Anna Lee The Geometric Role of Precisely opez Jim enez ...
11
Anna Lee Department of Mechanical Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 Francisco L opez Jim enez Department of Civil and Environmental Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 Joel Marthelot Department of Civil and Environmental Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 John W. Hutchinson School of Engineering and Applied Sciences, Harvard University, Cambridge, MA 02138 Pedro M. Reis Department of Mechanical Engineering, Department of Civil and Environmental Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 e-mail: [email protected] The Geometric Role of Precisely Engineered Imperfections on the Critical Buckling Load of Spherical Elastic Shells We study the effect of a dimplelike geometric imperfection on the critical buckling load of spherical elastic shells under pressure loading. This investigation combines precision experiments, finite element modeling, and numerical solutions of a reduced shell theory, all of which are found to be in excellent quantitative agreement. In the experiments, the geometry and magnitude of the defect can be designed and precisely fabricated through a customizable rapid prototyping technique. Our primary focus is on predictively describ- ing the imperfection sensitivity of the shell to provide a quantitative relation between its knockdown factor and the amplitude of the defect. In addition, we find that the buckling pressure becomes independent of the amplitude of the defect beyond a critical value. The level and onset of this plateau are quantified systematically and found to be affected by a single geometric parameter that depends on both the radius-to-thickness ratio of the shell and the angular width of the defect. To the best of our knowledge, this is the first time that experimental results on the knockdown factors of imperfect spherical shells have been accurately predicted, through both finite element modeling and shell theory solu- tions. [DOI: 10.1115/1.4034431] 1 Introduction The buckling of shells has long been a canonical problem in the mechanics community [1–3]. The first prediction for the critical buckling load of a thin spherical shell under uniform external pressure was proposed by Zoelly [4], who followed a linear buck- ling analysis to obtain p c ¼ 2E ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 31 # 2 ð Þ p g 2 (1) where E is the Young’s modulus, # is the Poisson’s ratio, and g ¼ R=t is the dimensionless radius of the shell, of radius R and thick- ness t. For decades, this theoretical prediction was found to be in disagreement with the experimental results [5–10], and attempting to reconcile the two has been a cornerstone in structural mechan- ics [3]. Throughout this paper, we focus exclusively on spherical shells. In Fig. 1, we plot a survey of historical experimental results from the literature for the knockdown factor j d ¼ p max =p c , defined as the ratio between the experimental buckling load p max and p c , from Eq. (1), as a function of the dimensionless shell radius, g. In all these combined experimental studies, the dimen- sionless shell radius was varied in the range 76 g 2834, resulting in a widespread of knockdown factors: 0:05 j d 0:9. The general trend of these data is that j d decreases for increasing values of g, albeit with a broad spread. Low-precision spherical shells produced by metal spinning [6,7] or plastic vacuum draw- ing [8] were found to buckle at relatively low values of the critical pressure (0:17 < j d < 0:8), compared to the classic prediction of Fig. 1 Experimental results of the knockdown factor, j d , ver- sus the radius-to-thickness ratio, g 5 R=t , of spherical shells. Most of the previous experiments [5–9] (open symbols) were conducted with shallow spherical segments and resulted in a large variation in j d 5 0.17–0.9. Carlson et al. [10] used com- plete spherical shells and increased the knockdown factor from 0.05 to 0.86 by improving the shell surface and loading condi- tions. Our near perfect shells (closed circle) have a small varia- tion in j d 5 0.61–0.92, which can be lowered significantly by engineering a dimplelike defect (closed square). Contributed by the Applied Mechanics Division of ASME for publication in the JOURNAL OF APPLIED MECHANICS. Manuscript received August 4, 2016; final manuscript received August 7, 2016; published online September 1, 2016. Editor: Yonggang Huang. Journal of Applied Mechanics NOVEMBER 2016, Vol. 83 / 111005-1 Copyright V C 2016 by ASME Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use
Transcript of Anna Lee The Geometric Role of Precisely opez Jim enez ...

Anna LeeDepartment of Mechanical Engineering,
Massachusetts Institute of Technology,
Cambridge, MA 02139
Francisco L�opez Jim�enezDepartment of Civil and
Environmental Engineering,
Massachusetts Institute of Technology,
Cambridge, MA 02139
Joel MarthelotDepartment of Civil and
Environmental Engineering,
Massachusetts Institute of Technology,
Cambridge, MA 02139
John W. HutchinsonSchool of Engineering and Applied Sciences,
Harvard University,
Cambridge, MA 02138
Pedro M. ReisDepartment of Mechanical Engineering,
Department of Civil and
Environmental Engineering,
Massachusetts Institute of Technology,
Cambridge, MA 02139
e-mail: [email protected]
The Geometric Role of PreciselyEngineered Imperfections on theCritical Buckling Load ofSpherical Elastic ShellsWe study the effect of a dimplelike geometric imperfection on the critical buckling load ofspherical elastic shells under pressure loading. This investigation combines precisionexperiments, finite element modeling, and numerical solutions of a reduced shell theory,all of which are found to be in excellent quantitative agreement. In the experiments, thegeometry and magnitude of the defect can be designed and precisely fabricated through acustomizable rapid prototyping technique. Our primary focus is on predictively describ-ing the imperfection sensitivity of the shell to provide a quantitative relation between itsknockdown factor and the amplitude of the defect. In addition, we find that the bucklingpressure becomes independent of the amplitude of the defect beyond a critical value. Thelevel and onset of this plateau are quantified systematically and found to be affected by asingle geometric parameter that depends on both the radius-to-thickness ratio of the shelland the angular width of the defect. To the best of our knowledge, this is the first timethat experimental results on the knockdown factors of imperfect spherical shells havebeen accurately predicted, through both finite element modeling and shell theory solu-tions. [DOI: 10.1115/1.4034431]
1 Introduction
The buckling of shells has long been a canonical problem in themechanics community [1–3]. The first prediction for the criticalbuckling load of a thin spherical shell under uniform externalpressure was proposed by Zoelly [4], who followed a linear buck-ling analysis to obtain
pc ¼2Effiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
3 1� �2ð Þp g�2 (1)
where E is the Young’s modulus, � is the Poisson’s ratio, and g ¼R=t is the dimensionless radius of the shell, of radius R and thick-ness t. For decades, this theoretical prediction was found to be indisagreement with the experimental results [5–10], and attemptingto reconcile the two has been a cornerstone in structural mechan-ics [3]. Throughout this paper, we focus exclusively on sphericalshells.
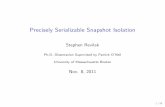
In Fig. 1, we plot a survey of historical experimental resultsfrom the literature for the knockdown factor jd ¼ pmax=pc,defined as the ratio between the experimental buckling load pmax
and pc, from Eq. (1), as a function of the dimensionless shellradius, g. In all these combined experimental studies, the dimen-sionless shell radius was varied in the range 76 � g � 2834,resulting in a widespread of knockdown factors: 0:05 � jd � 0:9.The general trend of these data is that jd decreases for increasingvalues of g, albeit with a broad spread. Low-precision sphericalshells produced by metal spinning [6,7] or plastic vacuum draw-ing [8] were found to buckle at relatively low values of the criticalpressure (0:17 < jd < 0:8), compared to the classic prediction of
Fig. 1 Experimental results of the knockdown factor, jd , ver-sus the radius-to-thickness ratio, g 5 R=t , of spherical shells.Most of the previous experiments [5–9] (open symbols) wereconducted with shallow spherical segments and resulted in alarge variation in jd 5 0.17–0.9. Carlson et al. [10] used com-plete spherical shells and increased the knockdown factor from0.05 to 0.86 by improving the shell surface and loading condi-tions. Our near perfect shells (closed circle) have a small varia-tion in jd 5 0.61–0.92, which can be lowered significantly byengineering a dimplelike defect (closed square).
Contributed by the Applied Mechanics Division of ASME for publication in theJOURNAL OF APPLIED MECHANICS. Manuscript received August 4, 2016; finalmanuscript received August 7, 2016; published online September 1, 2016. Editor:Yonggang Huang.
