Apatite Mullite Glass Ceramics
6
JOURNAL Oi- NON-GRWAUNESOL ELSETIER Journal of Non-Crystalline Solids 196 (1996) 346-35 1 Apatite-mullite glass-ceramics A. Clifford, R. Hill * Department ofMuteria1 Science and Technology, University oflimerick, Linrerick, Ire/ad Abstract Two series of glasses based on (2 - x)%0,. xP,O, . Al,O, . CaO . yCaF, were studied. The values of s and y were varied from 0 to 1. The nucleation and crystallisation processes that occurred in these glasseswere measured. Glasses in which x= 0.5 and y was greater than 0.5 crystallised to fluorapatite and mullite. Crystallisation occurred by a bulk nucleation mechanism involving prior amorphous phase separation. The glass with x = OS and y =I 0.5 was converted to a ceramic to give a material consisting of elongated fluorapatite crystals that had high fracture toughness. 1. Introduction There is considerable interest in apatite-based ma- terials for dental and medical applications [ll. Most research has been directed towards the development of hydroxyapatite (HA) based materials produced by a sintering route. However, there are problems en- countered on sintering HA, notably arising from degradation at high temperature [2]. All the sintered HA materials lack sufficient strength and toughness [2]. Furthermore, sintering is not an attractive route for the production of the complex shapes required for substitute bone parts, or dental ceramics. Glass-ceramics represents an alterative production route for apatite-based materials offering the ability to cast components in the glassy state directly to the required shape. However, the most extensively stud- ied glass-ceramic for potential use as a biomaterial is * Corresponding author. Tel: +353-61 202 626. Telefax: +353-61 338 172.E-mail: [email protected]. the apatite-wollastonite, AW system [3], which can not be cast to shape and is processed by a sintering route. It is often stated that the apatite is fluorapatite (FAP), but the glasses studied are very deficient in fluorine with respect to the fluorapatite stoichiometry [3]. It is likely, therefore, that the apatite formed is a mixed fluoro-, hydroxy-, or oxy-apatite. The AW system has a marked surface nucleation of both the apatite and wollastonite phases [3,4], and this is one of the reasons why materials based on this system are produced by a sintering route. Recently Hill et al. [5] developed a readily castable glass-ceramic from the SiO,-Al,0 ,-P,O,-CaO- CaF, system as a result of research undertaken on ionomer glasses [6-81. Dimitrova-Lukacs et al. [9] have demonstrated that one of the compositions stud- ied by Hill et al. when converted to a ceramic gives a material with high fracture toughness and high strength. The high fracture toughness is thought [5,9] to arise from the microstructure (Fig. l>, which consists of interlocking apatite and mullite crystals. The apatite crystals can have an aspect ratio greater than 50 and, during fracture, these needle-like crys- 0022-3093/96/S15.000 1996Elsevier Science B.V. All rights reserved SSDI 0022-3093(95)0061 t-7
Transcript of Apatite Mullite Glass Ceramics

JOURNAL Oi-
NON-GRWAUNESOLIDS ELSETIER Journal of Non-Crystalline Solids 196 (1996) 346-35 1
Apatite-mullite glass-ceramics
A. Clifford, R. Hill * Department ofMuteria1 Science and Technology, University oflimerick, Linrerick, Ire/ad
Abstract
Two series of glasses based on (2 - x)%0,. xP,O, . Al,O, . CaO . yCaF, were studied. The values of s and y were varied from 0 to 1. The nucleation and crystallisation processes that occurred in these glasses were measured. Glasses in which x= 0.5 and y was greater than 0.5 crystallised to fluorapatite and mullite. Crystallisation occurred by a bulk nucleation mechanism involving prior amorphous phase separation. The glass with x = OS and y =I 0.5 was converted to a ceramic to give a material consisting of elongated fluorapatite crystals that had high fracture toughness.
1. Introduction
There is considerable interest in apatite-based ma- terials for dental and medical applications [ll. Most research has been directed towards the development of hydroxyapatite (HA) based materials produced by a sintering route. However, there are problems en- countered on sintering HA, notably arising from degradation at high temperature [2]. All the sintered HA materials lack sufficient strength and toughness [2]. Furthermore, sintering is not an attractive route for the production of the complex shapes required for substitute bone parts, or dental ceramics.
