
ANALYSIS OF THE RATIO OF CUTTING SPEED TO TOOL LIFE …
76
President University 1 ANALYSIS OF THE RATIO OF CUTTING SPEED TO TOOL LIFE IN THE LATHE USING HSS TOOLS FOR WORKING ON SS400 MATERIAL A final project report presented to the Faculty of Engineering By Simeon Triyan Suryatama 003201605011 in partial fulfillment of the requirements of the degree Bachelor of Science in Mechanical Engineering President University June 2020
Transcript of ANALYSIS OF THE RATIO OF CUTTING SPEED TO TOOL LIFE …

President University 1
ANALYSIS OF THE RATIO OF CUTTING SPEED TO TOOL
LIFE IN THE LATHE USING HSS TOOLS FOR WORKING
ON SS400 MATERIAL
A final project report
presented to
the Faculty of Engineering
By
Simeon Triyan Suryatama
003201605011
in partial fulfillment
of the requirements of the degree
Bachelor of Science in Mechanical Engineering
President University
June 2020

ii
DECLARATION OF ORIGINALITY
I declare that this final project report, entitled “ANALYSIS OF THE RATIO OF
CUTTING SPEED TO TOOL LIFE IN THE LATHE USING HSS TOOLS FOR
WORKING ON SS400 MATERIAL” is my own original piece of work and, to the best of
my knowledge and belief, has not been submitted, either in whole or in part, to another
university to obtain a degree. All sources that are quoted or referred to are truly declared.
Cikarang, Indonesia, June 2020
Simeon Triyan Suryatama
003201605011

iii
ANALYSIS OF THE RATIO OF CUTTING SPEED TO TOOL
LIFE IN THE LATHE USING HSS TOOLS FOR WORKING
ON SS400 MATERIAL
By
Simeon Triyan Suryatama
003201605011
Approved by
Dr.Eng. Ir Rudi Suhradi Rachmat, M.Eng. Dr.Eng. Lydia Anggraini, S.T., M.Eng.
Final Project Supervisor Head of Study Program
iv
ACKNOWLEDGEMENTS
Dengan rasa penuh hormat penulis ingin memanjatkan puji dan syukur kepada Tuhan Yang
Maha Esa yang senantiasa melimpahkan rahmat dan kasih-Nya sehingga penulis dapat
menyelesaikan tugas akhir ini dengan lancar dan sebaik-baiknya. Tugas akhir ini disusun dalam
rangka memenuhi salah satu persyaratan meraih derajat Sarjana Teknik Mesin Fakultas Teknik
President University. Dengan selesainya tugas akhir ini, penulis ingin menyampaikan rasa
terimakasih atas segala dukungan, bantuan dan arahan dari berbagai pihak, antara lain :
1. Ibu dan Bapak sebagai orang tua yang selalu memberikan dukungan dan doa untuk saya
dalam menyelesaikan tugas akhir ini.
2. Bapak Dr.Eng. Ir Rudi Suhradi Rahmat, M.Eng. selaku pembimbing tugas akhir saya yang
selalu memberikan nasihat dan dukungan sehingga dapat terselesaikanya tugas akhir ini.
3. Seluruh dosen jurusan Teknik Mesin President University yang telah memberikan
pengetahuan selama saya menuntut ilmu di President University.
4. Seluruh teman kelas jurusan Teknik Mesin angkatan 2016 yang menjadi teman
seperjuangan dalam belajar di President University.
5. Semua pihak yang tidak mungkin disebutkan satu persatu yang telah membantu dalam
menyelesaikan tugas akhir ini.

v
APPROVAL FOR SCIENTIFIC PUBLICATION
I hereby, for the purpose of development of science and technology, certify and approve to give
President University a non-exclusive royalty-free right upon my final project report with the
title:
ANALYSIS OF THE RATIO OF CUTTING SPEED TO TOOL LIFE IN THE LATHE
USING HSS TOOLS FOR WORKING ON SS400 MATERIAL
along with the related software or hardware prototype (if needed). With this non-exclusive
royalty-free right, President University is entitled to conserve, to convert, to manage in a
database, to maintain, and to publish my final project report. These are to be done with the
obligation from President University to mention my name as the copyright owner of my final
project report.
Cikarang, 6 June 2020
Simeon Triyan Suryatama
003201605011

vi
ABSTRACT
This research contains the testing of cutting speed variables to determine the factors that
influence the life and wear of HSS (High Speed Steel) tool for the turning process of SS400
steel material in order to obtain machining data to determine the service life and wear of a tool.
The study was conducted by turning method that will be made 3 variables in terms of spindle
rotational speed, speed of cutting movement (feeding), and the method of cooling (coolant) in
each process and then measurements were made on the cutting edge of the chisel with CMM
(Coordinate Measuring Machine) before and after the tool is used to determine the size ratio
as the highest wear parameter of a tool in 3 turning variables. In this study temperature
measurements were carried out on the cutting edge of the chisel after being used in the turning
process to determine the temperature produced on the cutting edge of the chisel with the turning
process using 3 different variables. At the cutting edge of the chisel that has been used in the
turning process the object is enlarged using a digital microscope with 40 times the
magnification to see in detail the parts that are experiencing wear. The final result in this
analysis process is known that the lowest tool cut eye wear rate is in the A1 tool with a spindle
rotating speed of 210 RPM, cutting depth of 0.5 mm, and feeding 0.5 mm / rev and the highest
wear rate is in B2 tool with spindle rotational speed of 525 RPM, cutting depth of 0.5 mm, and
feeding of 0.5 mm / rev. While the results of the minus the difference in measurement due to
the increase in the dimensions of the tool measuring plane after the turning process caused by
several factors such as the expansion of the tool after turning and piling up the furious flakes
that stick during the turning process.
Keywords: turning process, lathe tool, HSS (High Speed Steel), SS400, CMM (Coordinate
Measuring Machine), digital microscope.

vii
ABSTRAK
Penelitian ini berisi tentang pengujian variabel kecepatan potong untuk mengetahui faktor yang
mempengaruhi umur pakai dan keausan pahat jenis HSS (High Speed Steel) untuk proses
pembubutan material baja SS400 agar diperoleh data permesinan untuk mengetahui umur pakai
dan keausan dari suatu pahat. Penelitian dilakukan dengan melakukan metode pembubutan
yang akan dibuat 3 variabel dari segi kecepatan putar spindle, kecepatan pergerakan
pemotongan (feeding), dan metode pendinginan (coolant) pada tiap prosesnya dan kemudian
dilakukan pengukuran pada bagian mata potong pahat dengan alat ukur CMM (Coordinate
Measuring Machine) sebelum dan sesudah pahat digunakan untuk mengetahui perbandingan
ukuran sebagai parameter keausan tertinggi suatu pahat dalam 3 variabel pembubutan. Pada
penelitian ini dilakukan pengukuran temperatur pada bagian mata potong pahat setelah
digunakan pada proses pembubutan untuk mengetahui temperatur yang dihasilkan pada mata
potong pahat dengan proses pembubutan menggunakan 3 variabel yang berbeda. Pada bagian
mata potong pahat yang sudah digunakan dalam proses pembubutan maka dilakukan
pembesaran objek menggunakan digital microscope dengan 40 kali pembesaran untuk melihat
secara detail bagian yang mengalami keausan. Hasil akhir pada proses analisa ini diketahui
bahwa tingkat keausan mata potong pahat yang terendah ada pada pahat A1 dengan kecepatan
putar spindle 210 RPM, kedalaman pemotongan 0,5 mm, dan feeding 0,5 mm/rev serta tingkat
keausan tertinggi ada pada pahat B2 dengan kecepatan putar spindle 525 RPM, kedalaman
pemotongan 0,5 mm, dan feeding 0,5 mm/rev. Sedangkan hasil minus pada selisih pengukuran
dikarenakan bertambahnya dimensi bidang ukur pahat setelah proses pembubutan yang
disebabkan oleh beberapa faktor seperti pemuaian pahat setelah proses pembubutan dan
penumpukkan serpihan geram yang menempel saat proses pembubutan.
Kata kunci : proses pembubutan, pahat bubut, HSS (High Speed Steel), SS400, CMM
(Coordinate Measuring Machine), digital microscope
viii
DAFTAR ISI
TITLE PAGE ............................................................................................................................ i
DECLARATION OF ORIGINALITY .................................................................................. ii
FINAL PROJECT REPORT APPROVAL PAGE ............................................................ iii
ACKNOWLEDGEMENTS ................................................................................................... iv
APPROVAL FOR SCIENTIFIC PUBLICATION .............................................................. v
ABSTRACT ............................................................................................................................. vi
ABSTRAK .............................................................................................................................. vii
DAFTAR ISI......................................................................................................................... viii
DAFTAR GAMBAR ............................................................................................................... xi
DAFTAR TABEL ................................................................................................................ xiii
NOMENCLATURE .............................................................................................................. xiv
BAB I PENDAHULUAN ......................................................................................................... 1
1.1 Latar Belakang ............................................................................................................... 1
1.2 Identifikasi Masalah ....................................................................................................... 1
1.3 Tujuan Penelitian ........................................................................................................... 2
1.4 Rumusan Masalah .......................................................................................................... 2
1.5 Batasan Masalah ............................................................................................................ 2
1.6 Sistematika Penulisan .................................................................................................... 3
BAB II DASAR TEORI........................................................................................................... 4
2.1 Proses Pembubutan (Turning) ...................................................................................... 4
2.1.1 Bagian Utama Mesin Bubut ................................................................................................... 4
2.1.2 Parameter Pada Proses Pembubutan ...................................................................................... 7
2.2 Pahat Bubut .................................................................................................................... 9
2.2.1 Material Pahat Bubut HSS ..................................................................................................... 9
2.2.2 Proses Pembuatan Pahat HSS .............................................................................................. 11
2.2.3 Geometri Pahat Bubut .......................................................................................................... 11
ix
2.2.4 Mekanisme Keausan Pahat .................................................................................................. 12
BAB III METODE PENELITIAN ....................................................................................... 14
3.1 Langkah-langkah Perencanaan .................................................................................. 14
3.2 Observasi Awal ............................................................................................................. 15
3.3 Persiapan Alat dan Bahan ........................................................................................... 15
3.3.1 Pahat Potong ........................................................................................................................ 15
3.3.2 Material ................................................................................................................................ 17
3.3.3 Alat Ukur ............................................................................................................................. 17
3.3.4 Mesin Bubut ......................................................................................................................... 19
3.4 Perhitungan Permesinan ............................................................................................. 20
3.4.1 Kecepatan Putaran Spindle .................................................................................................. 20
3.4.2 Kedalaman Pemotongan ...................................................................................................... 21
3.4.3 Kecepatan Pergerakan Pemotongan ..................................................................................... 22
3.4.4 Variabel Proses Pembubutan ............................................................................................... 22
3.5 Pengukuran Keausan Pahat ........................................................................................ 26
BAB IV HASIL DAN PEMBAHASAN ............................................................................... 27
4.1 Proses Pembubutan ...................................................................................................... 28
4.1.1 Penyesuaian Pahat pada Proses Pembubutan ....................................................................... 28
4.1.2 Proses Pembubutan Benda Kerja ......................................................................................... 28
4.2 Hasil Pengukuran ......................................................................................................... 30
4.2.1 Pengukuran Temperatur Pahat ............................................................................................. 30
4.2.2 Pengukuran Bagian Mata Potong Pahat Sebelum dan Sesudah Proses Pembubutan ........... 37
4.2.4 Pemeriksaan Visual Keausan Bagian Mata Potong Pahat ................................................... 39
4.3 Penentuan Hasil ............................................................................................................ 46
4.3.1 Perbandingan Ukuran Mata Potong Pahat ........................................................................... 46
4.3.2 Analisa Data Keausan Pahat ................................................................................................ 50
BAB V KESIMPULAN DAN SARAN ................................................................................. 53
5.1 Kesimpulan ................................................................................................................... 53
5.2 Saran .............................................................................................................................. 54
DAFTAR PUSTAKA ............................................................................................................. 55
LAMPIRAN............................................................................................................................ 56

x
LAMPIRAN I : HASIL PENGUKURAN PAHAT SEBELUM DIGUNAKAN ................ 56
LAMPIRAN II : HASIL PENGUKURAN PAHAT SESUDAH DIGUNAKAN ............... 59

xi
DAFTAR GAMBAR
Gambar 2.1 Bagian utama mesin bubut ..................................................................................... 5
Gambar 2.2 Proses pembubutan ................................................................................................ 8
Gambar 2.3 Geometri pahat bubut ........................................................................................... 12
Gambar 2.4 Keausan kawah dan keausan tepi ......................................................................... 13
Gambar 3.1 Perencanaan proses penelitian ............................................................................. 14
Gambar 3.2 Pahat HSS dengan ukuran 3/8” x 3/8” x 4” ......................................................... 16
Gambar 3.3 Sudut geometris pahat rata kanan ........................................................................ 16
Gambar 3.4 Pahat setelah dibentuk bagian mata potongnya ................................................... 17
Gambar 3.5 Dial Caliper .......................................................................................................... 18
Gambar 3.6 CMM (Coordinate Measuring Machine) ............................................................. 18
Gambar 3.7 Thermal Imaging Camera .................................................................................... 19
Gambar 3.8 Digital Microscope ............................................................................................... 19
Gambar 3.9 Mesin bubut OKUMA Japan tipe LS 110” X 48” X 60” [7] ............................... 20
Gambar 3.10 Headstock mesin bubut OKUMA ...................................................................... 25
Gambar 3.12 Jarak titik pengukuran mata potong pahat ......................................................... 26
Gambar 4.1 Drawing part yang akan diproses ......................................................................... 27
Gambar 4.2 Pemasangan pahat bubut ...................................................................................... 28
Gambar 4.3 Pembubutan dengan coolant sebagai pendingin pahat ......................................... 29
Gambar 4.4 Pembubutan tanpa coolant sebagai pendingin pahat ............................................ 29
Gambar 4.5 Benda kerja setelah proses pembubutan .............................................................. 30
Gambar 4.6 Temperatur pahat A1 setelah proses pembubutan ............................................... 31
Gambar 4.7 Temperatur pahat A2 setelah proses pembubutan ............................................... 32
Gambar 4.8 Temperatur pahat B1 setelah proses pembubutan ................................................ 33
Gambar 4.9 Temperatur pahat B2 setelah proses pembubutan ................................................ 34
Gambar 4.10 Temperatur pahat C1 setelah proses pembubutan .............................................. 35
Gambar 4.11 Temperatur pahat C2 setelah proses pembubutan .............................................. 36
Gambar 4.13 Pembesaran objek bidang geram bagian mata potong pahat A1 ....................... 39
Gambar 4.14 Pembesaran objek bidang utama bagian mata potong pahat A1 ........................ 40
Gambar 4.15 Pembesaran objek bidang geram bagian mata potong pahat A2 ....................... 40
Gambar 4.16 Pembesaran objek bidang utama bagian mata potong pahat A2 ........................ 41
Gambar 4.17 Pembesaran objek bidang geram bagian mata potong pahat B1 ........................ 41
Gambar 4.18 Pembesaran objek bidang utama bagian mata potong pahat B1 ........................ 42

