Application of MBR for the treatment of textile...
19
P. Damala, E. Katsou, J. Novakovic, K. Chatzikonstantinou, G. Karathanasi, A. Patsia, S. Malamis Application of MBR for the treatment of textile wastewater International Conference on Industrial Waste & Wastewater Treatment & Valorisation, 21‐23 May 2015, Athens National Technical University of Athens
Transcript of Application of MBR for the treatment of textile...

P. Damala, E. Katsou, J. Novakovic, K. Chatzikonstantinou, G. Karathanasi, A. Patsia, S. Malamis
Application of MBR for the treatment of textile wastewater
International Conference on Industrial Waste & Wastewater Treatment & Valorisation, 21‐23 May 2015, Athens National Technical University of Athens

• The advanced treatment of textile wastewater using Membrane
Bioreactor (MBR)
• Examine of COD and nitrogen removal, biomass activity and membrane
fouling
Aim of the study

• The textile finishing industry is the 2nd biggest water consuming sector in Europe
• Large volumes of wastewater
• Substantial quantities of complex chemicals
• Strict legislation governing the quality of treated effluent that is discharged to Asopos river
• MBR technology can help produce high treated effluent quality
Textile industry
6 millions tons of textile materials processed each year with a consumption of 600
million m³ of water

• What kind of textile industry? Specializing in dyeing and finishing textile products
• Where is the industry situated?Inofita – Schimatari (Prefecture of Viotia, Greece)
• Which problems has the area?‐ Increased industrial development over the years
‐ Serious environmental problems due to the contamination of the river,
the aquifers and the soils of the area from untreated or poorly treated industrial
wastewater
Industry under examination (1/3)

• Process inputs: Fabric rolls: polyester, cotton, viscose, acrylicDyes: Direct, reactive, acid, disperse, azoic etc. Other textile auxiliaries: acids, salts, bleach, sizing agents, surfactants, stabilisers etc.Water & energy
• Process outputs: Dyed and finished fabricsWaste effluent
• Production process: Depends on fabric type (natural or synthetic) / quality of the final product
Industry under examination (2/3)
FinishingRinsingDyeingMercerising(cotton textiles)
BleachingScouringDesizing(cotton textiles)
BatchingStorage of
raw material
….Wastewater generation...

• Wastewater production: 85 m3/d
1. Process of washing and dyeing textile substrates2. Rinsing of equipment in the production process3. Washing of floors & areas of production and wastewater produced by personnel
Current wastewater treatment method:
Industry under examination (3/3)
Personnel 1%
Production process83%
Steam losses8%
Softening6%
Exhausts from production
2%
Water consumption
Wastewater ScreeningEqualizationAS process
FlocculationSedimentation
Sand filtration AC filtration
Chlorination

