
ANDRITZ METALS FURNACE TECHNOLOGIES FOR ... - …seaisi.org/file/S8A-2 SEAISI_ANDRITZ Metals_Furnace...
41
ANDRITZ METALS 25-28 JUNE 2018 SEAISI Conference & Exhibition FURNACE TECHNOLOGIES FOR LATEST GENERATION OF AHSS
Transcript of ANDRITZ METALS FURNACE TECHNOLOGIES FOR ... - …seaisi.org/file/S8A-2 SEAISI_ANDRITZ Metals_Furnace...

ANDRITZ METALS
25-28 JUNE 2018
SEAISI Conference & Exhibition
FURNACE TECHNOLOGIES FOR
LATEST GENERATION OF AHSS
01 MARKET EVOLUTION
02 AUTOMOTIVE STEEL REQUIREMENTS
03 CHALLENGES FOR FURNACE DESIGN
CHAPTER OVERVIEW
SEAISI - JUNE 20182
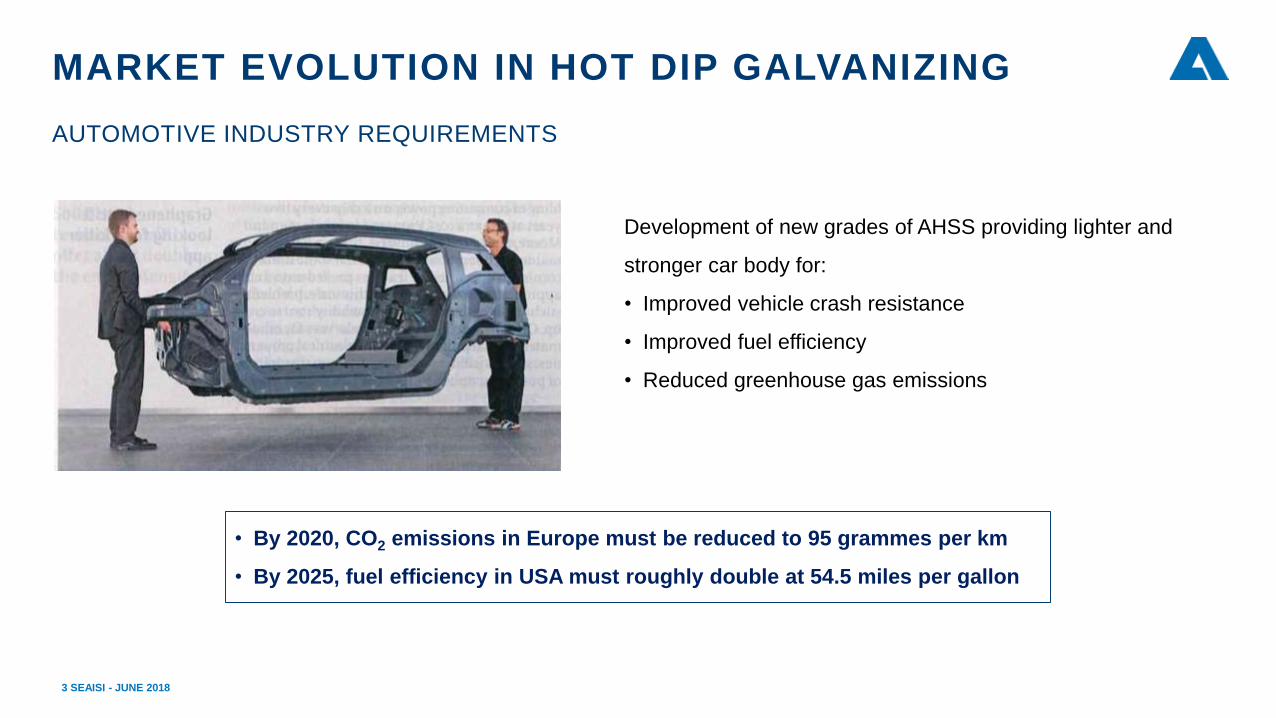
AUTOMOTIVE INDUSTRY REQUIREMENTS
MARKET EVOLUTION IN HOT DIP GALVANIZING
SEAISI - JUNE 20183
Development of new grades of AHSS providing lighter and
stronger car body for:
• Improved vehicle crash resistance
• Improved fuel efficiency
• Reduced greenhouse gas emissions
• By 2020, CO2 emissions in Europe must be reduced to 95 grammes per km
• By 2025, fuel efficiency in USA must roughly double at 54.5 miles per gallon
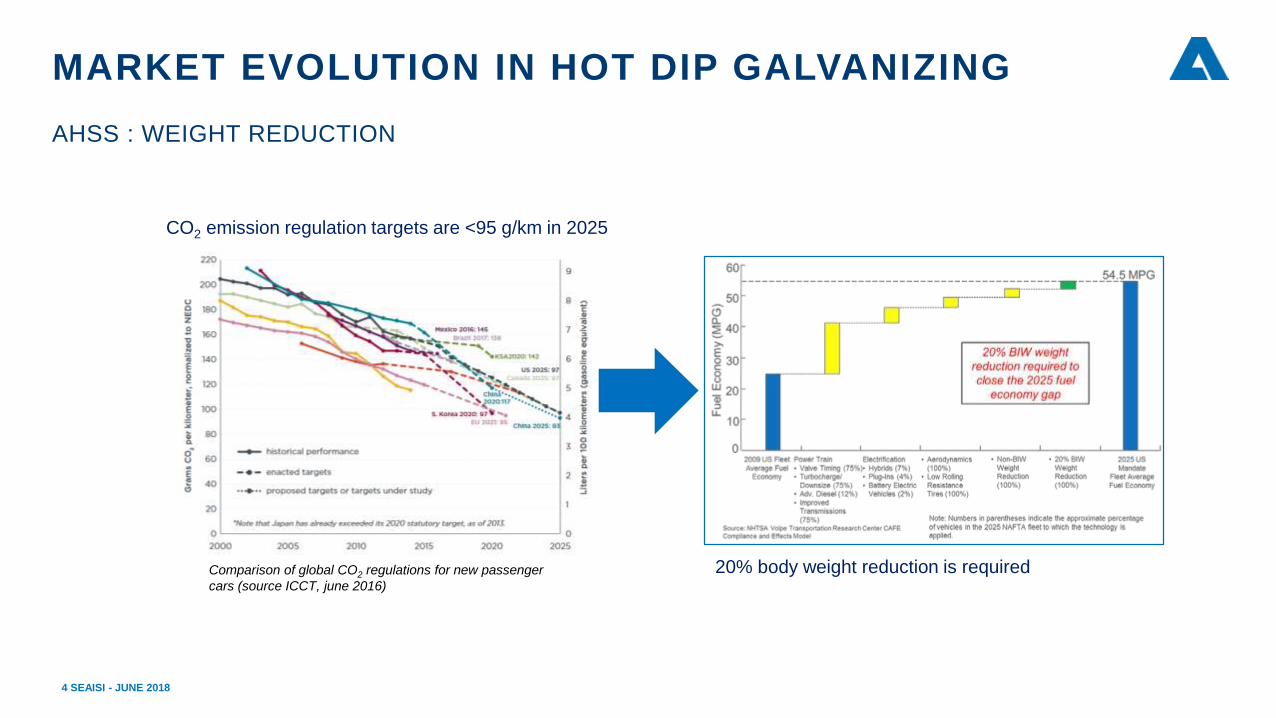
AHSS : WEIGHT REDUCTION
MARKET EVOLUTION IN HOT DIP GALVANIZING
SEAISI - JUNE 20184
Comparison of global CO2 regulations for new passenger
cars (source ICCT, june 2016)
CO2 emission regulation targets are <95 g/km in 2025
20% body weight reduction is required
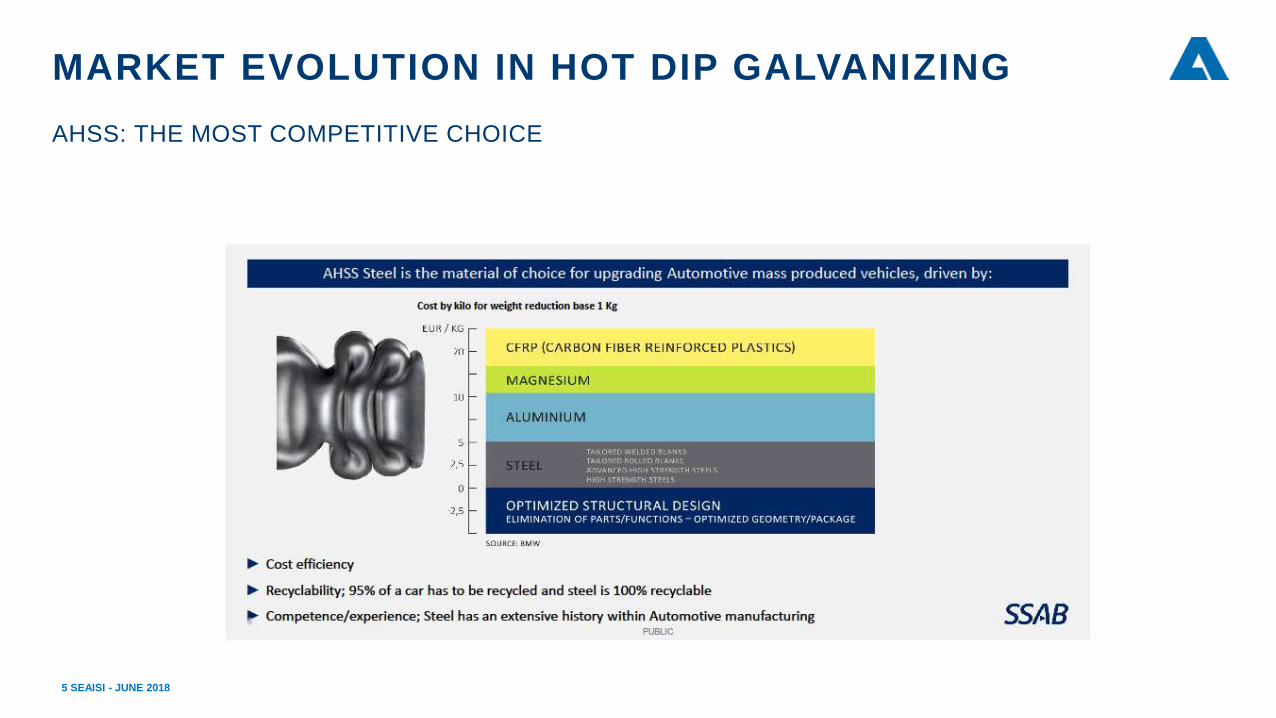
AHSS: THE MOST COMPETITIVE CHOICE
MARKET EVOLUTION IN HOT DIP GALVANIZING
SEAISI - JUNE 20185
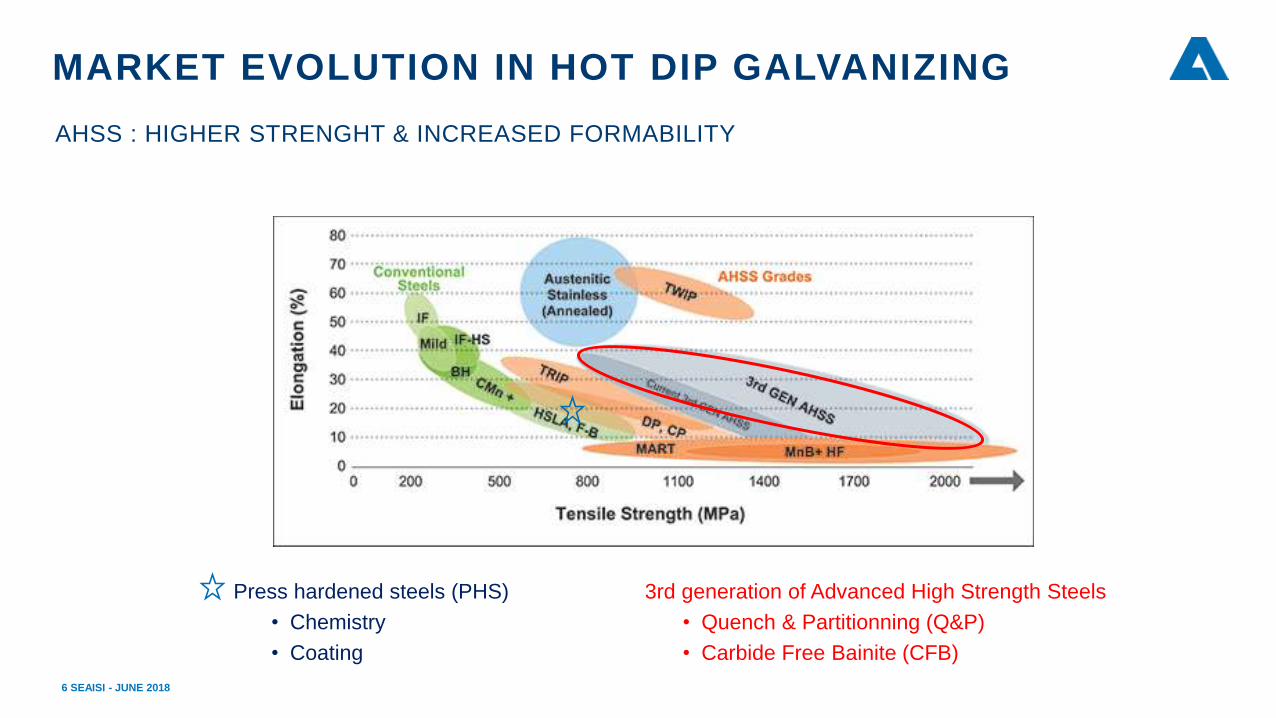
AHSS : HIGHER STRENGHT & INCREASED FORMABILITY
MARKET EVOLUTION IN HOT DIP GALVANIZING
SEAISI - JUNE 20186
Press hardened steels (PHS)
• Chemistry
• Coating
3rd generation of Advanced High Strength Steels
• Quench & Partitionning (Q&P)
• Carbide Free Bainite (CFB)
MARKET EVOLUTION IN HOT DIP GALVANIZING
SEAISI - JUNE 20187
