ANALYTICAL AND EXPERIMENTAL EVALUATION OF SPRING BACK EFFECTS IN A TYPICAL COLD ROLLED SHEET
12
http://www.iaeme.com/ijmet/index.asp 119 [email protected] International Journal of Mechanical Engineering and Technology (IJMET) Volume 7, Issue 1, Jan-Feb 2016, pp. 119-130, Article ID: IJMET_07_01_013 Available online at http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=7&IType=1 Journal Impact Factor (2016): 9.2286 (Calculated by GISI) www.jifactor.com ISSN Print: 0976-6340 and ISSN Online: 0976-6359 © IAEME Publication ANALYTICAL AND EXPERIMENTAL EVALUATION OF SPRING BACK EFFECTS IN A TYPICAL COLD ROLLED SHEET Bishnu Pada Pal Deputy Manager, Experimental Mechanics and Virtual Reality Lab, BHARAT HEAVYELECTRICALS LIMITED, Corporate Research & Development Division, Vikasnagar, Hyderabad-500 093, India D. Ramamohan Rao Manager Experimental Mechanics and Virtual Reality Lab, BHARAT HEAVYELECTRICALS LIMITED, Corporate Research & Development Division, Vikasnagar, Hyderabad-500093, India ABSTRACT Prediction of spring back for forming of a typical shape of Cold Rolled steel sheet has been carried out using FEM. The objective of this work is to predict the spring back in the form of a typical shape of cold rolled steel sheet and compare that with the actual spring back as occurs in experiment. A typical shape is designed using AutoCAD and Solidworks. Die and punch to form the shape has been designed using 2d and 3d modelling tools. The Finite element simulation is done considering the material and geometric nonlinearity. Non-linear material properties are obtained from the tensile testing of the standard test specimen made from the same material and of same thickness. Geometric nonlinearity is considered by selecting appropriate option in the FEM package. Die, punch and sheet are considered in the finite element analysis. Final deformed shape after occurrence of spring back has been obtained in the finite element analysis. Die, punch and sheet is made for model blade and forming operation is carried out using hydraulic press. Spring back obtained in the actual forming of the sheet is measured and compared with the FE analysis results which are in line with each other. Key words: Die, Experiment, Finite Element Analysis, Forming, Nonlinear, Punch, Sheet, Solid Model, Spring Back
-
Upload
iaeme-publication -
Category
Engineering
-
view
105 -
download
0
Transcript of ANALYTICAL AND EXPERIMENTAL EVALUATION OF SPRING BACK EFFECTS IN A TYPICAL COLD ROLLED SHEET

http://www.iaeme.com/ijmet/index.asp 119 [email protected]
International Journal of Mechanical Engineering and Technology (IJMET)
Volume 7, Issue 1, Jan-Feb 2016, pp. 119-130, Article ID: IJMET_07_01_013
Available online at
http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=7&IType=1
Journal Impact Factor (2016): 9.2286 (Calculated by GISI) www.jifactor.com
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
© IAEME Publication
ANALYTICAL AND EXPERIMENTAL
EVALUATION OF SPRING BACK EFFECTS
IN A TYPICAL COLD ROLLED SHEET
Bishnu Pada Pal
Deputy Manager, Experimental Mechanics and Virtual Reality Lab,
BHARAT HEAVYELECTRICALS LIMITED,
Corporate Research & Development Division,
Vikasnagar, Hyderabad-500 093, India
D. Ramamohan Rao
Manager Experimental Mechanics and Virtual Reality Lab,
BHARAT HEAVYELECTRICALS LIMITED,
Corporate Research & Development Division,
Vikasnagar, Hyderabad-500093, India
ABSTRACT
Prediction of spring back for forming of a typical shape of Cold Rolled
steel sheet has been carried out using FEM. The objective of this work is to
predict the spring back in the form of a typical shape of cold rolled steel sheet
and compare that with the actual spring back as occurs in experiment. A
typical shape is designed using AutoCAD and Solidworks. Die and punch to
form the shape has been designed using 2d and 3d modelling tools. The Finite
element simulation is done considering the material and geometric
nonlinearity. Non-linear material properties are obtained from the tensile
testing of the standard test specimen made from the same material and of
same thickness. Geometric nonlinearity is considered by selecting appropriate
option in the FEM package. Die, punch and sheet are considered in the finite
element analysis. Final deformed shape after occurrence of spring back has
been obtained in the finite element analysis. Die, punch and sheet is made for
model blade and forming operation is carried out using hydraulic press.
Spring back obtained in the actual forming of the sheet is measured and
compared with the FE analysis results which are in line with each other.
Key words: Die, Experiment, Finite Element Analysis, Forming, Nonlinear,
Punch, Sheet, Solid Model, Spring Back

