ANALYSIS OF MACHINING INDUCED MICRO- AND MACRO …
24
BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF MANUFACTURING SCIENCE AND ENGINEERING ANALYSIS OF MACHINING INDUCED MICRO- AND MACRO-GEOMETRICAL DAMAGES OF UNIDIRECTIONAL CARBON FIBRE REINFORCED POLYMER (UD-CFRP) COMPOSITES, AND THE DEVELOPMENT OF ITS CHARACTERISTICS MEASURES PhD dissertation booklet AUTHOR: NORBERT GEIER M.Sc. Mech. Eng. SUPERVISOR: DR. TIBOR SZALAY associate professor BUDAPEST 2019
Transcript of ANALYSIS OF MACHINING INDUCED MICRO- AND MACRO …

BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS
FACULTY OF MECHANICAL ENGINEERING
DEPARTMENT OF MANUFACTURING SCIENCE AND ENGINEERING
ANALYSIS OF MACHINING INDUCED MICRO- AND
MACRO-GEOMETRICAL DAMAGES OF
UNIDIRECTIONAL CARBON FIBRE REINFORCED
POLYMER (UD-CFRP) COMPOSITES, AND THE
DEVELOPMENT OF ITS CHARACTERISTICS
MEASURES
PhD dissertation booklet
AUTHOR: NORBERT GEIER
M.Sc. Mech. Eng.
SUPERVISOR: DR. TIBOR SZALAY
associate professor
BUDAPEST
2019

1

1
TABLE OF CONTENTS
1. Description of the research topic, main objectives.................................................... 2
2. State of the art, research methods ............................................................................. 4
2.1. Machining induced macro-geometric defects .................................................... 4
2.2. Machining induced micro-geometrical defects .................................................. 6
2.3. Research methods .............................................................................................. 7
3. Summary of the research and description of theses .................................................. 7
3.1. Micro-geometry of machined UD-CFRP surfaces ............................................. 7
3.2. Helical milling of UD-CFRP ............................................................................. 9
3.3. Special tool path for edge trimming of UD-CFRP ........................................... 13
4. Exploitation of achievements .................................................................................. 16
5. References .............................................................................................................. 17
6. List of own publications related to the work topic .................................................. 18
The reviews of the doctoral dissertation and the minutes of the defence are available
at the Dean's Office of the Budapest University of Technology and Economics,
Faculty of Mechanical Engineering.

2
1. DESCRIPTION OF THE RESEARCH TOPIC, MAIN OBJECTIVES
Carbon fibre reinforced polymer (CFRP) composite materials are favoured due to
their excellent specific mechanical properties in industries where low weight and high
strength are required. In the aerospace industry, as well as in the automotive, wind
turbine, military, sports, and aerospace industries, manufacturers strive to laminate
CFRP components in a single operation (moulding and curing). they often require
subsequent machining(s) prior to assembly [1]. These may include: (i) removing
material build-up in the dividing plane of the laminating tool, (ii) removing excess
material from the flange of the laminating tool(s), (iii) smoothing the mating surfaces
of the laminated composites, and (iv) drilling the parts. These subsequent machining
needs are typically met with different machining technologies.
However, the machining of CFRP composite materials is complex and expensive:
(i) due to the inhomogeneity and anisotropy of the material, the characteristic
geometrical errors caused by the machining and the chip formation mechanisms are
significantly dependent on the machining directions [2]; (ii) carbon fibres have a strong
abrasive abrasion effect, which should be considered for each component of the MKGS
system; and (iii) heat dissipation is also problematic due to the low thermal conductivity
of polymers and the dangers of using coolant lubricants (polymer wicking) [3]. Because
of these cutting features and conditions, CFRP materials are referred to as difficult-to-
cut, which can result in a variety of micro- and macro-geometric material errors. Such
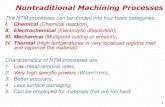
typical geometrical errors caused by machining are shown in Fig. 1.
Fig. 1 Typical machining hole defects in CFRP materials: (a) delamination (material discontinuity
from laminate layer separation) and matrix burn, (b) uncut fibres and (c) residual powdery chip
shavings, where vector k shows direction of reinforcing fibres
Although centuries of experience in the field of metalworking have been
accumulated, this theoretical and practical knowledge cannot be directly applied to the
engineering of fibre reinforced technical polymer composite materials that have been
researched for decades.
The main objective of my doctoral research was to investigate the machinability of
unidirectional carbon fibre reinforced polymer (UD-CFRP) composite materials, with
special emphasis on the integrity of machined shape properties, which included micro-
and macro-geometric properties of drilled and milled CFRP edges and surfaces:
characteristics of (i) surface roughness and of (ii) uncut fibres. My goal was the
technological optimization of the CFRP machining process, which included (i) specific
measures generation, (ii) process monitoring and diagnostics.

