Apelt Inferential Measurement of SAG Mill Parameters II State Estimation 2002
11
Inferential measurement of SAG mill parameters II: state estimation T.A. Apelt a,c, * , S.P. Asprey a , N.F. Thornhill a,b a Centre for Process Systems Engineering, Imperial College, London SW7 2BY, UK b Department of Electronic and Electrical Engineering, University College, London WC1E 7JE, UK c Department of Chemical Engineering, University of Sydney, NSW 2006, Australia Received 21 June 2002; accepted 20 September 2002 Abstract This paper discusses the combined state and parameter estimation of SAG mill inventories and model parameters. Recognised simulation models are utilised for the rock and water charge state equations. New models of the ball charge and mill shell lining states are presented. The 36 state system is detectable although not completely observable. Five ore grindability and mill discharge grate parameters augment the state system. One mill weight and two discharge measurement models are presented and utilised in two state estimation formulations. Results indicate that a size by size SAG mill discharge measurement model provides superior state estimates and improved discharge grate parameter estimation compared to a bulk SAG mill discharge measurement model. Ó 2002 Elsevier Science Ltd. All rights reserved. Keywords: SAG milling; Comminution; Modelling; Simulations 1. Introduction The SAG milling process presents measurement and control problems typical of an industrial process in that ‘‘the total state vector can seldom be measured and the number of outputs is much less than the number of states.’’ State estimation techniques may be utilised to ‘‘provide acceptable estimates of all the state variables (even those not directly measured) in the face of mea- surement error and process disturbances’’ (Ray, 1981). The estimates may be used for process monitoring, op- eration and control. This paper discusses combined state and parameter estimation (CSPE) for SAG mill charge levels and is a continuation of earlier work (Apelt et al., 2001a) which described inferential models for the mill inventories in detail. The formulation of the CSPE problem will be described following a review of related works. State equations for mill rock, water and grinding ball inven- tories and the shell protective lining are then presented with a list of five parameters included in the formu- lation. Discussion of system observability and detect- ability follows the presentation of the measurement models incorporated in the CSPE formulation. Discus- sion of the requisite Kalman filter tuning precedes the presentation and discussion of the results. To conclude, the major findings of this paper are summarised. 2. Circuit description The discussion centres on the primary grinding circuit shown in Fig. 1. Ore is fed to the SAG mill for primary grinding. The mill discharge is screened with the over- sized material recycling via a gyratory cone crusher, and the screen undersize being diluted with water and fed to the primary cyclones for classification. Primary cyclone underflow is split between a small recycle stream to the SAG mill feed chute and a ball mill feed stream. The primary grinding circuit products are subjected to fur- ther size reduction (ball mill), classification (cyclones) and separation (flash flotation) in the secondary grind- ing circuit. Further details of the grinding circuit and the other sections of the processing plant may be found elsewhere (Apelt et al., 1998, 2001a,b; Freeman et al., 2000; Apelt, 2002). 3. Related works Significant research has been conducted in the use of Kalman filters for comminution process state estimation. Minerals Engineering 15 (2002) 1043–1053 This article is also available online at: www.elsevier.com/locate/mineng Minerals Engineering 15 (2002) 1043–1053 * Corresponding author. Address: Centre for Process Systems Engineering, Imperial College, London SW7 2BY, UK. E-mail address: [email protected] (T.A. Apelt). 0892-6875/02/$ - see front matter Ó 2002 Elsevier Science Ltd. All rights reserved. PII:S0892-6875(02)00229-7
-
Upload
patricio-leonardo -
Category
Documents
-
view
76 -
download
1
Transcript of Apelt Inferential Measurement of SAG Mill Parameters II State Estimation 2002

Inferential measurement of SAG mill parameters II: state estimation
T.A. Apelt a,c,*, S.P. Asprey a, N.F. Thornhill a,b
a Centre for Process Systems Engineering, Imperial College, London SW7 2BY, UKb Department of Electronic and Electrical Engineering, University College, London WC1E 7JE, UK
c Department of Chemical Engineering, University of Sydney, NSW 2006, Australia
Received 21 June 2002; accepted 20 September 2002
Abstract
This paper discusses the combined state and parameter estimation of SAG mill inventories and model parameters. Recognised
simulation models are utilised for the rock and water charge state equations. New models of the ball charge and mill shell lining
states are presented. The 36 state system is detectable although not completely observable. Five ore grindability and mill discharge
grate parameters augment the state system. One mill weight and two discharge measurement models are presented and utilised in
two state estimation formulations. Results indicate that a size by size SAG mill discharge measurement model provides superior
state estimates and improved discharge grate parameter estimation compared to a bulk SAG mill discharge measurement model.
� 2002 Elsevier Science Ltd. All rights reserved.
Keywords: SAG milling; Comminution; Modelling; Simulations
1. Introduction
The SAG milling process presents measurement and
control problems typical of an industrial process in that
‘‘the total state vector can seldom be measured and the
number of outputs is much less than the number of
states.’’ State estimation techniques may be utilised to
‘‘provide acceptable estimates of all the state variables(even those not directly measured) in the face of mea-
surement error and process disturbances’’ (Ray, 1981).
The estimates may be used for process monitoring, op-
eration and control.
This paper discusses combined state and parameter
estimation (CSPE) for SAG mill charge levels and is a
continuation of earlier work (Apelt et al., 2001a) which
described inferential models for the mill inventories indetail. The formulation of the CSPE problem will be
described following a review of related works. State
equations for mill rock, water and grinding ball inven-
tories and the shell protective lining are then presented
with a list of five parameters included in the formu-
lation. Discussion of system observability and detect-
ability follows the presentation of the measurement
models incorporated in the CSPE formulation. Discus-
sion of the requisite Kalman filter tuning precedes the
presentation and discussion of the results. To conclude,
the major findings of this paper are summarised.
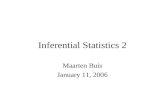
2. Circuit description
The discussion centres on the primary grinding circuit
shown in Fig. 1. Ore is fed to the SAG mill for primary
grinding. The mill discharge is screened with the over-
sized material recycling via a gyratory cone crusher, and
the screen undersize being diluted with water and fed to
the primary cyclones for classification. Primary cyclone
underflow is split between a small recycle stream to the
SAG mill feed chute and a ball mill feed stream. Theprimary grinding circuit products are subjected to fur-
ther size reduction (ball mill), classification (cyclones)
and separation (flash flotation) in the secondary grind-
ing circuit. Further details of the grinding circuit and the
other sections of the processing plant may be found
elsewhere (Apelt et al., 1998, 2001a,b; Freeman et al.,
2000; Apelt, 2002).
3. Related works
Significant research has been conducted in the use of
Kalman filters for comminution process state estimation.
Minerals Engineering 15 (2002) 1043–1053This article is also available online at:
www.elsevier.com/locate/mineng
Minerals Engineering 15 (2002) 1043–1053
*Corresponding author. Address: Centre for Process Systems
Engineering, Imperial College, London SW7 2BY, UK.