Journal of Applied Mechanics NOVEMBER 2016, Vol. 83 / 111005-1Copyright VC 2016 by ASME
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

Eq. (1), presumably due to significant material and geometricimperfections imparted through the fabrication process. By con-trast, high-precision shells fabricated by machining aluminum [9]tended to attain higher buckling pressures (0:45 < jd < 0:9), butstill with considerable scatter. Note that most of these experimen-tal investigations were conducted with shallow spherical shellcaps. Complete spherical shells were fabricated by electroforming[10,11], with a quality of surface finish that could be systemati-cally improved through a chemical polishing treatment, therebyincreasing the knockdown factor from jd ¼ 0:05 to 0.86. Com-bined, all these findings have led to the now well-established rec-ognition that the critical buckling load of a shell structure ishighly sensitive to imperfections.
Von K�arm�an et al. [12–14] offered an explanation for the largediscrepancies between theory and experiments by finding equilib-rium states of the shell involving large deflections that can bemaintained by a much lower applied load than pc, thereby propos-ing that the knockdown factors were connected with the elasticpostbuckling behavior of shells. Subsequently, Tsien [5] assumedthe existence of arbitrary disturbances and attributed the knock-down factors to the highly unstable postbuckling behavior of theshells, and compared his theory against the experiments.
In 1945, Koiter [15] made a groundbreaking contribution to thefield by developing the general theory of stability for elastic sys-tems subject to conservative loading. In this work, he introducedan asymptotic method to connect the initial postbuckling behaviorwith the sensitivity to imperfections. Following the English trans-lation (from Dutch) in 1967 of Koiter’s seminal work, there wasan upsurge of research on the imperfection sensitivity of the buck-ling of slender structures, and his general theory was applied to avariety of shell structures and loading conditions [16]. In theseinvestigations, the discrepancies between theory and experimentswere attributed to variations of the shell thickness, nonuniformityof loading [17], boundary conditions [18], influence of prebuck-ling deformations [19], and deviations from the perfect shellgeometry [20]. Focusing on cylindrical shells, Babcock [1] per-formed a direct comparison of the effect on buckling between dif-ferent types of imperfection from these various studies [17–20]and concluded that the most important factor was the presence ofgeometric imperfections.
As noted by Babcock [1], fundamental experimental research tohelp advance the understanding of imperfection sensitivity hastypically lagged significantly behind theoretical analysis and com-putation. As a result, the practical design of shell structures tendsto be based on classical results, such as Eq. (1), together withempirical corrections [2]. Still, attempts to experimentally vali-date theories on imperfection sensitivity were done extensivelyfor cylindrical shells [3] and, in fewer cases, for spherical shells[8,21]. In these experiments, the shape of the specimen was pre-cisely measured prior to carrying out the buckling test. However,the experimental fabrication protocols typically impart random-ness to the size and shape distributions of shell defects. As such,deterministic relationships have rarely been found between repre-sentative imperfection distributions and the load-bearing capacityof the shell. To circumnavigate this, statistical approaches havebeen developed to study the problem of shell buckling [3] butthese have not yet been widely adopted for design purposes due tothe lack of high-precision experimental information on the charac-teristic distributions of the imperfections and knowledge of theirinfluence on buckling.
More recently, a rapid, versatile, and precision fabrication tech-nique has been developed to manufacture thin elastic shells withcontrolled geometrical and mechanical properties [22]. This tech-nique involves the coating of hemispherical molds with a polymer(elastomer) solution, which upon curing yields an elastic shell ofnearly uniform thickness. Elastomeric shells allow for large elas-tic deformations to occur at operating pressures that are signifi-cantly lower than that for metallic shells, which significantlyreduces the experimental complexity. While thermoplastic shellscan be produced through injection, rotational, and blow molding,
these techniques are typically geared for mass production and lesssuitable to a laboratory research setting, where reproducible,adaptable, and inexpensive prototyping tools are desirable. Still,to make the experimental technique developed in Ref. [22] rele-vant to the study of imperfection sensitivity, there is a need toadapt it to also fabricate shells that contain precisely designeddefects of known geometric properties. Concurrently to theseexperimental developments, recent computational advances haveyielded powerful and accurate numerical tools for large systemsof highly nonlinear ordinary differential equations (ODEs) thatcan be readily ported to solve the shell buckling equations [23].The time is therefore ripe to readdress the canonical mechanicsproblem of buckling of imperfect shells, with the goal of develop-ing a predictive framework that relates the geometry of defectsand the critical buckling conditions.
Here, we combine experiments and numerical analysis to revisitthe buckling of spherical elastic shells under pressure loading,with an emphasis on determining the geometric role of preciselyengineered imperfections on the buckling pressure. First, wedevelop a novel experimental technique to fabricate thin elasto-meric shells containing a single “dimplelike” defect of knowngeometry, and measure their buckling strength under pressureloading (Sec. 2). In Fig. 1, we plot the knockdown factors of ourshells (20 � g � 108 for nearly perfect shells and g¼ 108 forshells containing a geometric imperfection), on top of other exper-imental studies from the literature. We find that jd spans a widerange, but in a way that can be controlled, reproduced, and pre-dicted. Finite element method (FEM) simulations (Sec. 3) areused to characterize the shape of these defects and analyze thebuckling behavior of our imperfect shells, in excellent agreementwith the experiments (Sec. 4). Moreover, a first-order shell theoryis specialized to both perfect and imperfect spherical shells, and aset of nonlinear ODEs are derived to describe the mechanicalresponse of our shells and solved numerically (Secs. 5 and 6).Excellent agreement is found across the triangle of experiments,FEM, and ODE simulations for both the critical buckling pressureas a function of the amplitude of the imperfection and theload–deformation behavior (Sec. 7). Finally, we find that beyonda critical defect amplitude, the buckling pressure becomes inde-pendent of the amplitude of the defect and quantitatively charac-terize this plateau (Sec. 8).
Overall, our results demonstrate that small deviations from thespherical geometry result in large reductions in the buckling pres-sure, in a way that can be accurately predicted by knowing theshape of the defect.
2 Experiments
We have performed precision model experiments to investigatehow the buckling strength of hemispherical elastic shells, underpressure loading, is affected by a geometric imperfection. In thissection, we start by describing the rapid prototyping techniqueused to fabricate our elastomeric shells containing a well-defineddimplelike defect at their pole. The profile of this dimple defect isthen characterized through digital image processing. Finally, wepresent the experimental apparatus used to pneumatically load thethin shells and measure the critical pressure at which bucklingoccurs.
2.1 Fabrication of Precisely Imperfect Thin Elastic Shells.Our thin elastic shells were manufactured by coating a sphericalmold with a polymer solution, following a protocol similar to thatintroduced in a previous study [22], the basis of which is high-lighted next. Two variations of this technique enable us to firstfabricate flexible (elastic) molds, which are then used to producethin elastic shells containing a single dimplelike defect.
The hemispherical elastic molds were fabricated by coating thesurface of a rigid hemisphere (radius R¼ 24.85 mm, machined outof polyacetal by computer numerical control milling) with apolymer solution of vinylpolysiloxane (VPS, Elite Double 32,
111005-2 / Vol. 83, NOVEMBER 2016 Transactions of the ASME
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

Zhermack, Italy), a silicone-based elastomer. VPS was mixedwith a ratio of base to curing agent 1:1 in weight, for 10 s at2000 rpm (clockwise), and then 10 s at 2200 rpm (counterclock-wise) using a centrifugal mixer (ARE-310, Thinky USA Inc.,Laguna Hills, CA). The VPS solution was poured onto the hemi-sphere and cured in approximately 20 min at room temperature(20 �C). Upon curing and peeling from the rigid hemisphere, aVPS shell of thickness t¼ 195 lm was produced. Repeating theprocess multiple times enabled us to systematically increase thethickness of the shell, which once thick enough, itself became theflexible mold employed to fabricate the thin shells used in theexperiments. Three different molds were fabricated with thick-nesses, tmold¼{585, 975, 1170} lm, by repeating the coatingthree, five, and six times, respectively. The Young’s modulus ofcured VPS was measured to be E¼ 1.255 MPa, and its Poisson’sratio was assumed to be �¼ 0.5.
