APPENDIX E – WHITING REFERENCE SPECIFICATIONS AND DRAWINGS
97
FQ14008 Contract No. FQ14008 APPENDIX E – WHITING REFERENCE SPECIFICATIONS AND DRAWINGS October 2013 Division 01 Washington Metropolitan Area Transit Authority E-1
Transcript of APPENDIX E – WHITING REFERENCE SPECIFICATIONS AND DRAWINGS

FQ14008 Contract No. FQ14008
APPENDIX E – WHITING REFERENCE SPECIFICATIONS AND DRAWINGS
October 2013 Division 01 Washington Metropolitan Area Transit Authority E-1



































RAIL TRANSIT
MAINTENANCE PRODUCTS
TRANSIT VEHICLE HOIST SYSTEMS Whiting Corporation has been supplying Rail Maintenance Equipment to North American Railroads and Transit Agencies since the 1940’s. Whiting supplied its first true car hoist system to the Chicago CTA in 1962. Whiting Equipment is known for its longevity and reliability. Many customers who have equipment originally purchased in the 1950’s and 1960’s continue to use it to this day. Whiting’s custom built hoisting systems are offered in deep and shallow pit designs below the shop floor. Above the shop floor they can be standard or “C” frame (pass thru) designs. The in-floor equipment is designed and built using a common base. This allows for complete shop assembly, functional and load testing of the equipment in the factory
prior to shipment. Building on a common base also allows for simplified equipment installation, the equipment is shipped to the customer as a complete unit and installed. Whiting Corporation is committed to deliver value through customized, cost effective solutions, which meet the Rail Transit vehicle maintenance needs of our customers. The reliability, maintainability and durability of our equipment are the basis for our market position and our 100 years plus of experience.
26000 S. Whiting Way • Monee, IL 60449 • Telephone: 708-587-2000 • Fax: 708-587-2001 •
www.whitingcorp.com

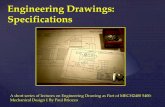
SPECIFICATIONS Capacities and Dimensions Hoist Capacity 2 post/4 post 20 ton/40 ton Body Support capacity (pair) 30 ton Hoist Lift –from top of rail 60 inches Body Support Travel 84 inches Hoist Lift Rate 60 ipm Body Support Lift Rate 60 ipm Length of Lifting Rail 11 ft Track Gauge Standard (56 ½”) Electrical System Power Requirements (Hoist) 480 VAC 3 Phase 60 Hz Power Requirements (Control) 115 VAC 1 Phase 60 Hz Drive System Standard and “C” frame pass thru Hoist systems are designed and constructed utilizing two (2) jack screw column assemblies for deep pit design and four (4) screw jack column assemblies for shallow pit design per industry standard practice complete steel jack screws (AISI C1144 straightened and stress relieved), bronze/aluminum alloy jack nuts, back-up safety follower nuts, bevel gearing, gear case, premium bearings, seals, and hardware. The jack screw columns assemblies are interconnected to the main hoist motor using steel shafts, couplings, and drive gear reducers mounted to the equipment base. The drive system components are arranged to assure synchronous operation of all jack screw column assemblies. Operator Controls State of the art pedestal mounted Master Control Station includes all control buttons and large visual indicator panel to advise the System Operation of the status of the equipment. An included data recorder stores all faults for future reference if required. Safety & Reliability Features Whiting’s patented jack screw connector assembly is designed to provide a flexible connection between the bevel gear case and rotating jack screw.(shown below) Eliminating jack screw shear in the event of mechanical failure. The Lanyard Encoder based monitoring system (also shown below)is designed to indicate a fault and stop motion should the mechanical jack actuator components stop motion. Safety features include visual and audio alarms as indications of hoist operations , motion control system that shut down the system if jack screws are not in sync, nut wear sensors, low lubrication sensors , and emergency stop buttons.
JACK SCREW ACTUATOR SYSTEM Lanyard Encoder Based Monitoring System

