Applications for isomerization processes - jmprotech.com for... · 3 Introduction Isomerization...
8
Applications for isomerization processes
-
Upload
truongduong -
Category
Documents
-
view
258 -
download
5
Transcript of Applications for isomerization processes - jmprotech.com for... · 3 Introduction Isomerization...
Applications for
isomerization processes

2
Information contained in this publication or as otherwise supplied to Users is believed to be accurate and correct at time of going to press, and is
given in good faith, but it is for the User to satisfy itself of the suitability of the Product for its own particular purpose. Johnson Matthey Process
Technologies, Inc. (JMPTI) gives no warranty as the fitness of the Product for any particular purpose and any implied warranty or condition (statutory
or otherwise) is excluded except to the extent that exclusion is prevented by law. JMPTI accepts no liability for loss or damage (other than that arising
from death or personal injury caused by JMPTI’s negligence or by a defective Product, if proved), resulting from reliance on this information. Freedom
under Patent, Copyright and Designs cannot be assumed.

3
Introduction
Isomerization converts normal paraffins to iso-
parrafins. Isomerization of light naphtha (C5-C
6) can
raise its octane rating 15 to 20 numbers and so help
the gasoline blending pool meet octane targets. As
environmental constraints on lead and aromatics
tighten, the demand for isomerization capacity is
increasing.
Isomerization of n-butane to i-butane is
necessary for further processing to alkylate and
MTBE, again as gasoline pool blending stock.
Isomerization plant operation is exceptionally
sensitive to the presence of impurities which can
reduce unit gross margins if not carefully controlled.
Johnson Matthey’s PURASPECJM
TM Processes with
fixed beds of catalysts or absorbents, are used by
many refineries to remove these impurities and so
increase refinery margins.
Isomerization Processes
Figure 1 shows a typical flowsheet for both
C4
and C5-C
6 isomerization. The principles
are similar for both. The stabilizer bottoms
can be separated into normal and isoparrafin
components via fractionation or molecular
sieve separation to obtain recycle of
the normal paraffins and hence
higher final product octane. (One
C5-C
6 design has separation
of the iso/normal paraffins
upstream of the stabilizer).
Lead-isomerization reactor
Gas
To fuel
Product to
storage or to
Iso/normals
separation for
recycle of
normals
Fresh / Spent
caustic
Makeup H2
C4 or
C5-6
feed
Caustic scrubberLight-Ends
Stripper
Tall-isomerization reactor
Organic chloride
makeup
Fig. 1 Paraffin isomerization process

The majority of units use a platinum-alumina catalyst
promoted with an organic chloriding agent. Some C5-C
6
units use a non-chloride activated zeolitic catalyst. These
catalysts are more resistant to poisons but operate at higher
temperatures and so give a lower conversion per pass which
necessitates use of a normal paraffin recycle scheme if high
product octane is to be achieved, see Figures 2 and 3.
Impurities in Isomerization Plants
Feed impurities may be present in the hydrocarbon
feed and/or the hydrogen feed to the unit. Sulfur and
nitrogen are temporary poisons whilst the others in Table
1 are usually permanent. Oxygenates include ethers and
alcohols and may be present for example in butane from
an MTBE unit
Poisoning of the isomerization catalyst reduces its
activity and a point will be reached where the catalyst,
especially in the lead reactor, needs to be replaced. This
importance of minimizing ingress of poisons can be seen
by the wide variance in bed life that refineries experience.
Where there is poor control, especially over sulfur and
oxygenates, bed lives can be less than one year. If impurity
slip to the unit is tightly controlled bed lives of more than
four years are possible. This has a big impact on plant
availability and catalyst replacement costs.
Some units do have catalyst regeneration facilities
These can help recover some of the lost activity from
poisoning. They are not common because of the extra
capital expenditure involved.
4
Stream Contaminant Effect Limits
Feed Sulfur Increasedhydrocracking and coking on catalyst 0.5 ppmw
Organic nitrogen Reduction of isomerization activity; 0.5 ppmwammonium chloride deposits
Water Increased coking; high light end production; 0.5 ppmwlow conversion
Oxygenates Are converted to water in the process and then 0.5 ppmwaffect as above
CO & CO2
Reduction of isomerization activity 0.1 ppmv
Metals Diminish metals function activity 0
Olefins Increase coke formation 0.1 vol %
Fluorides Catalyst poison and destroy feed pretreatment adsorbents 0.1 ppmw
Products Chlorides Corrosion and fouling; destroy mol sieves on separation 0.1 ppmwand recycle step
80
75
70
65
45
35
25
15
Platium-chloride
Zeolite
Platium-chloride
Zeolite
Temperature oF
2,2
-DM
B /P
6%
IC5
/P5%
200 300 400 500
Catalyst operating temperature oF
Eq
uili
bri
um
oct
an
e (
rese
arc
h c
lea
r)
90
88
86
84
82
80
200 400 600
With normal paraffin recycle
Once-though
isomerization
Fig. 3 C5-C
6 Isomerization equilibrium ratios (ref 2)Fig. 2 Maximum RON at thermodynamic equilibrium
for a typical C5-C
6 feed (ref 1)
Table1 Summary of feed contaminants

