Apprenticeship In-school Curriculum Standards Metal ... · Metal Fabricator (Fitter) Level 2 ......
42
Apprenceship Curriculum Standard Metal Fabricator (Fier) Level 2 Trade Code: 437A Date: 2011
Transcript of Apprenticeship In-school Curriculum Standards Metal ... · Metal Fabricator (Fitter) Level 2 ......
ApprenticeshipCurriculum Standard
Metal Fabricator (Fitter)
Level 2
Trade Code: 437A
Date: 2011
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text
cmccarten
Typewritten Text

Please Note: Apprenticeship Training and Curriculum Standards were developed by the Ministry of Training, Colleges and Universities (MTCU). As of April 8th, 2013, the Ontario College of Trades (College) has become responsible for the development and maintenance of these standards. The College is carrying over existing standards without any changes. However, because the Apprenticeship Training and Curriculum Standards documents were developed under either the Trades Qualification and Apprenticeship Act (TQAA) or the Apprenticeship and Certification Act, 1998 (ACA), the definitions contained in these documents may no longer be accurate and may not be reflective of the Ontario College of Trades and Apprenticeship Act, 2009 (OCTAA) as the new trades legislation in the province. The College will update these definitions in the future. Meanwhile, please refer to the College’s website (http://www.collegeoftrades.ca) for the most accurate and up-to-date information about the College. For information on OCTAA and its regulations, please visit: http://www.collegeoftrades.ca/about/legislation-and-regulations
Ontario College of Trades ©

PREFACE The Metal Fabricator curriculum has been developed in keeping with the Format Guidelines prescribed by the Ministry of Training Colleges and Universities (MTCU) from the trade workplace training standards. This curriculum reflects the content necessary for an appropriate progression through Level II. For easy reference, a time allocation has been included for each respective reportable subject and units, along with a breakdown of theory and application in the delivery of the performance objectives. The continual introduction of innovative technical advances is resulting in increasing demand for tradespersons who are not only skilled in the practical aspects, but who also have a sound theoretical knowledge of the trade. The curriculum has been designed to give the instructor every opportunity for flexibility and innovation without significant departures from content. Since the scope of the prescribed curriculum is quite extensive, the apprentices will be expected to reinforce the acquired knowledge through regular independent out-of-classroom assignments. The curriculum includes specific references to the apprenticeship training standards. While terminal performance objectives in the training standards have been linked to the respective in-school learning outcomes and learning content objectives, employers should not assume complete coverage in all