“Reduced Engine Friction and Wear” Final Technical Report/67531/metadc...consumption in the U.S....
73
“Reduced Engine Friction and Wear” Final Technical Report September 30, 2001 - December 31, 2004 Ron Matthews, PI, Prof. of Mech. Engineering May 2005 DE-FG26-01NT41337 The University of Texas 1 Longhorn Station, C2200 Austin, TX 78712
Transcript of “Reduced Engine Friction and Wear” Final Technical Report/67531/metadc...consumption in the U.S....

“Reduced Engine Friction and Wear” Final Technical Report
September 30, 2001 - December 31, 2004
Ron Matthews, PI, Prof. of Mech. Engineering May 2005
DE-FG26-01NT41337
The University of Texas 1 Longhorn Station, C2200
Austin, TX 78712

ii
DISCLAIMER This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.

iii
ABSTRACT
This Final Technical Report discusses the progress was made on the experimental and numerical tasks over the duration of this project regarding a new technique for decreasing engine friction and wear via liner rotation.
The experimental subtasks involved quantifying the reduction in engine friction for a prototype rotating liner engine relative to a comparable baseline engine. Both engine were single cylinder conversions of nominally identical production four-cylinder engines. Hot motoring tests were conducted initially and revealed that liner rotation decreased engine friction by 20% under motoring conditions. A well-established model was used to estimate that liner rotation should decrease the friction of a four-cylinder engine by 40% under hot motoring conditions. Hot motoring tear-down tests revealed that the crankshaft and valve train frictional losses were essentially the same for the two engines, as expected. However, the rotating liner engine had much lower (>70%) piston assembly friction compared to the conventional engine. Finally, we used the Instantaneous IMEP method to compare the crank-angle-resolved piston assembly friction for the two engines. Under hot motoring conditions, these measurements revealed a significant reduction in piston assembly friction, especially in the vicinity of compression TDC when the lubrication regime transitions from hydrodynamic through mixed and into boundary friction. We have some remaining problems with these measurements that we expect to solve during the next few weeks. We will then perform these measurements under firing conditions.
We also proposed to improve the state-of-the-art of numerical modeling of piston assembly friction for conventional engines and then to extend this model to rotating liner engines. Our research team first modeled a single ring in the Purdue ring-liner test rig. Our model showed good agreement with the test rig data for a range of speeds and loads. We then modeled a complete piston assembly in an engine. The model appears to produce the correct behavior, but we cannot quantify its strengths or weaknesses until our crank-angle-resolved measurements have been completed. Finally, we proposed and implemented a model for the effects of liner rotation on piston assembly friction. Here, we propose that the rotating liner design is analogous to the shaft-bushing mechanism. Therefore, we used the side-slip rolling friction model to simulate the effects of liner rotation. This model appears to be promising, but final analysis of its strengths and/or weaknesses must await our crank-angle-resolved measurements.

iv
TABLE OF CONTENTS Abstract iii
Table of Contents iv
EXECUTIVE SUMMARY v
1. INTRODUCTION 1
2. EXPERIMENTAL METHODS AND RESULTS 2
2.A. Hot Motoring Experiments and Results 2
2.A.1. Hot Motoring Test Setup 2
2.A.1.a. Baseline Engine 2
2.A.1.b. Rotating Liner Engine 2
2.A.1.c. Torque Measurement System 4
2.A.2. Hot Motoring Test Results 5
2.B. Engine Tear-Down Tests 7
2.B.1. Tear-Down Test Procedure 8
2.B.2. Tear-Down Test Results 8
2.C. Crank-Angle-Resolved Measurements 8
2.C.1. Analysis of the Measured Instantaneous Motoring Torque Signal 9
2.C.2. Instantaneous IMEP Method 15
2.C.2.a. Strain Gage Measurement Technique 16
2.C.2.b. Piston Dynamics 20
2.C.2.c. Crank-Angle-Resolved Results: Motoring 23
2.C.2.d. Crank Angle Resolved Results: Firing 26
3. NUMERICAL METHODS AND RESULTS 29
3.A. Introduction 29
3.B. Single Ring Model and Comparison to Test Rig Data 30
3.B.1. Average Reynolds Equation 31
3.B.2. Flow Factors 32
3.B.3. Asperity Contact 34
3.B.4. Piston Geometry and Nominal Film Thickness 35
3.B.5. Boundary and Equilibrium Conditions 35
3.B.6. Numerical Solution 36

v
3.B.7. Results 36
3.C. Complete Piston Assembly Model 48
3.D. Rotating Liner Model 55
4. CONCLUSIONS 59
References 60
List of Figures 62
List of Tables 64
List of Acronyms and Abbreviations 65

vi
EXECUTIVE SUMMARY
This Final Technical Report discusses the progress was made on the experimental and numerical tasks over the duration of this project regarding a new technique for decreasing engine friction and wear via liner rotation.
The experimental subtasks involved quantifying the reduction in engine friction for a prototype rotating liner engine relative to a comparable baseline engine. Both engine were single cylinder conversions of nominally identical production four-cylinder engines. Hot motoring tests were conducted initially. These tests revealed that liner rotation decreased the friction of this engine by 20% under motoring conditions. However, these engines have more friction that an actual single cylinder engine. A well-established model was used to estimate that liner rotation should decrease the friction of a four-cylinder engine by 40% under hot motoring conditions. Hot motoring tear-down tests were then conducted to identify the source of the friction reduction that was enjoyed by the rotating liner engine. These tests revealed that the crankshaft and valve train frictional losses were essentially the same for the two engines, as expected. However, the rotating liner engine had much lower (>70%) piston assembly friction compared to the conventional engine. Finally, we used the Instantaneous IMEP method to compare the crank-angle-resolved piston assembly friction for the two engines. Under hot motoring conditions, these measurements revealed a significant reduction in piston assembly friction, especially in the vicinity of compression TDC when the lubrication regime transitions from hydrodynamic through mixed and into boundary friction. Crank-angle-resolved measurements of piston assembly friction have also been performed under firing conditions, but only for the baseline engine. We have some remaining problems with these measurements that we expect to solve during the next few weeks. We will then perform these measurements under firing conditions for the prototype rotating liner engine.
We also proposed to improve the state-of-the-art of numerical modeling of piston assembly friction for conventional engines and then to extend this model to rotating liner engines. Modeling the frictional losses of a piston assembly in an engine is complicated by many factors, including the complex motion of the piston and rings (e.g., piston tilt), combustion heat, dynamically varying oil viscosity and inter-ring pressures, oil flow, etc. Additionally, no technique has yet been demonstrated that can be used to measure the time dependent friction force of each ring in an operating engine. Thus, in general the modeler has been forced to simulate the piston/rings/liner system to allow comparison with experimental data. Assessing the strengths and weaknesses of a model under this scenario is fraught with uncertainty. However, investigators at Purdue University have developed a ring-liner test rig and acquired data for a single ring operating on a section of a liner at a variety of speeds and loads. Data from this test rig can allow modelers to focus on the tribological interaction between a single ring and a liner. Once confidence in the tribological model is obtained, the model can proceed in a logical progression: multiple rings, complex ring motion, and engine operating conditions rather than test rig operating conditions. Thus, our research team first modeled a single ring in the Purdue ring-liner test rig. Our model showed good agreement with the test rig data for a range of speeds and loads. We then modeled a complete piston assembly in an engine. The model appears to produce the correct behavior, but we cannot quantify its strengths or weaknesses until our crank-angle-resolved measurements have been completed. Finally, we proposed and implemented a model for the effects of liner rotation on piston assembly friction. Here, we propose that the rotating liner design is analogous to the

vii
shaft-bushing mechanism. Therefore, we used the side-slip rolling friction model to simulate the effects of liner rotation. This model appears to be promising, but final analysis of its strengths or weaknesses must await our crank-angle-resolved measurements.

1
1. INTRODUCTION The US Department of Energy established the Advanced Reciprocating Engine
Systems (ARES) program to improve large-bore stationary natural gas engines. The goals of the ARES program are to increase fuel efficiency to 50%, decrease emissions of the oxides of nitrogen (NOx) by a factor of 10, and decrease the cost of power by 10% which implies a corresponding decrease in maintenance costs. Very little work has been done to decrease the frictional losses of medium speed heavy-duty engines. Decreasing these losses is essential to improving efficiency and decreasing fuel consumption. Engine friction is dominated by the piston assembly (rings, skirt, and liner). Lawrence (1988) reports that 1% of the total energy consumption in the U.S. is due to piston ring friction alone. Ring/liner friction is also the major source of engine wear. Thus, decreasing piston assembly friction will benefit both fuel consumption and durability.
Via the ARES program, DOE funded a project at The University of Texas (UT) that consists of two simultaneous tasks: development of a new model for piston assembly friction and application of this model to an experimental study of a new concept for decreasing piston assembly friction. The new concept is the rotating liner engine (RLE).
The experimental measurements and results are discussed in Section 2. The numerical models and predictions are discussed in Section 3. Section 4 provides the conclusions that can be drawn from the results of this project.

2
2. EXPERIMENTAL METHODS AND RESULTS
The experimental methods used to compare the friction in the prototype rotating liner engine to that of the comparable baseline engine are discussed in this section. Additionally, the results from these experiments are compared and discussed in this section. Hot motoring tests, engine tear-down tests, and crank-angle-resolved measurements were used to assess the friction reduction achieved via liner rotation. The hot motoring tests are discussed in Section 2.A. The engine tear-down tests are discussed in Section 2.B. The crank-angle-resolved measurements are discussed in Section 2.C.
2.A. Hot Motoring Experiments and Results
The friction-reducing effect of the RLE was initially analyzed via experimental measurements of engine friction during hot motoring tests. The hot motoring tests provide the frictional difference between the RLE and the baseline engine easily and quickly. In the hot motoring test, the frictional loss is measured using a torque sensor installed in the shaft connecting the engine and dyno.
2.A.1. Hot Motoring Test Setup
In this section, the baseline engine is discussed first, followed by a discussion of the prototype RLE and, finally, the torque measurement system.
2.A.1.a. Baseline Engine
As the baseline engine, a General Motors 2.3 L dual overhead cam, 16-valve, 4-cylinder Quad 4 engine was used. This engine was converted to a single cylinder version by removing three of the pistons and connecting rods, replacing them with bob weights to maintain balance. The engine specifications are provided in Table 1.
Table 1. Baseline Engine Specifications. Type Inline 4
cylinder Displacement (L) 2.26 Stroke (mm) 85 Bore (mm) 92 Compression ratio 10:1 Intake valve opening 22° before TDC Intake valve closing 45° after BDC Exhaust valve opening
120° after TDC
Exhaust valve closing 20° after TDC 2.A.1.b. Rotating Liner Engine
The RLE engine hardware was first developed by Dardalis (2003) of the friction research team at the University of Texas. The prototype RLE is a single cylinder conversion of a Quad 4 engine that was nominally identical to the baseline engine discussed in Section 2.A.1.a. The components of the RLE consist of three main parts: the face seal, the rotating liner, and the

3
liner-driving mechanism. Figure 1 is a picture of the RLE that illustrates the novel components, as discussed below.
Figure 1. Prototype Rotating Liner Engine.
The only active cylinder is number 2. In Figure 1, the face seal for cylinder 2 can be
seen as an insert in the cylinder head. The face seal achieves the sealing between the rotating liner and stationary cylinder head. Cylinder liner rotation is actuated by an electric motor that rotates a shaft that drives a gear in the upper part of cylinder 1 which, in turn, rotates a gear at the top of the rotating liner of cylinder 2. This shaft extends through the spark plug hole of cylinder 1. Figure 2 indicates the general driving mechanism for rotating the liner.
The torque generated by the electric motor that rotates the liner is transferred using a belt-pulley mechanism. The belt-pulley system functions as a speed reduction and power transmission system. A torque sensor is installed to measure the torque required to rotate the liner. The gear installed at the end of the driving shaft transmits the torque to a mating gear at the top of the rotating liner.
Electric MotorTorque Sensor
Coupling
Figure 2. Driving mechanism for rotating the liner.