The actual thin spherical specimens used in the experimentswere fabricated following the same protocol described above, butusing the thick elastic shells, themselves employed as molds. TheVPS solution was poured onto the concave underside of the moldand turned upside down to drain the excess polymer and producea thin lubrication film. The curing of this liquid film yielded a thinshell with t¼ 230 lm. Note that this value of t was slightly higherthan that reported above for a single coating step of the mold dueto a slightly longer waiting time between the mixing of the poly-mer and pouring onto the mold [22], to allow sufficient time toprepare the apparatus and indent the pole (more below). The thinshells obtained this way had uncontrollable imperfections thatwere intrinsic to the fabrication process, for example, systematicvariations of the shell thickness (6.6% standard deviation frompole to equator [22]), air bubbles, homogeneity of the polymermixture, and surface roughness of the mold. Still, these imperfec-tions were overshadowed by the single dimplelike defect that wasprecisely introduced in the shell fabrication protocol, as isdescribed next.
In Fig. 2, we present a series of photographs, along with corre-sponding schematic diagrams, that illustrate the fabrication proto-col of our imperfect thin hemispherical shells, containing aprecisely engineered defect. After filling the mold with VPS anddraining the excess liquid, the pole of the mold was indented by aflat plate attached to an universal testing machine (5943, Instron,Norwood, MA). We assume that the mold indentation results inthe same displacement of the shell pole from its perfect sphericalgeometry, such that it defines the amplitude, d, of the defect (thisis validated in Sec. 3.1 through FEM simulations). To set d, weprogramed the Instron to move the indentation tip at a constantvelocity (0.3 mm/min) until a specific load was detected by a 10 Nload cell, corresponding to the targeted amplitude (based on thelinear load–displacement relation), and then fixed this position.The defect amplitude d was therefore defined as the distancebetween the position where the onset of a nonzero load was firstdetected and the position at which the target load was reached.While holding the indentation constant, the VPS solution cured
inside of the deformed mold. Upon curing and peeling from themold, the final shells had thickness, t¼ 230 6 11 lm (uncertaintyis standard deviation of ten fabricated shells), resulting in a radius-to-thickness ratio of g¼ 108. Moreover, this procedure of deform-ing the mold through indentation allowed us to produce shells witha single “dimplelike” defect at its pole, whose amplitude could bevaried in the range 0< d (lm)< 542. A localized thicker band(2 mm thickness) at the equator due to the accumulation of excesspolymer ensured that the boundary conditions there were clamped.
2.2 Experimental Profile of the Dimplelike Defect.Whereas the fabrication technique presented above enables us tocontrol the amplitude of the defect, d (through the depth of theindentation), the precise shape of the dimple is self-selected bythe elastic properties, and hence the deformation, of the mold. Inparticular, we are interested in characterizing the defect by theradial deviation from a spherical shape, wI, as a function of thezenith angle, b. Experimentally, we have measured this wIðbÞ pro-file through digital imaging (Nikon D3200 camera, with a Micro-NIKKOR 60 mm lens) and then extracted the shell contour by anedge detection algorithm (image processing toolbox, MATLAB). Acircle was fit to the region away from the pole, where the effect ofthe indentation is negligible, corresponding to the profile of thedefect-free spherical shell. The difference between this circle andthe digitized profile defines wIðbÞ. Two representative examplesof experimental imperfection profiles are provided in Fig. 3(b),for two shells fabricated using molds with tmold ¼ 585 and1170 lm, both at the same defect amplitude d¼ 207 lm. This pro-files exhibit an inward, axisymmetric, and dimplelike deflection atthe vicinity of the pole (for b � 20 deg), beyond which the shellremains spherical [ wIðb � 20 degÞ � 0 ]. We have also doneFEM simulations to corroborate these findings, the details ofwhich will be presented in Sec. 3.1.
2.3 Measuring the Critical Buckling Pressure. The experi-mental critical buckling pressure, pmax, was measured for eachshell using the following procedure. The shell was mounted ontoan acrylic plate with a hole at its center and connected to both asyringe pump (NE-1000, New Era Pump Systems, Inc., Farming-dale, NY) and a pressure sensor (MPXV7002, NXP Semiconduc-tors, The Netherlands). The air inside the shell was extracted at theimposed constant flow rate of 0.1 ml/min, while monitoring itsinternal pressure at an acquisition rate of 1 Hz using the pressuresensor. The internal pressure decreased gradually with time, until aminimum value was reached, at which the shell buckled. The maxi-mum pressure differential between the outside (atmospheric pres-sure) and the inside of the shell was defined as the critical bucklingpressure, pmax.
2.4 Experimental Procedure and Range of Parameters.We proceed by describing the experimental procedure used tomeasure pmax for a collection of shells containing precisely
Fig. 2 Fabrication of the thin shell specimens. (a) Photographs and (b) schematic diagramsof the fabrication protocol used to produce thin spherical shells with a dimplelike defect. (1) Athick VPS mold shell is filled with liquid VPS and (2) turned upside down. (3) A dimplelikedefect is introduced by indenting the pole of the mold shell with an Instron machine, immedi-ately after pouring of VPS. ((4) and (5)) Upon curing, a thin elastic shell containing a geometricdefect is peeled off from the mold.
Journal of Applied Mechanics NOVEMBER 2016, Vol. 83 / 111005-3
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

designed geometric imperfections, of different amplitude andwidth. First, 60 shells were fabricated following the protocoldetailed in Sec. 2.1, using the three elastic molds with tmold¼{585,975, 1170} lm (to change the width of the defect), and systemati-cally varied the mold indentation depth (to obtain defect ampli-tudes in the range 0� d (lm)� 542). Throughout, the radius andthickness of the shell were kept fixed at R¼ 24.85 mm andt¼ 230 lm, such that g ¼ R=t ¼ 108. For each shell, three identi-cal experimental runs were conducted; each experimental datapoint represents the average of these measurements and its errorbars represent the standard deviation, although these are typicallysmaller than the symbols size (e.g., as in Fig. 4).
3 Finite Element Simulations
The FEM simulations were performed using the commercialpackage ABAQUS/STANDARD. The model was simplified to be two-dimensional by assuming rotational symmetry. This reduced thecomputational cost by a factor of �20, compared to an equivalentmodel using a three-dimensional description of the structure usingshell elements. The shells were treated as incompressible neo-Hookean solids, and reduced hybrid axisymmetric elementsCAX4RH were employed. A convergence study was performed,which led to the selection of a regular mesh with 1000 elements inthe zenith direction and an equivalent mesh size in the radialdirection (between 6 and 30 elements, depending on the shellthickness). All analyses considered a nonlinear geometry.
Two different sets of FEM simulations were performed for thefollowing purposes: (i) to characterize the shape of the shells
obtained through the fabrication process and (ii) to calculate thebuckling load and postbuckling response of the shells under exter-nal pressure, for shells with a variety of defect geometries.
3.1 FEM of the Profile of the Imperfect Shells. The goal ofthis first set of FEM simulations was to model the fabrication pro-cedure and determine the shape of the engineered defect, for dif-ferent levels of indentation of the flexible molds. Each mold wasmodeled as a flexible shell (thicknesses tmold¼{585, 975, 1170}lm), and the indentation plate was modeled as a rigid surfaceusing RAX2 elements. A frictionless general contact was definedbetween all free surfaces. The indentation loading was modeledby imposing the vertical displacement of the plate, which resultedin the deformation of the mold. At the end of the simulation, theposition of the inner surface of the mold was extracted andassumed to be equal to the outer surface of the fabricated shell.The defect is defined as the radial displacement wI as a function ofthe zenith angle, b. The amplitude of the defect, d, is equal to thedeflection at the pole, wIð0Þ.
Our simulations show that the width of the defect, defined asthe zenith angle at which the deflection wI becomes negligible,increases with both the thickness of the mold and the amplitude,d. Figure 3(a) shows the profiles of shells with tmold¼ 585 lm and30� d (lm)� 300. The defect is highly localized near the pole(b¼ 0), and the small variation of the profile of the shell forincreased values of d can be seen in the zoomed inset of Fig. 3(a).
The shape of different defects can be more easily comparedwhen wIðbÞ is normalized by d. In Fig. 3(b), we compare thedefect profiles obtained from FEM and experiments (see Sec. 2.2),finding excellent agreement. The results used in this comparisoncorrespond to shells with the same amplitude, d¼ 207 lm, fabri-cated using two molds of thickness, tmold ¼ 585 and 1170 lm. Theclear difference between the profiles obtained with both moldsdemonstrates that the overall shape of the defect (e.g., its width)can be controlled by varying the thickness of the mold.