Glass-ceramics represents an alterative production route for apatite-based materials offering the ability to cast components in the glassy state directly to the required shape. However, the most extensively stud- ied glass-ceramic for potential use as a biomaterial is
* Corresponding author. Tel: +353-61 202 626. Telefax: +353-61 338 172. E-mail: [email protected].
the apatite-wollastonite, AW system [3], which can not be cast to shape and is processed by a sintering route. It is often stated that the apatite is fluorapatite (FAP), but the glasses studied are very deficient in fluorine with respect to the fluorapatite stoichiometry [3]. It is likely, therefore, that the apatite formed is a mixed fluoro-, hydroxy-, or oxy-apatite. The AW system has a marked surface nucleation of both the apatite and wollastonite phases [3,4], and this is one of the reasons why materials based on this system are produced by a sintering route.
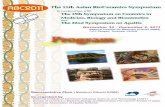
Recently Hill et al. [5] developed a readily castable glass-ceramic from the SiO,-Al,0 ,-P,O,-CaO- CaF, system as a result of research undertaken on ionomer glasses [6-81. Dimitrova-Lukacs et al. [9] have demonstrated that one of the compositions stud- ied by Hill et al. when converted to a ceramic gives a material with high fracture toughness and high strength. The high fracture toughness is thought [5,9] to arise from the microstructure (Fig. l>, which consists of interlocking apatite and mullite crystals. The apatite crystals can have an aspect ratio greater than 50 and, during fracture, these needle-like crys-
0022-3093/96/S15.00 0 1996 Elsevier Science B.V. All rights reserved SSDI 0022-3093(95)0061 t-7

A. Clijj?ord, R. Hill/Journal ofNon-Crystalline Solids 196 (19961346-351 347
tals are pulled out giving rise to a high fracture toughness 191.
Jana and co-workers [ IO,1 l] and King et al. [12] have similarly investigated the crystallisation of ionomer glasses but the compositions they studied are prone to loss of fluorine during melting, and no data are available on their nucleation behaviour or their suitability for forming monolithic glass- ceramics. Furthermore, these studies are directed towards use of partially crystalline glass powders for use in polyalkenoate(ionomer) cement formation. The glass compositions studied by King et al. [12] con- tain less than 1% fluorine by weight after firing, compared with an intended fluorine content of 5%. Jana and co-workers [lo,1 l] unfortunately do not give detailed compositional information on the glasses they studied.
2. Experimental procedures
2.1. Preparation of the glasses
The glass components silica (SiO,), alumina (Al,O,), phosphorous pentoxide(P,O,), calcium car- bonate (CaCO,) and calcium fluoride (CaF,) were weighed in the appropriate ratios to give approxi-
mately 500 g of glass, then mixed for 2 h in a ball mill. The resulting mixture was transferred to a mullite crucible and vacuum dried prior to firing. The crucible and charge were heated in an electric furnace at a temperature between 1350 and 1550°C depending on composition. After this period, the glass melt was shock quenched by pouring directly into demineralised water. The glass frit produced was then ground in a vibratory mill and sieved to produce powder for subsequent analysis. Monolithic glass samples were produced by casting directly into graphite moulds.
Two series of glasses were prepared based on the following generic composition: (2 - x)SiO, . xP,Oj . Al,O, . CaO . y&F, In the first series of glasses, termed the A series, y was fixed at one and x was varied from zero to one, while in the second series, termed the B series, x was kept constant at 0.5 and y was varied from zero to one. All these composi- tions contain a basic oxide in the form of CaO, which has previously been shown [7] to suppress the loss of volatile silicon tetrafluoride from fluoro- alumino-silicate glass during melting. In all these glasses, there is also sufficient calcium to charge balance the aluminium atoms present and enable them to occupy up a fourfold co-ordination state within the glass network.
Fig. I. Elongated FAP crystal exposed in a fracture surface.