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 1 of 11
SECTION 14700 - LIGHT RAIL VEHICLE BOGIE TRUCK TURNTABLE SPECIFICATION
Part 1 – General
1.0 Description This specification describes the design, manufacture, and installation of a manually operated bogie truck turntable in order to facilitate the transfer of Washington Metro Area Transit Authority (WMATA) transit car trucks between shop rails. The design of the turntables shall be based on bogie trucks used on WMATA rail cars without requiring auxiliary components.
1.1 Cited Standards as applicable to the design and manufacture of this equipment:
AISC – American Institute of Steel Construction, ASD, 9th Edition
AWS – American Welding Society
ASTM – American Society of Testing and Materials
SAE – Society of Automotive Engineers
NEMA – National Electrical Manufacturers Association
ANSI – American National Standards Institute
OSHA – Occupational Safety and Health Administration
1.2 Submittals
The equipment manufacturer shall submit the following for review and approval as part of the work described in this specification. Submit the following:
1.2.1 Equipment Foundation Outline drawings defining the dimensions of the equipment pits, loads imposed by the equipment on to the foundations, locations of anchors securing equipment bases to the foundations, dimensions defining the locations of the equipment pits relative to each other and the shop tracks, instructions on the placement and installation of any associated components required for the installation those components. Information on the foundation outline drawings shall be sufficient to allow the general contractor to proceed with the civil design of the foundation elements associated with the bogie truck turntable system.
1.2.2 Turntable equipment arrangement drawings including bill of material defining major equipment assemblies. Provide all required dimensions including but not limited to overall equipment envelope and all other required dimensions to allow for the coordination of the equipment with the equipment foundation outline drawings, the
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 2 of 11
LRV’s and this specification. Provide sufficient detailed information for all components as may be required for operational and maintenance purposes. Define on the drawings equipment capacities, assembled equipment weights and equipment identifiers including serial numbers.
1.2.3 Complete Operation and maintenance manuals as defined later in this specification.
1.2.4 Manufactures shop testing plan and documented equipment testing results as defined later in this specification.
1.2.5 Manufactures equipment field testing and commissioning plan and acceptance documentation.
1.3 Quality Control
1.3.1 The general contractor shall be responsible for the coordination of all work relating to the equipment defined in this specification, work at the site and for the work of all trades. The general contractor or its designated installation sub-contractor shall provide all tools, material and qualified labor required for the complete installation and commissioning of the turntables defined in this specification.
1.3.2 The general contractor shall have the responsibility for the civil design and construction of the equipment foundations and shall coordinate/verify the as-built equipment foundation dimensions meet the requirements defined in the civil design drawings and the manufactures equipment drawings. Differences or non-conformances identified between the as-built dimensions and the civil design or manufactures drawings shall be resolved prior to the installation of the equipment.
1.3.3 The equipment manufacturer shall employ a quality system certified to ISO-9001:2008 in the design and manufacture of the equipment specified herein. The manufacturer shall provide a copy of their quality system certification with their bid documentation and submit a copy to the engineer with the submittal documentation.
1.3.4 All material and components used in the manufacture of this equipment shall be new, selected for the intended purpose of the design. Previously used or refurbished material, equipment and components is not acceptable.
1.3.5 OEM purchased components including but not limited to motors, couplings, bearings, gearing and electrical devices used in the manufacture of this equipment shall be the manufacturers standard or commercially available and shall be supplied by companies regularly engaged in the manufacture of those components. Like components used in the fabrication of this equipment shall be provided by the same manufacturer.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 3 of 11
1.3.6 Equipment supplied under this specification shall meet the “Buy America” guidelines as
defined by the Federal Transportation Administration (FTA – 49 CFR 661).
1.3.7 Qualification of the Turntable Equipment Manufacturer
1.3.7.1 The manufacturer providing the equipment specified herein shall be a reputable firm regularly engaged in the design and manufacture of bogie truck turntables for a minimum of 15 years.
1.3.7.2 The manufacturer shall submit the following information with their bid documentation:
a.) A list of installed operating bogie truck turntables in the United States for the past 15 years including location and transit agency identification.
b.) Contact information for each facility location identified above.
c.) Specific information listing the location of the turntable equipment manufactures fabrication and manufacturing facility.
1.3.8 Equipment Fabrication, Assembly, and Testing
1.3.8.1 The components and assemblies used in the manufacture of this equipment shall be assembled to a common steel fabricated base to facilitate installation of the equipment. All materials and components shall be new, selected for the intended purpose of the equipment.
1.3.8.2 All welding utilized in the fabrication of this equipment shall be performed by welders certified for material and position per AWS D1.1 or D14.1. Weld procedures shall be qualified per AWS D1.1 or D14.1.
1.3.8.3 Turntables manufactured and supplied under this specification shall be assembled and undergo a manufacturers shop functional and load test to the rated rotating capacity of the unit. Shop inspection and testing of the equipment shall conform to the manufacturers documented plan and procedures. Results of the shop tests shall be documented and submitted to the Authority for record. Notify the engineer (30) days prior to the start of the equipment shop testing.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 4 of 11
1.3.8.4 A corrosion resistant name plate clearly identifying the equipment
manufacturers name and serial number shall be affixed to the equipment in a prominent location
1.3.8.5 Fabrication of the equipment specified herein shall be in accordance with the equipment approval drawings using the materials specified for the intended design. The manufacturer shall employ qualified personnel with adequate tools required to manufacture the equipment. Fabrication of the equipment shall not commence until the submittal drawings are approved by the engineer.
1.3.8.6 During the manufacturers shop test, items found to be nonconforming or faulty shall be repaired or replaced in accordance with the manufacturer’s quality system requirements and the equipment shall be retested to demonstrate its ability to meet the acceptance criteria prior to the equipment shipment. Records of the manufacturers shop tests and results including the acceptance criteria and certification the equipment meets the requirements of the shop testing plan shall be provided to the Authority for record.
1.3.8.7 The turntable equipment shall be installed in accordance with the manufactures drawings. The contractor shall verify all equipment foundations are true and fit for the installation of the equipment prior to the installation taking place. All equipment shall be installed complete and made ready for use by Authority personnel. Equipment shall be aligned, level and true. Surfaces marred during the installation of the equipment shall receive a coating of manufacturers supplied touch-up paint. All components requiring lubricant shall be checked and lubricant added if required. Components damaged or distorted during equipment installation shall be repaired or replaced prior to field testing and acceptance by the Authority.
1.3.8.9 Upon the completion of installation and prior to acceptance by the Authority, the turntable shall undergo field testing per the manufacturers approved field testing plan. The Authority shall provide vehicle transit bogie trucks for use in conducting the start-up, testing and commissioning of the equipment. The general contractor shall notify the Authority (14) days before the equipment acceptance test are to take place. The contractor shall secure the services of a manufacturer’s representative to conduct the start-up, commissioning and acceptance testing of the equipment. Upon completion of acceptance testing, the equipment shall be wiped clean and all surfaces marred during acceptance testing touched-up with manufacturers supplied paint and items noted during the testing resolved. Records of the acceptance test results shall be provided to The Authority for their records.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 5 of 11
1.3.9 Delivery, Storage, and Handling
1.3.9.1 All equipment and components shall be suitably packaged to prevent damage in transit and during handling. Items shall include suitable weather resistant identification tags clearly identifying the component. Equipment and components shall be stored at the site in a manner to avoid damage, distortion, misalignment and shall be adequately protected against damage by weather or other cause.
1.3.9.2 Additional precautions shall be taken to protect electrical components from damage including motors, controls, enclosures and conductors.
1.3.9.3 All equipment shall be delivered to the site with their original manufacturer’s markings and identification intact. The engineer reserves the right to reject materials and equipment that is damaged, improperly identified or not in conformance with the approved drawings.
1.3.10 Equipment Warranty
1.3.10.1 The manufacturer shall provide an equipment warranty against defects in material and workmanship for a period of (24) months from the acceptance of the equipment, not to exceed (30) months from the date of shipment of the equipment to the site.
Part 2 – Equipment
2.0 Manufacturers
2.0.1 The equipment specified herein shall be supplied by a qualified manufacturer, regularly engaged in the design and fabrication of bogie truck turntables with a demonstrated history of successfully supplying reliable equipment. Approved manufacturers meeting this criteria include the following:
A. Whiting Corporation, 26000 Whiting Way, Monee, IL 60449, www.whitingcorp.com
B. Approved Equal.
2.1 General Requirements and Performance – Bogie Truck Turntables
2.1.1 Provide manually operated bogie truck turntables capable of rotating bogie trucks supplied with the Authorities LRV's. Turntables shall be capable of rotating 360 degrees in either direction with the ability to lock into position in 90 degree increments. Include two (2) sets of rails, each set of rails orientated perpendicular to the other.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 6 of 11
2.1.2 The performance requirements of the turntable shall be the following:
Number of turntables: As shown on the contract drawings
Turntable rotating capacity: (7 1/2) tons (US)
Turntable crossing capacity: (25) tons (US) on service tracks, (7 1/2) tons in truck repair area.
Turntable Diameter: 11ft - 5 inches
Rail Gage: 4ft – 8 ½ inches
2.1.3 Bogie Truck Turntables shall be steel fabrications utilizing materials conforming to the ASTM and/or SAE requirements. Allowables used for the design of mechanical components shall utilize a design factor of 5 based on the average ultimate strength of material. Structural allowables shall be based upon those provided in the AISC Steel Construction Manual, 9th edition (ASD) with appropriate dynamic factors applied.
2.2 Turntables
2.2.1 Turntables shall be designed to operate manually through the use of a steel fabricated retractable pusher arm with integrated lock designed to integrate with lock pockets located in the adjacent foundation in 90 degree increments. When not in use, the pusher arm shall retract and be stowed below the deck of the turntable. The integrated lock shall interface with the locking pockets when the pusher arm is retracted.
2.2.2 Each turntable shall be a fabricated steel weldment designed to integrate with and rotate on a central Rotek bearing. The bearing shall mount to a plate designed to interface with a grout plate and be secured to the foundation by means of anchor bolts.
2.2.3 Turntable rails shall be fabricated from C1045 bar stock and set to a rail gage of 4'-8 1/2". Two (2) sets of rails shall be provided. One set of rails shall be set perpendicular to the other set so they align with the shop approach rails from either direction in 90 degree increments.
2.2.4 Rails provided on turntables located on the service tracks shall be electrically isolated from the turntable structure and interface with collector shoes and collector ring for DC negative return bonding application. Include a collector ring for each designated turntable installed in the equipment pit that provides a path for a 750 Volt DC negative return circuit used with the shops stinger system. Provide connection points on the collector ring for hook up of 500 ampere bonding cables between the shop approach rails and collector ring. Bond rails to a steel mounting plate using a nonmetallic non-
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 7 of 11
conducting material. Bonded rails shall be removable from the turntable structure. Turntables located in the truck repair area or identified as not part of the DC negative return system do not require the turntable rails to be isolated and interfaced with a collector ring.
2.2.5 Fabrication of the turntable shall utilize 3/4 inch thick diamond checker steel floor plate on the top surface. The turntable deck plate and supporting structure shall be designed to support a distributed load of 300 lbs per square foot and a 6000 lb concentrated load distributed over a 6 inch diameter circle. The surface deck loads do not have to be applied simultaneously.
2.2.6 Provide removable access panels in the top deck of the turntable to facilitate lubrication and maintenance of the turntable center bearing and collector ring. Include removable lifting eyes to facilitate the removal and installation of the access panels. The access panels shall be fabricated using 3/4 inch thick steel diamond checker floor plate.
2.2.7 The turntable manufacturer shall provide steel curb channel designed for installation along the perimeter of the turntable pit. Integrated lock pockets shall be included to interface with the locking mechanism provided with the turntable pusher arm. Provide one lock pocket in each quarter of the pit circumference that allows for the turntable rails to align with the shop approach rails in 90 degree increments.
2.2.8 The maximum variation of the horizontal plane of the turntable encompassing the top of the rails shall be 1/4 inch measured between any two (2) points with or with-out the rotating load. The maximum difference in elevation of the turntable rails and the shop approach rails at the perimeter of the equipment pit shall be 1/8 inch. Design the turntable top deck and associated equipment foundation pit to a maximum gap of 3/4 inch along the circumference. Gaps between the ends of the turntable rails and the shop approach rails shall not exceed 3/8 inch.
2.2.9 Include provisions in the design and manufacture of the turntable to facilitate lubrication of the center rotating bearing on a scheduled basis. Provide a central lubrication point with grease lines connected to the lubrication points on the bearing. Include alemite grease fittings at a common location for application of grease lubrication during maintenance activities. The lubrication point shall be at the same radius as one of the removable access panels on the turntable deck.
2.2.10 The turntable shall be manufactured as a unit to facilitate the installation of the equipment in the equipment pit. Include lifting shackles in the deck of the turntable rated to the dead weight of the unit to facilitate installation. Shackles shall not protrude above the turntable deck when not in use.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 8 of 11
2.3 – Surface Preparation and Painting
2.3.1 Apply to non-stainless steel components and equipment one (1) prime coat and one (1) finish coat of the manufacturers standard safety yellow epoxy paint. The final dry film thickness of the paint shall be a minimum of 3 mils. The top rail surfaces and finished machined surfaces do not need to be painted. All fittings used for the application of lubrication shall be protected from the application of paint. The retractable pusher arm shall be chrome coated. Finish paint shall be applied to the exposed face of the curb channel after installation in the foundation.
2.3.2 All surfaces to be coated shall be cleaned of any scale, rust, oil, dirt, or grease prior to the application of paint. Surfaces to be painted shall be prepared in accordance with the paint manufacturers recommendations.
2.3.3 Items purchased from OEM suppliers may be supplied with the manufacturer’s standard coating system.
2.3.4 The manufacturer shall supply one quart of primer and finish paint to touch up any surfaces marred during the shipment and installation of the equipment.
2.4 – Operations and Maintenance Manuals
2.4.1 Submit to the Authority for review and approval one (1) hard copy draft of the turntable operations and maintenance manual. Submit the draft copy no later than (60) days prior to the shipment of the equipment.
2.4.2 Bind all pages in a three (3) ring binder in an 8 ½ X 11 format. Included drawings shall be clear and legible and may be either 8 ½” X 11 or 11” x 17” folded to conform to the 8 ½” X 11 format. Each sheet shall utilize reinforced edges at the binder.
2.4.3 The Operations and Maintenance manual shall include the following as a minimum:
a.) Cover page with the identification of the Authority facility location, equipment type, serial numbers and Authority purchase order or contract number as a reference.
b.) Identification of the equipment manufacturer with contact information for service and spare or replacement parts.
c.) Table of contents identifying major sections of the manual
d.) Section describing the supplied equipment and discussing the operational sequence of the equipment. Detail the step-by-step operation of the equipment.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 9 of 11
d.) Identification and discussion of the turntable safety related systems and
components. Identify any potential hazards and safety related issues.
e.) Section describing in sufficient detail maintenance activities associated with the equipment including disassembly of major components, lubrication charts showing locations, lubrication types, and frequency of checks, identification of normal wear components with instructions to facilitate their inspection and replacement,
f.) Trouble shooting section identifying potential issues and their remedies.
g.) A set of mechanical arrangement and sub-assembly drawings providing sufficient detail with bill of material to facilitate maintenance activities including part identification, removal and replacement.
h.) A section containing catalog cuts for all commercial OEM purchased components used in the manufacture of the equipment. Where multiple types of the component is shown on a page, clearly identify the component supplied with the equipment. Include any OEM supplied operations and maintenance manuals.
i.) Recommended spare part listing with part numbers including components with an extended lead time greater than (10) days.
j.) Manufacturers stated equipment warranty.
2.4.4 After approval, submit one (1) final hard copy of the complete Operations and Maintenance manual as described above and one electronic copy as an Adobe PDF on a compact disk to the Authority for record. Submit the final copies within (10) calendar days of the final acceptance of the equipment.
2.5 – Manufacturers shop inspection and testing plan
2.5.1 The manufacturer shall submit one (1) copy of the documented equipment shop inspection and testing plan prior to the start of shop testing activities. Include as a minimum a description of the inspection and testing sequence, identification of items to be measured or checked (mechanical and electrical), criteria for acceptance and sign-off by the personnel responsible for conducting the test and verifying the test results. Identify each piece of equipment to be tested by its serial number and the date the test occurred.
2.5.2 Submit the documented testing plan no later than (14) days prior to the scheduled start of equipment shop testing activities. The Authority reserves the right to have its personnel or designees witness the equipment tests.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 10 of 11
2.5.3 Submit one (1) final completed copy of the equipment shop test documentation to the
Authority for record. Submit the test records prior to installation of the equipment at the site.
2.6 – Special Tools
2.6.1 Furnish two (2) each of any special tools required for the operation and maintenance of the equipment.
Part 3 – Execution
3.1 Design and manufacture all equipment to be supplied in conformance with this specification and the approved submittal drawings. Requests for deviations from the specification or approved drawings must be submitted in writing to the Authority for review and approval prior to changes being made.
3.2 The general contractor shall construct the equipment foundations according to the civil design plans coordinated with the manufacturer’s foundation outline drawings. Equipment anchor bolt diameters, locations and loads shall be indentified in the manufacturer’s drawings. Design of the anchors and foundations shall be provided as part of the project civil design work by the general contractor or their designee.
3.2 The equipment shall be delivered to the site and installed in agreement with the manufactures drawings and instructions by an installer selected by the general contractor. The installer shall be competent and experienced in the installation of capital machinery/equipment, employ qualified personnel equipped with adequate tools and materials to perform the work associated with the installation of the equipment. All equipment shall be level and true, in proper alignment, secured to the foundation and made ready for use by Authority personnel. Any components damaged during the installation of the equipment shall be repaired or replaced to the satisfaction of the Authority prior to the completion of installation activities.
3.3 Upon completion of the equipment installation, the equipment shall undergo commissioning and acceptance testing. The Authority shall provide a bogie truck and the turntable shall be tested per the manufacturers documented acceptance testing plan. As a minimum, the acceptance testing plan shall include basic functional testing of all the equipment and its safety functions. Indentify all functional checks, measurements to be made and acceptance criteria in the documented testing plan. Notify The Authority no later than (14) days prior to the start of acceptance testing of the equipment.
3.4 The general contractor shall engage the services of a qualified and experienced manufacturer’s field service representative to provide technical assistance during the installation and conduct acceptance testing of the equipment. The field service representative shall coordinate and
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE WMATA Turntable Specifications - Issued 10-17-13 Page 11 of 11
conduct the acceptance testing of the equipment in the presence of the Authority designee per the documented testing plan.
3.5 Items or components found to be nonconforming during acceptance testing shall be repaired or replaced and the equipment shall be retested and verified as meeting the acceptance criteria documented in the testing plan.
3.6 The Authority or its designee shall indicate final acceptance of the installed equipment upon successful completion of the acceptance testing. All equipment shall be cleaned, marred surfaces touched-up with factory supplied paint, all lubrication locations checked and verified, and a copy of the completed acceptance testing plan results provided to the Authority for their records.
3.7 The manufacturer’s representative shall conduct a training session for the Authority’s operation and maintenance personnel. Training topics shall include the safe operation of the turntables including safety features, troubleshooting as well as normal maintenance inspections and checks. Items shown as normal wear items shall be identified and procedures for their removal and replacement included as part of the program. All training materials shall be provided by the manufacturer for use by Authority personnel. Training sessions shall be conducted in two (2) sessions and include time in a class room setting as well as time working with the equipment. Provide attendance sign-in sheets and certificates of completion to Authority personnel who have completed the training program.
END OF SECTION
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

