Applied Thermal Engineeringpsdc.yu.ac.kr/images/Publications/International Journal... ·...
9
Contents lists available at ScienceDirect Applied Thermal Engineering journal homepage: www.elsevier.com/locate/apthermeng Research Paper Innovative propane-nitrogen two-phase expander refrigeration cycle for energy-efficient and low-global warming potential LNG production Muhammad Abdul Qyyum a , Kinza Qadeer a , Sanggyu Lee b , Moonyong Lee a, ⁎ a School of Chemical Engineering, Yeungnam University, Gyeongsan 712-749, Republic of Korea b Gas Plant R&D Center, Korea Gas Corporation, Incheon 406-130, Republic of Korea HIGHLIGHTS • A propane-nitrogen two-phase ex- pander cycle is proposed for natural gas liquefaction. • The proposed process improves the energy efficiency significantly. • The proposed process remains the low global warming potential. • Particle swarm algorithm is used for optimization with exergy analysis. GRAPHICAL ABSTRACT ARTICLE INFO Keywords: Two-phase expander Propane-nitrogen LNG Natural gas liquefaction Energy efficiency ABSTRACT Nitrogen (N 2 ) expander liquefaction process has the highest ecological and safety advantages over different types of available commercial natural gas liquefaction processes. However, its relatively low energy efficiency is a major issue. In this context, the optimum flow rate of propane as a high-boiling component with low-global warming potential was mixed with conventional refrigerant N 2 , resulting in a two-phase single mixed refrigerant appearing at the suction point of the conventional turbo expander. The potential application of a two-phase cryogenic expander was investigated to generate a cooling effect through the expansion of the high-pressure two- phase propane-nitrogen refrigerant. The proposed study was modeled using Aspen Hysys® and optimized by adopting a MATLAB coded particle swarm optimization approach that was linked to Aspen Hysys® using the ActiveX (also known as COM) functionality. The results revealed that the specific energy consumption and required refrigerant flow rate for liquefied natural gas (LNG) production can be reduced up to 46.4% and 27.7%, respectively, in comparison with the conventional N 2 single expander LNG process. Furthermore, the overall energy can be reduced from 79.2% to 29.5% as compared to previously reported N 2 single expander LNG processes, depending on feed conditions, composition, and design parameters. An exergy analysis of the pro- posed LNG process revealed that the compressors and LNG heat exchanger have the highest exergy loss, i.e., 34.0% and 29.7%, respectively. https://doi.org/10.1016/j.applthermaleng.2018.04.105 Received 25 December 2017; Received in revised form 18 April 2018; Accepted 22 April 2018 ⁎ Corresponding author. E-mail address: [email protected] (M. Lee). Applied Thermal Engineering 139 (2018) 157–165 Available online 25 April 2018 1359-4311/ © 2018 Elsevier Ltd. All rights reserved. T
Transcript of Applied Thermal Engineeringpsdc.yu.ac.kr/images/Publications/International Journal... ·...

Contents lists available at ScienceDirect
Applied Thermal Engineering
journal homepage: www.elsevier.com/locate/apthermeng
Research Paper
Innovative propane-nitrogen two-phase expander refrigeration cycle forenergy-efficient and low-global warming potential LNG production
Muhammad Abdul Qyyuma, Kinza Qadeera, Sanggyu Leeb, Moonyong Leea,⁎
a School of Chemical Engineering, Yeungnam University, Gyeongsan 712-749, Republic of KoreabGas Plant R&D Center, Korea Gas Corporation, Incheon 406-130, Republic of Korea
H I G H L I G H T S
• A propane-nitrogen two-phase ex-pander cycle is proposed for naturalgas liquefaction.
• The proposed process improves theenergy efficiency significantly.
• The proposed process remains the lowglobal warming potential.
• Particle swarm algorithm is used foroptimization with exergy analysis.
G R A P H I C A L A B S T R A C T
A R T I C L E I N F O
Keywords:Two-phase expanderPropane-nitrogenLNGNatural gas liquefactionEnergy efficiency
A B S T R A C T
Nitrogen (N2) expander liquefaction process has the highest ecological and safety advantages over different typesof available commercial natural gas liquefaction processes. However, its relatively low energy efficiency is amajor issue. In this context, the optimum flow rate of propane as a high-boiling component with low-globalwarming potential was mixed with conventional refrigerant N2, resulting in a two-phase single mixed refrigerantappearing at the suction point of the conventional turbo expander. The potential application of a two-phasecryogenic expander was investigated to generate a cooling effect through the expansion of the high-pressure two-phase propane-nitrogen refrigerant. The proposed study was modeled using Aspen Hysys® and optimized byadopting a MATLAB coded particle swarm optimization approach that was linked to Aspen Hysys® using theActiveX (also known as COM) functionality. The results revealed that the specific energy consumption andrequired refrigerant flow rate for liquefied natural gas (LNG) production can be reduced up to 46.4% and 27.7%,respectively, in comparison with the conventional N2 single expander LNG process. Furthermore, the overallenergy can be reduced from 79.2% to 29.5% as compared to previously reported N2 single expander LNGprocesses, depending on feed conditions, composition, and design parameters. An exergy analysis of the pro-posed LNG process revealed that the compressors and LNG heat exchanger have the highest exergy loss, i.e.,34.0% and 29.7%, respectively.
https://doi.org/10.1016/j.applthermaleng.2018.04.105Received 25 December 2017; Received in revised form 18 April 2018; Accepted 22 April 2018
⁎ Corresponding author.E-mail address: [email protected] (M. Lee).
Applied Thermal Engineering 139 (2018) 157–165
Available online 25 April 20181359-4311/ © 2018 Elsevier Ltd. All rights reserved.