4
2.A.1.c. Torque Measurement System Direct hot motoring tests were the first method used to compare the frictional losses
between the baseline engine and the RLE. The motoring torque was measured using a torque sensor installed between the engine and the dynamometer. Figure 3 illustrates the torque-measuring system used for this purpose.
1 2
3
4
5 6
7
8
9
10
Crank angle signal
TDC signal
Pressure signal
Torque signal
CFR 2.3L Quad4 Engine
11
12
1) Encoder 7) Torque sensor 2) Coupling 8) AC motor 3) Pressure transducer 9) Combustion analyzer 4) Charge amplifier 10) Personal computer 5) Drive shaft 11) Water heater 6) Coupling 12) Oil heater
Figure 3. Test setup for the torque sensor. Thus, two torque sensors were used to measure the motoring friction torques: one in
the engine-to-dyno coupling shaft to measure the overall engine friction torque and a second torque cell for measuring the torque required to rotate the RLE liner. The detailed specifications of the two torque sensors are provided in Table 2.
The coupling used to connect the torque sensor to the dyno is a torsionally stiff, flexible, steel laminar coupling which is able to compensate for shaft misalignment caused by, for example, thermal expansion. A spark plug-mounted piezoelectric-type pressure transducer (Kistler 6051) was used to measure the cylinder pressure. The pressure transducer signal was input to a charge amplifier. The charge amplifier output and torque sensor output were analyzed in crank-angle-space using a DSP Technology, Inc. “combustion analyzer”. An optical encoder (BEI model H25) was used to provide the crank angle (1440 signals/cycle) and TDC signals (2 signals/cycle) to the combustion analyzer. Cooling water and oil temperatures were maintained at 90°C during the motoring tests to simulate firing engine conditions. The measured cylinder pressure, friction torque, and instantaneous engine speed were downloaded to a personal computer to analyze the data. An AC (dyno) motor was used to drive the engine. An ACC controller was used to control the AC motor speed. The engine speed was increased from 1200 rpm to 2000 rpm in 100-rpm increments and the combustion analyzer measured the cylinder pressure and torque sensor values at each increment of speed. The friction torque difference between the RLE and the baseline engine can be most easily quantified using hot motoring tests. However, such tests do not provide information regarding the sources of any differences found.

5
Table 2. Torque Sensor Specifications.
Model Cooper. LXT963
Cooper. LXT962
Capacity 2000 in-lbs 100 in-lbs
Linearity ± 0.1% F.S. ± 0.1% F.S.
Hysteresis ± 0.1% F.S. ± 0.1% F.S.
Repeatability ± 0.1% F.S. ± 0.1% F.S.
Output 4.1418 mV/V 2.0861 mV/V 2.A.2. Hot Motoring Test Results
The engine was motored from 1200 rpm to 2000 rpm in 100-rpm increments during the hot motoring tests. Since the face seal of the RLE was designed based on 515 kPa abs. (60 psig) of oil pressure, the oil pressure was maintained at 515 kPa during the hot motoring tests. The 515 kPa requirement set the lower end of the rpm test range since the engine oil pressure falls below 515 kPa at speeds lower than 1200 rpm. During the hot motoring tests, the oil and water temperatures were maintained at 90 °C. The engine coolant and oil were heated and circulated before starting the hot motoring tests. The rotational speed of the RLE liner was set to 300 rpm, which we believe is acceptable although not necessarily optimum. During the hot motoring tests, the cylinder pressure and torque signals were measured for 20 consecutive engine cycles.
The hot motoring test results are illustrated in Figures 4 and 5. The filled symbols in Figure 4 were acquired using a dyno that developed control systems problems. A new motoring dyno was used to acquire the data represented by the open symbols. The two sets of data for each engine agree reasonably well. However, the older data will not be mentioned again.

6
6
8
10
12
14
16
18
0 500 1000 1500 2000 2500 3000 3500
Fric
tion
Torq
ue (N
-m)
Engine Speed (rpm)
hot motoring
baseline
RLE
Figure 4. Comparison of hot motoring friction torque data from the baseline engine and the prototype RLE. Filled symbols are data from original test apparatus (baseline with 91 C oil, RLE with 86 C oil) and open symbols are data from apparatus described in the
narrative (baseline with 90 C oil, RLE with 90 C oil).

7
5
6
7
8
9
10
-25
-20
-15
-10
-5
0
1000 1200 1400 1600 1800 2000 2200
Fric
tion
Torq
ue (N
-m)
Friction Torque Benefit (%
)
Engine Speed (rpm)
baseline with 90 C oil
RLE with 90 C oil
Figure 5. Measured friction torque and percent friction reduction.
Figure 5 shows the measured motoring torque during the hot motoring tests from 1200
to 2000 rpm. The motoring torque of the RLE is ~20% lower than that for the baseline engine. However, both engines that were examined are single cylinder versions of 4-cylinder engines. This means that the total engine friction is higher than if both were originally single cylinder engines but lower than if all four cylinders were active. Using an available model (Patton et al., 1989), we found that the friction reduction would be ~40% for a 4-cylinder engine with all four cylinders active. Additionally, piston assembly friction is higher during firing operation because of the higher cylinder gas pressures involved. Thus, it is expected that the friction benefit will be even higher during firing operation.
2.B. Engine Tear-Down Tests
The friction benefit of the RLE during the hot motoring tests is due to the reduction of piston assembly friction through liner rotation. However, since the motoring torque in Figure 5 includes the total engine friction, such as piston assembly, camshaft, and crankshaft friction, tear-down tests were performed to identify the exact source of the decreased friction, as discussed below.

8
2.B.1. Tear-Down Test Procedure Hot motoring tests can be extended to provide additional information about the source
of the friction benefit. This is accomplished by progressively removing components from the engine and then repeating the hot motoring test. First, the piston and connecting rod are removed so that the difference in friction torque between this test and the prior test with all components must be due to the friction in the piston assembly. Next, the cam belt is removed. The difference in friction torque between this test and the prior test with only the piston assembly removed must be due to the friction in the valvetrain. Furthermore, the friction measured during this test is only that from the crankshaft.
0.0
1.0
2.0
3.0
4.0
5.0
1000 1200 1400 1600 1800 2000 2200
Fric
tion
Torq
ue (N
-m)
Engine Speed (rpm)
crankshaft
valvetrain
baselinepiston
assembly
RLEpiston
assembly
71-89%piston assembly
friction reduction
Figure 6. Tear-down test results.
2.B.2. Tear-Down Test Results
The results from the tear-down tests are illustrated in Figure 6. As expected, the crankshaft and valvetrain friction are almost the same for these two nominally identical engines. However, the piston assembly friction is more than 70% lower for the rotating liner engine.
2.C. Crank-Angle-Resolved Measurements
To generate an improved understanding of the very large decrease in piston assembly friction that is realized via liner rotation, measurements that resolve the piston assembly

9
friction in crank angle space are required. Our research team investigated two techniques for acquiring this type of data. The first of these techniques, analysis of the measured instantaneous motoring torque signal, is discussed in Subsection 2.C.1. The other technique, the instantaneous IMEP method, is discussed in Subsection 2.C.2.
2.C.1. Analysis of the Measured Instantaneous Motoring Torque Signal
In order to analyze the friction reduction effect of the RLE, our research team decided to examine the instantaneous measured torque signal. Figure 7 presents the measured torque signal at 1200 rpm, 1600 rpm and 2000 rpm. The black (thin) line is for the baseline engine and the red (thick) line is for the RLE.
-180 0 180 360 540-150
-100
-50
0
50
100
150
Crnak Angle (deg)
Torq
ue (N
m)
-150
-100
-50
0
50
100
150
Torq
ue (N
m)
-150
-100
-50
0
50
100
150
1600 rpm
2000 rpm
Torq
ue (N
m)
1200 rpm
Figure 7. Instantaneous motoring torque.
In Figure 7, crank angle 0 indicates the compression TDC position of the engine.
Although the averaged motoring torque for the RLE is less for than the baseline engine, the instantaneous motoring torque of the RLE is higher in some crank angle regions than for the baseline engine and lower in other regions. Therefore, it is not easy to analyze the friction reduction mechanism just using measured instantaneous motoring torque (τL in Equation 1). Although the cycle-averaged values of inertia torque (τi) and pressure torque (τp) are zero during motoring, the motoring friction torque at each crank angle is the resultant torque generated by inertia, cylinder pressure, and friction (τf). Thus, the inertia and pressure torque influence the instantaneous motoring torque at each crank angle. That is, fpiL τ+τ+τ=τ (1)

10
Therefore, the inertia and pressure torque must be calculated to allow the friction torque information to be extracted from the measured motoring torque at each crank angle. At 1200 rpm, the cylinder pressure torque is shown in Figure 8.
-180 0 180 360 540-200-150-100
-500
50100150200
Crank Angle (deb)
Torq
ue (N
m)
-20000
2000400060008000
100001200014000
Forc
e (N
)
-200-150-100
-500
50100150200
Torq
ue (N
m)
-20000
2000400060008000
100001200014000
RLE
RLE
Baseline
Forc
e (N
)
Baseline
Figure 8. Pressure torque at 1200 rpm.
From Figure 8, the cylinder pressures of the baseline engine and the RLE are almost
the same during hot motoring tests, as expected. The next task was to calculate the inertia torque. The inertia torque is generated by rotating motion of the crank assembly and by reciprocating motion of the piston assembly. If the instantaneous angular speed of the crankshaft is constant during the engine cycle, then the rotational inertia force of the crankshaft assembly is zero. However, although the engine speed is constant average speed, the instantaneous rotational speed is not constant. As the piston compresses the trapped gases, the instantaneous engine speed decreases, and the instantaneous engine speed increases during the expansion stroke. Therefore, the inertia torque is constantly applied to the crankshaft and it is necessary to calculate the inertia torque of the piston-connecting rod and crankshaft assembly. The piston assembly (piston + wrist pin + piston rings) can be considered as a point mass experiencing translational motion during engine operation. The connecting rod motion is more complex than that of the piston assembly because both rotation and translation are involved. For a dynamically equivalent model of the connecting rod, the following three requirements should be satisfied (Norton, 1999):
1. The total mass of the model must be equal to that of the original body 2. The center of gravity must be the same as for the original body 3. The moment of inertia must be equal to that of the original body

11
As an approximate model, the connecting rod can be modeled as a point mass, as shown in Figure 9.
CG
La Lb
M
La Lb
MaMb
Figure 9. Lumped mass dynamic model of a connecting rod.
LLMM
LLMM a
bb
a == , (2)
Using this approximate model, the Ma portion of the connecting rod is in pure rotation and Mb is in pure translation. Therefore, the inertia torque developed by translational motion of the piston assembly and connecting rod can be calculated.
Figure 10. Crankshaft assembly 3-dimensional modeling.
In order to calculate the rotational inertia torque of the crankshaft assembly, the
crankshaft system including the flywheel and drive shaft was modeled using 3-dimensional computer modeling tools. Figure 10 shows the modeled crankshaft system. The rotational moment of inertia of the crankshaft system was calculated using 3-D computer modeling. Figures 11 and 12 indicate the measured instantaneous speed and calculated translational and rotational acceleration of the baseline engine and the RLE.