E-mail address: [email protected] (T.A. Apelt).
0892-6875/02/$ - see front matter � 2002 Elsevier Science Ltd. All rights reserved.
PII: S0892-6875 (02 )00229-7

Much of the research has been conducted by J.A. Herbst
and colleagues whom, over time, have had association
with Utah Comminution Centre, Control International
(Inc.), GS Industries, JA Herbst and Associates, Svedala(Optimization Services and CISA) and Metso Minerals.
Herbst and Alba (1985) discussed the use of a Kal-
man filter to estimate the current state, model para-
meters and the predicted state (in the next time step) for
adaptive control. Herbst and Gabardi (1988) used a
Kalman filter in conjunction with the use of a lifter-bolt
strain gauge (for charge position indication), mill power-
draw measurement, and process models of the grind-ing media and mill shell lining, to estimate the ball
charge level and wear rate, liner thickness and wear rate
in a ball mill. The result was a consistent ball charging
rate for ball charge control at maximum mill power-
draw.
Kalman filters were applied to autogenous/semiaut-
ogenous (AG/SAG) mills by Herbst et al. (1989) when
estimates of rock (one combined state), ball and watercharges, shell liner weight and ore grindability were
obtained from a dynamic model. Mill bearing pressure
and powerdraw measurements were used. Other work of
Herbst and colleagues has documented industrial ap-
plications and development of a commercial soft-sensor
(Herbst and Pate, 1999; Herbst and Pate, 2001).
A Kalman filter has been used on an iron ore pebble
mill (Herbst and Pate, 1996). A commercial softwareproduct was installed to estimate five states (mill hold-
up of two rock states (�55 mm), water, grinding balls
and shell liner weight) and two parameter estimates (ore
grindability and charge angle of repose) (Herbst and
Associates, 1996). Herbst and Pate (1999) describe a
generic softsensor with examples of ore grindability es-
timation for a ball mill and estimation of mill filling (ore,
balls and water), dynamic angle of repose and oregrindability for a SAG mill.
The Svedala Cisa OCS� optimising control system
package for AG/SAG mills includes a softsensor module
(Broussaud et al., 2001). Applications on both mini-
mally and comprehensively instrumented plants are de-
scribed. The softsensor ‘‘continuously computes a mass
balance and estimates mill charge (mass of solids, sim-
plified size distribution and percent solids in the mill),
cyclone feed, circulating load and cyclone overflow
(particle size and percent solids).’’
The review shows that the technology of Kalman
filters in SAG mill state estimation is well progressed.
However, the industrial uptake of state estimation hasbeen slow and isolated to larger mining houses and new
installations. The lag between development and uptake
is a reflection of the level of uptake of model based
decision making control technologies. Herbst (2000)
suggested that industry reluctance is due to perceived
gap between the technology cost and its benefits and
also the performance record of the technology. There-
fore according to Hodouin et al. (2001) the area shouldbe considered ‘‘active’’ with some key issues to be ad-
dressed. This assessment is reinforced by the following
points:
• Broussaud et al. (2001) considered the difficulty of de-
termination of the ball load and wear rate in a SAG
mill in the absence of a suitable commercial ball ad-
dition system. They concluded the future combi-nation of Continuous Charge Monitoring (CCM)
instrumentation and good control of ball addition
should allow a closer on-line optimization of the ball
load and further improve SAG mill performance.
• The Herbst and Pate application of a Kalman filter
for the estimation of mill rock and ball hold-up is rec-
ognised in a review of automation in the minerals
processing industry. Jamsa-Jounela (2001), for in-stance, highlighted engineering costs, lack of prece-
dent applications and limited control technology as
constraints.
• Research into state estimation for SAG mills is also
currently being progressed at the Julius Kruttschnitt
Mineral Research Centre where a Kalman filter is uti-
lised to predict ore hardness, mill total charge and
mill discharge factors (Schroder, 2000). An open-loopplant trial gave good correlation and tracking perfor-
mance.
The contribution of the work reported here is to
present further examples of state estimation for SAG
mills and novel models of the SAG mill discharge, SAG
mill ball charge and shell protective lining. State esti-
mation of mill rock charge, ball charge (Jb), watercharge and thus total charge (Jt) is demonstrated. Anassessment of structural properties of the models (their
observability and detectability) gave insights into 50
their relative performance when used with a Kalman
Filter.
CSPE for SAG mills is now discussed further with the
presentation of the state equations and parameters. Two
formulations are presented which include process mea-surement equations for mill weight and mill discharge.
Fig. 1. Primary grinding circuit.
1044 T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053

Both are based on a University of Sydney thesis dis-
sertation (Apelt, 2002).
4. Combined state and parameter estimation model
Continuous-time nonlinear systems can be describedas follows (Henson and Seborg, 1997):
_xxðtÞ ¼ f ðx; u; h; tÞ ð1Þ_hh ¼ 0 ð2ÞyðtÞ ¼ gðx; h; tÞ ð3Þ
where x is the state of the system, _xx is the time derivative
of state of the system, u is the system input, y is the
system output, t is time, h is the system model para-
meters to be estimated, _hh is the time derivative of the
system model parameters, f is the system function and gis the measurement function. Eqs. (1)–(3) is referred to aCSPE model since it is utilised to estimate states x andparameters h.
In discrete-time, where measurements are available at
equally spaced intervals (sampling periods) Dt, Eqs. (1)–(3) can be described as follows (Henson and Seborg,
1997):
xkþ1 ¼ �ff ðxk; uk; hk; kÞ ð4Þhkþ1 ¼ hk ð5ÞyðtÞ ¼ �ggðxk; hk; kÞ ð6Þwhere k is the discrete time index (time ¼ kDt), �ff is the
discrete time system function and �gg is the discrete time
measurement function.
One method of on-line state and parameter esti-
mation is achieved through the utilisation of an the ex-
tended Kalman filter on the system described by Eqs.(4)–(6) (Henson and Seborg, 1997):
xxkjk ¼ xkjk�1 þ Lkðyk � �ggðxxkjk�1; hkjk�1; kÞÞ ð7Þ
Lk ¼ bPPkjk�1GTk ðGk
bPPkjk�1GTk þ RÞ�1 ð8ÞbPPkjk ¼ ðI � LkGkÞbPPkjk�1 ð9Þ
xxkþ1jk ¼ �ff ðxxkjk; hhkjk; uk; kÞ ð10ÞbPPkþ1jk ¼ F kbPPkjkF Tk þ Q ð11Þ
Gk ¼o�ggðx; h; kÞ
ox
�����x¼xxkjk�1;h¼hhkjk�1
ð12Þ
F k ¼o�ff ðx; h; u; kÞ
ox
�����x¼xxkjk ;h¼hhkjk ;u¼uk
ð13Þ
where xxkjk is the filtered estimate of state x at time kDt,xxkjk�1 is the prediction of state x at time kDt from the
previous time step ðk � 1ÞDt, Lk is the Kalman filter gainat time kDt, I is the identity matrix, Gk is the linearised,discrete-time measurement function, F k is linearised,
discrete-time system function, bPPkjk is the propagated
estimated state covariance matrix, bPPkþ1jk is the estimatedstate covariance matrix at the next time step time ¼ðk þ 1ÞDt, Q is the process output (measurement) co-
variance matrix, R is the state covariance matrix.