T

1. Introduction
Natural gas (NG) is one of the most dominant global energy sources.Approximately 30% of today’s worldwide energy demand uses naturalgas [1]. To fulfill the global energy requirement, NG is transportedmainly either in gaseous form through pipelines or in liquid form incargo ships from remote areas. The transportation of NG in liquid formor liquefied natural gas (LNG) is a preferable and most economic ap-proach over long distances. By 2020, it is predicted that the LNG tradeprice will grow by 50% [2], as it has been already projected that theworldwide energy demand will grow by 48% between 2012 and 2040[3]. To meet the LNG global demand, the development of LNG en-terprises can be accelerated over the next several decades. However, theliquefaction of NG is a cost- and energy-intensive approach. Normally,the liquefaction units have a cost of approximately 40–50% of the totalLNG value chain expenditures [4]. However, the considered liquefac-tion unit cost and energy requirement for LNG production depends onmany important parameters, including plant site environmental con-ditions [5] and the involved liquefaction technology [3].
Liquefaction technologies consist of N2-expander-based and mixed-refrigerant-based processes. Mixed-refrigerant-based LNG processes arefurther categorized as propane precooled mixed refrigerant (C3MR),cascade, dual mixed refrigerant (DMR), and single mixed refrigerant(SMR) cycles. The mixed-refrigerant-based processes are highly energyefficient with a high degree of complexity and capital expenditures ascompared to N2-expander-based liquefaction processes [3]. However,the mixed refrigerant LNG processes use highly flammable hydro-carbon-based refrigerants, which make them less attractive owing totheir environmental hazards and safety concerns. The N2-expander-based LNG processes offer better inherent safety, a high degree ofavailability, more simplicity regarding startup and shutdown, and thelowest capital investment, making them the most feasible option foroffshore LNG production. However, the high energy requirement forLNG production is considered a major challenge associated with N2-expander-based LNG processes.
Yin et al. [6] investigated a comparative study of mixed refrigerantsand a N2 expander LNG process. They reported that the mixed re-frigerant processes consumed only 46% of the energy of that the N2
expander process required. This high energy consumption is the majorhurdle in the implementation of a N2-expander-based LNG process on alarge scale, and also makes it less attractive for offshore LNG produc-tion. However, this energy consumption varies with environmentalplant site conditions and the type of available refrigeration-cycletechnology for LNG production such as the SMR, KSMR, DMR, andC3MR processes.
The N2 expander LNG process needs a remarkable amount of energyfor its operation, and most of the energy is dedicated to the compressionfacilities of the refrigeration loop. The required energy for the LNG
process is specifically dependent on the temperature gradients insidethe cryogenic heat exchangers [7]. The temperature gradients insidethe main cryogenic heat exchanger are affected by the NG feed com-position, conditions, the operating pressures of the refrigeration loop,and the flow rate of the recycled refrigerant. Thermodynamically, thenatural gas liquefaction phenomenon is categorized into three mainsteps: cooling, liquefaction, and subcooling. The entropy generationcauses an exergy loss or increment in the overall energy requirementowing to a sudden increase or decrease in temperature during the li-quefaction process. For example, low energy efficiency in the N2 ex-pander LNG process results from a large difference between the boilingtemperature of N2 (boiling point of −195 °C) and natural gas (inlettemperature of 30 °C) to make subcooled LNG. This process ignores thecooling step and only accounts for sudden liquefaction and subcooling,which generates entropy according to the 3rd law of thermodynamics.
In contrast, mixed refrigerant is proven to be highly energy efficientbecause it accounts for precooling followed by liquefaction and iscompleted by subcooling. In conventional mixed refrigerant LNG pro-cesses, mainly propane (boiling point of −42.04 °C) is used to precoolthe natural gas corresponding to its boiling point, which causes lowentropy generation.
In this study, propane was mixed with N2 refrigerant to overcomethe entropy generation inside the main cryogenic exchanger by mini-mizing the gap between the hot and cold composite curves. This isshown in Fig. 1, which presents the composite curves of conventional
Nomenclature
N2 nitrogenC3 propaneC3N propane-nitrogenMITA minimum internal temperature approachSMR single mixed refrigerantDMR dual mixed refrigerantC3MR propane precooled mixed refrigerantPSO particle swarm optimizationLNG liquefied natural gasMR mixed refrigerantGWP global warming potentialNG natural gasBOG boil-off gas
EFG end flash gasTDCC temperature difference between composite curveTHCC temperature-heat flow composite curvesr positive penalty factorr1 PSO random factor oner2 PSO random factor twoVi particle velocityw inertial weightpBest particle best positiongBest global best positionc1 cognitive learning parameterc2 social learning parameterX decision variable vectorXi individual particle position in solution hyperspace
Fig. 1. Composite curves of conventional N2 expander LNG process.
M.A. Qyyum et al. Applied Thermal Engineering 139 (2018) 157–165
158

the N2 single expander LNG process.When propane is mixed with nitrogen refrigerant, it becomes a two-
phase mixed refrigerant (C3N) owing to the very high critical tem-perature and pressure of propane as compared to the nitrogen.Therefore, in the refrigeration loop, to handle the two-phase C3N mixedrefrigerant, a conventional gas phase expander is replaced with a two-phase (vapor-liquid) expander rather than a conventional Joule-Thomson (JT) valve, which is used in the refrigeration loop of mixed-refrigerant LNG processes.