12
-180 0 180 360 540120
122
124
126
128
130
Ang
ular
spe
ed (r
ad/s
)
Crank angle (deg)-180 0 180 360 540
-8
-4
0
4
8
Line
ar S
peed
(m/s
)
Crank angle (deg)
-180 0 180 360 540-1000
-800
-600
-400
-200
0
200
400
600
800
1000
Line
ar A
ccel
earta
ion
(m/s
^2)
Crank angle (deg)-180 0 180 360 540
-1000
-800
-600
-400
-200
0
200
400
600
800
1000
Ang
ular
acc
eler
atio
n (r
as/s
^2)
Crank angle (deg)
Figure 11. Rotational and translational speed and acceleration of the baseline engine at
1200 rpm.
-180 0 180 360 540120
122
124
126
128
130
Ang
ular
spe
ed (r
ad/s
)
Crank angle (deg)-180 0 180 360 540
-8
-4
0
4
8
Li
near
Spe
ed (m
/s)
Crank angle (deg)
-180 0 180 360 540-1000
-800
-600
-400
-200
0
200
400
600
800
1000
Line
ar A
ccel
earta
ion
(m/s
^2)
Crank angle (deg)-180 0 180 360 540
-1000
-800
-600
-400
-200
0
200
400
600
800
1000
Ang
ular
acc
eler
atio
n (r
as/s
^2)
Crank angle (deg)
Figure 12. Rotational and translational speed and acceleration of the RLE at 1200 rpm.
The total inertia torque was calculated using the calculated and measured rotational
and translational speed and acceleration (e.g., Figures 11 and 12).

13
-180 0 180 360 540-20
-16
-12
-8
-4
0
4
8
12
16
20
Baseline Engine
Line
ar a
ccel
erat
ion
torq
ue (N
m)
Crank angle (deg)
Baseline Engine
-180 0 180 360 540-200
-160
-120
-80
-40
0
40
80
120
160
200
Ang
ular
acc
eler
atio
n to
rque
(Nm
)
Crank angle (deg)
-180 0 180 360 540-20
-16
-12
-8
-4
0
4
8
12
16
20
RLE
Line
ar a
ccel
erat
ion
torq
ue (N
m)
Crank angle (deg)
RLE
-180 0 180 360 540-200
-160
-120
-80
-40
0
40
80
120
160
200
Ang
ular
acc
eler
atio
n to
rque
(Nm
)
Crank angle (deg)
Figure 13. Inertia torque developed by translational and rotational motion at 1200 rpm.
Figure 13 is the calculated result for the inertia torque of the baseline engine and of the RLE. From Figure 13 it is known that the inertia torque generated by piston translational motion is about 1/10 of crankshaft rotational inertia torque. Using the calculated pressure and inertia torque, the frictional torque of the baseline engine and of the RLE can be calculated.
-180 0 180 360 540-200
-160
-120
-80
-40
0
40
80
120
160
200
Mot
orin
g To
rque
(Nm
)
Crank angle (deg)
-180 0 180 360 540-200
-160
-120
-80
-40
0
40
80
120
160
200
Pre
ssur
e To
rque
(Nm
)
Crank angle (deg)
-180 0 180 360 540-200
-160
-120
-80
-40
0
40
80
120
160
200
Iner
tia T
orqu
e (N
m)
Crank angle (deg)-180 0 180 360 540
-200
-160
-120
-80
-40
0
40
80
120
160
200
Fric
tion
Torq
ue (N
m)
Crank angle (Nm)
Figure 14. The measured output torque, pressure torque, inertia torque, and friction
torque of the baseline engine at 1200 rpm.

14
-180 0 180 360 540-200
-160
-120
-80
-40
0
40
80
120
160
200
Mot
orin
g To
rque
(Nm
)
Crank angle (deg)
-180 0 180 360 540-200
-160
-120
-80
-40
0
40
80
120
160
200
Pre
ssur
e To
rque
(Nm
)
Crank angle (deg)
-180 0 180 360 540-200
-160
-120
-80
-40
0
40
80
120
160
200
Iner
tia T
orqu
e (N
m)
Crank angle (deg)-180 0 180 360 540
-200
-160
-120
-80
-40
0
40
80
120
160
200
Fric
tion
Torq
ue (N
m)
Crank angle (Nm)
Figure 15. The measured output torque, pressure torque, inertia torque, and friction
torque of the RLE at 1200 rpm.
Figure 14 presents the calculated results for pressure, inertia, and friction torque for the baseline engine at 1200 rpm. In the friction torque graph, there are negative values (especially near 15 degrees BTDC of compression), which are physically impossible. The negative frictional torques represent that the torsional stiffness of the crankshaft is not stiff enough to prevent angular deflection between the angle encoder measurement position and the active cylinder. Also, there can be a phase difference between the active cylinder and the torque sensor. Especially during compression, the torsional stress on the crankshaft will be maximized and so there exists a noticeable amount of negative friction torque near the compression TDC position. After 180 degrees, the friction torque has positive values for most regions because the pressure torque disappears. Figure 15 shows the calculated friction torque of the RLE. Figure 15 also indicates the negative friction torque near compression TDC. Therefore, in Figures 14 and 15, it is not easy to confirm that the friction reduction mechanism of the RLE is the elimination/minimization of mixed and boundary friction near the ends of the stroke. The friction torque for the RLE shows lower values than for the baseline engine, but it is not easy to confirm that the mixed and boundary friction of the piston assembly is diminished by liner rotation just using the instantaneous friction torque signal. As a matter of fact, the friction torque includes the whole engine friction information including the piston assembly, crankshaft, camshaft, oil pump, etc. Therefore, it is difficult to extract the piston friction portion from the calculated friction torque values.
Rezeka and Henein (1984) used the “p-w method” to breakdown the friction torque into its components, such as piston assembly losses and crankshaft assembly losses. They used the linear regression method for this torque breakdown. It is, however, still a challenging problem to factor the instantaneous friction torque into its components from measured motoring torque. Therefore, friction force measurements using the instantaneous IMEP method are needed to confirm the minimization/elimination of boundary and mixed lubrication via liner rotation. These measurements are discussed in Subsection 2.C.2.

15
2.C.2. Instantaneous IMEP Method Uras and Patterson (1983) at the University of Michigan developed the “Instantaneous
IMEP” method to measure the instantaneous friction force of an actual production engine without extensive engine hardware modifications. The main idea of the Instantaneous IMEP method is that, since the direction of the forces at the piston is known at each crank angle, if any three of the total forces (gas pressure force, friction force, thrust force, and inertial force) in the axial direction are known, the fourth force can be determined from a force balance. Figure 16 is a simplified representation of the forces and moment acting on the piston during a piston upstroke.
Fgas
FthrustFfriction
Fcon_rod
M
Figure 16. Free body diagram of a piston.
This method requires measurement of the instantaneous connecting rod force, cylinder
pressure, engine speed and crank position, and calculation of the instantaneous inertial force. The gas pressure force is calculated from the piston area and the measured instantaneous cylinder pressure (via a piezoelectric pressure transducer). The connecting rod force is measured by strain gages installed in the connecting rod, as discussed in detail in Subsection 2.C.2.a. A grasshopper linkage is normally used to transmit the connecting rod force signal to the measurement instrumentation. The strain gage must be carefully located and calibrated to compensate for bending and temperature effects, as discussed in Subsection 2.C.2.a.
The advantage of the Instantaneous IMEP method is that there is no need for modification of the block or cylinder head except the need for modification of the oil pan to install the grasshopper mechanism. However, this method also has several drawbacks. One of the difficulties with this method is that the resulting calculated friction force is dependent upon the two relatively large force measurements using two different measuring techniques. That is, because the friction force is calculated from the force balance between the large cylinder pressure force and the connecting rod force, accurate measurement of these two large forces is essential for accurate friction force calculations. The factors affecting the accuracy of the cylinder pressure measurement are the accuracy of the TDC position and the sensitivity and thermal drift of the piezoelectric pressure transducer. Additionally, the accuracy of the

16
connecting rod force measurement is dependent upon the sensitivities of the measurements to the bending moment of the connecting rod temperature dependence of the strain gage. These difficulties are discussed in Subsection 2.C.2.a. Another difficulty derives from the shortcomings of the grasshopper linkage mechanism. We overcame these difficulties by developing a system that does not require a grasshopper linkage, as also discussed in Subsection 2.C.2.a.
The Instantaneous IMEP method can determine the piston assembly friction force from the measured cylinder pressure, the measured connecting rod force, and the calculated piston assembly inertia force. The cylinder pressure is measured using a piezoelectric pressure transducer. The techniques we used to measure of the connecting rod force are discussed in Subsection 2.C.2.a. The method we used to calculate the piston assembly inertia force is discussed in Subsection 2.C.2.b. The results from our use of the Instantaneous IMEP method are presented in Subsection 2.C.2.c for motoring operation, and in Subsection 2.C.2.d for firing operation. 2.C.2.a. Strain Gage Measurement Technique
Strain gages were installed in the connecting rod to measure the connecting rod force.
Force measurements using strain gages usually utilize the constant voltage Wheatstone bridge circuit that is illustrated in Figure 17.
R1 R2
R3 R4
Ei
Eo
Figure 17. Wheatstone bridge circuit.
In Figure 17, the Wheatstone bridge circuit is composed of three parts: a constant
voltage source (Ei) four resistors (R1, R2, R3, and R4), and the measured output voltage (Eo). The output voltage Eo is related to the resistors and the voltage source by:
io ERRRR
RRRRE
))(( 4321
4231
++−
= (3)
If 1) the bridge is “balanced” in the unstrained state (R1R3=R2R4), 2) R2/R1=R3/R4=1 in the unstrained state, 3) the strain is less than 5%, and 4) R1 and R3 are fixed resistors while R2 and

17
R4 are the variable resistances associated with two strain gages, then it can be shown that the change in output voltage that results from strain is:
i4
4
2
20 E)
RR
RR
(41E
∆+
∆−=∆ (4)
where ∆R2 and ∆R4 are the changes in resistances of the two strain gages whose resistances are R2 and R4 in the unstrained state. The strain gage factor, G, is defined as:
ε=∆ GRR o/ (5) where ε is the strain and Ro is the resistance in the unstrained state. Substituting Equation 5 into 4 yields:
iGG E)(41E 44220 ε+ε−=∆ (6)
If both strain gages have the same gage factor, Equation 6 becomes:
iG E)(4
E 420 ε+ε−=∆ (7)
In the case of a connecting rod, the strain at any point results from longitudinal and bending stresses (ε = ε b + εl). Thus, Equation 6 becomes:
ilblbG E)(4
E 44220 ε+ε+ε+ε−=∆ (8)
If both strain gages are mounted longitudinally near the center of gravity but on opposite sides of the connecting rod, then εb2 = -εb4 and εl2 = εl4 = εl. Therefore, Equation 8 simplifies to:
ilG
E2
E0ε
−=∆ (9)
That is, the error in strain measurement that would result from bending of the connecting rod can be eliminated by positioning two strain gages on opposite sides of the connecting rod such that rod bending puts one strain gage in tension and the other in compression. Therefore, the longitudinal strain can be determined through measurement of ∆Eo.
The three basic types of electrical strain gages are metal foil, semiconductor, and liquid metal strain gages. In this research, metal foil strain gages produced by Measurement Group Inc. were selected. Specifications for these strain gages are provided in Table 3. These are small, general purpose, flexible constantan alloy strain gages with a cast polyimide backing and encapsulation featuring large, rugged, copper-coated solder tabs. This construction provides optimum capability for direct lead-wire attachment. The STC number is the approximate thermal expansion coefficient in ppm/ºF of the structural material on which the gage is to be used. Although this is a two-element, 90º tee rosette, the transverse strain gage was not used.