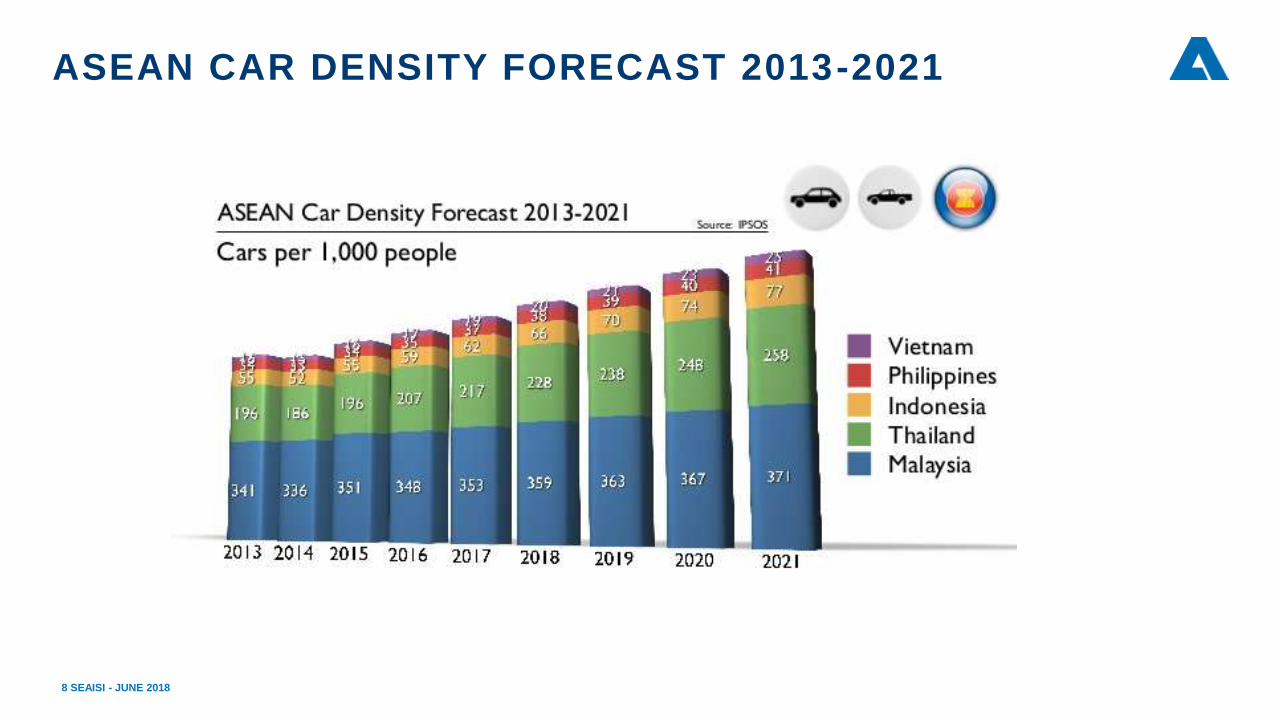
ASEAN CAR DENSITY FORECAST 2013-2021
SEAISI - JUNE 20188
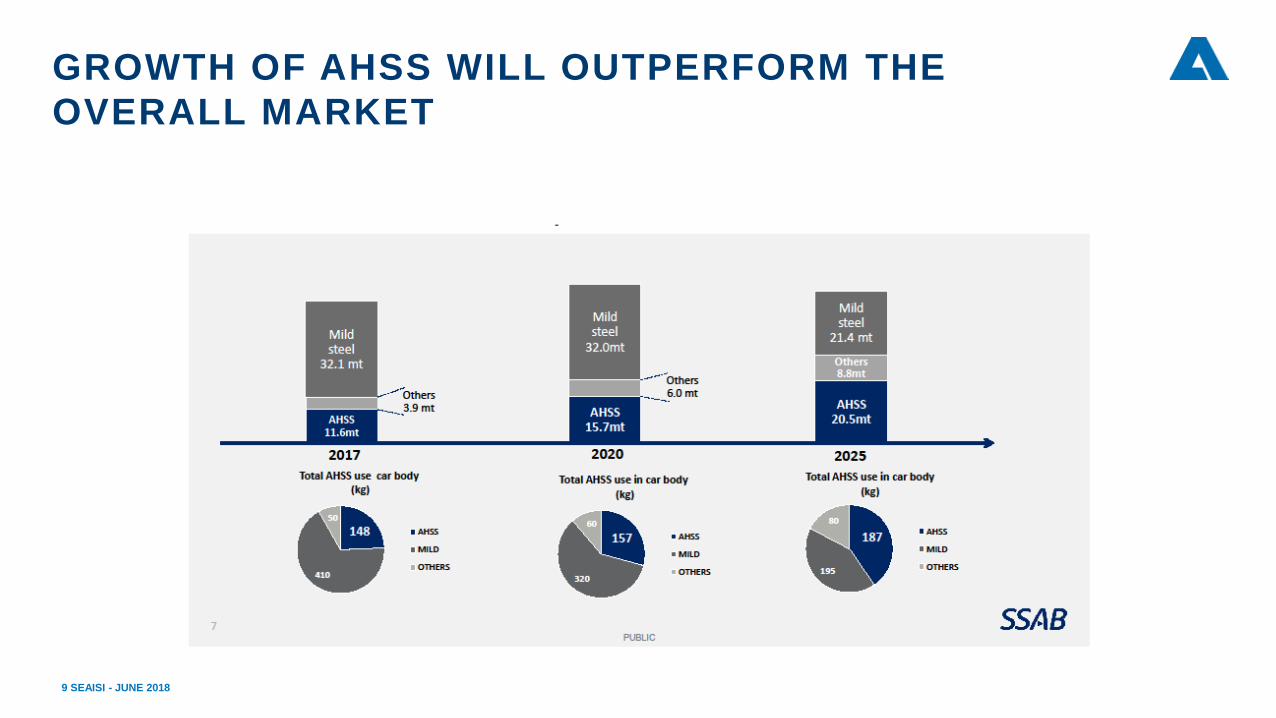
GROWTH OF AHSS WILL OUTPERFORM THE
OVERALL MARKET
SEAISI - JUNE 20189

EVOLUTION OF NORTH AMERICAN MARKET
40% INCREASE OF AHSS BY 2025
SEAISI - JUNE 201810
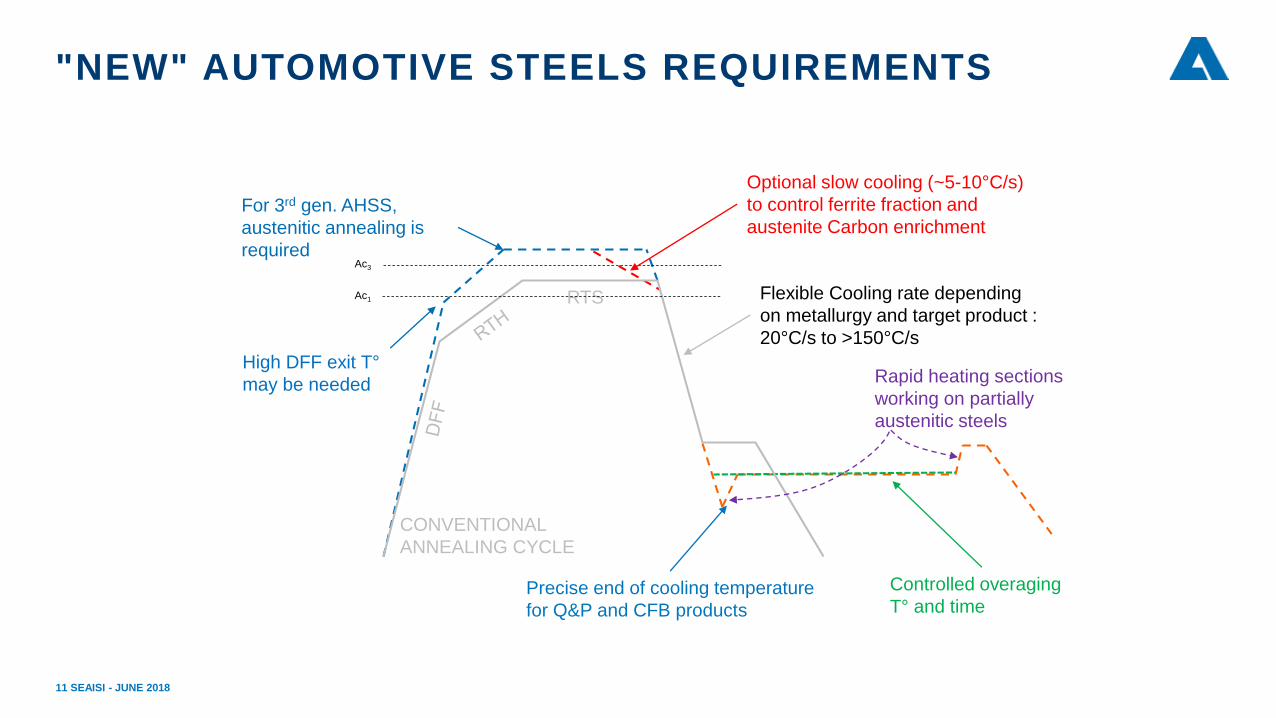
"NEW" AUTOMOTIVE STEELS REQUIREMENTS
SEAISI - JUNE 201811
RTSAc1
Ac3
CONVENTIONAL
ANNEALING CYCLE
For 3rd gen. AHSS,
austenitic annealing is
required
Optional slow cooling (~5-10°C/s)
to control ferrite fraction and
austenite Carbon enrichment
Flexible Cooling rate depending
on metallurgy and target product :
20°C/s to >150°C/s
Precise end of cooling temperature
for Q&P and CFB products
Controlled overaging
T° and time
High DFF exit T°
may be needed Rapid heating sections
working on partially
austenitic steels
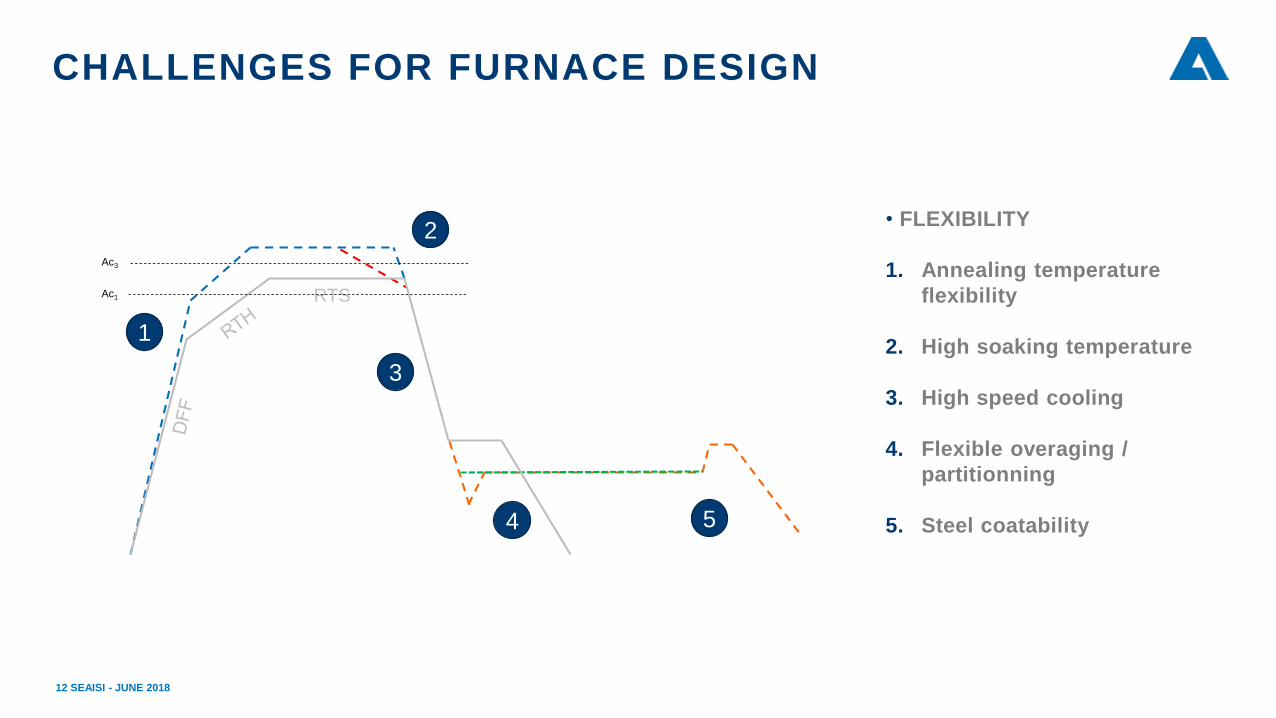
CHALLENGES FOR FURNACE DESIGN
SEAISI - JUNE 201812
1
2
3
4 5
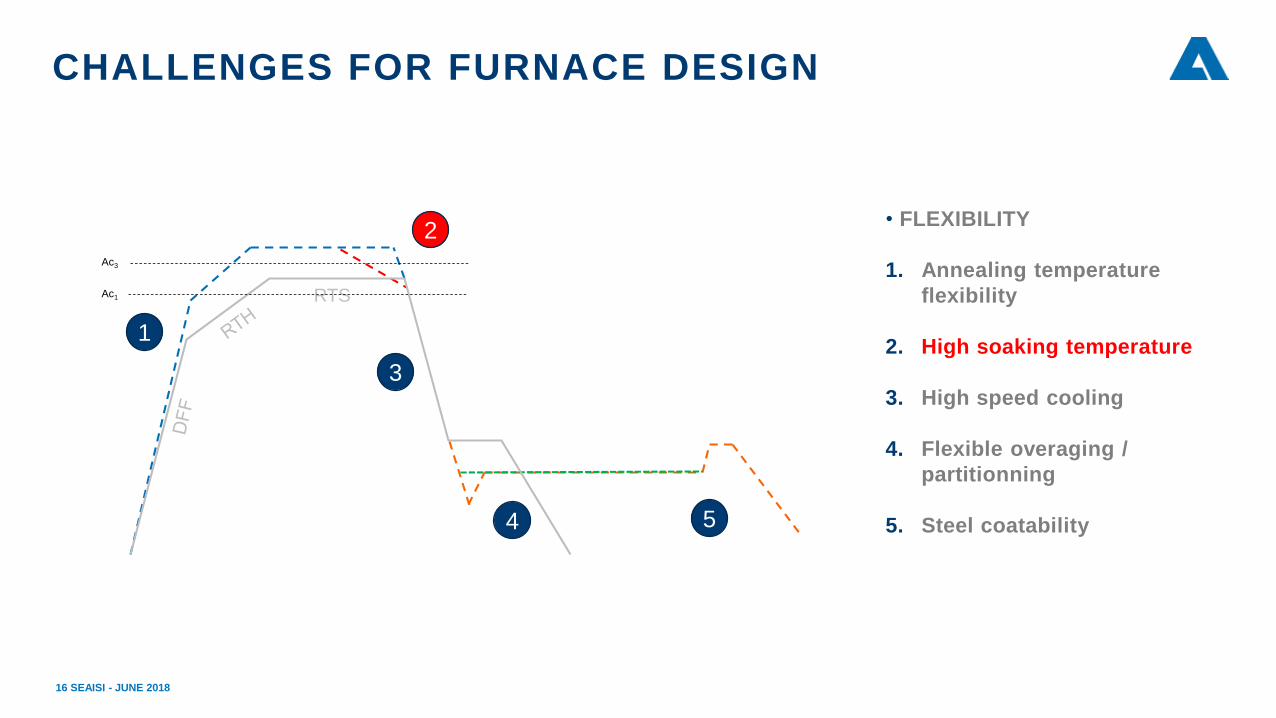
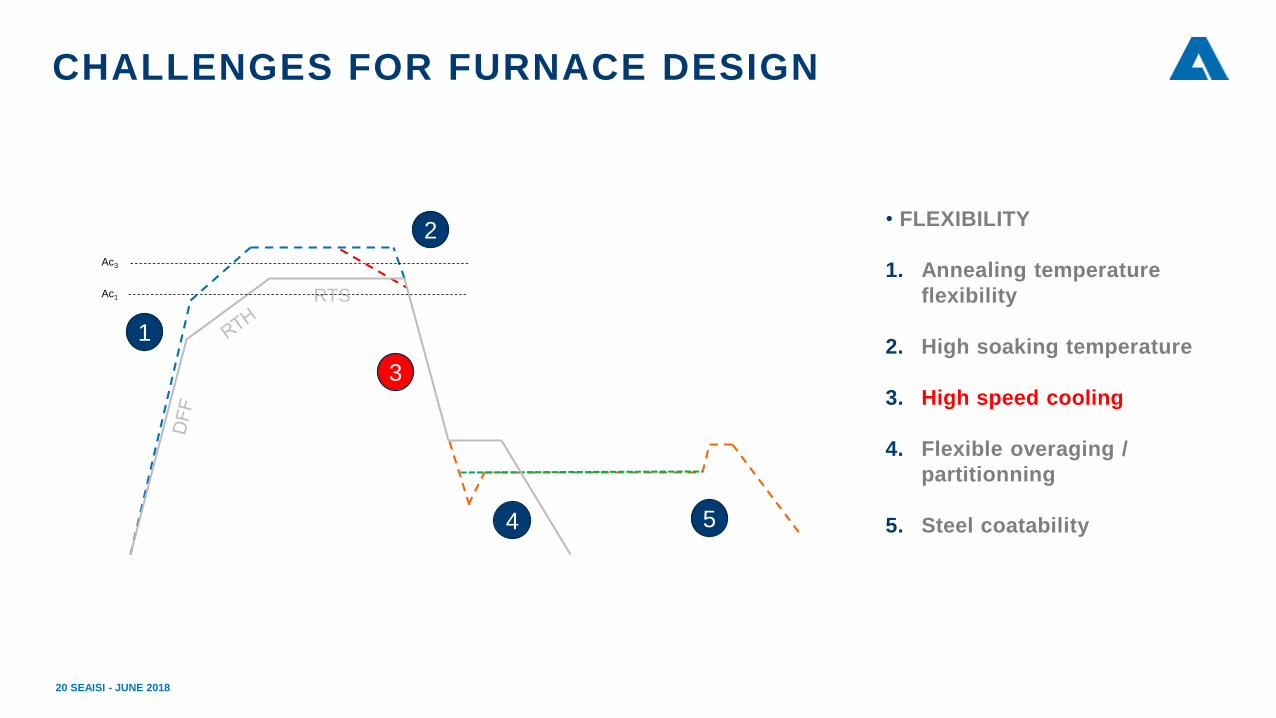
• FLEXIBILITY
1. Annealing temperature
flexibility
2. High soaking temperature
3. High speed cooling
4. Flexible overaging /
partitionning
5. Steel coatability
RTSAc1
Ac3
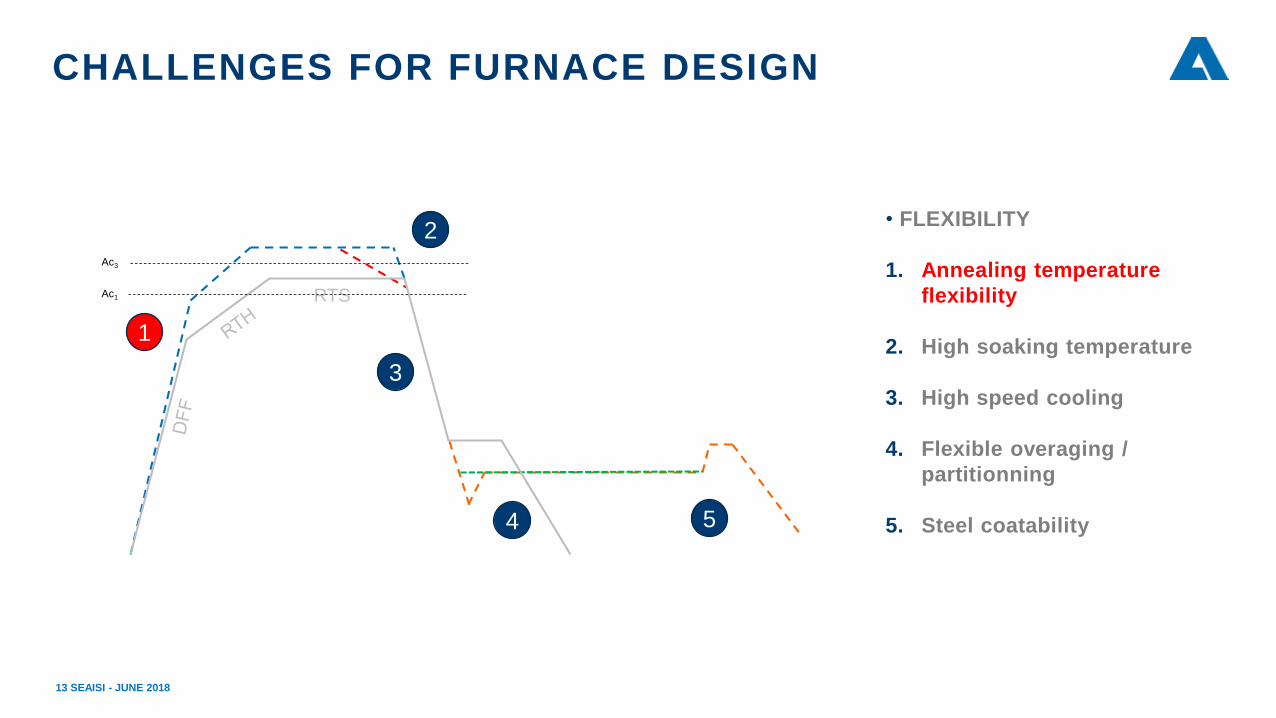
CHALLENGES FOR FURNACE DESIGN
SEAISI - JUNE 201813
• FLEXIBILITY
1. Annealing temperature
flexibility
2. High soaking temperature
3. High speed cooling
4. Flexible overaging /
partitionning
5. Steel coatability
1
2
3
4 5
RTSAc1
Ac3
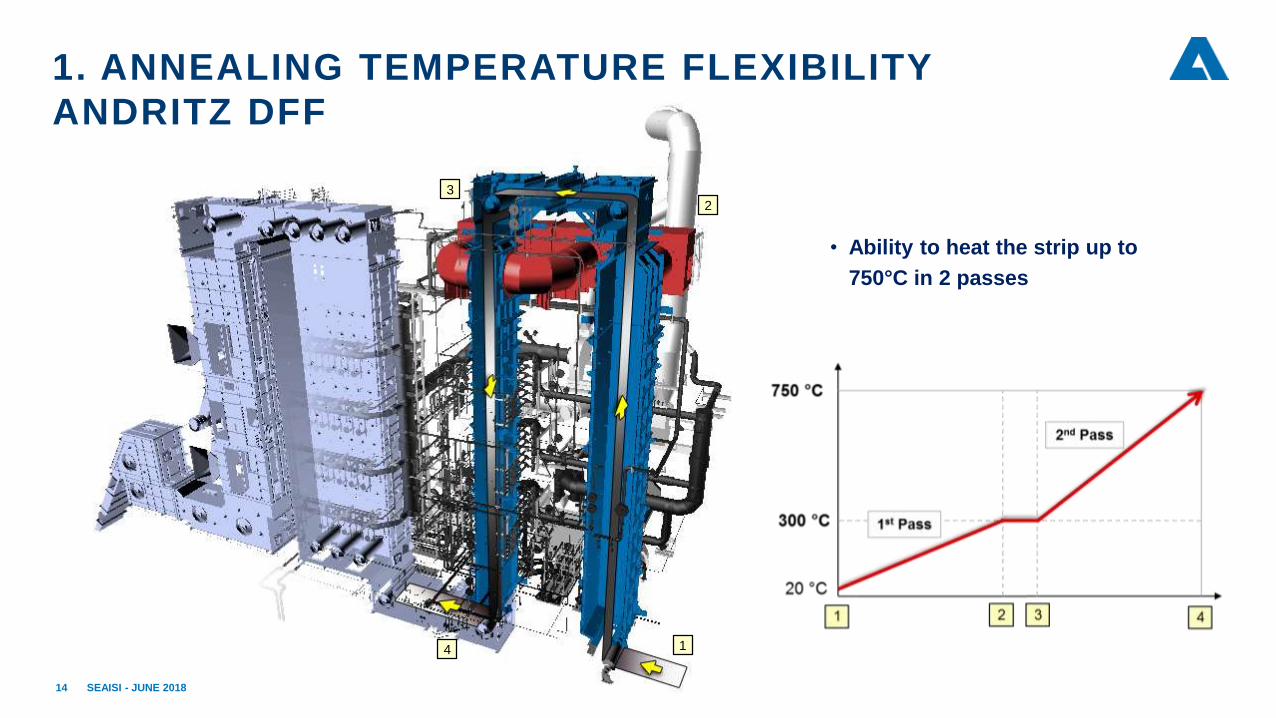
1. ANNEALING TEMPERATURE FLEXIBILITY
ANDRITZ DFF
SEAISI - JUNE 201814
• Ability to heat the strip up to
750°C in 2 passes
1
2
3
4
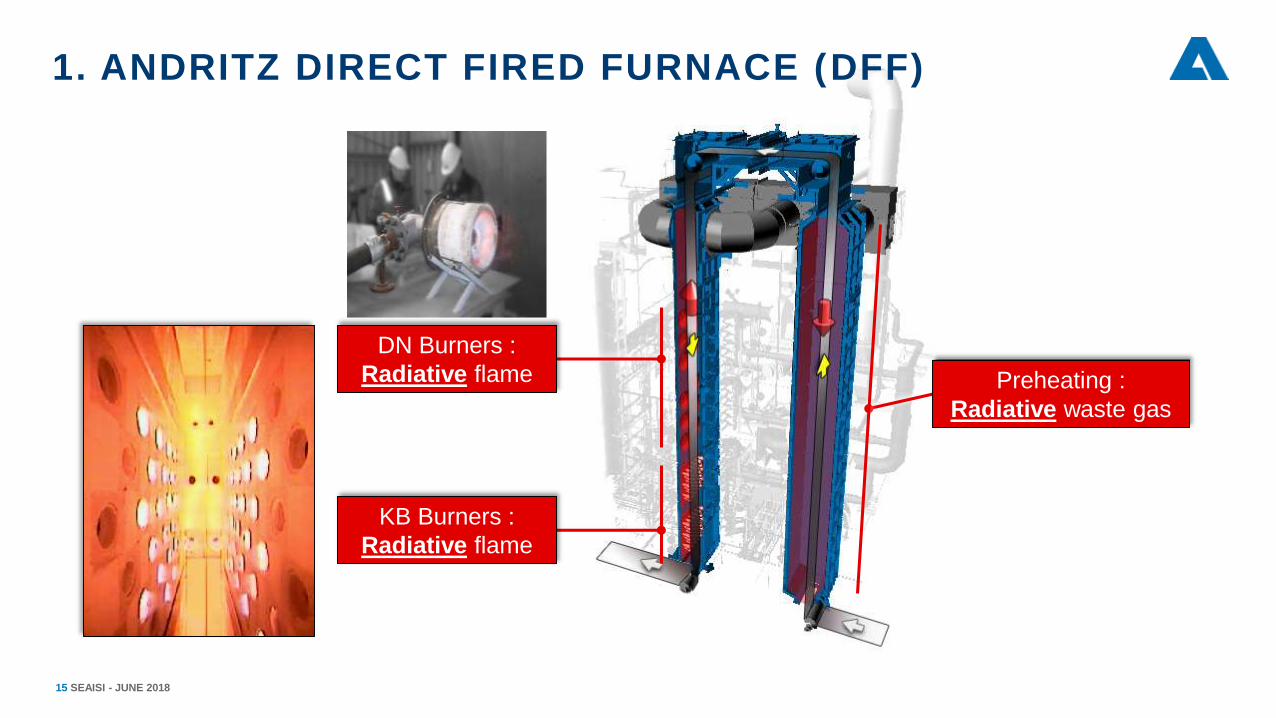
1. ANDRITZ DIRECT FIRED FURNACE (DFF)
SEAISI - JUNE 2018
Preheating :
Radiative waste gas
DN Burners :
Radiative flame
KB Burners :
Radiative flame
15
CHALLENGES FOR FURNACE DESIGN