3
The objectives of my doctoral research were specified in the following points:
(i) The surface roughness depth (Rz/Ra) specific for arithmetic surface roughness in a
UD-CFRP composite material is spread over a wider range than for quasi-
homogeneous materials. The local high-roughness peaks caused by reinforcing and
bonding fibres (hereinafter referred to as "uncut fibres") that remain on the
machined surface cause high values of the Rz/Ra ratio, which average value depends
on the cutting technology: Rz/Ra=4-14 (μm/μm). The degree of deviation of the
Rz/Ra metric from a target value can be used to decide whether or not the machined
surface needs additional operations.
(ii) I developed (a) a parameter describing the amount of uncut fibres of a machined
through hole in a UD-CFRP composite material, and (b) its measurement
methodology, which characterizes the holes with good reproducibility.
(iii) During helical milling of UD-CFRP, the amount of uncut fibres is significantly
dependent on the abrasion state of the cutting edge and the extent of helical tool
path pitch. As the abrasion condition deteriorates and the thread pitch increases, the
amount of uncut fibres increases. By systematically influencing these two
parameters between helical milling operation elements (by the process monitoring
and diagnostic algorithm I developed) the amount of uncut fibres can be
significantly reduced.
(iv) During edge trimming of UD-CFRP, the fibre orientation angle significantly
influences the cutting force. The cutting force as a function of the orientation angle
has a minimum when using both milling strategies (climb and conventional miling).
The minimum cutting force location for climb and conventional milling is not the
same.
(v) I developed a parameter describing the milled edge-specific amount of uncut fibres
remaining at the outer edges of the UD-CFRP composite.
(vi) I have developed a novel tool path system for contour milling of UD-CFRP
composites, which uses less uncut fibre left on the milled edge than traditional
contour parallel milling technology.
CFRP cutting experiments, investigations and technological optimizations were
designed to describe, estimate, influence and minimize micro- and macro-geometric
errors caused by machining.

4
2. STATE OF THE ART, RESEARCH METHODS
In this section I present a (i) literature review of the micro- and macro-geometric
errors of machined shape features closely related to my doctoral research and the (ii)
methods used in my research.
2.1. Machining induced macro-geometric defects Macro-geometric defects caused by machining include quality parameters
characteristic of the machined shape properties that characterize the shape and / or size
deviations from the nominal geometry (e.g. burr, delamination). During my scientific
research, I analysed the characteristics of the uncut reinforcing and bundling fibres that
were formed during the cutting of CFRP and which were not cut at the nominal location.
In the case of improper machining conditions and features, the machined CFRP
may have excess material left over. While reinforcing and / or bundling fibres remaining
on the cut edges or surfaces, not cut at the nominal location (hereinafter referred to as
"uncut fibres"), do not directly reduce the inherent mechanical properties of the
component, they may require post-machining, which involves considerable time and
cost [4].
Fig. 2 Uncut fibres remaining after cutting UD-CFRP: (a) along the circumference of a hole [5],
(b) at the edge milled with conventional milling using "A" technology [6] and (c) at the edge milled
with straight milling technology "B" [7]. The "A" and "B" technologies and the CFRP matrix
material were also different.
Uncut fibres, often visible to the eye (Fig. 2), are typically formed at the machined
edges, where the reinforcing and bundling fibres are easily bent by the cutting tool
rather than being cut. Factors that significantly influence the degree of bending of the
fibres are: (i) fibre cutting angle [4], (ii) tool edge geometry (edge radius, rake angle,
clearance angle) [2], (iii) presence of support material relative to the fibres bending
direction [8], (iv) the wear condition of the cutting tool [4], (v) the feed rate [9], and
(vi) the milling direction (conventional or climb milling) [6]. Xu et al. [9] observed that,
when drilling UD-CFRP, uncut fibres exhibit certain characteristics along the
circumference of the hole: two burr zones (S1 and S2) were designated, in which zones
the amount of uncut fibres was significant, as shown in Fig. 2 (a). The location of these
zones is significantly dependent on the fibre cutting angle (θ) around the borehole and
typically occurs at a nominal position θ=135°± δ ° (Type IV chip formation mechanism)
[9].

5
Uncut fibres are examined by digital image processing of optical microscope
images [4, 9, 10]. The characteristics of the uncut fibres are summarized in Table 1
below.
Table 1 Metrics commonly used in the literature to characterize uncut fibres
Reference Measures Equation Nomenclature
Slamani et al. [11]
Wang et al. [4]
Maximal high of
uncut fibres
x n – number of measurements
A0 – nominal hole area
Si – burr area l – machined edge length
Geier et al. [7] Average maximal high of uncut fibres
X=n-1∑xi
Hrechuk et al. [10]
Maximal length of uncut fibres
lh
Hrechuk et al.
[10]
Average maximal
length of uncut fibres
L=n-1∑lhi
Hrechuk et al.
[10]
Average width of
uncut fibres
W=n-1∑wi
Xu et al. [9] Burr area S=S1+S2
Geier et al. [12]
Xu et al. [13] Hrechuk et al.
[10]
Specific area of
uncut fibres
α=S/A0
A=S/l
Measurements on length (lh, L), width (w, W), height (x, X) or area (S) of uncut
fibres are most commonly used by researchers to describe and classify the quality of
the cut edges. Measuring and / or calculating these geometric features is quick and easy,
but using these metrics does not create clear grading and grading methods that can
define bore diameters and / or cut edge lengths independent of cut length (e.g. S=2 mm2
burr zone is significant for a hole with a diameter of d=3 mm but negligible for a hole
with a diameter of d=100 mm). Therefore, it is necessary to specialize the listed metrics
into a certain geometric feature:
(i) Specializing the area of the uncut fibres to the nominal hole diameter (α) for
the cut hole.
(ii) In the case of a cut edge, specification of the area of the uncut fibres to the
cut length (A).
With these specific metrics, the percentage of uncut fibres can be estimated and
compared to the relative amount of uncut fibres left after cutting shapes with different
geometric dimensions.
The influence of cutting technology process parameters on the characteristics of
uncut fibres has already been investigated by many researchers in order to consciously
influence and minimize their quantity. Ramirez et al. [14] observed that the amount of
uncut fibres is maximal at θ=135°, and they also proposed a novel measure for the
specific classification of uncut fibres by specifying the area of uncut fibres on the
surface of the entire bore. Xu et al. [15] demonstrated that the axial cutting force
component significantly influences the expansion of the burr zone by increasing the