Given the good agreement between FEM and experiments, forthe remainder of this paper, the reported defect amplitudes and thecorresponding profiles will be computed from FEM from the cor-responding experimental parameters, given the laborious proce-dure that would be required to systematically extract the samequantities from the experiments.
Fig. 4 Knockdown factor, jd 5 pmax=pc , versus the normalizeddefect amplitude, �d 5 d=t . In experiments (closed symbols), theshell specimens were fabricated in the ranges of parameters,tmold 5 {585, 975, 1170} lm and 0 £ �d £ 2:36. The lines representFEM data in which the defect profiles obtained by simulationswith tmold 5 {585, 975, 1170} lm were introduced to vary theangular width of the defect.
Fig. 3 (a) Profiles of the indented mold calculated by FEM withtmold 5 585 lm and 30 £ d ðlmÞ£ 300 (in steps of 30 lm) are plot-ted in (x, y)-coordinates. Inset: Magnified profiles at the vicinityof the pole. (b) Angular profile of the defect versus zenith anglefor shells with d 5 207 lm: experiments with tmold5{585, 1170}lm (solid lines) and FEM with tmold 5 {585, 975, 1170} lm(dashed, dashed-dotted-dotted, and dashed-dotted lines,respectively).
111005-4 / Vol. 83, NOVEMBER 2016 Transactions of the ASME
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

3.2 FEM of the Imperfection Sensitivity. A second set ofsimulations was then performed to investigate the effect of thegeometry of the imperfections on the buckling load of depressur-ized shells. In this case, the loading was modeled as live pressure,applied on the outer surface of the shells. We found that using theBUCKLE analysis in ABAQUS significantly overestimates the buck-ling pressure, even with an existent defect. The reason is that thisis a linearized buckling analysis that does not take into accountthe deformation that takes place in the principal solution, prior tothe instability. In order to account for the nonlinear geometry, andgiven that the collapse of the shells is unstable [24], the simula-tions employed the Riks method [25] to simultaneously solve forloads and displacements, with the progress of the analysis meas-ured by the arc length of the load–displacement. The bucklingpressure was then defined as the maximum pressure attained inthe analysis.
The thickness of the shell was set to t¼ 230 lm, and the geo-metric imperfections were directly introduced in the mesh. Twoapproaches to define the shape of the defect were followed. First,for direct comparison with the experiments, the profile of theshells was directly taken from the complete modeling of the fullfabrication process (detailed in Sec. 3.1). In this set of simula-tions, the geometry of the defects changed for every value of thethickness of the mold and the applied indentation. The resultsfrom these simulations are shown and compared with the experi-mental results in Figs. 3 and 4. Second, in order to more thor-oughly decouple the effect of the amplitude and the width of thedefect, we chose the simpler defect profile of a Gaussian dimple
wI ¼ �de�ðb=b0Þ2 (2)
where b0 controls the width of the defect. This simple parameter-ization allowed us to perform a systematic study of the effect ofthe dimple geometry on the buckling pressure of the shells, pre-sented in Secs. 7 and 8.
Moreover, and to eventually help us establish parallels withexisting literature, we introduce the geometric parameter [6]
k ¼ f12ð1� �2Þg1=4 g1=2 a (3)
where a is the edge angle of a shallow spherical shell measuredfrom the axis of symmetry. Kaplan and Fung [6] showed that thenonlinear buckling behavior of a shallow spherical shell is set byk, and subsequent studies have tended to present the bucklingpressure as a function of this geometric quantity [6–9]. In theresults presented in Sec. 8, we will use a definition of k that repla-ces a by the angular width of the imperfection b0 from Eq. (2),thereby assuming that the nonlinear deformation occurs only inthe region of the shell containing the dimplelike defect. This issimilar to the approach followed in the classic numerical analysisof Koga and Hoff [26].
4 Comparison Between Experiments and FEM
We now follow the methodologies presented in Secs. 2.4 and3.2 to compare the experimental and FEM results. In Fig. 4, weplot the knockdown factor, jd ¼ pmax=pc (normalized criticalbuckling pressure), as a function of the dimensionless amplitude,�d ¼ d=t (normalized by the shell thickness), of a single dimplelikedefect. Three datasets are presented for shells fabricated frommolds with tmold¼{585, 975, 1170} lm, resulting in defects ofincreasingly larger angular width, as characterized in Secs. 2.2and 3.1.
Focusing first on the experiments, for a shell without an engi-neered defect (�d ¼ 0), we find a knockdown factor ofjd ¼ 0:6960:06, due to the uncontrollable imperfections that areintrinsic to the fabrication and experimental procedures. Theseinclude variations in the shell thickness from the pole to the equa-tor [22], small air bubbles trapped in the elastomer during
fabrication, and self-weight, all of which are not taken intoaccount in the classic prediction of Eq. (1). With the presence of adefect, beyond �d > 0, the knockdown factor varies widely in therange 0:15 < jd < 0:75, but in a way that can be robustly andreproducibly set by systematically varying the geometry of thedefect. The jdð�dÞ data first decrease sharply for 0 < �d � 1:5, but,eventually, reach a plateau when �d � 1:5 at jd � 0:2. For �d � 1:5,shells with wider defects (e.g., obtained by using molds withtmold¼ 1170 lm) have knockdown factors that are slightly higherthan narrower defects (e.g., tmold¼ 585 lm), but this trend isinverted for �d � 1:5, even if the differences between the threedatasets are relatively small.
The experimental results presented above corroborate the semi-nal numerical predictions by both Hutchinson [27] for defectshaped with the critical buckling mode at onset, and by Koga andHoff [26] for axisymmetric dimplelike defects. Note, however,that the defect shape considered by Hutchinson was different fromours, and Koga and Hoff overestimated the effect of the dimpleddefects [23]. Moreover, the maximum defect amplitude consid-ered by both of these previous studies was �d ¼ 0:75 [27] and 0.5[26], such that they did not observe the development of the pla-teau, whereas we were able to fabricate shells up to �d ¼ 2:36.
In Fig. 4, we superpose numerical FEM results onto the experi-ments, for identical parameter values, and find remarkable quanti-tative agreement. Specifically, the FEM data show the presence ofa clear plateau at high values of �d, as well as the crossing and sub-sequent inversion in the relative buckling strength for shells withdifferent angular widths, when �d � 1:5. For the parametersexplored, the level of this plateau lies in the range0:17 < pplateau=pc < 0:20, such that the buckling pressure has alower bound at these values. In Sec. 8, we will further explore theFEM simulations to systematically quantify the level and onset (in�d) of the plateau, as functions of the defect geometry.
To the best of our knowledge, this is the first time that experi-mental results are reported showing a direct relationship betweenthe critical buckling pressure of spherical shells and the systemati-cally varied geometric properties of an imperfection. Moreover,for a given defect geometry, we are able to accurately predict theassociated knockdown factors through FEM. Our results are instark contrast to the broad spread in the experimental dataextracted from the literature shown in Fig. 1, as well as the inabil-ity for the classic theories, e.g., Eq. (1), to predict them.
We proceed by supporting this comparison between FEM andexperiments with an analytical description based on a first-ordershell theory. Specializing this theory for shells containing a singledimplelike defect yields a set of nonlinear ODEs that will then besolved numerically and compared directly with FEM (as inSec. 7).
5 Formulation of the Shell Theory
We now formulate shell buckling equations using a smallstrains and moderate rotations theory [23]. By focusing on themaximum pressure that the shell can support, we shall demon-strate that middle surface strains remain “very small” and rota-tions remain “moderately small.” In nonlinear shell theory, thistranslates into middle surface strains � satisfying j�j � 1 and rota-tions u satisfying u2 � 1. Rotations about the middle surface tan-gents are the most important, while rotation about the normal tothe shell middle surface turns out to be small in the spherical shellbuckling problem. Nevertheless, the equations employed accom-modate moderate rotations about the normal. Our analysis indi-cated that there is essentially no difference between dead and livepressure for the behavior of interest in the current study. Accurateequations for first-order shell theory with small strains and moder-ate rotations were given by Sanders [28], Koiter [29,30], andBudiansky [31]. These are specialized below for initially perfectspherical shells followed by the introduction of initial imperfec-tions (as in Sec. 6) that resemble those of our experimentally fab-ricated shells (presented in Sec. 2.1).