FOR INFORMATION ONLY NOT FOR CONSTRUCTION

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 1 of 20
SECTION 14403 TWO·SCREW CAR HOISTS AND BODY HOIST SYSTEMS, DEEP PIT DESIGN, MANUFACTURE
AND INSTALLATION REQUIREMENTS Equipment – Deep Pit 2-Post Married Pair Car Hoist Systems with Body Hoists/Supports designed and manufactured to lift and hold the Authorities rail transit cars for maintenance and inspection purposes.
PART 1 - GENERAL
1.01 RELATED DOCUMENTS:
A. Drawings and general provisions of the Contract apply to this section.
B. Related Sections include Section XXXXX, Equipment General Requirement.
C. Submittal Requirements as defined within this specification.
1.02 DESCRIPTION:
A. Furnish complete electro-mechanical Married Pair Car Hoists with Body Hoist/Support systems and all required power and control components complete with panel enclosures (motor control center, master control station and remote control stations), non embedded conduit and interconnecting wiring from power supply to equipment.
B. Each Car Hoist and Body Hoist/Body Support shall be of the Deep Pit Design. Each Car Hoist shall be supported from a pit floor, which shall be approximately 11'-6" below the shop floor.
1.03 QUALITY ASSURANCE:
A. Manufacturer Requirements:
1. Furnish Car and Body Hoists/Supports manufactured and designed as approved by WMATA's engineering, operation and maintenance departments.
2. Minimum expected half life of this equipment shall be 25 years. All equipment furnished shall be heavy duty, industrial type. Only new material shall be used for the fabrication and manufacture of this equipment and its components. Previously used or reconditioned material/components are not acceptable. Purchased components used in the manufacture and assembly of the system shall be provided by OEM companies regularly engaged in the fabrication and supply of those components. Like components used for this equipment shall be provided by the same manufacturer.
3. The Engineer reserves the right to inspect materials and their sources, workmanship, and construction methods at any time, at the Manufacturer's shop or fabricating facility. The Engineer further reserves the right to be present for any or all shop tests of components, assemblies, or systems. The Manufacturer shall notify the Engineer two (2) weeks in advance of any tests.
4. Manufacturer’s Compliance: All factory wired control panels, including safety-circuits and electrical control, shall be wired using UL Listed Components in accordance to NFPA 70.
5. Nameplates: A corrosion resistant nameplate clearly marked with the manufacturers name, equipment model number (if applicable), serial number, date of manufacture, operating data and power requirements shall provided for each piece of equipment. Nameplates shall be securely attached, by mechanical means, in a prominent location on each major item of equipment. Attached to each car hoist lifting beam shall be a load capacity plate clearly displaying the rated lifting capacity of the unit in tons. Each body hoist/support vertical column or support head shall have attached a rated lifting/support capacity plate displaying its rated load in tons.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 2 of 20
6. Qualification of Manufacturer: The Manufacturer shall be reputable and regularly engaged in the design and manufacture of the type of equipment specified herein. Assembled components, purchased by the Manufacturer for this Contract, such as motors, gear boxes, electrical devices, etc., shall be the standard products of qualified manufacturers. All similar items shall be the products of a single manufacturer.
7. All hoists supplied as part of this contract shall meet the Federal Transit Administration Buy America Clause for equipment installed in an existing maintenance shop.
8. The manufacturer of the hoists defined within this specification shall be ISO-9001 certified and registered. The manufacturer must submit proof that it has implemented and maintains a quality system that fulfills the requirements of the ISO-9001 in the form of a certificate documenting the most recent quality audit and report. Furnish the manufactures ISO 9001 quality assurance program to the authority for review and record.
9. Based on the information supplied, and discussions with the contact persons named, the Engineer will determine the acceptability of the proposed Manufacturer and equipment.
10. Welders performing the fabrication of this equipment shall be certified to the AWS D 1.1/14.1 for both material and position. Records of the welder certification and weld procedures shall be provided upon request of the Authority.
1.04 TRAINING:
A. The General Contractor is responsible for contracting with the equipment manufacturer to facilitate and conduct training for Authority personnel as outlined in later in the specification, Section 3.07.
B. Levels of Training:
1. Level l: Familiarizing Training
2. Level ll: Training for P&E Personnel
3. Level lll: Car Hoist Control System Programming Training
PART 2 - PRODUCTS:
2.01 GENERAL OPERATING CHARACTERISTICS
A. Each Car Hoist and Body Hoist system will raise, lower, or hold the Metro Authorities transit car vehicles at height above the shop floor. This shall be accomplished from a master control station through the use of a selector switch which shall allow all Car Hoists and Body Hoists to act simultaneously for married pair vehicle lifting and support. The Car Hoists and Body Hoists/Supports shall be operated from the master control station utilizing "raise-lower" pushbuttons.
B. Each Car Hoist and associated Body Hoist/Support of the de-trucking system shall be operated individually from a remote control station through the use of a selector switch mounted on the master control station. The master control station shall be locked out when a remote control station is activated by the selector switch. Use of the remote control station will allow individual transit vehicle trucks to be lowered to shop floor track level.
C. De-trucking (truck removal and installation) shall be accomplished with the assistance of Body Supports. Each pair of electro/mechanical powered Body Hoists/Supports shall operate simultaneously to support the transit vehicle at any position up to fully extended when the system is operated from the master control station. Sensors in the Body Hoist/Support shall stop their operation when full contact with the jack pads is made. Each Body Support will be equipped with a head, which when positioned shall support the vehicle by the jack pad.
D. Each car hoist and body hoist shall operate utilizing 460 Volt - 3 phase – 60 Hertz electrical service.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 3 of 20
2.02 CAR HOISTS
A. General:
1. Each Car Hoist shall be operated by an electro/mechanical drive system that has self-locking characteristics at any elevation. Power is required to raise and lower the load. The drive system shall be completely below shop floor level and raise a superstructure (lifting frame) with eleven-foot long (11'-0") rails from floor level to the maximum specified elevation or any intermediate elevation. The superstructure shall be open ended between the rails without cross-members above floor level to allow free access to the car bogie truck.
B. Performance:
1. Each Car Hoist will have a minimum raising and lowering capacity of 50,000 pounds (25 Tons). In the fully lowered position the car hoist lifting frame shall have a roll-over capacity of 50,000 pounds (25 Tons) based on a single four wheel truck with the load equally distributed to each wheel.
2. In any raised position the maximum variation from horizontal for any single hoist will be 1/4 inch measured from end-to-end or center-to-center of the rails.
3. The maximum variation in level between any adjacent hoist in the de-trucking system supporting a transit vehicle through a lifting cycle shall be 1 inch.
4. The maximum variation in alignment among a group of hoists will be 1/8 inch in the down position and 3/4 inch in any raised position.
5. The maximum vertical travel of the Car Hoist lifting frame shall be 60 inches. Lifting speed shall be 4.5 feet per minute.
6. Each group of Car Hoists shall be capable of supporting the transit vehicle and designed with a safety factor of not less than 5:1 based on the ultimate strength of the materials for Mechanical Components. Structural Components allowable stresses shall be based on those specified in the AISC (ASD) 9th edition with appropriate dynamic load factors applied.
7. Each Car Hoist shall be designed and manufactured to incorporate limit switches, sensors, warning lights and audible alarm to promote the safe operation of the equipment. A control system designed with the use of a programmable logic controller shall be incorporated to govern the operation of the equipment and detect faults resulting from the mal-operation of the equipment while it is in operation. The equipment operational status including fault identification shall be provided to the operator at a master operator console for the system.
C. Car Hoist Base Frame:
1. The car hoist base frame is to be the main structural weldment which shall support all other structural members and drive machinery. It shall be anchored to the foundation floor by Anchor Bolts embedded in the pit floor. The frame shall be fabricated from structural steel rectangular tubes (ASTM A500B) structural steel shapes (ASTM A992) and structural steel plates (ASTM A36).
2. Leveling screws shall be incorporated into the base frame capable of supporting the entire car hoist dead weight against the foundation floor. The leveling screws shall be designed to provide ease and accuracy in leveling the car hoist during installation of the equipment.
3. The motor mounting base plate and hoist gear case mounting base plates shall be attached to the frame base by welding. The base plates shall be machined (milled) to true flatness, one relative to the other and facilitate positive motor/gear case alignment as well as provide bearing surface contact between the drive machinery and base plates.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 4 of 20
4. Two (2) vertical structural columns shall be part of the car hoist design each mounted to the top of a bevel gear case. The design of the column shall incorporate a cover for the gear case. The bevel gear case assembly shall be attached to the base frame by bolted connections. The columns are to provide structural stability for the lifting frame assembly which shall support rails in contact with the bogie truck wheels. Each column shall have two (2) vertical machined surfaces to provide long wearing, accurate guide-ways for the lifting frame while it is in motion.
5. Car Hoist Motor: The car hoist shall be driven by a squirrel cage motor with integral brake. The motor shall be totally enclosed-non vented (TENV) heavy duty and equipped with shielded sealed bearings. The hoist motor shall be NEMA "D" design with Class "F" insulation not to exceed Class "B" temperature rise for a 30 minute rating. The Motor shall be direct mounted to a gear reducer. The reducer shall have a double extension shaft to couple each end to bevel gear cases mounted on the car hoist base frame. The motor shall be mounted to the base frame with the armature shaft oriented perpendicular to the shop service rails. The motor brake shall be used to stop motion only and not be designed to hold the load.
6. Couplings: The Motor Reducer output shafting shall be coupled at each end to the bevel gear case input shafts using rigid couplings.
7. Bevel Gear Cases/Lifting Screws: Bevel gear cases shall be provided under the vertical columns as part of the hoist screw actuator system. The gear cases shall be fabricated steel weldments designed and fabricated to be bolted to the car hoist base frame. The bevel gear case cover shall be steel and designed to be integral with the vertical guide column and include a radial bearing housed and supported at the top of the column designed to guide the lifting screw. The bevel gear case input shafting shall be coupled to the Motor Reducer. The input shaft shall be fabricated from alloy steel on which is assembled a machined and ground steel pinion. The pinion shall mesh and drive a high tensile bevel gear. The bevel pinion and gear shall be the Zerol bevel gear design. The bevel gear shall be keyed to the lifting screw at the screw's base. The lifting screw shall be a Buttress Thread design and have self locking characteristics (load or no load). Power shall be required to raise and lower the load. The lifting screw shall be machined from heat treated, straightened and stress relieved alloy steel. The Buttress Screw shall have a pitch diameter of 3 ½ inches with a root diameter of 3 inches and an outside diameter of 4 inches. The thread pitch of the lifting screw shall be 1 inch. The lifting screw which extends from the gear case vertically shall rest and rotate on a spherical thrust roller bearing sized for the operational loads and be guided by an antifriction roller bearing located at the bottom of the screw. The gearing and internal bearings shall be splash lubricated with the gear case housing acting as an oil reservoir. The gearing provided shall be rated for the horsepower of the hoist motor. Provide protective covers over the lifting screws to prevent excessive dust/dirt and debris from adhering to the lifting crew threads. Lubrication of the lifting screws shall be provided via a centralized lubrication system where grease is dispensed to the screws as governed by the control system.
8. Hoist Lifting Nut: The hoist nut shall be machined from nonferrous alloy material. It shall be compatible with and travel (raise/lower) on the rotating buttress threads of the lifting screw. Each hoist nut shall bear against an adapter plate connected to the lifting frame and be locked from rotation by pins included as part of the adapter plate assembly. The adapter plate shall be attached by four (4) bolts to the lifting frame and be designed and fabricated in such a manner to allow for the removal of a hoist nut without disassembly of the lifting frame from the car hoist. The hoist nut shall be designed to provide minimum wear when subjected to maximum stress conditions under normal operation. The allowable bearing stress on the threads of the hoist nut shall not exceed 1200 psi.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 5 of 20
D. Car Hoist Lifting Frame:
1. The car hoist lifting frame shall be a fabricated steel structural assembly supporting rails that are in direct contact with the bogie truck wheels to facilitate the raising and lowering of a Transit Car. The lifting frame incorporate a roller assembly on each end allowing the frame to be guided by the vertical columns attached to the base of the car hoist. The lifting frame structure shall provide a bridge section and rail system to support the crossing load of a transit car as well as raise, lower, or support an elevated Transit Car. Guide rollers shall be integrated into the structure of the lifting frame and serve to maintain stability and vertical alignment with the lifting screw columns during raising and lowering operations.
2. The upper hoist frame shall be a fabricated steel weldment, designed and constructed using material meeting ASTM or SAE requirements including structural steel rectangular tubes (ASTM A500B); plates, channels, bar stock, and wide flange beams (ASTM A-992/A-36).
3. The lifting frame assembly shall be designed to provide a clear unobstructed area between the rail assemblies when the hoist is fully raised. Each car hoist rail shall be supported by a wide flange beam on a yoke type structure consisting of two rectangular steel tubes acting as columns, per side, supported by a common structure which remains below floor level when the hoist is fully raised. The structure shall bear against the hoist nuts and be supported by the lifting screws. Include steel fabricated guides at each end of the rail beam assemblies to help guide and align the rail beam assemblies with the shop approach rails when in the lifting frame is in the lowered position.
4. The car hoist rails shall be hardened to avoid damage due to end batter and manufactured from AISI 1045 steel bar with a minimum tensile strength of 90,000 P.S.I., and a material Brinell hardness of 190. Include a machined chamfer along one entire edge of the rail that will avoid rail contact with the radius of the transit car wheel between the tread and flange. Each rail shall be electrically isolated from the supporting structure using a bonded non-metallic material between the rail and a base plate. The rail assembly shall be bolted to the car hoist lifting frame to facilitate removal and replacement.
5. Spring actuated automatic wheel stops shall be articulated to a closed position when car hoists are raised greater than two inches (2") from the full down position. The wheel stops shall be a mechanical design, not requiring an electrical interface. The stops shall be held positively clear of the flange way and railhead when the car hoists are in the lowered position. Four (4) automatic stops shall be installed on the car hoist lifting frame, each to be located at the ends of the running rails. Each wheel stop shall include an electrical proximity sensor and send a signal to the control system indicating it status. Additionally, four (4) manual wheel stops shall be provided per car hoist to chock the wheels of the bogie truck.
6. Provide on each lifting frame one (1) 20 AMP rated, 110 volt industrial duty GFCI electrical outlet and one (1) shop air supply port. The air supply port shall incorporate a ½ inch quick connect fitting. Utilize hard steel piping on the lifting frame connected to flexible air hosing to make the connection between the lifting frame and the air supply point on the car hoist base frame. Locate the electrical receptacle and air supply on opposing vertical columns of the lifting frame.
7. Include on each rail support beam that is part of the car hoist lifting frame and minimum of 5 feet of white LED lighting to illuminate the area between the rail support beams. Provide a toggle switch as part of a junction box that supplies power to the lighting arrangement that will allow operations personnel to turn the lights on or off. Have the lights turn off automatically once the lifting frame is in the lowered position.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 6 of 20
E. Guide System:
1. The Car Hoist lifting frame shall incorporate a positive roller guide system. The system shall provide guidance and stability to the lifting frame during raising, lowering or static holding modes of operation. The system shall be designed to transfer eccentric or side loading imposed on the upper hoist frame into the frame base maintaining the lifting screws subjected to compressive loads only.
2. Guide Roller System: McGill Camrol bearings shall be mounted to the lifting frame and operate with running clearance against the machined surfaces on the vertical columns of the car hoist. Eight (8) bearings shall be used in the design to transfer lateral loads which are perpendicular to the service track. The bearings shall be properly spaced with four bearings opposing on each side of the upper hoist frame.
F. Design:
1. Design of the car hoist shall protect against damage to the hoist nut running past the limit switch. Each car hoist shall have an operating upper and lower limit switch which governs the travel of the hoist lifting frame. There shall also be an upper over-travel limit switch and a redundant lower travel limit switch. A runoff area shall be provided at the lower end of nut travel to disengage the lifting nut from the lifting frame assembly should the hoist nut travel past the limit switches.
2. Fully loaded, the hoist shall not deflect more than 1/4 inch measured at the top of the running rail with 1.2 kips applied horizontally in any direction at the rail.
3. The car hoist shall be designed to lift, support and lower its rated load capacity. Additionally, the car hoist lifting frame shall be designed to support crossover loads imposed by transit cars crossing over the hoists. In the lowered position, the design of the equipment shall be such that cross-over loads are not transmitted into the machinery but into the support foundation. In addition to loads imposed directly to components due to lifting (hoisting screw and nut), mechanical machinery components shall be designed to meet horsepower loads imposed during the normal operation of the equipment.
G. Centralized Lubrication System – Car hoists and Body Hoists/Supports:
1. A centralized lubrication system shall provide grease lubrication to the hoist nuts and screws for the car hoist and body hoist lifting equipment. Operation of the lubrication shall be governed by the car hoist control system and include the dispensing of grease per a defined timed sequence established in the control system program.
2. Lubricant shall be high pressure based grease distributed from a centrally located 55 gallon drum through a system of pipes to control panels mounted on the equipment. A network of tubing and hoses shall feed the lubricant directly to the jack nuts in controlled portions when the equipment is in operation.
3. Electrically controlled and programmed feeder valves and cycle switches connected to the PLC based control system at the associated motor control center shall only provide lubricant to those hoist nuts in active operation.
4. When four car hoists are used to raise a married pair of transit cars, all eight (8) hoist nuts and screws shall receive lubrication. When two to eight body hoists are in operation, only the active pair of body hoists is to receive lubrication. If only a single body hoist is in operation (e.g. used to straighten a tilled car body) both body hoist in the pair may receive lubrication. As this operation occurs on an occasion timed interval and the travel distances are reduced, the excess dispensed lubricant shall be considered negligible.
5. When used in conjunction with the protective sleeves over the lifting screws, the lubrication system shall in part shorten the cleanup time and extend the period between major cleanups by minimizing contaminants which can adhere to the exposed screws.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 7 of 20
6. The lubrication system pump shall be pneumatically operated through a filler-lubricator, connected to shop supplied air. The lubrication pump air system shall have available approximately 50-60 PSI shop supplied air pressure. Regulation of the lubricant supply shall be controlled at this point. Lubricant entering the system from the pump shall through an in-line strainer to ensure clean lubricant is supplied to the car hoists and body hoist/supports.