Johnson Matthey's PURASPECJM
Processes are used to
remove impurities from feed and product streams. Figure 4
shows typical locations where these impurity removal steps
can be located
SULFUR
Sulfur, and organic nitrogen, in light naphtha are usually
removed by hydrotreating. This will remove most of the
sulfur and normal sulfur specs will be <1 ppmw. Upsets
in the hydrotreater can lead to sulfur slip, panticularly of
H2S from hydrotreater stripper upsets. Mercaptan sulfur
can be present because of recombination reactions exit
the hydrotreater reactor towards end of run as reactor
temperatures are raised. See Case Study 3.
Butane feed streams are normally desulfurized by a
caustic wash system. This will remove most of the sulfur
present although there will still be some slip of trace sulfur
and carbonyl sulfide, (COS) will not be effectively removed.
Thus both C4 and C
5,C
6 units can suffer from trace sulfur
slip. Many operators address this problem by installing on
the hydrocarbon feed a fixed bed of PURASPECJM
high
activity non-regenerable sulfur absorbent for selective
removal of sulfur species. This bed removes the trace sulfur
present in the hydrocarbon and also removes any peaks of
sulfur which are present due to upstream unit upsets.
WATER & OXYGENATES
hese are removed using fixed beds of adsorbents,
usually based on aluminas and/or molecular sieves. The
adsorbents are regenerable, therefore two vessels are
normally used. One vessel is on-line whilst the other is
being regenerated using hot gas. Johnson Matthey can
supply these adsorbents
CO & CO2
These can be present in the hydrogen feed gas
depending on its source. Johnson Matthey can supply
catalytic processes using PURASPECJM
technology for
removal of these compounds in the gas. See Case Study 2.
OLEFINS
For C5-C
6 streams the hydrotreater should remove
these. For C4 streams. Johnson Matthey can provide
selective hydrogenation processes to remove unsaturates.
FLUORIDES
These can be selectively removed by chemical reaction
using a PURASPECJM
fixed bed non-regenerable absorbent.
CHLORIDES
For chloride-activated isomerization catalysts the
chloride loading in the fuel gas product is relatively high
and the normal practise is to use a caustic scrubber to
remove the chlorides. In locations where it is critical to
have negligible chlorides in this gas at all times, operators
may install a fixed bed of PURASPECJM
non-regenerable
chloride absorbent for final polishing of the gas. See Case
Study 1.
Where molecular sieves are being used on the isomerate
product for iso/normal separation they are protected using
a fixed bed of PURASPECJM
non-regenerable chloride
absorbent. This guard bed can operate at either ambient or
elevated temperatures.
Removal of Impurities
5
6
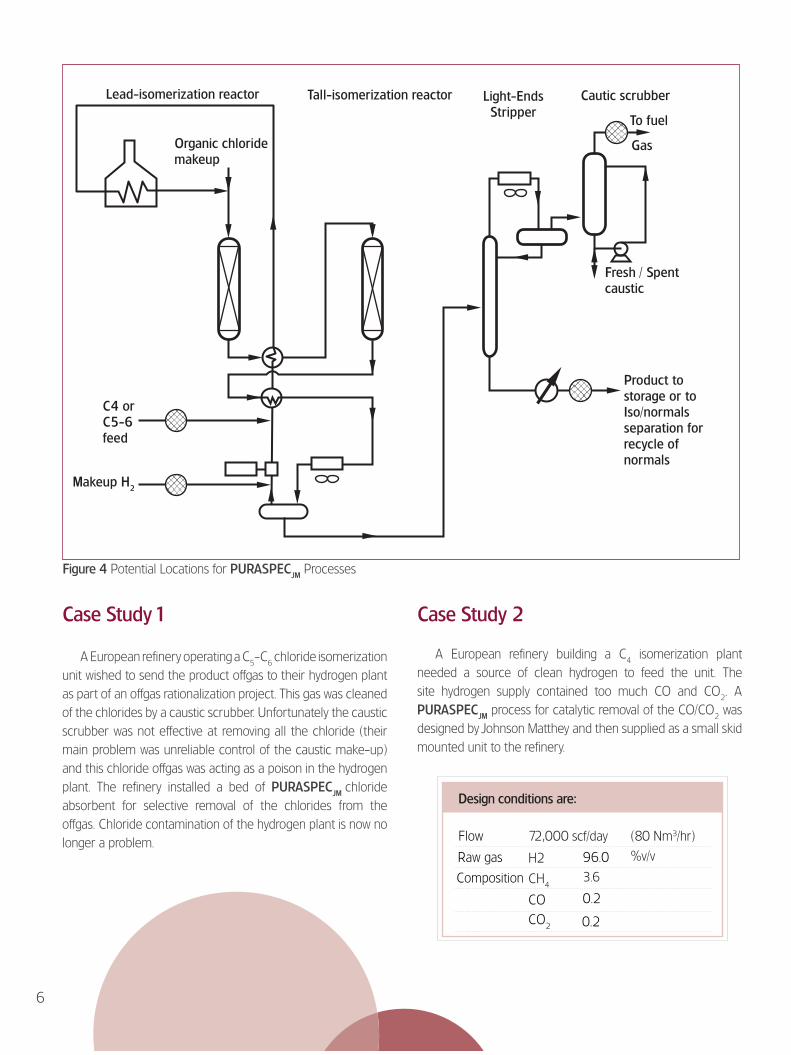
Case Study 1
A European refinery operating a C5-C
6 chloride isomerization
unit wished to send the product offgas to their hydrogen plant
as part of an offgas rationalization project. This gas was cleaned
of the chlorides by a caustic scrubber. Unfortunately the caustic
scrubber was not effective at removing all the chloride (their
main problem was unreliable control of the caustic make-up)
and this chloride offgas was acting as a poison in the hydrogen
plant. The refinery installed a bed of PURASPECJM
chloride
absorbent for selective removal of the chlorides from the
offgas. Chloride contamination of the hydrogen plant is now no
longer a problem.
Case Study 2
A European refinery building a C4 isomerization plant
needed a source of clean hydrogen to feed the unit. The
site hydrogen supply contained too much CO and CO2. A
PURASPECJM
process for catalytic removal of the CO/CO2 was
designed by Johnson Matthey and then supplied as a small skid
mounted unit to the refinery.
Lead-isomerization reactor
Gas
To fuel
Product to
storage or to
Iso/normals
separation for
recycle of
normals
Fresh / Spent
caustic
Makeup H2
C4 or
C5-6
feed
Cautic scrubberLight-Ends
Stripper
Tall-isomerization reactor
Organic chloride
makeup
Design conditions are:
Flow 72,000 scf/day (80 Nm3/hr)
96.0Raw gas
Composition
0.2
H2
0.2
CH4
3.6
CO
CO2
%v/v
Figure 4 Potential Locations for PURASPECJM
Processes