xii
Gambar 4.19 Pembesaran objek bidang geram bagian mata potong pahat B2 ........................ 42
Gambar 4.20 Pembessaran objek bidang utama bagian mata potong pahat B2 ...................... 43
Gambar 4.21 Pembesaran objek bidang geram bagian mata potong pahat C1 ........................ 44
Gambar 4.22 Pembesaran objek bidang utama bagian mata potong pahat C1 ........................ 44
Gambar 4.23 Pembesaran objek bidang geram bagian mata potong pahat C2 ........................ 45
Gambar 4.24 Pembesaran objek bidang utama bagian mata potong pahat C2 ........................ 45
xiii
DAFTAR TABEL
Tabel 2.1 Komposisi kimia material HSS................................................................................ 10
Tabel 3.1 Komposisi kimia (% max) material SS400.............................................................. 17
Tabel 3.2 Kecepatan potong bubut .......................................................................................... 20
Tabel 4.1 Hasil pengukuran temperatur mata potong pahat setelah proses pembubutan ........36
Tabel 4.2 Hasil pengukuran bagian mata potong pahat sebelum dan sesudah digunakan (mm)
.......................................................................................................................................... 38
Tabel 4.3 Perbandingan ukuran pahat A1 (mm) ...................................................................... 46
Tabel 4.4 Perbandingan ukuran pahat A2 (mm) ...................................................................... 47
Tabel 4.5 Perbandingan ukuran pahat B1 (mm) ...................................................................... 47
Tabel 4.6 Perbandingan ukuran pahat B2 (mm) ...................................................................... 48
Tabel 4.7 Perbandingan ukuran pahat C1 (mm) ...................................................................... 48
Tabel 4.8 Perbandingan ukuran pahat C2 (mm) ...................................................................... 49
Tabel 4.9 Analisa data keausan pahat ......................................................................................52

xiv
NOMENCLATURE
Symbol Description Unit
𝑛 Spindle speed rev/min(RPM)
𝑎 Depth of cut mm
𝐶𝑠 Cutting speed mm/min
𝐹 Cutting movement speed mm/min
𝑓 Big cuts mm/rev
𝑑𝑜 Initial diameter mm
𝑑𝑡 Final diameter mm
𝑙𝑡 Cutting length mm
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dunia industri di bidang manufaktur khususnya proses pembubutan merupakan
kegiatan yang sering dilakukan untuk proses pengerjaan logam. Sesuai dengan fungsinya, pahat
yang digunakan harus lebih unggul dari material yang akan diproses. Jenis pahat konvensional
yang sering digunakan yaitu pahat HSS (high speed steel) khususnya pada industri skala kecil
sampai menengah. Hal tersebut dikarenakan pahat ini bersifat ulet, mudah dibentuk bagian
mata potongnya, harga yang relatif lebih rendah, mudah didapat serta dapat digunakan untuk
aplikasi pengerjaan dengan pemotongan relatif rendah.
Dalam penggunaannya umur pakai suatu pahat tidak hanya dipengaruhi oleh geometri
pahat saja, namun dapat disebabkan oleh beberapa faktor dalam proses permesinan seperti
material benda kerja, kecepatan putar mesin, kecepatan pergeseran pemotongan benda kerja,
kedalaman pemakanan benda kerja, serta proses pendinginan benda kerja dan pahat saat proses
proses permesinan. Pada umumnya jika kekerasan material pahat tinggi maka umur pakai suatu
pahat akan lebih lama, maka dilakukan analisa ini dengan melakukan variabel proses
permesinan yang berbeda untuk mengetahui umur pakai pahat.
1.2 Identifikasi Masalah
Pada penelitian ini penulis berfokus dalam melakukan analisa pengaruh kecepatan
potong terhadap keausan pahat bubut HSS untuk pengerjaan material SS400. Hal yang
terpenting dalam proses produksi dengan mesin bubut adalah memperhatikan penggunaan
pahat bubut untuk menghasilkan produk secara optimal, baik dari kualitas maupun kuantitas.
Ketepatan dalam penggunaan pahat bubut sesuai material yang dikerjakan dengan
memperhatikan kecepatan putar spindle, kecepatan pergerakan pemotongan, kedalaman
pemotongan, sudut posisi pahat, serta pendinginan saat proses pengerjaan dapat
memperpanjang umur pakai suatu pahat sesuai dengan ketentuannya.
Untuk itu penulis melakukan analisa dengan membuat variabel proses pengerjaan yang
berbeda dengan 3 pahat bubut HSS untuk proses pengerjaan material SS400. Pengujian
dilakukan dengan 3 metode pengerjaan yang berbeda untuk masing-masing pahat dari
kecepatan putar spindle, kecepatan pemotongan, serta metode pendinginan saat proses

2
permesinan. Hal ini dilakukan untuk mengetahui tingkat keausan pahat dan umur pakai dari
suatu pahat bubut HSS dengan melakukan proses permesinan yang tepat sehingga pahat bubut
jenis HSS ini dapat digunakan sesuai dengan standar umur pakai yang optimal.
1.3 Tujuan Penelitian
1. Menganalisa keausan pada pahat bubut HSS (High Speed Steel) untuk proses pembubutan
material SS400 dengan melakukan 3 variabel proses pembubutan dengan perbedaan kecepatan
putaran spindle dan kecepatan pemotongan benda kerja.
2. Melakukan pengujian untuk standar kecepatan potong pahat HSS untuk pengerjaan material
baja karbon rendah SS400.
3. Mengetahui pengaruh penggunaan coolant sebagai media pendingin pahat.
1.4 Rumusan Masalah
1. Analisa umur pakai pahat bubut HSS untuk pengerjaan material SS400.
2. Menentukan proses penggunaan yang optimal untuk pahat bubut HSS untuk pengerjaan
material SS400 berdasarkan kecepatan putar spindle, kedalaman pemotongan, serta kecepatan
pergeseran saat proses pemotongan.
3. Mengukur dimensi bagian mata potong pahat sebelum dan sesudah penggunaan dalam
proses pembubutan dengan 3 variabel proses pembubutan untuk mengetahui perbandingan
keausan pahat.
1.5 Batasan Masalah
1. Analisa dilakukan menggunakan mesin bubut konvensional dalam penggunaan pahat untuk
proses pembubutan.
2. Pahat bubut menggunakan pahat HSS sebanyak 6 buah untuk 3 proses pengujian yang
berbeda dari segi kecepatan putar spindle, kedalaman pemotongan, serta kecepatan pergeseran
saat proses pemotongan.
3. Material yang digunakan yaitu baja SS400.
4. Posisi sudut pahat untuk pemakanan ditetapkan 90°.
5. Variabel yang digunakan hanya mengubah kecepatan putar spindle, kedalaman pemotongan,
serta kecepatan pergeseran saat proses pemotongan serta menambahkan perbandingan
3
perbandingan proses pendinginan pahat dengan penggunaan coolant dan tanpa coolant saat
proses pembubutan.
6. Pada proses analisa ini tidak melakukan pemeriksaan mikrostruktur pada bagian mata potong
pahat.
7. Pada penelitian ini difokuskan pada keausan pahat dan tidak menguji kekasaran benda kerja
yang dihasilkan dari proses pembubutan.
1.6 Sistematika Penulisan
Perencanaan dalam penulisan tugas akhir ini akan terdapat 5 bab yang berisi :
Bab I : Pendahuluan. Bab ini berisikan Latar Belakang Masalah, Identifikasi Masalah,
Rumusan Masalah, Batasan Masalah, Sistematika Penulisan.
Bab II : Dasar Teori. Bab ini menjelaskan tentang teori dari proses pembubutan, penjelasan
dari material pahat bubut, keausan pahat bubut serta proses pengerjaan pada mesin bubut.
Bab III : Metode Penelitian. Bab ini menjelaskan tentang proses analisis, alat dan bahan yang
akan digunakan, serta pembuatan variabel proses pembubutan.
Bab IV : Hasil dan Pembahasan. Bab ini menjelaskan tentang analisa keausan pahat pada proses
bubut tersebut dan apakah maksud dan tujuan yang hendak dicapai sudah terpenuhi.
Bab V : Kesimpulan dan Saran. Bab ini menjelaskan tentang kesimpulan hasil penelitian yang
dilakukan, serta rekomendasi untuk pengembangan dari penelitian yang sudah dilakukan.

4
BAB II
DASAR TEORI
2.1 Proses Pembubutan (Turning)
Mesin bubut termasuk mesin perkakas dengan gerak utama berputar. Mesin ini
berfungsi untuk menghilangkan sebagian bahan benda kerja, membentuk benda kerja dengan
berputar dengan alat potong yang diam atau tudak berputar). Proses bubut atau turning juga
dapat diartikan sebagai proses pemesinan untuk membentuk benda kerja menggunakan pahat
dengan mata potong tunggal (single point cutting tool). Benda kerja yang akan diproses
diletakkan pada cekam dan dikunci untuk menggenggam benda kerja saat proses pembubutan.
Kualitas yang dapat dihasilkan dari proses pembubutan terutama permukaan dari benda
kerja yang diproses dapat ditentukan oleh tiga parameter utama yaitu kecepatan putar spindle
(spindle speed), kecepatan saat proses pemotongan (feeding), serta kedalaman saat proses
pemotongan (depth of cut). Meskipun ketiga parameter tersebut dapat ditentukan operator juga
harus memperhatikan faktor lain yang dapat mempengaruhi kualitas hasil pembubutan seperti
material benda kerja dan pahat bubut yang digunakan sebelum proses pengerjaan secara
langsung pada mesin bubut.
2.1.1 Bagian Utama Mesin Bubut
Dalam proses pengoperasian mesin bubut operator wajib mengetahui bagian-bagian
utama pada mesin bubut yang terbagi menjadi beberapa bagian seperti berikut: [1]

5
Gambar 2.1 Bagian utama mesin bubut
1. Kepala tetap (head stock)
Beberapa bagian pada kepala tetap (head stock) terbagi menurut fungsinya
masing-masing diantaranya spindle yang berfungsi sebagai dudukan dari piranti mesin
bubut, antara lain:
Cekam (chuck) yang berfungsi menjepit benda kerja yang akan saat melakukan
proses pembubutan.
Roda pully yang dihubungkan dengan motor penggerak. Komponen yang terdapat
pada gear box merupakan sebuah susunan transmisi mekanik seperti roda gigi
dengan poros penopangnya, tuas yang berfungsi untuk menggeser posisi roda gigi
serta susunan mekanik lainnya berfungsi untuk mengatur kecepatan putaran
mesin, kecepatan pemotongan dan arah pemotongan benda kerja.
2. Alas (Bed)
Berfungsi sebagai tempat meluncurnya eretan (carriage), kepala lepas, dan
steady–rest dengan cara meluncur diatas eretan serta digunakan sebagai tempat
kedudukan kepala lepas, eretan, dan alat bantu seperti tumpuan tetap (steady rest) yang
berfungsi sebagai tumpuaan pada saat proses pembubutan. Alas (Bed) memiliki
permukaan sangat halus, rata dan kedataran serta kesejajaranya dalam kondisi baik
maka pada saat proses pembubutan gerakan kepala lepas dan eretan memanjang yang
berada diatasnya menjadi lancar dan stabil sehingga menghasilkan benda kerja dengan
hasil yang presisi. Sebaliknya, apabila kondisi permukaan alas ini sudah rusak maka

6
akan menghasilkan benda kerja dengan hasil yang tidak sesuai ukuran atau
menyebabkan hasil benda kerja yang tidak sejajar.
3. Poros Pengangkut dan Poros Penghantar (Feed and Lead Screw)
Poros pengangkut merupakan poros dengan bentuk ulir segi empat atau
trapesium dengan satuan ukuran ulir whitehworth (inchi) atau metrik (mm) dengan
fungsi utama sebagai penggerak eretan saat melakukan proses pembubutan secara
otomatis seperti proses pembubutan dengan arah melintang serta pembentukan ulir.
Poros penghantar merupakan poros yang selalu berputar untuk membawa jalannya
eretan pada saat proses pemotongan dengan tuas pengatur arah gerak pemakanan
untuk proses pembubutan otomatis dengan arah melintang (maju atau mundur)
terutama pada proses pembuatan ulir.
4. Eretan (carriage)
Eretan memanjang (longitudinal carriage) digunakan saat proses pembubutan
dengan arah memanjang ke arah spindle yang dapat dilakukan secara manual
maupun otomatis. Eretan memanjang bergerak sepanjang alas (bed) mesin dan
berfungsi sebagai tumpuan eretan melintang.
Eretan melintang (cross carriage) digunakan saat proses pembubutan dengan arah
melintang ke arah sumbu senter yang dapat dilakukan secara manual maupun
otomatis dan sekaligus menjadi tumpuan eretan atas.
Eretan atas (top carriage) digunakan saat proses pembubutan dengan arah sudut
yang bisa ditentukan.
Dilihat dari susunannya bahwa eretan melintang bertumpu pada eretan
memanjang sedangkan eretan atas bertumpu pada eretan melintang. Dapat
disimpulkan apabila eretan memanjang digerakkan maka eretan melintang dan eretan
atas juga ikut bergerak mengikuti arah eretan memanjang.
5. Penjepit Pahat (Tool post)
Penjepit pahat (Tools Post) berfungsi sebagai tempat penjepit pahat dengan 3
buah baut pada 4 sisinya sebagai penjepit pahat. Penjepit pahat memiliki tuas dibagian
atas yang berfungsi sebagai pengunci setelah mengatur sudut pahat yang ditentukan
pada proses pembubutan.
6. Kepala lepas (tail stock)
Kepala lepas (tail stock) berfungsi sebagai tumpuan untuk alat tambahan pada
proses bubut seperti senter putar (rotary centre) atau senter tetap yang berfungsi untuk
7
mendukung atau menahan ujung benda kerja agar putarannya tetap stabil serta cekam
bor (drill chuck) yang berfungsi sebagai pengikat mata bor saat proses pembuatan
lubang pada benda kerja. Kepala lepas dilengkapai roda pengatur ukuran dengan skala
garis ukur (nonius) dengan ketelitian antara 0,01 s.d 0,05 mm.
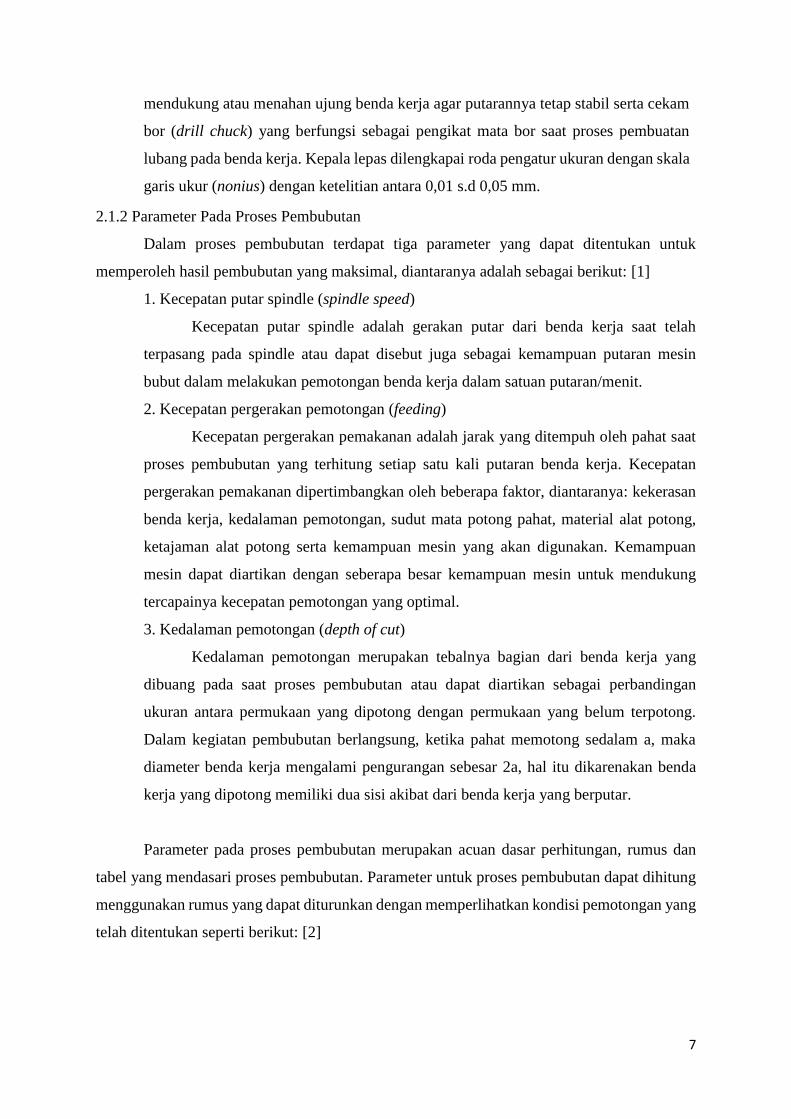
2.1.2 Parameter Pada Proses Pembubutan
Dalam proses pembubutan terdapat tiga parameter yang dapat ditentukan untuk
memperoleh hasil pembubutan yang maksimal, diantaranya adalah sebagai berikut: [1]
1. Kecepatan putar spindle (spindle speed)
Kecepatan putar spindle adalah gerakan putar dari benda kerja saat telah
terpasang pada spindle atau dapat disebut juga sebagai kemampuan putaran mesin
bubut dalam melakukan pemotongan benda kerja dalam satuan putaran/menit.
2. Kecepatan pergerakan pemotongan (feeding)
Kecepatan pergerakan pemakanan adalah jarak yang ditempuh oleh pahat saat
proses pembubutan yang terhitung setiap satu kali putaran benda kerja. Kecepatan
pergerakan pemakanan dipertimbangkan oleh beberapa faktor, diantaranya: kekerasan
benda kerja, kedalaman pemotongan, sudut mata potong pahat, material alat potong,
ketajaman alat potong serta kemampuan mesin yang akan digunakan. Kemampuan
mesin dapat diartikan dengan seberapa besar kemampuan mesin untuk mendukung
tercapainya kecepatan pemotongan yang optimal.
3. Kedalaman pemotongan (depth of cut)
Kedalaman pemotongan merupakan tebalnya bagian dari benda kerja yang
dibuang pada saat proses pembubutan atau dapat diartikan sebagai perbandingan
ukuran antara permukaan yang dipotong dengan permukaan yang belum terpotong.
Dalam kegiatan pembubutan berlangsung, ketika pahat memotong sedalam a, maka
diameter benda kerja mengalami pengurangan sebesar 2a, hal itu dikarenakan benda
kerja yang dipotong memiliki dua sisi akibat dari benda kerja yang berputar.
Parameter pada proses pembubutan merupakan acuan dasar perhitungan, rumus dan
tabel yang mendasari proses pembubutan. Parameter untuk proses pembubutan dapat dihitung
menggunakan rumus yang dapat diturunkan dengan memperlihatkan kondisi pemotongan yang
telah ditentukan seperti berikut: [2]