Significant amounts of energy can be lost owing to non-optimaldesign and operating variables, which contribute to high energy con-sumption. The energy efficiency of the LNG process for a given struc-ture can be largely improved solely by proper optimization [3,8–12].Replacing/adding new devices while maintaining the original processstructure can also change the optimal operating parameters of the en-tire LNG process [13]. Thus, rigorous optimization is essential for anydesign of a new liquefaction process to fully maximize its potentialbenefits. In this context, the proposed LNG process was also optimizedusing a particle swarm optimization (PSO) approach to achieve themaximum potential benefits of the proposed modification regardinghigh energy efficiency.
2. Process simulation
A simulation study of the proposed LNG process was carried outusing the commercial simulator Aspen Hysys® V10. A Peng-Robinsonfluid package with the option of Lee-Kesler equation was chosen for thesimulation of proposed LNG process. The thermodynamic states weredetermined using the Peng-Robinson equation of state. The enthalpyand entropy of process streams were calculated using the Lee-Keslerequation because it is known as the most accurate enthalpy model forgases especially at higher pressures [14–16]. The main process simu-lation basis and feed conditions are listed in Table 1. In addition, for theprocess simulation, the following main assumptions were used:
• Heat loss to the environment is negligible.
• The isentropic efficiency of each compressor, two-phase expander,and LNG cryogenic turbine are 75% [9], 80% (based on publishedgas-phase expander efficiencies) [17–20], and 90% [13], respec-tively.
• Water is used as a cooling medium in the interstage coolers ofcompression units.
• The pressure drop across each water cooler is 25.0 kPa.
• The LNG storage tank pressure is 1.209 bar with a 92% liquefactionrate.
• The minimum internal temperature approach (MITA) is chosen as3 °C for the LNG cryogenic exchanger.
3. Process description
A process flow diagram of the proposed vortex-tube-based lique-faction process is shown in Fig. 2. Different streams with the name“stream-x” (x= 1, 2, 3, 4…) are used for the process description inFig. 2.
Propane-nitrogen (C3N) refrigerant stream-1 is compressed up to80.0 bar of optimal pressure (stream-8) through four compressionstages, each of which is equipped with an inter-stage cooling system. Toavoid large compression power and reduce the irreversibility of theprocess, the compression ratio for each compressor is chosen in apractical range of 1:3 [21]. The pressurized stream-9 and NG stream-13are then introduced into a main LNG exchanger CHX-1 (a multistreamcryogenic heat exchanger) at 30 °C. The high-pressure two-phasestream-10 is entered the two-phase expander K-5, where it is expandedto 4.9 bar of pressure (optimized value). The resulting sufficient coolingeffect was produced to liquefy NG stream-13 and partially liquefy re-frigerant stream-9. In addition to the isentropic expansion
(dH=TdS+VdP), the two-phase expander K-5 produced power as abonus that can be integrated in the refrigeration compression loop toovercome the overall power load of the compressors. Stream-12 fromCHX-1 is exited as a superheated vapor and is recycled to complete therefrigeration loop. Subcooled LNG steam-14 is obtained from CHX-1and introduced into the LNG cryogenic turbine. This lowers the pres-sure of the LNG product up to 1.209 bar, which is slightly higher thanthe atmospheric pressure, to result in safe, easy, and economicaltransportation.
4. Propane-nitrogen combination
The natural gas liquefaction process needs a remarkable amount ofenergy in the form of compression power, which is mainly dependenton the temperature gradients in the cryogenic heat exchangers.Thermodynamically, three main steps [(i) cooling, (ii) liquefaction, and(iii) subcooling] are involved in the natural gas liquefaction process.The LNG process can be called energy efficient if all involved steps(cooling, liquefaction, and subcooling) have smooth matching of thecomposite curves as much as possible inside the main cryogenic LNGheat exchanger, as shown in Fig. 3.
The entropy generation or exergy losses can be illustrated as a gapbetween the composite curves. The composite curves will be located faraway from each other if there is a large temperature difference betweenthe feed (natural gas) inlet temperature and the boiling point of therefrigerant. This large temperature difference may cause the suddenliquefaction and subcooling of natural gas, which ultimately will gen-erate entropy inside the main cryogenic exchanger. Therefore, the N2-expander LNG process has lower energy efficiency as compared tomixed-refrigerant-based LNG processes. Conventionally, the N2-ex-pander-based LNG process uses N2 (boiling point of −195 °C) as a re-frigerant to liquefy the natural gas. Usually, the natural gas is in-troduced into the main LNG exchanger in a temperature range of15–40 °C. Owing to a large difference between the inlet temperature ofthe feed NG and the refrigerant boiling point, the N2-expander-basedLNG processes produce subcooled LNG without experiencing the pre-cooling phenomenon, which causes entropy generation (or exergy loss).
In contrast, mixed refrigerant is proven to be highly energy efficientbecause it accounts for precooling followed by liquefaction and iscompleted by subcooling. In conventional-mixed-refrigerant LNG pro-cesses, mainly propane (boiling point of −42.04 °C) is used to precoolthe natural gas corresponding to its boiling point, which causes lowentropy generation. Furthermore, propane has also been used as aprecooling refrigerant to improve the energy efficiency of N2-expander-based LNG processes [12,22–24]. Nevertheless, maintaining the
Table 1Process simulation basis and feed conditions [9].
Feed natural gas Value
Temperature (°C) 30Pressure (bar) 50Flow rate (kg/h) 1Composition Mole %Methane 91.30Ethane 5.40Propane 2.10i-Butane 0.50n-Butane 0.50i-Pentane 0.01n-Pentane 0.01Nitrogen 0.20After-coolers outlet temperature (°C) 30
Pressure drops across LNG heat exchanger“Stream-15” to “Stream-16” 1.0 bar (hot stream)“Stream-9” to “Stream-10” 1.0 bar (hot stream)“Stream-11” to “Stream-12” 0.1 bar (cold stream)
M.A. Qyyum et al. Applied Thermal Engineering 139 (2018) 157–165
159

inventory of the propane as an external refrigerant for precooling cyclesalso makes the N2 expander LNG process less attractive for offshoreapplications [25]. Therefore, the energy efficiency of N2-expander-based LNG processes can be improved dramatically without precoolingcycles and with a lower degree of complexity by employing the pro-posed innovative propane-nitrogen (C3N) two-phase expander re-frigeration cycle.