aspects of the objectives. The in-school delivery focuses primarily on the knowledge required and fundamental skills that support the respective performance objectives outlined in the training standards. Employers are expected to complete the delivery of these objectives by applying the prescribed in-school knowledge to the practical learning experiences in the work setting. The reportable subject titles and learning outcomes described in Level II may be duplicated in Level III, but they increase in complexity or describe a more advanced technique as they move from Level II through Level III. Therefore, the repetition does not indicate a need to re-teach the previous level, but to build upon previous learning. Regular evaluations of an apprentice’s learning achievements must be performed in both theory and practical applications throughout the program.
Preface
Ontario College of Trades ©
cmccarten
Typewritten Text
Preface
Participation by Stakeholders The College’s of Applied Arts and Technology, Conestoga College Institute of Technology and Advance Learning (lead), Canadore, Cambrian, and Niagara working in collaboration with the Ministry of Training, Colleges and Universities and Industry Stakeholders, participated in the development of this document. The development was based on the Metal Fabricator trade training standards that were developed by the industry advisory group. The development was completed using the process and format approved by MTCU. Training Delivery Agents Conestoga College Institute of Technology and Advance Learning (lead) Canadore College of Applied Arts and Technology Cambrian College of Applied Arts and Technology Niagara College of Applied Arts and Technology Industry Babcock and Wilcox Ironworkers Trade Improvement Plan K-W Ornamental Iron Works Manufacturer’s Holdings
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
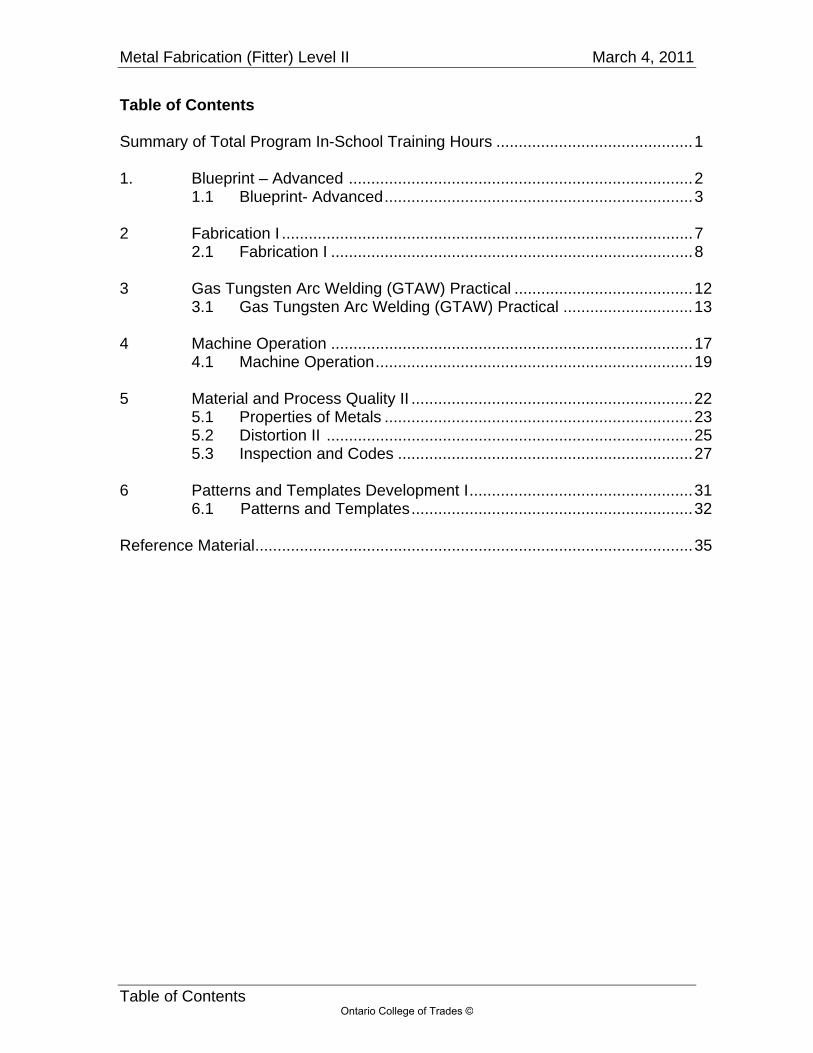
Table of Contents Summary of Total Program In-School Training Hours ............................................1 1. Blueprint – Advanced .............................................................................2
1.1 Blueprint- Advanced.....................................................................3 2 Fabrication I ............................................................................................7
2.1 Fabrication I .................................................................................8 3 Gas Tungsten Arc Welding (GTAW) Practical ........................................12
3.1 Gas Tungsten Arc Welding (GTAW) Practical .............................13 4 Machine Operation .................................................................................17
4.1 Machine Operation.......................................................................19
5 Material and Process Quality II ...............................................................22 5.1 Properties of Metals .....................................................................23 5.2 Distortion II ..................................................................................25 5.3 Inspection and Codes ..................................................................27