8
Gambar 2.2 Proses pembubutan
Keterangan gambar:
Benda kerja :
do = diameter awal; mm
dm = diameter akhir; mm
lt = panjang pemotongan; mm
Pahat :
χr = sudut potong utama
Mesin Bubut :
a = kedalaman pemotongan ; mm
𝑎 =𝑑𝑜−𝑑𝑚
2; mm
f = gerak pemotongan; mm/putaran
n = putaran poros utama; putaran/menit
Berdasarkan ketentuan tersebut maka perhitungan yang akan digunakan pada proses
pembubutan adalah sebagai berikut :
9
1. Kecepatan putar spindle / cekam :
𝑛 =𝐶𝑠×1000
𝜋×𝑑
d = diameter benda kerja ; mm
Cs = kecepatan potong ; mm/min
π = 3,14
2. Kedalaman pemotongan :
𝑎 =(𝑑𝑜−𝑑𝑚)
2 ; mm
𝑑𝑜 = diameter awal
𝑑𝑚 = diameter akhir
3. Kecepatan pergerakan pemotongan :
𝐹 = 𝑓 × 𝑛 ; mm/min
f = besar pemotongan atau bergesernya pahat ; mm/rev
n = putaran mesin ; rev/min
2.2 Pahat Bubut
Dalam proses pembubutan pahat merupakan bagian utama yang memegang peran
penting dalam pemotongan benda kerja, hal itu dikarenakan pahat adalah bagian yang
berkontak langsung dengan benda kerja yang dipotong. Beberapa kriteria pahat yang harus
diperhatikan, diantaranya material pahat harus lebih keras dari benda kerja yang akan diproses,
tahan sifat mekanis, dan tahan aus. Beberapa jenis material pahat yang terjual dipasaran sesuai
dengan kebutuhan proses pembubutan, diantaranya: baja karbon, HSS (High Speed Steel),
paduan cor nonferro, karbida, keramik, CBN (Cubic Boron Nitrides), dan intan.
2.2.1 Material Pahat Bubut HSS
Pahat bubut HSS (High Speed Steel) merupakan baja paduan tinggi dengan unsur
paduan seperti karbon, silikon, krom, vanadium, wolfram, molibdenum, dan karbon
monoksida. Baja HSS memiliki variasi komposisi kimia seperti pada tabel berikut:

10
Tabel 2.1 Komposisi kimia material HSS [3]
Perlakuan panas quenching diikuti tempering dengan variasi temperatur 200° sampai
550°C. Pelapisan DLC (Diamond-Like Carbon) dapat menurunkan kekerasan permukaan
material HSS sebesar 62% disertai dengan peningkatan keuletan material. Perlakuan panas
quenching diikuti tempering dengan temperatur 550°C dapat menurunkan kekerasan
permukaan material HSS sebesar 67% yang disertai dengan penurunan keausan. Berikut
merupakan klasifikasi pahat HSS berdasarkan komposisinya, yaitu:
HSS Konvesional
Molybdenum HSS
Powdered HSS
Tungsten HSS
Coated HSS
Cast HSS

11
HSS Special
High Vanadium HSS
Cobalt Added HSS
High Hardness Co. HSS
2.2.2 Proses Pembuatan Pahat HSS
Proses pembuatan pahat HSS yang melalui penuangan logam cair kemudian dilakukan
proses pengerolan atau penempaan baja hingga berbentuk batang atau silindris. Pada kondisi
lunak dengan proses perlakuan panas maka bahan tersebut dapat diproses permesinan untuk
membentuk pahat potong. Setelah proses perlakuan panas, maka kekerasan bahan tersebut
menjadi tinggi sehingga dapat digunakan sebagai pahat dengan kecepatan potong yang tinggi
bahkan hampir setara tiga kali kecepatan potong untuk pahat baja karbon. Hal itu yang
menyebabkan material ini disebut dengan Baja Kecepatan Tinggi (High Speed Steel).
Kemudian untuk pembuatan bagian mata potong pahat dapat diproses dengan mesin grinding
sesuai dengan kebutuhan bentuk mata potong yang akan digunakan dan apabila pahat
mengalami keausan maka pahat dapat diasah kembali untuk dibentuk mata potongnya. Hal ini
dikarenakan sifat keuletan material pahat HSS yang cukup baik. [3]
2.2.3 Geometri Pahat Bubut
Dalam penentuan geometri pahat, besar sudut potong dan sudut bebas pada bagian
mata potong pahat tergantung dari jenis material benda kerja yang akan dikerjakan. Hal
tersebut sangat berpengaruh dengan hasil pembubutan dan kemampuan pahat. [4]
12
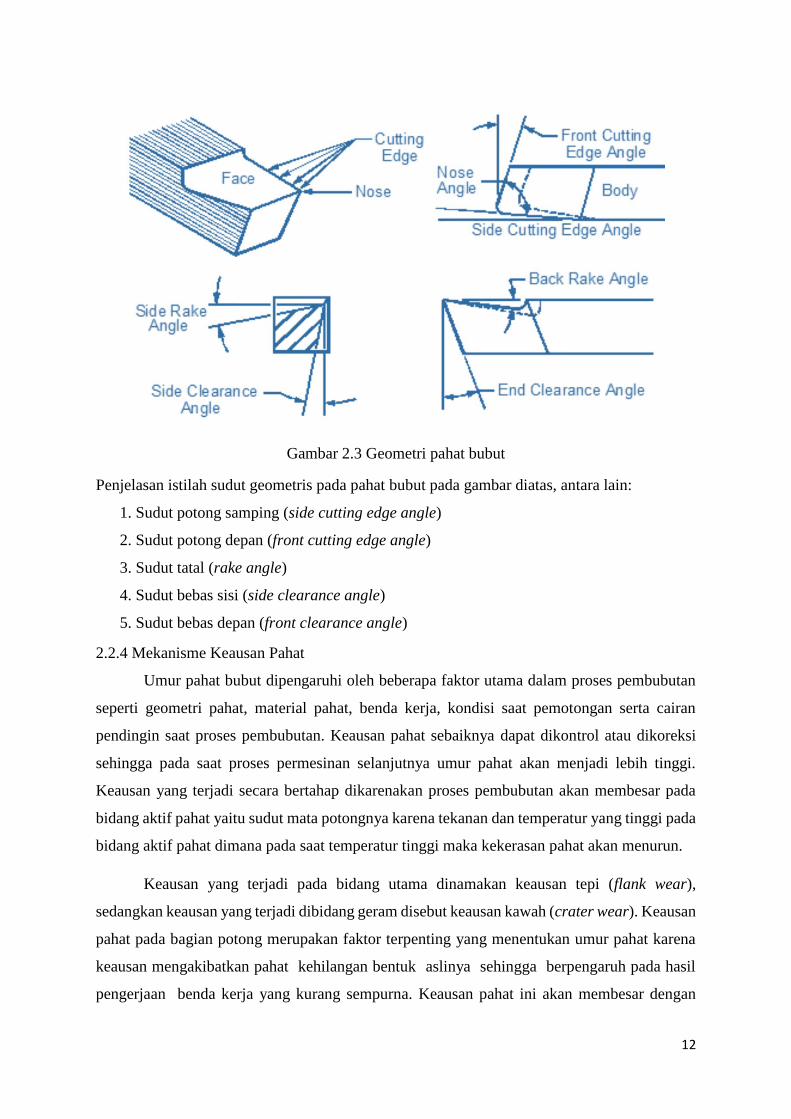
Gambar 2.3 Geometri pahat bubut
Penjelasan istilah sudut geometris pada pahat bubut pada gambar diatas, antara lain:
1. Sudut potong samping (side cutting edge angle)
2. Sudut potong depan (front cutting edge angle)
3. Sudut tatal (rake angle)
4. Sudut bebas sisi (side clearance angle)
5. Sudut bebas depan (front clearance angle)
2.2.4 Mekanisme Keausan Pahat
Umur pahat bubut dipengaruhi oleh beberapa faktor utama dalam proses pembubutan
seperti geometri pahat, material pahat, benda kerja, kondisi saat pemotongan serta cairan
pendingin saat proses pembubutan. Keausan pahat sebaiknya dapat dikontrol atau dikoreksi
sehingga pada saat proses permesinan selanjutnya umur pahat akan menjadi lebih tinggi.
Keausan yang terjadi secara bertahap dikarenakan proses pembubutan akan membesar pada
bidang aktif pahat yaitu sudut mata potongnya karena tekanan dan temperatur yang tinggi pada
bidang aktif pahat dimana pada saat temperatur tinggi maka kekerasan pahat akan menurun.
Keausan yang terjadi pada bidang utama dinamakan keausan tepi (flank wear),
sedangkan keausan yang terjadi dibidang geram disebut keausan kawah (crater wear). Keausan
pahat pada bagian potong merupakan faktor terpenting yang menentukan umur pahat karena
keausan mengakibatkan pahat kehilangan bentuk aslinya sehingga berpengaruh pada hasil
pengerjaan benda kerja yang kurang sempurna. Keausan pahat ini akan membesar dengan

13
bertambahnya waktu pemotongan. Selama proses pembentukan geram berlangsung pahat dapat
mengalami kegagalan dari fungsi yang normal dikarenakan berbagai hal seperti :
Keausan yang terjadi secara bertahap dan membesar pada bidang aktif pahat yaitu
bagian mata potong pahat.
Terjadinya keretakan yang menjalar sehingga menimbulkan patahan pada mata
potong pahat.
Deformasi plastis yang akan mengubah bentuk atau geometri pahat.
Kerusakan yang biasa terjadi disebabkan oleh tekanan temperatur yang tinggi pada
bidang aktif pahat atau mata potong dimana kekerasan dan kekuatan material pahat akan
turun bersama dengan naiknya temperatur. Hal tersebut menjadi salah satu penyebab keausan
dapat terjadi pada bidang geram atau pada bidang utama pahat. [5]
Gambar 2.4 Keausan kawah dan keausan tepi
14
BAB III
METODE PENELITIAN
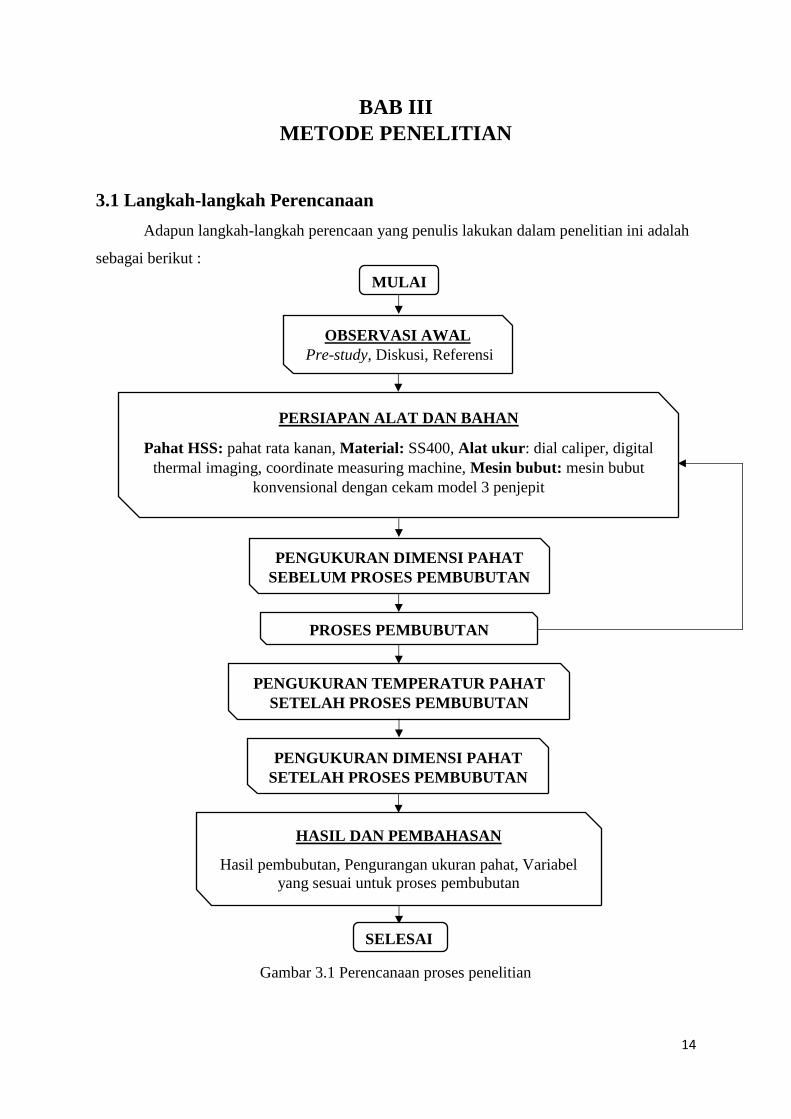
3.1 Langkah-langkah Perencanaan
Adapun langkah-langkah perencaan yang penulis lakukan dalam penelitian ini adalah
sebagai berikut :
MULAI
OBSERVASI AWAL
Pre-study, Diskusi, Referensi
PENGUKURAN DIMENSI PAHAT
SEBELUM PROSES PEMBUBUTAN
PROSES PEMBUBUTAN
PENGUKURAN TEMPERATUR PAHAT
SETELAH PROSES PEMBUBUTAN
PENGUKURAN DIMENSI PAHAT
SETELAH PROSES PEMBUBUTAN
HASIL DAN PEMBAHASAN
Hasil pembubutan, Pengurangan ukuran pahat, Variabel
yang sesuai untuk proses pembubutan
SELESAI
PERSIAPAN ALAT DAN BAHAN
Pahat HSS: pahat rata kanan, Material: SS400, Alat ukur: dial caliper, digital
thermal imaging, coordinate measuring machine, Mesin bubut: mesin bubut
konvensional dengan cekam model 3 penjepit
Gambar 3.1 Perencanaan proses penelitian

15
3.2 Observasi Awal
Dalam tahapan ini penulis mempelajari bagaimana prosedur pembubutan yang sesuai
dengan standar kerja pengoperasian mesin bubut. Penulis mempelajari tentang standar
operasional dalam pembubutan untuk mengatur kecepatan putaran spindle, kedalaman
pemotongan, serta kecepatan pergerakan pemotongan benda kerja. Hal tersebut diperoleh
berdasarkan teori yang telah umum digunakan untuk memperoleh prosedur pembubutan yang
sesuai dengan standar proses pembubutan yang aman dan ideal serta melakukan diskusi dengan
beberapa operator mesin bubut.
3.3 Persiapan Alat dan Bahan
Alat dan bahan yang digunakan pada analisa ini meliputi pahat potong dengan jenis
HSS (High Speed Steel), material SS400, mesin bubut konvensional dengan 3 penjepit pada
cekam, Dial Caliper untuk mengukur benda kerja saat proses pembubutan, alat ukur untuk
mengukur keausan pahat berupa mesin CMM (Coordinate Measuring Machine), alat ukur
temperatur pahat pada saat proses pembubutan menggunakan Thermal Imaging Camera, serta
alat pembesaran untuk melihat bidang keausan mata potong pahat yaitu Digital Microscope
yang terhubung dengan PC yang dioperasikan dengan software AMCap.
3.3.1 Pahat Potong
Pahat merupakan salah satu penunjang yang perlu diperhatikan dalam proses
pembubutan terutama untuk menentukan efisiensi proses produksi dengan menyesuaikan
penggunaan pahat dengan material benda kerja. Di pasaran terdapat pahat dengan berbagai
merk dengan kualitas dan harga yang berbeda. Dalam penelitian ini penulis menggunakan
pahat bubut HSS (High Speed Steel) dengan ukuran 3/8” x 3/8” x 4”. Untuk membentuk bagian
mata potong pahat dilakukan dengan proses grinding yang dilakukan dengan mesin gerinda
cutting sesuai dengan standar ukuran sudut geometri dari pahat rata kanan.