18
Table 3. Strain Gage Specifications.
Gage Type CEA-06-062UT-350 Resistance at 24°C (Ω) 350.0±0.4% Gage factor at 24°C 2.105±0.5% Transverse sensitivity at 24°C 1.2±0.2% Normal operating temperature range -100 to 350 ºF Strain range +/-5% Self temperature compensation number 06 Active gage length 6.2 mm
The metal foil strain gage was bonded to the connecting rod with M-Bond GA-61 strain gage adhesive. M-Bond GA-61 is a two component, partially filled, 100% solids epoxy adhesive for general purpose stress analysis. This adhesive forms a hard, chemical resistant material when fully cured. Two strain gages were installed on the connecting rod using M-Bond GA-61 and cured about 3 hours in an electric oven at 300 ºF. After bonding and curing the strain gages to the connecting rod, the lead wires were soldered to the exposed solder tabs.
Due to the durability problems of a grasshopper linkage, a new technique was developed for transferring the measured strain gage signals to the data acquisition system. Specifically, a ribbon cable was used. Although this did not prove as durable as hoped, it was much easier to replace the ribbon cable than a grasshopper linkage. Figure 18 illustrates the locations of the strain gages and the wiring harness and connectors.
Strain gage
Connector1Connector2
Connector3
Cable
Figure 18. Schematic of strain gage installation illustrating our use of a ribbon cable
instead of a grasshopper linkage.
The output side of Connector 3 is connected to a strain gage signal conditioner and amplifier (Measurement Group Inc., 2100 system). The 2100 system consists of a 2120B two channel plug-in amplifier module that includes bridge completion, bridge balance, amplifier balance, bridge excitation regulator and shunt calibration, and a 2110B plug-in module

19
capable of powering up to ten channels at maximum rated voltage and current. The Wheatstone bridge excitation voltage was set to 5 volts using the 2110B power supply. The strain gage amplification factor was set to 500.
After installing the strain gages on the connecting rod, they were calibrated to determine the relationship between the force on the connecting rod and the strain gage output voltage. A computer controlled Instron 8500 servo-hydraulic test machine was used to perform tension tests on the connecting rod for this calibration. The tension test results are shown in Figure 19.
0.1
0.2
0.3
0.4
0.5
0.6
0.7
1000 2000 3000 4000 5000 6000 7000
Stra
in G
age
Out
put (
V)
Applied Tension Force (N)
linear fit
Figure 19. Strain gage calibration test result.
The measured strain gage signal can have errors due to temperature effects because the electrical resistance of the strain gage can vary not only with strain, but with temperature as well. Therefore, the errors caused by temperature effects must be compensated for or eliminated in order to obtain an accurate measurement of the longitudinal stress in the connecting rod. The thermal output of the strain gage is caused by two different mechanisms: 1) the dependence of the electric resistances of the gage’s grid conductors on temperature, and 2) differential thermal expansion between the grid conductor and the test part. In our experiment, these two possible thermal errors can be eliminated using the temperature coefficient of the gage factor and the balance of the Wheatstone bridge circuit. Since all of these engine friction experiments are performed under steady state conditions, during the strain measurements the engine temperature is constant (even during firing operation, the combustion chamber wall temperature varies by less than 10 K during a cycle; the lubricating oil and connecting rod temperatures vary even less). The gage factor variation with temperature can be compensated for using available strain gage sensor data. Figure 20 shows

20
the gage factor variation with temperature for A-alloy and D-alloy strain gages. For the A-alloy strain gages selected for the present measurements, the gage factor is linearly dependent on the temperature. Thus, if the temperature of the strain gage is constant during the measurement, the gage factor variation with temperature can be compensated for by using the measured strain gage temperature.
Figure 20. Gage factor variation with temperature for constantan (A-alloy) and
isoelastic (D-alloy) strain gages.
The potential errors due to the differential thermal expansion between the grid conductor and the connecting rod can be eliminated if the Wheatstone bridge circuit is balanced at the temperature encountered during the experiment. Therefore, the thermal errors on the strain gage measurement can be compensated for under the steady state temperature condition. To avoid the possible thermal errors in the strain measurement, the engine temperature was maintained constant during engine operation.
2.C.2.b. Piston Dynamics
The piston assembly’s inertia forces need to be calculated to extract the friction force from the measurements of the cylinder gas force and the connecting rod force. Figure 21 illustrates the accelerations that are relevant to the inertia of the piston assembly.

21
TDC
x
xr
it
in
2
r
...
..r
L
R
A
B
Figure 21. Acceleration of the piston and connecting rod.
In Figure 21, the strain gage is installed at point A. This strain gage measures not only
the force transmitted between the piston and crankshaft but also the inertial force of the connecting rod. Thus, the inertial force at point A must be removed from the measured strain gage value. Acceleration at point A can be expressed as: ABBA aaa += (10) where αA is the absolute acceleration of point A, αB is the absolute acceleration of point B (the center of the wrist pin), and αAB is the acceleration of point A with respect to the wrist pin. That is, the acceleration at A on the connecting rod is the sum of the acceleration of point A and the acceleration of point A with respect to the wrist pin. The absolute acceleration of point A with respect to the top dead center position can be represented by xDD . The acceleration at point A can be rewritten using the unit vectors in and it. The vector component in indicates the normal direction of the acceleration and it is the transverse directional vector component. Thus, the acceleration of A is:
tirxnirxAa )sin()2cos( θθθθ DDDDDDD +−+−= (11)
In Equation 11, θD and θDD represent the first and second time derivatives of the angle between the cylinder axis and the connecting rod, θ . The inertial force in the transverse direction tends to bend the connecting rod. However, since the Wheatstone bridge circuit is designed to compensate for the bending component of an inertial force, the transverse inertial force can be neglected. Thus, the acceleration of point A can be described via only the normal component: 2cos θθ DDD rxaA −= (12)

22
Equation 12 is expressed as a function of xDD , θ , r, and θD . However, since the engine crank angle and speed are measured (using an optical encoder installed on the front of the crankshaft), the parameters in Equation 12 need to be recast in terms of crank angle φ , crank rotation speed φ , and crank rotational acceleration φ>> . Parameter r in Equation 12 is the position of the strain gage relative to the center of the wrist pin and, therefore, is constant. The acceleration of the piston along the cylinder axis, xDD , can be expressed as a function of the crank angle variables: φ , φ , and φ>> . In Equation 12, cosθ can be converted to a function of φ . From trigonometry: θ=φ sinsin LR (13) Rearranging yields:
φ=θ sinsinLR (14)
Therefore:
2
2 sin1sin1cos
φ−=θ−=θLR (15)
2)sin(1
cos
cos
cos
φ
φφ
θ
φφθ
LR
LR
LR
−==
DD
D (16)
Therefore, Equation 12 can be expressed in terms of the crank angle variables φ , φ , and φ :
)2)sin(1))(2sin2
(sin)2cos(cos2( φ−φ+φφ−φ+φφ−=LR
LRr
LRrAa
2
)sin(1
cos
2
φ−
φφ−
LR
LR
r
(17)

23
-400
-200
0
200
400
600
800
-180 -90 0 90 180 270 360 450 540
Pist
on A
ssem
bly
Fric
tion
Forc
e (N
)
Crank Angle (CA degrees)
hot motoring
1200 rpm
2000 rpm
Figure 22. Crank-angle-resolved piston assembly friction force for the baseline engine under hot motoring conditions.
2.C.2.c. Crank-Angle-Resolved Results from the Instantaneous IMEP Method: Motoring The results from the Instantaneous IMEP measurements and calculations for the baseline engine under hot motoring conditions are illustrated in Figure 22. Top dead center of compression is 0 CAo. The expected peak in friction near TDC of compression, with a change of sign due to piston reversal after TDC, is notable. Similar spikes near BDC of expansion (180 CAo) are not shown in the data because the cylinder pressure has returned to atmospheric pressure for these WOT motoring tests. For the same reason, spikes are not noted around TDC of exhaust (360 CAo) or BDC of intake (540 CAo). The results are much noisier for the 2000 rpm data than for the data at 1200 rpm. This was also true for 800 and 1600 rpm (results not shown for the sake of clarity). The noise results from differentiating the engine speed, which does vary throughout the cycle. We have developed a technique to resolve this noise problem, but did not have the time to apply it to all of our data before the due date for this final report.

24
-400
-200
0
200
400
600
-180 -90 0 90 180 270 360 450 540
Pist
on A
ssem
bly
Fric
tion
Forc
e (N
)
Crank Angle (CA degrees)
hot motoringrotating liner engine
Figure 23. Crank-angle-resolved piston assembly friction force for the prototype rotating liner engine for hot motoring at 1200 rpm.
The initial motoring results for the RLE are shown in Figure 23 for hot motoring at 1200 rpm. The crank-angle-resolved hot motoring results for the rotating liner engine are compared to those for the baseline engine at 1200 rpm in Figure 24. A friction benefit for the RLE during the early expansion stroke is obvious, but so is a difficulty with our results. Specifically, the friction force changes sign during expansion, but this can only result from a change in direction that, of course, does not actually occur. That is, we still have some work to do in order to finalize our crank-angle-resolved measurements.

25
-400
-300
-200
-100
0
100
200
300
400
-180 -90 0 90 180 270 360 450 540
Pist
on A
ssem
bly
Fric
tion
Forc
e (N
)
Crank Angle (CA degrees)
prototype rotating liner engine
baseline engine
hot motoringrotating liner
and baseline engine
Figure 24. Crank-angle-resolved piston assembly friction force for the prototype rotating liner engine and the baseline engine for hot motoring at 1200 rpm.

26
-1500
-1000
-500
0
500
-180 -90 0 90 180 270 360 450 540
Pist
on F
rictio
n Fo
rce
(N)
Crank Angle (CA degrees)
1200 rpmfiring
max IMEP cycle
min IMEP cycle
cycle that is nearthe mean IMEP
Figure 25. Crank-angle-resolved piston assembly friction under firing conditions for the baseline engine.
2.C.2.d. Crank-Angle-Resolved Results from the Instantaneous IMEP Method: Firing Figure 25 illustrates some of the results for crank-angle-resolved friction under full load (WOT) firing conditions for the baseline engine at 1200 rpm. The friction force corresponding to the firing pressure histories in Figure 26 are provided in Figure 25. The pressure history that yields the highest IMEP also produces the highest friction force shortly after TDC, as expected. However, there are problems with the calculated friction force, as will be discussed after the firing results are compared with those for motoring below.

27
0
500
1000
1500
2000
2500
3000
3500
4000
-180 -90 0 90 180 270 360 450 540
Cyl
inde
r Pre
ssur
e (k
Pa)
Crank Angle (CA degrees)
maximum IMEP cycle
minimum IMEP cycle
pressure history for a cyclethat is near the mean IMEP
1200 rpm
Figure 26. Pressure histories for the lowest and highest IMEP cycles and for a cycle that produces an IMEP very near the mean for the baseline engine operating at WOT, 1200
rpm.