6 Patterns and Templates Development I..................................................31
6.1 Patterns and Templates...............................................................32 Reference Material..................................................................................................35
Table of Contents Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
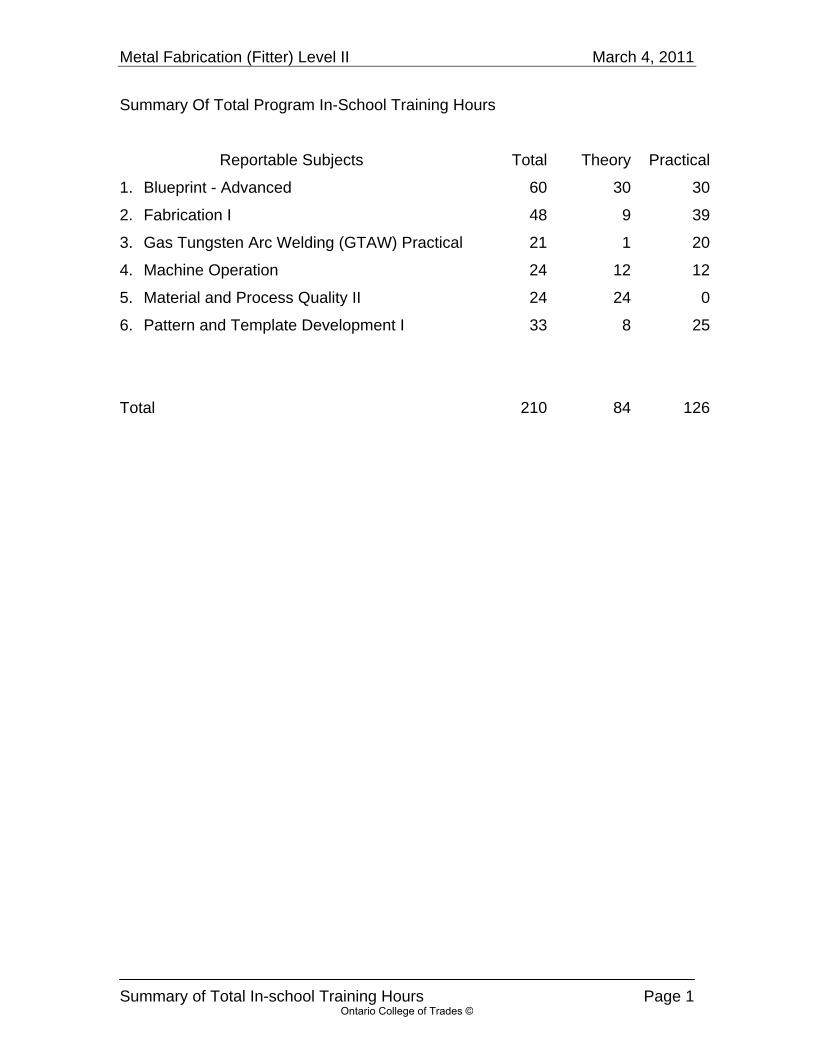
Summary Of Total Program In-School Training Hours
Reportable Subjects Total Theory Practical
1. Blueprint - Advanced 60 30 30
2. Fabrication I 48 9 39
3. Gas Tungsten Arc Welding (GTAW) Practical 21 1 20
4. Machine Operation 24 12 12
5. Material and Process Quality II 24 24 0
6. Pattern and Template Development I 33 8 25
Total 210 84 126
Summary of Total In-school Training Hours Page 1
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
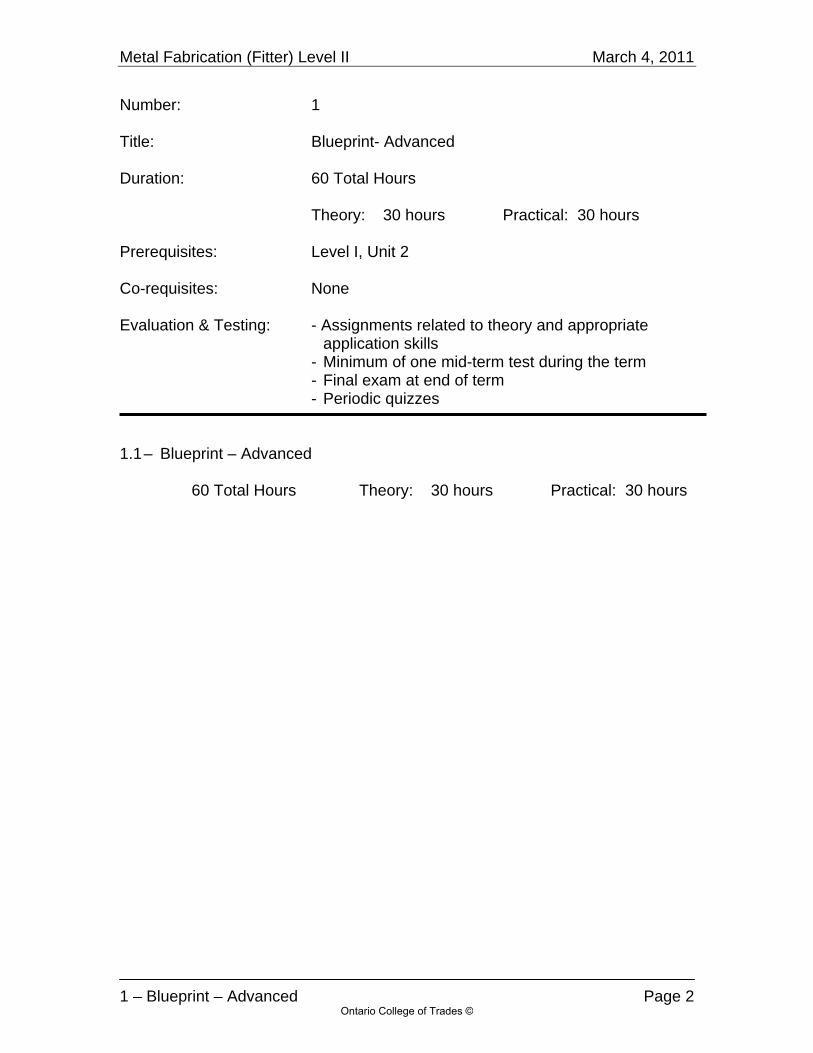
Number: 1 Title: Blueprint- Advanced Duration: 60 Total Hours Theory: 30 hours Practical: 30 hours Prerequisites: Level I, Unit 2 Co-requisites: None Evaluation & Testing: - Assignments related to theory and appropriate
application skills - Minimum of one mid-term test during the term - Final exam at end of term - Periodic quizzes
1.1 – Blueprint – Advanced 60 Total Hours Theory: 30 hours Practical: 30 hours
1 – Blueprint – Advanced Page 2
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
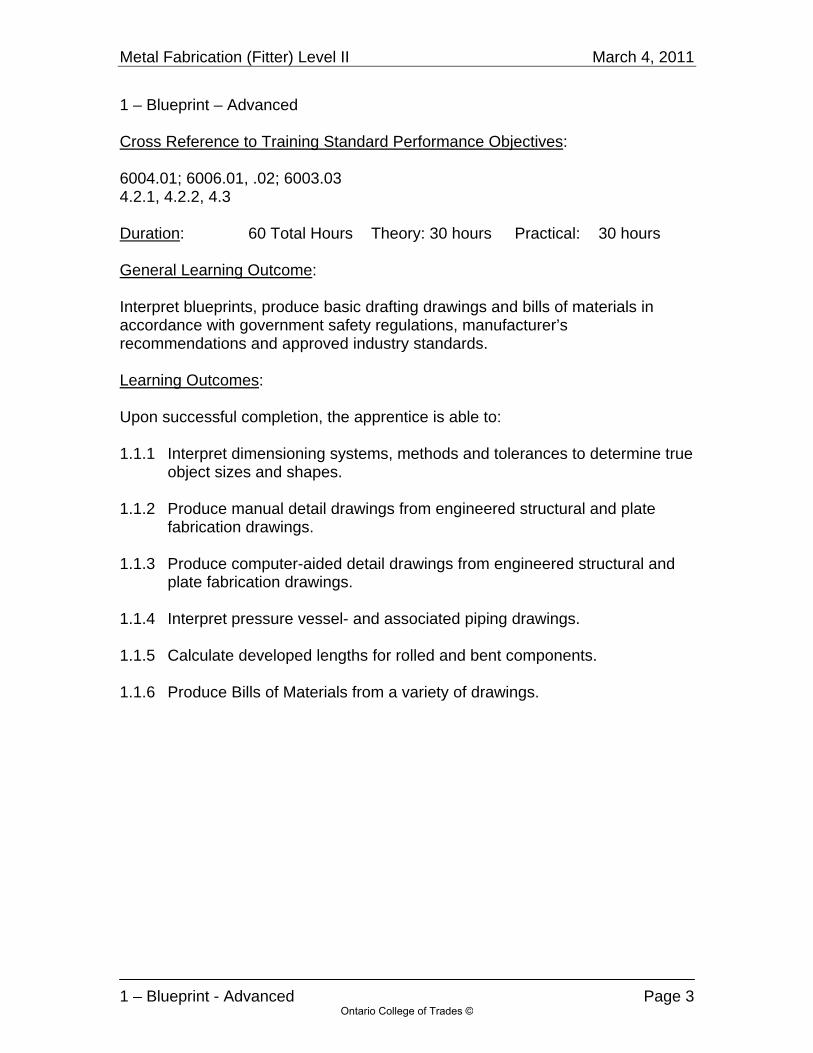
1 – Blueprint – Advanced Cross Reference to Training Standard Performance Objectives: 6004.01; 6006.01, .02; 6003.03 4.2.1, 4.2.2, 4.3 Duration: 60 Total Hours Theory: 30 hours Practical: 30 hours General Learning Outcome: Interpret blueprints, produce basic drafting drawings and bills of materials in accordance with government safety regulations, manufacturer’s recommendations and approved industry standards. Learning Outcomes: Upon successful completion, the apprentice is able to: 1.1.1 Interpret dimensioning systems, methods and tolerances to determine true
object sizes and shapes. 1.1.2 Produce manual detail drawings from engineered structural and plate
fabrication drawings. 1.1.3 Produce computer-aided detail drawings from engineered structural and
plate fabrication drawings. 1.1.4 Interpret pressure vessel- and associated piping drawings. 1.1.5 Calculate developed lengths for rolled and bent components. 1.1.6 Produce Bills of Materials from a variety of drawings.
1 – Blueprint - Advanced Page 3
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
Learning Content: 1.1.1 Interpret dimensioning systems, methods and tolerances to determine true
object sizes and shapes. [9/0] notes and specifications
- title block - specification attachments
dimensioning - tolerances - unilateral - bilateral - limit dimensioning
holes - counter bore - countersink