16
Gambar 3.2 Pahat HSS dengan ukuran 3/8” x 3/8” x 4”
Pahat potong yang beredar dipasaran belum memiliki profil mata potong yang
diinginkan. Dalam analisa ini dibutuhkan jenis profil mata potong pahat dengan jenis pahat rata
kanan dikarenakan proses pembentukan benda kerja dengan pemakanan memanjang dengan
arah pemakanan dari arah kanan benda kerja dan bergeser ke kiri mendekati cekam. Sudut
geometris yang dibutuhkan dalam pembentukan pahat rata kanan adalah sebagai berikut: [2]
Gambar 3.3 Sudut geometris pahat rata kanan
Berikut adalah pahat HSS yang sudah dibentuk bagian mata potongnya dengan proses grinding:
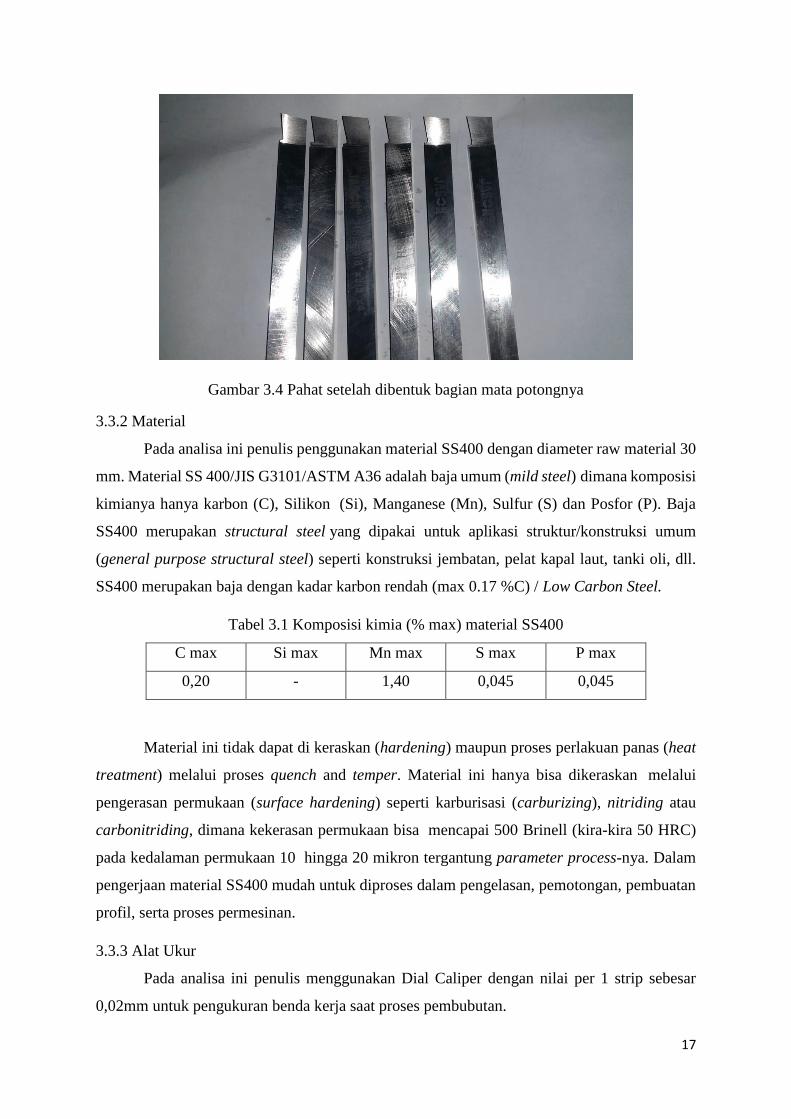
17
Gambar 3.4 Pahat setelah dibentuk bagian mata potongnya
3.3.2 Material
Pada analisa ini penulis penggunakan material SS400 dengan diameter raw material 30
mm. Material SS 400/JIS G3101/ASTM A36 adalah baja umum (mild steel) dimana komposisi
kimianya hanya karbon (C), Silikon (Si), Manganese (Mn), Sulfur (S) dan Posfor (P). Baja
SS400 merupakan structural steel yang dipakai untuk aplikasi struktur/konstruksi umum
(general purpose structural steel) seperti konstruksi jembatan, pelat kapal laut, tanki oli, dll.
SS400 merupakan baja dengan kadar karbon rendah (max 0.17 %C) / Low Carbon Steel.
Tabel 3.1 Komposisi kimia (% max) material SS400
C max Si max Mn max S max P max
0,20 - 1,40 0,045 0,045
Material ini tidak dapat di keraskan (hardening) maupun proses perlakuan panas (heat
treatment) melalui proses quench and temper. Material ini hanya bisa dikeraskan melalui
pengerasan permukaan (surface hardening) seperti karburisasi (carburizing), nitriding atau
carbonitriding, dimana kekerasan permukaan bisa mencapai 500 Brinell (kira-kira 50 HRC)
pada kedalaman permukaan 10 hingga 20 mikron tergantung parameter process-nya. Dalam
pengerjaan material SS400 mudah untuk diproses dalam pengelasan, pemotongan, pembuatan
profil, serta proses permesinan.
3.3.3 Alat Ukur
Pada analisa ini penulis menggunakan Dial Caliper dengan nilai per 1 strip sebesar
0,02mm untuk pengukuran benda kerja saat proses pembubutan.

18
Gambar 3.5 Dial Caliper[6]
Kemudian alat ukur berikutnya menggunakan alat ukur CMM (Coordinate Measuring
Machine) dengan diameter probe ball (bagian alat ukur) sebesar 1mm. Pengukuran ditujukan
untuk mengukur bidang mata potong pahat dengan mengukur mata potong pahat sebelum dan
sesudah digunakan saat proses pembubutan agar diperoleh ukuran untuk perbandingan keausan
mata potong pahat.
Gambar 3.6 CMM (Coordinate Measuring Machine)
Selain mengukur keausan pahat penulis juga melakukan pengukuran temperatur yang
terjadi saat pahat melakukan proses pemotongan untuk mengetahui pengaruh temperatur
terhadap keausan pahat menggunakan alat Thermal Imaging Camera dengan kemampuan ukur
temperatur antara -20°C sampai 300°C.

19
Gambar 3.7 Thermal Imaging Camera
Kemudian penulis juga melakukan pembesaran objek pada bidang mata potong pahat
untuk memperbesar objek bagian mata potong pahat yang mengalami keausan setelah proses
pembubutan dengan Digital Microscope yang terhubung pada PC dan dioperasikan dengan
software AMCap.
Gambar 3.8 Digital Microscope
3.3.4 Mesin Bubut
Dalam proses analisa dan proses pembubutan penulis menggunakan mesin bubut
konvensional OKUMA Japan tipe LS dengan 3 jaw chuck atau 3 penjepit pada cekam.

20
Gambar 3.9 Mesin bubut OKUMA Japan tipe LS 110” X 48” X 60” [7]
3.4 Perhitungan Permesinan
Dalam proses analisa keausan pahat bubut HSS dibutuhkan 6 buah pahat dengan bentuk
mata potong rata kanan dan material yang digunakan adalah baja SS400 dengan diameter raw
material 30mm yang akan diproses bubut menjadi diameter 10mm sepanjang 30mm dengan
posisi pahat bubut ditetapkan pada posisi 90 derajat. Pada proses pembubutan dibuat menjadi
3 variabel untuk 6 buah pahat dengan masing-masing pahat dilakukan proses pemakanan
dengan dan tanpa metode pendinginan.
Variabel tersebut dibuat menjadi 2 bagian yaitu berupa variabel kontrol dan variabel
uji. Pada pengujian ini kedalaman pemotongan dan feeding ditetapkan sebagai variabel kontrol
sedangkan Kecepatan putar spindle dan kecepatan pergerakan pemotongan dilakukan
percobaan dengan menambah nilai dari masing-masing standar perhitungan yang akan
ditetapkan menjadi variabel uji. Adapun hasil perhitungan untuk menentukan perbedaan
variabel yang akan dilakukan saat proses pembubutan adalah sebagai berikut :
3.4.1 Kecepatan Putaran Spindle
Tabel 3.2 Kecepatan potong bubut [1]
Bahan
Pahat Bubut HSS Pahat Bubut
Karbida
m/min m/min
Baja Lunak(Mild Steel) 18-21 30-250

21
Baja Tuang(Cast Iron) 14-17 45-150
Perunggu 21-24 90-200
Tembaga 45-90 150-450
Kuningan 30-120 120-300
Aluminium 90-150 90-180
Dikarenakan satuan kecepatan potong (Cutiing Speed – Cs) masih dalam satuan m/min
sedangkan satuan yang digunakan untuk diameter benda kerja adalah milimeter maka sebelum
melakukan perhitungan harus disamakan terlebih dahulu dengan mengalikan nilai kecepatan
potong (Cutting Speed - Cs) dengan nilai 1000mm.
Maka rumus untuk kecepatan putaran mesin menjadi :
𝑛 =𝐶𝑠×1000
𝜋×𝑑
d = diameter benda kerja (raw material) ; mm
Cs = kecepatan potong ; mm/min
π = 3,14
𝑛 =21×1000
3.14×30
𝑛 = 21000
94,2 = 222,92 = 223 RPM
Dari hasil perhitungan tersebut dapat diartikan bahwa standar kecepatan yang
digunakan untuak proses pembubutan benda kerja dengan diameter 30mm sebesar 223 RPM.
3.4.2 Kedalaman Pemotongan
𝑎 =(𝑑𝑜−𝑑𝑚)
2 ; mm
𝑑𝑜 = diameter awal
𝑑𝑚 = diameter akhir

22
𝑎 =(30−29)
2
𝑎 =1
2 = 0,5 mm
Pada perhitungan diatas diameter akhir sebesar 49 mm dikarenakan pemotongan benda
dilakukan secara bertahap dengan pengurangan sebesar 1mm tiap pemotongan maka diperoleh
hasil perhitungan sebesar 0,5mm tiap pemotongan pada tiap prosesnya.
3.4.3 Kecepatan Pergerakan Pemotongan
Besarnya kecepatan pergerakan pemotongan (F) pada mesin bubut ditentukan dari
besarnya pergeseran pahat bubut (f) dalam satuan mm/putaran kemudian dikalikan dengan
besar putaran mesinnya (n) dalam satuan putaran. Maka rumus untuk mencari kecepatan
pemakanan (F) adalah:
𝐹 = 𝑓 × 𝑛 ; mm/min
f = besar pemotongan atau bergesernya pahat ; mm/rev
n = putaran mesin ; rev/min
𝐹 = 0,5 × 223
𝐹 = 111,5 mm/min
Dari hasil perhitungan tersebut dapat diartikan bahwa pahat bergeser sejauh 111,5 mm selama
1 menit.
3.4.4 Variabel Proses Pembubutan
Setelah melakukan perhitungan untuk mencari standar operasional pembubutan benda
kerja maka dapat ditentukan variabel proses pembubutan sebagai berikut :
1. Variabel Kontrol
Kedalaman pemotongan : 0,5 mm
Feeding : [8]
𝑓 =𝐹
𝑛
𝑓 = besar pemotongan atau bergesernya pahat ; mm/rev
𝐹 = kecepatan pergerakan pemotongan ; mm/min
𝑛 = putaran mesin ; rev/min
23
𝑓 =111,5
223
𝑓 = 0,5 mm/rev
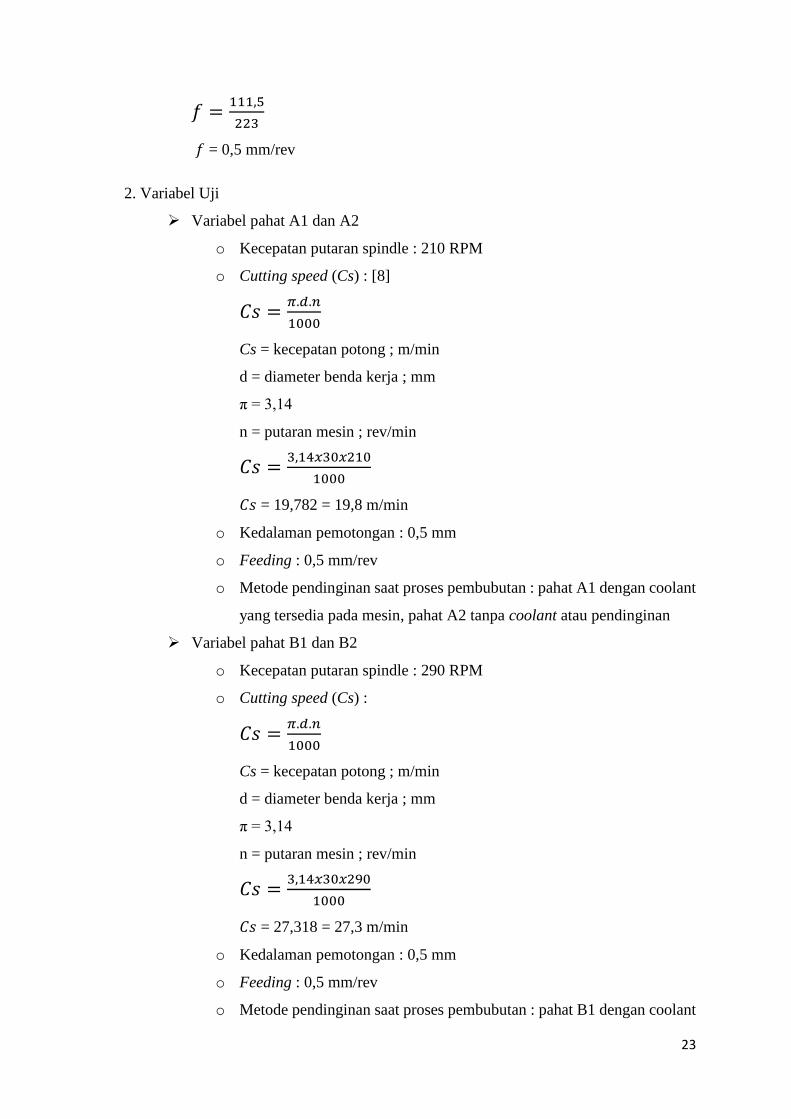
2. Variabel Uji
Variabel pahat A1 dan A2
o Kecepatan putaran spindle : 210 RPM
o Cutting speed (Cs) : [8]
𝐶𝑠 =𝜋.𝑑.𝑛
1000
Cs = kecepatan potong ; m/min
d = diameter benda kerja ; mm
π = 3,14
n = putaran mesin ; rev/min
𝐶𝑠 =3,14𝑥30𝑥210
1000
𝐶𝑠 = 19,782 = 19,8 m/min
o Kedalaman pemotongan : 0,5 mm
o Feeding : 0,5 mm/rev
o Metode pendinginan saat proses pembubutan : pahat A1 dengan coolant
yang tersedia pada mesin, pahat A2 tanpa coolant atau pendinginan
Variabel pahat B1 dan B2
o Kecepatan putaran spindle : 290 RPM
o Cutting speed (Cs) :
𝐶𝑠 =𝜋.𝑑.𝑛
1000
Cs = kecepatan potong ; m/min
d = diameter benda kerja ; mm
π = 3,14
n = putaran mesin ; rev/min
𝐶𝑠 =3,14𝑥30𝑥290
1000
𝐶𝑠 = 27,318 = 27,3 m/min
o Kedalaman pemotongan : 0,5 mm
o Feeding : 0,5 mm/rev
o Metode pendinginan saat proses pembubutan : pahat B1 dengan coolant

