Anaerobictreatment of molasses wastewater I. Start-upand ...
7
Anaerobic treatment of molasses wastewater I. Start-up and steady-state performance K.V. LO, C. CfflU and P.H. LIAO Department of Bio-Resource Engineering, University of British Columbia, Vancouver, BCt Canada V6T 1W5. Received 6 September 1990; accepted 11 February 1991. Lo, K.V., Chiu, C. and Liao, P.H. 1991. Anaerobic treatment of molasses wastewater I. Start-up and steady-state performance. Can. Agric. Eng. 33:295-301. Molasses wastewater was treated anaer- obically using anupflow anaerobic sludge blanket reactor (UASB) and a hybrid UASB reactor. The hybrid reactor was a conventional UASB reactor equipped with a matrix of 19 parallel ropes in its mid-section. The ropes were added to increase the surface area for bacterial attach ment. The maximum methane production of 1.12 L methane L" »d" was obtained at the organic loading rateof 8.3g COD L" «d" for the hybrid reactor, while amaximum production of0.91L methane L" »d" was achievedfor the conventional UASB at the organic loading rate of 5.8 g COD L'^d"1. The additional biomass attached to the ropes enhanced the biogas production and also rendered the hybrid reactor more tolerant to higher organic loading rates. The hybrid reactor is an innovative design which has characteristics and advantages of both suspended-growth and attached-growth systems. Des eaux usees de melasse ont ete traitees a Faide d'un reacteur a lit de boue granulaire anaerobie (LBGA) et d*un reacteur a LBGA hybride. Ce dernier etait une installation classique, equipee d'une matrice de 19 cordes paralleles dans sa section mediane. Les cordes servaient a accroitre la surface de fixation des bacteries. La production maximale de 1,12 Lde methane L'1^"1 a ete obtenue a un taux de charge organique de 8,3 g de DCO L" •j pour le reacterc hybride, tandis qu'une production maximale de 0,91 Lde methane L" »j a ete obtenue pour le reacteur classique a un taux de charge organique de 5,8 g de DCO L"1^"1. La biomasse additionnelle fixee aux cordes a ameliore la production de biogaz, et le reacteur hybride a mieux accepte les charges organiques superieures. Le reacteur hybride est une conception innovatrice qui presente les caracteristiques et les avantages des deux systemes (a developpement bacterien fixe et a developpement bacterien suspendu). INTRODUCTION The baker's yeast growing process produces a molasses wastewater which consists of undissolved complex sub stances. Due to its high chemical oxygen demand (COD) and high sulfate concentrations, this molasses wastewater poses serious disposal problems for the industry. This study was undertaken to investigate the anaerobic digestion of molasses wastewater using an upflow anaerobic sludge blanket (UASB) reactor and a hybrid UASB reactor. The UASB reactor is an innovative reactor design which re tains settleable suspended solids by a simple gas collection device. The UASB reactor was originally developed for the treatment of low and medium strength wastewaters which are largely dissolved (Lettinga et al. 1980). However, quite satis factory results have been achievedin the treatmentof partially and even largely undissolved complex wastewaters (Lettinga etal. 1983). CANADIAN AGRICULTURAL ENGINEERING The objectives of this investigation were to examine the treatability of molasses wastewater using the UASB system and to examine the contribution made to treatment efficiency by employing a fixed-film in a UASB reactor. MATERIALS AND METHODS Reactors A conventional UASB(ReactorA) and a hybridUASB (Reac tor B) were used in this experiment. Both reactors were constructed from acrylic pipe with an inner diameter of 11.5 cm and a height of 168 cm. Eleven sampling ports were installed along the length of each reactor at intervals of 12.5 cm starting from a height of4 cm above the reactor bottom. A three-phase (gas-liquid-solid) separator was located in the upper part of the reactor for separating and collecting the gas produced. The liquid effluent above the separator overflowed into a collector, while the sludge was retained in the reactor. The biogas production was measured with a wet gas meter. The hybrid reactor (Fig. 1) was based onan UASB reactor, but a matrix of 19 parallel ropes (0.4 cmin diameter and 88.9 cm in length) was added in its mid section, starting ata height of 33.0 cm measured from the base of the reactor. This rope matrix was added to increase the surface area to which bacte ria could attach themselves; it increased the surface-to-volume ratio from 32.1 m2-m~3 to 45.4 m -m-3. The hybrid reactor configuration and system layout are depicted in Fig. 1. A peristaltic pump wasused to draw the feed. It was kept at 4°C in a walk-in cooler, and heated by passing it through a copper-alloy coil immersed ina warm water bath before being introduced intothe reactor. The reactors were keptat 35°C by heating pads. Feed substrate Wastewater was obtained from a baker's yeast factory in Brit ish Columbia. The composition of the wastewater as shown in Table I indicates a high BOD5 and COD, as well as a high COD:BOD5 ratio. To supplement the nutrient supply, NH4CI and K2HPO4 were added to the wastewater.The pH of the wastewater was adjusted by the addition of a Ca(OH)2 solu tion. Seed sludge Sludge from the effluentof a laboratory-scale anaerobic reac tor which was treating molasses wastewater was incubatedin a glass jar for overa month. The sludge wasfed regularly with molasses wastewater during this period. Each reactor received 295
Transcript of Anaerobictreatment of molasses wastewater I. Start-upand ...