Journal of Applied Mechanics NOVEMBER 2016, Vol. 83 / 111005-5
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

Euler coordinates ðx; h; rÞ are employed with r as the distancefrom the origin, x as the circumferential angle, and h ¼ p=2� bas the meridional angle ranging from 0 at the equator to p=2 at thepole. The radius of the undeformed middle surface of the shell isR. A material point at ðx; h;RÞ on the middle surface of the unde-formed shell is located on the deformed shell at
�r ¼ uxix þ uhih þ ðRþ wÞir (4)
where ðix; ih; irÞ are unit vectors normal and tangent to the unde-formed middle surface associated with the respective coordinates.For general deflections, the displacements ðux; uh;wÞ are func-tions of x and h. For axisymmetric deflections, ux ¼ 0, while theother two displacements are functions only of h.
The nonlinear strain–displacement relations make use of thelinearized middle surface strains ðexx; ehh; exhÞ and the linearizedrotations ðux;uh;urÞ with the rotation components about ix; ih,and ir , respectively, which read
exx ¼1
R
1
cos h@ux
@x� tan huh þ w
� �
ehh ¼1
R
@uh
@hþ w
� �
exh ¼1
2R
@ux
@hþ 1
cos h@uh
@xþ tan hux
� �(5)
and
ux ¼1
R� 1
cos h@w
@xþ ux
� �
uh ¼1
R� @w
@hþ uh
� �
ur ¼1
2R
1
cos h@uh
@xþ tan hux �
@ux
@h
� �(6)
In the small strain/moderate rotation theory, the middle surfacestrains are nonlinear
Exx ¼ exx þ1
2u2
x þ1
2u2
r
Ehh ¼ ehh þ1
2u2
h þ1
2u2
r
Exh ¼ exh þ1
2uxuh
(7)
while the bending strains are linear
Kxx ¼1
R
@ux
@x� tan huh
� �
Khh ¼1
R
@uh
@h
Kxh ¼1
2R
@ux
@hþ 1
cos h@uh
@xþ tan hux
� �(8)
In this paper, imperfections in the form of a small, initial stress-free radial deflection of the middle surface wI from the perfectspherical shape are considered with ðux; uhÞI ¼ 0, but imperfec-tions in the form of thickness variations or residual stresses willnot be investigated. In addition, our attention is limited to axisym-metric imperfections such that wI is a function of h, but not of x.Assuming that wI itself produces small middle surface strains andmoderate rotations (a condition easily met in all our examples),EI
ab denotes the strains in Eq. (7) arising from wI. The total strainsdue to ðux; uh;wI þ wÞ, where w is additional to wI, are denotedby EIþU
ab , and the strains that give rise to stress arising from dis-placements additional to wI are Eab ¼ EIþU
ab � EIab
Exx ¼ exx þ1
2u2
x þ1
2u2
r
Ehh ¼ ehh þ1
2u2
h þ1
2u2
r �1
R
dwI
dhuh
Exh ¼ exh þ1
2uxuh �
1
2R
dwI
dhux
(9)
Given that the bending strains are linear in the displacementsand their gradients, the same process reveals that Eq. (8) stillholds for the relationship between the bending strains and theadditional displacements, with no influence of wI. From here on,the additional displacements ðux; uh;wÞ will simply be referred toas “the displacements.” An imperfection contribution also arisesfor live pressure loading which will be introduced shortly.
The stress–strain relations for a shell of isotropic material inthis first-order theory are
Nab ¼1
1� �2ð ÞEt1� �ð ÞEab þ �Eccdab
� �Mab ¼ D 1� �ð ÞKab þ �Kccdab
� � (10)
with bending stiffness D ¼ Et3=½12ð1� �Þ2�. The resultant mem-brane stresses are ðNxx;Nhh;NxhÞ, and the bending moments areðMxx;Mhh;MxhÞ. With S denoting the spherical reference surfacespecified by r¼R and the Euler angles ðx; hÞ, the strain energy inthe shell is
SE ux; uh;wð Þ ¼1
2
ðS
MabKab þ NabEabf gdS (11)
For a perfect shell, the potential energy (PE) of the uniforminward pressure p on the shell is the negative of the work done bythe pressure. For dead pressure (per unit original area of the mid-dle surface and acting radially), we have
PE ¼ p
ðS
wdS (12)
For live pressure (per area of the deformed middle surface andacting normal to the deformed middle surface), the potentialenergy is the negative of the pressure times the change of volumeDV within the middle surface. The exact expression for DV is acubic function of the displacements and their gradients whenexpressed as an integral over the reference spherical hemispheri-cal surface [23]. It is worth recording that Koiter [30] has givenan expression for DV which appears to include errors or misprints.For axisymmetric displacements and live pressure
PE ¼ pDV ¼ p
ðS
wþ 1
3uhuh þ w exx þ ehhð Þþ Rþ wð Þexxehh��
þ exxuhuhg
dS (13)
This result is applicable to either a full spherical shell or any shellsegment, such as the hemisphere considered here, which is con-strained, and uh vanishes on the boundary.
We proceed by introducing the effect of an axisymmetric initialimperfection wI using the process described above for the strains,where w becomes additional to wI. Because it is linear in w, PEfor dead pressure remains as Eq. (12). For live pressure, the pro-cess using Eq. (13) gives a lengthy expression which is abbrevi-ated here as
PE ¼ pðDVIþU � DVIÞ (14)
The energy of the loaded shell system is therefore
W ¼ SEðux; uh;wÞ þ pFðux; uh;wÞ (15)
111005-6 / Vol. 83, NOVEMBER 2016 Transactions of the ASME
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

where PE¼ pF, with F given by Eq. (12) for dead pressure or Eq.(14) for live pressure.
As an aside, it is worth noting that Donnell–Mushtari–Vlasov(DMV) shell theory also generates accurate solutions for the prob-lems considered in this paper. The equations for that theory for aspherical shell are immediately obtained as follows: one omits u2
rin the strains in Eq. (9), and the in-plane displacements, ux anduh, are also neglected in the rotations in Eq. (6). In addition, theexpression for dead pressure given by Eq. (12) is usually assumedfor DMV.
6 Axisymmetric Deformations of Clamped
Hemispheres Containing Axisymmetric Imperfections:
A Set of Nonlinear ODEs
The equations presented in Sec. 5 are now specialized to axi-symmetric deformations such that uh, w, and wI are functions of hand ux ¼ 0. Hemispherical shells ð0 � h � p=2Þ clamped at theequator and subject to uniform inward pressure p are considered.Dimensionless displacements are defined as U ¼ uh=R; W ¼ w=Rand WI ¼ wI=R. Let dðÞ=dh ¼ ðÞ0. Then, with
u uh ¼ �W0 þ U
e ehh ¼ W þ U0(16)
the nonzero strains are
Exx ¼ W � U tan h
Ehh ¼ eþ 1
2u2 �W0Iu
Kxx ¼ �1
Rtan hu
Khh ¼1
Ru0
(17)
Equilibrium equations are generated either by requiring dW ¼ 0in Eq. (15) for all admissible variations ðdU; dWÞ or, equivalently,by enforcing the principle of virtual work. The two equilibriumequations for the case of dead loading are
�m 00h þ tan h �mxð Þ0
� 1
1� �2ð Þ nh þ nx þ nh u�W0I �� �0h i
þ p ¼ 0 (18)
and
�m0h þ tan h �mx
þ 1
1� �2ð Þ n0h þ tan hnx � nh u�W0I �� �
¼ 0 (19)
where ðnx; nhÞ ¼ ½a=ðEtÞ�cos hðNxx;NhhÞ; ð �mx; �mhÞ ¼ ðR=DÞcos hðMxx;MhhÞ; p ¼ ðR3= DÞcos hp, and a ¼ 12ðR=tÞ2. Thereare additional terms in these equations for live pressure multiply-ing p which have not been shown. The clamping boundary condi-tions at the equator require Uð0Þ ¼ Wð0Þ ¼ W0ð0Þ ¼ 0.