28
-1000
-800
-600
-400
-200
0
200
400
-180 -90 0 90 180 270 360 450 540
Pist
on F
rictio
n Fo
rce
(N)
Crank Angle (CA degrees)
1200 rpm
firing (mean IMEP cycle)
hot motoring
Figure 27. Comparison of crank-angle-resolved piston assembly friction for the baseline
engine motoring and firing at 1200 rpm.
The piston assembly friction force for the mean firing cycle is compared to that for motoring in Figure 27. The friction force is much higher during the early expansion stroke for firing operation, as expected. However, our remaining problems with the crank-angle-resolved friction force measurements are also illustrated in Figure 27. For both motoring and firing, the sign of the friction force is incorrect for: 1) the first half of the compression stroke, 2) is incorrect during a portion of the expansion stroke (for only a short period near 60 CAo ATDC for motoring, but for most of the last half of expansion for firing), and 3) for most of the exhaust stroke for the motoring data. Furthermore, at the end of the intake stroke (540 CAo) for both motoring and firing, the friction force should go through zero, but this is not shown in Figure 27. In the near future, we plan to examine how the strain gage sensitivity affects these results. This can be accomplished in post-processing of the data we have already acquired. We also plan to perform a sensitivity analysis regarding how other factors, such as the inertial force, effect the friction force calculations.

29
3. NUMERICAL METHODS AND RESULTS We proposed to improve the state-of-the art of modeling piston assembly friction. We also proposed to apply the resulting model to improve our understanding of how liner rotation decreases piston assembly friction. A brief introduction is provided in Section 3.A. Our single ring model is discussed and compared to experimental results from the Purdue ring-liner test rig in Section 3.B. Our model for a complete piston assembly is discussed in Section 3.C. Extension of this model to incorporate the factors that are relevant to a rotating liner is discussed in Section 3.D. 3.A. Introduction
Conventional hydrodynamic lubrication theory was the dominant approach used to analyze piston ring pack lubrication and friction until the 1980s. However, piston assembly friction undergoes hydrodynamic lubrication only while the piston is in the vicinity of the mid-stroke. As illustrated in the example Stribeck diagram presented in Figure 28, the lubrication regime depends directly upon the product of the oil’s viscosity and the relative speed between the two surfaces and inversely with the pressure that is pushing one sliding surface toward the other. Because the piston speed goes to zero at both top dead center and bottom dead center, the lubrication regime transitions from hydrodynamic lubrication in the middle of the stroke through mixed and into boundary lubrication (metal-to-metal contact) at the ends of the stroke. The transition out of hydrodynamic lubrication occurs earlier for TDC of compression due to the higher cylinder pressure acting to push the ring (especially the top ring) against the liner, even for motoring conditions. For firing operation, the pressure acting on the compression rings is even higher, and increases as the load increases.
0.001
0.010
0.100
0 20 40 60 80 100 120
Fric
tion
Coe
ffici
ent (
-)
Duty Parameter = speed x viscosity/(surface pressure)
boundarymixed hydrodynamic
valvetrain
engine bearings
piston assembly
Figure 28. Example Stribeck diagram of the regimes of lubrication.
Several analytical models have been developed to predict mixed lubrication behavior.
Mainly, there are two different approaches: the statistical macro-scale method and the deterministic micro-scale method.

30
The ring-liner interaction in an operating piston engine is complicated by many factors, including the complex motion of the piston and rings (e.g., piston tilt), combustion heat, dynamically varying oil viscosity and inter-ring pressures, oil flow, etc. Additionally, no technique has yet been demonstrated that can be used to measure the time-dependent friction force of each ring in an operating engine. Thus, in general the modeler has been forced to simulate the piston/rings/liner system to allow comparison with experimental data. Assessing the strengths and weaknesses of a model under this scenario is fraught with uncertainty.
To overcome this major obstacle, ARES investigators from Purdue developed a ring-liner test rig (described by Xu et al., 2004) that eliminates many of these complicating factors and allows accurate measurement of ring-liner friction. Data from this test rig can allow modelers to focus on the tribological interaction between a single ring and a liner. Once confidence in the tribological model is obtained, the model can proceed in a logical progression: multiple rings, complex ring motion, and engine operating conditions rather than test rig operating conditions.
The initial step in this sequence is discussed in Section 3.B. Our model for a complete piston assembly is discussed in Section 3.C.
3.B. Single Ring Model and Comparison to Test Rig Data
Our research team developed an analytical model to investigate and determine the lubrication condition and frictional losses at the interface between a single piston ring and a cylinder liner. The stochastic technique is used in this model.
Patir and Cheng (1978, 1979) introduced a model for partial hydrodynamic lubrication between rough surfaces including morphological effects of lubrication interaction. Their model used the Average Reynolds equation with flow factors that account for surface statistical parameters. Flow factors have been estimated both analytically and numerically (Tripp, 1983; Tonder, 1986; Peeken and Knoll, 1997) for different roughness orientation and contact. Predictions of frictional behavior of nominally flat surfaces under mixed lubrication compare reasonably well to corresponding experimental data (Makino et al., 1999). Several researchers (Rohde et al., 1980; Hu et al., 1994; Akalin and Newaz, 2001) have combined the average Reynolds equation with the Greenwood-Tripp rough surface contact model to predict piston ring lubrication. However, these models lack recent developments with respect to flow factors, and most have not been validated against experimental data.
Thus, we present a rough surface lubrication and contact model to predict the piston ring and cylinder liner friction. This model was validated against the data from the Purdue ring/liner test apparatus. The model is described in the following subsections.

31
Figure 29. Schematic of piston ring and cylinder liner conjunction.
3.B.1. Average Reynolds Equation
Figure 29 shows a conjunction between a piston ring and cylinder liner. The local film thickness function hT can be written as: 21min21 )()( ∆+∆++=∆+∆+= xhthhh xT (18) Here, h is the nominal film thickness, hmin(t) is the nominal minimum film thickness, hx(x) is the ring profile, and ∆1 and ∆2 are ring and liner surface roughness amplitudes. For an isothermal, incompressible lubricant, the mean hydrodynamic pressure p between the piston ring and liner interface is governed by the one-dimensional average Reynolds equation:
dthd
dxd
Udxhd
Udx
pdhdxd TsT
x 12663
++=
φσ
µφ (19)
In Equation 19, φx and φs are pressure and shear flow factors, U is the piston reciprocating speed, σ∆ is the standard deviation of the composite surface roughness (rms roughness), and
Th is the mean separation equivalent to the expected value of hT. To simplify Equation 18 during numerical implementation, Wu and Zhang’s (1989) contact factor φc is introduced and defined as:
dhhd T
c =φ (20)
Equation 18 becomes
dtdh
dxd
UdxdhU
dxpdh
dxd
cs
cx φφσφµ
φ 12663
++=
(21)
Furthermore, the contact factor φc for a Gaussian distribution of surface roughness heights can be approximated by the relationship: 490703400700050 234 .H.H.H.H.c ++−+−=φ σσσσ (22a) for 0<Hσ<3. Otherwise: 1=φc (22b) where Hσ=h/ σ∆ is a non-dimensional film thickness.

32
3.B.2. Flow Factors
The Average Reynolds Equation applies to macro-scale mixed lubrication modeling with conformal lubricated contacts, such as piston rings and face seals (e.g., Cheng, 2002). Roughness effects can be accounted for via flow factors, which depend on H and capture statistical properties of the surface topography. Many researchers have tried different analytical methods to obtain a rigorous expression of flow factors for various roughness patterns. Surface roughness, treated as a stochastic process, is characterized by a distribution function and a correlation of amplitudes. Peeken and Knoll (1997) presented numerically-derived flow factors including surface contact effects, and showed that contact can occur when Hσ (Equation 22a) is less than 4. Comparison shows that Patir and Cheng’s (1979) model may over-estimate hydrodynamic action in the mixed regime, when the two surfaces are sufficiently close. The present model will use the flow factors, φx and φs, derived by Peeken and Knoll (1997).
Surface roughness orientation has a huge influence on flow factors. The directional properties of roughness are described by a surface pattern parameter γp (Peklenik, 1967). Let ACF (0.5) be the length at which the autocorrelation function (ACF) of a profile reduces to 50% of its initial value:
)5.0()5.0(
YACFXACFp =γ (23)
Purely transverse, isotropic, and longitudinal roughness patterns correspond to γp= 0, 1, and ∞ , respectively. Bhushan and Tonder (1989) noted that an isotropic surface should be represented by:
1min
max ==ACFACFBγ (24)
and a surface with unidirectional striations aligned at 45 degrees to the X or Y axis has γp =1 as shown in Figure 30.
Y X Figure 30. Schematic of contact areas with different roughness orientations (Lo, 1992).
Figures 31a and 31b illustrate the influence of surface roughness orientation on
frictional behavior between a piston ring and a cylinder liner. Plateau honing of cylinder

33
liners has optimized the tribological condition between the cylinder liner and piston rings. In the present model, γp is set to be 3 based on a 400 honing angle.
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
0 60 120 180 240 300 360
Min
imum
Film
Thi
ckne
ss (
µµ µµm)
Crank Angle (degrees)
γ = 1/9
γ = 1
γ = 9
Figure 31a. Influence of surface roughness orientation on the minimum film thickness
between a piston ring and cylinder liner with a load of 2 kgf at 120 rpm.

34
-0.10
-0.05
0.00
0.05
0.10
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (degrees)
γ = 1/9
γ = 1
γ = 9
Figure 31b. Influence of surface roughness orientation on the friction coefficient
between a piston ring and cylinder liner with a load of 2 kgf at 120 rpm.
3.B.3. Asperity Contact Greenwood and Tripp’s (1971) asperity contact model statistically estimates the
contact force and the real contact area between two flat rough surfaces in contact. The nominal contact pressure is
( ) )H(kF)H(FEp //'
s σσ∆
∆ =β
σηβσπ= 25252
15216 (25)
where η is the asperity density, β is the radius of asperity, and E’ is the composite material modulus.
For piston ring and cylinder liner rough surface contact, both Hu and coworkers (1994) and Akalin and Newaz (2001) used Equation 25 to estimate the surface contact pressure. The function F5/2 can be approximated by: 4,)4(4068.4)( 885.6
2/5 <−= σσσ HHHF 4,0)(2/5 >= σσ HHF (26)
In addition, the coefficient k in Equation 25 is set equal to 5.0x107, representing a rough surface condition and appropriate material properties.