5. State equations and parameters
This research models the SAG milling process by the
following 36 state equations and five parameter equa-
tions:
Solids. The size by size solids mass balance developed
by the Julius Kruttschnitt Mineral Research Centre
(Napier-Munn et al., 1996; Valery and Walter, 1998):
Accumulation ¼ Inflow�OutflowþGeneration
� Consumption
dsidt
¼ fi � pi þXi�1j¼1
rjsjaij � ð1� aiiÞrisi i ¼ 1; . . . ; 27
ð14Þpi ¼ d0cisi i ¼ 1; . . . ; 27 ð15Þwhere fi is the SAG mill feed rate of solids in size i (t/h),ri is the SAG mill breakage rate for particles in size iwhich varies with operating conditions within the mill
(Variable Rates) (h�1), aij is the SAG mill appearance
function which describes the distribution that particlesin size i will form in the smaller sizes j (dimensionless), piis the SAG mill discharge rate of solids in size i (t/h), si isthe SAG mill rock charge in size i (t), ci is the SAG mill
discharge grate classification function value for size i(dimensionless) and d0 is the SAG mill maximum dis-
charge rate constant (h�1).
Water. The water mass balance also developed by the
Julius Kruttschnitt Mineral Research Centre (Napier-Munn et al., 1996; Valery and Walter, 1998):
Accumulation ¼ Inflow�Outflow
dswdt
¼ fw � pw ð16Þ
pw ¼ d0sw ð17Þwhere fw is the SAG mill water feed rate (t/h), pw is the
SAG mill water discharge (product) rate (t/h), sw is theSAG mill water charge (t) and d0 is the SAG mill
maximum discharge rate constant (h�1).
Grinding balls. The new grinding ball mass balance
model (Apelt, 2002) is as follows:
Accumulation ¼ In�OutþGeneration
� Consumption
dbci
dt¼ bii � bei þ bwi�1 � bwi i ¼ 1; . . . ; 7 ð18Þ
where bci is the SAG mill ball charge for balls in size i(t), bii is the SAG mill ball feed rate for balls in size i
T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053 1045

(t/h), bei is the SAG mill ball charge ejection rate for
balls in size i (t/h) and bwi is the SAG mill ball charge
wear rate for balls in size i (t/h).Shell lining. The new SAG mill liner weight mass
balance model (Apelt, 2002) is described as follows:
Accumulation ¼ Wear
dSMIW
dt¼ �wearate ð19Þ
where SMIW is the SAG mill protective shell lining in-
stallation weight (t) and wearate is the SAG mill shellprotective lining wear rate (t/h).
Parameters. These state equations are augmented by
the following set of five parameter equations:
_AA ¼ 0 impact breakage ore parameter ðin aijÞ_bb ¼ 0 impact breakage ore parameter ðin aijÞ_tta ¼ 0 abrasion breakage ore parameter ðin aijÞ_ffp ¼ 0 relative fraction pebble port open area ðin piÞ_dd0 ¼ 0 maximum mill discharge rate coefficient ðin piÞ
ð20ÞOre breakage parameters A, b and ta are included in
anticipation of an inferential measurement of ore grin-
dability. The mill discharge grate parameter fp is in-cluded due to its close link to the pebble port diameter,
xp, which is an influential to the relative contribution to
error in the feed passing sizes (F80 . . . F20). The maximumdischarge coefficient parameter, d0, is included since it
affects not only the mill discharge but also the rock and
water charge remaining in the mill. A ‘‘mill discharge
factor’’ parameter has also been used elsewhere (Sch-
roder, 2000). Tallying the number of states and para-meters brings the order of the system function, f , to 41.
5.1. Ball charge model
The dynamic ball charge model proposed by this re-
search is as follows:
Accumulation ¼ In�OutþGeneration
� Consumption
dbci
dt¼ bii � bei þ bwi�1 � bwi ð21Þ
where bci is the mass of balls in ball charge of size i (t),bii is the feed balls in size i (t/h), bei is the balls of size iejecting from the mill i (t/h) and bwi is the mass of balls
wearing out of size i into size iþ 1 (t).
5.1.1. Ball feed
The ball feed to the SAG mill, bii, can be determined
from operating conditions. Assuming that the feed balls
are of a single diameter, Db, the ball feed is as follows:
bii ¼p6
Db
1000
� �3
SGb bps3600
bstð22Þ
where bps is balls per stroke, bst is the ball stroke time
(s), Db is new ball diameter (mm) and SGb is ball specific
gravity (t/m3). Stroke refers to the stroke rate of the
feeding ram.
5.1.2. Ball wear
The overall ball wear rate may be determined from
operating data. If the ball charge level is being main-
tained at a constant level, the ball wear rate is equal to
the ball feed rate plus ball ejection. For the larger sizes
where there is no ejection the wear rate is equal to the
ball feed rate. The overall ball wear rate translates to
ball wear rates by size. These ball wear rates by size(bwi) are proposed here to be proportional to the frac-
tional surface area and the ball mass in size i and in-
versely proportional to ball hardness, i.e.,
bwi / fSAi1
HBiSMBCi ð23Þ
where bwi is ball wear of grinding balls in size i (t/h),fSAi is fractional surface area of grinding balls in size i(fraction), HBi is Brinnell Hardness of grinding balls in
size i (N/m) and SMBCi is mass of grinding balls in size i(t).
The total surface area of grinding balls in size i, SAi,
is the product of the number of balls in size i, Ni, and thesurface area of a ball of size i, i.e.,
SAi ¼ NipDb2i ð24Þ
The number of balls in size i, Ni, is determined from the
mass fraction of the total ball charge in size i and the
mass of a ball of size i, i.e.,
Ni ¼smbci100
BC
p6
Dbi1000
� �3SGb
ð25Þ
where BC is total ball charge mass (t), Dbi is diameter of
ball of size i (mm) and smbci is mass percent of balls inof size i (%).
The fractional surface area of the ball charge in size i,fSAi, is
fSAi ¼SAiPni¼1 SAi
¼smbciDbiPn
i¼1smbciDbi
ð26Þ
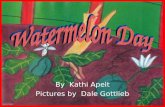
The ball hardness model proposed here is based on the
findings of Banisi et al. (2000), i.e., that the ball hardnessof 80 mm balls drops significantly when the ball wears to
less than 65 mm in size (81% original size). In this
work the original ball diameter is 125 mm and it is
assumed that the nominal ball diameter at which hard-
ness decreases markedly is 95 mm (76% original size).