Pilot Membrane Bioreactor
Equalisationtank
Aeration tank ‐MBRInfluent
Treated effluent
Dewatering unit
pH, T, TMP
PLC
Operation time of blower & permeate
suction pump
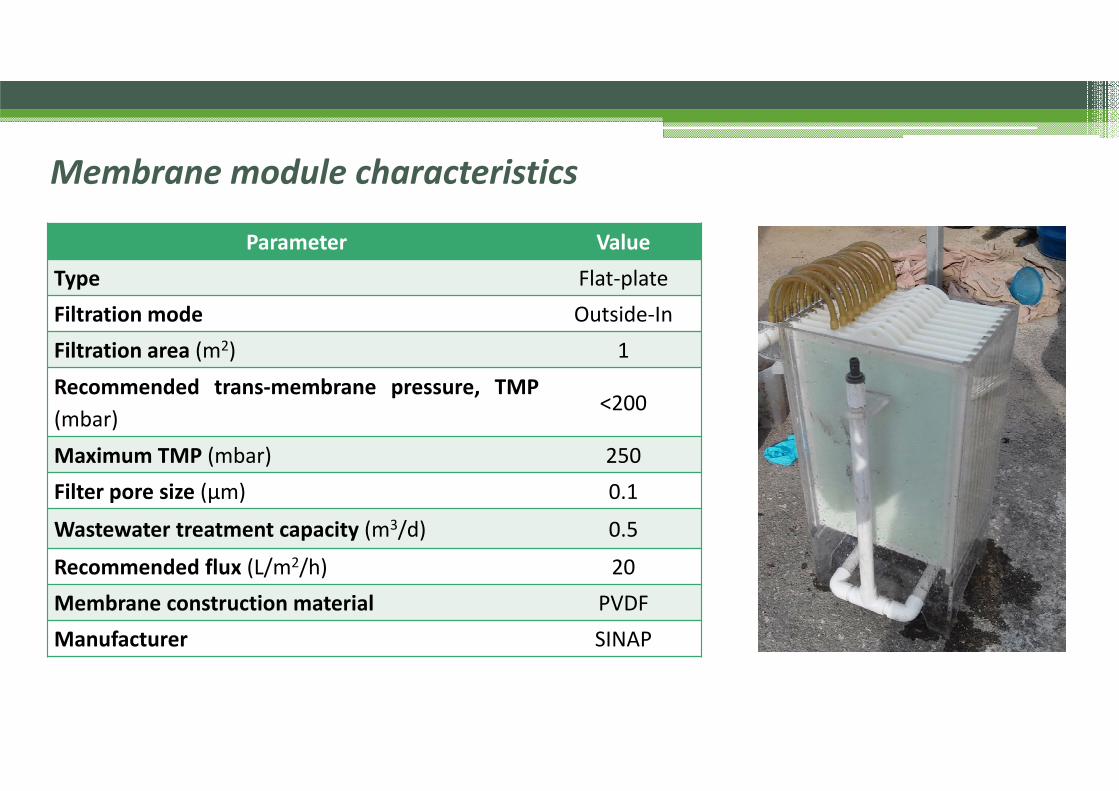
Parameter Value Type Flat‐plateFiltration mode Outside‐In Filtration area (m2) 1
Recommended trans‐membrane pressure, TMP(mbar)
<200
Maximum TMP (mbar) 250 Filter pore size (μm) 0.1
Wastewater treatment capacity (m3/d) 0.5
Recommended flux (L/m2/h) 20Membrane construction material PVDFManufacturer SINAP
Membrane module characteristics

Total operating time: 40 days
Chemical cleaning of membranes: 21st day of operation
Sampling frequency: 2 times per week
Sampling points: Inlet – Aeration tank – Outlet
Experimental period & Sampling

ParameterMean value standard deviation
Mixed liquor pH 8.06 0.04Mixed liquor temperature (oC) 20 – 30 DO (mg/L) <0.5OLR (kgCOD/m3/d) 0.39F/M (gCOD/gMLVSS/d) 0.052MLSS (g/L) 7,547 1,692MLVSS (g/L) 5,278 1,051HRT (d) 7.5SRT (d) No sludge wastingPermeate net flux (L/m2/h) 8.3Filtration time during one cycle (min) 8Relaxation time during one cycle (min) 2
Operational parameters

• Analytical methods pH & conductivity Total & volatile suspended solids (TSS, VSS)Biochemical Oxygen Demand (BOD5)
Chemical Oxygen Demand (COD) Total nitrogen (TN), ammonium (NH4‐N), nitrate (NO3‐N) & nitrite (NO2‐N)Total phosphorus (TP) & phosphate (PO4‐P)Metals (Cr, Cu, Mn, Ni, Cd, Pb, Zn)
• Biomass activity testsOUR – AUR – NUR
Materials & Methods
Standard Methods
Photometry
Atomic Absorption Spectroscopy