threads - internal and external - classifications - metric and imperial - threads per inch - diameter and pitch
welding symbols - locating of welds - plug and slot - surfacing - spot and projection welds - stud welds
welding procedures and specifications, notes testing methods
1.1.2 Produce manual detail drawings from engineered structural and plate
fabrication drawings. [3/9] - applicable codes - elevation data - structural shapes - structural connections - erection clearances - erection aids - center line position - hole patterns - gauge - machining allowance
1 – Blueprint - Advanced Page 4
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
- welding symbols - section views - sub-assemblies
1.1.3 Produce computer-aided detail drawings from engineered structural and
plate fabrication drawings. [6/12]
- applicable codes - elevation data - structural shapes - structural connections - erection clearances - erection aids - center line position - hole patterns - gauge - machining allowance - welding symbols - section views - sub-assemblies
1.1.4 Interpret pressure vessel- and associated piping drawings.
[9/0] - applicable codes - top center line - quarter line - seam orientation - radial locations - non-radial locations - circumferential centre line - dished and radiused heads - miscellaneous attachments - non-pressure parts - pipe drawings types - pipe and their schedules - pipe fittings - types of valves - symbols to identify piping systems components
1 – Blueprint - Advanced Page 5
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
1 – Blueprint - Advanced Page 6
1.1.5 Calculate developed lengths for rolled and bent components
[2/2] - type of metal - neutral axis shift - mean diameter - bend allowance - hot/cold bending and rolling - lead and trail allowances
1.1.6 Produce Bills of Materials from a variety of drawings
[1/7]
- structural - vessels - piping - plate
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
Number: 2 Title: Fabrication I Duration: 48 Total Hours Theory: 9 hours Practical: 39 hours Prerequisites: Co-requisites: Evaluation & Testing: - Assignments related to theory and appropriate
application skills - Minimum of one mid-term test during the term - Final exam at end of term - Periodic quizzes
2.1 – Fabrication I 54 Total Hours Theory: 9 hours Practical: 45 hours
2 - Fabrication I Page 7
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
2.1 Fabrication I Cross Reference to Training Standard Performance Objectives: 9.1, 9.3, 10.4, 10.5, 6.1, 6.2, 6.3 Duration: 54 Total Hours Theory: 9 hours Practical: 45 hours General Learning Outcome: Plan and perform practical fitting projects in accordance with government safety regulations, manufacturer’s recommendations and approved industry standards. Learning Outcomes: Upon successful completion, the apprentice is able to: 2.1.1 Plan and set up workspace. 2.1.2 Select materials from specifications. 2.1.3 Demonstrate structural fitting techniques. 2.1.4 Perform assigned practical fitting projects.