348 A. CliSford, R. Hill/Journul of Non-Crystalline Solids 196 (1996) 346-351
AT
I 1 I I 1 I 1 1
600 650 700 750 800 850 900 950
Ramp temperature fnC)
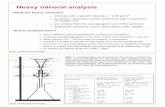
Fig. 2. A DTA trace for the glass with x = 0.5 and y = I. Note the sharp glass transition temperature, rg, and the cxothcrm temperatures corresponding to crystallization.
2.2. Properties of the samples
The samples produced were measured by differen- tial thermal analysis (DTA) using a Stanton Redcroft DTA 673-4. to obtain values for the glass transition temperature, T:, and peak crystallisation tempera- tures, Tp. The crucibles used were matched pairs made of platinum-rhodium alloy. Alumina was used as the reference material. Runs were performed at a heating rate of 10°C min-’ unless otherwise stated. The tendency of the glasses to undergo surface nu- cleation was assessed by performing DSC runs using three particle sizes; frit, 150 to 45 km and < 45 km.
Activation energies for crystallisation were deter- mined based on the method of Matusita [13]. The basis of the method is the relationship between heat- ing rate and exothermic peak temperature, Tp,
In f”/Tl = - (mE/RT,) = constant,
where ? is the heating rate, E is the activation energy R is the gas constant and II and 172 are numerical constants depending on the crystallisation mechanism.
One of the deficiencies of this method is that it requires prior knowledge of the crystallisation mech- anism. For example, n = 3, vz = 4 is the case for bulk nucleation and an increasing number of nuclei, while n = m = 3 is used for bulk crystallisation from a constant number of nuclei. Combined DTA/TGA (Stanton Redcroft DTA/TGA 1600) was used to study weight changes accompanying crystallisation processes.
X-ray powder diffraction was performed using a diffractometer (Phillips PW 1710) using Cu (KU) radiation on glass samples heat treated at 10°C min- ’ to the temperatures to corresponding to the relevant Tp, and Tp2. Scanning electron microscopy (Cam- bridge Stereoscan 90) was carried out on fractured and polished surfaces after sputter coating with pal- ladium gold alloy.

A. Cliflard, R. Hill/Journul ofNon-Crysrulline Solids 196 (1996) 346-351 349
Table 1 Thermal analysis data for the (2 - x)SiO, . xP,O, . Al,O, . CaO . yCaF, glasses studied
Series x Y Ca:P Tg, (“Cl Tg2 (“C) Tp, (“C) Tp2 (“C) T P3
A 0.00 1.00 642 707 876 A 0.25 1.00 4.00 631 713 172 834 A 0.50 1 .oo 2.00 621 723 814 A 0.75 1.00 1.33 662 758 826 878 103 A 1.00 I .oo 1.00 669 751 818 860 101 B 0.50 1 .oo 2.00 621 723 814 B 0.50 0.75 1.75 640 761 943 B 0.50 0.50 1.50 668 815 987 B 0.50 0.25 1.25 117 834 107 B 0.50 0 1.0 819 922 109
The estimated error on the DTA data is rt 3°C.
Indentation fracture toughness measurements were performed on cast samples using the method and formulae described by Anstis et al. [ 141. The Young’s modulus was assumed to be 120 GPa.
3. Results
X-ray diffraction was used to confirm that the glasses produced were completely amorphous. Fig. 2 is a typical DTA trace showing the glass transition temperature, q, and first and second peak crystalli- sation temperatures, Tr, and Tp2. The glass transition temperatures and peak crystallisation temperatures for the A series glasses are given in Table 1.
All these glasses were found to crystallise to apatite and mullite except the glass with x = 0 con- taining no phosphate which crystallised to fluorite (CaF,) and anorthite (CaAl,Si,Oa) and the glass with x = 1 which crystallised to apatite and an alu- minium phosphate, berlinite. The glass with x= 0.5 had a Ca:P ratio of 2.0 close to the apatite stoichiom-
Table 2 Activation energies for crystallization
x Y Q-p I Phase EJp, Phase Assumed n Assumed m (M mol- ‘) (kJ mol- ‘)
etry of 1.67 crystallised to a large volume fraction of apatite and was the basis of the B series of glass compositions in Table 1.