SEAISI - JUNE 201816
• FLEXIBILITY
1. Annealing temperature
flexibility
2. High soaking temperature
3. High speed cooling
4. Flexible overaging /
partitionning
5. Steel coatability
1
2
3
4 5
RTSAc1
Ac3
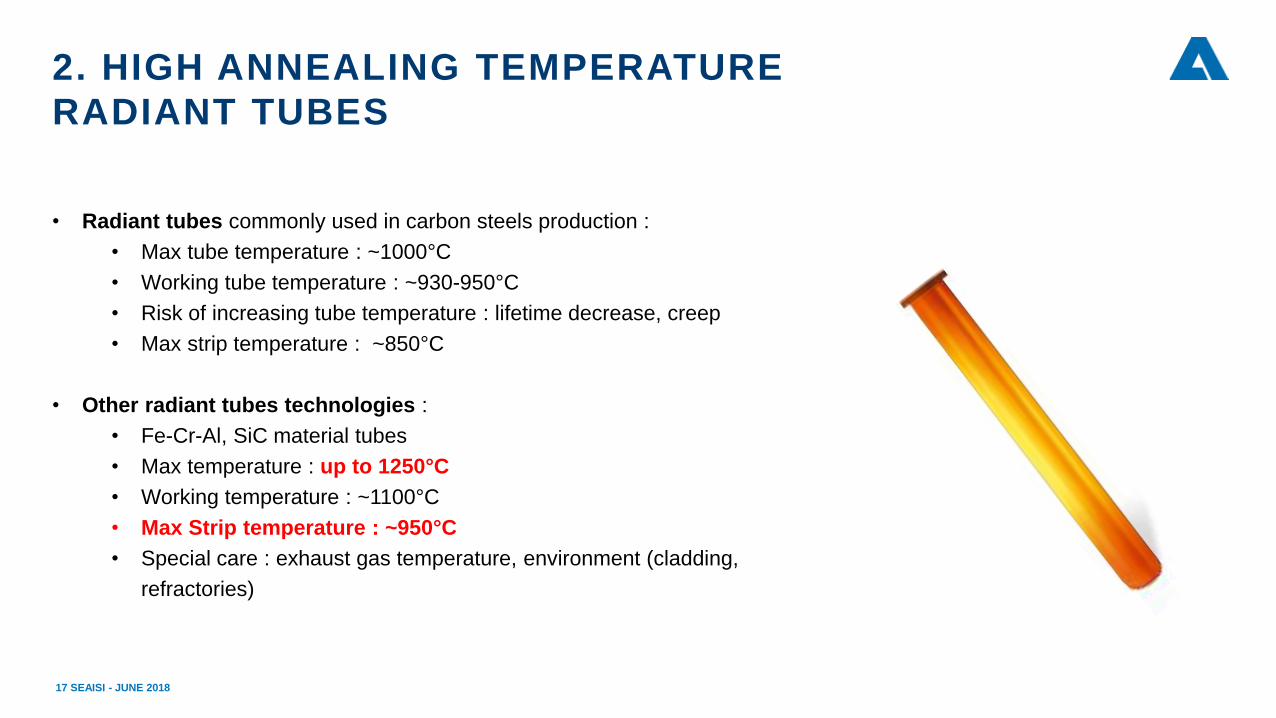
• Radiant tubes commonly used in carbon steels production :
• Max tube temperature : ~1000°C
• Working tube temperature : ~930-950°C
• Risk of increasing tube temperature : lifetime decrease, creep
• Max strip temperature : ~850°C
• Other radiant tubes technologies :
• Fe-Cr-Al, SiC material tubes
• Max temperature : up to 1250°C
• Working temperature : ~1100°C
• Max Strip temperature : ~950°C
• Special care : exhaust gas temperature, environment (cladding,
refractories)
2. HIGH ANNEALING TEMPERATURE
RADIANT TUBES
SEAISI - JUNE 201817
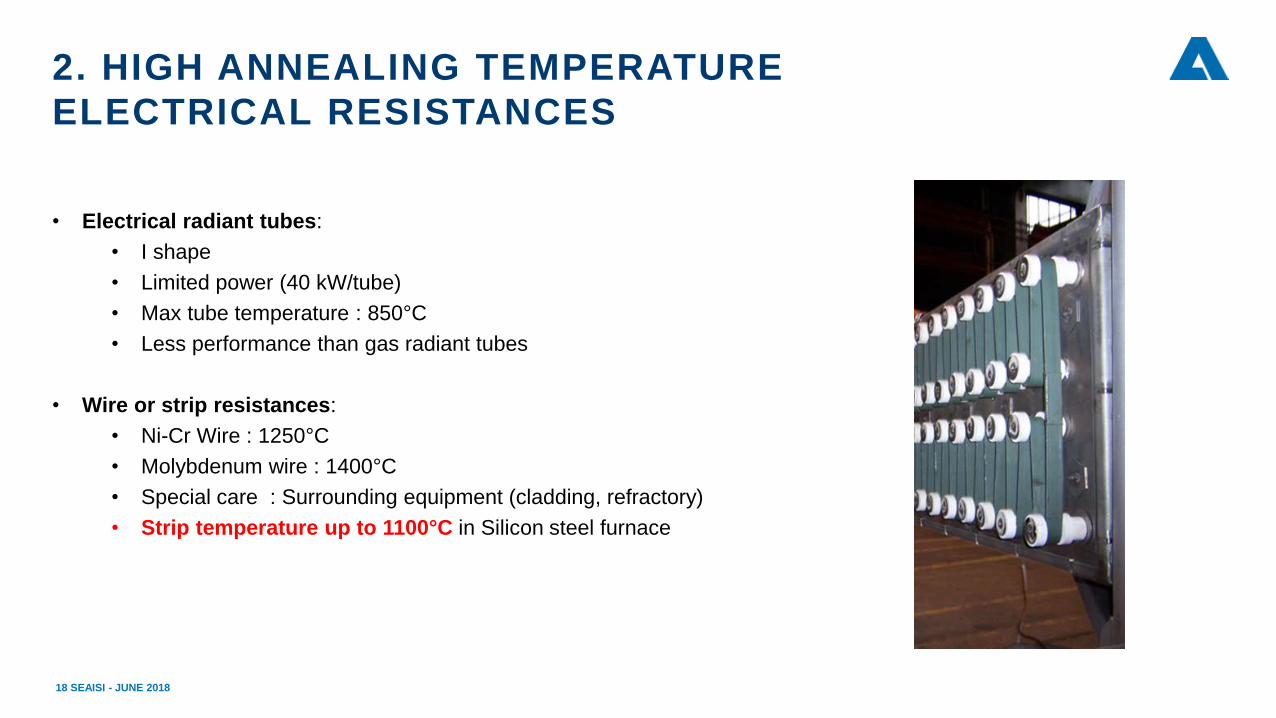
• Electrical radiant tubes:
• I shape
• Limited power (40 kW/tube)
• Max tube temperature : 850°C
• Less performance than gas radiant tubes
• Wire or strip resistances:
• Ni-Cr Wire : 1250°C
• Molybdenum wire : 1400°C
• Special care : Surrounding equipment (cladding, refractory)
• Strip temperature up to 1100°C in Silicon steel furnace
2. HIGH ANNEALING TEMPERATURE
ELECTRICAL RESISTANCES
SEAISI - JUNE 201818
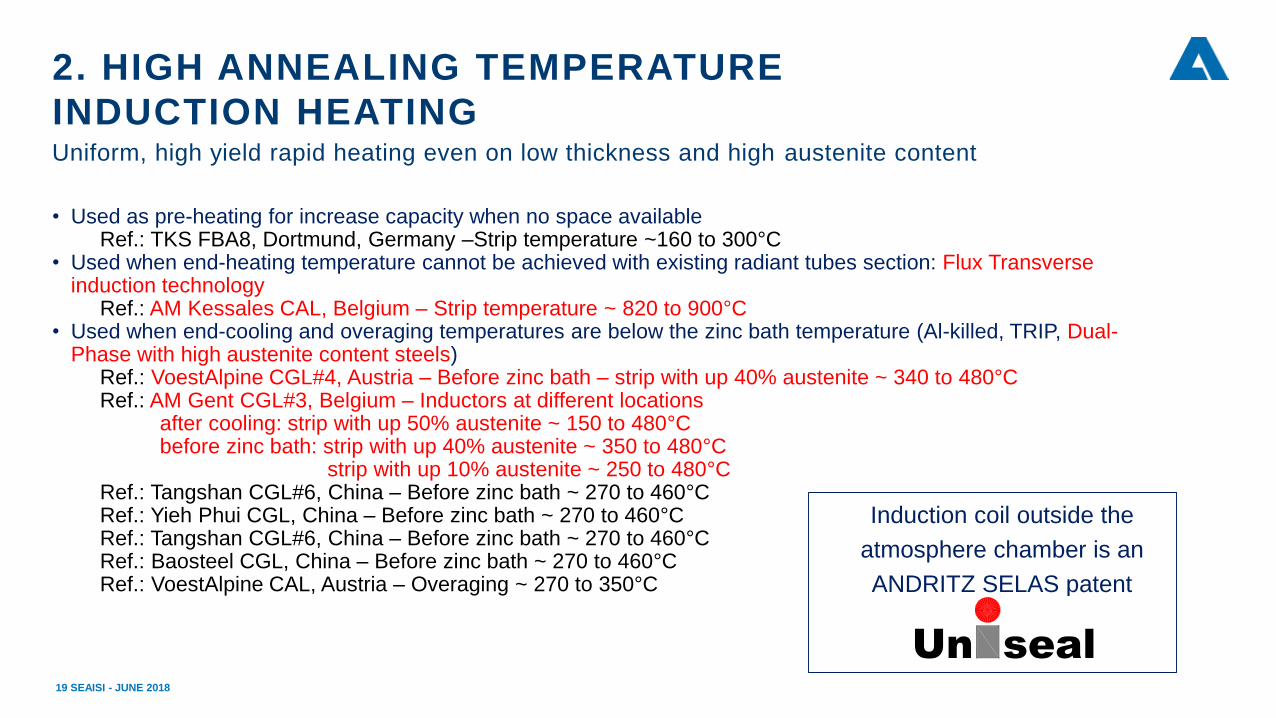
• Used as pre-heating for increase capacity when no space availableRef.: TKS FBA8, Dortmund, Germany –Strip temperature ~160 to 300°C
• Used when end-heating temperature cannot be achieved with existing radiant tubes section: Flux Transverse induction technology
Ref.: AM Kessales CAL, Belgium – Strip temperature ~ 820 to 900°C• Used when end-cooling and overaging temperatures are below the zinc bath temperature (Al-killed, TRIP, Dual-
Phase with high austenite content steels)Ref.: VoestAlpine CGL#4, Austria – Before zinc bath – strip with up 40% austenite ~ 340 to 480°CRef.: AM Gent CGL#3, Belgium – Inductors at different locations