In the proposed study, the optimum flow rate of propane is mixedwith the optimum nitrogen flow rate, and this is used as a single mixedrefrigerant. This proposed single-mixed refrigerant is entirely differentfrom the conventional single-mixed refrigerant (that consists of me-thane, ethane, propane, and nitrogen) in terms of the thermodynamicproperties (from ASPEN™ database) and global warming potential(GWP) [26], as shown in Table 2.
It can be clearly seen from Table 2 that only the nitrogen has zeroGWP, and that propane has a very low GWP value. Hence, the proposedmixed refrigerant has significantly low (almost negligible) GWP ascompared to the conventional mixed refrigerant.
5. Two-phase cryogenic expander
Conventionally, a Joule-Thompson (JT) valve is used and preferredto lower the pressure of the two-phase fluid owing mainly to the eco-nomic factors and simple design. Nevertheless, the JT valve has lowerthermodynamic efficiency, which ultimately reduces the overall per-formance of the liquefaction process. Thermodynamically, an isen-thalpic expansion takes place when a high-pressure fluid goes throughthe JT valve, while an isentropic expansion occurs when it expandsthrough the expander (single-phase, two-phase, or liquid turbine). A JTexpansion valve associated with refrigeration cycles has a low energyefficiency owing to entropy generation during isenthalpic expansion, asexpressed in Eq. (1) from the Maxwell relation [27].
= +dh Tds vdP (1)
where h, T, s, v, and P are the specific enthalpy, temperature, specificentropy, specific volume, and pressure, respectively. According to Eq.(1), in the case of the JT valve expansion (isenthalpic) process, theincrease in fluid entropy is higher than that of the isentropic expansionprocess. Hence, in the case of a two-phase expander expansion-basedrefrigeration cycle, the liquid portion of the fluid (refrigerant) will behigher than that employing the JT valve. This means that the isentropicexpansion will result in a higher cooling capacity per unit mass ofproposed mixed refrigerant (C3N) with lower shaft work. Anotherbonus of using expander devices is that they produce some amount ofuseful power, which can be integrated within the process to overcomethe overall power load.
Fig. 2. Process flow diagram of proposed propane-nitrogen expander LNG process.
Fig. 3. Composite curves for energy-efficient LNG process.
Table 2Properties of refrigerants involved in natural gas liquefaction.
Properties N2 CH4 C2H6 C3H8
Mol. wt. 28.01 16.04 28.05 42.08NBP (°C) −195.8 −161.5 −88.6 −42.0Tc (°C) −146.95 −82.59 32.17 96.97Pc (bar) 34 45.99 48.72 42.48SG at 60 °F 0.3 0.3 0.3564 0.5077aGWP [26] 0 25 6 3
a Global warming potential (100 years), CO2= 1.
M.A. Qyyum et al. Applied Thermal Engineering 139 (2018) 157–165
160

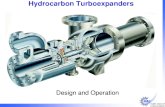
A schematic diagram of the two-phase expander (courtesy of EBARAInternational Corporation) is shown in Fig. 4. The brief working prin-ciple of the two-phase expander is that high-pressure fluid entersthrough the ring-type nozzle and generates a rotational fluid flow to thefirst radial inflow reaction turbine runner. Then, the flow goes throughthe shaped return bend to the inlet of the following stage. The stages ofthe two-phase expander can also be extended according to the totaldifferential pressure to be expanded [28]. From an economic point ofview, it has been reported [29] that the energy efficiency of an LNGplant can be improved significantly by employing two-phase expanderswith an attractive and reasonable payback period, i.e., less than sixmonths.
6. Process optimization
The performance of the proposed process can be affected by keydesign parameters such as the refrigerant flow rates, refrigerant eva-poration pressure, and refrigerant condensation pressure. These para-meters need to be optimized as design variables to minimize the energyrequired for natural gas liquefaction. The decision variables are listed inTable 3 with their lower and upper bounds.
The minimization of energy requirements for the proposed LNGprocess was chosen as an objective function that was constrained to aMITA value of 3 °C inside the main cryogenic heat exchanger CHX-1.The objective function can be defined as
∑= ⎛
⎝⎜
⎞
⎠⎟
=
f X W mMin ( ) Min. /i
n
i LNG1 (2)
subject to
⩾T XΔ ( ) 3min (3)
< <X X Xlb ub (4)
where X is the vector of the decision variables, and =X P P m m( , , )N C1 2 2, 3 .Nonlinear interactions between constrained objective functions and
key design variables make it difficult to optimize this system usingcommercially available process simulation software. Therefore, an ex-ternal optimization technique was required to be linked to the processmodel. This was implemented using Aspen Hysys® V10. In this context,a well-proven PSO algorithm [30] was adopted to optimize the pro-posed LNG process. The efficacy of the PSO algorithm for the optimi-zation of the LNG processes was investigated previously [31,32]. Fig. 5shows a working flow diagram of the PSO algorithm. The PSO algo-rithm was coded in MATLAB and linked to the Aspen Hysys® V10 usingthe ActiveX functionality. Furthermore, the parameters of PSO used inthis study are listed in Table 4. These parameters were taken from thelatest study [31] relevant to the design optimization of a mixed-re-frigerant-based LNG process by employing PSO.