24
yang tersedia pada mesin, pahat B2 tanpa coolant atau pendinginan
Variabel pahat C1 dan C2
o Kecepatan putaran spindle : 525 RPM
o Cutting speed (Cs) :
𝐶𝑠 =𝜋.𝑑.𝑛
1000
Cs = kecepatan potong ; m/min
d = diameter benda kerja ; mm
π = 3,14
n = putaran mesin ; rev/min
𝐶𝑠 =3,14𝑥30𝑥525
1000
𝐶𝑠 = 49,455 = 49,5 m/min
o Kedalaman pemotongan : 0,5 mm
o Feeding : 0,5 mm/rev
o Metode pendinginan saat proses pembubutan : pahat C1 dengan coolant
yang tersedia pada mesin, pahat C2 tanpa coolant atau pendinginan
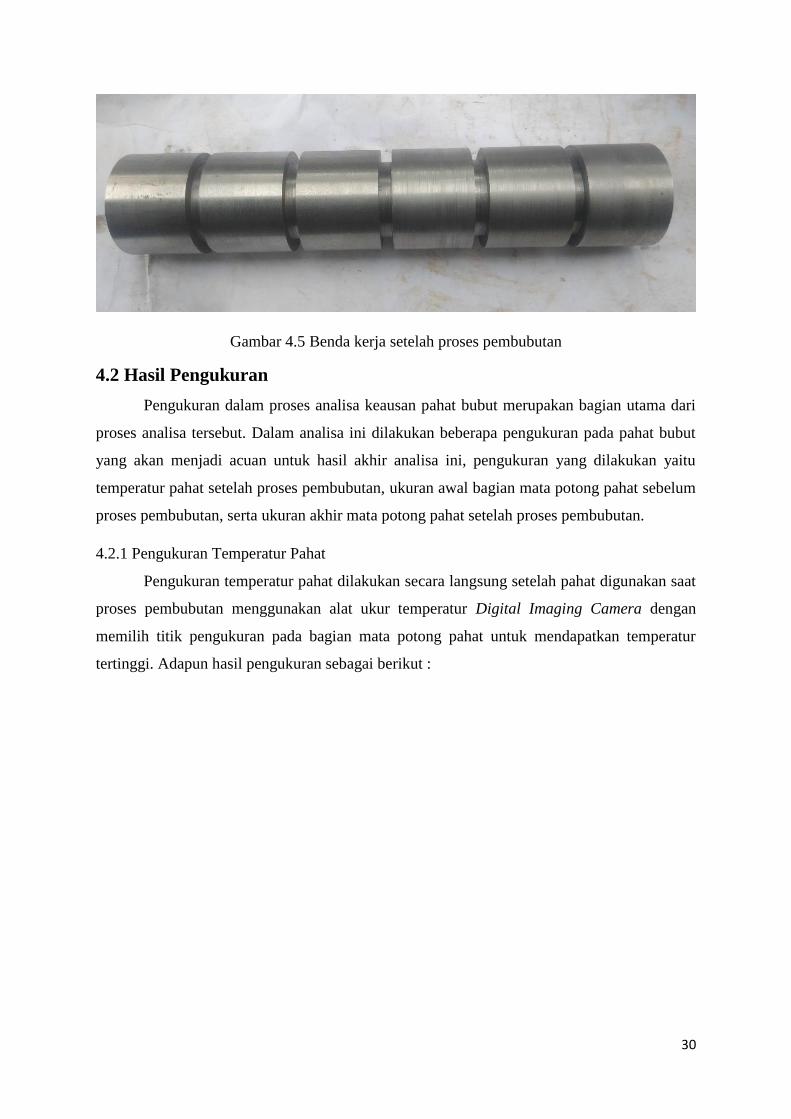
Penentuan kecepatan putar spindle berdasarkan besarnya nilai yang tersedia pada mesin
bubut yang digunakan. Peningkatan nilai kecepatan putar spindle pada tiap variabel dilakukan
untuk mengetahui kemampuan pahat dalam proses pembubutan dengan kecepatan potong
diatas standar perhitungan. Kemudian untuk mengaplikasikan penggunaan feeding otomatis
pada mesin nominalnya disesuaikan pada tabel mesin bubut yang digunakan. Maka feeding
yang digunakan sesuai tabel pada mesin yaitu 0,0196 inch/rev.
25
Gambar 3.10 Headstock mesin bubut OKUMA
Gambar 3.11 Tabel feeding mesin bubut OKUMA

26
3.5 Pengukuran Keausan Pahat
Setelah pahat digunakan dalam proses proses pembubutan dilanjutkan untuk proses
pengukuran temperatur pahat menggunakan Thermal Imaging Camera pada saat proses
pembubutan baru berakhir agar diperoleh temperatur maksimal pada bagian mata potong pahat.
Kemudian setelah semua pahat sudah digunakan dalam proses pembubutan maka dilanjutkan
pengukuran keausan pahat dengan mengetahui selisih ukuran pahat pada saat sebelum dan
sesudah proses pembubutan dengan CMM (Coordinate Measuring Machine) serta melakukan
pembesaran objek pada bagian mata potong pahat yang mengalami keausan dengan digital
microscope yang terhubung pada PC dan dioperasikan dengan software AMCap.
Gambar 3.12 Jarak titik pengukuran mata potong pahat

27
BAB IV
HASIL DAN PEMBAHASAN
Gambar 4.1 Drawing part yang akan diproses
Gambar diatas merupakan hasil akhir dari raw material yang dibuat dengan proses
pembubutan dengan 3 variabel yang sudah ditentukan. Pada tiap variabel dibuat perbandingan
saat proses pembubutan untuk metode pendinginan pahat dengan coolant dan tanpa coolant.
Material benda kerja yang akan diproses yaitu SS400 dengan raw material diameter 30mm
yang akan diproses bubut menjadi diameter 10mm sepanjang 30mm untuk tiap pahat sesuai
dengan variabel yang ditentukan.

28
4.1 Proses Pembubutan
4.1.1 Penyesuaian Pahat pada Proses Pembubutan
Setelah menyesuaikan variabel pembubutan maka dilanjutkan proses penyesuaian
pahat dan benda kerja pada mesin bubut, hal yang perlu diperhatikan adalah cara pemasangan
pahat yang tepat. Bagian ujung dari sudut mata potong pahat harus sejajar dengan kepala lepas
(tail stock) agar pada saat proses pemakanan benda kerja tidak terdapat sisa material yang tidak
terpotong dibagian tengah benda kerja, selain itu untuk pemasangan pahat sebaiknya tidak
dipasang terlalu panjang hinggs menonjol ke luar dari rumah pahat. Hal ini bertujuan agar pada
saat proses pembubutan pahat tidak bergetar yang berakibat pahat menjadai patah. Apabila
pahat belum center dengan kepala lepas maka dapat ditambahkan plat ganjal atau peninggi
pada bagian bawah pahat.
Gambar 4.2 Pemasangan pahat bubut
4.1.2 Proses Pembubutan Benda Kerja
Setelah alat dan bahan sudah dipersiapkan maka dilakukan proses pembubutan benda
kerja sesuai dengan drawing yang telah ditentukan. Pada tiap proses pembubutan dibuat
perbandingan berupa pahat A1, B1, C1 dilakukan proses pembubutan dengan menggunakan
coolant sebagai media pendingin mata potong pahat. Kemudian untuk pahat A2, B2, C2
dilakukan proses pembubutan tanpa menggunakan coolant.

29
Gambar 4.3 Pembubutan dengan coolant sebagai pendingin pahat
Gambar 4.4 Pembubutan tanpa coolant sebagai pendingin pahat
30
Gambar 4.5 Benda kerja setelah proses pembubutan
4.2 Hasil Pengukuran
Pengukuran dalam proses analisa keausan pahat bubut merupakan bagian utama dari
proses analisa tersebut. Dalam analisa ini dilakukan beberapa pengukuran pada pahat bubut
yang akan menjadi acuan untuk hasil akhir analisa ini, pengukuran yang dilakukan yaitu
temperatur pahat setelah proses pembubutan, ukuran awal bagian mata potong pahat sebelum
proses pembubutan, serta ukuran akhir mata potong pahat setelah proses pembubutan.
4.2.1 Pengukuran Temperatur Pahat
Pengukuran temperatur pahat dilakukan secara langsung setelah pahat digunakan saat
proses pembubutan menggunakan alat ukur temperatur Digital Imaging Camera dengan
memilih titik pengukuran pada bagian mata potong pahat untuk mendapatkan temperatur
tertinggi. Adapun hasil pengukuran sebagai berikut :

31
1. Pahat A1 (coolant)
Variabel yang digunakan :
Kecepatan putar spindle : 210 RPM
Kecepatan potong : 19,8 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
Gambar 4.6 Temperatur pahat A1 setelah proses pembubutan
Pengukuran temperatur pahat dilakukan pada saat pahat selesai digunakan untuk proses
pembubutan. Pada variabel ini pahat mampu digunakan sampai akhir proses pembubutan
sehingga diperoleh temperatur 43.4°C dengan temperatur minimum disekitar mata potong
pahat sebesar 32.3°C dan maksimum 44.9°C.