Bishnu Pada Pal and D Ramamohan Rao
http://www.iaeme.com/ijmet/index.asp 120 [email protected]
Cite this Article: Bishnu Pada Pal and D Ramamohan Rao. Analytical and
Experimental Evaluation of Spring Back Effects In A Typical Cold Rolled
Sheet, International Journal of Mechanical Engineering and Technology,
7(1), 2016, pp. 119-130.
http://www.iaeme.com/currentissue.asp?JType=IJMET&VType=7&IType=1
1. INTRODUCTION: SPRING BACK
As sheet bending is an important manufacturing process, it is prudent to be able to
predict many of the causes and effects of spring back. The phenomena of unbending
of a metal strip after a forming operation is called spring back. Control of spring back
for the bending processes applied in practice is difficult for a number of reasons,
especially in mass production. Sheet metal forming processes, such as bending,
stretching and drawing are widely applied industrially, but design of tools and
selection of sheet material remain almost invariably dependent on trial and error. The
main reason is that the manufacturing process is influenced by various factors like
shape of tools, characteristics of material, process variables and the geometric
configuration of the work piece, which are difficult to formulate into a precise
mathematical model. Literature is available in the fields of sheet metal bending like
pure bending, V-die bending, simple flanging and other processes. Most materials can
be bent to quite a small radius, but the problem is to control the shape of the bent
work piece. In general, a bent work piece will recover elasticity i.e. spring back on
unloading, so that the bend quality is heavily dependent on the spring back, which is a
function of material properties and process parameters such as Young’s modulus,
yield stress, strain hardening abilities, plastic anisotropy, thickness and die geometry .
The evaluation of elastic spring back effects is a fundamental aspect in the
practice of sheet forming operations. Spring back, in fact, introduces deviations from
the desired final shape - consequently, the stamped sheet does not conform to the
design specifications and could make it unsuitable for the application. Since almost all
the sheet forming processes are characterised by a significant amount of deformation
introduced by a bending mechanics, the distribution of strain along the sheet thickness
is strongly inhomogeneous. Such a distribution, together with the elastic-plastic
behaviour of the work piece determines the occurrence of spring back after removal
of the forming tools. It is well known from the tensile test that the elastic part of the
total strain, which is recovered if the load is released, is equal to the ratio of the stress
before unloading to the Young modulus. The tendency to elastic spring back increases
by increasing the strain hardening coefficient and by decreasing the elastic stiffness.
A complete knowledge of the spring back phenomenon and its dependence on
material and process variables is strongly required in order to develop effective real
time process control systems.
It is a difficult task to undertake numerical simulation of sheet bending process
precisely. In the last two decades some mathematical models were proposed to predict
spring back effects for simple geometries. As far as bending is concerned, most
analytical approaches were based on simple beam or plate bending theories, that made
it possible to analyse the influence of material parameters on spring back.
1.1. Factors affecting spring back
Elastic recovery of formed part in unloading known as spring back causes shape error
in final product of sheet metal forming processes. Several approaches have been
proposed for analysis of spring back and compensating its error. The spring back