6.1. Constraints handling
The optimization problem of the proposed LNG process does nothave an equality constraint but does have an inequality constraint(MITA > 3 °C). However, an exterior penalty function approach[31,33] was employed to handle the inequality constraints by foldingthe constraints into the objective function during the constrained op-timization of the proposed LNG process.
The objective function and constraint in this work are
∑= ⎛
⎝⎜
⎞
⎠⎟
=
f X Min W mminimize ( ) /i
n
i LNG1 (5)
subject to
⩾MITA X( ) 3.0 (6)
where X is a design variable vector bounded as
⩽ ⩽ = …X X X i 1,2, ,niL
i iU (7)
Finally, the objective function can be reformulated to the equivalentunconstrained objective function as
∑= ⎛
⎝⎜ + − ⎞
⎠⎟
=
Minimize P X Min W m r max MITA X( ) / ( {0, (3. 0 ( ))})i
n
i LNG1
(8)
Where r is a positive penalty parameter.
7. Process analysis
Initially, the N2 single expander liquefaction process was adopted by[9] and modeled to set a benchmark for comparison purposes regardingthe process enhancement and optimization of the proposed C3N singletwo-phase expander LNG process. Details of the temperature andpressure for all streams of the optimized proposed LNG process arelisted in Table 5.
Fig. 6 shows a composite analysis of the proposed LNG process incomparison with the conventional N2 single expander process. Fig. 6(a)and (c) shows the TDCC composite curves of the conventional N2 singleexpander and proposed C3N single expander processes, respectively.Fig. 6(b) and (d) shows the THCC composite curves of the conventionalN2 single expander and proposed C3N single expander process, re-spectively.
In the conventional N2 single expander LNG process, there are hugeexergy losses owing to a large temperature gradient, which is shown asa high approach temperature (TDCC composite curves) inside the maincryogenic LNG exchanger. This is shown in Fig. 6(a). These exergylosses can also be presented by analyzing the gap between the
Fig. 4. Two-phase (liquid-gas) expander (courtesy of EBARA InternationalCorporation).
M.A. Qyyum et al. Applied Thermal Engineering 139 (2018) 157–165
161

composite curves, as shown in Fig. 6(b). There is a large gap betweenthe hot composite curve and the cold composite curve as compared tothe composite curves of the proposed C3N single expander LNG processshown in Fig. 6(d). From a thermodynamic point of view, if the spacebetween the hot and cold composite curves (THCC) is as minimal aspossible, then the liquefaction process is called energy efficient. Simi-larly, the approach temperature (TDCC) along the length of a multi-stream cryogenic heat exchanger should be low. For efficient and eco-nomical heat transfer, the MITA value should be between 1 and 3 °C[34]. In this study, a most conservative MITA value of 3 °C was used. In
this context, the approach temperature value inside the LNG cryogenicexchanger of the conventional N2 single expander LNG process is sa-tisfied only at the ends of the exchanger, and the MITA value ap-proaches 50 °C. This is shown in the MITA peaks in the black ellipticalregion of Fig. 6(a). By contrast, in Fig. 6(c), the approach temperaturevalue is satisfied at both ends as well as at the middle from −50 °C to−80 °C. This results from the presence of propane, which ultimatelyreduces the overall energy requirement up to 46.4% in comparison withthe conventional N2 single expander LNG process.
Furthermore, a performance parameter comparison of the proposedC3N single two-phase expander process and the conventional N2 singleexpander LNG process is listed in Table 6. According to Table 6, thetotal circulation mass flow of refrigerant C3N is 27.7% lower as com-pared to that of the conventional N2 single expander process. In termsof nitrogen only, in the proposed LNG process it is 3.16 kg/h in com-parison with the conventional process, where it is 8.257 kg/h. Thissignificant reduction in the requirement of nitrogen leads to a reductionin the capital investment of the compressors (owing to a lower flow ratehandling) as well as compression power. Furthermore, the compressionratio for the C3N process is 2.02, and that for the conventional N2 ex-pander process is 2.12. This lower compression ratio, which can be animportant parameter to analyze the performance of any refrigerationloop, also shows the higher performance of the used refrigeration cycleto liquefy natural gas.
Table 7 compares the specific energy requirement of the proposedLNG process with other well-established N2 expander-based LNG pro-cesses. The overall specific compression power of the proposed C3Ntwo-phase single expander liquefaction process was 79.2% less thanthat of the conventional single-stage nitrogen-expansion liquefactionprocess presented by Du et al. [35], 49.9% less than that proposed byAustbø and Gunderson [11], with a 92% liquefaction rate. The C3Ntwo-phase expander LNG process also showed significantly higher en-ergy efficiency in comparison with the other N2 expander-based LNGprocesses listed in Table 7. The N2-CH4 expander processes presentedby Wensheng [36] and Cao et al. [37] have a lower liquefaction rate(i.e., 90%) than the proposed LNG process. Nevertheless, the liquefac-tion rates of the N2 expander based LNG processes presented by Dinget al. [12] and He and Ju [22] are higher than that of the proposed LNGprocess. Because of different LNG production (liquefaction rate), directcomparison of the energy efficiencies for previously published pro-cesses may not be completely fair except for the processes presented byDu et al. [35], Austbø and Gunderson [11], and selected base case [9],which have the same liquefaction rate (i.e., 92%) as the proposed LNGprocess. The liquefaction rate has a significant effect on the overallperformance of the LNG process, as shown in Fig. 7(a) and (b). Fig. 7(a)
Table 3Key decision variables with lower and upper bounds.