32
2. Pahat A2 (no coolant)
Variabel yang digunakan :
Kecepatan putar spindle : 210 RPM
Kecepatan potong : 19,8 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan tanpa coolant sebagai pendingin pahat
Gambar 4.7 Temperatur pahat A2 setelah proses pembubutan
Pengukuran temperatur pahat dilakukan pada saat pahat selesai digunakan untuk proses
pembubutan. Pada variabel ini pahat mampu digunakan sampai akhir proses pembubutan
sehingga diperoleh temperatur 56.2°C dengan temperatur minimum disekitar mata potong
pahat sebesar 32.9°C dan maksimum 59.1°C.
33
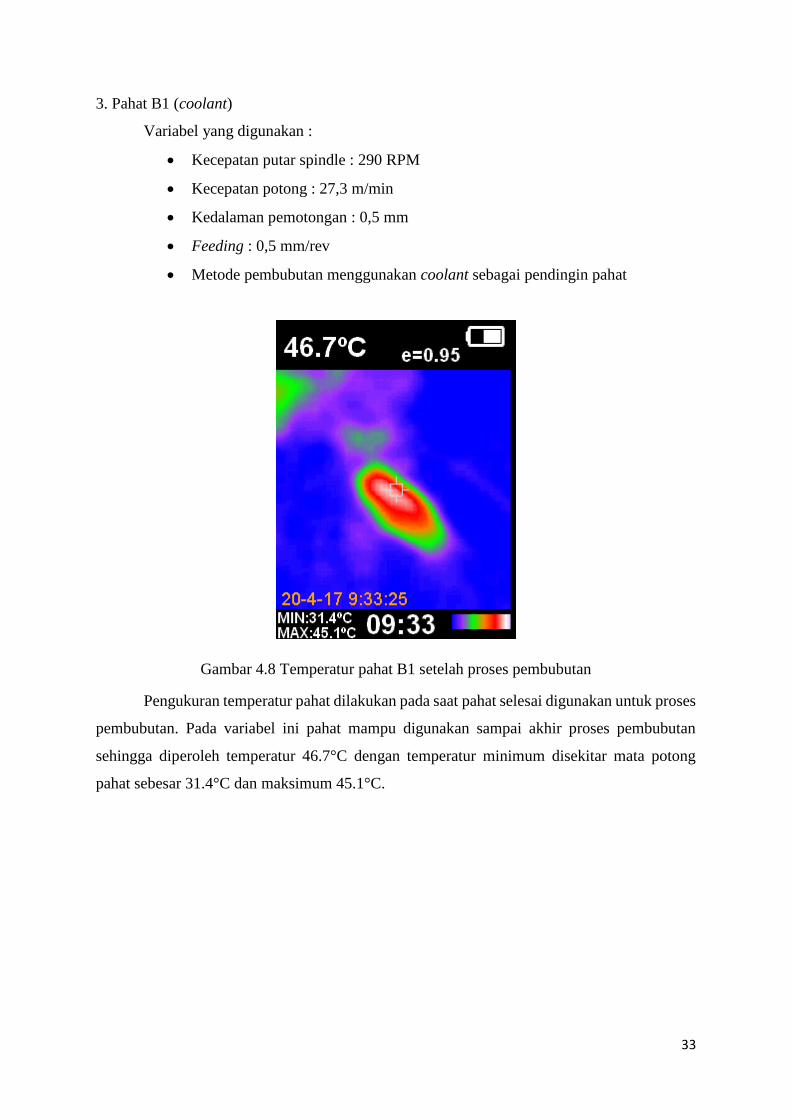
3. Pahat B1 (coolant)
Variabel yang digunakan :
Kecepatan putar spindle : 290 RPM
Kecepatan potong : 27,3 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
Gambar 4.8 Temperatur pahat B1 setelah proses pembubutan
Pengukuran temperatur pahat dilakukan pada saat pahat selesai digunakan untuk proses
pembubutan. Pada variabel ini pahat mampu digunakan sampai akhir proses pembubutan
sehingga diperoleh temperatur 46.7°C dengan temperatur minimum disekitar mata potong
pahat sebesar 31.4°C dan maksimum 45.1°C.
34
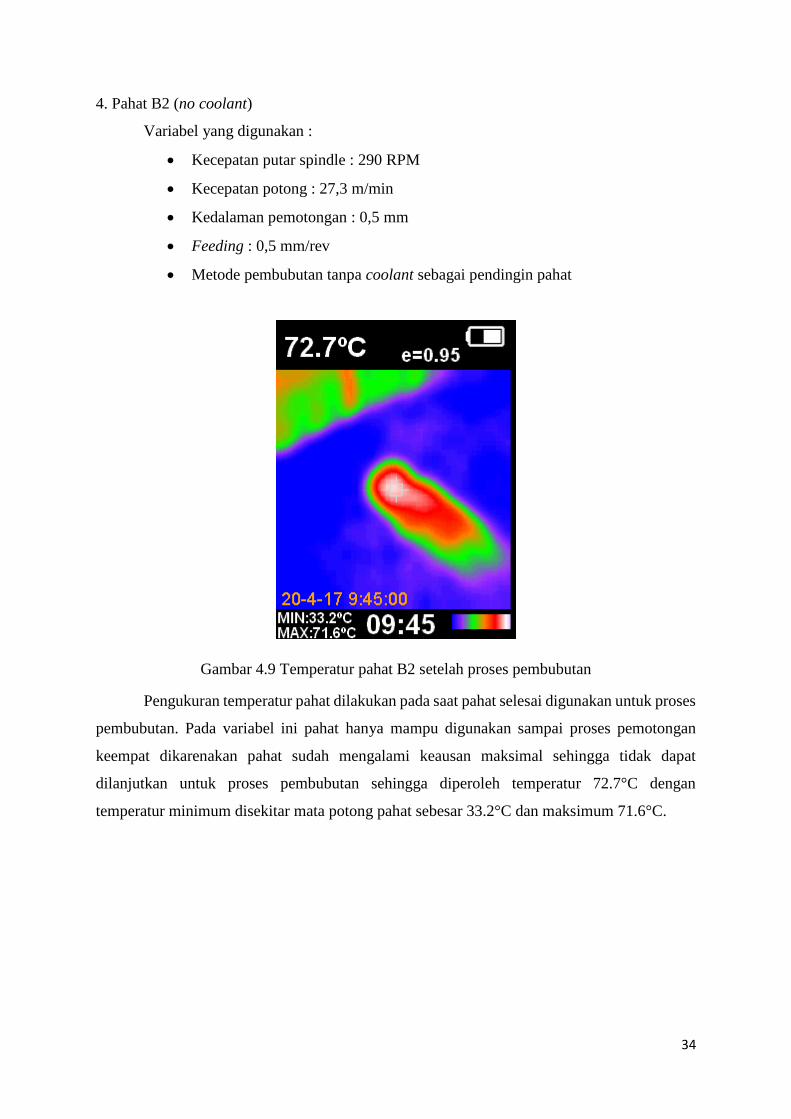
4. Pahat B2 (no coolant)
Variabel yang digunakan :
Kecepatan putar spindle : 290 RPM
Kecepatan potong : 27,3 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan tanpa coolant sebagai pendingin pahat
Gambar 4.9 Temperatur pahat B2 setelah proses pembubutan
Pengukuran temperatur pahat dilakukan pada saat pahat selesai digunakan untuk proses
pembubutan. Pada variabel ini pahat hanya mampu digunakan sampai proses pemotongan
keempat dikarenakan pahat sudah mengalami keausan maksimal sehingga tidak dapat
dilanjutkan untuk proses pembubutan sehingga diperoleh temperatur 72.7°C dengan
temperatur minimum disekitar mata potong pahat sebesar 33.2°C dan maksimum 71.6°C.
35
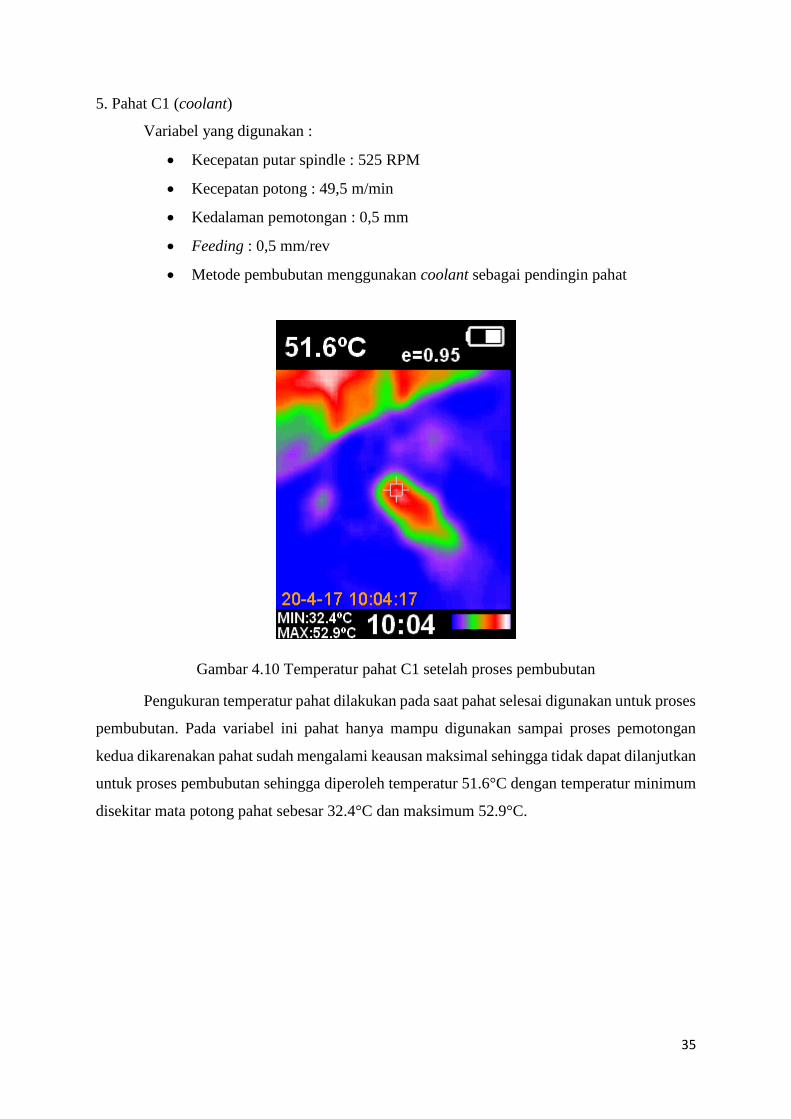
5. Pahat C1 (coolant)
Variabel yang digunakan :
Kecepatan putar spindle : 525 RPM
Kecepatan potong : 49,5 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
Gambar 4.10 Temperatur pahat C1 setelah proses pembubutan
Pengukuran temperatur pahat dilakukan pada saat pahat selesai digunakan untuk proses
pembubutan. Pada variabel ini pahat hanya mampu digunakan sampai proses pemotongan
kedua dikarenakan pahat sudah mengalami keausan maksimal sehingga tidak dapat dilanjutkan
untuk proses pembubutan sehingga diperoleh temperatur 51.6°C dengan temperatur minimum
disekitar mata potong pahat sebesar 32.4°C dan maksimum 52.9°C.
36
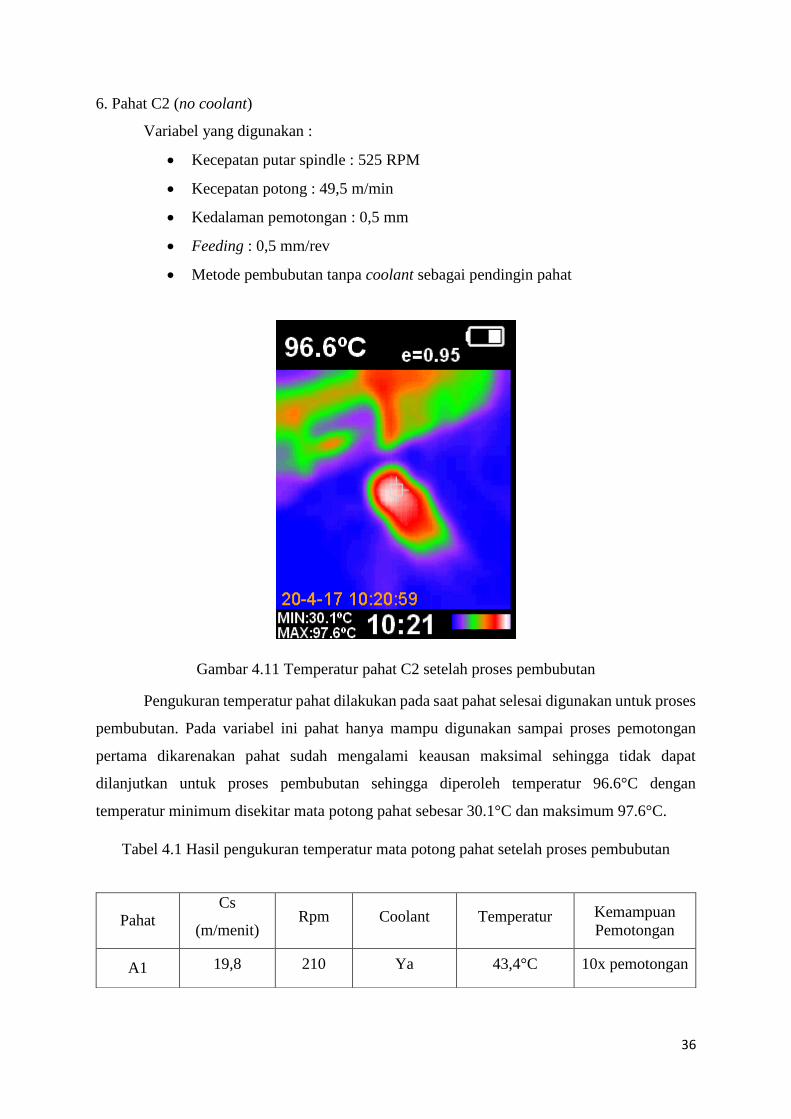
6. Pahat C2 (no coolant)
Variabel yang digunakan :
Kecepatan putar spindle : 525 RPM
Kecepatan potong : 49,5 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan tanpa coolant sebagai pendingin pahat
Gambar 4.11 Temperatur pahat C2 setelah proses pembubutan
Pengukuran temperatur pahat dilakukan pada saat pahat selesai digunakan untuk proses
pembubutan. Pada variabel ini pahat hanya mampu digunakan sampai proses pemotongan
pertama dikarenakan pahat sudah mengalami keausan maksimal sehingga tidak dapat
dilanjutkan untuk proses pembubutan sehingga diperoleh temperatur 96.6°C dengan
temperatur minimum disekitar mata potong pahat sebesar 30.1°C dan maksimum 97.6°C.
Tabel 4.1 Hasil pengukuran temperatur mata potong pahat setelah proses pembubutan
Pahat Cs
(m/menit) Rpm Coolant Temperatur Kemampuan
Pemotongan
A1 19,8 210 Ya 43,4°C 10x pemotongan
37
Hasil pengukuran temperatur pada tabel diatas menunjukkan bahwa pada tiap variabel
pahat A, B, dan C penggunaan coolant sebagai media pendingin pahat mampu menekan
naiknya temperatur pahat saat proses pembubutan. Dapat dilihat pada pahat A1 dan A2 yang
mampu digunakan sampai 10 kali proses pemotongan bahwa pahat A1 menghasilkan
temperatur yang lebih rendah karena penggunaan coolant saat proses pembubutan.
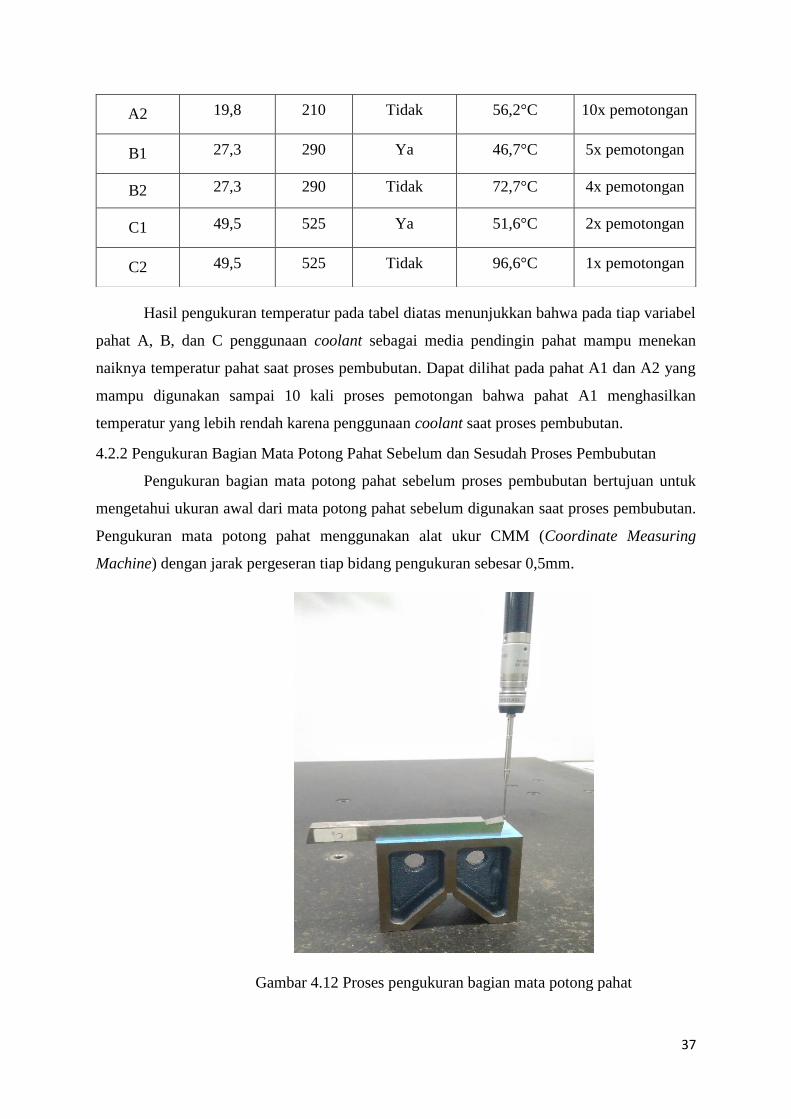
4.2.2 Pengukuran Bagian Mata Potong Pahat Sebelum dan Sesudah Proses Pembubutan
Pengukuran bagian mata potong pahat sebelum proses pembubutan bertujuan untuk
mengetahui ukuran awal dari mata potong pahat sebelum digunakan saat proses pembubutan.
Pengukuran mata potong pahat menggunakan alat ukur CMM (Coordinate Measuring
Machine) dengan jarak pergeseran tiap bidang pengukuran sebesar 0,5mm.
Gambar 4.12 Proses pengukuran bagian mata potong pahat
A2 19,8 210 Tidak 56,2°C 10x pemotongan
B1 27,3 290 Ya 46,7°C 5x pemotongan
B2 27,3 290 Tidak 72,7°C 4x pemotongan
C1 49,5 525 Ya 51,6°C 2x pemotongan
C2 49,5 525 Tidak 96,6°C 1x pemotongan

38
Pengukuran bagian mata potong pahat bubut dilakukan dengan menyentuhkan probe
ball pada bidang yang akan diukur dengan awalan untuk mencari titik nol dari sumbu x dan y.
Adapun hasil pengukuran dari sumbu x dan y bagian mata potong pahat tersebut diperoleh data
untuk bagian mata potong pahat sebelum dan sesudah digunakan sebesar :
Tabel 4.2 Hasil pengukuran bagian mata potong pahat sebelum dan sesudah digunakan (mm)
Pahat Titik
Pengukuran
X Axis Y Axis
Sebelum Sesudah Sebelum Sesudah
A1
1 12,181 12,121 9,142 9,114
2 11,979 11,920 9,069 9,065
3 12,004 11,965 8,988 8,996
4 11,930 11,888 8,892 8,905
5 11,855 11,810 8,786 8,807
6 11,780 11,726 8,668 8,694
A2
1 12,070 11,976 8,860 8,860
2 11,902 11,868 8,793 8,793
3 11,961 11,920 8,711 8,711
4 11,884 11,848 8,626 8,626
5 11,813 11,774 8,531 8,531
6 11,736 11,692 8,408 8,408
B1
1 12,115 11,885 9,344 9,295
2 11,896 11,810 9,272 9,253
3 11,957 11,860 9,194 9,172
4 11,884 11,793 9,099 9,068
5 11,812 11,723 8,995 8,967
6 11,736 11,650 8,872 8,845
B2
1 11,072 9,584 9,447 5,908
2 10,997 9,643 9,364 8,342
3 10,922 9,566 9,325 9,065
4 10,849 9,514 9,267 9,190
5 10,785 9,518 9,197 9,137
6 10,710 10,046 9,107 0,052
C1
1 11,240 10,559 9,367 9,106
2 10,750 10,598 9,294 9,242
3 10,238 10,578 9,245 9,170
4 9,736 10,572 9,170 9,118
5 9,237 10,582 9,038 9,080
6 8,740 10,585 8,913 8,965
C2 1 11,013 10,533 9,129 9,064