after cooling: strip with up 50% austenite ~ 150 to 480°Cbefore zinc bath: strip with up 40% austenite ~ 350 to 480°C
strip with up 10% austenite ~ 250 to 480°CRef.: Tangshan CGL#6, China – Before zinc bath ~ 270 to 460°CRef.: Yieh Phui CGL, China – Before zinc bath ~ 270 to 460°CRef.: Tangshan CGL#6, China – Before zinc bath ~ 270 to 460°CRef.: Baosteel CGL, China – Before zinc bath ~ 270 to 460°CRef.: VoestAlpine CAL, Austria – Overaging ~ 270 to 350°C
Uniform, high yield rapid heating even on low thickness and high austenite content
2. HIGH ANNEALING TEMPERATURE
INDUCTION HEATING
SEAISI - JUNE 201819
Induction coil outside the
atmosphere chamber is an
ANDRITZ SELAS patent
Un seal
CHALLENGES FOR FURNACE DESIGN
SEAISI - JUNE 201820
• FLEXIBILITY
1. Annealing temperature
flexibility
2. High soaking temperature
3. High speed cooling
4. Flexible overaging /
partitionning
5. Steel coatability
1
2
3
4 5
RTSAc1
Ac3
3. ANDRITZ COOLING TECHNOLOGIES
SEAISI - JUNE 201821
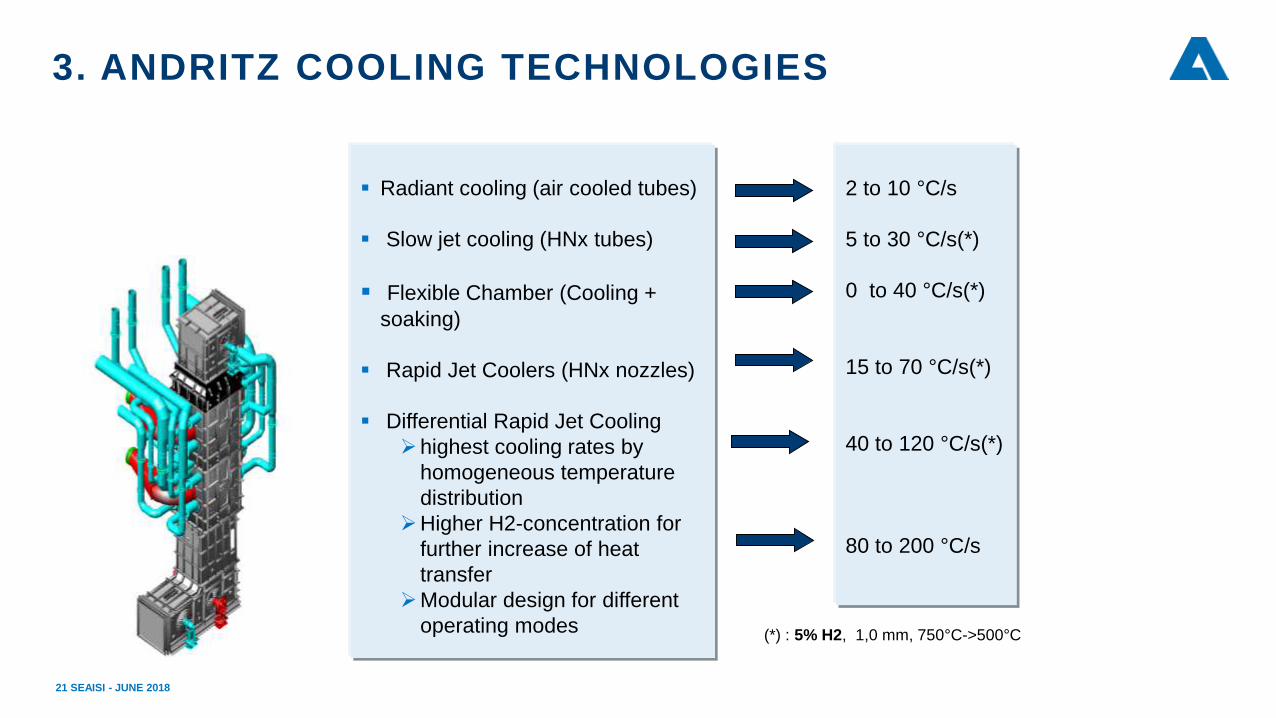
2 to 10 °C/s
5 to 30 °C/s(*)
0 to 40 °C/s(*)
15 to 70 °C/s(*)
40 to 120 °C/s(*)
80 to 200 °C/s
▪ Radiant cooling (air cooled tubes)
▪ Slow jet cooling (HNx tubes)
▪ Flexible Chamber (Cooling +
soaking)
▪ Rapid Jet Coolers (HNx nozzles)
▪ Differential Rapid Jet Cooling
➢highest cooling rates by
homogeneous temperature
distribution
➢Higher H2-concentration for
further increase of heat
transfer
➢Modular design for different
operating modes(*) : 5% H2, 1,0 mm, 750°C->500°C
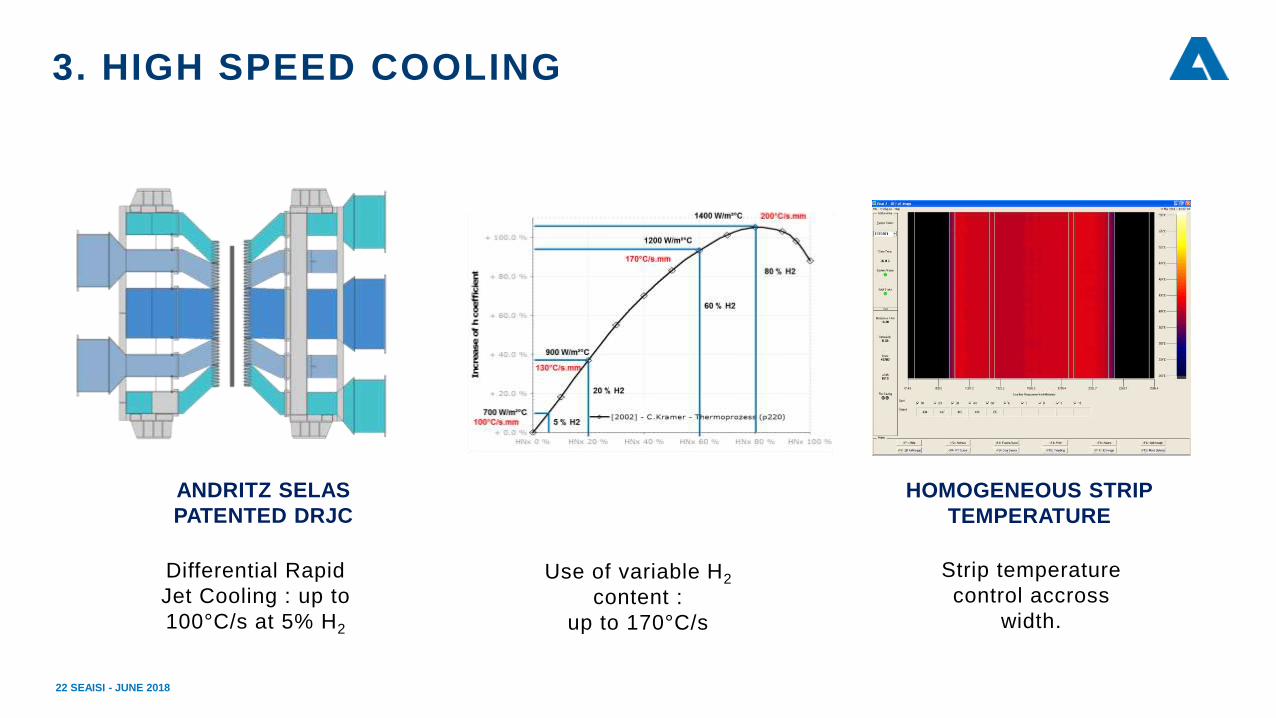
Differential Rapid
Jet Cooling : up to
100°C/s at 5% H2
ANDRITZ SELAS
PATENTED DRJC
Use of variable H2
content :
up to 170°C/s
Strip temperature
control accross
width.
HOMOGENEOUS STRIP
TEMPERATURE
3. HIGH SPEED COOLING
SEAISI - JUNE 201822
3. HIGH SPEED COOLING