The DTA results for the B series of glasses are also given in Table 1. The glass transition tempera- ture falls significantly with the value of y from 8 19°C at y = 0 to 621°C at y = 1, which is consis- tent with calcium disrupting the glass network to form non-bridging oxygens and, in addition, fluorine replacing bridging oxygens with non-bridging fluo- rines. All these glasses exhibited two crystallisation exotherms, except the glass with y = 0 containing no fluorine, which exhibited one. X-ray powder diffrac- tion showed the first crystallisation peak was always FAP. Glasses with y > 0.5 crystallised to mullite (2Si0,.3Al,O,) as the second phase, while glasses with x < 0.5 crystallised largely to anorthite. The glass with y = 0 crystallised to only anorthite. Acti- vation energies for crystallisation were determined on selected glasses by the Matusita technique 1131, the results are given below in Table 2.
The activation energy for the crystallisation of the
0.0 1.0 391 Fluorite 634 Anorthite 3 3 0.5 1.0 512 FAP Mullite 3 3 0.5 0.75 332 FAP Mullite 3 3 0.5 0.5 720 FAP Mullite 4 3

350 A. Clij)brd, R. Hill/Journal ofNon-Crystalline Solids 196 (1996) 346-351
Table 3 Indentation fracture toughness values obtained for the glass with x = 0.5 and y = 0.5
Heat KIC treatment (MPa rn’,‘) E 5)
None 0.78 0.11 Nucleated 1.40 0.09
0.5 h at 923°C 1.96 0.05
I .O h at 923°C 3.37 0.21
SD, standard deviation.
fluorite is low compared to that for anorthite for the glass with x = 0 and y = 1. Neither fluorine nor calcium forms part the glass network, and crystallisa- tion to fluorite will not involve breakage of the strong aluminium-oxygen-silicon bonds of the glass network, consequently, crystallisation of fluorite will occur readily with a low activation energy.
The glass with y = 0.5 was readily castable and was selected for a preliminary investigation of its fracture toughness before and after ceramming treat- ments. The fracture toughness of the glass was mea- sured in the cast state, following the nucleation treatment and with a nucleation treatment followed by 0.5 and 1.0 h at 923°C corresponding to the crystallisation of FAP but below the onset tempera- ture for the crystallisation of mullite. The results obtained are given in Table 3. The fracture toughness increases significantly following the nucleation treat- ment but increases dramatically following the crystal growth hold.
The microstructure of the samples cerammed at 923°C differed in the length of the apatite needles produced, with the longer heat treatment time giving rise to a crystal with a higher length to diameter aspect ratio.
4. Discussion
Early infrared spectrum results show an absence of hydroxyl groups and this, coupled with the high proportion of fluorine present, suggests that he ap- atite phase is fluorapatite (FAP) in both the A and B series. This was later confirmed via X-ray diffraction analysis and specific heat treatments which showed the apatite phase to be fluorapatite in all cases.
From the results of series A, there was no obvious influence of glass composition and calcium to phos- phate ratio on either the crystallisation temperatures or crystalline phase formed. Both phosphate and fluorine are known to cause amorphous phase sepa- ration in glasses, and all the glasses of the A series underwent amorphous phase separation, either during quenching, as evidenced by a second glass transition temperature, Tg2, or on subsequent heat treatment prior to crystallisation. It is likely that the composi- tion of the phase separated phases is more important than the initial glass composition as regards the subsequent crystallisation behaviour.
The B series of glasses exhibited an increasing tendency towards surface nucleation as y was de- creased, evidenced by a shift in the peak crystallisa- tion temperatures to higher temperatures with in- creasing particle size. Glasses in the B series with y = 1 and 0.75 exhibited no shift in their penk crys- tallisation temperatures with particle size. All of the B series glasses were found to undergo amorphous phase separation prior to crystallisation. In the case of the glasses with y = 1 and 0.75, this led to bulk crystal nucleation. Is the thought that bulk crystal nucleation is aided by the fact that the apatite formed is fluorapatite and that the fluorine packs more read- ily into the apatite lattice than either a hydroxyl group or an oxygen atom [ 151.
