Analysis of Cracks Resulting from Thermite Welding of ... · Analysis of Cracks Resulting from...
8
609.1 Analysis of Cracks Resulting from Thermite Welding of Cathodic Protection Marjan Suban, Simon Božič, Andrej Zajec, Robert Cvelbar, Borut Bundara Institute of Metal Constructions Mencingerjeva 7, SI-1000 Ljubljana, Slovenia [email protected], [email protected], [email protected], [email protected], [email protected] ABSTRACT Various steel pipes that are exposed to corrosion, are protected with the cathodic protection where thermite welding of a copper conductor on a steel pipe is used. During the welding process and due to the nature of it, steel in the solid state comes in contact with liquid copper. Contact of steel with liquid metal in some cases cause phenomenon known as the liquid-metal embrittlement or LME. Phenomenon was previously studied in cases such as soldering, but for thermite welding no records were found in accessible literature. The purpose of this paper is to draw attention to some irregularities and consequences arising from it, which in this type of welding can occur. At the end of article some measures to reduce these risks are given. 1 INTRODUCTION To prevent corrosion of the material several methods by which the material may be protected are used in practice. One of these methods is the cathodic protection, which is commonly used to protect steel, water or fuel pipelines and storage tanks, steel pier piles, water-based vessels including yachts and powerboats, offshore oil platforms and onshore oil well casings. There are two types of cathodic protection: passive protection with active (sacrificial) anode and protection with an external source of direct electrical current. Cathodic protection with active (sacrificial) anode is more simple and requires the use of an anode material (Mg or Zn anode), which protects the cathode (in our case steel). One of the methods to connect cathode with the anode is thermite welding of the connecting copper wires to the cathode. In order to determine the potential impact of thermite welding of Cu wires on the steel, we performed a series of tests of this type of welding. Test data collected during a study of welding procedure on nuclear power plant construction projects (pipeline of SW system) are presented and evaluated. These data lead to an important hypothesis that solely visual inspection is not sufficient because it does not enable identification of some crucial procedural deficiencies. Therefore, inspection has to be extended by implementation of some other methods like macro- and microscopic examination of weld cross-section that enable detection and identification of some material defects, which can lead to failure.
Transcript of Analysis of Cracks Resulting from Thermite Welding of ... · Analysis of Cracks Resulting from...

609.1
Analysis of Cracks Resulting from Thermite Welding of Cathodic
Protection
Marjan Suban, Simon Božič, Andrej Zajec, Robert Cvelbar, Borut Bundara Institute of Metal Constructions
Mencingerjeva 7, SI-1000 Ljubljana, Slovenia [email protected], [email protected], [email protected], [email protected],
ABSTRACT
Various steel pipes that are exposed to corrosion, are protected with the cathodic protection where thermite welding of a copper conductor on a steel pipe is used. During the welding process and due to the nature of it, steel in the solid state comes in contact with liquid copper. Contact of steel with liquid metal in some cases cause phenomenon known as the liquid-metal embrittlement or LME. Phenomenon was previously studied in cases such as soldering, but for thermite welding no records were found in accessible literature. The purpose of this paper is to draw attention to some irregularities and consequences arising from it, which in this type of welding can occur. At the end of article some measures to reduce these risks are given.
1 INTRODUCTION
To prevent corrosion of the material several methods by which the material may be protected are used in practice. One of these methods is the cathodic protection, which is commonly used to protect steel, water or fuel pipelines and storage tanks, steel pier piles, water-based vessels including yachts and powerboats, offshore oil platforms and onshore oil well casings.
There are two types of cathodic protection: passive protection with active (sacrificial) anode and protection with an external source of direct electrical current. Cathodic protection with active (sacrificial) anode is more simple and requires the use of an anode material (Mg or Zn anode), which protects the cathode (in our case steel). One of the methods to connect cathode with the anode is thermite welding of the connecting copper wires to the cathode.
In order to determine the potential impact of thermite welding of Cu wires on the steel, we performed a series of tests of this type of welding. Test data collected during a study of welding procedure on nuclear power plant construction projects (pipeline of SW system) are presented and evaluated. These data lead to an important hypothesis that solely visual inspection is not sufficient because it does not enable identification of some crucial procedural deficiencies. Therefore, inspection has to be extended by implementation of some other methods like macro- and microscopic examination of weld cross-section that enable detection and identification of some material defects, which can lead to failure.