Analytical and Experimental Evaluation of Spring Back Effects In A Typical Cold Rolled
Sheet
http://www.iaeme.com/ijmet/index.asp 121 [email protected]
occurs at the last step of process and the final geometry of work piece can be obtained
at the end of direct process modelling. For prediction of spring following factor has to
be considered.
Material Non-linearity: As all materials have a finite modulus of elasticity, plastic
deformation is followed by elastic recovery upon removal of the load; in bending, this
recovery is known as spring back.
Figure 1Schematic illustration of loading and unloading of a tensile test specimen.
It is to be noted from Fig 1., that during unloading, the curve follows a path
parallel to the original elastic slope.
Hence for calculating the spring back the material property i.e. Stress-strain curve
upto UTS has to be considered.
Geometric non-linearity
When there is a large deformation the shape of the structure changes which is
responsible for change in stiffness of the structure. That is called geometric
nonlinearity. Henc, stiffness changes due to deformation and change of the shape of
the geometry has to be considered to get the final deformation of geometry and for
prediction of spring back.
Contact non-linearity
In the forming operation of sheet metal there is contact between sheet and punch and
also between sheet and die. So the contact forces and sliding have to be considered for
the forming simulation. The friction forces between all the surfaces between the die, sheet and punch determine the bending force and determine the spring back.
To establish the methodology for prediction of spring back in cold forming/
bending of sheet metal, a preliminary study was carried out on a typical blade profile.
2. MODELING OF MODEL BLADE
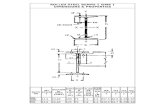
In this paper non linear FE Analysis of a 2mm CR MS Sheet is carried out for
prediction of spring back. The shape of the blade profile is taken as taper, as shown in
the Fig.2.

Bishnu Pada Pal and D Ramamohan Rao
http://www.iaeme.com/ijmet/index.asp 122 [email protected]
Figure 2 2D Drawing of the model blade
The solid model of the blade profile is made and some views are shown in Fig.3.
Fig.3a Fig.3b Fig.3c
Figure 3 Different views of the 3D Model blade
2.1. Design of Die-punch set for the forming of model blade
Die and punch set are designed for the forming simulation of the model blade.The die
is modeled exactly matching with the outer surface of the model blade profile where
as punch is modeled matching exactly with the inner section of the model blade
profile so that the Die and Punch profiles are offset to each other by thickness of the
sheet. Four guides are provided to locate the sheet with respect to die and punch and
not to move in axial and transverse directions. Model of die, punch, guide, sheet and
their assembly is shown in the figures 4 to 6.
Figure 4 3D model of Die Figure 5 3D model of Punch

Analytical and Experimental Evaluation of Spring Back Effects In A Typical Cold Rolled
Sheet
http://www.iaeme.com/ijmet/index.asp 123 [email protected]
Figure 6 Die punch set assembly (3d model)
2.2. Modeling of test speciemen
Model of the test specimens for the sheet material of same thickness is also made for
the tesnsile testing of the material to generate the stress strain diagram and to get the
material properties data to be used for simulation. Fig.7. shows the model of the
tensile test specimen
Figure 7 3D model of the Tensile test Specimen
2.3. Modeling of the Sheet
Model of the CR MS sheet of same Thickness which is used for forming of model
blade is shown in Fig.8.
Figure 8 A 3D model of the Cr MS sheet

Bishnu Pada Pal and D Ramamohan Rao
http://www.iaeme.com/ijmet/index.asp 124 [email protected]
2.4. Tensile testing of the standard test specimen
Tensile test specimens are manufactured and tensile testing of those specimens are
carried out in UTM prior to the analysis. The material property values obtained from
the tensile testing are required to be used for the simulation.
2.5. F. E. Analysis for Prediction of spring back in a Cold forming
operation
Cold forming is a large deformation phenomenon. In a forming operation a
metal/non-metallic thin component is deformed beyond its elastic range so that
permanent deformation remains after the operation. Component to be formed is
placed on a rigid die and load is applied through punch to deform the component to a
desired shape of the die. After the punch is removed, the component recovers some
amount of deformation which is defined as elastic deformation and the rest is
attributed to plastic deformation which remains as permanent deformation and that
results in the final shape after forming.
To simulate the forming phenomenon and to check the spring back, the Die,
Punch and 2mm thick sheet are modelled using FE tools
Analysis of the forming operation is done considering material and geometric
non-linearity. As the component is deformed beyond the elastic limit, consideration of
material non-linearity is required for the analysis and as the deformation is large,
effect of geometric non-linearity has to be considered.
2.6. Modeling of Die using FE tools
Die is modelled as Discrete Rigid Body-3d Shell. A reference point is created on the
Die to specify constraints and boundary condition for the Die, which is meshed with
4-node 3-D bilinear rigid quadrilateral element.
Figure 9 3D model of the Die modelled as Discrete Rigid Body-3D Shell in FE tools
2.7. Modeling of Punch
Die is also modelled as Discrete Rigid Body-3d Shell. A reference point is created on
the Die to specify constraints and boundary condition for the Die and Punch is
modelled using 4-node 3-D bilinear rigid quadrilateral.