Case Study 3
An American refinery operating a C5-C
6 isomerization
unit was experiencing problems with short bed life and low
octane product.
Its isomerization unit takes light naphtha feed which
has first been hydrotreated. This naphtha hydrotreating
unit (NHT) was successful at removing the bulk of sulfur
contamination from the feedstock. However the refinery
still found slip of sulfur from the NHT stripping column at
levels of about 0.5 ppmw.
Refinery personnel believed this slip of low levels of sulfur
was the cause of poor run length on the isomerization unit.
Typically the precious metal catalyst on the isomerization
unit was only running for 4 to 5 months before product
octane started to fall from about 84 to 81. At this point the
unit was uneconomic to run and it was necessary to do a
hot hydrogen strip of the catalyst to regenerate it. Obviously
this regeneration step resulted in lost production and extra
costs for regeneration activities.
The Refinery installed a PURASPECJM
Process Reactor
on the isomerization unit downstream of the NHT to act as
a trace sulfur removal guard on the C5-C
6 feed, see Figure
5. The improvement in performance of the isomerization
unit has been dramatic. Since installation the unit has not
needed a single hot hydrogen strip.
In addition to significant improvements on the
isomerization unit the refinery personnel have also found
that the PURASPECJM
sulfur guard allows them to run their
hydrotreating catalyst for longer and so make cost savings
on this unit by requiring less frequent hydrotreating catalyst
changeouts. They are able to run longer than before
because, although the hydrotreating catalyst performance
declines slightly with time, they are able to accommodate
its increased slip of sulfur into the product because this is
totally "mopped-up" by the PURASPECJM
guard. Before
installation of the PURASPECJM
sulfur guard they were
changing NHT catalyst when its life reached 200 Bbl
naphtha feed/lb of catalyst. With the PURASPECJM
sulfur
guard now installed they have been able to achieve a NHT
catalyst life >500 Bbl/lb.
Disposal of spent catalysts
Johnson Matthey offers the services of its Catalyst
Care Program for the environmentally correct disposal
of all spent PURASPECJM
catalysts and absorbents. This
service uses registered recycling facilities and provides a
certification of consumption upon completion.
7
Light
Naphtha
Hydrogen
PURASPECJM
600
ReactorStripper
Isomerization
Unit
NHT
Hydro-
Treater
References1. A Hennico& J-P Cariou, Hydrocarbon International 1991 p 68-72
2. M E Reno et al, Hydrocarbon International 1991 p 73-78
Figure 5 PURASPECJM
process reactor on isomerization unit
Typical operating conditions are:
Feed rate
Temperature
Pressure
Inlet sulfur
Exit sulfur
4,000 Bbl/day
220 °F (104°C)
125 psig (8.5 barg)
0.5 ppmw
zero

For further information on Johnson Matthey, please contact your local sales representative or visit our website. PURASPEC is a trademark of the Johnson Matthey group of companies.
1570JM/1116/0/PT2016