Assuming hardness of 450 and 250 Brinnell for
the outside and inner layer of the balls, respectively,
1046 T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053

(estimated from data in Perry’s (Perry et al., 1984)) andthat the variation of hardness across ball diameter can be
described by a Whiten classification model type rela-
tionship (Whiten, 1972; Napier-Munn et al., 1996), the
ball hardness, HBi, can be described as follows:
HBðDbiÞ ¼ 250 for Dbi6K1
HBðDbiÞ ¼ 450� K2�Dbi
K2� K1
� �K3for K1 < Dbi < K2
HBðDbiÞ ¼ 450 for Dbi PK2
ð27Þwhere K1 is the ball size below which hardness equals
250 Brinnell (mm), K2 is the ball size above which
harness equals 450 Brinnell (mm) and K3 ¼ 2:3 and is
the ball hardness curve shape parameter. The ball
hardness model is illustrated in Fig. 2.
The model can be adjusted to suit a given set of op-erating conditions by the introduction of a ball wear
coefficient, BWki, which can be fitted to operating data.
For mass balance consistency, the units of the ball wear
coefficient are (Brinnel/h). The ball wear model can now
be stated as follows:
bwi ¼ BWki fSAi1
HBiSMBCi ð28Þ
5.1.3. Ball ejection
The model of ejection of balls from the SAG mill
proposes that the SAG mill discharge grate behaves as a
vibrating screen which can be modelled by an efficiency
to oversize model (Napier-Munn et al., 1996). Ball
ejection of size i, bei, can then be stated as follows:
bei ¼ BEkiEdci SMBCi ð29Þwhere Edci is ball ejection efficiency to discharge of size i(fraction), bei is ejection rate for balls of of size i (t/h),BEki is ball ejection model fitting parameter (h�1).
The efficiency model utilised here is taken from Na-
pier-Munn et al. (1996) and is expressed in terms of
efficiency to undersize since the ejected balls are screen
‘‘undersize.’’
Edci ¼ 1� exp
� N foag 1
�Dbi
xp
�k!ð30Þ
where N ¼ 1 and is a discharge grate efficiency para-
meter, foag is discharge grate fraction open area (frac-tion), Dbi is ball diameter of size i (mm), xp is dischargegrate pebble port size (mm) and k ¼ 2 and is a discharge
grate efficiency parameter.
The model is validated against operating data by
fitting the ball wear model parameters (BWki) and the
ball ejection model parameters (BEki).
5.2. Shell lining model
The dynamic model of the SAG mill shell protective
lining proposed by Apelt (2002) is presented here. The
SAG mill installation weight, SMIW, can be considered
a sum of a number of constituents:
SMIW ¼ shell þ liningþD=C grate ð31Þwhere SMIW is SAG mill installation weight (t), shell is
SAG mill shell weight (t), lining is SAG mill shell lining
weight (t), D/C grate is SAG mill discharge grate weight(t).
The mill shell remains intact throughout the opera-
tional life of the mill. Therefore, the mill shell weight
(shell) is a constant. The lining is the internal shell
protective lining and is subject to wear through direct
contact with the mill contents. The SAG mill discharge
grate is internal to the mill also and is subject to wear.
Periodic change out of the mill protective lining anddischarge grate occurs to accommodate the wear of
these internal components. From plant experience, the
shell lining wear occurs predominantly at discharge end.
Therefore, the lining term can be broken up into a feed
end and a discharge end term:
SMIW ¼ ðshell þ liningFEÞ þ ðliningDE þD=C grateÞð32Þ
where liningDE is the weight of the discharge end of theshell lining (t), liningFE is the weight of the feed end of
the shell lining (t).
Combining the feed end lining terms and a constant
(to accommodate mill weight instrument offset) into a
SAG mill weight constant, SMWconst (t), allows the
model to we rewritten as follows:
SMIW ¼ SMWconstþ liningDE þD=C grate ð33ÞThe dynamic SAG mill liner wear model may then focus
on the grouped mill discharge end terms and may bewritten as follows:
dSMIW
dt¼ �wearate ð34Þ
Fig. 2. Ball hardness model.
T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053 1047

where wearate is the SAG mill shell wear rate (t/h).
Integrating Eq. (34) with respect to time, t, yields
SMIW ¼ SMIW0 � wearate t ð35Þwhere SMIW0 is the initial SAG mill installation weight
(t) and t is time (h).
5.2.1. Wear rate
The mill liner wear rate, wearate, can determined from
the change-out frequency and the relative change inweight of the discharge grate and discharge end shell
lining at change-out time. Based on typical plant expe-
rience, the change-out frequency is approximately 6
weeks, or 1008 h (6� 7� 24), and the change-out liner
weight is approximately half the liner installation weight,
i.e.,
wearate ¼12liningDE0 þD=C grate0ð Þ
1008ð36Þ
where liningDE0 is the installation weight of the dis-
charge end of the shell lining (t) and D=C grate0 is the
installation weight of the discharge grate (t).
The shell lining is a series of alternating low lifter and
high lifter bars separated by shell lining segments. The
installation weight of the discharge end shell lining,
liningDE0, is calculated as follows:
liningDE0 ¼1
2Lsmqlinernhl
lbw
1000
hlt� sltð Þ1000
þ 1
2Lsmqlinernll
lbw
1000
llt� sltð Þ1000
þ p2Lsmqliner Dsm0
slt
1000
� slt
1000
�2!ð37Þ
where qliner is the liner density (t/m3), nhl is the number
of high lifter bars, nll is the number of low lifter bars,
lbw is the lifter bar width (mm), hlt is the high lifter bar
thickness (height) (mm), llt is the low lifter bar thickness
(height) (mm), slt is the shell liner thickness (height)(mm) and Lsm is the SAG mill shell length (m).
In Eq. (37), the third term represents the weight of an
annular piece of shell lining of thickness slt, defined by
the shell inside diameter, Dsm (m), and extending to half
the mill length, Lsm=2 (m). The first and second terms
are the weight of portion of high and low lifter bars,
respectively, that protrude above the shell lining.
The installation weight of the discharge grate,D=C grate0 (t), is calculated as follows:
D=C grate0 ¼ qliner pD2
sm
4
dgt
10001ð
�� foagÞ � p
Dt2sm4
dgt
1000
�þ qliner ndg
lbw
1000
hlt� sltð Þ1000
Dsmð�
�Dtsm�
ð38Þ
where dgt is the discharge grate thickness (mm), ndg is
the number of discharge grate segments (conceptually
similar to pieces of pie), foag is the fraction grate open
area (fraction) and Dtsm is the SAG mill trunnion di-
ameter (m).