Decision variables Lower bound Upper bound
Evaporation pressure of refrigerant (stream-8), P2(bar)
50.0 100.0
Condensation pressure of refrigerant (stream-11),P1 (bar)
3.0 10.0
Flow rate of nitrogen, mN2 (kg/h) 2.5 4.0Flow rate of propane, mC3 (kg/h) 2.2 3.5
Fig. 5. Working flow diagram of particle swarm optimization (PSO) algorithm[31].
Table 4PSO parameters used to set optimization framework.
Parameter Value
Number of particles 30.0Cognition learning parameter 2.0Social learning parameter 2.1Maximum velocity of particle 4.0Inertial weight 0.9→ 0.2
Table 5Temperature and pressure for all streams of optimized C3N expander pro-cess.
Stream T (°C) P (bar)
1 24.04 4.82 78.49 9.9483 30.0 9.6984 84.47 19.855 30.0 19.606 84.85 39.847 30.0 39.598 85.86 80.259 30.0 80.010 −102.1 79.011 −149.0 4.912 24.04 4.813 30.0 50.014 −146.0 49.015 −158.5 1.209EFG −158.5 1.209LNG −158.5 1.209
M.A. Qyyum et al. Applied Thermal Engineering 139 (2018) 157–165
162

presents the effects of the liquefaction rate on the net required power ata constant pressure of the product LNG. Actually, when feed natural gasis liquefied at a low liquefaction rate, it also affects the approachtemperature inside the main LNG exchanger, as shown in Fig. 7(b). At aconstant pressure of LNG product and a liquefaction rate of about 61%,the MITA value is higher, i.e., > 12 °C. This higher value of MITAprovides an opportunity to further optimize the process at the con-strained MITA value of 3 °C, which ultimately leads to lower net re-quired energy to produce LNG. Hence, the liquefaction rate is an im-portant parameter in analyzing the performance of the LNG process.
8. Exergy analysis
An exergy analysis gives a common denominator to compare theperformance of different refrigeration systems. It also determines theamount of irreversibility associated with any heat transfer process op-erating across a finite temperature difference. Exergy is not conservedowing to irreversibilities. Exergy is the potential of a system to cause achange as it achieves equilibrium with its environment through a hy-pothetical reversible process [39]. It can be expressed as
= − − −h h T s sΔ E ( ) ( )o o o (9)
Generally, the exergy analysis of a process is presented in terms of
Fig. 6. (a) and (c) TDCC composite curves, and (b) and (d) THCC composite curves of conventional N2 single expander and proposed C3N single expander process,respectively.
Table 6Performance parameter comparison of proposed C3N single two-phase expander process and conventional N2 single expander LNG process.
Parameters Conventional N2 single expander [9] Proposed C3N two-phase expander
Evaporation pressure of refrigerant (stream-8), P2 (bar) 100.0 80.0Condensation pressure of refrigerant (stream-11), P1 (bar) 6.0 4.9Flow rate of nitrogen, mN2 (kg/h) 8.257 3.16Flow rate of propane, mC3 (kg/h) – 2.81Total required refrigerant flowrate (kg/h) 8.257 5.97MITA (°C) 3.0 3.0Liquefaction rate (%) 92.0 92.0Pressure ratio 2.12 2.02Refrigerant compression power (kW) 0.9357 0.4734Recovered power through two-phase expander (kW) 0.1908 0.0714Recovered power through LNG turbine (kW) JT-Valve 0.003105Net required power (kW) 0.7449 0.3989Relative energy savings 46.4%
M.A. Qyyum et al. Applied Thermal Engineering 139 (2018) 157–165
163

the exergy loss in each piece of equipment associated with that process.In this study, after optimization, exergy losses were calculated in eachpiece of equipment involved in the proposed LNG process. The ex-pressions for the exergy loss calculations in different pieces of equip-ment of the optimized C3N two-phase expander process were adoptedfrom [40,41], as summarized in Table 8.
Based on the exergy loss calculation expressions in Table 8, theexergy loss in each piece of equipment of the optimized C3N two-phaseexpander process was analyzed in Fig. 8 and Table 9. Exergy lossesthrough each piece of equipment used in the proposed LNG process interms of wasted energy (kJ/h) are given in Table 9. Fig. 8 shows thepercentage of exergy loss breakdown of the proposed LNG process byindividual piece of equipment associated with the process. It can beseen that the compressors and the LNG heat exchanger have the highestexergy loss, i.e., 34.0% and 29.7%, respectively. Subsequently, theaftercoolers have a 21.1% exergy loss. These values of the exergy lossesin the optimized C3N two-phase expander process imply that the energyefficiency of the proposed process can be further improved either solelyby optimization or by improving the refrigeration cycle units.
9. Conclusions
An innovative propane-nitrogen (C3N) two-phase expander re-frigeration cycle for energy-efficient and low-GWP LNG production wasproposed, followed by a PSO optimization procedure to achieve themaximum benefits of the proposed enhancement. The optimizationresults showed that the specific compression power can be saved sig-nificantly by reducing the temperature gradient in the main LNG li-quefier. In particular, up to 46.4% of the required energy of a 27.7%mass flow of circulated refrigerant can be saved when compared to theconventional N2 single expander LNG process. Furthermore, an exergyanalysis of the proposed LNG process implied that the energy efficiencyof the proposed process can be further improved either solely by
Table 7Energy efficiency of the proposed C3N two-phase single expander process in comparison with published N2-expander based LNG processes.