609.2
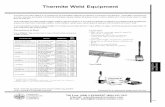
2 THERMITE WELDING
Thermite welding, also known as exothermic welding, of Cu to steel is a welding process for joining these two materials that employs superheated copper to permanently join the welding parts. The process takes advantage of an exothermic reaction of a copper thermite composition to heat the copper, and requires no external source of heat or current. The chemical reaction that produces the heat is a reaction between aluminium powder and a mixture of copper oxides: copper (II) oxide and copper (I) oxide. Reaction is described with the following chemical formula:
3CuO + 2Al → 3Cu + Al2O3 + Heat (1) This chemical reaction reaches a temperature above 1400 °C. This type of welding is
especially useful for joining dissimilar metals e.g. Cu and steel for creating electric joints, like in our case for cathodic protection and can be found on market under various commercial names such as Cadweld or Techweld. Thermite welding process itself is shown in figures below (Fig. 1a – 1d) and includes the following steps:
• grinding, cleaning and drying the surface of base material and installation of Cu wire (Fig. 1a);
• installation of the welding mould and filling it with the thermite mixture (Fig. 1b); • ignition and combustion of the thermite mixture (welding) (Fig. 1c); • removing the welding mould and sealants (Fig. 1d).
a) b) c) d)
Figure 1: Steps of thermite welding procedure
If the welding process is optimal then formed weld has good mechanical strength and
excellent corrosion resistance. It is also highly stable when subjected to repeated short-circuit pulses, and does not suffer from increased electrical resistance over the lifetime of the installation.
However, the cost of the process is relative high comparing to other welding processes, requires supply of replaceable moulds, suffers from lack of repeatability, and can be impeded by wet conditions or bad weather when performed outdoors. In our experimental work presented in continuation we observed that quality of the weld is influenced by the surface preparation and that microstructural changes and microcracks in steel appear. Because of the good electrical conductivity and high stability in the case of short-circuit pulses, this type of welds are one of the options for grounding conductors and bonding jumpers. It is the preferred method of bonding, and indeed it is the only acceptable means of bonding copper to steel.
3 EXPERIMENTAL METHOD
The welding setup shown in Fig. 1 was used for the laboratory tests. Copper conductor NYY 1x16 mm was welded on 24 in, SCH 40 steel pipe made of ASTM A106 Gr. B
Proceedings of the International Conference Nuclear Energy for New Europe, Portorož, Slovenia, Sept. 6-9, 2010

609.3
(P255G1TH). Cadweld exothermic system was used for welding. Tests were performed with new and multiple-times used moulds. Preheating temperature of steel pipe was set to: room temperature (15 oC), 40 oC, 60 oC and 80 oC.
While some engineering specifications require just visual or perhaps even X-ray examination of completed exothermic weld, we performed the following examinations in addition:
• macroscopic examinations of the welds; • microscopic investigation of joints (a review of material microstructure, the depth
of penetration of copper into steel, the occurrence of cracks); • measurements of hardness at the respective sites of the weld cross-section.
4 RESULTS
4.1 Macroscopic examinations
In the macroscopic investigations the following characteristics of welded joints were observed:
• shape of the weld; • porosity of the weld; • lack of joint with steel base; • size of the heat affected zone (HAZ) in the base metal. Uneven weld shape and porosity of the weld can be attributed due to the over-used
welding mould (Fig. 2a). Fig 2b shows the appearance of the weld with insufficient area of completed joint between copper and steel base material which lead to weld breakdown. Cause for that is in improper welding surface preparation. From the weld macro-section it is easy to measure size of HAZ in steel base material as shown on Fig. 2a for bad weld and on Fig. 2c for weld of good quality.
a) b) c)
Figure 2: Some examples of defects revealed by macroscopic examination
4.2 Microscopic examinations
In the microscopic examination the cross sections of all samples processed under different conditions were examined with an optical microscope. Microscopic examination of joints showed the following:
• The copper and steel formed intermediate layer, which contains the penetrated copper. The thickness of this layer is from 10 to 20 μm.
• In some places, just below the steel surface, martensite microstructure occurs due to rapid cooling (see Fig. 3 and 4).
Proceedings of the International Conference Nuclear Energy for New Europe, Portorož, Slovenia, Sept. 6-9, 2010