35
3.B.4. Piston Geometry and Nominal Film Thickness The piston ring profile is critical for establishing a hydrodynamic force that separates
the piston ring and cylinder liner. Hydrodynamic action is only invoked by a convergent profile. Compression rings usually have parabolic shape as shown in Figure 32.
22)2/(
xb
hxδ= (27)
This ring profile results in a nominal film thickness
22min )2/(
)(),( xb
thtxh δ+= (28)
where δ denotes the ring crown height and b denotes the ring thickness.
Figure 32. The geometry of the axisymetric ring and cylinder liner section used in the
numerical model. 3.B.5. Boundary and Equilibrium Conditions
To obtain the hydrodynamic pressure in Equation 21, both velocity and pressure boundary conditions must be specified. A no-slip condition applies to the lubricant attached to the piston ring running surface. Ambient gas pressure applies to both inlet and outlet of the flow between the piston ring and liner for the conditions of the Purdue ring/liner test rig. For simplicity, the half-Sommerfeld condition is used.
Equation 21 describes a ring-liner bearing subjected to a dynamic load. An equilibrium condition is needed to guarantee a unique solution. During the entire stroke, the total dead weight in the test rig is balanced by the hydrodynamic load and asperity contact.
By incorporating appropriate pressure and velocity boundaries in Equation 21, the minimum nominal film thickness and mean hydrodynamic pressure distribution can be solved for numerically. The total friction force consists of three components – viscous losses of lubricant films, shearing of thin surface films, and shearing of asperities. In the hydrodynamic regime, the viscous losses dominate. In the mixed and boundary lubrication regimes, friction arises from the shearing of asperities and thin films. The total friction force per unit segment length of the piston ring can be expressed as (Hu et al., 1994; Akalin and Newaz, 2001):
( )
+
+−−= ∫−2/
2/
21 )(2)(b
b affsfsf WdxhU
Usignf µφσσφφ
µ (29)

36
where φf and φfs are shear stress factors, µ is the absolute viscosity of the lubricant, µf is the friction coefficient for boundary lubrication which consists of both the shearing of thin films and the shearing of asperities, and Wa is the total asperity contact load. 3.B.6. Numerical Solution
A finite difference method was employed to solve Equation 21. Unknown are the pressure profile and the minimum film thickness. Given an initial film thickness guess, hmin, for that crank angle at which maximum piston speed is achieved, a Gauss-Seidel iterative method solves the linear system by setting up a convergence criterion of hydrodynamic pressure and load equilibrium. A forward Euler method projects the minimum film thickness for the next time step, until the minimum film thickness over the entire stroke is obtained which is repeatable within an acceptable error tolerance.
3.B.7. Results
The Purdue ring/liner test rig was designed and developed to operate under ambient conditions and maintain a constant load throughout the stroke. The experiments were conducted at room temperature using SAE 30 weight oil. A viscosity of 0.20 Pa-s was chosen for all of the numerical analyses. The results for the effects of speed are presented in Figures 33a-33e and the effects of load are presented in Figures 34a-34e. Because the data are relatively closely grouped, it is not possible to clearly show both the predictions and measurements for all cases in one graph. Instead, all measurements are illustrated in Figure 33a, the predicted friction coefficient and minimum film thickness are shown in Figures 33b and 33c, and comparisons between the predictions and the measurements for the extreme cases are provided in Figures 33d and 33e.

37
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (degrees)
60 rpm
120 rpm180 rpm
300 rpm
Figure 33a. Effects of speed on the measured friction coefficient at a constant load of 3
kgf (Purdue data courtesy F. Sadeghi).
The effects of speed on the friction coefficient from the Purdue measurements are illustrated in Figure 33a. The friction coefficient is reasonably constant around the mid-stroke when hydrodynamic lubrication prevails. As the speed increases, the percentage of the stroke that experiences hydrodynamic lubrication increases. Also, as the speed increases, the magnitude of the peaks in the friction coefficient near the ends of the stroke decreases. However, it should also be noted that the experimental results are smoothed via a running averaging technique. This tends to decrease the peaks near the ends of the stroke.

38
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (degrees)
60 rpm
120 rpm
180 rpm
300 rpm
Figure 33b. Effects of speed on the predicted friction coefficient at a
constant load of 3 kgf.
The predicted effects of speed on the friction coefficient are illustrated in Figure 33b. The conclusions that may be drawn from these results are the same as those obtained from the measurements and discussed with respect to Figure 33a.

39
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 60 120 180 240 300 360
Min
imum
Film
Thi
ckne
ss (
µµ µµm)
Crank Angle (degrees)
60 rpm120 rpm
180 rpm
300 rpm
Figure 33c. Predicted effects of speed on the minimum film thickness at a constant load
of 3 kgf.
The predicted effects of speed on the minimum film thickness are illustrated in Figure 33c. As the speed increases at constant load, the minimum film thickness increases in all regimes of lubrication (hydrodynamic, mixed, and boundary). It should be noted that the minimum value of the minimum film thickness does not occur at the ends of the stroke when the piston speed is zero. Instead, the squeeze film effect delays the occurrence of the minimum value of the minimum film thickness by about 10 crank angle degrees.

40
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (degrees)
Purdue measurement
UT model
Figure 33d. Comparison of prediction with data at the lowest speed for which Purdue
made measurements (60 rpm) at a constant load of 3 kgf.
The model predictions are compared to the experimental measurements for the lowest speed examined by Purdue in Figure 33d. Within the hydrodynamic lubrication regime (near the mid-stroke, where the predicted friction coefficient is almost constant), the data and predictions agree quite well given the experimental uncertainty. Within the boundary lubrication regime (near the ends of the stroke, where the friction coefficient is highest), again there is good agreement except that the measurements do not show much evidence of the squeeze film effect. This may be due to the effects of using the running average for the data. Within the mixed lubrication regime (the steep transitions from hydrodynamic-to-boundary or vice versa), the agreement is quite good for the upstroke but not as good for the downstroke. The reason(s) for the lack of agreement are not obvious, but may relate to the amount of lubricant remaining on the liner for these test rig measurements.

41
-0.08
-0.06
-0.04
-0.02
0.00
0.02
0.04
0.06
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (degrees)
Purdue measurement
UT model
Figure 33e. Comparison of prediction with data at the highest speed for which Purdue
made measurements (300 rpm) at a constant load of 3 kgf.
The model predictions are compared to the experimental measurements for the highest speed examined by Purdue in Figure 33e. Again, within the hydrodynamic lubrication regime the data and predictions agree reasonably well given the experimental uncertainty, especially for the downstroke. Within the boundary lubrication regime, again there is reasonably good agreement. Within the mixed lubrication regime, the agreement is quite good. However, unlike the results for the lowest speed case (Figure 33d), the data appear to show a squeeze film effect – that is larger than the model predicts.

42
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (deg.)
2 kgf
4 kgf
6 kgf
8 kgf
Figure 34a. Effect of load on the measured friction coefficient at a constant speed of 120
rpm (Purdue data courtesy F. Sadeghi).
Figure 34a illustrates Purdue’s data for the effects of load on the friction coefficient. As the load increases, the portion of the stroke that experiences hydrodynamic lubrication decreases and the friction coefficient within the hydrodynamic lubrication regime decreases but appears to approach a constant value at some load threshold. Also, the peak friction coefficient within the boundary lubrication regime increases as the load increases, but appears to approach a constant value at some load threshold.

43
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (deg.)
2 kgf
4 kgf
6 kgf
8 kgf
Figure 34b. Effect of load on predicted friction coefficient at a constant speed of 120
rpm.
Figure 34b shows the numerical model predictions for the same case as examined experimentally (Figure 34a). The model generally reproduces the main experimental findings:
1) As the load increases, the portion of the stroke that experiences hydrodynamic lubrication decreases.
2) As the load increases, the friction coefficient within the hydrodynamic lubrication regime decreases but appears to approach a constant value at some load threshold.
3) As the load increases, the peak friction coefficient within the boundary lubrication regime increases, but appears to approach a constant value at some load threshold.

44
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0 60 120 180 240 300 360
Min
imum
Film
Thi
ckne
ss (
µµ µµm)
Crank Angle (deg.)
2 kgf
4 kgf
6 kgf
8 kgf
Figure 34c. Effect of load on predicted minimum film thickness at a constant speed of
120 rpm.
Figure 34c shows the predicted effects of load on the minimum film thickness. As expected, as the load increases the minimum film thickness decreases. Again, the minimum separations do not occur at the dead centers - the positions of zero-speed. Instead, the minimum separations are about 10-15 degrees after the dead centers. This occurs due to the squeeze film effect.

45
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (deg.)
Purdue data
UT model
Figure 34d. Comparison of measured and predicted friction coefficient at the highest
load examined by Purdue and a constant speed of 120 rpm. Figure 34d compares the prediction with the experimental data for the highest load examined by Purdue (8 kgf). The comparison is quite good except for the rate of transition from hydrodynamic to boundary and vice versa. As discussed with respect to Figure 31, imprecision in the surface roughness orientation affects the peaks (which are quite good in Figure 34d) but not the transitions. The effects of the distribution function on the predictions will be discussed later with respect to Figure 35.

46
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (deg.)
Purdue data
UT model
Figure 34e. Comparison of measured and predicted friction coefficient at the lowest
load examined by Purdue and a constant speed of 120 rpm.
Figure 34e compares the prediction with the experimental data for the lowest load examined by Purdue (2 kgf). This comparison is not as quite as good as was the case for the highest load. The portion of the stroke that experiences hydrodynamic lubrication is predicted extremely well, as is the magnitude of the friction coefficient within the hydrodynamic regime. However, the magnitude of the peaks is not predicted accurately, in general (possibly due to the data smoothing technique used by the Purdue investigators). Due to this, it is not possible to easily compare the rate of transition from hydrodynamic to boundary and vice versa.
As noted above, the model is able to predict the effects of speed and load on the friction coefficient within both the hydrodynamic and boundary lubrication regimes, but the transition through the mixed lubrication regime is not always predicted accurately. Both the minimum film thickness and the lubricant or contact pressure (depending upon the lubrication regime) are critical to achieve a good friction prediction. Purdue has not yet provided us their measurements of the minimum film thickness in their test rig. Thus, our only recourse was to examine the effects of model parameters on the predicted friction coefficient, as discussed below.

47
Greenwood-Tripp’s contact model appears to be able to predict the frictional behavior when the shear of the asperity contacts between the two rough surfaces becomes dominant. However, the friction coefficient associated with shearing of the asperities, µf in Equation 29, was not consistently defined in the previous studies; 0.1 was used by Hu and coworkers (1994) while 0.3 was adopted by Akalin and Newaz (2001). The appropriate value is highly dependent on the values used for the adjustable parameters in the contact model (e.g., F5/2 in Equation 25). A reasonable guess is needed according to the adhesion theory of friction. Usually 0.167 is an ideal value. For most real cases, the asperity ploughing term can also contribute additional friction force. In the present study, the friction coefficient was set to 0.2, which consists of both the shearing of the thin film and the shearing of the asperities.
As noted above, the distribution function F5/2 in the Greenwood-Tripp contact model can affect the friction coefficient during the transition regime from partial film (mixed) lubrication to full film (hydrodynamic) lubrication. The subscript, 5/2, refers to the initial work for a Gaussian distribution of asperity heights:
dse)hs()h(Fsn
n ∫−
−π
=2
21
21 (30)
In the original Greenwood-Williamson model, n was set to 5/2 for elastic contact between two rough surfaces. However, it was shown that the Greenwood-Williamson model under-estimates the contact load for some cases (McCool, 1986). This lead to the development of Equation 26, repeated here for clarity: 4,)4(4068.4)( 885.6
2/5 <−= σσσ HHHF (26) However, as discussed above, the model that incorporates Equation 26 under-predicts the friction coefficient during the transition periods. Therefore, we set n=7/2 to slightly increase the contact load during the transition period from boundary to hydrodynamic lubrication. Figure 35 illustrates the influence of the distribution function on the friction coefficient. As expected, increasing the contact via use of a larger exponent in the distribution function (n=7/2) yields improved agreement between the model and the experimental measurements.