6
burr zone size. Heisel et al. [16] investigated the effect of feed rate on burr height during
CFRP drilling experiments with various angular auger drills. It has been observed that
increasing the feed rate also increases the height of the uncut fibres at the leading edges
of the holes, but no clear relationship has been found between the amount of uncut
fibres remaining at the exit edge of the hole and the feed rate.
Hrechuk et al. [10] proposed a novel combined quality parameter that takes into
account delamination in addition to the amount of uncut fibres. Poulachon et al. [17]
conducted drilling experiments with uncoated carbide drilling tools in CFRP composite
materials and observed that: (i) with novel sharp tools, the amount and distribution of
uncut fibres mainly depends on the cutting angle, and (ii) with increasing tool wear,
decreases to the amount of uncut fibres. Wang et al. [18] carried out drilling
experiments with four different drilling tools (coated and uncoated: twist and double
point angle drills) and observed that the bore zone size is smaller for uncoated drill bits
than for drilled bits, while the tool wear rate was minimal.
2.2. Machining induced micro-geometrical defects Micro-geometric defects caused by machining of CFRP materials include
deviations from the nominal geometry that can be determined from the measurements
of the surface roughness profile.
Structural engineers most often use standard surface roughness parameters (Ra, Rz,
Rt, etc.) to determine the maximum roughness properties of a surface (whether cast,
rolled, drawn, laminated, chipped, etc.). These metrics, measurement conditions and
methods are detailed in DIN EN ISO 4287:1998 and DIN EN ISO 4288:1998. However,
the measures and methods of these standards have evolved on the basis of extensive
knowledge and experience in metal technology and their application is limited to the
surface roughness characterization of non-metallic materials [17]. Thus, in my research
I paid special attention to the examination of a composite roughness parameter, which
is the amount of specific roughness height (Rz) calculated for a given measurement
length, standardized roughness height (Ra) (Rz/Ra). For quasi-homogeneous and quasi-
isotropic materials, this ratio is significantly dependent on the machining mode (e.g.
turning, milling, grinding, rolling, etc.) and has an average value of Rz/Ra=4-7 μm/μm.
A high Rz/Ra value indicates that the surface has high local roughness peaks and/or deep
roughness valleys relative to the average surface roughness parameter. In the case of
fibre reinforced polymer composites, uncut fibres or stretched fibres can cause such
local roughness peaks and valleys, which are one of the focal points of my research.
The surface roughness of CFRP composites is typically evaluated by researchers
using the standard Ra, Rz, Rt parameters. The surface roughness of CFRP has been
investigated by analysis of variance by Gao et al. [19]. It was shown that machined
surface roughness is most influenced by the cutting angle, followed by cutting speed,
depth of cut, and then the rake angle. Surface roughness of conventionally drilled holes
in CFRP has been investigated by Poulachon et al. [17]. It has been observed that the
surface roughness characteristics in the range of θ=135 ± 18 ° filament angles are worse
than those of the outer surface measured elsewhere. Poulachon et al. as a result of their
scientific work, they suggested that a novel roughness index should be used to evaluate
the surface roughness of CFRP, which has a higher weight and physical sense due to
uncut fibres [17].

7
2.3. Research methods The experiments to achieve the aims of my PhD research were designed using full
factorial and central composite inscribed experimental design methods. The factors,
optimization parameters, factors and variation intervals of the studied cutting processes
were determined on the basis of a priori information. From the measured data, the
optimization parameters were generated by (i) digital image processing, (ii) fast Fourier
transformation and (iii) frequency filtering, which were investigated by (i) regression
analysis, (ii) response surface methodology and (iii) analysis of variance. I supported
the systematic design and evaluation tasks with Minitab, AutoCAD, Microsoft Excel,
Wolfram Mathematica, Stream Essentials, Gwyddion, IrfanView, LabView and the
DoDEx software I developed.
3. SUMMARY OF THE RESEARCH AND DESCRIPTION OF THESES
3.1. Micro-geometry of machined UD-CFRP surfaces I drilled holes in a UD-CFRP composite on a Kondia B640 three-axis, vertical
spindle NCT100 controlled machine using traditional drilling and helical milling
techniques. I removed the chip from the cutting space with an NILFISK GB733 (p=
14.7 kPa) industrial vacuum cleaner. For drilling experiments, I used a Ø11,138 SECO
SD205A-11.138-53-12R1-C1 double-ended diamond-coated drill bit and an Ø10
TIVOLY 8236651 1000 single-edged carbide end mill. The roughness tests of the
circumferential surface of the machined holes were performed with a Mitutoyo SJ-400
contact profilometer using a cut-off λc = 2.5 mm and a feed rate v = 1 mm/s. Surface
roughness was calculated according to DIN EN ISO 4288:1998. The applicability of
the diamond-pointed contact profilometer was investigated for the roughness test of
machined CFRP surfaces.
The factors and their levels are shown in Table 2. In the conventional drilling
experiments, I also examined the effect of cutting speed (vc) and feed rate (f), while in
the case of helical strategy I also examined the effect of helical tool path pitch (h).
Table 2 Factors and their levels
Tools Factors Levels
-2n/4 -1 0 +1 +2n/4
Twist drill
n=2
Cutting speed (m/min) 50 65 100 135 150
Feed rate (mm/rot) 0.035 0.043 0.064 0.078 0.093
End mill n=3
Cutting speed (m/min) 50 70 100 130 150
Feed rate (mm/rot) 0.020 0.028 0.040 0.051 0.060
Screw pitch (mm) 0.10 0.68 1.55 2.41 3.00
The cutting tools used for the milling experiments were: (i) Ø10 SECO 871100.0-
DURA diamond-coated compression end mill, (ii) Ø10 TIVOLY 82366511000 single-
edged carbide milling cutter, (iii) Ø10 FRAISA 20340.450 coarse tooth Ø10.4 and (iv)
coarse toothed carbide compression end mills. All four tools have been subjected to
conventional milling experiments with ϕ=0°/180° filament parallel tool paths with fixed
technological parameters: vc=160 m/min, vf=1528 mm/min, ap=15 mm, ae=5 mm, climb
milling, dry machining. The surface roughness parameters measured with the Mitutoyo