7. High pressure reset indicators in the lubrication system feeders shall isolate potential high pressure problems at the hoist lifting nuts. The operator shall be notified of an issue via a display panel which shall be located on the Master Control Console which shall indicate a lubrication fault and its equipment identification. A green indicator light shall be provided on the car hoist lifting frame and shall activate during operation of the car hoist to visually indicate proper operation of the lubrication system from the shop floor level when the lifting frame is in an elevated position.
Note: The design of the central lubrication system is not intended to apply the initial coat of grease lubricant to the hoist lifting screws required after a periodic cleaning. The initial coat of lubricant to the hoist screw threads may be applied manually. The system shall apply a sufficient quantity of lubricant to replace that amount lost during normal operation of the equipment.
H. Maintainability:
1. Hoist Motor Reducer: The Motor Reducer shall be removable by disconnection of the mounting bolts and couplings without disturbance to other components on the car hoist.
2. Bevel Gear Case/Lifting Screws: A gear case/lifting screw shall be removable from the equipment by removing the center pit cover; upper column bearing blocks; lifting frame; disconnecting motor reducer coupling and removal of gear case mounting bolts. External lifting devices will only be required for lifting pit cover, lifting frame and gear case/lifting screw from the equipment base.
3. Guide Rollers: Guide rollers on the lifting frame shall be accessible and replaceable by use of small hand tools only. No major disassembly of the equipment shall be required. Grease fittings (Alemite or Zirc) for the application of lubricant shall be provided for each roller.
I. Hoist Lifting Nut System:
1. The car hoist lifting nuts shall have the capability of being removed for replacement or inspection without the necessity of removing the hoist screw or performing major disassembly of the equipment.
2. Removal/replacement of lifting nut shall be accomplished via the removal of the hoist nut adapter plate and the upper bearing capsule located at the top of the equipment vertical column(s). This shall allow for the hoist nut to be rotated off end of screw for inspection and/or replacement. Work to replace a hoist nut shall be accomplished using small hand tools and blocking. Removal of the car hoist lifting frame shall not be required. External lifting devices will not be required to facilitate the effort to remove and install a hoist nut.
J. Hoist Lifting Nut Wear Detection System:
1. An electronic hoist nut wear detection system shall be included on each hoist screw actuator assembly and provide for positive identification of excessive thread wear on the hoist nuts. Detection of a specified amount of thread wear shall result in the ultimate shut down of the equipment if periodic inspections are not conducted.
2. In connection with the above an additional nut or follower nut is accommodated beneath the main hoist nut. The follower nut shall serve a dual purpose. As a load support in the event of a hoist nut thread failure and as a partial support for the nut wear sensor arrangement.
3. Hoist nut wear shall be monitored by use of a sensor at each hoist nut on the Car Hoists. The Body Hoists/Supports are not required to be provided with this feature.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 8 of 20
4. An operator display panel connected to the control system PLC shall indicate a nut fault and provide the equipment location information.
5. Nut wear proximity sensors shall signal the control system to automatically stop hoisting motion when any hoist nut in a Car Hoist System has worn to a manufacturer specified value. The controls shall allow the lowering motion of hoists to shop floor level. Once the lower limit switch on the hoist is activated, all motion shall be locked out until the hoist nut is replaced and the control system reset.
H. Car Hoist Limit Switches and Encoders
1. Lever type limit switches shall be provided on each car hoist to govern normal upper and lower travel of the lifting frame and be mounted on one of the car hoist vertical columns. Each limit switch shall be housed in a NEMA 4 enclosure and automatic reset once the switch is no longer in contact with a designated trip mechanism.
2. An additional "redundant" limit switch shall be provided on the opposing vertical column and shall activate to stop motion of the hoist if the regular lower limit switch should fail.
3. An upper over-travel limit switch shall be provided on each car hoist designed to stop upward motion of the car hoist should the normal travel limit switch fail. The limit switch shall be housed in a NEMA 4 enclosure and be a maintain type where the switch has to be manually rest upon activation. All motion is stopped upon activation of the switch.
4. Each car hoist shall include two (2) lanyard type encoder assemblies monitoring the motion of the lifting frame sending a signal to the control system indicating that determines if all car hoists in a group are maintaining synchronization with respect to each other while in operation. Locate one (1) encoder in close proximity to each hoist screw column. Should the control system receive an encoder signal indicating a car hoist motion is not synchronized with the other units within the group, all motion shall be stopped and a fault shall be indicated. Provisions shall be included in the design of the system to allow for lowering of the equipment to facilitate the reset of the system.
2.03 Body Hoists/Supports
A. General:
1. The body hoist/support shall be operated by an electro-mechanical drive system that has self-locking characteristics at any elevation. Power is required to raise or lower the unit. The drive system shall be contained completely below shop floor level and the top of the support shall be flush with the floor in the lowered position. Clearance shall be provided between the raised Body Hoists/Supports so as to allow passage of a disconnected bogie truck. The Body Hoist/Support shall be utilized for load support and can be used to raise or lower a transit vehicle at car-jacking pads. Body hoists that are part of the car hoist system shall be designed to operate as a group controlled from the master operators station.
B. Performance:
1. Each group of body hoists/supports shall be capable of supporting the transit vehicle and designed using a safety factor of not less than 5:1 based on the ultimate strength of the materials for Mechanical Components. Structural Component allowable stresses shall be based on those specified in the AISC (ASD) 9th edition with the appropriate dynamic load factors applied.
2. The total vertical travel of the Body Hoists/Supports shall be approximately 90 inches. Lifting and lowering speed of body hoists/supports will be approximately 4.5 feet per minute.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 9 of 20
3. The maximum variation in level between Body Hoists/Supports supporting a transit vehicle shall be ½ inch with respect to the body support on the opposite side of the transit vehicle and 1 inch over all for a married pair of transit cars.
C. Body Hoist/Support Base Frame:
1. The body hoist/support base frame shall be a fabricated steel structural weldment which supports all other structural members and drive machinery. It shall be mounted on steel beams supported by foundation anchor points.
D. Body Hoists/Support Frame:
1. The body hoist/support frame shall be the structural machinery mount and housing for all hoist screw actuator machinery and column mast guidance equipment.
2. The hoist screw actuator shall be mounted to the support frame. The screw actuator shall be designed to lift/lower the dead load consisting of the body support column mast with head assembly. Sensors located in the body support head shall stop motion upon contact with a load, i.e., transit car-jacking pad. The basic components of the Body Hoist/Support shall consist of the hoist motor, gear case, input shaft with coupling, thrust bearing, hoist screw, and hoist nut.
3. Body Hoist Actuator Motor: The hoist/support shall be driven by a squirrel cage motor reducer combination with an integral brake. The motor reducer shall be totally enclosed, non-vented (TENV) heavy duty and equipped with shielded sealed bearings. Motor is to be NEMA "D" design, Class F insulation not to exceed Class "B" temperature rise for a 15 minute rating. The motor shall be directly connected to a gear reducer rated for the intended loading with a service factor of not less than 1.15. The gear reducer shall have a single extension shaft to couple the reducer to the hoist screw. The motor reducer shall be horizontally mounted and bolted to the body support frame.
4. Couplings: The motor reducer shall be coupled to the screw using a flexible coupling.
5. Hoist Gear case/Lifting screw: The hoist motor shall be directly connected to the gear reducer utilizing helical and worm gearing to achieve the required power transmission and rotational speed of the hoist screw. The worm shafting shall be from alloy steel integrally machined and ground steel worm. The worm shall mesh and drive a high tensile bronze worm gear which shall be keyed to an output shaft that is coupled to the hoist lifting screw. The lifting screw shall be a Buttress Thread Design and have self-locking characteristics (load or no load). It shall be machined from heat treated alloy steel. The Buttress Screw shall have a pitch diameter of 3 9/16 inches with a root diameter of 3 3/16 inches at the thread and an outside diameter of 3 15/16 inches. The helical and worm gear reductions shall rotate on antifriction roller bearings within the gear case. The lifting screw shall be suspended from the gear case vertically and be designed to transmit motor reducer torque and the axial load in tension. A hex nut selected for the intended service of the hoist shall hold the hoist screw in position and allow for the transfer of load to a thrust bearing and into the structural frame. The hex nut shall be pinned to the hoist screw shaft to prevent untended rotation of the nut relative to the screw. The gearing shall be lubricated with oil with the gear case housing acting an oil reservoir. It shall be manufactured from a ductile iron machined casting. The gear reducer shall be rated for the horsepower of the hoist motor. The gear case will be mounted inverted rotating. It will be attached to the body support frame using mounting bolts.
6. Hoist Nut: The hoist nut shall be fabricated and machined from nonferrous alloy material. It shall be compatible with and travel (raise/lower) on the rotating buttress threads of the Body Hoist/Support lifting screw. The hoist nut shall bear against and be locked from rotation by a lifting bracket attached to the base of the body hoist vertical column mast. The lifting bracket shall be bolted to the column mast. The hoist nut shall be designed to provide minimum wear when subjected to maximum stress conditions. The maximum allowable bearing stress in the threads of the hoist nut shall not exceed 1000 psi. Provisions for lubrication of the hoist screw threads using the centralized lubrication system via a connection on the hoist nut shall be included.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 10 of 20
E. Body Hoist/Support Guide System:
1. The Body Hoist/Support vertical column mast shall be provided with a positive guide system. The system shall provide guidance and stability of the column mast, in all directions, during raising/lowering/static modes of operation. The system shall be designed to transfer eccentric or side loading imposed on the column mast into the body support frame leaving the lifting screws subjected to torsional and axial loads only.
F. Body Hoist/Support Column Mast:
1. The vertical column mast shall be designed and located to allow a disconnected transit car bogie truck to pass through and between the column masts when the column masts are in a fully raised position. The mast shall be a fabricated steel weldment using structural shapes and plates incorporating machined ways along the length of the column for use by the guide system.
2. The head attached to the top of the column mast shall have adequate extension to reach under and provide proper bearing area when in contact with the jacking pad of the transit car.
3. A steel fabricated lifting bracket shall be bolted to the base of the vertical column mast to connect the column to the hoist screw and nut assembly to facilitate the raising and lowering of the body hoist column. The lifting bracket design shall take into consideration the applicable forces transmitted between the vertical column and the hoist screw and nut. The hoist nut shall be restrained from rotating by the lifting bracket to allow for translation of the hoist nut along the length of the screw allowing for vertical motion of the mast. The hoist nut shall bear upon a manufactured steel block pinned to the lifting bracket allowing for the transmission of the associated axial forces with the hoist screw.
4. Column Mast Support shall be designed to endure all compressive loads of the column mast when in a lowered position. The structural support shall be located on centerline with the column mast. It's elevation shall be adjustable by means of shim’s placed between the hoist support frame and beams supported by the foundation floor slab. The base of the column mast shall be in bearing against the top of the support when the mast is at its lower travel and the top surface of the mast shall be level with the shop floor/pit cover. The Body Hoist/Support shall have provisions for shimming in elevation and bolt to its supporting structure.
5. The body hoist support head located at the top of the vertical column mast shall be designed to support the rated capacity load of the body hoist. It shall fabricated from steel and include provisions attaching sensors to indicate contact with the transit car-jacking pads. The support head contact surface shall have attached non-metallic non-conducting material to isolate the body hoist head from the transit car-jacking pad.
G. Design:
1. The equipment design shall protect against damage due to the lifting nut running past limit switches. Each Body Hoist/Support shall have operating upper and lower limit switches which limit travel of the column mast. All limit switches shall be actuated by a limit switch trip as part of the body hoist structure. The lifting screw shall also have a nut run off area at the lower end of the screw to disengage the nut from further lowering. At such time of over travel, the lifting screw can rotate without either raising or lowering the column mast. This condition shall not cause damage to the lift equipment. The over-travel limit switch shall be maintain-type and require it to be manually reset before the lift system can be placed back in operation. There shall also be a load sensor interlocked into the control system to prevent raising or lowering of the column mast with a live load contacting the column mast head.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 11 of 20
2. The body hoist shall be designed to lift, support and lower its rated load capacity. In the lowered position, the design of the equipment shall be such that cross-over loads are not transmitted into the machinery but into the support foundation. In addition to loads imposed directly to components due to lifting (column mast, hoisting screw and nut), mechanical machinery components shall be designed to meet horsepower loads imposed during the normal operation of the equipment.
H. Body Hoist Limit Switches and Encoders:
1. Lever type limit switches shall be provided on each car hoist to govern normal upper and lower travel of the lifting frame and be mounted on one of the car hoist vertical columns. Each limit switch shall be housed in a NEMA 4 enclosure and automatic reset once the switch is no longer in contact with a designated trip mechanism.
2. An upper over-travel limit switch shall be provided on each body hoist designed to stop upward motion of the hoist should the normal travel limit switch fail. The limit switch shall be housed in a NEMA 4 enclosure and be a maintain type where the switch has to be manually rest upon activation. All motion is stopped upon activation of the switch.
3. Each body hoist shall include one (1) lanyard type encoder assembly to monitor the motion of the lifting bracket/vertical column sending a signal to the control system. The signal received by the control system shall indicate hoist speed and position as well as detect unexpected motion resulting in a fault being indicated with the shut-down of the equipment. Provide position information on the display located on the main control station.
I. Maintainability:
1. Hoist Motor: The motor shall be removable by removing the unit pit cover, disconnection of the electrical leads, mounting boils and motor couplings, without disturbance to other components.
2. Gear cases/Lifting screws: A gear case/lifting screw shall be removable from the equipment by removing pit cover; lowering column mast onto cribbing(approximately twelve inches thick) placed between the bottom of the mast and the lower column mast support; removing the hoist nut from end of lifting screw; disconnection of motor coupling; removal of gear case mounting bolts. External lifting devices shall only be required for lifting the pit cover and gear case/lifting screw assembly.
3. Hoist Nut: Removal/replacement of lifting nuts will be accomplished by lowering column mast onto cribbing (approximately twenty four inches thick) placed between the bottom of the mast and the pit floor and rotating hoist nut off lower end of the lifting screw.
2.04 EQUIPMENT PIT COVERS
A. Steel equipment pit covers for the car hoists and body hoist/supports shall be provided. They shall be fabricated steel weldments utilizing structural shapes, plates and structural tubing conforming to ASTM material specifications. Pit edge configuration will be as shown on the drawings. Pit covers shall utilize 3/8" diamond checker floor plate as the walking surface and be designed to support a concentrated load of 4,000 pounds, distributed as though it were imposed by the wheel of a fork lift truck having an imprint not less than 6 inches in diameter. Pit covers shall be in place at all operating heights. Gaps between the pit covers and the shop floor edge shall not exceed 1/2 inch. Include provisions in the design and manufacture of the pit covers (use of lifting eyes and/or shackles) to allow for the removal and installation of the covers using overhead lifting devices.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 12 of 20
2.05 CAR HOIST SYSTEM CONTROL, POWER AND WIRING
A. Power Supply:
1. A motor control center (MCC), master control station (MCS) and remote control stations (RCS) shall be furnished complete to facilitate the operation of each car hoist system. All non embedded conduit and interconnecting wiring shall be provided as part of the installation of the equipment. The MCC shall include all devices, power disconnect switch, circuit protection and wiring in an enclosure required to provide power and control facility to the car hoist system. One (1) MCC shall be provided for each car hoist system.
B. Control Arrangement:
1. The car hoist system shall be controlled through the use of a programmable logic controller (PLC) housed in a dedicated section of the MCC. Control system operational logic, sequencing, and system fault monitoring and alert shall be included as part of the control system design. Provisions shall be made for system wide as well as individual hoist operation. Operation of the car hoists shall include “Safety Zone” functionality where-by motion of the car hoists is halted at a predetermined elevation before the hoists can be lowered completely to shop floor level. A pedestal type master control station (MCS) shall be provided and located in accordance with the drawings to allow operator control of each car hoist system. The master control station shall be supplied complete; wired at the factory and contain the controls and display screen necessary for an operator to raise and lower a single or married pair of transit cars for inspection and maintenance activities. Operation of both the car hoists and body supports shall be provided. Provisions for remote car hoist operation shall be provided to facilitate transit car bogie truck change-outs. Include as part of the master control station constant pressure type (maintain) push buttons as well as selector switches required to operate the hoists. Supply a touch enabled color display screen to provide equipment status information to an operator. Remote stations shall be provided as pedestal mounted controls with constant pressure push buttons to raise and lower the hoists. Provide one (1) remote control station per car hoist. Emergency stop buttons shall be included on each control station. Include various indicator-pilot lights, push button controls and features as detailed in the following sections.
2. Control System Logic and Software Performance Requirements: The PLC shall be programmed to include all required functionality to operate the car hoist system and monitor system performance. Should a performance issue be detected, motion shall be stopped and a fault indicated. The PLC shall display the fault to an operator via the display provided on the master control station. Provisions to RESET the system shall be included once the determination of the problem has been made and corrective action taken. Additionally, “Safety Zone” features shall be included as part of the control system design and programming. These features shall include the following:
a.) Spring articulated wheel stop position monitoring – if they are not in the deployed position once the car hoist is at an elevation of 6 inches above its lowered position, motion shall stop and a fault indicated. Provisions to allow the car hoist to be lowered to the shop floor position shall be included.
b.) Upon lowering of the car hoist from full height, at 24 inches above the shop approach rail elevation, the hoist(s) shall stop motion and display a message on the control station screen notifying the operator the safety zone has been engaged. Require the operator to release and depress the lower car hoist motion push button to continue motion to the normal car hoist low position.
3. Unexpected motion monitoring: The PLC shall include programmed functionality to monitor the position of the hoist(s) using encoders mounted on the car hoists. Should either raise or lower motion be detected at any instance the PLC is not requesting motion, the PLC shall release an emergency stop circuit and stop all motion. A fault shall be indicated.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 13 of 20
4. Provide on each car hoist lifting frame one (1) AC2 wire type proximity switch and sensing bar. The sensor shall provide a signal to the control system when top of the rails attached to the lifting frame is between 6 inches and 24 inches above the top of the shop approach rails. The signal shall be received by the control system PLC and be used in conjunction with the wheel stop deployment and safety zone determination. Install the sensing bar on the lifting frame while the sensor is to remain fixed in position on the base of the car hoist.
