):
• A 131 : collate information. • A132: analyse alternatives. • Al33: develop diagnosis.
In the collate information step, data is received from the factory coordination monitor. This data from the factory coordination monitor is filtered to give a detailed picture of only the problem, areas throughout the manufacturing system. The data is categorized according to different production characteristics, which affect the efficiency of
t A99reg~lted Production ~00 n~s acturing Infornl~ion
co,. In,=ot,oo I
Manufacturing D~a Selected
Manufacturing $~tem!
Dev
Iv~nulactur/ng Personnel IntuRion & Exper~nce - -
Figure 8. A 13." Analyse the manufacturin9 system
Redes~n Recommendat~n$
48 Computer-Integrated Manufacturing Systems

the production process, including:
• production lead times. • set-up times. • process times. • materials handling times. • queue times. • quality levels. • work in progress levels.
The above categories of data can vary according to the classification of a manufacturing environment and its different characteristics, such as product range, type of production processes being used and operating procedures. One of the main principles behind the analysis is to show the interrelationships between the different categories of data, rather than the categories themselves. For example, a large production lead time may occur because of a long set-up procedure at a section of the process, or because of a long queuing time due to a resource breakdown. As de Bono ~6 argued, 'the rigidity of classification leads to the rigidity in the way things are looked at', and this may prevent suitable solutions for production problems being developed.
The data collated in the collate &formation step, is used in the analyse alternatives step to help production personnel identify possible causes and solutions for these production problems. Various production constraints and manufacturing goals place a priority on solving some problems before others. For example, if a company's manufacturing goal is to produce a high quality product and the analysis indicates a large scrap and rework rate at a particular section of the process, then this problem will receive high priority.
In the reh O' analysis step, the proposed solutions for each problem are passed onto the relevant production personnel either by using a manual or distributed software system,
Conclusion
Within the role culture of a manufacturing organization, the funational allocation of tasks into different departments does not support the sharing of data. In particular, the data flows associated with product and manufacturing systems design are viewed as separate to the data flows associated with production control. We argue that a special relationship exists between the two, and should be encouraged in an approach to shopfloor control. With an efficiently organized environment, the complexity of the control task can be simplified.
Factory coordination is part of an approach to shopfloor control in a cellular environment, which establishes this relationship between the design of a production environment and the control of production. By recognizing such a relationship, factory coordination seeks to reduce the complexity of the control task and increase the flexibility of the manufacturing system. Thus, there are two elements to the architecture; namely,
production environment design, and control the flow of products between cells.
The production environment design task is concerned with the reorganization of a manufacturing environment to support product-based manufacturing, and to ensure the continuous improvement of the manufacturing environment. This new approach involves three main tasks; process planning, cellular layout maintenance, and mant~[hcturing systems analysis. The relationship between the control of production and the production environment design tasks is important, because in an efficiently organized environment, the control task is less complex.
This approach to PED may be summarized as follows. After the initial establishment of a cellular layout, new products are integrated within the existing families, a standardized process planning procedure is used to develop a selection of process plans for each new product, and the performance of the manufacturing system is continuously analysed, so as to ensure that the benefits of product-based manufacturing are maintained. The integration of new products continues until there is a complete change in the product range or the families grow so large that the benefits diminish. If either of these situations occur, a new cellular arrangement and a new set of product families may have to be established. With the modular architecture, information can be communi- cated to all the different functions of the production environment design task, and based on this information, each function can act effectively to deal with the particular problem in hand.
References
1 Handy, C Understanding Organ&ations Penguin, UK (1989)
2 Lubben, R T Just in Time Mantff'acturing: An Aggressive Manufacturing Strateqy McGraw-Hill, USA (1988)
3 Gunn, T Manufacturing Jbr Competitive Advantage Ballinger Publishing, MA, USA (1987)
4 Browne, J, Harhen, J and Shivnan, J Production Management Systems A CIM Perspective Addison- Wesley, UK (1988)
5 Vollman, T, Berry, W and Whybark, D Manufacturing Planning and Control Systems Dow Jones-lrwin, USA (1988)
6 Duggan, J A Design Tool for Production Activity Control Systems PhD thesis, Department of Industrial Engineering, University College, Galway, Ireland (1990)
7 Greene, T and Sadowski, R 'A review of cellular manufcturing assumptions, advantages and design techniques' J. ~fOper. Manage. Vol 4 No 2 (February 1984)
8 Bowden, R, Duggan, J and Browne, J 'The design and implementation of factory coordination systems' Proc. l l th Int. Con.['. Production Res. Nottingham, UK (August 1989)
9 Ross, D T 'Applications and extensions of SADT'
Vol 4 No I February 1991 49

Computer (April 1985( pp 25-34 10 Burbidge, J The Introduction to Group Technology
Heinemann, UK (1975) 11 Nolen, J Computer-Automated Process Planning for
Worm Class Manufacturing Marcel Dekker Inc., NY, USA (1989)
12 Shambu, G 'A rule based system for scheduling in a hybrid group technology environment' Proc. 3rd Int. Conf. Expert Systems & the Leading Edge in Prod. & Op. Mgt. South Carolina, USA (May 1989)
13 Chang, T C and Wysk, R An Introduction to Automated Process Planning Prentice-Hall, NY, USA (1985)
14 Choobineh, F 'Optimum loading for GT/MRP manufacturing systems' Comput. & Ind. Eng. Vol 8 (1984) pp 197-206
15 Schonberger, R Japanese Manufacturing Techniques." Nine Hidden Lessons Free Press, NY, USA (1982)
16 deBono, E The Use of Lateral Thinking Jonathan Cape, UK (1967)
50 Computer-Integrated Manufacturing Systems