8
contact profilometer were validated with an ALICONA Infinite Focus type confocal
microscope.
Fig. 3 summarizes the Rz/Ra parameters for (i) conventional drilling strategy and
(ii) helical milling strategy. The diagram shows that the average Rz/Ra= 8.53 μm/μm for
conventional drilling and Rz/Ra= 11.13 μm/μm for helical milling. These ratios are
averaged from n=65 (conventional drill) and n=94 (helical milling) test results. Further
evidence of the presence of residual uncut fibres is provided by the uncut reinforcing
and bundling fibres shown in the optical microscope images shown in Fig. 4.
Fig. 3 Rz/Ra parameter based on roughness data measured on the perimeter surface of holes made
with conventional drilling and helical milling strategy
Fig. 4 Images taken with an Olympus optical microscope: (a) SECO 871100.0-DURA (b)
TIVOLY 82366511000 (c) FRAISA 20340.450 és (d) FRAISA 20360.450 tools
Based on the surface roughness characteristics of (i) conventional drilling, (ii)
helical milling, and (iii) contour milling experiments in the UD-CFRP composite, the
following new scientific statement was declared:

9
Thesis 1: The Rz/Ra parameter of a surface machined in a unidirectional carbon
fibre reinforced polymer (UD-CFRP) composite material is scattered over a wider
range than in the case of quasi-homogeneous materials. The local high height
peaks caused by reinforcing and bundling fibres not cut at the nominal depth on
the cut surface cause a high value of the Rz/Ra ratio, which may be Rz/Ra= 4-14
μm/μm, depending on the machining technology. It is recommended to supplement
the study of the machinability of UD-CFRP composite materials by studying the Rz/Ra
parameter.
Own publications related to the first thesis: [S1–S7]
3.2. Helical milling of UD-CFRP Helical milling technology was used to drill holes into the UD-CFRP composite in
the experimental environment described in the previous section. For helical milling
experiments I used a Ø8 TIVOLY 82366510800 single-edged carbide end mill and a
Ø8 TIVOLY 80308810808 single-edged HSS end mill. The edges of the tools were
photographed with a Dino-Lite AM4013MT digital microscope with magnification
xn=25x from direction of +Z.
The characteristics of the uncut fibres were investigated by digital image
processing. During my doctoral research I divided the digital images of the machined
features into grey and black pixels using a grey histogram (Fig. 5).
Fig. 5 The main steps of digital image processing are: (a) a hole-lighted digital image of a hole,
(b) a segmented digital image of the hole, (c) the measurement setup
I used segmented images for later processing, in which (i) the number of white
pixels was counted, and then (ii) specified for the pixels of the nominal hole diameter.
The resultant α quantitative dimensionless dimension can be used to characterize the
quality of the cut holes in terms of uncut fibres. If the area factor is α=1, there are no
reinforcing and/or bundling fibres in the circumference of the machined bore that are
within the nominal bore contour.
With fixed technological parameters (vc=75 m/min, f=0.08 mm/rpm, h=3 mm,
climb milling), I drilled holes with helical milling with the single-edged HSS mill and
investigated the effect of cutting length on (i) tool wear and (ii) the area factor. I studied
tool wear with a digital image processing method similar to the area factor.
Experimental results showed that the number of machined holes (i) increases the rate
of tool wear and (ii) decreases the value of the area factor. This phenomenon was to be
expected, because as the tool edge radius increases (tool wear), the thread cutting

10
mechanism becomes a "bending dominant", so that the fibres are not cut at the nominal
position but bent, thereby increasing the value of the area factor.
In a further series of experiments, I investigated the effect of helical tool pitch (h)
on the amount of uncut fibres. The value of the technological parameters was recorded
so that the value of the optimization parameter did not change: vc= 75 m/min, vf= 0.08
mm/min, climb milling. The thread pitch was examined on three levels (h= 1; 2; 3 mm),
and the experiments were repeated five times on each level. In the examined thread
pitch range it was clearly observed that as the thread pitch increased, the value of the
area factor decreased, and the quality of the machined bores decreased.
Based on the above experimental results and observations, the effect of the
following two factors is significant on the quality of the machined bores: (i) helical tool
path pitch (h) and (ii) milling depth (z). Smaller h results in lower axial cutting force,
less delamination, less uncut fibre and lower tool wear rate. Furthermore, if the
programmed point of the tool is sent deeper than would be justified by the conventional
approach, then the non-worn sections of the edge strip are more likely to cut the
reinforcing and braiding strands than the already worn lower edge sections. I have
developed an algorithm based on the systematic change of these parameters, the quality
of the holes drilled by the algorithm is better than that of the fixed technological
parameters, as can be seen in Fig. 6.
Fig. 6 Area factor for fixed parameter helical milling and process controlled milling