DIFFERENTIAL RAPID JET COOLING (DRJC)
SEAISI - JUNE 201823
By optimized nozzle designMaximize heat exchange
By homogeneous temperature profile along strip with optimized
evacuation backflowAvoid flatness defects
By minimum strip distance (40 mm) with automatic controlIncrease heat transfer
By cooler modularization & controlHorizontal & vertical flexibility
More than 20 installations in productionProven technology
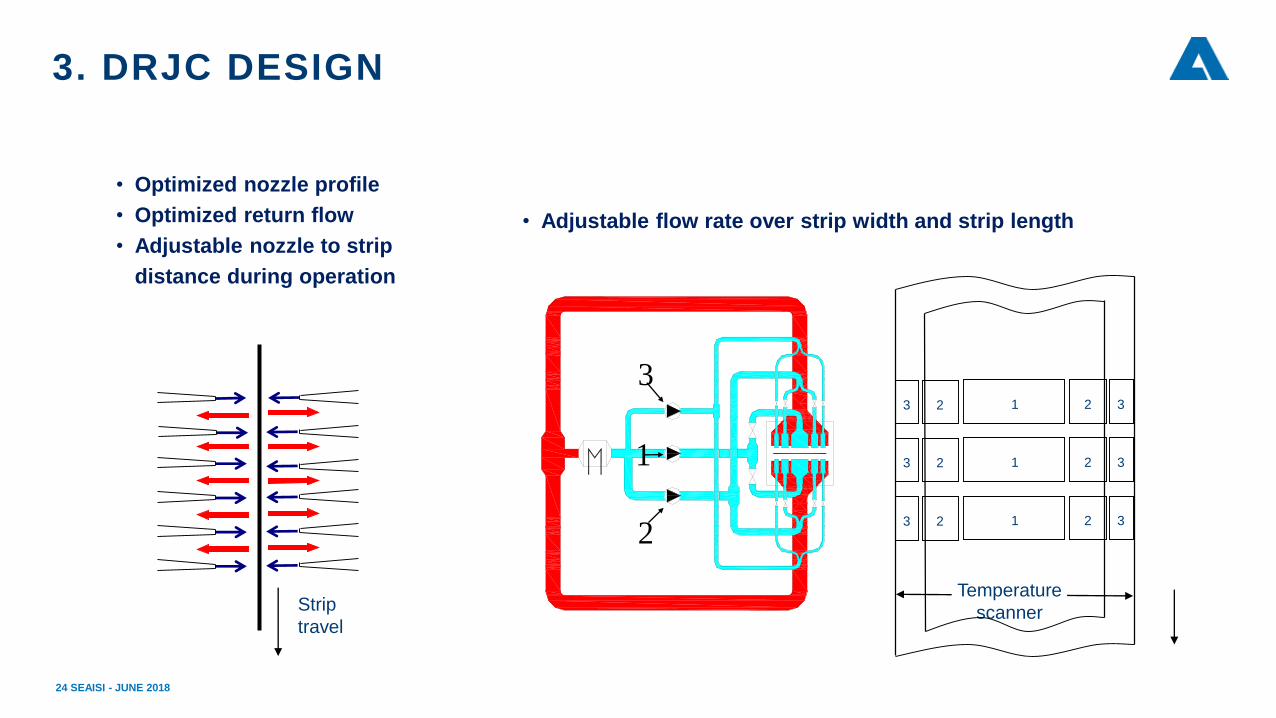
3. DRJC DESIGN
SEAISI - JUNE 201824
Temperature
scanner
1 2 33 2
1 2 33 2
1 2 33 2
Strip
travel
• Adjustable flow rate over strip width and strip length
1
2
3
• Optimized nozzle profile
• Optimized return flow
• Adjustable nozzle to strip
distance during operation
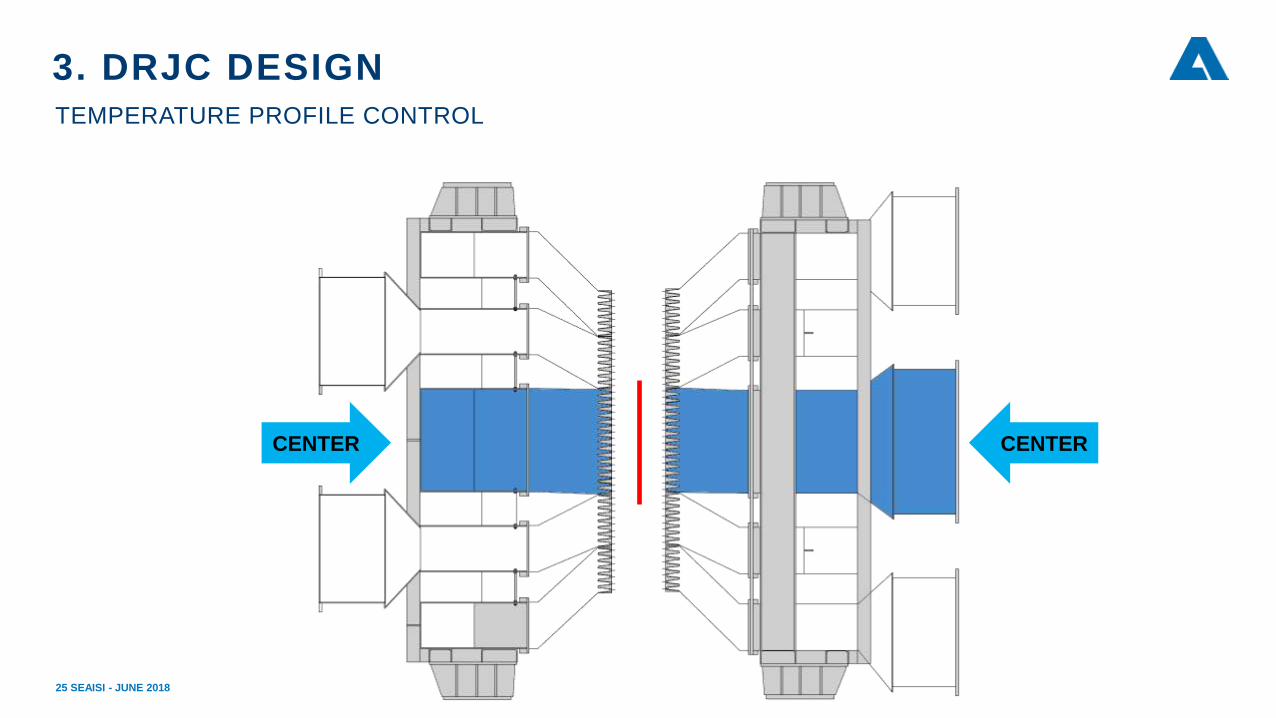
3. DRJC DESIGN
SEAISI - JUNE 201825
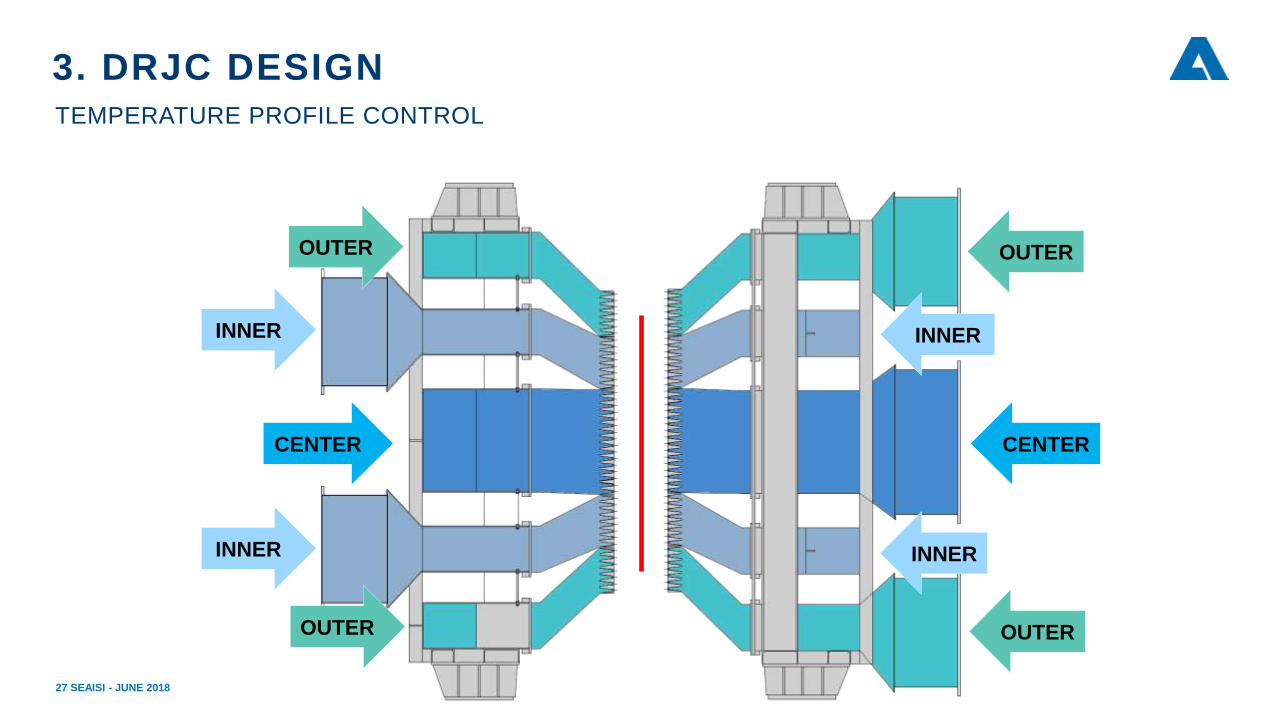
CENTER CENTER
TEMPERATURE PROFILE CONTROL
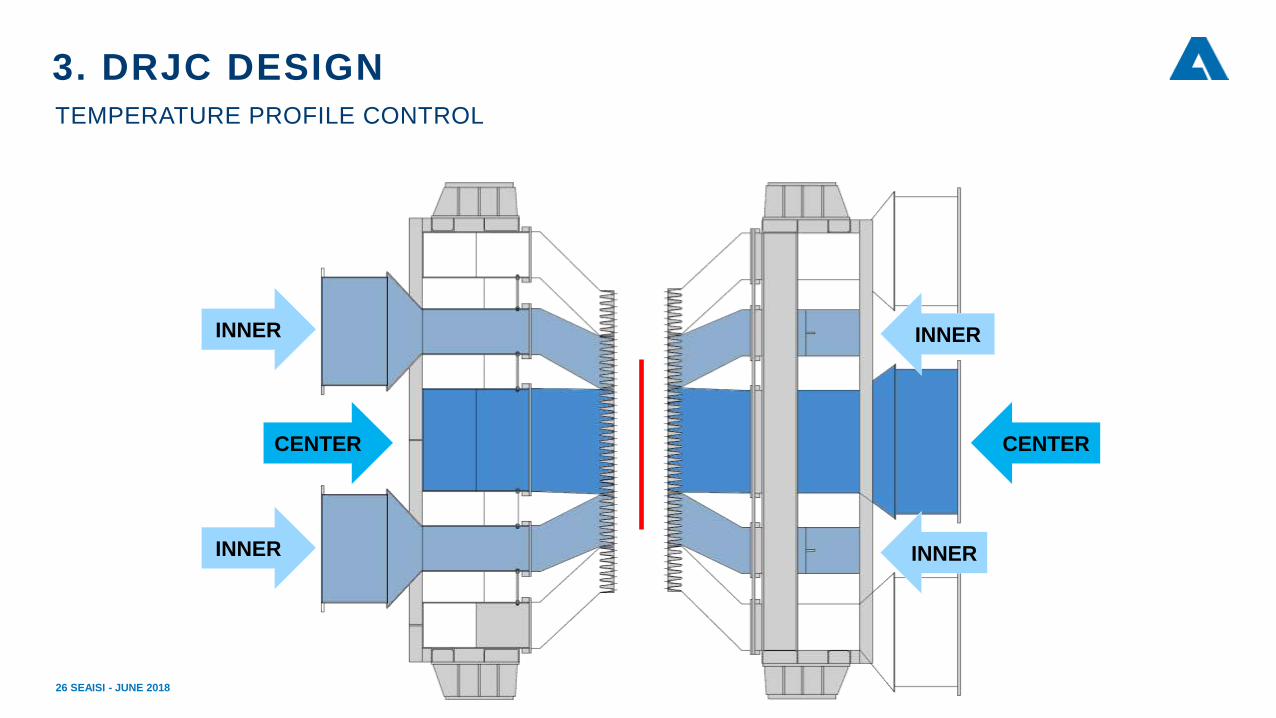
3. DRJC DESIGN
SEAISI - JUNE 201826
CENTER CENTER
INNER INNER
INNER INNER
TEMPERATURE PROFILE CONTROL
3. DRJC DESIGN
SEAISI - JUNE 201827
CENTER CENTER
INNER INNER
INNER INNER
OUTER OUTER
OUTER OUTER
TEMPERATURE PROFILE CONTROL
3. DRJC DESIGN
SEAISI - JUNE 201828
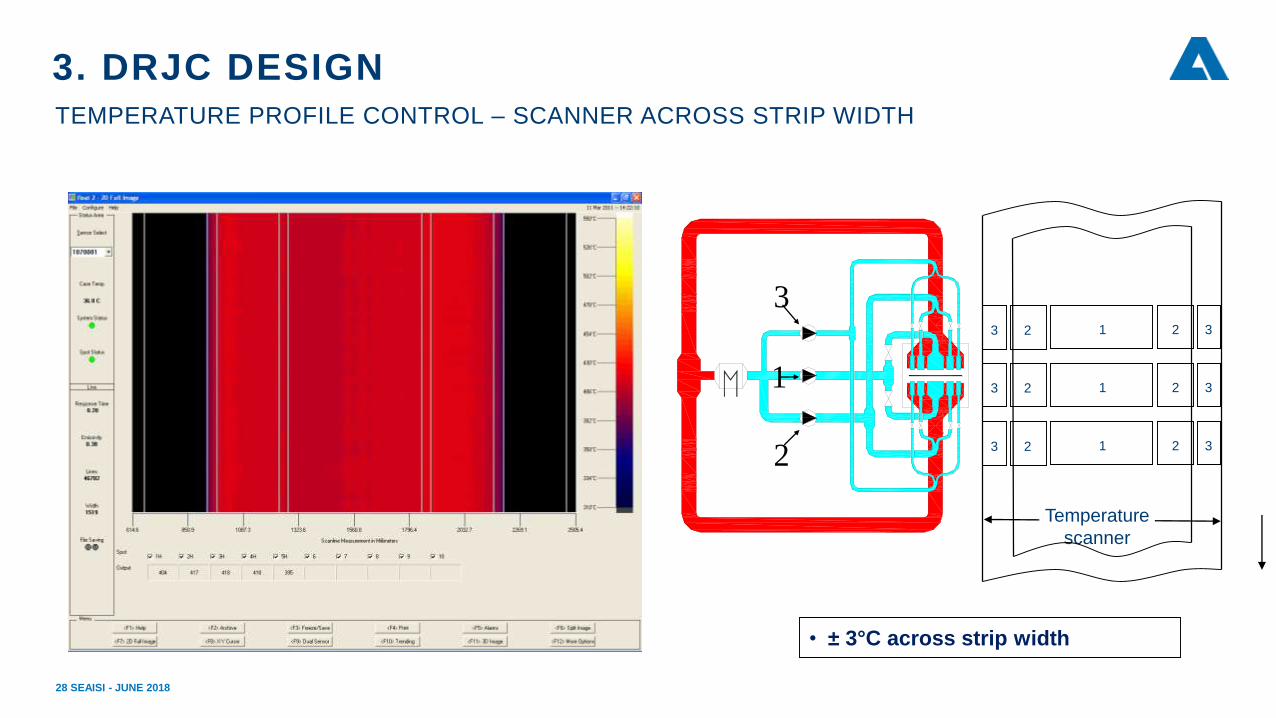
Temperature
scanner
1 2 33 2
1 2 33 2
1 2 33 2
1
2
3
TEMPERATURE PROFILE CONTROL – SCANNER ACROSS STRIP WIDTH
• ± 3°C across strip width
3. DRJC DESIGN
SEAISI - JUNE 201829
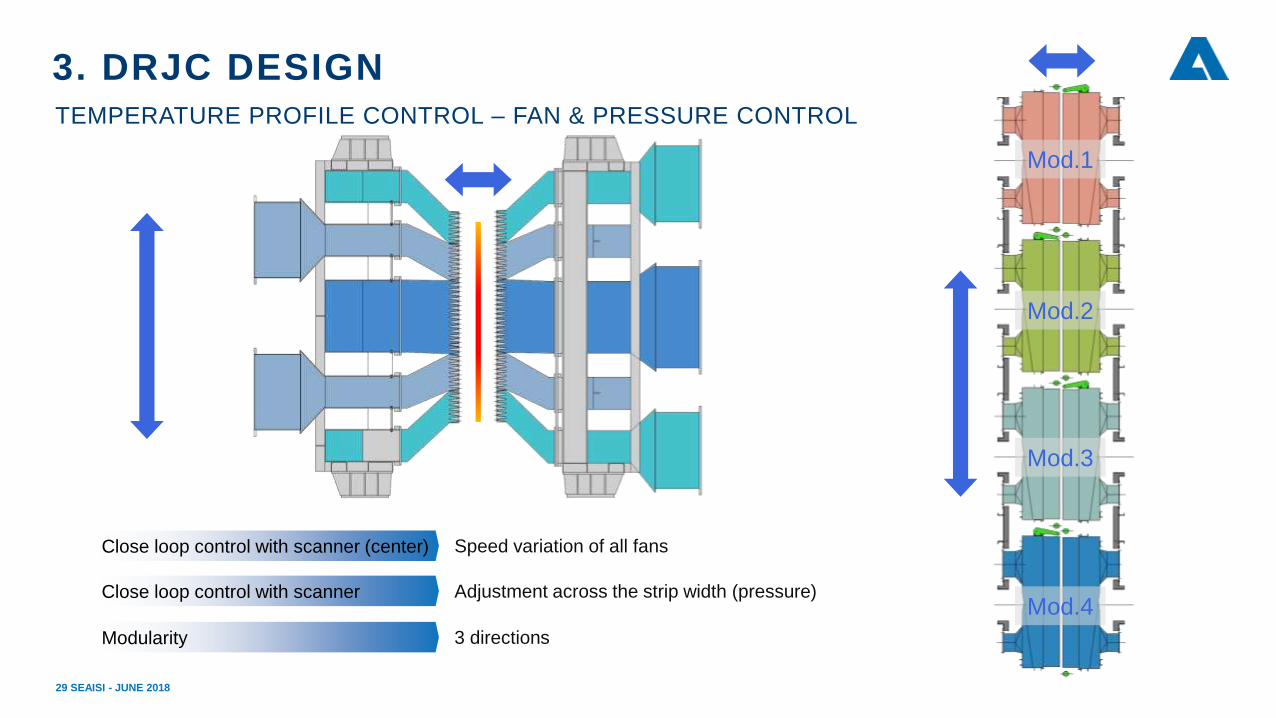
Speed variation of all fansClose loop control with scanner (center)
Adjustment across the strip width (pressure) Close loop control with scanner
3 directionsModularity
Mod.1
Mod.2
Mod.3
Mod.4
TEMPERATURE PROFILE CONTROL – FAN & PRESSURE CONTROL
3. DRJC : EXAMPLES OF LINE RESULTS
SEAISI - JUNE 201830
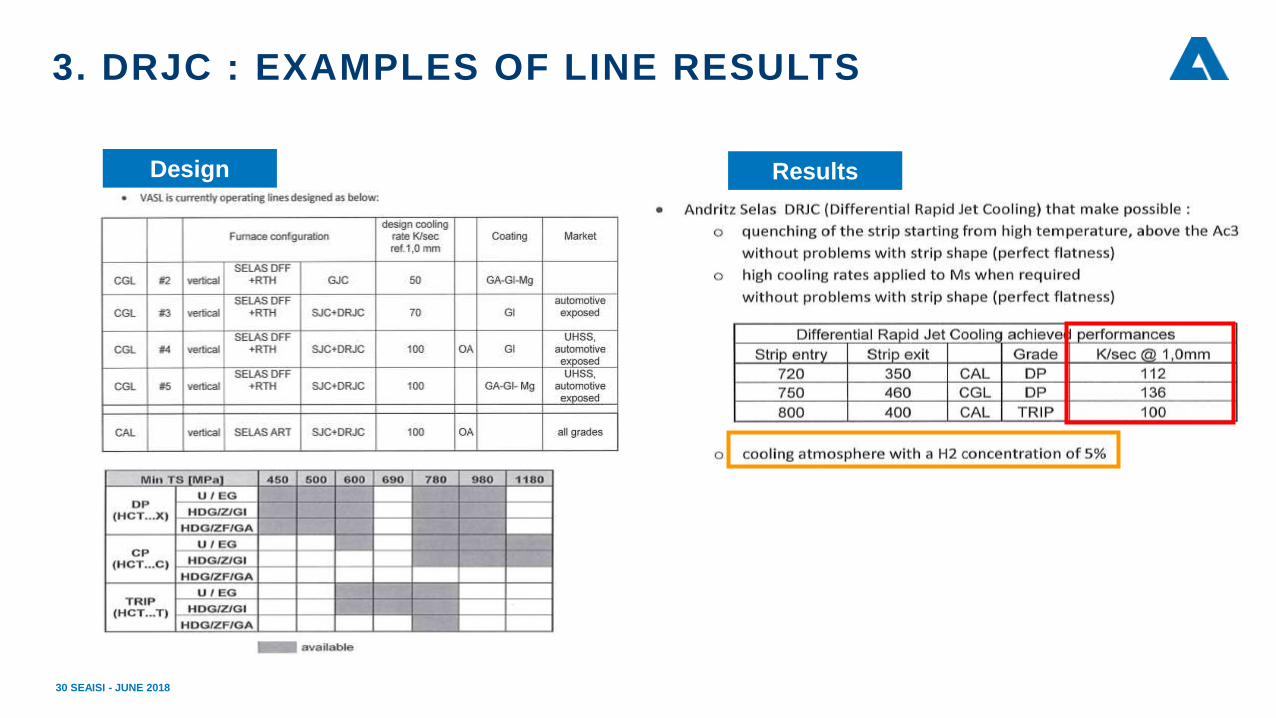
Design Results
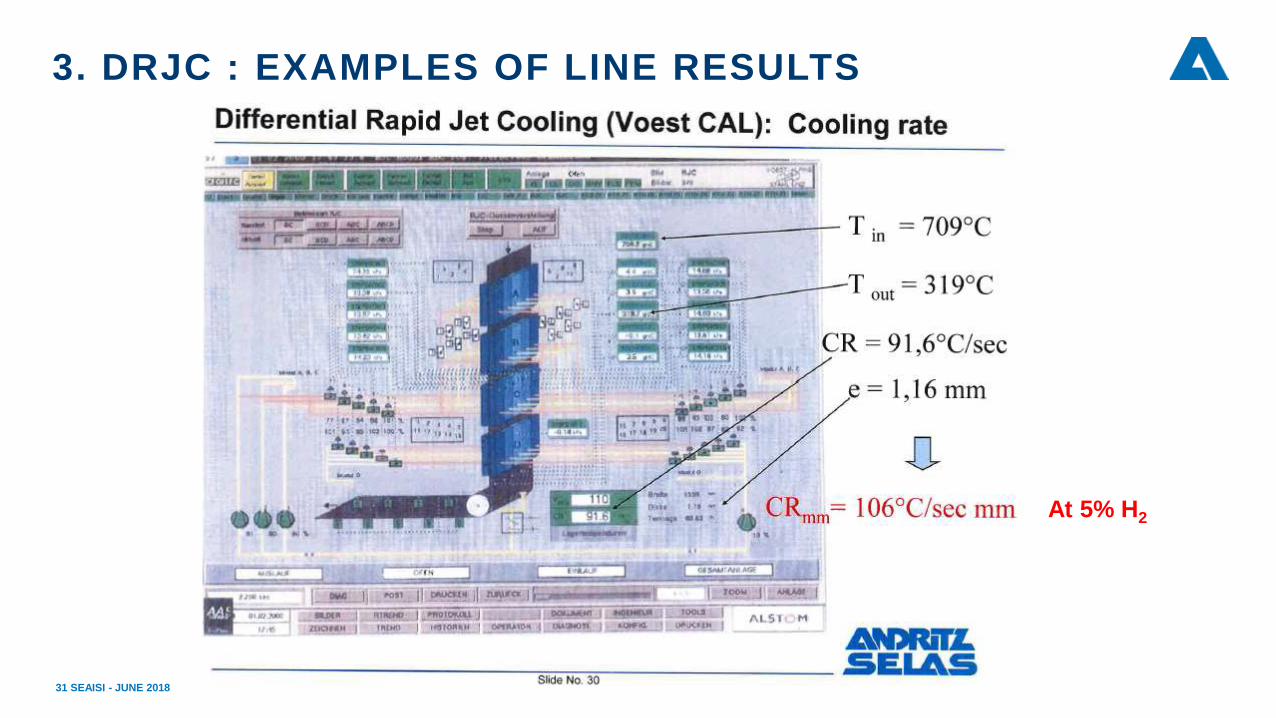