609.4
Figure 3: Measurements of thickness of Cu-Fe fusion zone (intermediate layer)
• Just below the surface of the base material an increased grain size can be found (see Fig. 4b).
• In the martensite microstructure microcracks were observed. Their length was up to 0,12 mm. The microcracks were filled with copper. In the samples without martensite microstructure microcracks were not detected. Figure 4 shows the cross-section optical micrographs of joints with presence of microcracks filled with copper.
a) b)
Figure 4: Microcracks in steel filled with copper
When examining the microstructure of the base material, we noticed that just below the
welds cracking occurs in which the liquid copper was penetrated [1, 2]. This phenomenon (liquid-metal embrittlement - LME) occurs due to contact of liquid metal (Cu) with a solid metal (steel), as copper and steel have different melting temperatures (difference is approximately 450 °C). At certain location the formation of hard martensite microstructure appears, which also represent the start for the cracks. Steels are severely embrittled by liquid copper, and extremely high rates of crack growth up to 100 mm/s can occur during LME so that cracks are essentially instantaneous [3, 4]. In this case, fracture is facilitated by adsorption-induced weakening of interatomic bonds at crack tips, with transport of liquid metal (copper) to crack tips occurring rapidly by capillary flow. Diffusion of atoms along grain boundaries ahead of cracks is not involved, although this can occur in some circumstances (specific couples of materials). Cases of LME are well documented in literature for steel soldering using high-temperature copper alloys [5, 6, 7], but articles describing LME in thermite welding can’t be found in the available literature.
Proceedings of the International Conference Nuclear Energy for New Europe, Portorož, Slovenia, Sept. 6-9, 2010

609.5
It must also be pointed out that the martensite microstructure, that is present in the surface layer of steel, is subjected also to diffusion of hydrogen. Literature indicates that in the case of cathodic protection there are cases where atomic hydrogen can be absorbed in the martensite layer, causing so called hydrogen embrittlement [8].
4.3 Measurements of micro-hardness
Micro-hardness measurements just below the weld edge showed that the values in the martensite can be as high as 367 HV (Fig. 5 left-side). Such result was obtained in the case of over-used welding mould and at a temperature of steel pipe approximately 15 °C.
When we use the new welding mould and the base material is only slightly preheated (dried) to a temperature of approximately 40 °C, the values of the hardness of martensite immediately decrease to values from 210 to 250 HV. If the preheating temperature is increased to 60 °C, the hardness value just below the weld edge is safely decreased (below 200 HV). Preheating temperatures at 80 °C did not lead to lower results in micro-hardness measurements.
Temp. (preheat): 15 °C Hardness: 367 HV
40 °C 217 HV
60 °C 187 HV
Figure 5: Measurements of micro-hardness at weld edge for various preheating
temperatures Fig. 6 shows that by using of new mould and at minimum preheating, we can achieve
reduction in hardness just below the weld edge. Reduced local hardness is result of absence of hard martensite microstructures. Also microcracking cannot be found in these cases.
100
150
200
250
300
350
400
Weld edge HAZ Base mat.
Mic
ro-h
ardn
ess
[HV
]
Old mould, temp. 15°C
New mould, preheat. temp. 40 °C
New mould, preheat. temp. 60 °C
Figure 6: Micro-hardness results in weld cross-section
Proceedings of the International Conference Nuclear Energy for New Europe, Portorož, Slovenia, Sept. 6-9, 2010

609.6
5 REDUCTION OF MATERIAL STRENGTH DUE TO MICROCRACKS
Calculation of reduction of static strength of steel pipe due to the presence of filled crack can be done using equations derived by Panasyuk et al. [9]. Relation between static strength of material with empty crack pc and material with filled crack pfc for a size of crack shown on Fig. 7 is:
(2)
where the coefficients α and β are calculated using Eq. (3) below.
and (0 < α ≤ 1; 1 < β < ∞ ) (3)
Figure 7: Schematic representation of tension in cracked plate [9]
The coefficient η varies from 0 to 1. The case η = 0 corresponds to the strength of the material with completely “healed” crack (filled with material of equal strength) and η = 1 corresponds to the case where the crack is not “healed”. In our case for size of crack presented in Fig. 4b, where we use in calculations Young modulus for steel (E) and copper (Efc), the coefficient η is 0,01. This means that just a little reduction of static strength can be expected.
In this research crack propagation due to fatigue was not investigated, but some previous research articles can be found in literature. In article [10] mechanical properties and in-crack distribution of filled crack were investigated. Results of this research showed in Fig. 8, assume that cracks in steel filled with other metal (Cu or Ni) lead to retardation of crack propagation.
Proceedings of the International Conference Nuclear Energy for New Europe, Portorož, Slovenia, Sept. 6-9, 2010