11
Helical milling experiments were performed on UD-CFRP composite with (i) fixed
technological parameters, (ii) systematic alteration of helical tool path pitch and (iii)
milling process monitoring, which resulted in the following new scientific findings:
Thesis 2: The amount of reinforcing and bundling fibres remaining at the edges of
a through hole drilled in a unidirectional carbon fibre reinforced polymer (UD-
CFRP) composite material is characterized by the following parameter:
𝜶 =𝟏
𝒏∑
𝑨𝒊
𝑨𝟎
𝒏
𝒊=𝟏
where α (-) is the area factor, n (-) is the number of repeated experimental settings, Ai
(pixels) is the number of white pixels calculated from the digital image taken during the
ith experiment, A0 (pixels) is the white pixels calculated from the nominal hole number.
The area factor can be determined by the following method: (i) Lower illumination of
the cut hole by diffused LED light source. (ii) Take a digital image of the hole opposite
to the light source. The nominal axis of the hole should be parallel to the optical axis of
the camera unit. Only one hole may be included in the recording. (iii) Convert a colour
image to a grayscale image. (iv) Segmentation of the image based on the grey colour
spectrum. (v) Determining the number of white pixels, and then (vi) specifying the
number of white pixels for the number of white pixels per hole of nominal geometric
size. The measuring method is suitable for the quantitative evaluation of uncut fibres
with a p= 1,2% confidence.
Own publications related to the second thesis: [S1–S3, S8–S14]

12
Thesis 3: The amount of reinforcing and bonding fibres (hereinafter referred to
as "uncut fibres") remaining at the edges of the machined hole during helical
milling of a unidirectional carbon fibre reinforced polymer (UD-CFRP)
significantly depends on the wear condition of the cutting edge and the screw pitch
of the helical tool path. With the deterioration of the abrasion state and the
increase of the thread pitch (h) the amount of uncut fibres in the examined factor
space (h= 1-3 mm) increases. By systematically influencing these two parameters
between helical milling operation elements, the amount of uncut fibres can be
significantly reduced by the following algorithm:
where α (-) is the area factor, Ai (pixels) is the number of white pixels calculated on the
digital image taken in experiment no. i, A0 (pixels) is the number of white pixels
calculated from the nominal hole digital image, α1 (-), α2 (-) and α3 (-) context-dependent
constants, B (-) denotes the number of holes to be made, T (-) denotes the number of
available tools, h (mm) denotes the helical tool path pitch, z (mm) denotes the
machining depth, I (mm) denotes the variation interval, index 0 denotes the initial value,
while max and min indices represent the highest and lowest values, respectively.
Own publications related to the third thesis: [S1 – S3, S5, S9 – S12, S14 – S16]

13
In order to validate the second and third theses, I performed repeated experiments
under the same experimental conditions, but with technological parameters of vc= 150
m/min and f= 0.06 mm/rot., which gave the same results.
3.3. Special tool path for edge trimming of UD-CFRP Milling experiments were performed in UD-CFRP composite on a VF 22 type
vertical spindle milling machine. I removed the chip from the cutting zone with the
NILFISK GB733 industrial vacuum cleaner. For milling experiments, I used a high-
speed steel end mill with D= Ø50 mm diameter, zf= 5 cutting edges (αo = 10°, γo= 25°).
The cutting force was measured with a KISTLER 9281 Type B three-component force
measuring cell and collected using a Labview measuring program at a sampling
frequency of fm= 18 kHz for t= 10 s per experimental setting. Frequency filtering was
applied at the measured force values with noise using a low pass filter with a cut-off
frequency of fh= 400 Hz. During the evaluation, the models were adequately examined
by regression analysis. The experimental results are illustrated in Fig. 7.
Fig. 7 Cutting force in CFRP milling as a function of strand orientation angle, in the case of
conventional and climb milling
Az UD-CFRP kompoziton végzett egyen- és ellenirányú palástmarási kísérletek
során a szálirány hatását vizsgáltam a forgácsolási erő egyes komponenseire, mely
alapján a következő új tudományos megállapítást fogalmaztam meg:
In the UD-CFRP composite experiments, the effect of the fibre direction on the
individual components of the cutting force was investigated, based on the following
new scientific findings:
Thesis 4: The analysis of the cutting force function F(ϕ)=[Ff (ϕ),Fr(ϕ),Fp(ϕ)] ,
ϕ∈[0°; 180°) for the conventional and climb milling of unidirectional carbon fibre
reinforced polymer (UD-CFRP) composite shows that:
(i) During UD-CFRP milling, the fibre orientation angle significantly influences
the cutting force. The cutting force has a minimum in both milling strategies.

14
(ii) The minimum cutting force location is not the same for the conventional and
the climb milling: ϕopt= 156° (+26°, -33°) for conventional milling and ϕopt=
123 °(+21°, -23°) for climb milling.
where F (N) is the cutting force, f is the feed direction, r is the radial direction, p is the
passive direction and ϕ (°) is the fibre orientation angle.
Own publications related to Thesis 4: [S2, S6, S8, S12, S17–S25]
Cutting at the force minimum is a cardinal task for polymer matrix composites,
since (i) reducing the rate of tool wear, (ii) reducing heat generation due to frictional
forces at the cutting edges (matrix burn) and (iii) reducing delamination [20].
When designing the movement path (toolpath) for cutting force-optimized milling
of quasi-homogeneous materials, it is advisable to optimize the chip cross-section
primarily [21, 22]. In the case of UD-CFRP composite, due to anisotropy, the direction
of the reinforcing fibres significantly influences the milling paths optimized for the
force minimum, so it is advisable to take this into account when milling UD-CFRP.
Further coat milling experiments were performed on UD-CFRP composite on
Kondia B640 machine tool. I removed the chip from the cutting zone with the NILFISK
GB733 industrial vacuum cleaner. For milling experiments, I used special CFRP
composite milling cutters: (i) Ø10 FRAISA 20340.450 coarse tooth and (ii) Ø10
FRAISA 20360.450 medium tooth carbide compression end mills. The roughness tests
of the machined peripheral surfaces were performed with a Mitutoyo SJ-400 contact
profilometer using λc= 2.5 mm cut-off and v= 1 mm/s feed rate. The values of the
technological parameters were fixed so that the optimization parameter under their
influence does not change: ϕ= 180°, vc= 160 m/min, vf= 1528 mm/min, ap= 15 mm, ae=
5 mm, unidirectional milling. The edges were photographed with a Dino-Lite
AM4013MT digital microscope at xn= 70x magnification, from the direction of +Z.
During the experiments I investigated the effect of two categories factors (x1: tool type
and x2: tool path type) on the characteristics of uncut fibres. The two tool path types are
illustrated in Fig. 8.
Fig. 8 Milling tool paths tested in the experiments: (a) ϕ= 180°, conventional contour milling and
ϕ= 100°, trochoidal tool path, (b) trochoidal tool path sections
With conventional contour milling (Fig. 8 (a)), the unfavourable technological
condition (ϕ= 180°) is met. The basic idea of the special trochoidal toolpath (Fig. 8 (b))