Liquefaction processes Liquefaction rate Specific required energy (kW/kmol) Relative energy savings of the proposed process (%)
N2 single expander [35] 0.92 34.2 79.2N2-CH4 expander [36] 0.90 17.68 59.7N2-CH4 expander [37,38] 0.90 15.92 55.3N2 single expander [11] 0.92 14.20 49.9N2 single expander [12] 0.95 11.09 35.8N2 single expander [22] 0.95 10.08 29.5C3N two-phase expander 0.92 7.11 –
Fig. 7. Effect of (a) natural gas liquefaction rate (%) on (b) net required power (kW) on approach temperature inside main LNG exchanger.
Table 8Expressions for exergy loss calculation in equipment associated with C3N two-phase expander process.
Equipment Exergy loss (kJ/h)
Compressor = − −Ex m Ex Ex W( )( )loss in outTwo-phase expander = − +Ex m Ex Ex W( )( )loss in outLNG turbine = − +Ex m Ex Ex W( )( )loss in outAfter-cooler exchanging heat with ambient = −Ex m Ex Ex( )( )loss in outMulti-stream LNG heat exchanger = ∑ − ∑Ex m Ex m Ex( ) ( )loss in out
Fig. 8. Exergy losses (%) breakdown of C3N two-phase expender process byindividual equipment.
M.A. Qyyum et al. Applied Thermal Engineering 139 (2018) 157–165
164

optimization or by improving the refrigeration cycle units. The pro-posed energy-efficient potential application of the two-phase expanderwith propane-nitrogen-based mixed refrigerant will help process en-gineers to overcome challenges relating to the energy efficiency andsafety concerns of LNG processes.
Acknowledgements
This research was supported by Engineering Development ResearchCenter (EDRC) South Korea, funded by the Ministry of Trade, Industry& Energy (MOTIE) (No. N0000990), the Basic Science ResearchProgram Foundation of South Korea (NRF) funded by the Ministry ofEducation (2018R1A2B6001566), and the Priority Research CentersProgram through the National Research Foundation of South Korea(NRF) funded by the Ministry of Education (2014R1A6A1031189).
Appendix A. Supplementary material
Supplementary data associated with this article can be found, in theonline version, at http://dx.doi.org/10.1016/j.applthermaleng.2018.04.105.
References
[1] Linde, LNG and Natural Gas Processing Plants, vol. 2017, THE LINDE GROUP,2017.
[2] SHELL, LNG Outlook 2017, SHELL, 2017.[3] M.A. Qyyum, K. Qadeer, M. Lee, Comprehensive review of the design optimization
of natural gas liquefaction processes: current status and perspectives, Ind. Eng.Chem. Res. (2017).
[4] W. Lim, K. Choi, I. Moon, Current status and perspectives of liquefied natural gas(LNG) plant design, Ind. Eng. Chem. Res. 52 (2013) 3065–3088.
[5] M.A. Qyyum, L.Q. Minh, W. Ali, A. Hussain, A. Bahadori, M. Lee, Feasibility studyof environmental relative humidity through the thermodynamic effects on theperformance of natural gas liquefaction process, Appl. Therm. Eng. 128 (2018)51–63.
[6] Q. Yin, H. Li, Q. Fan, L. Jia, J. Weisend, J. Barclay, S. Breon, J. Demko, M. DiPirro,J.P. Kelley, Economic analysis of mixed-refrigerant cycle and nitrogen expandercycle in small scale natural gas liquefier, in: AIP Conference Proceedings, vol. 985,AIP, 2008, pp. 1159–1165.
[7] M. Wang, R. Khalilpour, A. Abbas, Thermodynamic and economic optimization ofLNG mixed refrigerant processes, Energy Convers. Manage. 88 (2014) 947–961.
[8] W. Ali, M.A. Qyyum, K. Qadeer, M. Lee, Energy optimization for single mixed re-frigerant natural gas liquefaction process using the metaheuristic vortex searchalgorithm, Appl. Therm. Eng. 129 (2018) 782–791.
[9] M.S. Khan, S. Lee, M. Getu, M. Lee, Knowledge inspired investigation of selectedparameters on energy consumption in nitrogen single and dual expander processesof natural gas liquefaction, J. Nat. Gas Sci. Eng. 23 (2015) 324–337.
[10] M.S. Khan, S. Lee, M. Hasan, M. Lee, Process knowledge based opportunistic opti-mization of the N2–CO2 expander cycle for the economic development of strandedoffshore fields, J. Nat. Gas Sci. Eng. 18 (2014) 263–273.
[11] B. Austbø, T. Gundersen, Optimization of a single expander LNG process, EnergyProcedia 64 (2015) 63–72.
[12] H. Ding, H. Sun, M. He, Optimisation of expansion liquefaction processes using
mixed refrigerant N2–CH4, Appl. Therm. Eng. 93 (2016) 1053–1060.[13] M.A. Qyyum, W. Ali, N.V.D. Long, M.S. Khan, M. Lee, Energy efficiency enhance-
ment of a single mixed refrigerant LNG process using a novel hydraulic turbine,Energy 144 (2018) 968–976.
[14] B.I. Lee, M.G. Kesler, A generalized thermodynamic correlation based on three-parameter corresponding states, AIChE J. 21 (1975) 510–527.
[15] C. Li, W. Jia, X. Wu, Application of Lee-Kesler equation of state to calculatingcompressibility factors of high pressure condensate gas, Energy Procedia 14 (2012)115–120.
[16] Z. Yuan, M. Cui, R. Song, Y. Xie, Evaluation of prediction models for the physicalparameters in natural gas liquefaction processes, J. Nat. Gas Sci. Eng. 27, Part 2(2015) 876–886.
[17] T. He, Y. Ju, A novel conceptual design of parallel nitrogen expansion liquefactionprocess for small-scale LNG (liquefied natural gas) plant in skid-mount packages,Energy 75 (2014) 349–359.