Anaerobic treatment of molasses wastewaterI. Start-up and steady-state performance
K.V. LO, C. CfflU and P.H. LIAO
Department of Bio-Resource Engineering, University of British Columbia, Vancouver, BCt Canada V6T 1W5. Received 6September 1990; accepted 11 February 1991.
Lo, K.V., Chiu, C. and Liao, P.H. 1991. Anaerobic treatment ofmolasses wastewater I. Start-up and steady-state performance.Can. Agric. Eng. 33:295-301. Molasses wastewater wastreated anaer-obically using anupflow anaerobic sludgeblanket reactor (UASB) andahybrid UASB reactor. The hybrid reactor was aconventional UASBreactor equipped with a matrix of 19parallel ropes in itsmid-section.The ropes were added toincrease the surface area for bacterial attachment. Themaximum methane production of 1.12 L methane L" »d"was obtained at theorganic loading rateof 8.3g COD L" «d" for thehybrid reactor, while amaximum production of0.91L methane L" »d"wasachievedfor the conventionalUASB at the organic loadingrate of5.8 g COD L'̂ d"1. The additional biomass attached to the ropesenhanced thebiogas production and also rendered thehybrid reactormore tolerant tohigher organic loading rates. Thehybrid reactor is aninnovative design which has characteristics and advantages of bothsuspended-growth and attached-growth systems.
Des eaux usees de melasse ont ete traitees a Faide d'un reacteur alit de boue granulaire anaerobie (LBGA) et d*un reacteur a LBGAhybride. Ce dernier etait une installation classique, equipee d'unematrice de 19cordes paralleles dans sa section mediane. Les cordesservaient a accroitre la surface de fixation des bacteries. La productionmaximale de 1,12 Lde methane L'1^"1 aete obtenue aun taux decharge organique de 8,3 g de DCO L" •j pour le reacterc hybride,tandis qu'une production maximale de0,91 Ldemethane L" »j aeteobtenue pour le reacteur classique a un taux de charge organique de5,8 g de DCO L"1^"1. La biomasse additionnelle fixee aux cordes aameliore la production de biogaz, et le reacteur hybride a mieuxaccepte les charges organiques superieures. Le reacteur hybride estune conception innovatrice qui presente les caracteristiques et lesavantages des deux systemes (a developpement bacterien fixe et adeveloppement bacterien suspendu).
INTRODUCTION
The baker's yeast growing process produces a molasseswastewater which consists of undissolved complex substances. Due to its highchemical oxygen demand (COD) andhigh sulfate concentrations, this molasses wastewater posesserious disposal problems for the industry.
This study was undertaken to investigate the anaerobicdigestion of molasses wastewater using an upflow anaerobicsludge blanket (UASB) reactor and a hybrid UASB reactor.The UASB reactor is an innovative reactor design which retains settleable suspended solids by a simple gas collectiondevice. The UASB reactor was originally developed for thetreatment of low and medium strength wastewaters which arelargely dissolved (Lettinga et al. 1980). However, quite satisfactory resultshavebeen achievedin the treatmentof partiallyand even largely undissolved complex wastewaters (Lettingaetal. 1983).
CANADIAN AGRICULTURAL ENGINEERING
The objectives of this investigation were to examine thetreatability of molasses wastewater using the UASB systemand to examine the contribution made to treatment efficiencyby employing a fixed-film in a UASB reactor.
MATERIALS AND METHODS
Reactors
A conventional UASB(ReactorA) and a hybridUASB (Reactor B) were used in this experiment. Both reactors wereconstructed from acrylic pipe with an innerdiameter of 11.5cm and a height of 168 cm. Eleven sampling ports wereinstalled along the length of each reactor at intervals of 12.5cm starting from a height of4 cm above thereactor bottom. Athree-phase (gas-liquid-solid) separator was located in theupper part of the reactor for separating and collecting the gasproduced. The liquid effluent above the separator overflowedinto a collector, while the sludge was retained in the reactor.The biogas production was measured with a wet gas meter.The hybrid reactor (Fig. 1)was based onanUASB reactor, buta matrix of 19 parallel ropes (0.4 cmin diameter and 88.9 cminlength) was added in itsmid section, starting at a height of33.0 cm measured from the base of the reactor. This ropematrix was added to increase the surface area to which bacteria could attach themselves; it increased the surface-to-volumeratio from 32.1 m2-m~3 to 45.4 m -m-3. The hybrid reactorconfiguration andsystem layout aredepicted in Fig. 1.