In Eq. (38), the first term represent the weight of the
large flat disc (that constitutes the discharge grate) of
thickness, dgt, less the apertures in the grates (fraction
open area foag) and the absent central piece of diameterDtsm.
The second term in Eq. (38) represents the weight of
the portion of the discharge end lifter bars that protrude
above the surface of the discharge grate. The discharge
grate lifter bars are of thickness (height) hlt (mm) and of
length (Dsm �Dtsm) (mm).
5.2.2. Shell thickness
The assumption that all mill lining wear occurs in the
discharge end of the mill allows the mill liner model to
be simplified. Subtracting the mill weight constant
(SMWconst) from both sides of Eq. (35) yields
ðliningDE þD=C grateÞ¼ ðliningDE þD=C grateÞ0 � wearate t ð39Þ
Assuming that wear is uniform throughout the dis-
charge end of the mill, the wear thickness, wt (the
amount of lining component that has been worn away)(mm) can be determined as follows:
1. Take all terms in Eq. (39) to one side of the equation
0 ¼ ðliningDE þD=C grateÞ0 � wearate t� ðliningDE þD=C grateÞ ð40Þ
2. Express (liningDE þD=C grate) in terms of wear
thickness, wt, by the substitution of (slt� wt) for slt
in Eqs. (37) and (38):
liningDE þD=C grate
¼ 1
2Lsmqlinernhl
lbw
1000
hlt� sltð Þ1000
þ 1
2Lsmqlinernll
lbw
1000
llt� sltð Þ1000
þ p2Lsmqliner Dsm0
slt
1000
� slt
1000
�2!
þ qliner pD2
sm
4
dgt
10001ð
�� foagÞ � p
Dt2sm4
dgt
1000
�þ qliner ndg
lbw
1000
hlt� sltð Þ1000
Dsmð�
�Dtsm�
ð41Þ
3. Solve Eq. (40) for wear thickness, wt––the root of the
equation, e.g., with fzero, the MATLAB scalar non-
linear zero finding function.
4. Determine the current lining thickness, (slt� wt)(mm).
The state equations required for the combined state
and parameter estimation formulation have now been
1048 T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053

presented, i.e., dynamic mass balance models of the rock
(Eqs. (14) and (15)), water (Eqs. (16) and (17)), and ball
charges (Eq. (18)) and the shell protective lining (Eq.
(19)). These equations form the matrix of state equa-
tions that describe the state of the system, Eq. (1). The
model parameters of the system, Eq. (2), have also been
presented (Eq. (20)). In the following section, the modelsof the system output (process measurements) (Eq. (3))
are presented.
6. Measurement models
The measurement (process output) models typically
utilised in CSPE are based on mill powerdraw and millweight (by way of bearing pressure or load cell mea-
surement) (Herbst and Pate, 1999; Herbst and Pate,
2001). The SAG mill discharge screen oversize conveyor
measurement has also been utilised in a formulation that
estimates a ‘‘mill discharge factor’’ parameter (Schroder,
2000) which is assumed to be or related to the maximum
mill discharge rate coefficient, d0 (h�1).
6.1. SAG mill weight measurement model
The SAG mill weight is measured by load cell. This
measurement, y1ðtÞ, is the process output that is pairedwith the mill weight measurement model, g1ðx; h; tÞ,which is a sum of the
• mass of ore particles, grinding balls and water in themill charge kidney (the charge material that is not in
free-fall from the charge shoulder to the charge toe),
Mkidney,
• mass of the mill shell discharge end lining and the dis-
charge grate, (liningDE þD=C grate), as presented
above,
• a calibration term, tare, that allows for the difference
between the actual total mill weight and the load cellmeasurement (includes the mill shell weight and the
feed end shell lining weight),
g1ðx; h; tÞ ¼ Mkidney þ ðliningDE þD=C grateÞ � tare
ð42ÞThe state functionality of the SAG mill weight mea-
surement model, g1ðx; h; tÞ is via the rock, ball and watercharge components in the charge kidney and the dis-
charge-end shell lining weight. The latter is, in fact, oneof the states considered. The kidney mass is a state
function, Mkidneyðx; h; tÞ––it is the sum of the rock, ball
and water states in the charge kidney.
6.2. SAG mill discharge measurement model
6.2.1. Model 1––bulk flow model
Model 1 is a bulk flow model which estimates thetotal volumetric discharge rate of the SAG mill. The
SAG mill discharge stream volumetric flowrate can be
reconstructed from four available plant measurements
and then utilised in the CSPE formulation as the second
process output, y2ðtÞ as described by Apelt et al. (2001b),
y2ðtÞ ¼MVOSCF %solsOSCF
100SGs
þ MVPCFDm3MVPCFD%solsSGl
MVPCFD%solsSGl þ ð100�MVPCFD%solsÞSGs
þ MVPCFDm3ð100�MVPCFD%solsÞSGs
MVPCFD%solsSGl þ ð100�MVPCFD%solsÞSGs
þMVOSCFð100�%solsOSCFÞ100SGl
�MVPCFWm3
ð43Þwhere MVOSCF is the oversize crusher total feedrate (t/h),
MVPCFDm3 is the primary cyclone feed flowrate (m3/h),
MVPCFD%sols is the primary cyclone feed density (% sol-ids w/w), MVPCFWm3 is the primary cyclone feed water
addition flowrate (m3/h), %solsOSCF is the oversize
crusher feed density (% solids w/w), SGs is the ore spe-
cific gravity (t/m3) and SGl is the process water specific
gravity (t/m3).
The plant measurement, Eq. (43), requires pairing
with a measurement model, according to Eq. (3). The
corresponding measurement model, g2ðx; h; tÞ, is
g2 x; h; tð Þ ¼ SMDCs
SGs
þ SMDCl
SGl
ð44Þ
The state functionality of the SAG discharge measure-
ment model, g2ðx; h; tÞ, is through the constituents of theterms in Eq. (44). The solids mass flowrate, SMDCs
(t/h), is the summation of the size by size mill productstream and is thus state dependent.
SMDCs ¼Xni¼1
pi ¼Xni¼1
d0cisi ð45Þ
where pi is the SAG mill discharge rate of solids in size i(t/h) si is the SAG mill rock charge in size i (t) and ci isthe SAG mill discharge grate classification function
value for size i (dimensionless).
The liquid mass flowrate, SMDCl (t/h), is a function
of SMDCs and thus is also state dependent:
SMDCl ¼ kgQm
�� SMDCs
SGs
�SGl ð46Þ
where Qm is the SAG mill volumetric discharge rate
through the grinding media (m3/h) and kg is a coarse
material adjustment factor (dimensionless).