2 - Fabrication I Page 8
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
Learning Content: 2.1.1 Plan and set up workspace. [1/2]
- sufficient space available - safe working area - adequate lighting - appropriate ventilation and air flow - equipment allocation and set-up - material handling availability - environmental hazards - overhead hazards - work process flow
2.1.2 Select materials from specifications. [3/0]
material - heat numbers - receiving documentation - structural shape identification
fasteners - bolts and nuts - types of washers - rivet types
2.1.3 Demonstrate structural fitting techniques. [2/13]
- actual dimensions - symbols - access holes - code references - stiffener details - end plates - hole punch guides - elevation data - erection clearance
2 - Fabrication I Page 9
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
2.1.4 Perform assigned practical fitting projects. [3/30]
plan and prepare worksite structural steel projects
- channel or angle or beam cope and fit
- 45° cope - layout - cut - fit parts - tack parts
90° cope - layout - cut - fit parts - tack parts
pipe projects - use wrap from layout and pattern development - form lateral branch - tee connection - layout - cut - fit parts - tack parts
box construction project - layout parts - bend - fit box - tack parts
elbows - layout - cut - fit parts - tack parts
2 - Fabrication I Page 10
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
2 - Fabrication I Page 11
Evaluation: The following evaluation structure is only a suggested format. Specific evaluation of theory and practical components of training varies due to the resource material and training aides utilized. Theory Testing 20% Practical Application Exercises 60% Research Project 10% Notebook and Organizational Skills 10%
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
Number: 3 Title: Gas Tungsten Arc Welding (GTAW) Practical Duration: 21 Total Hours Theory: 1 hour Practical: 20 hours Prerequisites: Level I Unit 3.5 Co-requisites: None Evaluation & Testing: - Assignments related to theory and appropriate
application skills - Minimum of one mid-term test during the term - Final exam at end of term - Periodic quizzes
3.1– Gas Tungsten Arc Welding (GTAW) Practical 21 Total Hours Theory: 1 hours Practical: 20 hours
3 – Gas Tungsten Arc Welding (GTAW) Practical Page 12
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
3.1 –Gas Tungsten Arc Welding (GTAW) Practical Cross Reference to Training Standard Performance Objectives: 11.3, 11.3.1, 11.3.2, 11.3.3, 11.3.4, 11.3.5, 11.3.6, 11.3.7 Duration: 21 Total Hours Theory: 1 hours Practical: 20 hours General Learning Outcome: Perform welding procedures using Gas Tungsten Arc Welding (GTAW) process in accordance with government safety regulations, manufacturer’s recommendations and approved industry standards. Learning Outcomes: Upon successful completion, the apprentice is able to: 3.1.1 Describe equipment set-up and the process of Gas Tungsten Arc Welding
(GTAW). 3.1.2 Set up equipment for a variety of Gas Tungsten Arc Welding (GTAW)
applications. 3.1.3 Perform welds using the Gas Tungsten Arc Welding (GTAW) process.