48
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0 60 120 180 240 300 360
Fric
tion
Coe
ffici
ent (
-)
Crank Angle (degrees)
Purdue data
h5/2
h7/2
Figure 35. Effects of the distribution function of the contact model on the predicted
friction coefficient in comparison to the Purdue data.
3.C. Complete Piston Assembly Model All of the results discussed above were based on available conditions for a ring-liner test rig. All three lubrication regimes are captured by our model, and agree reasonably well with the available experimental results. As noted previously, a ring-liner test rig eliminates many of the complicating factors that are present in an actual engine and allows accurate measurement of ring-liner friction. Data from this test rig can allow modelers to focus on the tribological interaction between a single ring and a liner. Once confidence in the tribological model is obtained, the model can proceed in a logical progression: multiple rings, complex ring motion, and engine operating conditions rather than rig operating conditions. Our model for a complete piston assembly in an engine is discussed in this subsection. The lubricant pressure at both the “inlet” and “outlet” sides of the ring are related to the inter-ring gas pressure, depending upon the specific ring under consideration. To obtain these gas pressures, an inter-ring gas flow model is required. In most prior ring/liner lubrication models, an isentropic orifice flow model was adopted and the gas flow was assumed to be an ideal gas passing through the piston ring end gaps with a constant discharge coefficient. In addition to the flow path of piston ring end gaps, gas can also flow through the

49
side-clearance between the piston ring and flank groove when the ring lifts off the bottom of the ring groove. In the present study, a quasi-Rayleigh narrow-channel gas flow model is proposed. The advantage of this approach is that it allows consideration of the temperature gradient along the radial direction of the rings. Much of the heat transfer from the piston top surface is via conduction through the rings, so this radial temperature gradient may be important.
Figure 36. Piston ring pack crevice regions.
Gas flow through each crevice region obeys the fundamental laws of fluid mechanics and thermodynamic. In order to quantify the gas pressure within each individual region shown in Figure 36, a gas-flow model with the following assumptions is established here:
• Each crevice region i has a uniform pressure pi. Region 1 has the chamber pressure
and Regions 6 and 7 have the crankcase pressure since the inner circumferential
surface of the oil control ring groove is vented to the crankcase.
• Each crevice region has a constant volume Vi.
• The chemical composition of the gas is the same in all crevice regions.
• The laminar flow through the ring end gaps is isentropic.
• The flow through the ring side-clearance is a Rayleigh flow.
Via the Ideal Gas Law, the continuity equations for each of the crevice regions can be expressed via:
)( 23122
22••
−= mmVRT
dtdp (27)

50
)( 45344
44••
−= mmVRT
dtdp (28)
)( 67566
66••
−= mmVRT
dtdp (29)
)( 353423133
33••••
−−+= mmmmVRT
dtdp (30)
)( 575645355
55••••
−−+= mmmmVRT
dtdp (31)
where pi, Ti, and Vi are the gas pressure, temperature, and volume in each crevice region and
ijmC is the gas mass flow rate from region i to region j. For simplicity, Ti is assumed to be identical for each region.
The gas passing through the ring end gap can be treated as an orifice flow, for which the mass flow rate due to the pressure difference pi-pj is given by:
2/11/12/1
1)1(
2
−
−=
−• γ
γγ
γγ
i
j
i
ji
igdij p
ppp
pRT
ACm (32)
where Cd is the discharge coefficient, Ag is the effective gap area, and γ is the Poisson constant (1.3). Equation 32 can be further simplified when the flow is choked (pj/pi < 0.546). The gas flow through the ring side-clearance was often not included in previous piston ring lubrication studies, but was treated as an isothermal laminar compressible flow in prior models for unburned hydrocarbon emissions. However, a large temperature gradient exists along the radial direction of the piston rings. Therefore, a quasi-Rayleigh compressible flow model is adopted here. Since this temperature gradient can become a potential driving force for gas flow, the mass flow rate is written as:
2/1
2/1
/1
−
−
=
•
i
j
i
j
ji
j
jnfij
TT
pp
ppRTp
ACm (33)
where An is the area normal to the flow and Cf is a flow coefficient. The mass flow rate depends on the area normal to the flow and the side-clearance h. Therefore, the piston ring position relative to the piston groove is critical for obtaining the flow rate through this narrow channel. The relationship between the piston ring motion and its influence on the piston ring tribological performance is examined here. The load source must be identified correctly in order to describe the piston ring motion in the piston reciprocating direction (the axial direction). There are four major forces acting in the axial direction: the gas pressure force Fp, the friction force between the piston ring and the cylinder liner Ff, the gravitational force Fg, and the supporting force between the ring groove flank and the upper or lower ring surface Fs which includes adhesive, squeeze, and contact components. The net gas pressure force Fp acting on the ring surfaces can be estimated by the difference between the upper and lower ring surface pressures:

51
))(22
()( ptLBUB
pULp AApp
Upp
LAPPF −+
−+
+−= δδ (34) where PU and PL are the gas pressures acting on the upper and lower ring surfaces, PB is the gas pressure behind the ring, and δU and δL are Dirac delta (switch) functions and are zeros when the squeeze film exists between the ring and the groove flank. Normally, Ap only accounts for 15% of At.
Figure 37. Forces acting on a single piston ring.
The interactive load between the piston ring and the piston groove flank is most
controversial. The resistance load component from the squeeze film depends on the ring motion condition. It always opposes direct contact between the ring and the groove surface and can be written as:
3
−=h
WdtdhLF r
roils βµ (35)
where h is the ring side-clearance (either hU or hL), Lr is the ring length in the circumferential direction, Wr is the ring width in the radial direction, and µoil is the oil viscosity. Early gas blow-by studies assumed the friction force between the piston ring and the cylinder liner is given by: )( EBrrf ppTDfF +−= π (36) where Dr is the outside diameter of the ring, Tr is the ring axial thickness, and pE is the ring tension pressure when the ring is initially installed. According to Newton’s Second Law, the ring motion equation in the axial direction X can be written as:
fspr
r FFFdt
xdm ++=
2
2
(37)
where the inertial reference frame is fixed to the stationary cylinder wall. The downward motion and force are assigned positive values in the present model. Instead of using an empirical equation for estimating the friction force, the friction force between the piston rings and cylinder liner is obtained in the present work via the new

52
rigorous lubrication model described above. For a certain crank angle and piston ring axial position, the gas flow model will define the inter-ring gas pressure. Then the new piston ring lubrication model is invoked. Meanwhile, the axial ring motion is obtained based on Equation 37. The ring-liner friction is analyzed by integration of the gas flow and friction models.
By incorporating appropriate pressure and velocity boundary conditions in Equation 21, the minimum nominal film thickness and mean hydrodynamic pressure distribution can be solved for numerically. The total friction force consists of three components: 1) viscous losses in the lubricant films, 2) shearing of thin surface films, and 3) shearing of asperities. In the hydrodynamic regime, viscous losses dominate. In the mixed and boundary lubrication regimes, friction arises from the shearing of asperities and thin films. The total friction force per unit segment length of the piston ring can be expressed as:
( )
+
+−−= ∫−2/
2/
21 )(2)(B
B ffsfsf WcdxhU
UsignF µφσσφφ
µ (38)
where φf and φfs are shear stress factors, µf=µ0 is the friction coefficient for boundary lubrication, and Wc is the total asperity contact load.
In comparison to the simulations for the ring-liner test rig, a complete ring pack friction analysis under either motoring or firing conditions is much more complicated since the appropriate pressure boundary conditions must be solved for recursively. In order to simplify numerical implementation, crankcase pressure is assumed in inter-ring region 5. However, this should be reasonably accurate since the sealing capability of the oil control ring is weak compared to the compression rings. Therefore, the gas flow model for the piston ring pack can be represented as a system with two orifices and two volumes. The continuity equations (27, 28, and 30) can sufficiently describe the gas flow across the piston ring pack. Those ODEs relate the gas pressures p2, p3, and p4 and can be solved via a numerical ODE solver once the piston ring positions, hr, are determined from the ring-motion equation (Equation 37) at each particular crank angle.

53
0.0
0.5
1.0
1.5
2.0
0 120 240 360 480 600 720
Pres
sure
(MPa
)
Crank Angle (CA degrees)
Regions 1 and 2
Regions 3 and 4
Figure 38. Gas pressure inside the various crevice regions.
Figure 38 shows typical inter-ring gas pressure histories for crevice Regions 1, 2, 3, and 4 for an engine speed of 2000 rpm. The difference in pressures between Regions 1 and 2 is too small to be visible on this graph. This is also true with respect to Regions 3 and 4.

54
Figure 39. Predicted minimum film thickness.
Figure 39 shows the minimum film thickness profiles predicted by our model. From
these results, it is easy to observe that the minimum separation does not occur at the exact positions of zero-speed (i.e., the dead centers). In fact, the minimum separations occur a few degrees after the dead centers of the engine stroke due to the squeeze film effect.

55
-60
-40
-20
0
20
40
60
0 180 360 540 720
Second RingTop Ring
Rin
g Fr
ictio
n Fo
rce
(N)
Crank Angle (degrees)
Figure 40. Predicted friction forces acting on the compression rings.
Figure 40 shows the corresponding friction forces for the top two compression rings. As expected, all three lubrication regimes are encountered, even for motoring conditions. As also expected due to the high gas pressure pushing this ring against the liner, the top ring has the highest friction in the vicinity of compression TDC whereas the second compression ring has comparable losses in the mid-stroke (hydrodynamic lubrication), less friction than the top ring around compression TDC, but higher friction around expansion BDC due to the higher gas pressure in the inter-ring zone (Regions 3 and 4) than in the cylinder (and, thus Regions 1 and 2) at this time in the cycle, as shown in Figure 39.
3.D. Rotating Liner Model
The rotating liner design is analogous to the shaft-bushing mechanism. Therefore, the side-slip rolling friction model is introduced as:
0µω
µRU
f = (39)
where R is the cylinder radius (the radius of the liner) and ω is the liner rotating speed.

56
-60
-40
-20
0
20
40
0 180 360 540 720
Pist
on R
ing
Fric
tion
Forc
e (N
)
Crank Angle (degrees)
top ring, stationary liner
top ring, rotating liner
Figure 41. Top compression ring friction predictions for a stationary and a rotating
liner.
Figure 41 compares the predicted piston ring friction force for the top compression ring for both the stationary and rotating liner design. The large increase in friction normally observed at compression TDC is markedly decreased via liner rotation and that at BDC of expansion has disappeared. This does not prove that the present model for the effects of liner rotation is valid. Such proof must await the availability of accurate crank-angle-resolved experimental data, which we believe will become available from our research team in the near future. However, the results that are illustrated in Figure 41 indicate that this model for the effects of liner rotation is promising.

57
-30
-20
-10
0
10
20
30
0 180 360 540 720
Pist
on R
ing
Fric
tion
Forc
e (N
)
Crank Angle (degrees)
second ring, stationary liner
second ring,rotating liner
Figure 42. Second compression ring friction predictions for a stationary and a rotating liner.
Figure 42 compares the predicted piston ring friction force for the second compression
ring for both the stationary and rotating liner cases. As was also true for the top compression ring, our model for the effects of liner rotation predicts that the large increases in friction near the dead centers due to transitions into the mixed and boundary lubrication regimes are greatly diminished by liner rotation.

58
-30
-25
-20
-15
-10
-5
0
5
10
0 180 360 540 720
Top
Rin
g Fr
ictio
n Fo
rce
(N)
Crank Angle (degrees)
500 rpm liner speed
1000 rpm liner speed
1500 rpm liner speed
Figure 43. Effects of liner rotational speed on top ring friction.
Figure 43 shows the effect of liner rotational speed on the top ring friction force. Increasing the liner rotational speed is predicted to have a beneficial effect on the friction near compression TDC but no effect at any other point in the cycle.