On account of the SAG mill discharge grate charac-teristics, i.e., high fractional open area (foag), high rel-
ative radial position of the open area (c), and high
relative radial position of the outermost aperture (rn),the mill discharge flow is assumed to be only through the
grinding media and that no slurry pool exists at the toe
T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053 1049

of the charge. Therefore, the mill discharge flowrate may
be calculated as follows:
Qm ¼ 6100J 2pmc2:5A/�1:38D0:5 ð47Þ
where A is the total discharge grate open area (m2), D is
the mill inside diameter (m), c is the mean relative radialposition of open area (fraction) and / is the fraction
critical mill speed (fraction). The nett fractional holdup
of slurry in mill that is contained within the grindingcharge (live area) interstices, Jpm, is calculated as fol-
lows:
Jpm ¼
P16 mm
i¼nsi
SGsþ sw
SGl
Vmillð48Þ
where sw is the mill water charge (t) and Vmill is the millvolume (m3).
The parameter functionality of the SAG discharge
measurement model, g2ðx; h; tÞ, is also through the con-
stituents of the terms in Eq. (44). The solids mass
flowrate (SMDCs), Eq. (45), is a function of the maxi-
mum mill discharge rate constant (d0), explicitly, andalso the relative fraction pebble port open area (fp),implicitly (via the grate classification function, ci). Themaximum mill discharge rate constant (d0) affects not
only the mill discharge but also the rock and water
charge remaining in the mill.
The relative fraction pebble port open area (fp) islinked by the classification function to the pebble port
aperture size (xp) which is an influential parameter in thefeed passing size estimates. This reinforces the inclusion
of the relative fraction pebble port open area (fp) in thelist of parameters in Eq. (20).
The ore breakage parameters A, b and ta affect the
rock breakage occurring within the mill and the mill
rock charge fractions (si) and are therefore implicitly
present in the state equations, Eqs. (14) and (15), and
the measurement model function, Eq. (45). As men-
tioned, these parameters are included in the formulation
in anticipation of an inferential measurement of oregrindability which influences mill performance.
The mill weight measurement y1ðtÞ and measurement
model g1ðx; h; tÞ, Eq. (42), and the reconstructed mill
discharge measurement y2ðtÞ, Eq. (43), and measurementmodel g2ðx; h; tÞ, Eq. (44), were paired together to form
the system output and measurement functions (Eq. (3)).
6.2.2. System observability and detectability
Initial difficulties in generating results utilising this
formulation (Model 1) prompted an investigation of the
observability and detectability of the system. This was
achieved by:
1. Linearising the CSPE at steady-state conditions to
generate a state-space model of the form
xxðtÞ ¼ Axþ Bu ð49ÞyðxÞ ¼ Cx ð50Þwhere A;B;C are the system matrices, x is the systemstates (36 states), u is the process inputs and y is theprocess outputs (measurements).
2. Generating the ‘‘observability matrix,’’ L0, (Ray,
1981; Henson and Seborg, 1997)
L0 ¼ ½CTjATCTjðATÞ2CTj jðATÞn�1CT ð51ÞMatrix A is n� n where n is the number of states andmatrix C is l� n where l is the number of measure-
ments. The observability matrix, L0, has dimension
n� nl.3. Determining the rank of the observability matrix, L0.
If the rank of L0 is n then the system is completely ob-
servable and each initial state x0 can be determined
from knowledge of the process inputs, u, and processoutputs, y, over a finite time period.
If the rank of L0 is less than n then the system is only
partially observable. If the system modes that cannot be
observed or reconstructed from the output measure-
ments are stable then the system is detectable (Henson
and Seborg, 1997).
The rank of the observability matrix, L0, was deter-mined to be 8 which is less than the dimension of the
system (n ¼ 36). Therefore, the system is not completely
observable. The model was therefore further enhanced
as described in the following subsection.
6.2.3. Model 2––size by size model
The issue of primary concern in utilising the bulk flowmodel was the low number of plant measurements and
measurement models (2) relative to the number of states
in the system (36). Therefore, the number of plant
measurements was increased through the extension of
the SAG mill discharge bulk flow model to a size by size
model.
Twenty eight new plant measurements, y2...29ðx; h; tÞ,are generated by as follows:
y228 x; h; tð Þ ¼ oscf i
100
� �OSCFtph s
þ pcfdi100
� �PCFDtph s i ¼ 1; . . . ; 27
ð52Þy29 x; h; tð Þ ¼ OSCFtph l þ PCFDtph l � PCFW SGl
ð53Þwhere oscf i is the oversize crusher feed retained in size i(% w/w), pcfdi is the primary cyclone feed retained in
size i (% w/w), OSCFtph s is the oversize crusher solids
feedrate (t/h), OSCFtph l is the oversize crusher liquid
feedrate (t/h), PCFDtph s is the primary cyclone solids
1050 T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053

feedrate (t/h), PCFWtph l is the primary cyclone liquid
feedrate (t/h), PCFW is the primary cyclone feedwater
addition (m3/h) and SGl is the process water specific
gravity (t/m3).
Eq. (52) is a size by size SAG mill discharge process
measurement and represents the solids discharge rate for
size i (t/h). Eq. (53) is SAG mill discharge processmeasurement for process water and the liquid discharge
rate (t/h). The corresponding measurement models,
g2...29ðx; h; tÞ, are the right hand sides of Eqs. (15) and
(17), i.e.,
g228 x; h; tð Þ ¼ d0cisi i ¼ 1; . . . ; 27 ð54Þg29 x; h; tð Þ ¼ d0sw ð55Þwhere si is the mill rock charge in size i (t), sw is the mill
water charge (t), d0 is the maximum discharge rate
constant (h�1) and ci is the discharge grate classificationfunction (fraction).
The system matrix A for the size by size model (Model
2) is the same as that for the bulk flow model (Model 1).
Since the measurement (process output) matrix C has
changed with the utilisation of 29 measurements (insteadof two), the observability matrix, L0, has changed ac-
cordingly.
The rank of the observability matrix, L0, for Model 2
is 20 which, though a significant improvement on eight,
is (still) less than the dimension of the system (n ¼ 36).
Therefore, the system remains not completely observable
for the new CSPE formulation. However, improved
state estimates were possible using the size by size modelas described in the following section.
7. Results and discussion
The system of states was shown to be detectable for
both CSPE formulations (Model 1 and Model 2) despite
the incomplete observability of the system. Detectabilitywas established through achieving satisfactory results by
appropriate selection of Kalman filter tuning parame-
ters. The Kalman filter is described by Eqs. (7)–(13).
Suitable initial values for the tuning parameters P , Qand R were based on discussion points raised by Henson
and Seborg (1997), Cheng et al. (1997) and Welch and
Bishop (2001).
The results of the CSPE models are given in Tables 1and 2. The state and parameter estimates for both CSPE
formulations are shown in Table 1 with the steady-state
information and the respective errors relative to the
steady-state values (initial state values, x0). Table 2
contains the corresponding volumetric total (Jt) and ball(Jb) charge estimates.