The equilibrium equations can be expressed through the consti-tutive equations and the strain–displacement relations in terms ofU and W or, equivalently, in terms of u and W, with U ¼ W0 þ u.The most highly differentiated terms are u000 and W000, therebyyielding a sixth-order, nonlinear ODE system. In all the problemsconsidered in this paper, the axisymmetric behavior is such thatthe inward deflection at the pole, �Wðp=2Þ, increases monotoni-cally, while the dimensionless pressure, ~p ¼ R3p=D, increases inthe early stages and then usually attains a limit point after which itdecreases. For this reason, it is effective to treat ~p as an unknown,to introduce an extra ODE, d~p=dh ¼ 0, and to prescribe �Wðp=2Þ
as the “load parameter.” This augmented system can be reducedto seven first-order ODEs in the standard form
dy
dh¼ f h; yð Þ (20)
where y ¼ ðu00;u0;u;W00;W0;W; ~pÞ. Next, we provide the expres-sions for fðh; yÞ in Eq. (20), for the case of dead pressure (expres-sions for live pressure involve additional terms multiplying p)
f1¼u000 ¼ 1
cosh2þ�ð Þsinhu00 þ 1þ2�ð Þcoshu0��sinhu
�
�tanh �m 0x��mx
cos2hþnh 1þu0 �W00Ið Þþ nxþ n0h u�W0I
�þ p
f2¼u00; f3¼u0
f4¼W000 ¼�u00 �W0 �u0 u�W0I �
þuW00I
þtanh Ehhþ�Exxð Þþ 1
acoshnh u�W0I �
�tanh nxþ �mxð Þ� �m 0h� �
f5¼W00; f6¼W0; f7¼0 ð21Þ
with �mx ¼ �sin huþ � cos hu0; �m 0x ¼ � cos hu00 � ð1þ �Þsin hu0 � cos hu; �m 0h ¼ cos hðu00 ��uÞ � ð1þ �Þsin hu0; nx ¼a cos h ðExx þ �EhhÞ, and nh ¼ a cos hðEhh þ �ExxÞ, where Exxand Ehh are given by Eqs. (16) and (17) using U ¼ uþW0. Thederivative, n0h, is directly computed in terms of u, W, and theirderivatives.
At the equator ðh ¼ 0Þ, the clamped condition requiresu ¼ 0; W0 ¼ 0, and W¼ 0. The functions u and W are analytic atthe pole, with u being odd and W even about the pole such thatu ¼ u00 ¼ W0 ¼ W000 ¼ 0 at h ¼ p=2. At the pole,f2 ¼ 0; f3 ¼ u0; f4 ¼ 0; f5 ¼ W00; f6 ¼ 0, and f7 ¼ 0. A somewhatlengthy expansion about the pole provides the following expres-sion for u000 at h ¼ p=2:
f1 ¼3
82 � 1
3þ �
� �u0þ2a 1þ �ð Þ u0 þW00 þWð Þ 1þ u0 �W00I
��
þ ~pi
ð22Þ
Solving Eq. (20) using a modern nonlinear ODE solver pro-vides highly accurate results. In particular, the buckling pressure,i.e., the maximum pressure attained at the limit point, can be cal-culated accurately and efficiently. We have used the ODE solverroutine DBVPFD in IMSL [32], which incorporates Newton itera-tion to satisfy the nonlinear equations and an automatic meshrefinement to meet accuracy tolerances. As already noted, theinward pole deflection serves as the loading parameter, and it isincreased in incremental steps using a converged solution at onestep as the starting guess for the next step. The solution process isfast and robust. As will be illustrated, the solutions can be readilyobtained at deflections well past the limit point, beyond the onsetof buckling. For the problems that we shall consider, our simula-tions have shown that there is virtually no difference between pre-dictions for dead and live pressure. The results reportedthroughout have been computed assuming live pressure.
Thus far, we have exclusively considered axisymmetric imper-fections, and both the FEM and ODE analyses assume axisymme-try. It is conceivable that nonaxisymmetric bifurcations couldoccur for this system. Nevertheless, a recent analysis [23] employ-ing the moderate rotation theory presented in Sec. 5 found no evi-dence for such bifurcations, neither for perfect shells (even forlarge pole deflections up to w=t ¼ 10) nor for shells containing adimple imperfection (before the maximum pressure of the axisym-metric state). On the other hand, the previous experimental andFEM studies with thin elastic shells under a variety of loadingconditions [33–36] have found that an originally axisymmetricbuckled shell may develop nonaxisymmetric localized angular
Journal of Applied Mechanics NOVEMBER 2016, Vol. 83 / 111005-7
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

structures, referred to as s-cones, in the advanced postbucklingregime. This mechanical behavior is, however, beyond the scopeof our work, and the remainder of this paper focuses entirely onan axisymmetric analysis and response. We therefore leave amore detailed investigation of the possibility of nonaxisymmetricimperfections and/or response for a future study.
7 Comparison Between ODE and FEM Results
We proceed by comparing the results for the mechanicalresponse of the shells obtained from both the ODE solution andFEM, which also serves as a joint verification of the two frame-works. Figure 5 shows the effect that imperfections with differentamplitudes have on the prebuckling and the postbuckling behav-ior, with a focus on the evolution of the internal pressure duringdeformation. For the remainder of this paper, no results are pro-vided for very small values of defect amplitude: �d < 0:15 forFEM and �d < 0:2 for ODE. The reason is that such deflections aretoo small to be accurately and reliably taken into account by therespective numerical algorithms.
In Fig. 5(a), we plot the normalized pressure, �p ¼ p=pc, versusthe normalized volume change, �V ¼ DV=V0, where V0 is the totalvolume change of the perfect shell immediately prior to the onset
of buckling, for both the ODE solution (solid lines) and FEM(dashed lines). For a nearly perfect shell with a small imperfection�d ¼ 0:03 (black lines), the pressure first increases linearly withincreasing �V and reaches a maximum value, �pmax ¼ pmax=pc, justbefore buckling occurs. Past this point, �p decreases with decreas-ing �V , closely following the upward branch, and then turns aroundto eventually decrease with increasing �V . If �V is imposed andincreased monotonically, then the shell becomes unstable andundergoes snap-buckling almost immediately after the maximumnormalized pressure �pmax is attained. If the shell were perfect,there would be a pressure drop when �V ¼ 1 to the lower branch at�p � 0:2, after which �p would continue to decrease for increasing�V . For shells containing defects with higher values of �d, the vol-ume change required for buckling decreases and the peak pressureis progressively lower. Thus, even though increasing �d weakensthe shell, buckling is less catastrophic. When the imperfectionamplitude is sufficiently large (e.g., �d 1), the pressure decreasessmoothly after the maximum value is attained, without a pressurejump. It is important to highlight that in all of these results, theFEM and ODE data (dashed and solid lines, respectively) arenearly indistinguishable, which serves as a joint verification ofboth numerical approaches.
In Fig. 5(b), the same data presented in Fig. 5(a) are now replot-ted as a function of the normalized displacement of the shell pole,�w ¼ w=t, to obtain the load–displacement behavior. For all curves(different values of the defect amplitude, �d), �p initially increasessharply with �w in the early stages of deformation (linearresponse), until a maximum pressure is reached at �w � 1, afterwhich the pressure decreases. With increasing �d, the value of �pmax
decreases, and the postbuckling decrease of �p with �w becomesless abrupt. Note that all the �pð�wÞ curves for the different valuesof �d explored approach one another in the later stages of deforma-tion ( �w > 5). Again, an excellent agreement is found between theODE solutions (solid lines) and FEM (dashed lines) results, withat most 0.9% relative difference in �pmax between the two.
8 Parametric Exploration of the Knockdown Factor
Having characterized the load-bearing capacity of the imperfectshells with defect of different amplitudes, �d, we now return tocharacterize the knockdown factor. First, we use a single geomet-ric parameter to characterize the imperfect shells, and then focuson the plateau observed for �d � 1:5 (first reported in Sec. 4). Inparticular, we focus on the dependence of the level and onset ofthis plateau on both the angular width of the defect, b0 (Eq. (2)),and the radius-to-thickness ratio of the shell, g ¼ R=t. Given theexcellent agreement found in Sec. 4 between the experiments andFEM (validation), as well as between the FEM and ODE solutionsin Sec. 7 (verification), we center this discussion exclusively onthe FEM and ODE results.
8.1 Characterization of the Imperfect Shell by a SingleGeometric Parameter. Following the works of Kaplan and Fung[6] and Koga and Hoff [26], we report our results with respect tothe geometric parameter k introduced in Eq. (3), but with a ¼ b0,which considers the combined effect of g and b0 for a dimension-less characterization of the defect geometry. We performedFEM simulations and ODE calculations for two sets of shellswith g¼{100, 200} containing defects in the range 1 � k� 5 ð2:34 deg � b0 � 16:54 degÞ. In Fig. 6, their correspondingknockdown factors are plotted versus the imperfectionamplitude, �d.