5. Control System Event Log: Include functionality to provide an event log to be maintained by the display located on the master control station that logs a minimum of 9999 system events for the associated car hoist system. Options to recall events either locally or through a download to a laptop computer in a common spreadsheet format shall be included as part of the control system functionality. Include the date, time of day, and duration of logged events. Include event logging of the following devices:
a.) Pushbuttons on the master control station b.) Pushbuttons on remote control stations c.) Activation of normal upper and lower limit switches for all hoists within the system. d.) Activation of upper and lower over travel limit switches on all hoists within the system. e.) Equipment shut down due to Hoist nut wear sensor signal. f.) Activation of sensors monitoring safety zone features. g.) Activation of spring articulated wheel stop sensors h.) Hoist motor speed sensors – zero speed activation i.) Hoist high motor temperature shut down j.) Hoist continuous motion timed out cycle k.) Activation of the disconnect switch at the car hoist system MCC. l.) Activation of disconnect switches located at each hoist motor m.) Central lubrication system cycle switches n.) Activation of any emergency stop button o.) Control power detection p.) Body Hoist load sensor contact
6. Master Control Station Display Messages: Include as a minimum the capability to display the following messages on the master control station display:
a.) All systems normal – ready to operate b.) Motor overload relay tripped in MCC c.) Emergency Stop activated d.) No wheel stop (identify car hoist serial number) e.) Upper over travel fault (identify car hoist serial number) – lower only allowed f.) Lower over travel fault (identify car hoist serial number) – raise only allowed g.) Speed fault (identify car hoist serial number) h.) Hoist nut wear fault (identify car hoist serial number) – lower only allowed i.) Motor disconnect open (identify car hoist serial number) j.) In Safety Zone k.) Car Hoist Motor Over-temp (identify car hoist serial number) l.) MCB Trip m.) Fault Cleared – must reset n.) Body Hoist (identify body hoist serial number) lower over-travel / hoist nut separation –
raise only allowed. o.) Body Hoist (identify body hoist serial number) Upper over-travel – lower only allowed. p.) Body Hoist (identify body hoist serial number) Speed fault q.) Body Hoist (identify body hoist serial number) Motor Over-temp r.) Body Hoist (identify body hoist serial number) Motor Disconnect Open s.) Unexpected Motion (identify car hoist serial number) – System Stopped t.) Unexpected Motion (identify body hoist serial number) – System Stopped
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 14 of 20
u.) Car Hoist (identify car hoist serial number) Upper/Lower Limit ERROR. v.) Car Hoist Remote Operation (Identify active remote station)
7. Operational and Interlock Design Parameters: The following operational and interlock parameters shall be provided as part of the design of the car hoist control system:
a. Interlocks shall be provided to allow the lowering of a single car hoist only when the transit vehicle is supported by Body Hoist/Supports.
b. Interlocks shall be provided to allow the Body Hoist/Supports to operate only when the car weight is removed from the Body Hoist/Supports.
c. An interlock shall be provided to disable the car hoist system should a stinger system be activated to move transit cars through the shop. The interlock shall also prevent the operation of the stinger system when the car hoist system is activated.
d. The drop out of a single motor starter when being used in conjunction with another starter in the operation of either the car hoist system or the body support system will cause the other starters to drop out and thereby shut the system down.
e. Operation of any over travel limit switch, raising or lowering, shall automatically shut down the entire car and body hoist system. An over-travel fault shall be indicated at the master control station display as well as identify the location of the over travel.
C. Master Control Station:
1. The master control station shall be an industrial type floor mounted pedestal with the control panel surface inclined at an angle of approximately 30 degrees from horizontal. Include provisions to secure the control station to designated anchor points that are part of a platform provided on the shop floor as shown on the contract drawings.
2. The control station enclosure shall be a NEMA 12 type with a hinged cover in accordance with the approved drawings. An engraved legend plate shall be laminated gray plastic with black lettering attached to the enclosure cover. Control devices mounted in the cover shall be shop wired, bundled and wired to a terminal strip mounted to a stand-off panel in the enclosure. Clearly identify both wires and terminal locations in accordance with the schematic drawings.
3. Provide a 12 inch diagonal color touch enabled display screen on the master control station to deliver messages and system functionality to the equipment operator. Fault information shall be included as part of the display screen functionality. The display shall include a functioning Ethernet connection to be available for remote monitoring of the car hoist system. Provide a Parker XPR or approved equivalent display.
4. The master control station panel is to include control devices with suitable legends as follows: Car Hoists with Body Hoists Master Control Station
a. "Hoist Power On/Off' - Keyed Selector Switch.
b. "Car Hoists All/Remote" – Selector Switch.
c. "Car Hoists Up" Push Button (momentary type).
d. "Car Hoists Down" Push Button (momentary type).
e. "Body Hoists Up" Push Button (momentary type).
f. "Body Hoists Down" Push Button (momentary).
g. "Car Hoists Remote 1,2,3,4" – Selector Switch.
h. "E-Stop” Maintain Type (Red – Mushroom Head) with normally closed contacts
D. Remote Control Stations (RCS):
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 15 of 20
1. Remote control stations shall be vertical free standing pedestal type anchored to the shop floor and located as shown on the contract drawings. The control panel surface shall be inclined 30 degrees relative to horizontal. The control station shall be designed for industrial service conditions, fabricated NEMA 12 enclosure and include all required wiring, terminal strips and momentary type push buttons where release of the button stops motion. All wires and terminal strip locations shall be clearly labeled in accordance with the equipment schematic drawings.
2. The Remote Control Stations shall include control devices with suitable legends as follows: Car Hoists with Body Hoists Remote Control Station
a. "Hoist Power On/Off' - Selector Switch.
b. White Indicator Pilot Light – Power ON
c. "Car Hoist Up" Push Button (momentary).
d. "Car Hoist Down" Push Button (momentary).
e. “E-Stop” Maintain Type (Red – Mushroom Head) with normally closed contacts.
3. An engraved legend plate shall be attached to the enclosure cover identifying each control device and the car hoist/body hoist pair to be controlled through the use of the station.
4. One (1) remote station shall be supplied for each car hoist located in close proximity to the associated equipment in accordance with the contract drawings.
5. Only one (1) remote station shall be active at a time when individual car hoist operation is selected at the master control station. If selector switches on any of the other remote stations are set to the ON position, motion of any hoist in the system shall not be permitted.
E. Motor Control Center:
1. A Motor Control Center (MCC) shall be supplied for each car hoist system. It shall be free standing, equipped with 600 Amp horizontal and 300 AMP vertical bus bar and be housed a NEMA 12 hinged cover type electrical enclosure. The motor control center shall include an externally operated disconnect switch, control circuit transformer, Programmable Logic Controller (PLC) (master relay panel) and circuit breakers, starters, and all components required to facilitate the operation of the equipment. A white pilot light shall be included on the enclosure panel door to indicate that main power is ON. A hinged shelf and GFCI 110 volt electrical outlet shall be included to facilitate the use of a laptop computer. Include a USB connection port and cable to allow the laptop computer to be connected to the control system for programming, diagnostic and troubleshooting activities. Devices are to be completely internally wired to a terminal strip with wires properly numbered to correspond to the electrical diagrams. Wiring shall be completed in a neat workmanship like manner using wiring troughs and wire bundles for cover devices.
2. NEMA type C wiring will be provided. Disconnects shall be motor circuit protectors.
3. The MCCs shall be provided with a ground buss with motor ground terminals.
4. All car hoist system control logic circuitry shall be governed by means of a Programmable Logic Controller (PLC). The Programmable Controller shall be a microprocessor-based GE Intelligent Platforms Series unit, either GE series 90-30 or GE RXi series CPU and modules, and be of sufficient memory size to incorporate all logic controls and functionality. The controller will retain current position memory in the event of a power failure utilizing an EEPROM. The unit is to incorporate a Color Data Display to indicate the on or off conditions of any input or output device, such as limit switches, motor starter coils, etc. to facilitate trouble shooting along with a Data Display detailing the fault. Two spares of the following are required to be provided for each model logic controller used: I/O rack, CPU, Input Module, and Power Supply.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 16 of 20
a. A Portable (Lap Top) Computer shall be furnished by the manufacturer as part of the car hoist system. The computer shall be MS Windows based and be of sufficient memory size and capacity to have the capability be used for trouble shooting and reprogramming of the control system if needed. A copy of the control system software as well as the as installed control system program shall be stored on this computer for use by the Authority.
5. Operational and Interlock Design Parameters:
a. The drop out of a single motor starter, when being used in conjunction with another starter in the operation of either the car hoist system or the body support system will cause the other starters to drop out and thereby shut the system down.
b. Operation of any over travel limit switch, raising or lowering, shall automatically shut down the entire hoist and body support system. A fault notification shall indicate location of the over travel.
c. Electrical push button, selector switches and pilot light devices shall be the heavy duty industrial type, water and oil resistant.
d. Motor Starters: Individual motor starters shall be supplied for each motor within the free standing motor control center. The starters shall be a proper size AC reverse combination starter with motor circuit protector assembled in a NEMA 12 enclosure
6. MCC Features: Include with the MCC the following features:
a. Continuous copper ground bus
b. Connection lugs for incoming power
c. NEMA size 2 full voltage reversing contactors for car hoists with 50 AMP CB
d. NEMA size 1 full voltage reversing contactors for body hoists
e. Motor overload devices for the car and body hoists shall be hard wired directly into the motor contactor coil circuit and interrupt the motor contactor independent from the PLC control system programming or function. The PLC shall be programmed to monitor overloads and respond with a fault, releasing the E-Stop circuit to stop motion and record the event.
f. Upper and lower over-travel limit switches on the car and body hoists shall be hard-wired directly into the motor contact coil circuit in order to interrupt the motor contactor in the over-travel direction independent of the PLC control system programming or function. The PLC shall monitor the signaling of an over-travel and indicate a fault as well as stop equipment motion. The PLC shall record the event.
g. All Emergency stop buttons shall be wired in series with an emergency stop control relay coil. A PLC output shall supply power ti the emergency stop series circuit. At a minimum, at least one PLC input shall be assigned to monitor the emergency stop circuit. Additionally, the PLC shall have the ability to assert an emergency stop by opening the feed to the emergency stop circuit.
F. Warning Devices:
1. A warning bell, audible within the shop will sound when any motor for a car hoist or body hoist/support is energized for lifting or lowering operation.
2. Include on each car hoist and body hoist lifting frame or column, a red LED pilot light as a visual indicator that activates upon motion of the unit.
G. Negative Return Bonding:
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 17 of 20
1. Each car hoist lifting frame shall include provisions for DC negative return cables to be connected to the running rails by means of a cable lug and bolt connection. The running rails of the car hoists shall electrically isolated from the equipment machinery and structure. The electrical potential of the car hoist running rails shall be at the same potential as the running rails embedded in the adjacent shop floor at all times. The rail connections shall allow for two (2) 500 MCM insulated flexible copper cables to be used (one at each rail end) to connect the car hoist running rails to the adjacent embedded shop approach rails.
H. Isolation:
1. Structure Electrical Isolation: The car hoist structure, guides, control, power and transmission equipment shall be electrically isolated from the car hoist running rails and all embedded shop track running rails at all times. The body hoist/support jacking head shall be electrically isolated from the attached equipment and supporting structure.
I. Equipment Grounding:
1. Electrical Equipment Grounding: No hoist or support electrical equipment shall be grounded through its attachment to the hoisting equipment or hoist equipment embeds. Case grounding shall be through a continuous ground wire in a nonmetallic conduit or flexible liquid tight wiring conduit with an integral copper ground wire. The grounding network shall be terminated on the motor control center ground buss.
2.06 PAINT AND FINISH
A. All equipment, apparatus, piping, enclosures, structural framing and supports, conduits and related items to the equipment shall receive one prime coat and two finish coats of the manufacturers’ standard safety yellow equipment enamel paint. All surfaces shall be clean of rust, scale, dirt, grease, and oil before painting.
B. Each coat shall be a minimum of 2 mils dry film thickness.
C. The motor control center and master control station enclosures shall be the manufacturer’s standard finish.
PART 3 - EXECUTION
3.01 FABRICATION:
A. Fabrication of the equipment shall be in accordance with the contract specifications, agreed upon manufacturer’s proposal and approved shop drawings for each product specified herein.
3.02 FACTORY TEST:
A. Functional testing of the equipment shall be performed for each product specified herein prior to shipment from the manufacturer. Tests will be performed per the manufacturer’s documented testing procedures and instructions. In addition to receiving a functional test, the car hoists shall under-go a load test to the rated lifting capacity of the equipment. Results of the equipment functional and load tests shall be documented on the manufacturer’s standard forms and submitted to the Authority for record.
3.03 PRE-INSTALLATION INSPECTION:
A. The general contractor shall be responsible for a pre-installation inspection of the work site to determine acceptable site conditions before starting to install equipment. Any unsuitable deficient site conditions pertaining to the equipment installation shall be documented at that time and corrected by the General Contractor and verified as corrected before installing the equipment. Results of the pre-installation shall be documented for record and available to the Authority upon request.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 18 of 20
3.04 FIELD SERVICE:
A. A manufacturer’s representative shall be retained by the general contractor to provide technical assistance during all field installation of the equipment. The manufacturer’s representative shall supervise the testing of the equipment and make adjustments to the car hoist and body support system. The representative shall perform the on-site equipment acceptance testing as well as perform the operation and maintenance training to Authority personnel for the equipment. Results of the acceptance testing shall be documented and provided to the Authority for record.
3.05 EQUIPMENT INSTALLATION:
A. Mechanical and Electrical installation of the equipment shall be in accordance with the approved manufacturer’s equipment drawings and the contract drawings. A representative from the manufacturer shall be on-site per section 3.04 above to provide technical assistance during the erection of the equipment.
B. Installation of the equipment shall be mechanically and electrically complete. The equipment shall be set, leveled and made ready to run prior to acceptance by the Authority. All lubrication points and systems on the equipment shall be filled and operational. All limit switches shall be adjusted as required and set to their final position. All deficiencies discovered during installation and testing of the equipment shall be corrected by the general contractor/installer. Equipment surfaces marred during installation and testing of the equipment shall receive a coat of manufacturer’s primer and finish touch-up paint corresponding to the original color of the equipment.
C. Installation of the equipment shall be performed by a sub-contractor experienced in working with this type of equipment employing a staff of qualified personnel equipped with appropriate tools and equipment to perform this work. The installation of the equipment shall be performed in a safe workmanship like manner. The name of the sub-contractor, contact information, with a documented list of references showing at least five (5) years experience of working with heavy equipment of this type shall be provided to the Authority for approval prior to work commencing at the site.
3.06 FIELD ACCEPTANCE TESTING:
A. The general contractor shall notify the Authority Representative five (5) days prior to the start of final acceptance testing of the equipment.
B. The Authority shall furnish a coupled-pair of transit cars and one transit car truck to be used in testing the equipment.
C. The Contractor shall furnish all test equipment and personnel to perform tests. The Authority will furnish the electrical power.
D. Test each component through three (3) cycles of operation before testing groups of components. Test groups of components using transit car equipment through three (3) cycles of operation or until approved. Perform final testing with transit car equipment only after satisfactory operation of all hoisting and related components is attained.
E. The equipment acceptance and testing plan shall be documented and submitted to the authority for approval thirty (30) days prior to the start of testing activities at the site. The results of the final acceptance testing shall be documented and provided to the Authority for record.
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 19 of 20
3.07 TRAINING:
A. Provide training and instruction to the Authorities personnel for the operation and maintenance of the car hoist system equipment. Instruction topics at a minimum shall include equipment start-up, operation, shut down, and maintenance. Include a safety and potential hazard review, safe practices discussion as well as any other materials and information necessary to properly operate and maintain the equipment. Instruction shall be conducted by a representative of the manufacturer who is familiar with the operation and maintenance of equipment of this type for one (1) eight (8) hour day. Include both class room training sessions as well as instruction working directly with the equipment. A record of attendees and certificates of completion shall be provided to the Authority for record. The trainer shall provide all necessary materials for use by Authority personnel during the training session.
B. Provide the Authority a written outline of the training session to be conducted for record no later than thirty (30) days prior to the scheduled training session.
3.08 OPERATIONS AND MAINTENANCE MANUALS:
A. Provide to the Authority an equipment operations and maintenance manual in both a hard copy bound format and electronic PDF format. The hard copy paper sheet format shall be 8 1/2” X 11” with drawings in 11” x 17” format that are to be folded into the manual. The hard copy manual shall be bound in a minimum 3” (3) ring binder. Provide the electronic copy on a CD. Provide one (1) hard copy and one (1) electronic copy of the final manual for the Authorities use. Include in the manual sufficient equipment arrangement/sub-assembly drawings to perform maintenance and component removal/replacement as well as sections including information relating to the following:
1. Cover page identifying the Authority Facility, project information, equipment type and identification including manufactures serial numbers
2. Table of contents defining included operational, mechanical and electrical sections, drawings (mechanical and electrical) identified, control system ladder diagram/information, purchased OEM vendor information, spare parts, and material safety data information.
3. Manufacturers contact information as well as contact information for replacement parts.
4. System Arrangement drawing identifying car hoist system components provided.
5. Equipment Description.
6. Equipment Operation (theory) and Operational Sequence (married pair system and local operation).
7. Equipment audible and visual warning devices provided.
8. Safety Notices and Potential Hazards to be avoided for safe operation.
9. Equipment Lubrication indentifying lubricant type, location and frequency fill/replacement
10. Equipment Maintenance including preventive maintenance and troubleshooting information
11. Equipment arrangement and component drawings in sufficient detail to facilitate maintenance activities for the equipment
12. Equipment and system electrical information including control theory
13. Equipment electrical schematic drawings and interconnection diagrams
14. Control system PLC ladder diagram
15. Equipment system fault listing
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