7.1. Model 1––bulk flow model
Table 1 contains the state and parameter estimates
for Model 1––the formulation incorporating the bulk
flow SAG mill discharge measurement model (Eqs. (43)
and (44)). Referring to the fourth and fifth columns of
Table 1, the results show that, overall, good state and
parameter estimates are possible through the utilisation
of this CSPE formulation using two plant measure-
ments. The relative error present in the state estimates is
Table 1
CSPE model results––states and parameters
State Unit SS
value
Model 1
estimate
Error
(%)
Model
2 esti-
mate
Error
(%)
Rock charge by size
s1 (t) 0 0 0 0 0
s2 (t) 0.23 0.23 0.5 0.23 0
s3 (t) 3.54 3.51 1.0 3.54 0
s4 (t) 8.91 8.68 2.6 8.91 0
s5 (t) 9.33 9.43 1.1 9.33 0
s6 (t) 7.66 7.63 0.4 7.66 0
s7 (t) 5.26 5.13 2.5 5.26 0
s8 (t) 2.43 2.46 1.3 2.43 0
s9 (t) 1.39 1.40 0.7 1.39 0
s10 (t) 0.83 0.84 1.7 0.83 0
s11 (t) 0.60 0.63 5.3 0.60 0
s12 (t) 0.53 0.55 4.0 0.53 0
s13 (t) 0.51 0.53 4.5 0.51 0
s14 (t) 0.48 0.50 4.6 0.48 0
s15 (t) 0.42 0.44 4.3 0.42 0
s16 (t) 0.36 0.37 4.2 0.36 0
s17 (t) 0.30 0.31 4.0 0.30 0
s18 (t) 0.27 0.29 4.2 0.27 0
s19 (t) 0.26 0.27 3.6 0.26 0
s20 (t) 0.27 0.28 3.4 0.27 0
s21 (t) 0.27 0.28 2.9 0.27 0
s22 (t) 0.27 0.28 3.3 0.27 0
s23 (t) 0.25 0.26 3.0 0.25 0
s24 (t) 0.22 0.23 2.8 0.22 0
s25 (t) 0.20 0.11 44.5 0.20 0
s26 (t) 0.17 0.17 0.8 0.17 0
s27 (t) 0.72 0.50 30.5 0.72 0
Water charge
sw (t) 2.06 2.08 1.2 2.06 0
Ball charge by size
bc1 (t) 0 0 0 0 0
bc2 (t) 0.9 0.9 0 0.9 0
bc3 (t) 46.7 46.7 0.0004 46.7 0
bc4 (t) 32.7 32.7 0.0003 32.7 0
bc5 (t) 13.1 13.1 0.0008 13.1 0
bc6 (t) 0 0 0 0 0
bc7 (t) 0 0 0 0 0
Shell lining
SMIW (t) 337.7 337.7 0.0004 337.7 0
Parameters
A (dimen-
sionless)
75.8 75.8 0 75.8 0
b (dimen-
sionless)
0.45 0.45 0.1 0.45 0
ta (dimen-
sionless)
0.13 0.13 0 0.13 0
fp (frac-
tion)
0.011 0.011 0 0.034 208
D0 (h) 29.85 29.85 0.001 28.79 3.6
T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053 1051

generally <5%. The relative error present in the para-
meter estimates is either exactly equal or approximately
equal to zero.
The poor observability of this model can be inferred
from the two poor state estimate results that stand out in
Table 1, the estimates of the 25th and 27th rock charge
states, s25 and s27, respectively. These relatively high
levels of error (44.5% and 30.5%, respectively) are at-tributed to the small amounts of rock in these size
fractions where a small deviation from the steady-state
value therefore represents a large relative error.
7.2. Model 2––size by size model
Table 1 also contains the state and parameter esti-
mates for Model 2––the formulation incorporating thesize by size SAG mill discharge measurement model
(Eqs. (52)–(55)). The results in the sixth and seventh
columns show that improved state and parameter esti-
mates are possible through the utilisation of this CSPE
formulation with 29 plant measurements, which incor-
porates the size by size mill discharge models and pos-
sesses improved observability properties. The results
show the extension of the bulk flow SAG mill dischargemeasurement, Eqs. (43) and (44), to a size by size
throughput measurement, Eqs. (52)–(55), improved the
resulting state estimates––all state estimates displayed
exact agreement with the steady-state values, see the
seventh column of Table 1. Exact agreement was also
displayed in the estimates of the ore impact breakage
and abrasion parameters (A, b and ta).Relative error is present in the estimates of the mill
discharge parameters (fp and d0) in the seventh column
of Table 1. The high level of relative error in the no-
tional fraction pebble port open area relative to total
grate open area, fp, is clearly evident. This is due to the
CSPE model adjusting the mill discharge parameters (fpand d0) to achieve the exact agreement for the rock and
water charge state estimates via Eqs. (54) and (55).
The state estimates of Table 1 translate to the volu-metric charge fraction estimates results in Table 2.
Overall, all of the estimates show good agreement with
the steady-state conditions and reinforce that both
CSPE formulations (Model 1 and Model 2) can be uti-
lised for state estimation.
The volumetric ball charge (Jb) estimates from both
CSPE formulations exhibit exact agreement with the
steady-state conditions. The total volumetric charge (Jt)estimates from both CSPE formulations exhibit good
agreement with the steady-state conditions (to within
0.6%). The exact agreement between the Model 2
formulation estimates of the mill charge levels (Jt and Jb)and the steady-state conditions is expected following the
analysis of Tables 1 and 2 above. That analysis alsoleads to the expectation of the relative error present in
the Model 1 total volumetric charge (Jt) estimate.Although both CSPE formulations are capable of
good estimates, the Model 2 formulation provides su-
perior state estimates through adjustment (estimation)
of the mill discharge parameters (fp and d0). On account
of these two characteristics the Model 2 CSPE formu-
lation is considered superior. In either case, furthermodel validation would be required before entering an
implementation phase.
The results arising from a suite of inferential mod-
els––models that infer unmeasured conditions from
other measurements––to be presented in a future paper,
indicate the error in the charge estimates from a mill
weight-based inferential model is 1.3% and 1.8% for the
estimates of the total volumetric charge (Jt) and ballcharge (Jb), respectively. Comparison of these figures
with the results in Table 2 (0–0.6% error) suggests that
the CSPE formulations yield superior results.
8. Conclusions
Two formulations of combined state and parameterestimation (CSPE) for SAG mills have been presented.
They incorporated novel dynamic models of SAG mill
ball charge and protective shell lining. Two novel mea-
surement models of the SAG mill discharge, a bulk flow
model and a size by size throughput model, and a novel
mill weight measurement model were also presented.
Assessment of system observability and detectability
showed that observability was poor for formulationutilising the mill discharge bulk flow model. The sub-
sequent development of the size by size throughput SAG
mill discharge measurement model yielded better ob-
servability properties and improved state estimates.
Both of the CSPE formulations, whilst not completely
observable, are detectable. Both formulations would
require further validation prior to implementation.