39
2 10,965 10,469 9,159 9,230
3 10,899 10, 462 9,104 9,082
4 10,844 10,428 9,039 9,019
5 10,783 10, 539 8,962 8,948
6 10,721 10, 615 8,879 8,867
4.2.4 Pemeriksaan Visual Keausan Bagian Mata Potong Pahat
Pemeriksaan keausan secara visual dilakukan dengan melakukan pembesaran objek
yang bertujuan untuk melihat secara detail atau memperjelas bagian mata potong pahat yang
mengalami keausan setelah pahat digunakan pada saat proses pembubutan. Pembesaran objek
tersebut menggunakan digital microscope dengan pembesaran objek sebesar 40x zoom in
diperoleh hasil berikut :
1. Pahat A1 (coolant)
Kecepatan putar spindle : 210 RPM
Kecepatan potong : 19,8 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
Gambar 4.13 Pembesaran objek bidang geram bagian mata potong pahat A1
40
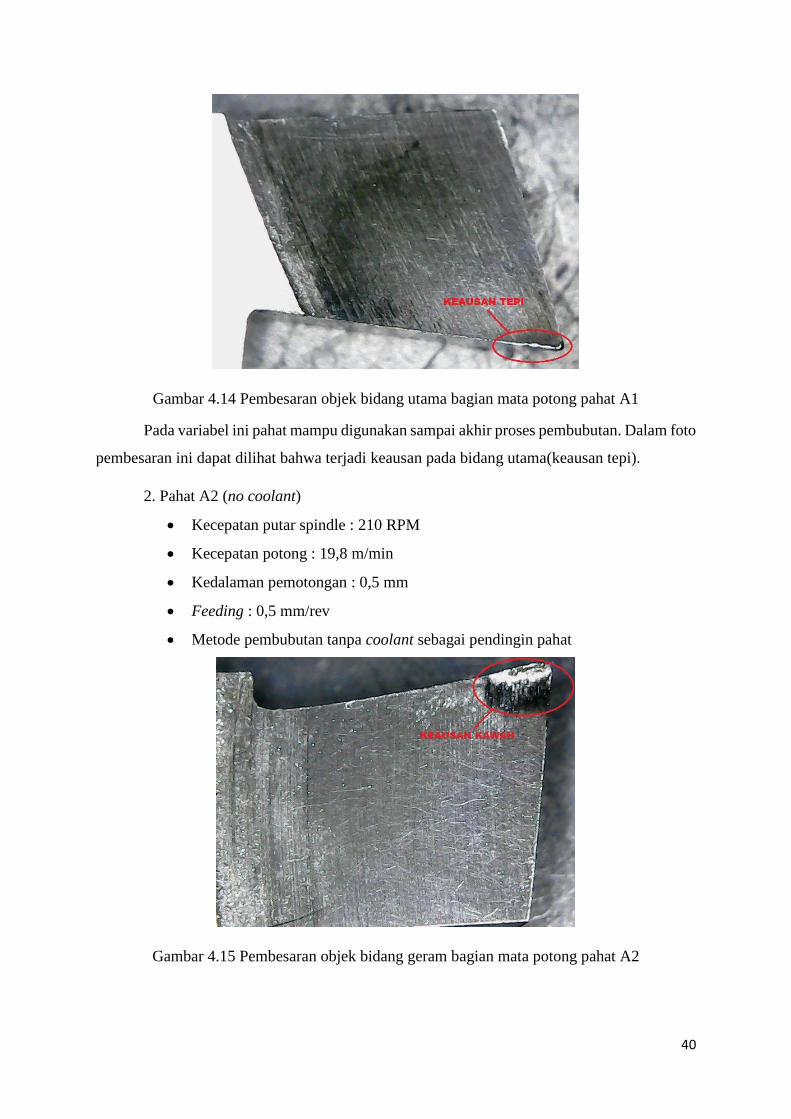
Gambar 4.14 Pembesaran objek bidang utama bagian mata potong pahat A1
Pada variabel ini pahat mampu digunakan sampai akhir proses pembubutan. Dalam foto
pembesaran ini dapat dilihat bahwa terjadi keausan pada bidang utama(keausan tepi).
2. Pahat A2 (no coolant)
Kecepatan putar spindle : 210 RPM
Kecepatan potong : 19,8 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan tanpa coolant sebagai pendingin pahat
Gambar 4.15 Pembesaran objek bidang geram bagian mata potong pahat A2

41
Gambar 4.16 Pembesaran objek bidang utama bagian mata potong pahat A2
Pada variabel ini pahat mampu digunakan sampai akhir proses pembubutan. Dalam foto
pembesaran ini dapat dilihat bahwa terjadi keausan di bagian bidang utama(keausan tepi) dan
keausan di bidang geram(keausan kawah).
3. Pahat B1 (coolant)
Kecepatan putar spindle : 290 RPM
Kecepatan potong : 27,3 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
Gambar 4.17 Pembesaran objek bidang geram bagian mata potong pahat B1

42
Gambar 4.18 Pembesaran objek bidang utama bagian mata potong pahat B1
Pada variabel ini pahat mampu digunakan sampai akhir proses pembubutan. Dalam foto
pembesaran ini dapat dilihat bahwa terjadi keausan di bagian bidang utama(keausan tepi) dan
keausan di bidang geram(keausan kawah).
4. Pahat B2 (no coolant)
Kecepatan putar spindle : 290 RPM
Kecepatan potong : 27,3 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan tanpa coolant sebagai pendingin pahat
Gambar 4.19 Pembesaran objek bidang geram bagian mata potong pahat B2

43
Gambar 4.20 Pembessaran objek bidang utama bagian mata potong pahat B2
Pada variabel ini pahat hanya mampu digunakan sampai pemotongan ke 4 dikarenakan
pahat sudah mengalami keausan maksimal sehingga tidak dapat dilanjutkan untuk proses
pembubutan. Dalam foto pembesaran ini dapat dilihat bahwa terjadi keausan yang besar di
bagian bidang utama(keausan tepi) dan keausan di bidang geram(keausan kawah).
5. Pahat C1 (coolant)
Kecepatan putar spindle : 525 RPM
Kecepatan potong : 49,5 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
44
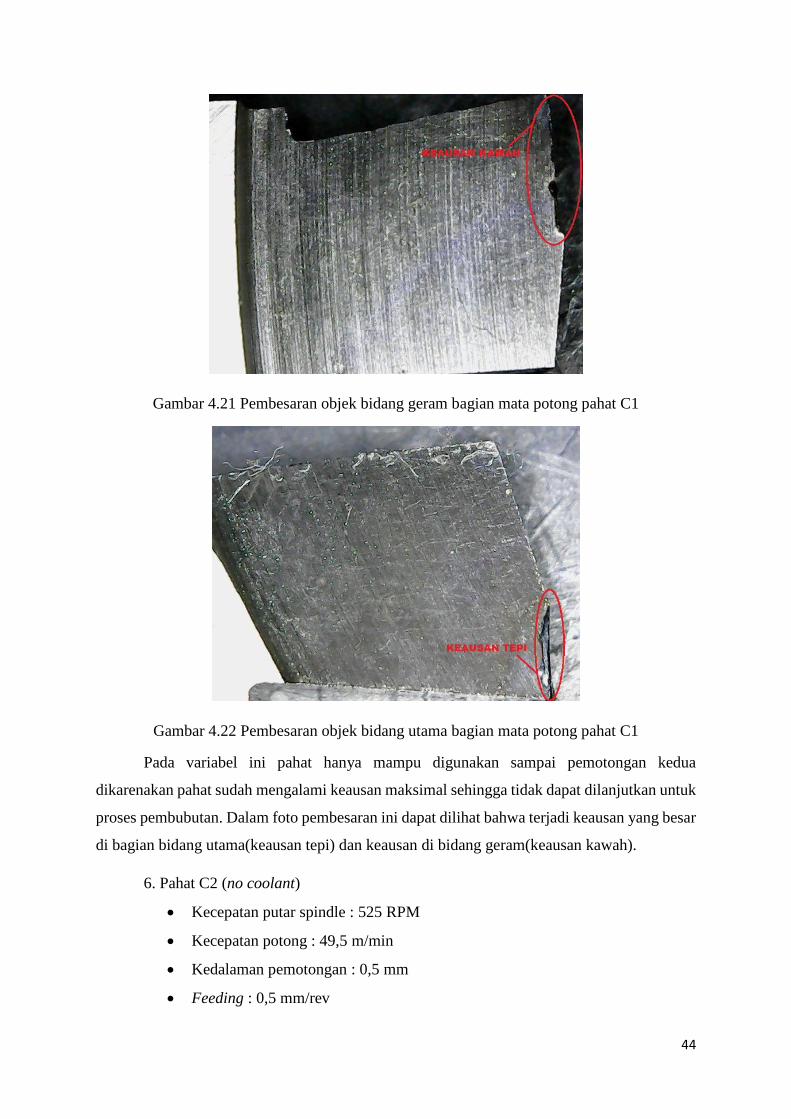
Gambar 4.21 Pembesaran objek bidang geram bagian mata potong pahat C1
Gambar 4.22 Pembesaran objek bidang utama bagian mata potong pahat C1
Pada variabel ini pahat hanya mampu digunakan sampai pemotongan kedua
dikarenakan pahat sudah mengalami keausan maksimal sehingga tidak dapat dilanjutkan untuk
proses pembubutan. Dalam foto pembesaran ini dapat dilihat bahwa terjadi keausan yang besar
di bagian bidang utama(keausan tepi) dan keausan di bidang geram(keausan kawah).
6. Pahat C2 (no coolant)
Kecepatan putar spindle : 525 RPM
Kecepatan potong : 49,5 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev

45
Metode pembubutan tanpa coolant sebagai pendingin pahat
Gambar 4.23 Pembesaran objek bidang geram bagian mata potong pahat C2
Gambar 4.24 Pembesaran objek bidang utama bagian mata potong pahat C2
Pada variabel ini pahat hanya mampu digunakan sampai pemotongan pertama
dikarenakan pahat sudah mengalami keausan maksimal sehingga tidak dapat dilanjutkan untuk
proses pembubutan. Dalam foto pembesaran ini dapat dilihat bahwa terjadi keausan yang besar
di bagian bidang utama(keausan tepi) dan keausan di bidang geram(keausan kawah).

46
4.3 Penentuan Hasil
4.3.1 Perbandingan Ukuran Mata Potong Pahat
Data Perbandingan ukuran mata potong pahat diperoleh berdasarkan pengukuran mata
potong pahat sebelum dan sesudah pahat digunakan saat proses pembubutan, melalui data
pengukuran tersebut dapat dilihat selisih ukuran yang menjadi acuan dari keausan pahat.
Berikut perbandingan ukuran pahat :
1. Pahat A1 (coolant)
Kecepatan putar spindle : 210 RPM
Kecepatan potong : 19,8 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
Tabel 4.3 Perbandingan ukuran pahat A1 (mm)
Bidang
Pengukuran
Titik
Pengukuran Sebelum Sesudah Pengurangan
X Axis
1 12,181 12,121 0,06
2 11,979 11,920 0,059
3 12,004 11,965 0,039
4 11,930 11,888 0,042
5 11,855 11,810 0,045
6 11,780 11,726 0,054
Y Axis
1 9,142 9,114 0,028
2 9,069 9,065 0,004
3 8,988 8,996 -0,008
4 8,892 8,905 -0,013
5 8,786 8,807 -0,021
6 8,668 8,694 -0,026
2. Pahat A2 (no coolant)
Kecepatan putar spindle : 210 RPM
Kecepatan potong : 19,8 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan tanpa coolant sebagai pendingin pahat

47
Tabel 4.4 Perbandingan ukuran pahat A2 (mm)
Bidang
Pengukuran
Titik
Pengukuran Sebelum Sesudah Pengurangan
X Axis
1 12,070 11,976 0,094
2 11,902 11,868 0,034
3 11,961 11,920 0,041
4 11,884 11,848 0,036
5 11,813 11,774 0,039
6 11,736 11,692 0,044
Y Axis
1 8,860 8,913 -0,053
2 8,793 8,800 -0,007
3 8,711 8,717 -0,006
4 8,626 8,618 0,008
5 8,531 8,523 0,008
6 8,408 8,408 0
3. Pahat B1 (coolant)
Kecepatan putar spindle : 290 RPM
Kecepatan potong : 27,3 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
Tabel 4.5 Perbandingan ukuran pahat B1 (mm)
Bidang
Pengukuran
Titik
Pengukuran Sebelum Sesudah Pengurangan
X Axis
1 12,115 11,885 0,23
2 11,896 11,810 0,086
3 11,957 11,860 0,097
4 11,884 11,793 0,091
5 11,812 11,723 0,089
6 11,736 11,650 0,086
Y Axis
1 9,344 9,295 0,049
2 9,272 9,253 0,019
3 9,194 9,172 0,022
4 9,099 9,068 0,031
5 8,995 8,967 0,028
6 8,872 8,845 0,027
4. Pahat B2 (no coolant)
Kecepatan putar spindle : 290 RPM

48
Kecepatan potong : 27,3 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan tanpa coolant sebagai pendingin pahat
Tabel 4.6 Perbandingan ukuran pahat B2 (mm)
Bidang
Pengukuran
Titik
Pengukuran Sebelum Sesudah Pengurangan
X Axis
1 11,072 9,584 1,488
2 10,997 9,643 1,354
3 10,922 9,566 1,356
4 10,849 9,514 1,335
5 10,785 9,518 1,267
6 10,710 10,046 0,664
Y Axis
1 9,447 5,908 3,539
2 9,364 8,342 1,022
3 9,325 9,065 0,26
4 9,267 9,190 0,077
5 9,197 9,137 0,06
6 9,107 9,052 0,055
5. Pahat C1 (coolant)
Kecepatan putar spindle : 525 RPM
Kecepatan potong : 49,5 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan menggunakan coolant sebagai pendingin pahat
Tabel 4.7 Perbandingan ukuran pahat C1 (mm)
Bidang
Pengukuran
Titik
Pengukuran Sebelum Sesudah Pengurangan
X Axis
1 11,240 10,559 0,681
2 10,750 10,598 0,152
3 10.238 10,578 -0,34
4 9,736 10,572 -0,836
5 9,237 10,582 -1,345
6 8,740 10,585 -1,845
Y Axis 1 9,367 9,106 0,261
2 9,294 9,242 0,052

49
3 9,245 9,170 0,075
4 9,170 9,118 0,052
5 9,038 9,080 -0,042
6 8,913 8,965 -0,052
6. Pahat C2 (no coolant)
Kecepatan putar spindle : 525 RPM
Kecepatan potong : 49,5 m/min
Kedalaman pemotongan : 0,5 mm
Feeding : 0,5 mm/rev
Metode pembubutan tanpa coolant sebagai pendingin pahat
Tabel 4.8 Perbandingan ukuran pahat C2 (mm)
Bidang
Pengukuran
Titik
Pengukuran Sebelum Sesudah Pengurangan
X Axis
1 11,013 10,533 0,48
2 10,965 10,469 0,496
3 10,899 10,462 0,437
4 10,844 10,428 0,416
5 10,783 10,539 0,244
6 10,721 10,615 0,106
Y Axis
1 9,219 9,064 0,155
2 9,159 9,230 -0,071
3 9,104 9,082 0,022
4 9,039 9,019 0,02
5 8,962 8,948 0,014
6 8,879 8,867 0,012
Dari hasil perbandingan ukuran mata potong pahat selisih ukuran sebelum dan sesudah
pahat digunakan sebagai acuan keausan mata potong pahat. Pada beberapa hasil selisih ukuran
tiap bidang ukur menunjukkan nilai minus yang artinya ukuran pada bidang ukur bertambah
lebih besar yang disebabkan oleh beberapa faktor seperti terjadinya gesekan pahat akibat
temperatur tinggi pada saat proses pembubutan dan penumpukkan serpihan geram saat proses
pembubutan. Hal tersebut dikarenakan variabel proses pembubutan yang digunakan melebihi
dari batas kemampuan pahat bubut HSS serta mekanisme tersebut kemungkinan akibat dari
pertumbuhan ukuran bulir (grain growth mechanism).