HIGH QUALITY EQUIPMENT SOLUTIONS FOR PROVEN PERFORMANCE
WMATA Car Hoist Specifications - Issued 09-09-13 Page 20 of 20
16. Spare Parts listing with component part numbers
17. Original equipment vendor information for purchased components (operation and maintenance information, catalog cuts, parts listing, component replacement drawings and instructions)
18. Material safety data sheets for all lubricants, paint, and coolants used for this equipment.
END OF SECTION
26000 S. Whiting Way, Monee, IL 60449 / (888) 944-8464 (WHITING) / www.whitingcorp.com

SECTION 14403
TRANSIT CAR HOIST DULLES
SPECIFICATION
PART 1 - GENERAL
DESCRIPTION: A. This section specifies the design, fabrication, furnishing, and
installing of a complete and operable transit car hoist and turntable equipment as specified herein.
B. The provisions of Section 11001 apply to the work of this Section. C. Related Work Specified Elsewhere:
1. Track: Section 05653. 2. Piping systems: Section 15205. 3. Raceway, Boxes and Cabinets: Section 16130.
4. Wire, Cables and Busways: Section 16120. 5. Wire Connection Accessories: Section 16125 6. Wire Wiring and control Devices: Section 16145 7. Grounding and Bonding: Section 16060 8. Motors: Section 16225 9. Motor Control Centers 16425
1.02 QUALITY ASSURANCE A. Manufacturer Requirements:
1. Furnish automatic transit vehicle hoisting equipment and turntables as manufactured by Whiting Corporation, no substitutes permitted.
2. Minimum expected life of this equipment shall be 20 years. All equipment furnished shall be heavy duty, industrial type. Ready availability of spares and repair parts will be important criteria in evaluation manufacturer's proposals. Maintainability and ease of service are additional important evaluation criteria.
3. The Engineer reserves the right to inspect materials and their sources, workmanship, and construction methods at any time, at the Manufacturer's shop or fabricating facility. The Engineer further reserves the right to be present for any or all shop tests of components, assemblies, or systems. The Manufacturer shall notify the Engineer 2 weeks in advance of any tests.