3. DRJC : EXAMPLES OF LINE RESULTS
SEAISI - JUNE 201831
At 5% H2
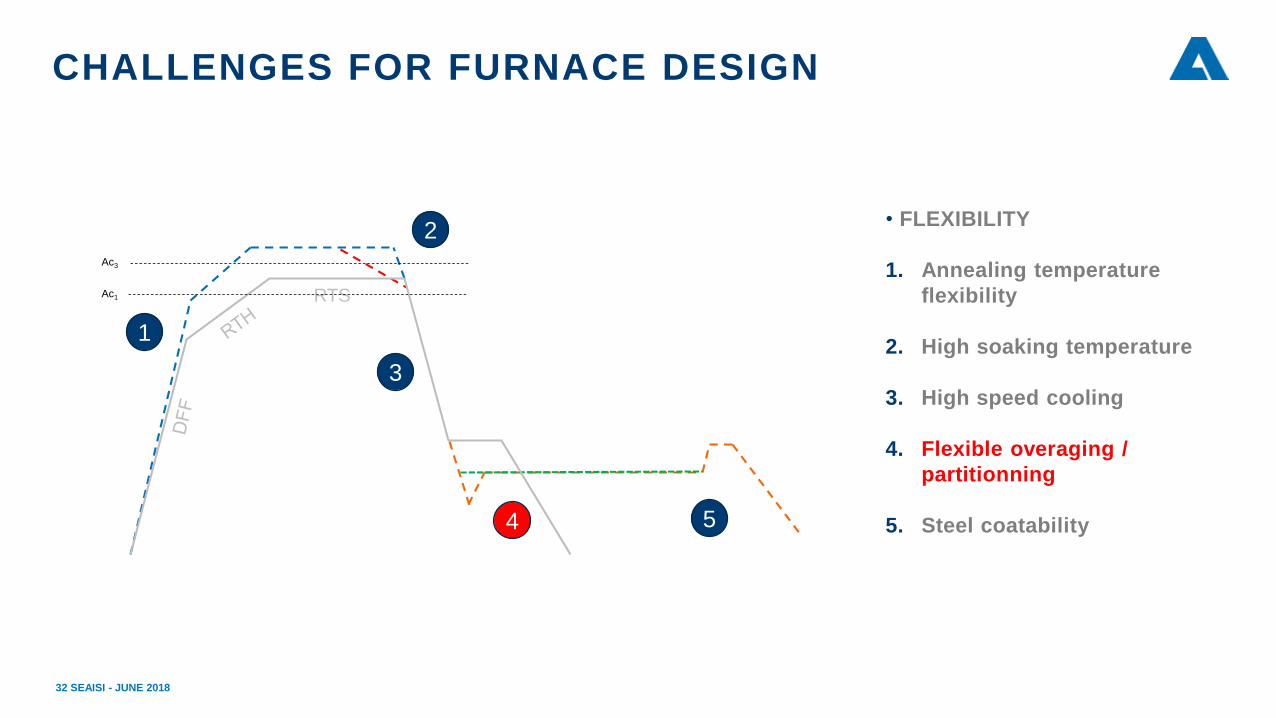
CHALLENGES FOR FURNACE DESIGN
SEAISI - JUNE 201832
• FLEXIBILITY
1. Annealing temperature
flexibility
2. High soaking temperature
3. High speed cooling
4. Flexible overaging /
partitionning
5. Steel coatability
1
2
3
4 5
RTSAc1
Ac3
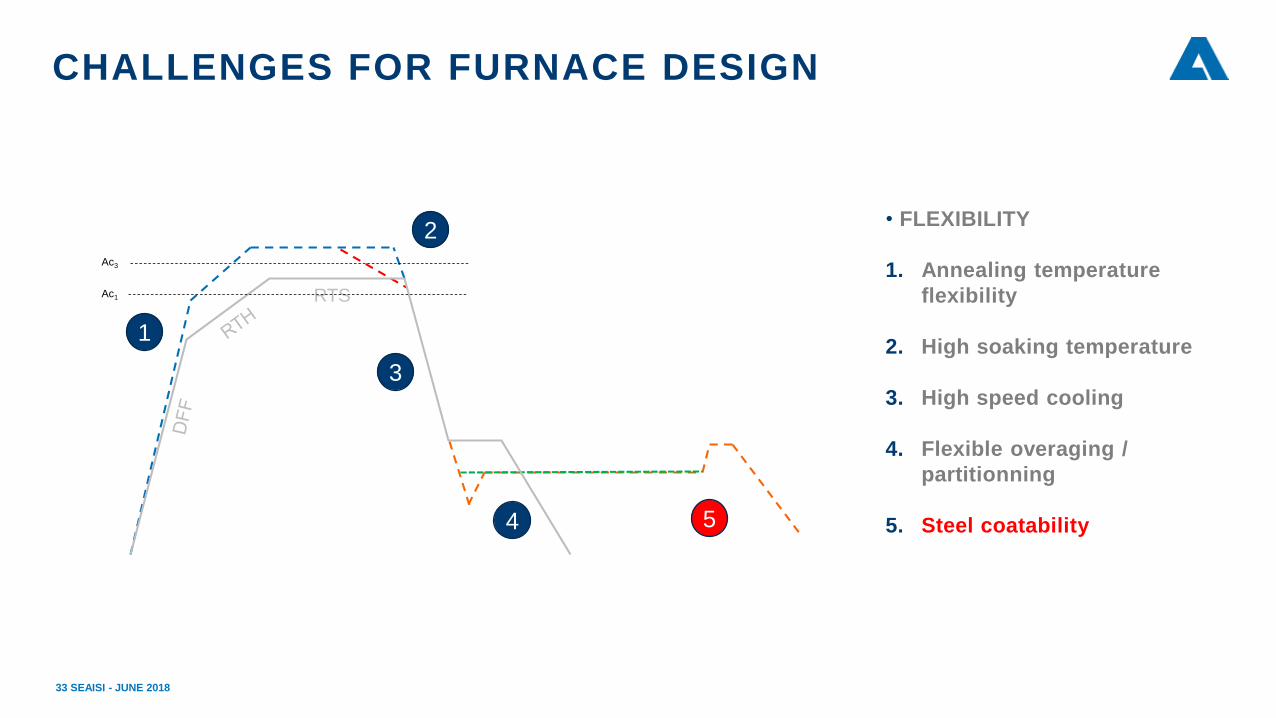
CHALLENGES FOR FURNACE DESIGN
SEAISI - JUNE 201833
• FLEXIBILITY
1. Annealing temperature
flexibility
2. High soaking temperature
3. High speed cooling
4. Flexible overaging /
partitionning
5. Steel coatability
1
2
3
4 5
RTSAc1
Ac3
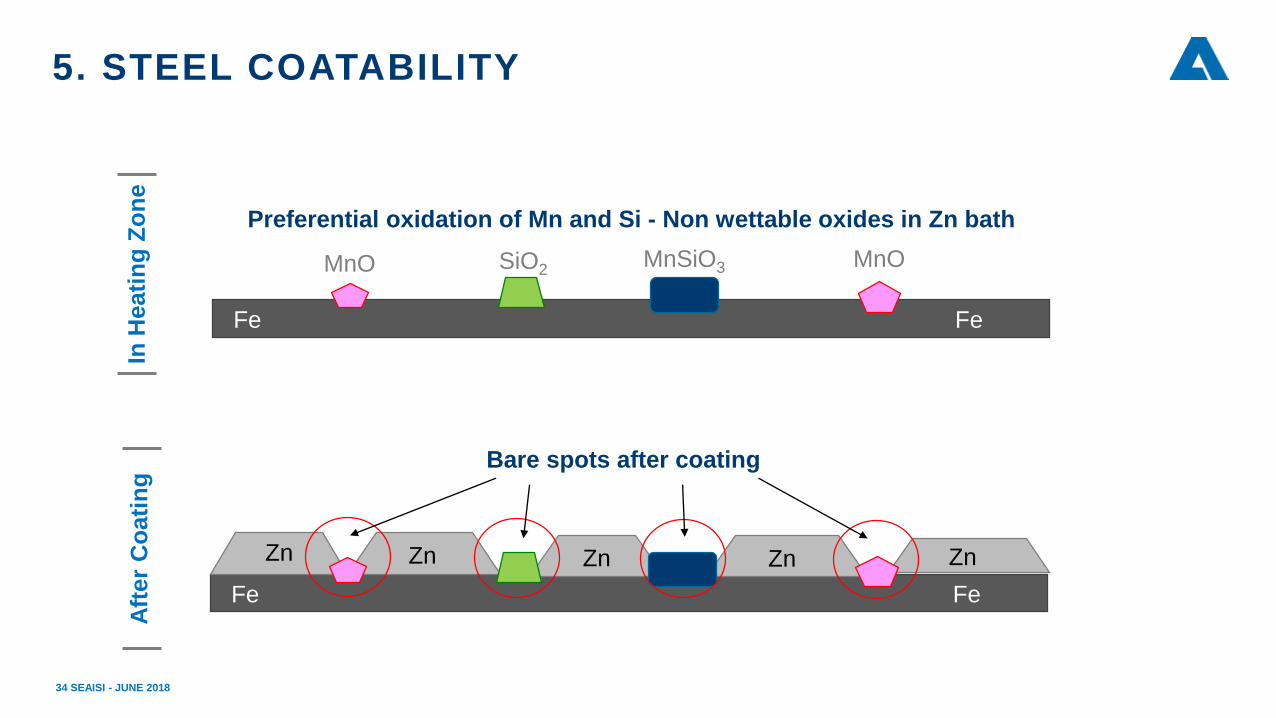
5. STEEL COATABILITY
SEAISI - JUNE 201834
MnO MnOSiO2MnSiO3
FeFe
FeFe
Zn Zn Zn Zn Zn
Preferential oxidation of Mn and Si - Non wettable oxides in Zn bath
Bare spots after coating
In H
eati
ng
Zo
ne
Aft
er
Co
ati
ng
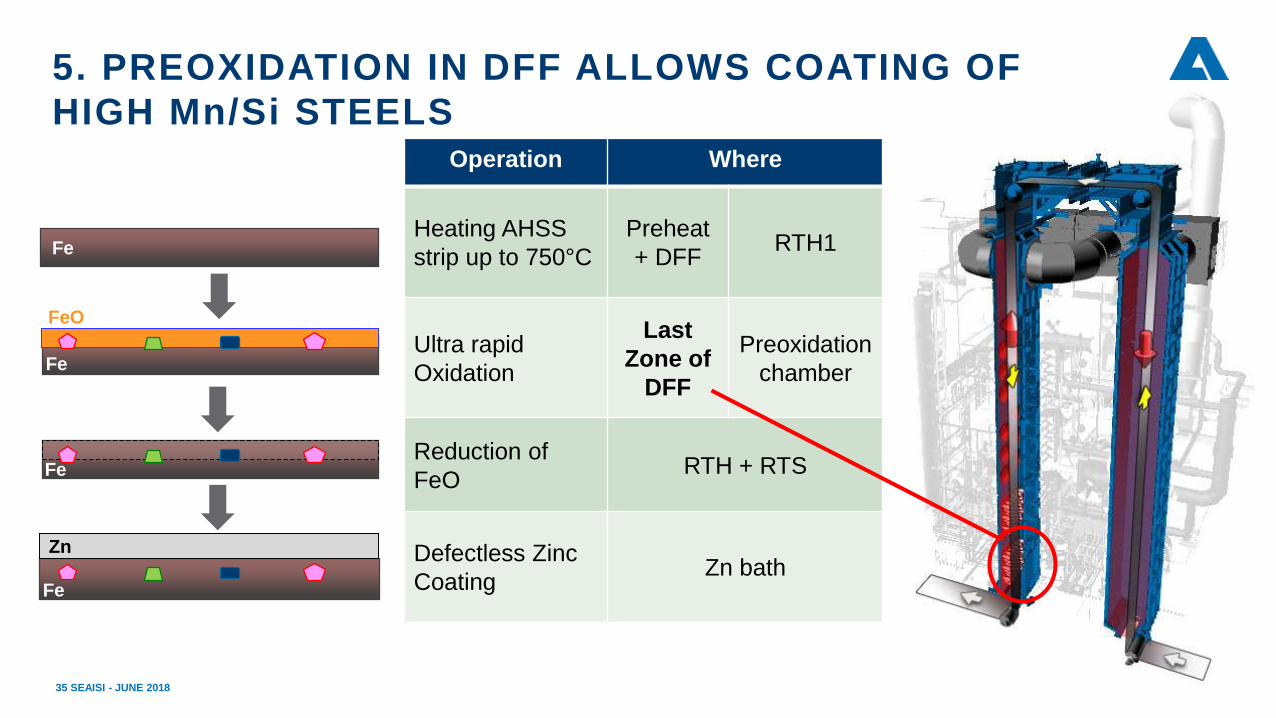
5. PREOXIDATION IN DFF ALLOWS COATING OF
HIGH Mn/Si STEELS
SEAISI - JUNE 201835
Fe
FeO
Fe
Fe
Zn
Fe
Operation Where
Heating AHSS
strip up to 750°C
Preheat
+ DFFRTH1
Ultra rapid
Oxidation
Last
Zone of
DFF
Preoxidation
chamber
Reduction of
FeORTH + RTS
Defectless Zinc
CoatingZn bath
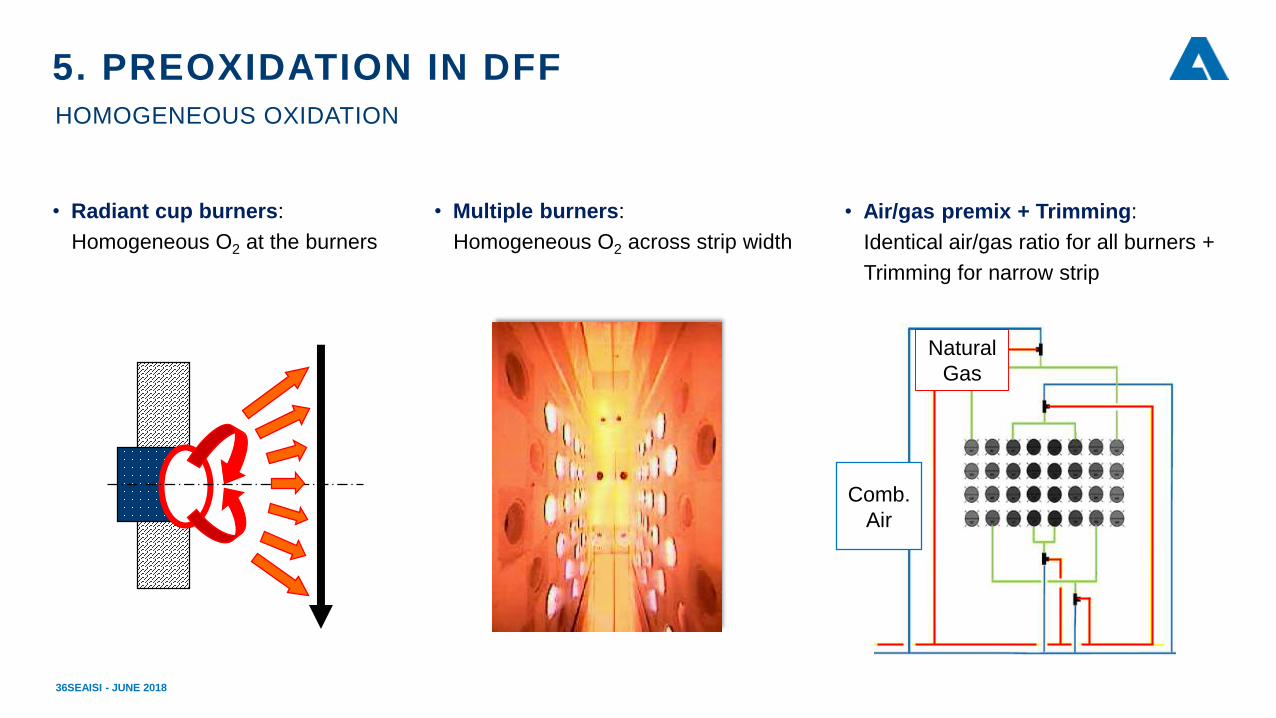
5. PREOXIDATION IN DFF
SEAISI - JUNE 201836
• Radiant cup burners:
Homogeneous O2 at the burners
• Multiple burners:
Homogeneous O2 across strip width
• Air/gas premix + Trimming:
Identical air/gas ratio for all burners +
Trimming for narrow strip
Comb.
Air
Natural
Gas
HOMOGENEOUS OXIDATION
5. PREOXIDATION IN DFF
SEAISI - JUNE 201837
• Accurate thickness of the oxide layer (200-300 nm) through:
• Accurate setting of air/gas ratio
• Accurate control of O2 rate in the waste gas
• A too thin layer will give coating problems
• A too thick layer could lead to roll pickup and incomplete reduction Permanent WG
analysis
ACCURATE OXIDATION