3 – Gas Tungsten Arc Welding (GTAW) Practical Page 13
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
Learning Content: 3.1.1 Describe equipment set-up and the process of Gas Tungsten Arc Welding
(GTAW). [1/0] - power source - equipment - electrodes - consumables - shielding gas - safety - personal protection - material - technique - type of welds
3.1.2 Set up equipment for a variety of Gas Tungsten Arc Welding (GTAW)
applications. [0/1] material preparation and fit-up
- pre-weld cleaning methods - position of welding
equipment set-up - current type and polarity - amperage - arc initiation method - torch setup - collect and body - nozzle type and size - tungsten electrode type and size
shielding gas - type - flow rate (imperial and metric) - purging
filler material - type (alloy) - size
3 – Gas Tungsten Arc Welding (GTAW) Practical Page 14
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
3.1.3 Perform welds using the Gas Tungsten Arc Welding (GTAW) process. [0/19] materials
- mild steel - stainless steel - aluminum and their alloys
fillet welds - tee joints in 1F, 2F, and 3F positions - lap joint in 1F, 2F, and 3F positions - open corner joint in 1F, 2F, and 3F positions
groove welds - square butt in 1G, 2G and 3G positions with/without backing - single vee in 1G, 2G, and 3G positions with/without backing
post weld operations to specifications prepare completed welds to specifications visual inspection of finished welds
3 – Gas Tungsten Arc Welding (GTAW) Practical Page 15
Ontario College of Trades ©
Metal Fabrication (Fitter) Level II March 4, 2011
3 – Gas Tungsten Arc Welding (GTAW) Practical Page 16
Evaluation: The following evaluation structure is only a suggested format. Specific evaluation of theory and practical components of training varies due to the resource material and training aides utilized. Theory Testing 10% Practical Application Exercises 90% Research Project 0% Notebook and Organizational Skills 0%
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
Number: 4 Title: Machine Operation Duration: 24 Total hours Theory: 12 hours Practical: 12 hours Prerequisites: Co-requisites: Evaluation & Testing: - Assignments related to theory and appropriate
application skills - Minimum of one mid-term test during the term - Final exam at end of term - Periodic quizzes
4.1– Machine Operation. 12 Total Hours Theory: 12 hours Practical: 0 hours
4 – Machine Operation Page 17
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
4 - Machine Operation Page 19
4.1 Machine Operation Cross Reference to Training Standard Performance Objectives: 9.3 Duration: 24 Total Hours Theory: 12 hours Practical: 12 hours General Learning Outcome: Use fabrication equipment for forming plate and structural shapes in accordance with government safety regulations, manufacturer’s recommendations and approved industry standards. Learning Outcomes: Upon successful completion, the apprentice is able to: 4.1.1 Describe operation and maintenance of common fabrication equipment. 4.1.2 Select and demonstrate functions of common fabrication machinery and
their safety systems.
Ontario College of Trades ©

Metal Fabricator (Fitter) Level II March 4, 2011
4 - Machine Operation Page 20
Learning Content: 4.1.1 Describe operation and maintenance of common fabrication equipment. [12/0]
plate shears iron worker drills
- sensitive drill press - radial arm drill - mechanically clamped air drill - magnetic base drill
portable punches band saws benders
- break press - roll bending machines
maintenance - power supply - lubrication - clutch operation - levelling - actuation systems - cutting tool sharpening
4.1.2 Select and demonstrate functions of common fabrication machinery and their safety systems.
[0/12]
plate shears - capacity - rake angle - blade clearance - back gauge - safety devices - safe retrieval of drops and marking piece/part number
roll bending machines - capacity - rolling radii limits - safety devices
brake press - capacity - die sets/tooling - bending limits
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
4 - Machine Operation Page 21
drill presses - safety devices - feeds and speeds
band saws - capacity - cutting speeds and feeds - blade selection
safe retrieval of drops and marking piece/part number iron workers
- capacities - punching - notching - cutting - back gauges - safe retrieval of drops and marking piece/part number
safety systems - guards - safety curtains - palm buttons - emergency stops
applicable codes and manufacturers recommendations
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
Number: 5 Title: Material and Process Quality II Duration: 24 Total Hours Theory: 24 hours Practical: 0 hours Prerequisites: Level I, Unit 4.1 Co-requisites: None Evaluation & Testing: - Assignments related to theory and appropriate
application skills - Minimum of one mid-term test during the term - Final exam at end of term - Periodic quizzes
5.1 – Metallurgy 12 Total Hours Theory: 12 hours Practical: 0 hours 5.2 – Distortion II 6 Total Hours Theory: 6 hours Practical: 0 hours 5.3 – Inspection and Codes 6 Total Hours Theory: 6 hours Practical: 0 hours
5 – Materials and Process Quality II Page 22
Ontario College of Trades ©

Metal Fabricator (Fitter) Level II March 4, 2011
5.1 – Metallurgy Cross Reference to Training Standard Performance Objectives: 6003.03; 6015.02; 6016.02; 6005.05 Duration: 12 Total Hours Theory: 12 hours Practical: 0 hours General Learning Outcome: Discuss properties of metal and the effects of forming and welding in accordance with the characteristics of metals. Describe the characteristics of metals and their alloys, classifications and effects of welding heat in accordance with metallurgy principles in accordance with government safety regulations, manufacturer’s recommendations and approved industry standards. Learning Outcomes: Upon successful completion, the apprentice is able to: 5.1.1 Define metals and their properties. 5.1.2 Describe the processes used to produce metals and alloys. 5.1.3 Identify steel types and classification systems. 5.1.4 Explain the purpose and effects of heat-treatments on steel. 5.1.5 Describe properties of metals and their effect on material selection,
fabrication and welding considerations. 5.1.6 Discuss the significance of mechanical and physical properties of common
metals. 5.1.7 Identify factors influencing the formability and weldability of metals.
5.1 – Properties of Metals Page 23
Ontario College of Trades ©

Metal Fabricator (Fitter) Level II March 4, 2011
Learning Content: 5.1.1 Define metals and their properties.