The size by size SAG mill discharge measurementmodel (Model 2) yielded superior state estimate results
and increased capacity to adjust the important discharge
parameters (fp and d0).
Acknowledgements
Acknowledgements go to Northparkes Mines fortheir assistance with and permission to publish circuit
Table 2
CSPE model results––charge fractions
Volumetric
fraction
SS
value
Model
1 esti-
mate
Error
(%)
Model
2 esti-
mate
Error
(%)
Total charge, Jt 0.2298 0.2284 0.6 0.2298 0
Ball charge, Jb 0.1420 0.1420 0 0.1420 0
1052 T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053

information, the Centre for Process Systems Engineer-
ing for part hosting and the University of Sydney for
providing Australian Postgraduate Award funding for
this research.
References
Apelt, T.A., Galan, O., Romagnoli, J.A., 1998. Dynamic environment
for comminution circuit operation and control. In: CHEMECA
�98, 26th Australasian Chemical Engineering Conference, CHEM-
ECA, Port Douglas Qld, Australia.
Apelt, T.A., 2002. Inferential measurement models for semi-autoge-
nous grinding mills. PhD thesis, Department of Chemical Engi-
neering, University of Sydney, Australia, submitted February 2002.
See http://geocities.com/thomasapelt.
Apelt, T.A., Asprey, S.P., Thornhill, N.F., 2001a. Inferential mea-
surement of SAG mill parameters. Minerals Engineering 14 (6),
575–591.
Apelt, T.A., Asprey, S.P., Thornhill, N.F., 2001b. SAG mill discharge
measurement model for combined state and parameter estimation.
In: SAG 2001, Third International Conference on Autogenous and
Semiautogenous Grinding Technology, vol. IV. UBC, Vancouver,
BC, Canada, pp. 138–149.
Banisi, S., Langari-Zadeh, G., Pourkani, M., Kargar, M., Laplante,
A.R., 2000. Measurement for ball size distribution and wear
kinetics in an 8 m by 5 m primary mill of Sarcheshmeh copper
mine. CIM Bulletin.
Broussaud, A., Guyot, O., McKay, J., Hope, R., 2001. Advanced
control of SAG and FAG mills with comprehensive or limited
instrumentation. In: SAG 2001, Third International Conference on
Autogenous and Semiautogenous Grinding Technology, vol. II.
UBC, Vancouver, BC, Canada, pp. 358–372.
Cheng, Y.S., Mongkhonsi, T., Kershenbaum, L.S., 1997. Sequential
estimation for nonlinear differential and algebraic systems––theo-
retical development and application. Computers in Chemical
Engineering 21 (9), 1051–1067.
Freeman, W.A., Newell, R., Quast, K.B., 2000. Effect of grinding
media and NaHS on copper recovery at Northparkes Mine.
Minerals Engineering 13 (13), 1395–1403.
Henson, M.A., Seborg, D.E. (Eds.), 1997. Nonlinear Process Control.
Prentice-Hall/PTR.
Herbst and Associates, J.A., 1996. Semi autogenous mill filling using a
model-based methodology. Proposal submitted to North Lim-
ited––Northparkes Mines.
Herbst, J.A., 2000. Model-based decision making for mineral process-
ing––a maturing technology. In: Herbst, J.A. (Ed.), CONTROL
2000, Mineral and Metallurgical Processing. SME, Littleton, CO,
USA, pp. 187–200.
Herbst, J.A., Alba, F.J., 1985. An approach to adaptive optimal
control of mineral processing operations. In: XV International
Mineral Processing Congress, vol. 3. France, pp. 75–87.
Herbst, J.A., Gabardi, T., 1988. Closed loop media charging of mills
based on a smart sensor system. In: Sommer, G. (Ed.), IFAC
Applied Measurements in Mineral and Metallurgical Processing.
Pergamon Press, Transvaal, South Africa, pp. 17–21.
Herbst, J.A., Pate, W.T., 1996. On-line estimation of charge volumes
in semiautogenous and autogenous grinding mills. In: SAG 1996,
Second International Conference on Autogenous and Semiautog-
enous Grinding Technology, vol. 2. Vancouver, BC, Canada, pp.
817–827.
Herbst, J.A., Pate, W.T., 1999. Object components for comminution
system softsensor design. Powder Technology 105, 424–429.
Herbst, J.A., Pate, W.T., 2001. Dynamic modeling and simulation of
SAG/AG circuits with MinOOcad: off-line and on-line applica-
tions. In: SAG 2001, Third International Conference on Autoge-
nous and Semiautogenous Grinding Technology, vol. IV. UBC,
Vancouver, BC, Canada, pp. 58–70.
Herbst, J.A., Pate, W.T., Oblad, A.E., 1989. Experience in the use of
model based expert control systems in autogenous and semi
autogenous grinding circuits. In: SAG 1989. First International
Conference on Autogenous and Semiautogenous Grinding Tech-
nology. UBC, Vancouver, BC, Canada, pp. 669–686.
Hodouin, D., Jamsa-Jounela, S.-L., Carvalho, M.T., Bergh, L., 2001.
State of the art and challenges in mineral processing control.
Control Engineering Practice 9 (9), 995–1005.
Jamsa-Jounela, S.-L., 2001. Current status and future trends in
automation of mineral and metal processing. Control Engineering
Practice 9 (9), 1021–1035.
Napier-Munn, T.J., Morrell, S., Morrison, R.D., Kojovic, T., 1996.
Mineral Comminution Circuits––Their Operation and Operation.
Julius Kruttschnitt Mineral Research Centre, Australia.
Perry, T.H., Green, D.W., Maloney, J.O. (Eds.), 1984. Perry�sChemical Engineers� Handbook, sixth ed. McGraw-Hill.
Ray, W.H., 1981. Advanced Process Control. McGraw-Hill.
Schroder, A.J., 2000. Towards automated control of milling opera-
tions. In: IIR Conference––Crushing and Grinding Technologies
for Mineral Extraction, Perth, Australia.
Valery Jr., Walter, 1998. A model for dynamic and steady-state
simulation of autogenous and semi-autogenous mills. PhD thesis,
Department of Mining, Minerals and Materials Engineering,
University of Queensland. St Lucia, Qld, 1997.
Welch, G., Bishop, G., 2001. An Introduction to the Kalman Filter.
http://www.cs.unc.edu, Department of Computer Science,
University of North Carolina at Chapel Hill.
Whiten, W.J., 1972. The simulation of crushing plants with models
developed using multiple spline regression. In: Salamon, M.D.G.,
Lancaster, F.H. (Eds.), Proceedings of the Tenth International Sym-
posium on the Application of Computer Methods in the Mineral
Industry. SAIMM, Johannesburg, South Africa, pp. 317–323.
T.A. Apelt et al. / Minerals Engineering 15 (2002) 1043–1053 1053