Results & Discussion
Parameter Influent (average ± SD)
Treated Effluent (average ± SD)
pH 8.05 ± 0.9 8.27 ± 0.06Conductivity (mS/cm) 3.03 ± 0.5 3.43 ± 0.38
TSS (mg/L) 196.1 ± 108.8 3.3 ± 0.5VSS (mg/L) 146.3 ± 101.8 ‐COD (mg/L) 2966 ± 438 209 ± 47
Soluble COD (mg/L) 1218 ± 351 ‐BOD5 (mg/L) 655 ± 247 14.1 ± 5.6TP (mg/L) 2.9 ± 1.3 1.96 ± 1.38
PO4‐P (mgP/L) 1.73 ± 1.3 0.23 ± 0.42 NH4‐N (mgN/L) 2.24 ± 1.00 3.23 ± 2.16NO3‐N (mgN/L) 2.08 ± 1.47 7.48 ± 0.38 TN (mgN/L) 32.1 ± 18.5 16.8 ± 5.1Cu (μg/L) 54 ± 25 ‐Mn (μg/L) 15 ± 11 ‐Zn (μg/L) 292 ± 110 39 ± 12Pb (μg/L) <5 ‐
Physicochemical characteristicsof influent and treated effluent
by MBR

COD / BOD5 = 4.5
90%
92%
94%
96%
98%
100%
102%
0100200300400500600700800900
1000
4 6 11 20
BOD (m
g/L)
Day
BOD= f(t)
BODin BODout BOD removal efficiency, %
90%
91%
92%
93%
94%
95%
96%
97%
98%
0
500
1000
1500
2000
2500
3000
3500
4000
4 6 11 14 18 20 25
COD (m
g/L)
Day
COD= f(t)
CODin CODout COD removal efficiency, %

30 – 65 % Nitrogen removal

Endogenous activity (sOURend) Aerobic heterotrophic biomass (sOUR) Nitrifiers (sAUR) Denitrifiers (sNUR)
Biomass activity tests
ParameterAverage value
standard deviation
sOURendogenous 20oC (mgO2/gVSS h) 0.89 0.31
sOURmax 20oC (mgO2/gVSS h) 8.01 1.74
sAUR 20oC (mgN/gVSS h) 0.26 0.02
sNUR 20oC (mgN/gVSS h) 0.59 0.03

Trans‐membrane pressure
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25 30 35 40 45
TMP (m
bar)
Duration of operation (d)
Chemical cleaning Sodium hypoclorite (2%)
Citric acid (0.5%)
Gradual TMP
increase 8 mbar / d

• Τhe removal of both COD and BOD from textile wastewater was high > 90%
• The low DO in the bioreactor led to simultaneous nitrification/denitrification with nitrogen removal being variable from 30 up to 65%
• Oxygen uptake rate, nitrification and denitrification rates were much lower than those typically met in municipal wastewater plants. Textile wastewater contains substances that can inhibit biomass activity. However, the activity values are similar to those obtained in other industries (i.e. petrochemical)
• Severe fouling of the flat‐plate membranes can be avoided by maintaining the permeate flux at approximately 8‐10 L/m2 h
• The treated effluent could meet the limit for nitrogen, phosphorus and BOD5 but not for the COD
• The proposed treatment system is in a preliminary period of operation so longer time is needed to confirm that the effluent quality meets the needs of the specific industry in terms of compliance to the legislative framework
Conclusions

• Assess the economic viability of the proposed treatment method in relation to the current treatment system of the industry
• Examine the efficiency of the process under:1. Lower HRT2. Increased aeration, which will lead to increased DO concentration.
Future steps..

The project is co‐financed by the European Regional Development Fund (ERDF)of European Union and Greek national funds in the framework of theOperational Program "Competitiveness and Entrepreneurship" of the NationalStrategic Reference Framework (NSRF 2007‐2013) ‐ Research Funding Program:Synergasia 2009. Action I. Cooperative small‐ and mid‐scale projects (projectcode: 09SYN‐81‐1100)
Thank you for your attention!