[1/0] - metals properties of metals affecting weldability
- alloys - mechanical properties - tensile strength - impact strength - hardness - ductility - chemical properties - corrosion resistance
5.1.2 Describe the processes used to produce metals and alloys.
[2/0] blast furnace
- pig-iron - cast iron
steel - continuous casting
steel refining furnaces - basic oxygen furnace - electric arc furnace - stainless steel
material forming methods - wrought - cast metals
structural shapes - HSS - plate - hot rolled - cold rolled
5.1.3 Identify steel types and classification systems.
[2/0] characteristics of
- low carbon steel - medium carbon steel - high carbon steel - stainless steel
classification numbering systems of plain carbon steels
5.1 – Properties of Metals Page 24
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
5.1 – Properties of Metals Page 25
- AISI - ASTM - CSA
steel and metal identification methods - appearance - hardness test - magnetic test - chisel test - fracture test - flame test - spark test - weight test
5.1.4 Explain the purpose and effects of heat-treatments on steel.
[1/0] - annealing - normalizing - quenching - hardening - tempering - stress relieving
5.1.5 Describe properties of metals and their effect on material selection,
fabrication and welding considerations. [2/0]
physical properties - mass - melting point - thermal conductivity - coefficient of expansion - electrical conductivity
mechanical properties - tensile strength - yield strength - ductility - impact strength
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
5.1.6 Discuss the significance of mechanical and physical properties of common
metals. [2/0] crystalline structures carbon steel microstructures
- ferrite - pearlite - martensite - austenite
stainless steels - austenitic - martensitic - ferritic - duplex - precipitation hardening
aluminum - designation system
5.1.7 Identify factors influencing the formability and weldability of metals. [2/0] carbon and low alloy steels
- factors influencing weld cracking susceptibility - carbon equivalent formulae - considerations for steel with limited weldability - filler metal selection - preheat - post heating - temperature indicating crayons - electro/mechanical temperature indicators - post weld heat treatment
stainless steels - precipitation hardening - restraint - corrosion
aluminium and aluminium alloys cast iron and non-ferrous metals
- factors influencing weldability - high strength, low alloy steels (HSLA)
5.1 – Properties of Metals Page 26
Ontario College of Trades ©

Metal Fabricator (Fitter) Level II March 4, 2011
5.2 – Distortion II Cross Reference to Training Standard Performance Objectives: Duration: 6 Total Hours Theory: 6 hours Practical: 0 hours General Learning Outcome: Perform correction procedures for weld distortion in accordance with government safety regulations, manufacturer’s recommendations and approved industry standards. Learning Outcomes: Upon successful completion, the apprentice is able to: 5.2.1 Define the fundamentals of distortion control. 5.2.2 Perform correction of weld distortion.
5.2 – Distortion II Page 27
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
Learning Content: 5.2.1 Define the fundamentals of distortion control.
[2/0] - selection of preventative method - distortion allowances - preheating - pre-setting joints - jigs and fixtures - effects of joint configuration - effects of travel speed - effects of weld size - effects of bead size - effects of over welding - multiple pass v. single pass
5.2.2 Perform correction of weld distortion.
[0/4] selection of corrective method(s)
- heat wedges - heat spots - back welding - mechanical straightening
5.2 – Distortion II Page 28
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
5.3 – Inspection and Codes Cross Reference to Training Standard Performance Objectives: 11.0 Duration: 6 Total Hours Theory: 6 hours Practical: 0 hours General Learning Outcome: Explain the function and application of destructive and non-destructive testing methods for welds in accordance with government safety regulations, manufacturer’s recommendations and approved industry standards. Describe inspection methods and qualifications to codes and standards in accordance with government safety regulations, manufacturer’s recommendations and approved industry standards. Learning Outcomes: Upon successful completion, the apprentice is able to: 5.3.1 Explain the function and application of mechanical test methods. 5.3.2 Explain the function and application of non-destructive examination
methods. 5.3.3 Describe inspection and testing methods. 5.3.4 Explain the requirements for welding performance qualification testing. 5.3.5 Explain the requirements for welding procedure qualification testing. 5.3.6 Identify final welding requirements.
5.3.7 Describe the requirements of welding codes and standards.
5.3 – Inspection and Codes Page 29
Ontario College of Trades ©

Metal Fabricator (Fitter) Level II March 4, 2011
Learning Content: 5.3.1 Explain the function and application of mechanical test methods. [1/0]
tensile testing - reduced section transverse test - longitudinal tensile test - all weld metal tensile test - ultimate tensile strength - yield strength - elongation - reduction of area
impact testing - Charpy - izod
bend testing - face - root - side
5.3.2 Explain the function and application of non-destructive examination
methods. [1/0] - visual inspection method - gauges - pre-weld preparation - completed weld specifications penetrant testing
- fluorescent - visible dye - leak-through techniques
magnetic particle testing - prod method - yoke method
radiography - x-ray method - gamma ray method - interpretation of weld radiographs
ultrasonic testing - instrument calibration - straight and angle beam methods - scanning techniques and defect location
5.3 – Inspection and Codes Page 30
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
5.3.3 Describe inspection and testing methods.
[0.5/0] - non-destructive testing - destructive testing - hydrostatic testing - leak testing - vacuum testing