15
is that the thread orientation angle in the main cutting path section is ϕ= 100°, at which
angle the cutting conditions can be expected based on preliminary experimental results.
The images of the milled edges were analysed by digital image processing. The
preparation of the study was carried out in the main steps shown in Fig. 9 (segmentation,
cutting). The processed images of milled edges (Fig. 10) clearly show that the amount
of uncut fibres remaining on special milled edges is minimal.
Fig. 9 Major steps in preparing digital images for image processing. (a) original image (b)
segmented image (c) segmented image narrowed to evaluation area
Fig. 10 Binary images of UD-CFRP composite edges milled with conventional and special tool
paths. (a) conventional toolpath (ϕ= 180°) with coarse-toothed compression end mill, (b) special
toolpath (ϕ= 100°) with coarse-toothed mill, (c) conventional toolpath (ϕ= 180°) with medium-
toothed mill, (d) special tool path (ϕ= 100°) with medium toothed mill
Based on the measurement method and results described in this chapter, I have
made the following new scientific findings:
Thesis 5: The quantity of reinforcing and braiding fibres (hereinafter referred to
as "uncut fibres") left on the cut edges, which are not cut at the nominal location,
is characterized by a quantitative optimization parameter for unidirectional
carbon fibre reinforced polymer (UD-CFRP):
𝐴𝑏 = 𝑐1
𝑙
1
𝑛∑𝑝𝑚𝑖
𝑛
𝑖=1
=1
𝑙
1
𝑛∑𝑎𝑏𝑖
𝑛
𝑖=1
where Ab (mm2/m) is the area of uncut fibres specific to milled edge length, c
(mm2/pixel) is the area specific to pixel score, l (m) milled edge length, n (-) number of

16
windows, pm (pixel) measured pixels number of pieces, ab=cpm (mm2) area of black
pixels in a window. Measure Ab shows the projection area of the reinforcing and
braiding fibres not perpendicular to the measuring direction per unit milled edge. The
ab parameter can be determined by the following method: (i) diffused illumination of a
cut edge and a solid colour background behind the deburring edge. (ii) Make n digital
images of the milled edge, with equal distance between the images. The optical axis of
the camera unit should be parallel to the normal vector of the mantle plate. (iii) Cutting
images along the nominal milled edge. Only the uncut fibres should be visible on the
cut. (iv) Convert trimmed images to grayscale. (v) Segmentation of recordings based
on grey colour spectrum. (vi) Determining the number of black pixels, and then (vii)
specifying the number of black pixels per unit edge length.
Own publications related to Thesis 5: [S2, S17, S20, S22, S24, S26]
Thesis 6: The amount of reinforcing and bonding fibres remaining in the
unidirectional milling of unidirectional carbon fibre reinforced polymer (UD-
CFRP) composite can be minimized by a trochoidal toolpath that has the feed rate
vector of the main section of the climb milling system:
𝑣𝑓(𝛽, 𝐾, 𝜙) = 𝑣𝑓 [𝑐𝑜𝑠(𝛽 + 𝐾 + 𝜙)𝑠𝑖𝑛(𝛽 + 𝐾 + 𝜙)
] , 𝜙𝜖[0; 180)
where vf (mm/min) is the feed rate, β (°) represents the angle of the workpiece to be
milled with the X axis of the workpiece datum, K (°) represents the angle of the
workpiece reinforcing fibres to be milled, and ϕ (°). The value of vf must be selected
for a given tool type (geometry, material, coating, condition), while ϕ=123°(+21°,-23°).
Own publications related to Thesis 6: [S2, S17, S20, S22, S24, S27]
4. EXPLOITATION OF ACHIEVEMENTS
For companies cutting large quantities and/or high quality carbon fibre reinforced
polymer composite materials, optimizing the cutting processes of their products is
crucial. My research results help in this endeavour, because with the measures and
methods I recommend, it is possible to characterize, evaluate and compare the
individual cut features with good reproducibility indices. With the help of these metrics
I have developed a direct process monitoring and diagnostic method based on digital
image processing, which can produce drills of significantly better quality than with
fixed technological parameters.
By experimental work I have proved that using the new contour milling (non-
parallel) tool paths, number of uncut fibres can be drastically minimised, which can be
used by the industry, however, it needs further optimisation.