Analytical and Experimental Evaluation of Spring Back Effects In A Typical Cold Rolled
Sheet
http://www.iaeme.com/ijmet/index.asp 125 [email protected]
Figure 10 3D model of the Punch modelled as Discrete Rigid Body-3D Shell
2.8. Modeling of Sheet
Sheet is modelled with 3D Deformable body with extruded shell-mid surface with a
uniform shell thickness of 2mm. Sheet is meshed with shell element S4R. With a 4-
node doubly curved thin or thick shell, reduced integration, hourglass control, finite
membrane strains.
Figure 11 3D model of the 2mm thick Sheet modelled as 3D Deformable Extruded
Shell-mid surface
2.9. Material properties definition
Material property definition for Discrete rigid bodies i.e. for die and punch is not
required as they are considered as rigid.
Material property for Deformable sheet is defined as nonlinear material.
For finding the material properties, standard test specimens are made and
specimens are tested in an UTM.
Material properties extracted from tensile testing of the test specimens and taken
in FE tools are as follows
Young’s modulus of Elasticity (E) =2.1e5 N/mm2, Poisson’s ratio=0.3
Table 1 Material properties
Sl. no Stress Plastic strain
1 220 0.00
2 250 0.002
3 300 0.008

Bishnu Pada Pal and D Ramamohan Rao
http://www.iaeme.com/ijmet/index.asp 126 [email protected]
Corresponding stress strain curve is given in fig .12 below:
Figure 12 Assembly of the Die punch set in ABAQUS
2.10. Boundary conditions
Interaction or contact definition
Surface to surface contact with finite sliding conditions is defined between sheet and
Die and also for die and punch. Initially the sheet is resting on the die i.e. they are just
touching each other and also punch is in contact with the sheet.
Displacement Boundary condition
Die is kept fixed.
Displacement boundary conditions are given for the punch in number of steps. Punch
moves gradually towards down and bend the sheet. Once the die comes to its lowest
extreme position the sheet takes the outer shape of the punch/die. Immediately after
that, the punch is displaced upward and final deformed shape of the sheet is obtained.
2.11. Assembly of Die Punch set and Sheet
Initially the die punch and sheet are assembled in a position as shown in the fig.13.
Meshed model of the assembly is shown in Fig. 14.
Figure 13 Assembly of the Die punch set
0
220 250
300
0
50
100
150
200
250
300
350
0 0.5 1 1.5
Stre
ss
% Strain
Stress-strain curve

Analytical and Experimental Evaluation of Spring Back Effects In A Typical Cold Rolled
Sheet
http://www.iaeme.com/ijmet/index.asp 127 [email protected]
Figure 14 FE model of Assembly of the Die punch Set in ABAQUS
2.12. Simulation Results and estimation of spring back
Displacement plot has been made for the Die punch set in assembly. Fig.15 and
Fig.16 shows the displacement plot of the Punch and sheet when punch reaches its
bottom most position.i.e. when the deformation of the sheet is maximum and sheet
takes the shape of the die and this is the shape before sping back. Fig.14. shows the
smaller end of the profile and fig.15 shows the larger end of the blade profile before
spring back.
Figure 15 Deformed Shape of the sheet when the punch moves to the bottom most position
i.e. before spring back (Showing smaller end)
Figure 16 Deformed Shape of the sheet when the punch moves to the bottom most
position i.e. before spring back (showing larger end).