4. Manufacturer's Compliance: a. All factory wired control panels shall be tested for
operation, as specified herein, and labeled with Underwriters Laboratories, Inc. only.
b. Nameplates: Nameplates shall be securely attached, by mechanical means, in a prominent location on each major item of equipment. Nameplates shall show manufacturer's name, address, model number, serial number, and all utility or operating data, as required by appropriate Codes
5. Qualification of Manufacturer: Manufacturer shall be reputable and regularly engaged in the design and manufacture of the type of equipment specified herein. Assembled boxes, electrical devices, etc., shall be the products of qualified manufacturers. All similar items shall be the products of a single manufacturer. The Manufacturer shall submit to the Engineer the following information: a. Detailed information listing country of origin for
components to be purchased by the Manufacturer and furnished as part of this Contract.
b. Detailed information on locations where fabrication and/or assembly operations for the equipment to be furnished as part of this Contract are to take place.
c. Detailed information listing country of origin for components to be purchased by the Manufacturer and furnished as part of this Contract.
B. Furnish Vendor's standard Quality Assurance Program to the Authority for approval.
1.03 SUBMITTALS: Submit the following for approval in accordance with the requirements set forth in General Requirements and with the additional requirements as specified for each: A. Certificates: Fourteen days prior to shipment, submit four copies of
certification that equipment to be delivered is in compliance with applicable codes.
B. Shop Drawings: Submit four copies of complete shop drawings to the Authority for approval, including but not limited to:
1. Equipment Arrangement. 2. Equipment outline dimensions. 3. Assembly and subassemblies. 4. Air systems.

5 Wiring diagrams and schematics. 6. Installation. C. Operations and Maintenance Manual: Submit in accordance with
the requirements of Section 01780, General Requirements. D. Operations and Maintenance Training: Submit in accordance with
the requirements of Section 01830, general Requirements. E. Contract Record Drawings: Submit in accordance with Section
01780, General Requirements.
1.04 PRODUCT DELIVERY, STORAGE, AND HANDLING A. Ship equipment upon notification by the Engineer. B. Package, handle and store to prevent damage. 1.05 WARRANTY
A. Furnish warranty for the work in this section in accordance with the General Conditions.
1.06 TRAINING PROGRAM
A. Contractor is responsible for training as outlined in Section 01820, General Requirements, and Section 11001, Equipment General Requirements.
B. Number of Personnel To Be Trained And Class Size.
Level Of Training Approximate Number of
Individuals To Be Trained
Maximum Class Size
Minimum Number of
Classes
Level I 40 8 6 Level II 8 4 2 Level III 8 4 2
C. Levels of Training: 1. Level I: Familiarizing Training; 2. Level II: Training for P&E personnel
3. Level III: Programming Training.

PART 2- PRODUCTS 2.01 PRODUCTS AND MATERIAL A. Equipment: As manufactured by Whiting Corporation, as follows: Equipment Quantity CH-01: Married Pair Car Hoist/Body Hoist System 10 TH-01: Truck Repair Hoist 4 TT-01: Turntable 12 TT-02: Turntable 6 Motor Control Centers 10 Master Control Stations (Car Hoists) 10 Local Control Stations (Car Hoists) 40 Local Control Stations (Truck Hoist) 4
B. Equipment to include all controls, enclosures, wiring, motors, and structural members, and all items related to the hoist and turntables equipment, and floor-mounted control housings.
C. Motors for vehicle lifts shall be PLC controlled. PLC shall be as manufactured by GE Fanuc or approved equal. The logic circuitry shall include error trapping routines and an alphanumeric display device to indicate where a fault has occurred. The programmable logic controller shall be fitted with an EEPROM, which can be directly programmed through the logic controller. Two Spares of the following are required for each model logic controller used: I/O rack; CPU; Input Module; Output Module; and Power Supply.
D. Hoisting speed of all hoists in a set, synchronized by use of matching synchronous motors.
E. Central Automatic lubrication system with PLC Control on all hoists to assure proper lubrication to all critical areas such as the jack nuts and hoisting screws. Lubrication fittings on all equipment service all other moving parts which are not sealed lubricated assembles.
F. All hoist equipment in floor closed by checkered steel plate deck, permitting uninterrupted travel over the floor when equipment is in the down position.
G. Piping: Materials, sizes and fittings suited to the pressure and use for which they are intended.
H. Equipment- Mounted Conduit: UL- Listed I. Equipment Wiring and Cable: UL- Listed

J. Master and Local Push Button Control Stations: Push button stations designed to permit single-station operation locking out all others in the set. Provide stations with all apparatus and controls. Master Control Stations shall be post mounted. Housings for floor-mounted stations shall be provided by manufacturer.
K. Motors: Manufacturer's standard, confirming to NEMA MGI, suitable for the intended purpose, and with electrical characteristics compatible with the building's electrical system.
L. Finish: Equipment enamel system. Pratt and Lambert's Tiber Gold No. 52-5161, manufacturer's standard- safety yellow or equal.
M. Fasteners: Standard with the manufacturer. N. Non-Shrink Grout: EMBECO or equal. O. Special Tools:
1. Furnish one IMP or compatible computer with the necessary hardware and software to program the logic controllers. Unit shall be a laptop model with a minimum 233 MHz processor, color SVGA compatible display monitor, 64 megabytes memory, 2 gigabyte hard drive, 3- 1/2" floppy drive and CD ROM drive.
2. Furnish one set of all special tools required for the inspection, adjustment, maintenance and repair. Special tools are defined as those developed to perform a task unique to the equipment furnished and which are not available from commercial sources.
P. Wiring: 1. Internal factory wiring of equipment: Manufacturer's
standard. 2. All other wiring: Section 16120 (low smoke wire not
required). Q. Conduit: Section 16130 2.02 DESIGN REQUIREMENTS
A. General: Manufacturer shall design and fabricate the equipment and controls to conform to these specifications and the dimensions and clearances indicated on the contract drawings. Manufacturer shall verify with the Engineer, the exact working dimensions, weights, and clearances of the transit cars and related items for which the hoist and turntable equipment with be designed to service. All equipment shall be designed for a 4'-8-1/2" track gauge.
B. Equipment Capacities & Features 1. Apply a safety factor of five designs of all hosting and
supporting equipment.

2. Truck hoists, with and without wheel spinning equipment, designed to support, lift and lower one-half the weight of a complete transit car with trucks. Each hoist load-rated at 50,000 lb., minimum, with maximum load variations within two inches of hoist center not less than 15,000 lb.
3. Each body hoist designed to support, lift and lower one-quarter the eight of a transit car with trucks. Each hoist load rated at 21,000 lb. minimum, with supporting load variation within two inches of center of body jack 10,500 lb. minimum.
4. Truck repair hoist designed to support, lift and lower 24,000 lb. minimum.
5. Turntables designed to rotate a transit car truck with seven-foot six-inch to eight-foot six-inch wheel base and load rated 15,000 lb. minimum, with 50,000 lb. minimum crossing load.
6. Checkered steel plate decks with deck support beams deigned and positioned to support 300lb. Per square foot uniform load and 6,000 lb. Concentration load at any point. All hoist equipment openings in floor will be close by steel plate when hoist equipment is in a full down position permitting uninterrupted travel over the floor.
7. to the maximum extent possible, parts and components to be interchangeable with similar existing equipment at Brentwood Shop, Alexandria, Shady Grove and West Falls Church S & I Yards.
C. Equipment Travel:
1. Truck Hoists, with and without wheel spinning equipment: five feet total.
2. Body hoists: Seven feet 5-3/4 inches total. 3. Truck repair hoists: Five feet total. 4. Turntable rotation: 360 degrees. D. Operations Speeds:
1. Lifting and lowering speeds of all hoists: 4.5 fpm minimum and 5.0 fpm maximum
2. Turntables rotating speed: One rpm plus or minus ten percent.
E. Safety features: 1. Visual and audible indications that a hoist is in operation and
in the unlocked mode of support. 2. Each hoist assembly provided with high and two low limit
switches activated but the jack nuts, and auxiliary mechanical stop and run-out provisions to protect hoist mechanism is low limit switch fails. In addition, an

emergency high-limit switch on each hoist stopping all hoists within its group when the switch is activated. Motors electronically interlocked, so that breakdown of one automatically stops all motors in same hoist group. In the event a hoist operation is to be terminated, either remote control station or the master control station shall deactivate all hoists in that group by placing the HOIST POWER SWITCH in its OFF position. Hoists designed to sustain load without collapse if both high-limit and emergency high-limit switches malfunction.
3. Each track hoist equipped with automatic wheel stop to preclude truck movement at any time the hoist equipped with automatic wheel stop to preclude truck movement at any time the hoist is not at floor level.
4. Each turntable, equipped with automatic wheel stops to preclude truck movement at any time the hoist is not at floor level.
5. Each hoist equipped with spring-set magnetic brakes and jack screw and nut, so that the hoists may be stopped at any position between full-up and full-down and will be in a locked attitude. Power must be applied to either raise or lower the hoists.
6. Checkered steel plate closures provided to close all floor opening not protected by equipment covers
F. Equipment Design and Construction: 1. Truck Hoists:
a. Each truck hoist shall be a one piece structural weldment on which all other truck hoist components are mounted.
b. The drive mechanism shall consists of a right angle gear motor mounted in the center with output shafts parallel to the length of the frame. By means of shafting and couplings, the gear motor output shafts are connected to a gearcase on each of the frame. These gearcases each drive a hoisting screw.
c. Each screw gearcase shall contain a spiral bevel pinion and gear which rests on a thrust bearing. The lower end of the jack screw is keyed to the bevel gear. The upper end of the jack screw is keyed to the bevel gear. The upper end of the jack screw is held in a bearing mounted on the top end of a column. This column is welded to the cover of the screw gearcase. Each jack screw is fitted with a bronze jack nut.

d. Spanning the distance between the screws is a steel lifting beam. Welded to the top of the lifting beam is a table surrounded by rails, which carry the trucks of a transit car. The lifting beam rests on top of the jack nuts. When power is applied to turn the jack screws, the nuts being restrained by the lifting beam and unable to turn, will travel up or down the screws.
e. There shall be four guide rollers on each end of the lifting beam to hold the table top level. These guide rollers roll up and down machined ways on the sides of the screw columns.
f. Guide pockets shall be furnished for embedding in the pit walls to ensure that the rails on the truck hoist come to rest in alignment with the approach rails in the shop floor.
2. Body Hoist: a. Each body hoist base shall be a one piece structural
weldment on which all other body hoist components are mounted.
b. Each body hoist shall be supported in a structural framed, which in turn is mounted to and supported by the pit floor.
c. The body hoist drive train shall consist of a right angel gear motor with the output shaft pointing downward. Directly coupled to this shaft is the jack screw which hangs in a thrust bearing. On this jack screw is a jack nut.
d. Riding on the jack nut shall be a lifting bracket which is column guided up through the support base by eight guide rollers. These guide rollers shall hold the lifting bracket in a vertical plane. The top end of the lifting bracket shall be arranged to engage under lifting pads on the underside of the transit car body.
e. When power is applied to turn the jack screw, the jack nut, being restrained by the lifting bracket, shall raise and/or lower the lifting bracket.
3. Hoist With Spinning Post: a. These truck hoists shall be identical both
mechanically and electronically to the Truck Hoist described above in Item 1.
b. Wheel spinning posts shall occupy the space between the rails on the truck hoist. The shall be anchored to the floor below on the same level as the truck hoist bases.