5.3.4 Explain the requirements for welding performance qualification testing.
[1/0] - assessment of welding personnel - format of tests - welding of test plates - witnessed by inspector - visual inspection of test plates - bend testing - issuing of certification document - range of process variables qualified - need for re-qualification - duration of certification - reasons for loss of certification
5.3.5 Explain the requirements for welding procedure qualification testing. [1/0] Procedure Qualification Record (PQR) Welding Procedure Specification (WPS) assessment of welding procedure
- essential variables - mechanical properties - qualification test - welding of plate vs. pipe - required tests - development of associated welding procedures
5.3.6 Identify final welding requirements.
5.3 – Inspection and Codes Page 31
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
5.3 – Inspection and Codes Page 32
[0.5/0] need for access to welding procedures by production personnel purpose of welding procedure documents content of welding procedure documents material preparation and fit-up
- consumables selection - recommended pass sequence - electrical parameters - technique parameters
5.3.7 Describe the requirements of welding codes and standards.
[1/0] pressure welding applications to the ASME Boiler and Pressure Vessel
Code base and filler metal requirements to ASME Sect II product design and manufacture requirements to ASME Sect III or VIII welding procedure and performance qualification requirements to ASME
Section IX structural welding applications to the CSA Structural Welding Standards filler metal requirements to CSA W48 company and personnel requirements to CSA W47.1-03 product design and manufacture requirements to CSA W59-03 material test reports other codes and standards
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
Evaluation: The following evaluation structure is only a suggested format. Specific evaluation of theory and practical components of training varies due to the resource material and training aides utilized. Theory Testing 80% Practical Application Exercises 0% Research Project 10% Notebook and Organizational Skills 10%
5 .3 Inspection and Codes Page 33
Ontario College of Trades ©

Metal Fabricator (Fitter) Level II March 4, 2011
6 – Pattern and Template Development I Page 31
Number: 6 Title: Pattern and Template Development I Duration: 33 Total hours Theory: 8 hours Practical: 25 hours Prerequisites: Co-requisites: Evaluation & Testing: - Assignments related to theory and appropriate
application skills - Minimum of one mid-term test during the term - Final exam at end of term - Periodic quizzes
6.1 – Pattern and Template Development I 33 Total Hours Theory: 8 hours Practical: 25 hours
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
6.1 Pattern and Template Development I Cross Reference to Training Standard Performance Objectives: 1.1, 7.2.1, 7.2.2, 8.1, 8.2 Duration: 33 Total Hours Theory: 8 hours Practical: 25 hours General Learning Outcome: Develop the ability to layout template and patterns, through the interpretation of drawings, using common layout and measuring tools, applying shop formula and performing calculations to ensure the accuracy and functionality to meet the tolerances specified in the blueprints and specifications of the manufactured item. Learning Outcomes: Upon successful completion, the apprentice is able to: 6.1.1 Identify the purpose and fundamentals of layout development. 6.1.2 Describe the methods of pattern development. 6.1.3 Develop patterns for rectangular tapered shapes employing radial line development method. 6.1.4 Develop patterns for conical shapes employing radial line development 6.1.5 Develop patterns for cylindrical shapes employing parallel line development 6.1.6 Select materials for templates. 6.1.7 Develop templates for checking flat and curved surfaces. 6.1.8 Use mathematical problem solving to support the development of
patterns.
6 – Pattern and Template Development I Page 32
Ontario College of Trades ©

Metal Fabricator (Fitter) Level II March 4, 2011
Learning Content: 6.1.1 Identify the purpose and fundamentals of layout development
[1/0] - classes of geometric forms - manual layout development - computer based pattern development
6.1.2 Describe the methods of pattern development [2/0] - radial line - parallel line - triangulation - mathematical - computer aided
6.1.3 Develop patterns for rectangular tapered shapes employing radial line development method.
[0/6]
- layout method for flat surfaces - bend allowance - flat, angled (sloping) surfaces - hoppers, chutes, pyramidal shapes - truncated pyramidal shape - verify accuracy
6.1.4 Develop patterns for conical shapes employing radial line development [0/9]
- concentric cones - scalene cones (offset cones) - truncated cones - verify accuracy
6.1.5 Develop patterns for cylindrical shapes employing parallel line
development [0/10] - straight, round, rolled shells and tanks
6 – Pattern and Template Development I Page 33
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
6 – Pattern and Template Development I Page 34
- circular ducting - circular elbows - circular branches - piping intersections - verify accuracy
6.1.6 Select materials for templates
[1/0] - paper - cardboard - wood - metal
6.1.7 Develop templates for checking flat and curved surfaces [1/0] - radius - diameter - angles - parallel bar - squaring methods - verify accuracy
6.1.8 Use mathematical problem solving to support the development of patterns. [3/0]
- slopes - dimensions - locations - verify accuracy
Ontario College of Trades ©
Metal Fabricator (Fitter) Level II March 4, 2011
Reference Material: Modern Welding Technology, 4th Ed. Howard B. Cary, ISBN 0-13-241803-7 GCIL Learning Modules 1 to 23, Gooderham Centre for Industrial Learning Blueprint Reading for Welders, A. E. Bennett Welding Handbook, latest Edition, American Welding Society ILM Alberta Learning Modules
Reference Materials Page 35
Ontario College of Trades ©