Bishnu Pada Pal and D Ramamohan Rao
http://www.iaeme.com/ijmet/index.asp 128 [email protected]
Once the Punch is lifted from the Die (i.e. from its bottom most position), the
sheet becomes free and some amount of deformation is recovered .i.e. final deformed
shape deviates from the Die shape which is the spring back. Fig.17 and Fig.18 show
the displacement plot of the Punch and sheet when punch is lifted from the die (i.e.
from its bottom most position). Fig.16. shows the smaller end of the profile and
Fig.17. shows the larger end of the blade profile after spring back. Maximum amount
of spring back as predicted for the smaller end profile is 0.58 linear units (for the
bottom most node) and that for the larger end profile is 2.97 linear units ( for the
bottom most node).
Figure 17 Deformed Shape of the sheet when the punch is lifted from its bottom most
position (showing smaller end) i.e. after spring back
Figure 18 Deformed Shape of the sheet when the punch is lifted from its bottom most
position (showing larger end) i.e. after spring back
3.0. MANUFACTURING AND ASSEMBLY OF THE DIE PUNCH
SET IN THE HYDRAULIC PRESS, FORMING OF THE MODEL
BLADE AND MEASUREMENT OF SPRING BACK
3.1. Manufacturing of the die punch set
Manufacturing drawings of the Die-Punch assembly, Die, Die Fixture, Punch, Punch
Fixture, Sheet, Guide Strip and Test specimens are made for the manufacturing of
these items and the same are manufactured as per the drawings.
3.2. Assembly of the die punch in the Hydraulic press
Die-Punch set is assembled in the Hydraulic press. Die is assembled to the bottom
portion of the hydraulic press using the Die fixture and the punch is assembled to the
upper portion of the hydraulic press using the Punch fixture and guide strips are
attached

Analytical and Experimental Evaluation of Spring Back Effects In A Typical Cold Rolled
Sheet
http://www.iaeme.com/ijmet/index.asp 129 [email protected]
3.3. Forming of the CR Sheet and measurement of spring back
After assembling the die punch in the hydraulic press, the forming/bending of the
sheet is carried out as shown in Fig.19. Cylinder of the hydraulic press is gradually
moved and forming operation of the model blade is carried out. After forming the die
is displaced downward gradually so that sheet is free on the die and punch is
completely removed from the die so that there is no contact between die and punch.
After the punch is lifted from the die the final deformed shape of the sheet is obtained
as shown in Fig.20 and this spring back is measured for the bottom most position of
the die as shown in Fig.21.
Figure 19 The die punch set in the Hydraulic press and sheet forming/bending
Fig 20 Final deformed shape after spring
back
Fig 21 Measurement of spring back

Bishnu Pada Pal and D Ramamohan Rao
http://www.iaeme.com/ijmet/index.asp 130 [email protected]
4.4. Comparison of simulation results and the experimental results and
conclusions
Simulation results are compared with the experimental results to see the capability of
the FEA software for non-linear analysis like forming simulation. Spring back results
are compared in Table.2.
It is seen that finite element simulation results are in line with the experimental
results. Also it is found that when there is significant amount of spring, the simulation
results and experiment results are in close approximation with each other Hence it is
concluded that the finite element simulation can be used for prediction of spring back
prior to the forming operation using FE tools. This can be useful for spring back
prediction and die design for cold forming of banana type of hollow guide blades for
steam turbine.
Table 2 Comparison of simulation results and the experimental results
Spring back at the
bottom most node
Simulation
in linear units
% difference between
analysis and
experiments
On Larger end profile 3 (Approx.) -5%
On smaller end profile < 1.0 -20%
REFERENCES
[1] K. Lange, Handbook of metal forming, McGraw-Hill Company
[2] Springback Phenomenon in Sheet metal
[3] V-die Air Bending-Experimental and Numerical Study
Sachin S Chaudhari and Navneet K Patil. Spring Back Prediction of Sheet Metal
in Deep Drawing Process, International Journal of Mechanical Engineering and
Technology, 6(12), 2015, pp. 09-12.