59
4. CONCLUSIONS
We proposed to investigate the potential of liner rotation for reducing engine friction via both experimental and modeling tasks.
Two nominally identical four-cylinder engines were converted to single cylinder operation for this project. One of these engines was a prototype rotating liner engine. Hot motoring tests revealed that liner rotation decreased the friction of this engine by 20% under motoring conditions. A well-established model was used to estimate that liner rotation should decrease the friction of a four-cylinder engine by 40% under hot motoring conditions. The benefit should be even more pronounced for firing operation.
Hot motoring tear-down tests revealed that the crankshaft and valve train frictional losses were essentially the same for the two engines, as expected. However, the rotating liner engine had much lower (>70%) piston assembly friction compared to the conventional engine.
Finally, we used the Instantaneous IMEP method to compare the crank-angle-resolved piston assembly friction for the two engines. Under hot motoring conditions, these measurements revealed a significant reduction in piston assembly friction, especially in the vicinity of compression TDC when the lubrication regime transitions from hydrodynamic through mixed and into boundary friction. Crank-angle-resolved measurements of piston assembly friction have also been performed under firing conditions, but only for the baseline engine. We have some remaining problems with these measurements that we expect to solve during the next few weeks. We will then perform these measurements under firing conditions for the prototype rotating liner engine.
We also proposed to improve the state-of-the-art of numerical modeling of piston assembly friction for conventional engines and then to extend this model to rotating liner engines. We began by simulating the conditions from the Purdue ring-liner test rig for a single ring operating on a section of a liner at a variety of speeds and loads. Our model showed good agreement with the test rig data for a range of speeds and loads.
We then modeled a complete piston assembly in an engine. The model appears to produce the correct behavior, but we cannot quantify its strengths or weaknesses until our crank-angle-resolved measurements have been completed.
Finally, we proposed and implemented a model for the effects of liner rotation on piston assembly friction. Here, we propose that the rotating liner design is analogous to the shaft-bushing mechanism. Therefore, we used the side-slip rolling friction model to simulate the effects of liner rotation. This model appears to be promising, but final analysis of its strengths or weaknesses must await our crank-angle-resolved measurements.

60
REFERENCES Akalin, O., and G.M. Newaz (2001), “Piston Ring-Cylinder Bore Friction Modeling in Mixed Lubrication Regime: Part I – Analytical Results,” ASME Journal of Tribology, 123, pp. 211-218. Bhushan, B., and K. Tonder (1989), “ Roughness-Induced Shear – and Squeeze-Film Effects in Magnetic Recording – Part 1: Analysis,” ASME Journal of Tribology, 111, pp. 220-227. Cheng, H.S. (2002), “Analytical Modeling of Mixed Lubrication Performance,” in Boundary and Mixed Lubrication: Science and Applications, D.Dowson et al., 34, pp. 19-33. Dardalis, D. (2003), “A Unique Hydrodynamic Face Seal for the Rotating Liner Engine, and the Rotating Liner Engine Face Seal Transient Code”, Ph.D. Dissertation, Mechanical Engineering Department, University of Texas at Austin. Greenwood, J.A., and J.H. Tripp (1971), “The Contact of Two Nominally Flat Rough Surfaces,” Proc. Inst. Mech. Eng., 185, pp. 625-633. Hu, Y., H.S. Cheng, T. Arai, Y. Kobayashi, and S. Aoyama (1994), “Numerical Simulation of Piston Ring in Mixed Lubrication – A Non-Axisymmetrical Analysis,” ASME J. Tribolology, 116, pp. 470-478. Lo, S. (1992), “On the Effects of Roughness Orientation – A Mapping and Double Scale Analysis of Flow Factors,” ASME Journal of Tribology, 114, pp. 747-754. Makino, T., S. Morohoshi, and K. Saki (1999), “The Effect of Roughness Orientation on Mixed Friction,” in Lubrication at the Frontier, D. Dowson et al., 35, pp. 355-365. McCool, J.I. (1986), “ Comparison of models for the contact of rough surfaces,” Wear, 107, pp. 37-60. Norton, R.L. (1999) Design of Machinery, Second Edition, McGraw-Hill, New York. Patir, N., and H.S. Cheng (1978), “An Average Flow Model for Determining Effects of Three-Dimensional Roughness on Partial Hydrodynamic Lubrication,” ASME J. Lubrication Technology, 100, pp. 12-17. Patir, N., and H.S. Cheng (1979), “Application of Average Flow Model to Lubrication Between Rough Sliding Surfaces,” ASME J. Lubrication Technology, 101, pp. 220-230. Peeken, H.J., and G. Knoll (1997), “On the Numerical Determination of Flow Factors,” ASME J. Tribology, 119, pp. 259-264. Peklenik, J. (1967), “New Developments in Surface Characterization and Measurement by Means of Random Process Analysis,” Proc. Inst. Mech. Engr. 182, Part 3K, pp. 108

61
Rezeka, S.F., and N.A. Henein (1984), “A New Approach to Evaluate Instantaneous Friction and Its Components in Internal Combustion Engines”, SAE Paper 840179. Rohde, S.M., K.W. Whitaker, and G.T. McAllister (1980), “A Mixed Friction Model for Dynamically Loaded Contacts With Application to Piston Ring Lubrication,” in Surface Roughness Effects in Hydrodynamic and Mixed Lubrication, ASME Winter Annual Meeting, pp. 19-50. Tonder, K. (1986), “The Lubrication of Unidirectional Striated Roughness: Consequences for Some General Roughness Theories,” ASME J. Tribology, 108, pp. 167-170. Tripp, J.H. (1983), “Surface Roughness Effects in Hydrodynamic Lubrication: The Flow Factor Method,” ASME J. Lubrication Technology, 105, pp. 458-465. Uras, H.M., and D.J. Patterson (1983), “Measurement of Piston and Ring Assembly Friction – Instantaneous IMEP Method”, SAE Paper No. 830416. Wu, C.W., and L.Q. Zhang (1989), “An Average Reynolds Equation for Partial Film Lubrication with Contact Factor,” ASME Journal of Tribology, 111, pp. 188-191. Xu, H., M.D. Bryant, R.D. Matthews, T.M. Kiehne, B.D. Steenwyk, N.W. Bolander, and F. Sadeghi (2004), “Friction Prediction for Piston Ring-Cylinder Liner Lubrication”, ASME Paper ICEF2004-885.

62
LIST OF FIGURES Figure 1. Prototype Rotating Liner Engine 3
Figure 2. Driving mechanism for rotating the liner 3
Figure 3. Test setup for the torque sensor 4
Figure 4. Comparison of hot motoring friction torque for the baseline engine and the
prototype RLE. 6
Figure 5. Measured friction torque and percent friction reduction. 7
Figure 6. Tear-down test results. 8
Figure 7. Instantaneous motoring torque. 9
Figure 8. Pressure torque at 1200 rpm. 10
Figure 9. Lumped mass dynamic model of a connecting rod. 11
Figure 10. Crankshaft assembly 3-dimensional modeling. 11
Figure 11. Rotational and translational speed and acceleration of the baseline engine at 1200
rpm. 12
Figure 12. Rotational and translational speed and acceleration of the RLE at 1200 rpm. 12
Figure 13. Inertia torque developed by translational and rotational motion at 1200 rpm. 13
Figure 14. The measured output torque, pressure torque, inertia torque, and
friction torque of the baseline engine at 1200 rpm. 13
Figure 15. The measured output torque, pressure torque, inertia torque, and
friction torque of the RLE at 1200 rpm. 14
Figure 16. Free body diagram of a piston. 15
Figure 17. Wheatstone bridge circuit. 16
Figure 18. Schematic of strain gage installation illustrating our use of a ribbon
cable instead of a grasshopper linkage. 18
Figure 19. Strain gage calibration test result. 19
Figure 20. Gage factor variation with temperature for constantan (A-alloy)
and isoelastic (D-alloy) strain gages. 20
Figure 21. Acceleration of the piston and connecting rod. 21
Figure 22. Crank-angle-resolved piston assembly friction force for the
baseline engine under hot motoring conditions. 23

63
Figure 23. Crank-angle-resolved piston assembly friction force for the
prototype rotating liner engine for hot motoring at 1200 rpm. 24
Figure 24. Crank-angle-resolved piston assembly friction force for the
prototype rotating liner engine and the baseline engine for hot
motoring at 1200 rpm. 25
Figure 25. Crank-angle-resolved piston assembly friction under firing
conditions for the baseline engine. 26
Figure 26. Pressure histories for the lowest and highest IMEP cycles and
for a cycle that produces an IMEP very near the mean for
the baseline engine operating at WOT, 1200 rpm. 27
Figure 27. Comparison of crank-angle-resolved piston assembly friction
for the baseline engine motoring and firing at 1200 rpm. 28
Figure 28. Example Stribeck diagram of the regimes of lubrication. 29
Figure 29. Schematic of piston ring and cylinder liner conjunction. 31
Figure 30. Schematic of contact areas with different roughness orientations (Lo, 1992). 32
Figure 31a. Influence of surface roughness orientation on the minimum film thickness between a piston ring and cylinder liner with a load of 2 kgf at 120 rpm. 33
Figure 31b. Influence of surface roughness orientation on the friction coefficient between a piston ring and cylinder liner with a load of 2 kgf at 120 rpm. 34
Figure 32. The geometry of the axisymetric ring and cylinder liner section used in the numerical model. 35
Figure 33a. Effects of speed on the measured friction coefficient at a constant load of 3 kgf (Purdue data courtesy F. Sadeghi). 37
Figure 33b. Effects of speed on the predicted friction coefficient at a constant load of 3 kgf. 38
Figure 33c. Predicted effects of speed on the minimum film thickness at a constant load of 3 kgf. 39
Figure 33d. Comparison of prediction with data at the lowest speed for which Purdue made measurements (60 rpm) at a constant load of 3 kgf. 40
Figure 33e. Comparison of prediction with data at the highest speed for which Purdue made measurements (300 rpm) at a constant load of 3 kgf. 41
Figure 34a. Effect of load on the measured friction coefficient at a constant speed of 120 rpm (Purdue data courtesy F. Sadeghi). 42
Figure 34b. Effect of load on predicted friction coefficient at a constant speed of 120 rpm. 43

64
Figure 34c. Effect of load on predicted minimum film thickness at a constant speed of 120 rpm. 44
Figure 34d. Comparison of measured and predicted friction coefficient at the highest load examined by Purdue and a constant speed of 120 rpm. 45
Figure 34e. Comparison of measured and predicted friction coefficient at the lowest load examined by Purdue and a constant speed of 120 rpm. 46
Figure 35. Effects of distribution function of the contact model on the predicted friction coefficient in comparison to the Purdue data. 48
Figure 36. Piston ring pack crevice regions. 49
Figure 37. Forces acting on a single piston ring. 51
Figure 38. Gas pressure inside the various crevice regions. 53
Figure 39. Predicted minimum film thickness. 54
Figure 40. Predicted friction forces acting on the compression rings. 55
Figure 41. Top compression ring friction predictions for a stationary and a rotating liner. 56
Figure 42. Second compression ring friction predictions for stationary and rotating liners 57
Figure 43. Effects of liner rotational speed on top ring friction. 58

65
LIST OF TABLES
Table 1. Baseline Engine Specifications. 2 Table 2. Torque Sensor Specifications. 5 Table 3. Strain Gage Specifications. 18

66
LIST OF ACRONYMS AND ABBREVIATIONS ARES Advanced Reciprocating Engine Systems
ATDC after top dead center
BDC bottom dead center
BTDC before top dead center
CAo crank angle degrees
DOE U.S. Department of Energy
F.S. full scale
IMEP indicated mean effective pressure
NOx oxides of nitrogen
RLE Rotating Liner Engine
rpm revolutions per minute
SAE Society of Automotive Engineers
TDC top dead center
UT University of Texas
WOT wide open throttle







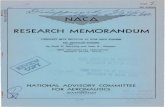
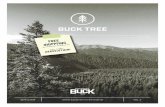


![Zurcon Roto Glyd Ring S - tss-static.comtss-static.com/remotemedia/media/globalformastercontent/downloads... · Mr[Nm] Zurcon ® Roto Glyd Ring S Z52 Friction of seals after endurance](https://static.fdocuments.in/doc/165x107/5c0446f709d3f296388b748f/zurcon-roto-glyd-ring-s-tss-mrnm-zurcon-roto-glyd-ring-s-z52-friction.jpg)