The first peak crystallisation temperature, corre- sponding to that of FAP, reduces as y is increased. It was thought that the peak crystallisation temperature might go through a minimum at the apatite stoi- chiometry of 1.67, but there was no evidence of this. It is thought that, since these compositions undergo APS prior to crystallisation, the composition of the glass phase after phase separation is more important than the initial composition of the glass. Jana and Hdeland [lo] and Wood and Hill [6,8] have demon- strated that similar compositions undergo amorphous phase separation to give a calcium phosphate rich phase, which subsequently crystallises to FAP and an aluminium silicon rich phase.
The phosphate-containin g glasses that crystallised to FAP exhibited an activation energy for crystallisa- tion that was very dependent on the composition of the glass. The activation energies obtained for crys- tallisation of the mullite phase were always very low, and the activation energy plots were never very

A. Clifford, R. Hill/Journal ofNon-Crystalline Solids 196 (1996) 346-351 351
linear. Subsequent combined DTA/TGA showed that these glasses underwent a sharp weight loss accom- panying the crystallisation of mullite. The weight loss is due to the formation of volatile silicon te- trafluoride from the silicon and fluorine rich glass which is left after crystallisation of FAP and mullite.
The high fracture toughness results obtained are thought to be due to the elongated nature of the FAF’ crystals and the fact that they undergo a pull-out process during failure giving rise to a large work of fracture.
5. Conclusions
Glasses with intermediate phosphate contents and high fluorine contents bulk nucleated via prior amor- phous phase separation. Both the fluorine and the phosphate content of the glass are important in ob- taining bulk nucleation of the FAP phase. The cal- cium:phosphate ratio of the glass did not have a significant influence on the peak crystallisation tem- perature of the FAP phase. High fracture toughness values, > 3.0 MPa rn’.‘, could be obtained for cer- ammed materials with microstructures consisting of FAP crystals with a high length to diameter aspect ratio.
References
El3 [21
131
[41
El
161 [71
[81 [91
DOI [ill
L12.1
[131
R.D. Rawlings, Clinical Mater. 14 (1993) 155. S. Best, W. Bonfield, W. Doyle and C. Doyle, in: Bioceram- its, Vol. 2, ed. G. Heimke (German Ceramic Society, Cologne, 1990) p. 57. T. Kokubo, S. Ito and S. Sal&a, J. Mater. Sci 21 (1986) 535. P.R. Carpenter, M. Campbell, R.D. Rawlings and P.S. Rogers, J. Mater. Sci. Lett. 5 (1986) 1309. R.G. Hill, M. Pate1 and D.J. Wood, in: Bioceramics, Vol. 4, ed. W. Bonfield, G.W. Hastings and K.E. Tanner (Butter- worth-Heinemann, London, 1991) p. 79. D. Wood and R. Hill, Biomaterials 12 (1991) 164. R.G. Hill, C. Goat and D.J. Wood, J. Am. Ceram. Sot. 75 (1992) 778. D. Wood and R.G. Hill, Clinical Mater. 7 (1991) 301. M. Dimitrova-Lukacs and L. Gillemot, in: Third Euroceram- its, Vol 3, ed. P. Duran and J.F. Femandez (Faenza Editrice Iberica, Spain, 1993) 179. C. Jana and W. Hoeland, Silicat. Indust. 56 (1991) 215. P. Hartmann, C. Jana and M. Braun, Glass Tech. Berlin Glass Sci. Technol., in press. H.W. King, E.A. Payzant, D.W. Jones and AS. Rizkalla, J. Can. Ceram Sot. 62 (1993) 248. K. Matusita, S. Sal&a and Y. Matsui, J. Mater. Sci. 10 (1975) 961.
[14] G.R. Anstis, P. Chantikul, B.R. Lawn and D.B. Marshall, J. Am. Ceram. Sot. 64 (1981) 533.
[15] M. Okazaki and M. Sato, Biomaterials 11 (1990) 573.