[18] T.B. He, Y.L. Ju, Design and optimization of natural gas liquefaction process byutilizing gas pipeline pressure energy, Appl. Therm. Eng. 57 (2013) 1–6.
[19] N.M. Shah, A.F.A. Hoadley, G.P. Rangaiah, Inherent safety analysis of a propaneprecooled gas-phase liquified natural gas process, Ind. Eng. Chem. Res. 48 (2009)4917–4927.
[20] X. Xiong, W. Lin, A. Gu, Design and optimization of offshore natural gas liquefactionprocesses adopting PLNG (pressurized liquefied natural gas) technology, J. Nat. GasSci. Eng. 30 (2016) 379–387.
[21] M.S. Khan, S. Lee, M. Lee, Optimization of single mixed refrigerant natural gasliquefaction plant with nonlinear programming, Asia-Pac. J. Chem. Eng. 7 (2012)S62–S70.
[22] T.B. He, Y.L. Ju, Performance improvement of nitrogen expansion liquefactionprocess for small-scale LNG plant, Cryogenics 61 (2014) 111–119.
[23] T. Gao, W. Lin, A. Gu, M. Gu, Coalbed methane liquefaction adopting a nitrogenexpansion process with propane pre-cooling, Appl. Energy 87 (2010) 2142–2147.
[24] T. Gao, W. Lin, A. Gu, M. Gu, Optimization of coalbed methane liquefaction processadopting mixed refrigerant cycle with propane pre-cooling, J. Chem. Eng. Jpn. 42(2009) 893–901.
[25] M. Abdul Qyyum, K. Qadeer, M. Lee, Closed-loop self-cooling recuperative N2 ex-pander cycle for the energy efficient and ecological natural gas liquefaction process,ACS Sustain. Chem. Eng. 6 (2018) 5021–5033.
[26] S. Solomon, Climate Change 2007-The Physical Science Basis: Working Group IContribution to the Fourth Assessment Report of the IPCC, Cambridge UniversityPress, 2007.
[27] S. Mokhatab, J.Y. Mak, J.V. Valappil, D.A. Wood, Handbook of Liquefied NaturalGas, Elsevier Science, 2013.
[28] H.E. Kimmel, Off with the Boil off, EBARA International Corporation, USA, 2017.[29] V. Patel, H.E. Kimmel, Fifteen years of field experience in lng expander technology,
in: Proceedings of the 27th International Pump Users Symposium, TurbomachineryLaboratory, Texas A&M University, 2011.
[30] J. Kennedy, Particle swarm optimization, in: C. Sammut, G.I. Webb (Eds.),Encyclopedia of Machine Learning, Springer, US, Boston, MA, 2010, pp. 760–766.
[31] M.S. Khan, M. Lee, Design optimization of single mixed refrigerant natural gas li-quefaction process using the particle swarm paradigm with nonlinear constraints,Energy 49 (2013) 146–155.
[32] K. Park, W. Won, D. Shin, Effects of varying the ambient temperature on the per-formance of a single mixed refrigerant liquefaction process, J. Nat. Gas Sci. Eng. 34(2016) 958–968.
[33] P. Venkataraman, Applied Optimization with MATLAB Programming, Wiley, 2009.[34] M.M.F. Hasan, I.A. Karimi, H.E. Alfadala, H. Grootjans, Operational modeling of
multistream heat exchangers with phase changes, AIChE J. 55 (2009) 150–171.[35] H.P. Du, Y.D. Huang, H.Y. Li, Q.S. Ying, Q.H. Fan, L.X. Jia, Numerical simulation
and optimization of small-scale LNG plant for skid mounted, 2010 Asia-PacificPower and Energy Engineering Conference, 2010, pp. 1–4.
[36] C. Wensheng, Natural gas liquefaction process for small-scale LNG project, 2012International Conference on Computer Distributed Control and IntelligentEnvironmental Monitoring, 2012, pp. 439–442.
[37] W.-S. Cao, X.-S. Lu, W.-S. Lin, A.-Z. Gu, Parameter comparison of two small-scalenatural gas liquefaction processes in skid-mounted packages, Appl. Therm. Eng. 26(2006) 898–904.
[38] Z. Yuan, M. Cui, Y. Xie, C. Li, Design and analysis of a small-scale natural gasliquefaction process adopting single nitrogen expansion with carbon dioxide pre-cooling, Appl. Therm. Eng. 64 (2014) 139–146.
[39] N. Sato, Chemical Energy and Exergy: An Introduction to ChemicalThermodynamics for Engineers, Elsevier, 2004.
[40] G. Venkatarathnam, K.D. Timmerhaus, Cryogenic Mixed Refrigerant Processes,Springer, New York, 2008.
[41] M.A. Qyyum, N.V.D. Long, L.Q. Minh, M. Lee, Design optimization of single mixedrefrigerant LNG process using a hybrid modified coordinate descent algorithm,Cryogenics 89 (2018) 131–140.
Table 9Exergy losses associated with equipment in optimized C3N two-phase expander process.
Equipment Exergy loss (kJ/h)
Compressors 362.117Two-phase expander 159.033LNG turbine 3.2141After-coolers 224.69LNG exchanger 316.135Whole process 1065
M.A. Qyyum et al. Applied Thermal Engineering 139 (2018) 157–165
165

![Expander 符号生成行列、パリティ検査行列、Tanner グラフ expander 符号 expander グラフ [Sipser-Spieleman ‘96] expander 符号の構成 bit-flipping 復号法](https://static.fdocuments.in/doc/165x107/5f0bdbc37e708231d4328ff6/expander-c-ceoefffoeeoetanner-ff-expander.jpg)