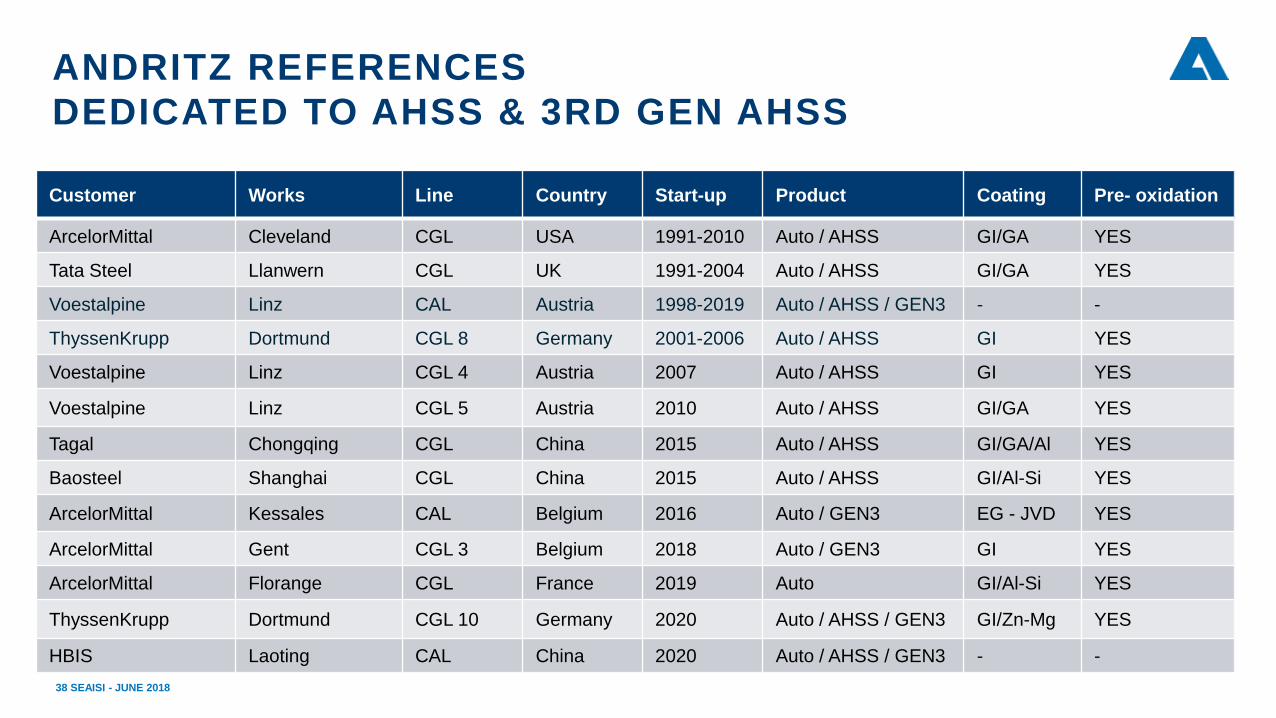
Customer Works Line Country Start-up Product Coating Pre- oxidation
ArcelorMittal Cleveland CGL USA 1991-2010 Auto / AHSS GI/GA YES
Tata Steel Llanwern CGL UK 1991-2004 Auto / AHSS GI/GA YES
Voestalpine Linz CAL Austria 1998-2019 Auto / AHSS / GEN3 - -
ThyssenKrupp Dortmund CGL 8 Germany 2001-2006 Auto / AHSS GI YES
Voestalpine Linz CGL 4 Austria 2007 Auto / AHSS GI YES
Voestalpine Linz CGL 5 Austria 2010 Auto / AHSS GI/GA YES
Tagal Chongqing CGL China 2015 Auto / AHSS GI/GA/Al YES
Baosteel Shanghai CGL China 2015 Auto / AHSS GI/Al-Si YES
ArcelorMittal Kessales CAL Belgium 2016 Auto / GEN3 EG - JVD YES
ArcelorMittal Gent CGL 3 Belgium 2018 Auto / GEN3 GI YES
ArcelorMittal Florange CGL France 2019 Auto GI/Al-Si YES
ThyssenKrupp Dortmund CGL 10 Germany 2020 Auto / AHSS / GEN3 GI/Zn-Mg YES
HBIS Laoting CAL China 2020 Auto / AHSS / GEN3 - -
ANDRITZ REFERENCES
DEDICATED TO AHSS & 3RD GEN AHSS
SEAISI - JUNE 201838

THANK YOU !

• Ajoy CHAKRABARTISales Director
ANDRITZ Technologies Pvt. Ltd
Plot No. 22, 6th Floor, Block KB
“Bhakta Towers” Sector-II, Salt Lake City
Kolkata - 700 098, India
p: +91 (33) 46027958 / 59
m: +91 9831036615
YOUR CONTACTS
SEAISI - JUNE 201840
• Nadine BANLINSales Director
ANDRITZ Selas SAS
4, avenue Laurent Cely, Hall A, Tours d’Asnieres
92600 - Asnieres-sur-Seine, France
p: +33 1 40803404
m: +33 612136766
• Alain DETHIERDirector Technology
ANDRITZ Technologies Pvt. Ltd
Magnolia , Block B, Level 4
Manyata Embassy Business Park, Nagawara
Bangalore - 560045, India
p: +91 (80) 46669600
m: +91 9741473396
This presentation contains valuable, proprietary property belonging to ANDRITZ AG or its affiliates (“the ANDRITZ GROUP”), an d no licenses
or other intellectual property rights are granted herein, nor shall the contents of this presentation form part of any sales contracts which may be