c. Wheel spinning posts shall be counter-weighted beams that can be manually pivoted from a horizontal storage position to a locked vertical position.
d. In the storage position, the spinning post shall be concealed beneath hinged portions of the floor plate.
e. An internal locking pin shall be provided to hold the spinning post in a vertical position.
4. Truck Repair Hoist: a. Each truck repair hoist shall have individual controls
not linked to any other repair hoist. Momentary push button controls will be furnished of "UP" and "DOWN" travel that will operate the hoist only while being held actuated. Limit switches will protect extreme up and down limits of hoist travel.
5. Turntables: (heavy duty & light duty) a. Rails on the turntable shall match up with the shop
running rails. Each turntable shall be 11' - 5" in diameter.
b. Turntable shall be of one piece welded construction, center pin guided and rolling on roller bearing casters around the periphery of the pit. These casters shall be load carrying members.
c. Turntable shall be powered by an electrical motor driving through a right angel gear reducer. A pinion on the output shaft of the gear reducer shall drive a ring gear on the underside of the turntable. (Optional)
d. To insure positive track alignment, proved safety locks which engage in the pit walls in each ninety degree segment of rotation.
e. Table tops shall have checkered steel plant capable of supporting shop vehicle traffic. The tops will be equipped with a door opening to provide access to components below.. Uniform loading on turntable tops shall be 300 Lb/Ft² minimum.
G. Isolation Ground, and Cathodic Protection. 1. The design requires that all hoist equipment be electronically
isolated from the other equipment and the building structure. 2. The bearing pads of the wheel spinning equipment shall be
electronically isolated from the hoists. The running rails of the turntables and all hoists shall be electronically isolated from the remaining portions of the turntables and hoist equipment. Provisions shall be made to facilitate installation of DC bonding cables installed to provide DC return current

continuity between and through all shop running rails and hoist equipment rails.
H. Equipment Operation and Controls. 1. Include the following controls:
a. The body hoists to raise in such manner as to not come into contact with the car body while the car is being raise by the truck hoist.
b. Interlocks to preclude the lowering of any truck in a group, with the body hoists extended, until all body hoists in that group are in contact with the car body.
c. The turntables to be reversible and to automatically stop at proper track alignment, with a lock in each quadrant to ensure proper alignment with adjacent rails.
d. Truck hoists with wheel-spinning controls provided with a master push button station, permitting lifting, stopping and lowering of two coupled cars by all four hoists. 1) Controls provided in separate local push button
stations at each hoist permitting lifting, stopping and lowering of the individual truck hoist adjacent to the local control station.
2) Override button provided on the master push button station that must be held depressed before the local push button stations can be activated.
3) Design to include means of supporting two couple cars by their truck frames, creating a two-inch clearance between the wheels and the hoist track sections while the car is in a fully raised position so the wheels can be spun freely during inspection.
e. Truck-hoist and body-hoist controls on a mast push button station, post mounted, permitting raising, stopping, and lowering two coupled cars by all four truck hoists. 1) Controls provided in separate local push
buttons stations at each truck hoist to permit raising, stopping, and lowering the individual truck hoist adjacent to the local push button station.
2) Override button provided on the master push button station must be held depressed before

the local truck hoist push button stations can be activated.
3) Controls on a master push button station, post mounted, provided to permit raising, stopping, and lowering two coupled cars by all eight body hoists.
4) Controls provided in separate push button station at each body hoist to permit raising, stopping, and lowering the individual body hoist adjacent to the local push button station.
5) Override button provided on the master push button station must be held depressed before the local body hoist button can be activated.
f. Repair hoist controls provided in separate push button station at each repair hoist to permit raising, stopping, and lowering the individual repair hoist adjacent to the push button station.
g. Turntable controls provided in separate push button stations at each turntable to permit rotating, stopping, and locking the turntable platform adjacent to the push button station.
I. Electrical Characteristics: 1. All equipment for operations in 480-volt, three-phase, three-
phase, three-wire system and ground. Provided local transformation for 120-volt, single-phase control circuits.
2. Design all equipment to assure electrical isolation from other equipment and the building structure.
3. Motor Control Centers shall be designed and fabricated in accordance with the requirements of Section 16425 - Motor Control Centers. In addition, Motor Control Centers MCC-1, MCC-2, MCC-3, and MCC-4 shall have standard bus bracing of standard interrupting capacity of 65,00 amps symmetrical.
4. Motors: All motors will be totally enclosed, heavy duty type, equipped with sealed ball bearings and overload protection. Overload protection will be provided to operate withing their rating under all design load conditions. Motors shall be capable of operating at 115% service factor.
5. Method of Wiring: Wiring will be in conduit continuously grounded by means of couplings, boxes and fittings. Only new materials will be used bearing the Underwriters Laboratories (UL).
6. Motor Starters and Motor Controls: Motor starters shall be provided with overload elements of bimetal thermal type on each phase. Each motor shall have an emergency stop

station wired in the control circuit and installed at the motor location. a. Stations shall be connected so that it is impossible to
operate the motor when the station is in the "Off" position.
b. Station will contain maintained contact devices and shall be mounted in NEMA 4 enclosures.
c. Station covers shall have a provision for padlocking in the "Off" position. When any one motor switch in a set is in the open position, all other motor in the set shall be inoperative.
7. Conduit: All exposed conduit shall be rigid steel, heavy wall, threaded, coated inside and outside, with semi-flexible acid and alkali resisting coating, All buried conduit shall be of PVC construction, embedded in structural concrete, with a minimum cover of 5". Embedded conduits shall be spaced on 6" centers. The minimum size conduit shall be one half inch control wires and one inch for power wires. Furnishing and installation for all conduits not shown on the contract drawing shall be included with the cost of the Transit Car Hoist Equipment.
8. Conductors: All conductors shall be in accordance with the requirements of Section 16120. The minimum size shall be #12 AWG for power wiring. Minimum size for the control wiring shall be #14 AWG. All splices #8 and larger shall be made with a mechanical pressure lugor connector. Furnishing and installation of all power and control cables required for the installation and operation of the transit car hoist equipment shall be included as part of the cost for the transit car hoist equipment.
9. Master and Station Controls: Floor Mounted controls stations shall be designed to permit single station operation, locking out all others, and to preserve the intent and appearance of an unobstructed smooth floor when no in use. Floor units shall be provided complete with all apparatus, controls, pressed metal boxes, cast metal frames and hinged lids are required. Required manhole frames and sheet metal forms shall be supplied by the equipment manufacturer to the Contractor for installation.
J. Dimensional Data: 1. Design Equipment for a 4-foot 8-1/2 inch track gauge.
2. Maintain five foot one inch clearance from track centerline to body supports for passage of disconnected truck.

3. Maintain working clearances under hoists and supporting members.
4. Furnish equipment to fit within openings and pits, including mechanisms and equipment mounting devices and settings, shown on Contract Drawings.
K. Alignment Tolerances: 1. Maximum variations in level between hoists supporting a
transit car or coupled-pair through a complete lifting and lowering cycle.
a. Truck Hoist: 1) Two inches with respect to adjacent truck hoist;
four inches with respect to any other truck hoist in group.
b. Body Hoist: 1) ½ Inch with respect to the body hoist on the
opposite side of car. 2) One inch with respect to body hoist to opposite
end of car. 3) Two inches with respect to any other body
hoist in group. 2. Maximum Variation from horizontal for body, truck or repair
hoists: 1/4 inch to end or center to center of rails. 3. Maximum horizontal deflection of extended body of truck
hoists with full load plus 1200 lb. applied horizontally in any direction at loading point:
a. Body and truck hoist: 1/4 inch at top of rail. b. Body hoist: 1) ¼ Inch normal to track at body contact point. 2) ½ Inch parallel to track at body contact point. 4. Maximum alignment and location variations in a couple-pair
lifting group: a. Truck Hoist 1) C Inch in down position. 2) ½ Inch up position. b. Body hoist: 1) ¼ Inch in down position. 2) ½ Inch up position. c. Turntable rail alignment and gap: 1) Main track: c inch maximum 2) Spur track: ¼ inch maximum. 3) Gap between table and floor: ½ inch maximum.

4) Maximum variation in plane of table: Plus or minus ¼ inch.
L. Lifting Nut and Wear Detection System: 1. Lifting nut. Removal/replacement of lifting nut will be
accomplished by blocking upper hoist frame at any elevation. Remove four mounting bolts supporting nut adapter plate and adapter plate. Rotate nut off upper end of screw. Work will be accomplished with small hand tools and blocking. External lifting devices will not be required.
2. Lifting nuts shall have the capacity of being removed for replacement or inspection without the necessity of removing the jack screw or performing major disassembly of the unit.
3. Nut Wear Detection System: a. The wear nut detection shall provide for the positive
identification of excessive wear on the hoist nuts and the ultimate shut down of the equipment, if periodic inspections are not conducted.
b. In connection with the above, and addition nut or follower nut is accommodated beneath the hoist nut. It shall serve a dual purpose, as a load support in the event of hoist nut failure and as a partial support for sensor arrangement.
c. Nut wear is detected by an inductive proximity sensor at each hoist nut on the car hoists and truck repair hoists. The body hoists are not provided with this feature.
d. The data panel connected to the PLC shall indicate a nut fault and location.
e. Nut wear proximity sensors automatically stop hoisting motion when any nut in a car hoist or truck repair hoist unit requires replacement due to wear. The controls shall allow the lowering motion of hoists to remove cars or trucks at floor level. Once the lower limit switch on the hoist is activated, all motion is locked out. As a precaution, an additional lower limit switch, a "back-up" switch, is provided and activates if the regular lower limit switch should fail.
M. Centralized Lubrication System: 1. General Description and Operation:
a. When used in conjunction with the protective sleeves, it will shorten the cleanup time and extend the period between major cleanups by minimizing contaminants which adhere to the exposed screws.

b. One PLC controlled lubrication system shall provide lubrication to the jacknuts and screws for the shop's car lifting equipment.
c. Lubricant shall be distributed from a centrally located 55 gallon drum through a system of pipes to control panels mounted on the equipment. A network of tubing and hoses shall feed the lubricant directly to the jacknuts in controlled portions when the equipment is in operation. The truck repair hoist shall be supplied from the same grease pump and drum assembly.
d. Electronically controlled and programmed feeder valves and cycles switches, connected to the PLC at the motor centers, will feed only the nuts in operation.
e. When four car hoists are used to raise a married pair of transit cars, all 8 nuts and screws will receive lubrication. When two to eight body hoists are engaged to the car(s), only the active pair(s) are lubricated. If only a single body hoist is used to straighten a tilted car body, both body hoist screwswill be lubricated as a pair. Since this operation occurs on an occasion timed interval, and the travel distances are short, the excess lubricant is negligible.
2. The pumps shall be pneumatically operated through a filter-lubricator, connected to shop air. It requires approximately 50 PSI, and regulation of the lubricant supply shall be controlled at this point. Lubricant entering the system from the pump passes through an in-line strainer to ensure clean lubricant.
3. High pressure reset indicators in the feeders shall isolate high pressure problems at the nuts, which will shut down the affected area until the problem is corrected. The data panel connected to the PLC shall indicate a lubricant fault and location. A green indicator light on the car and truck hoist lifting frame shall activate during operation to visually indicate proper operation from the shop floor level. a. THE SYSTEM IS NOT INTENDED TO APPLY THE
INITIAL COAT OF LUBRICANT REQUIRED AFTER A PERIODIC CLEANING. 1) A hand applied coat will still be required. The
system will apply a sufficient quantity of lubricant to replace that amount lost during normal operation.
4. Each system includes the following material:

Qty Item and/or Description 1 Grease Pump, 400# container, pneumatically
operated, for drum containing SCH-460 lubricant.
1 Grease Pump, 200# container, pneumatically operated, for drum containing SCH-460 lubricant (Truck Repair Hoist)
1 Runway Valve, prevents pump operation with empty drum.
1 Air filter-regulator, near pump inlet side. 1 Lubricant strainer, in line near pump discharge 25 Lubrication control panel mounting manual inlet
valve, divider valve, and electrical controls. 50 High pressure reset indicators on divider pump
to control panel, and I turn to jack nut. 1 PLC enclosures Qty Item and/or Description 1 Lot Electrical conduit, fittings, junction boxes and
wire connecting PLC's with MCC's , control panels and sensors.
1 CAD generated lubricant schematic.
5. Exclusion of Foreign Material: The hoist system shall be designed to assure that foreign material cannot enter the hoist mechanism to jam or score any jack component or drive motor/power transmission component.
2.03 PAINTING
A. Painting: All equipment, apparatus, piping, enclosures, structural framing and supports, conduits and related items to the equipment shall receive a shop prime coat and two finish coats of equipment enamel paint. All surfaces shall be clean of rust, scale, dirt, grease, and oil before painting.
B. Each coat shall be a minimum of 5 mils dry film thickness. 2.04 FABRICATION A. Fabricate in accordance with approved shop drawings.

PART 3 - EXECUTION 3.01 INSTALLATION
A. Prior to installation of the equipment of this Section, all shop track shall be installed. Contractor shall cut rail per the direction of the equipment manufacturer at the time of installation.
B. Install equipment in accordance with approved shop drawings, to the proper lines and levels, plumb and without conflicts with other work.
C. Use non-shrink grout to level equipment and to seal voids at perimeters of bases.
D. Ensure all equipment for normal operation. E. Adjust all equipment for normal operation. F. Touch-up damaged areas of factory-finished surfaces, using the
same paint materials. 3.02 TESTING A. Notify the Engineer five days prior to final testing.
B. The Authority will furnish a coupled-pair of transit cars and one transit car truck to be used in testing the equipment.
C. The contractor shall furnish all test equipment and personnel to perform tests. The authority will furnish the electrical power.
D. Test each component through five cycles of operation before testing groups of components using weighted transit car truck. Test components using transit car equipment only after satisfactory operation of all hoisting and related components is attained.
END OF SECTION