17
5. REFERENCES
[1] S. Vigneshwaran, M. Uthayakumar, and V. Arumugaprabu, “Review on
Machinability of Fiber Reinforced Polymers: A Drilling Approach,” Silicon, vol.
10, no. 5, pp. 2295–2305, Sep. 2018.
[2] J. Ahmad, Machining of Polymer Composites. Springer US, 2009.
[3] V. Krishnaraj, R. Zitoune, and J. P. Davim, Drilling of Polymer-Matrix
Composites. Berlin, Heidelberg: Springer Berlin Heidelberg, 2013.
[4] F. Wang, J. Yin, J. Ma, Z. Jia, F. Yang, and B. Niu, “Effects of cutting edge radius
and fiber cutting angle on the cutting-induced surface damage in machining of
unidirectional CFRP composite laminates,” Int. J. Adv. Manuf. Technol., vol. 91,
no. 9–12, pp. 3107–3120, Aug. 2017.
[5] N. Ibriksz and N. Geier, “Analysis of uncut fibres at machined holes in carbon
fibre-reinforced plastics (CFRP) using digital image processing,” Bánki Rep., vol.
1, no. 3, pp. 11–14, 2018.
[6] M. Li, M. Huang, X. Jiang, C. Kuo, and X. Yang, “Study on burr occurrence and
surface integrity during slot milling of multidirectional and plain woven CFRPs,”
Int. J. Adv. Manuf. Technol., vol. 97, no. 1–4, pp. 163–173, Jul. 2018.
[7] N. Geier, T. Szalay, and I. Biró, “Trochoid milling of carbon fibre-reinforced
plastics (CFRP),” Procedia CIRP, vol. 77, pp. 375–378, Jan. 2018.
[8] J. C. Aurich, D. Dornfeld, P. J. Arrazola, V. Franke, L. Leitz, and S. Min, “Burrs—
Analysis, control and removal,” CIRP Ann., vol. 58, no. 2, pp. 519–542, Jan. 2009.
[9] J. Xu, Q. An, and M. Chen, “A comparative evaluation of polycrystalline diamond
drills in drilling high-strength T800S/250F CFRP,” Compos. Struct., vol. 117, pp.
71–82, Nov. 2014.
[10] A. Hrechuk, V. Bushlya, and J.-E. Ståhl, “Hole-quality evaluation in drilling fiber-
reinforced composites,” Compos. Struct., vol. 204, pp. 378–387, Nov. 2018.
[11] M. Slamani, S. Gauthier, and J.-F. Chatelain, “Comparison of surface roughness
quality obtained by high speed CNC trimming and high speed robotic trimming
for CFRP laminate,” Robot. Comput.-Integr. Manuf., vol. 42, pp. 63–72, Dec.
2016.
[12] N. Geier, T. Szalay, and M. Takács, “Analysis of thrust force and characteristics
of uncut fibres at non-conventional oriented drilling of unidirectional carbon fibre-
reinforced plastic (UD-CFRP) composite laminates,” Int. J. Adv. Manuf. Technol.,
vol. 100, no. 9–12, pp. 3139–3154, Oct. 2018.
[13] J. Xu, C. Li, S. Mi, Q. An, and M. Chen, “Study of drilling-induced defects for
CFRP composites using new criteria,” Compos. Struct., vol. 201, pp. 1076–1087,
Oct. 2018.
[14] C. Ramirez, G. Poulachon, F. Rossi, and R. M’Saoubi, “Tool Wear Monitoring
and Hole Surface Quality During CFRP Drilling,” Procedia CIRP, vol. 13, pp.
163–168, Jan. 2014.
[15] J. Xu, Q. An, X. Cai, and M. Chen, “Drilling machinability evaluation on new
developed high-strength T800S/250F CFRP laminates,” Int. J. Precis. Eng.
Manuf., vol. 14, no. 10, pp. 1687–1696, Oct. 2013.
[16] U. Heisel and T. Pfeifroth, “Influence of Point Angle on Drill Hole Quality and
Machining Forces When Drilling CFRP,” Procedia CIRP, vol. 1, pp. 471–476,
Jan. 2012.

18
[17] G. Poulachon, J. Outeiro, C. Ramirez, V. André, and G. Abrivard, “Hole Surface
Topography and Tool Wear in CFRP Drilling,” Procedia CIRP, vol. 45, pp. 35–
38, Jan. 2016.
[18] X. Wang, X. Shen, C. Zeng, and F. Sun, “Combined influences of tool shape and
as-deposited diamond film on cutting performance of drills for CFRP machining,”
Surf. Coat. Technol., vol. 347, pp. 390–397, Aug. 2018.
[19] C. Gao, J. Xiao, J. Xu, and Y. Ke, “Factor analysis of machining parameters of
fiber-reinforced polymer composites based on finite element simulation with
experimental investigation,” Int. J. Adv. Manuf. Technol., vol. 83, no. 5, pp. 1113–
1125, Mar. 2016.
[20] F. Girot, F. Dau, and M. E. Gutiérrez-Orrantia, “New analytical model for
delamination of CFRP during drilling,” J. Mater. Process. Technol., vol. 240, pp.
332–343, Feb. 2017.
[21] A. Jacso and T. Szalay, “Analysing and Optimizing 2.5D Circular Pocket
Machining Strategies,” in Advances in Manufacturing, 2018, pp. 355–364.
[22] A. Jacso, T. Szalay, J. C. Jauregui, and J. R. Resendiz, “A discrete simulation-
based algorithm for the technological investigation of 2.5D milling operations,”
Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci., vol. 233, no. 1, pp. 78–90, Jan.
2019.
6. LIST OF OWN PUBLICATIONS RELATED TO THE WORK TOPIC
[S1] N. Geier és T. Szalay: Optimisation of process parameters for the orbital and
conventional drilling of uni-directional carbon fibre-reinforced polymers (UD-
CFRP). Measurement, vol. 110, pp. 319–334, 2017. (IF.: 2,359)
[S2] N. Geier, J. Paulo Davim és T. Szalay: Advanced cutting tools and technologies
for drilling carbon fibre reinforced polymer (CFRP) composites: a review.
Compos. Part A, vol. 125, p. 105552, 2019. (IF.: 6,282)
[S3] N. Geier és Gy. Mátyási: Machinability Study of Unidirectional CFRP Using
Central Composite Design of Experiments. Óbuda Univ. E-Bull., vol. 6, no. 1,
pp. 21–27, 2016.
[S4] N. Geier és Cs. Pereszlai: Analysis of characteristics of surface roughness of
machined CFRP composites. Period. Polytech., (benyújtva, bírálat alatt).
[S5] Cs. Pereszlai és N. Geier: Szénszál erősítésű polimer (CFRP) kompozit
anyagok speciális fúró szerszámainak áttekintése. OGÉT Konf., pp. 428-431.,
2019.
[S6] N. Pálfi és N. Geier: Teljes faktoriális és central composite kísérlettervvel nyert
információk elemzése, optimumkeresés. OGÉT 2017 Konf., pp. 299-302., 2017.
[S7] N. Geier és Gy. Mátyási: Egyirányú CFRP forgácsolhatósági vizsgálata
frakcionális faktoriális kísérlettervvel. OGÉT 2016 Konf., pp. 143-146., 2016.
[S8] N. Geier, T. Szalay és M. Takács: Analysis of thrust force and characteristics
of uncut fibres at non-conventional oriented drilling of unidirectional carbon
fibre-reinforced plastic (UD-CFRP) composite laminates. Int. J. Adv. Manuf.
Technol., vol. 100, no. 9–12, pp. 3139–3154, Oct. 2018. (IF.: 2,601)
[S9] N. Geier, Gy. Póka és T. Szalay: Direct monitoring of hole damage in carbon
fibre-reinforced polymer (CFRP) composites. IOP Conf. Ser. Mater. Sci. Eng.,
vol. 448, no. 1, p. 012003, 2018.