concluded between the ANDRITZ GROUP companies and purchasers of any equipment and/or systems referenced herein. Please be awa re
that the ANDRITZ GROUP actively and aggressively enforces its intellectual property rights to the fullest extent of applicabl e law. Any
information contained herein (other than publically available information) shall not be disclosed or reproduced, in whole or in part, electronically
or in hard copy, to third parties. No information contained herein shall be used in any way either commercially or for any pu rpose other than
internal viewing, reading, or evaluation of its contents by recipient and the ANDRITZ GROUP disclaims all liability arising f rom recipient’s use or
reliance upon such information. Title in and to all intellectual property rights embodied in this presentation, and all infor mation contained therein,
is and shall remain with the ANDRITZ GROUP. None of the information contained herein shall be construed as legal, tax, or inv estment advice,
and private counsel, accountants, or other professional advisers should be consulted and relied upon for any such advice.
All copyrightable text and graphics, the selection, arrangement, and presentation of all materials, and the overall design of this presentation are
© ANDRITZ GROUP 2018. All rights reserved. No part of this information or materials may be reproduced, retransmitted, display ed, distributed,
or modified without the prior written approval of Owner. All trademarks and other names, logos, and icons identifying Owner’s goods and
services are proprietary marks belonging to the ANDRITZ GROUP. If recipient is in doubt whether permission is needed for any type of use
of the contents of this presentation, please contact the ANDRITZ GROUP at [email protected].
LEGAL DISCLAIMER
SEAISI - JUNE 201841


