In Fig. 6(a), we plot jd ¼ �pmax versus �d for 1:5 � k � 5 (insteps of 0.5). For each value of k, the ODE solutions (solid lines)and the FEM (dashed and dotted lines) all collapse onto groupedcurves. This indicates that for fixed k, the buckling behavior is notaffected by different values of g. Moreover, these results demon-strate that the single geometric parameter k characterizing thedefects governs the imperfection sensitivity of our imperfectshells. All curves exhibit an initial decrease of jd with �d, followed
Fig. 5 Comparison between ODE (solid lines) and FEM(dashed lines) of the load-carrying behavior of imperfect shells.(a) Normalized pressure, �p , as a function of the normalizedvolume change, �V . (b) Normalized pressure, �p , versus the nor-malized displacement at the pole, �w . Shells with radius-to-thickness ratio g 5 100 containing a Gaussian dimple (Eq. (2))with b0 5 8.83 deg and �d 5 f0:03; 0:1; 0:3; 1g were used.
111005-8 / Vol. 83, NOVEMBER 2016 Transactions of the ASME
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

by a plateau. As the geometric parameter of the defect isincreased, the plateau appears at higher values of �d, and with alevel that decreases monotonically with k. For example, the smalldefect with k ¼ 1:5 has an initially sharp decrease of jdð�dÞ andthe plateau is attained at �d � 1, whereas the largest defect
considered (k¼ 5) exhibits a slower initial decay and the plateauis only reached after �d � 3.
In Fig. 6(b), we focus exclusively on FEM and present the samedata as in Fig. 6(a), but with a higher density of data in the range1 � k � 5, in steps of 0.25. At each value of �d, there is a criticalkc that corresponds to the lowest buckling pressure, which is plot-ted in Fig. 6(c). The stepwise nature of these data stems from thediscrete increase of k in steps of 0.25, and a more continuouscurve would have been obtained for a finer variation of thisparameter. Koga and Hoff [26] also studied the critical conditionsthat minimize jd, for dimplelike defects with amplitudes in therange 0:1 � �d � 0:5, and reported a value of kc ¼ 4. By contrast,we observe that kc increases monotonically with �d, within therange of parameters studied, from kc ¼ 1:875 at �d ¼ 0:15 up tokc ¼ 5 at �d ¼ 3. This discrepancy is likely due to the rudimentary(but pioneering) computational tools available at the time of theirstudy, as pointed out by Hutchinson [23].
It is also interesting to note that there is a lower bounding enve-lope (thick solid curve in Fig. 6(b)) that encloses all of the jdð�dÞcurves. Empirically, we have found that this minimum envelope iswell described by
jd ¼ 0:068þ 0:25
0:28þ �d(23)
The empirical description of Eq. (23), together with the data inFig. 6(c), provides a design guideline for the shape that a defectshould have in order for a shell to buckle at the lowest possiblepressure. Whereas traditional applications in structural mechanics
Fig. 6 Knockdown factor, jd , versus the normalized defectamplitude, �d, for a variety of k. (a) Solid lines represent theresults of the ODE solutions, and dashed and dotted lines cor-respond to FEM simulations for different g 5 {100, 200}, respec-tively, with 1.5 £ k £ 5, in steps of 0.5. (b) FEM results for1 £ k £ 5, in steps of 0.25. The lower bounding envelope (thicksolid line) is determined by fitting (Eq. (23)). (c) Critical geomet-ric parameter of the defect, kc , at which jd exhibits its minimumpossible value for a given value of �d.
Fig. 7 (a) Pressure level of the plateau versus the geometricparameter, k, of the defect. (b) Normalized defect amplitude atonset of the plateau versus k. The various values of the thresh-old, n, used to define the plateau are provided in the legend.
Journal of Applied Mechanics NOVEMBER 2016, Vol. 83 / 111005-9
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

would typically seek to maximize jd , these findings could be use-ful for the more recent movement of utilizing buckling as a mech-anism for functionality [37,38].
8.2 Buckling Plateau for Large Amplitude Defects.Finally, we quantitatively characterize the pressure level and onsetamplitude of the plateau in the jdð�dÞ data of Fig. 6(b). The dimen-sionless pressure level of the plateau, hjdiplateau, is the average ofjd over the extent of the plateau, and its onset, �dplateau, is deter-mined from
djd
d�d
� n (24)
where n is a threshold whose sensitivity is evaluated by choosingdifferent values, n ¼ f0:005; 0:01; 0:025; 0:05g. In Fig. 7(a), weplot hjdiplateau versus k and find a monotonic decrease, fromhjdiplateau ¼ 0:45 at k¼ 1 down to hjdiplateau ¼ 0:15 when k¼ 5.The level of the plateau is insensitive to the chosen values of n(with a variation of at most 0.35% across the four cases).
Figure 7(b) plots the onset of the plateau, �dplateau, as a functionof k. For small defects in the range k < 2; �dplateau is approximatelyconstant, but with a value that depends on the choice of n. As k isincreased, �dplateau also increases but the curves with different val-ues for the thresholds converge. Overall, we conclude that the pla-teau starts when the amplitude of the imperfection is at leastlarger than the shell thickness (�dplateau � 1).
9 Conclusions
We have reported results from experiments on the critical buck-ling load of spherical elastic shells under pressure loading, withan emphasis on how their knockdown factors are affected by anengineered dimplelike imperfection. A fabrication method wasdeveloped to produce elastomeric spherical shells containing asingle defect with geometric properties that could be accuratelycontrolled and systematically varied. Precision experiments wereperformed to measure the critical pressure for the onset of buck-ling for these shells. The experimental results showed a directrelationship between the critical buckling pressure and the geome-try of the imperfection (amplitude and angular width). In addition,FEM simulations and ODE numerical analyses were conducted,showing excellent quantitative agreement with each other andwith experiments. To the best of our knowledge, this is the firsttime that experimental results on the knockdown factors of imper-fect spherical shells have been accurately predicted.
Our study is well aligned with efforts currently underway byNASA and others interested in large shell structures to replace theold empirical knockdown factors employed in design codes by anapproach that (i) first, measures the topographic distributions ofimperfections, (ii) then, predicts buckling loads from the meas-ured data, and (iii) finally, determines the corresponding knock-down factors [39,40]. In contrast to a statistical approach thatstarts from measuring uncontrollable imperfections, here we haveprecisely and systematically controlled a single imperfection andwere able to predict the associated knockdown factors. We alsofound a buckling plateau for large amplitudes of the imperfectionand presented the results of FEM simulations and ODE solutionsto characterize it. Both the level of the plateau and its onset arefunctions of a single geometric parameter set by the angular widthof a defect and the radius-to-thickness ratio of the shell. Existingexperimental data collected from the literature on the buckling ofspherical shells (Fig. 1) provide an indication that the plateau maybe connected to the apparent lower limit of the ensemble of his-toric buckling data. This suggests that replacing the current empir-ical lower limit curves [2] by a deterministic framework may be agoal worth pursuing.
We hope that our results will instigate a resurgence of intereston the mechanics of thin spherical shells and motivate future
explorations on the effect of other types of imperfections on theirbuckling behavior. Shell buckling, in addition to its canonical sta-tus in structural mechanics, continues to be an industrially rele-vant problem. Furthermore, it is also of interest for the lifesciences, such as in the contexts of viruses [41], capsules [42],and pollen grains [43]. This is therefore an area of mechanicsresearch that is as relevant as ever and deserves further attention.
Acknowledgment
This work was supported by the National Science Foundation(CAREER CMMI-1351449).
References[1] Babcock, C. D., 1983, “Shell Stability,” ASME J. Appl. Mech., 50(4b),
pp. 935–940.[2] Samuelson, L. A., and Eggwertz, S., 1992, Shell Stability Handbook, Elsevier
Applied Science, London.[3] Elishakoff, I., 2014, Resolution of the Twentieth Century Conundrum in Elastic
Stability, World Scientific Publishing, Singapore.[4] Zoelly, R., 1915, “Ueber ein knickungsproblem an der kugelschale,” Ph.D. the-
sis, ETH Z€urich, Z€urich, Switzerland.[5] Tsien, H.-S., 1942, “A Theory for the Buckling of Thin Shells,” J. Aeronaut.