609.7
Figure 8: Crack length versus cycle behaviour of the specimens filled with nickel (EN5) and copper (EC3) at 0,95 Kmax crack prop-opening load [10]
6 CONCLUSIONS
Because of presence of liquid-solid metal contact in welding area larger crystal grains, martensite microstructure and consequently, the microcracks appear. Those microcracks observed in our research work are filled with liquid copper.
Formation of hard and brittle martensite microstructure just below the surface can be observed, because of rapid cooling rate of weld, which may be initials for the propagation of cracks. To reduce this unfavourable microstructure, it is necessary to reduce the rate of cooling, which can be achieved by preheating the steel. By preheating to a temperature of at least 40 °C, which is especially important at low surrounding temperatures, reduction of martensite microstructure can be achieved, hardness at weld edge is lowered and initiation of microcracks is suppressed. This preheating also reduce moisture, which may appear on the surface of pipe and causes some other welding defects.
In conclusion, some literature review was made to check how thess microcracks influence the static and fatigue strength of material. Calculation made for static strength showed that only minor reduction of strength can be expected. In the case of dynamic load, the crack propagation of filled crack is slower that in the case of empty crack. However, filled crack can also lead to material collapse. Some further experimental investigation in this field still need to be done.
REFERENCES
[1] I. Magnabosco, P. Ferro, F. Bonollo, L. Arnberg, “An investigation of fusion zone microstructures in electron beam welding of copper- stainless steel”, Material science and Engineering, A 424, 2006, pp. 163-173.
[2] J. H. Li, R. Y. Lin, “Joint zone evolution in infrared bonded steels with copper filler”, Metallurgical and Materials Transactions B, 6, 2001, pp. 1177-1183.
[3] S.P. Lynch, “Failures of Engineering Components Due to Environmentally Assisted Cracking”, Journal of Failure Analysis and Prevention, 5, 2003, pp. 33-42.
Proceedings of the International Conference Nuclear Energy for New Europe, Portorož, Slovenia, Sept. 6-9, 2010

609.8
[4] R. E. Clegg, “A fluid flow based model to predict liquid metal induced embrittlement crack propagation rates”, Engineering Fracture Mechanics, 16, 2001, pp. 1777-1790.
[5] B. Godec, V. Grdun, “Krhkost nizkoogljičnega jekla zaradi stika s tekočo kovino”, Mater. tehnol., 3/4, 2001, pp. 181-186.
[6] V. N. Semenov, “Effect of copper-silver solder melt on the properties of high-strength and high-temperature alloys and steels”, Metal Science and Heat Treatment, 10, 1999, pp. 426-433.
[7] V. N. Semenov, “Nature of initiation and propagation of cracks in precipitation-hardening alloy soldered under the action of copper-silver molten pool”, Metal Science and Heat Treatment, 11/12, 2001, pp. 473-475.
[8] E. Hörnlund, J. K. T. Fossen, S. Hauger, C. Haugen, T. Havn, T. Hemmingsen, “Hydrogen Diffusivities and Concentrations in 520M Carbon Steel under Cathodic Protection in 0.5M NaCl and the Effect of Added Sulphite, Dithionite, Thiosulphate, and Sulphide”, Int. J. Electrochem. Sci., 2, 2007, pp. 82 – 92.
[9] V. V. Panasyuk, V. P. Sylovanyuk, V. I. Marukha, “Strength of cracked structural elements healed by injection methods”, Materials Science, 6, 2005, pp. 777-783.
[10] P. S. Song, B. C. Sheu, H. H. Chou, “Deposition of plating metals to improve crack growth life”, International Journal of Fatigue, 3, 2001, pp. 259-270.
Proceedings of the International Conference Nuclear Energy for New Europe, Portorož, Slovenia, Sept. 6-9, 2010