50
4.3.2 Analisa Data Keausan Pahat
Berdasarkan hasil pengukuran yang dilakukan setelah melakukan variabel proses
pembubutan untuk 6 buat pahat yang berbeda untuk pengerjaan material SS400 dengan mesin
bubut konvensional maka dalam hal ini hasil dari keausan tiap mata potong pahat terlihat
perbedaan yang signifikan. Berikut merupakan analisa keseluruhan dari masing-masing pahat
dengan variabel proses pembubutan yang berbeda :
Pada pahat bubut A1, dengan hasil variabel proses pembubutan dengan kecepatan
putaran spindle sebesar 210 RPM, kedalaman pemotongan 0,5 mm, dan feeding 0,5 mm serta
proses pembubutan menggunakan coolant sebagai media pendingin pahat menghasilkan
temperatur akhir sebesar 43,4°C. Pada variabel ini pahat mampu digunakan sampai akhir
proses variabel pembubutan. Dari data selisih pengukuran dapat dilihat bahwa pahat A1
mengalami pengurangan ukuran pada bidang ukur x axis antara 0,039 mm sampai 0,06 mm
dan pada y axis antara 0,004 mm sampai -0,026 mm. Dalam pengurangan ini dapat diartikan
bahwa pahat A1 tidak mengalami keausan yang besar pada bagian mata potongnya.
Pada pahat bubut A2, dengan hasil variabel proses pembubutan dengan kecepatan
putaran spindle sebesar 210 RPM, kedalaman pemotongan 0,5 mm, dan feeding 0,5 mm serta
proses pembubutan tanpa menggunakan coolant sebagai media pendingin pahat menghasilkan
temperatur akhir sebesar 56,2°C. Pada variabel ini pahat mampu digunakan sampai akhir
proses variabel pembubutan. Dari data selisih pengukuran dapat dilihat bahwa pahat A2
mengalami pengurangan ukuran pada bidang ukur x axis antara 0,034 mm sampai 0,094 mm
dan pada y axis antara 0,008 mm sampai -0,053 mm. Dalam pengurangan ini dapat diartikan
bahwa pahat A2 tidak mengalami keausan yang besar pada bagian mata potongnya.
Pada pahat bubut B1, dengan hasil variabel proses pembubutan dengan kecepatan
putaran spindle sebesar 290 RPM, kedalaman pemotongan 0,5 mm, feeding 0,5 mm serta
proses pembubutan menggunakan coolant sebagai media pendingin pahat menghasilkan
temperatur akhir sebesar 46,7°C. Pada variabel ini pahat mampu digunakan sampai akhir
proses variabel pembubutan. Dari data selisih pengukuran dapat dilihat bahwa pahat B1
mengalami pengurangan ukuran pada bidang ukur x axis antara 0,086 mm sampai 0,023 mm
dan pada y axis antara 0,019 mm sampai 0,049 mm. Dalam pengurangan ini dapat diartikan
bahwa pahat B1 tidak mengalami keausan yang besar pada bagian mata potongnya.
Pada pahat bubut B2, dengan hasil variabel proses pembubutan dengan kecepatan
putaran spindle sebesar 290 RPM, kedalaman pemotongan 0,5 mm dan feeding 0,5 mm serta

51
proses pembubutan tanpa menggunakan coolant sebagai media pendingin pahat menghasilkan
temperatur akhir sebesar 72,7°C. Pada variabel ini pahat mampu digunakan sampai proses
pemotongan keempat sesuai variabel pembubutan. Dari data selisih pengukuran dapat dilihat
bahwa pahat B2 mengalami pengurangan ukuran pada bidang ukur x axis antara 0,064 mm
sampai 1,488 mm dan pada y axis antara 0,055 mm sampai 3,539 mm. Dalam pengurangan ini
dapat diartikan bahwa pahat B2 mengalami keausan yang besar pada bagian mata potongnya.
Pada pahat bubut C1, dengan hasil variabel proses pembubutan dengan kecepatan
putaran spindle sebesar 525 RPM, kedalaman pemotongan 0,5 mm, dan feeding 0,5 mm serta
proses pembubutan menggunakan coolant sebagai media pendingin pahat menghasilkan
temperatur akhir sebesar 51,6°C. Pada variabel ini pahat mampu digunakan sampai proses
pemotongan kedua sesuai variabel pembubutan. Dari data selisih pengukuran dapat dilihat
bahwa pahat C1 mengalami pengurangan ukuran pada bidang ukur x axis antara 0,152 mm
sampai -1,845 mm dan pada y axis antara 0,052 mm sampai -0,052 mm. Dalam pengurangan
ini dapat diartikan bahwa pahat C1 mengalami keausan yang besar pada bagian mata
potongnya.
Pada pahat bubut C2, dengan hasil variabel proses pembubutan dengan kecepatan
putaran spindle sebesar 525 RPM, kedalaman pemotongan 0,5 mm, dan feeding 0,5 mm serta
proses pembubutan tanpa menggunakan coolant sebagai media pendingin pahat menghasilkan
temperatur akhir sebesar 96,6°C. Pada variabel ini pahat mampu digunakan sampai proses
pemotongan pertama sesuai variabel pembubutan. Dari data selisih pengukuran dapat dilihat
bahwa pahat C2 mengalami pengurangan ukuran pada bidang ukur x axis antara 0,016 mm
sampai 0,496 mm dan pada y axis antara 0,012 mm sampai -0,071 mm. Dalam pengurangan
ini dapat diartikan bahwa pahat C2 mengalami keausan yang besar pada bagian mata
potongnya.
Dari hasil pengukuran diketahui bahwa tingkat keausan mata potong pahat yang
terendah ada pada pahat A1 dan tingkat keausan tertinggi ada pada pahat B2. Hasil minus pada
selisih pengukuran dikarenakan bertambahnya dimensi bidang ukur pahat setelah proses
pembubutan yang disebabkan oleh beberapa faktor seperti pemuaian pahat setelah proses
pembubutan dan penumpukkan serpihan geram yang menempel saat proses pembubutan.
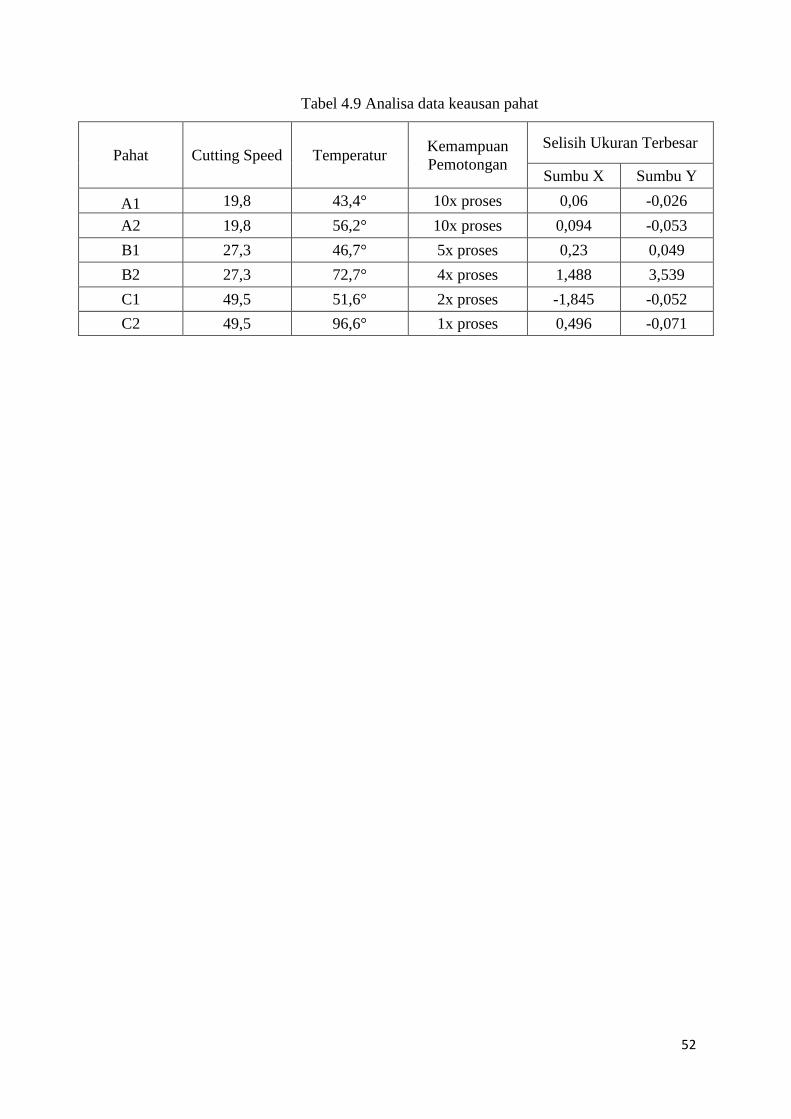
52
Tabel 4.9 Analisa data keausan pahat
Pahat Cutting Speed Temperatur Kemampuan
Pemotongan
Selisih Ukuran Terbesar
Sumbu X Sumbu Y
A1 19,8 43,4° 10x proses 0,06 -0,026
A2 19,8 56,2° 10x proses 0,094 -0,053
B1 27,3 46,7° 5x proses 0,23 0,049
B2 27,3 72,7° 4x proses 1,488 3,539
C1 49,5 51,6° 2x proses -1,845 -0,052
C2 49,5 96,6° 1x proses 0,496 -0,071

53
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan Dari serangkaian penelitian yang telah dilakukan untuk analisa keausan pahat bubut
HSS untuk pengerjaan material SS400 dengan 3 variabel proses pembubutan maka dapat
ditarik kesimpulan bahwa :
1. Penggunaan variabel proses pembubutan sesuai standar perhitungan lebih efektif
dan efisien digunakan untuk proses pembubutan sehingga menghemat, hal ini
dibuktikan dengan proses penggunaan pahat A1 dengan kecepatan putar spindle
sebesar 210 RPM, kedalaman pemotongan 0,5mm dan feeding 0,5 mm/rev
2. Penggunaan kecepatan potong yang tinggi akan mempercepat proses pembubutan
namun membuat pahat menjadi lebih cepat aus sedangkan penggunaan kecepatan
potong rendah sesuai standar perhitungan proses pembubutan lebih lambat namun
dapat memperpanjang umur pakai pahat, hal ini dibuktikan pada pahat A1 dan A2
dengan kecepatan putar spindle sebesar 210 RPM, kedalaman pemotongan 0,5mm
dan feeding 0,5 mm/rev mampu digunakan sampai akhir proses pembubutan dengan
tingkat keausan rendah dibandingkan dengan penggunaan kecepatan potong yang
tinggi pada pahat B1-B2 dan C1-C2.
3. Penggunaan coolant sebagai media pendingin pahat sangat direkomendasikan saat
proses pembubutan, hal ini dibuktikan dengan perbandingan proses penggunaan
pahat A1 dan A2 dengan kecepatan putar spindle sebesar 210 RPM, kedalaman
pemotongan 0,5mm dan feeding 0,5 mm/rev yang terlihat pada foto pembesaran
bahwa bidang mata potong pahat A1 dengan menggunakan coolant sebagai media
pendingin pahat permukaannya tidak terjadi gesekan yang besar antara mata potong
pahat dengan benda kerja akibat temperatur proses pembubutan yang berlebih
dibandingkan pahat A2 yang diproses tanpa media pendingin pahat.

54
5.2 Saran Dikarenakan keterbatasan penelitian ini, maka beberapa saran yang dapat disampaikan
berdasarkan hasil penelitian ini adalah :
1. Bagi pengembangan penelitian dengan pembahasan yang sama maka dapat
melakukan perbandingan antara jenis material pahat bubut yang berbeda dengan
menambahkan variabel proses pembubutan serta melakukan perbandingan untuk
pengerjaan beberapa material untuk mendapatkan hasil analisa keausan suatu pahat
lebih lengkap.
2. Dapat dilakukan pemeriksaan mikrostruktur pada bagian mata potong pahat setelah
proses pembubutan agar dapat diketahui mekanisme pertumbuhan ukuran bulir
(grain growth mechanism).
3. Dapat dilakukan pengukuran kekasaran permukaan material setelah proses
pembubutan agar diketahui pengaruh kecepatan potong pada permukaan benda
kerja.
55
DAFTAR PUSTAKA
[1] Putro, B. S. (2015). Pengerjaan Logam TURNING 1. Bekasi: ATMI St. Mikael.
[2] Paridawati. (2015). Pengaruh Kecepatan dan Sudut Potong Terhadap Kekasaran Benda
Kerja Pada Mesin Bubut. Jurnal Ilmiah Teknik Mesin, Vol. 3, No. 1. Universitas Islam
45 Bekasi.
[3] Alan M. Bayer and Bruce A. Becherer, T. V. (1989). High-Speed Tool Steels. ASM
Handbook, Vol. 16: Machining.
[4] Rahdiyanta, D. (2010). Proses Bubut (Turning). Yogyakarta: Fakultas Teknik Universitas
Negeri Yogyakarta.
[5] Wawan. (2017). Kaji Eksperimental Pengaruh Kecepatan Putar Spindle dan Sudut
Potong Utama pada Proses Pembubutan Baja ST41 Terhadap Umur dan Keausan
Pahat HSS BOHLER dan ASSAB.
[6] Japan, M. (2020). Mitutoyo Japan. Diambil kembali dari
https://www.mitutoyo.co.jp/eng/useful/catalog-2019/
[7] Station, M. (2020). Machine Station. Diambil kembali dari
https://www.machinestation.us/product/okuma-ls-7215-geared-head-engine-lathe/
[8] "MITSUBISHI MATERIALS," [Online]. Available:
http://www.mitsubishicarbide.com/en/technical_information/tec_turning_tools/tec_turning_in
sert/tec_turning_formula/tec_turning_formula
[9] Angga Zeptiawan Sastal, Y. G. (2018). Pengaruh Kecepatan Potong Terhadap Perubahan
Temperatur Pahat dan Keausan Pahat Bubut pada Proses Pembubutan Baja Karbon
Sedang. Enthalpy-Jurnal Ilmiah Mahasiswa Teknik Mesin, vol. 3, no. 1.
[10] Saifudin. (2017). Perbandingan Karakterisasi Fisis Dan Mekanis Lapisan Diamond-Like
Carbon (DLC) Dengan Teknik Plasma Assisted CVD Dan Perlakuan Panas Pada Tool
Steel HSS.
[11] Sri Nugroho, H. K. (2010). Karakterisasi Pahat Bubut High Speed Steel (HSS)
BOEHLER Tipe Molibdenum (M2) dan Tipe Cold Work Tool Steel (A8). 19-26.
[12] Creese, R. (1999). Introduction to Manufacturing processes and Materials. CRC Press.
[13] Suhartono, R. (2016). Geometri Pahat Bubut HSS pada Proses Membubut Muka Poros
Baja Karbon Rendah dari Hasil Pemotongan Menggunakan Las Oxy-Acetylen. 45-48.
[14] Team, S. (2015, March 9). Baja SS400 Bukan Stainless Steel tapi Structural Steel.
Diambil kembali dari steelindopersada.com:
https://www.steelindopersada.com/2015/03/ss400-bukan-stainless-steel.html
[15] Ninuk Jonoaji, J. D. (1999). Pengaruh Parameter Potong dan Geometri Pahat Terhadap
Kekasaran Permukaan Pada Proses Bubut. JURNAL TEKNIK MESIN, 82-88.
[16] Winston A. Knight, G. B. (2005). Fundamentals of Metal Machining and Machine
Tools. CRC Press.

56
LAMPIRAN
LAMPIRAN I : HASIL PENGUKURAN PAHAT SEBELUM DIGUNAKAN
1. Pahat A1

57
2. Pahat A2
3. Pahat B1

58
4. Pahat B2
5. Pahat C1

59
6. Pahat C2
LAMPIRAN II : HASIL PENGUKURAN PAHAT SESUDAH DIGUNAKAN
1. Pahat A1

60
2. Pahat A2
3. Pahat B1

61
4. Pahat B2
5. Pahat C1

62
6. Pahat C2


