Sci., 9(10), pp. 373–384.[6] Kaplan, A., and Fung, Y. C., 1954, “A Nonlinear Theory of Bending and Buck-
ling of Thin Elastic Shallow Spherical Shells,” National Advisory Committeefor Aeronautics, Washington, DC, Technical Note 3212.
[7] Homewood, R. H., Brine, A. C., and Johnson, A. E., Jr., 1961, “ExperimentalInvestigation of the Buckling Instability of Monocoque Shells,” Exp. Mech.,1(3), pp. 88–96.
[8] Seaman, L., 1962, “The Nature of Buckling in Thin Spherical Shells,” Ph.D.thesis, Massachusetts Institute of Technology, Cambridge, MA.
[9] Krenzke, M. A., and Kiernan, T. J., 1963, “Elastic Stability of Near-PerfectShallow Spherical Shells,” AIAA J., 1(12), pp. 2855–2857.
[10] Carlson, R. L., Sendelbeck, R. L., and Hoff, N. J., 1967, “Experimental Studiesof the Buckling of Complete Spherical Shells,” Exp. Mech., 7(7), pp. 281–288.
[11] Thompson, J. M. T., 1960, “Making of Thin Metal Shells for Model Stress Ana-lysis,” J. Mech. Eng. Sci., 2(2), pp. 105–108.
[12] von K�arm�an, T., and Tsien, H.-S., 1939, “The Buckling of Spherical Shells byExternal Pressure,” J. Aeronaut. Sci., 7(2), pp. 43–50.
[13] von K�arm�an, T., Dunn, L. G., and Tsien, H.-S., 1940, “The Influence of Curva-ture on the Buckling Characteristics of Structures,” J. Aeronaut. Sci., 7(7),pp. 276–289.
[14] von K�arm�an, T., and Tsien, H.-S., 1941, “The Buckling of Thin CylindricalShells Under Axial Compression,” J. Aeronaut. Sci., 8(8), pp. 303–312.
[15] Koiter, W. T., 1945, “Over de stabiliteit van het elastisch evenwicht,” Ph.D.thesis, Delft University of Technology, Delft, The Netherlands.
[16] Hutchinson, J. W., and Koiter, W. T., 1970, “Postbuckling Theory,” ASMEAppl. Mech. Rev., 23(12), pp. 1353–1366.
[17] Bijlaard, P. P., and Gallagher, R. H., 1960, “Elastic Instability of a CylindricalShell Under Arbitrary Circumferential Variation of Axial Stress,” J. Aerosp.Sci., 27(11), pp. 854–859.
[18] Kobayashi, S., 1968, “The Influence of the Boundary Conditions on the Buck-ling Load of Cylindrical Shells Under Axial Compression,” J. Jpn. Soc. Aero-naut. Eng., 16(170), pp. 74–82.
[19] Almroth, B. O., 1966, “Influence of Edge Conditions on the Stability of AxiallyCompressed Cylindrical Shells,” AIAA J., 4(1), pp. 134–140.
[20] Budiansky, B., and Hutchinson, J. W., 1972, “Buckling of Circular CylindricalShells Under Axial Compression,” Contributions to the Theory of AircraftStructures, Delft University Press, The Netherlands, pp. 239–259.
[21] Chen, W. L., 1959, “Effect of Geometrical Imperfection on the Elastic Bucklingof Thin Shallow Spherical Shells,” Ph.D. thesis, Massachusetts Institute ofTechnology, Cambridge, MA.
[22] Lee, A., Brun, P.-T., Marthelot, J., Balestra, G., Gallaire, F., and Reis, P. M.,2016, “Fabrication of Slender Elastic Shells by the Coating of CurvedSurfaces,” Nat. Commun., 7, p. 11155.
[23] Hutchinson, J. W., “Buckling of Spherical Shells Revisited,” (in press).[24] Thompson, J. M. T., 1962, “The Elastic Instability of a Complete Spherical
Shell,” Aeronaut. Q., 13(2), pp. 189–201.[25] Riks, E., 1979, “An Incremental Approach to the Solution of Snapping and
Buckling Problems,” Int. J. Solids Struct., 15(7), pp. 529–551.[26] Koga, T., and Hoff, N. J., 1969, “The Axisymmetric Buckling of Initially
Imperfect Complete Spherical Shells,” Int. J. Solids Struct., 5(7), pp. 679–697.[27] Hutchinson, J. W., 1967, “Imperfection Sensitivity of Externally Pressurized
Spherical Shells,” ASME J. Appl. Mech., 34(1), pp. 49–55.[28] Sanders, J. L., Jr., 1963, “Nonlinear Theories for Thin Shells,” Q. Appl. Math.,
21(1), pp. 21–36.[29] Koiter, W. T., 1966, “On the Nonlinear Theory of Thin Elastic Shells,” Proc. K.
Ned. Akad. Wet., Ser. B, 69(1), pp. 1–54.[30] Koiter, W. T., 1967, “General Equations of Elastic Stability for Thin Shells,”
Symposium on the Theory of Shells to Honor Lloyd Hamilton Donnett,pp. 187–230.
111005-10 / Vol. 83, NOVEMBER 2016 Transactions of the ASME
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use

[31] Budiansky, B., 1968, “Notes on Nonlinear Shell Theory,” ASME J. Appl.Mech., 35(2), pp. 393–401.
[32] IMSL, 1994, “MATH/LIBRARY: Fortran Subroutines for Mathematical Appli-cations—Visual Numerics,” Vol. 2, IMSL, Houston, TX.
[33] Berke, L., and Carlson, R. L., 1968, “Experimental Studies of the PostbucklingBehavior of Complete Spherical Shells,” Exp. Mech., 8(12), pp. 548–553.
[34] Vaziri, A., and Mahadevan, L., 2008, “Localized and Extended Deformationsof Elastic Shells,” Proc. Natl. Acad. Sci. USA, 105(23), pp. 7913–7918.
[35] Nasto, A., Ajdari, A., Lazarus, A., Vaziri, A., and Reis, P. M., 2013,“Localization of Deformation in Thin Shells Under Indentation,” Soft Matter,9(29), pp. 6796–6803.
[36] Nasto, A., and Reis, P. M., 2014, “Localized Structures in Indented Shells: ANumerical Investigation,” ASME J. Appl. Mech., 81(12), p. 121008.
[37] Reis, P. M., 2015, “A Perspective on the Revival of Structural (In)StabilityWith Novel Opportunities for Function: From Buckliphobia to Buckliphilia,”ASME J. Appl. Mech., 82(11), p. 111001.
[38] Reis, P., Jaeger, H., and van Hecke, M., 2015, “Designer Matter: APerspective,” Extreme Mech. Lett., 5(5), pp. 25–29.
[39] Hilburger, M. W., Nemeth, M. P., and Starnes, J. H., 2006, “Shell BucklingDesign Criteria Based on Manufacturing Imperfection Signatures,” AIAA J.,44(3), pp. 654–663.
[40] Hilburger, M. W., 2012, “Developing the Next Generation Shell BucklingDesign Factors and Technologies,” AIAA Paper No. 2012-1686.
[41] Lidmar, J., Mirny, L., and Nelson, D. R., 2003, “Virus Shapes and BucklingTransitions in Spherical Shells,” Phys. Rev. E, 68(5), p. 051910.
[42] Dinsmore, A. D., Hsu, M. F., Nikolaides, M. G., Marquez, M., Bausch, A.R., and Weitz, D. A., 2002, “Colloidosomes: Selectively PermeableCapsules Composed of Colloidal Particles,” Science, 298(5595),pp. 1006–1009.
[43] Katifori, E., Alben, S., Cerda, E., Nelson, D. R., and Dumais, J., 2010,“Foldable Structures and the Natural Design of Pollen Grains,” Proc. Natl.Acad. Sci. USA, 107(17), pp. 7635–7639.
Journal of Applied Mechanics NOVEMBER 2016, Vol. 83 / 111005-11
Downloaded From: http://appliedmechanics.asmedigitalcollection.asme.org/ on 09/02/2016 Terms of Use: http://www.asme.org/about-asme/terms-of-use