19
[S10] N. Ibriksz és N. Geier: Analysis of uncut fibres at machined holes in carbon
fibre-reinforced plastics (CFRP) using digital image processing. Bánki Rep.,
vol. 1, no. 3, pp. 11–14, 2018.
[S11] Cs. Pereszlai és N. Geier: A comparative analysis of wobble milling, helical
milling and conventional drilling of CFRP. Int. J. Adv. Manuf. Technol.,
(benyújtva, állapot: major revision). (IF.: 2,601)
[S12] N. Geier, T. Szalay és Gy. Mátyási: A comparative experimental study of the
machinability of UD-CFRP using right-hand-cut and left-hand-cut end mills.
Int. Conf. Innov. Technol. -TECH, pp. 221-224., 2016.
[S13] D. Poór, N. Geier, Cs. Pereszlai és N. Forintos: A pilot experimental research
on drilling of CFRP under tensile stress. Int. Conf. Innov. Technol. -TECH
2019, (benyújtva, elfogadva).
[S14] N. Geier, G. Póka és Cs. Pereszlai: Monitoring of orbital drilling process in
CFRP based on digital image processing of characteristics of uncut fibres.
Procedia CIRP, (benyújtva, minor revision).
[S15] N. Geier és I. Gyurika: Development of parametric CNC program and decision
algorithm into product line made from natural stones. IESB 2014 Conf., 2014.
[S16] N. Ibriksz és N. Geier: Szénszál erősítésű polimer (CFRP) forgácsolhatósági
vizsgálata különböző furatkészítési stratégiákkal. OGÉT, pp. 216–219, 2018.
[S17] B. Somoskői és N. Geier: Machinability analysis of carbon fibre-reinforced
plastics (CFRP) using compression tools. Bánki Rep., vol. 1, no. 3, pp. 5–10,
Sep. 2018.
[S18] N. Geier és Gy. Mátyási: Szénszállal erősített polimer kompozit (CFRP)
szálvágási szögének hatása a forgácsoló erőre. GépGyártás, vol. LV, no. 2, pp.
104–108, 2015.
[S19] N. Geier és T. Szalay: Analysis of the cutting forces in machining of uni-
directional carbon fiber reinforced plastics (UD-CFRP). Poceedings 7th Int.
Technol. Conf. CVUT, pp. 42-46.
[S20] N. Pálfi és N. Geier: A Comparative, Experimental Study of Full Factorial and
Central Composite Designs, Through Machinability Analysis of Aluminum
Alloy. Óbuda University e-Bulletin, vol. 9, no. 1, pp. 11-17, 2019.
[S21] I. Biró, T. Szalay és N. Geier: Effect of cutting parameters on section borders
of the empirical specific cutting force model for cutting with micro-sized uncut
chip thickness. Procedia CIRP, vol. 77, pp. 279–282, Jan. 2018.
[S22] Cs. Pereszlai és N. Geier: Edge trimming of unidirectional carbon fibre-
reinforced polymer composite. Technol. Forum 2019, (benyújtva, bírálat alatt).
[S23] N. Geier: CAD/CAM alkalmazások integrációja forgácsolt alkatrészgyártásba.
OGÉT 2014 Konf., pp. 127-130., 2014.
[S24] B. Somoskői és N. Geier: Szénszállal erősített polimer kompozit (CFRP)
forgácsolhatósági vizsgálata kompressziós szármaróval. OGÉT, pp. 422–425,
2018.
[S25] N. Pálfi és N. Geier: A comparative study of full factorial and central composite
designs through the machining of aluminium alloy. Proc. 8th Int. Eng. Symp.
Bánki, p. 9, 2016.
[S26] Cs. Pereszlai, N. Geier és D. Poór: Influence of fixturing setup on quality of
edge trimmed UD-CFRP. Int. Conf. Innov. Technol. -TECH 2019, (benyújtva,
elfogadva).
[S27] N. Geier, T. Szalay és I. Biró: Trochoid milling of carbon fibre-reinforced
plastics (CFRP). Procedia CIRP, vol. 77, pp. 375–378, Jan. 2018.

20

21
God is all I don't know.
That's why I believe in it more and more.

22