Aperistaltic pump wasused todraw thefeed. It was kept at4°C in a walk-in cooler, and heated by passing it through acopper-alloy coilimmersed ina warm water bath before beingintroduced intothereactor. Thereactors were keptat 35°C byheating pads.
Feed substrate
Wastewater was obtained from a baker's yeast factory in BritishColumbia. Thecomposition of the wastewater as shown inTable I indicates a high BOD5 and COD, as well as a highCOD:BOD5 ratio. To supplementthe nutrient supply, NH4CIand K2HPO4 were added to the wastewater.The pH of thewastewater was adjusted by the addition of a Ca(OH)2 solution.
Seed sludge
Sludge from the effluentof a laboratory-scale anaerobic reactor whichwas treating molasses wastewaterwas incubatedina glass jar forovera month. Thesludge wasfedregularly withmolasses wastewater during this period. Each reactor received
295

5.1 litresofthis sludgeat 1.14% VSS;hencetheinitialamountof the sludgein each reactor was 58.3 g of VSS.
EFFLUENT
THREE PHASESEPARATOR
BIOGAS
WET GAS METER
FEED TANK
Fig, 1. The hybrid reactor configuration.
Table I. Molasses wastewater
5-day BOD 18,340-27,200 mg-L'1COD 70,000-100,000 mg-L1BOD:COD ratio 1:3 t01:6Total Suspended Solids 3800-7300 mg-L'1Total Kjeldahl Nitrogen 1610-2060 mg-L"1Phosphate 108 mg-L"1Sulfate 1700-3200 mg-L"1PH 4.0-5.0
Reactor operation
Based on the results obtained from the previous study (Lo etal. 1990), the best methane production rate and CODconversion were obtained at hydraulic retention times (HRT) ofbetween 6 and 8 days. A HRTof 7 days was thusmaintainedthroughout this study, while the influent concentrations wereincreased step-wise from 8.0 to 18.6, 20.9, 33.1, 40.6, 43.6,45.3,52.1, and 57.8 g COD L'1.
Analysis
Chemicalanalyses were conducted on both the feed and effluent. Total solids (TS), volatile solids (VS), total suspendedsolids (TSS), volatile suspended solids(VSS), andBOD5 weredetermined according to the standard methods (APHA 1985).Both total andsoluble COD were determined bythecolorimet-ric method (Knechtel 1978). Biogas composition and volatilefatty acids (VFA) were analyzed on a HewlettPackard 5890Agas chromatograph. Total Kjeldahl nitrogen (TKN) and am-
296
monium nitrogen (NH3-N) were determined using a blockdigester anda Technicon AutoAnalyzer II.
RESULTS AND DISCUSSION
Start-up process
The success of UASB operation depends on good bacterialfloes which can be readily settled in the reactor. Such granularsludge formation requires a proper start-up procedure.
It is also known that a high sulfate concentration inwastewater is detrimental to the anaerobic process. Sulfatestimulates the growth and metabolism of sulfate-reducingbacteria(SRB) whichcompetewith methaneproducingbacteria (MPB) for acetic acid and hydrogen. Sulfite or hydrogensulfide produced by SRB alsoreducethe activityof bothSRBand MPB up to 70% (Mulder 1984). The hydrogen sulfidetoxicity is dependent on both COD concentration and the ratioof COD:S04= in wastewater (Kroiss and Plahl-Wabnegg1983). In response to this, studies were done using dilutedwastewater which showed that this improved the anaerobicdigestion process (Sarner et al. 1988). In this experiment, thesulfate-rich molasses used was thereforediluted. The reactorswere started at an influent concentration of 8.0 g COD L'1The ratio of COD:S04= was 42.
The first 46 days comprised the start-up period. The percentage of methane in the biogas composition served as anindicator to the start-up process. The composition increasedsteadily from 14.5% to 59% for Reactor A and from 24.0 to55.1% for Reactor B.
Total effluent COD concentration is shown in Fig. 2. Theconcentrations of the effluent during the first 17 days werehigher than in the feed. As time progressed, the total CODconcentrations ofthe effluent decreased toa level of3.0 g-L"1.The percent COD reduction showed the same pattern (Fig. 3).The reductions increased from -20% to 60% and then remained relatively constant. The negative values indicate thatthe sludge loss from the reactors was high enough tooffset theamount of COD removal.
The methane yields are also shown inFig. 4.From day 18today 38there was a gas leak inReactor A. Figure 4 does not,
EFFLUENT COD(TOTAL)
O) 7000
J,o
8 6000ft
*~ 5000
^
\oq . m
TIME (DAY)
Fig. 2. Total effluent COD versus time.
-^odd,-^
LO.CHIUandLIAO

••••'
EFFLUENT COD REDUCTION(TOTAL)
^-OOC^]P
/b=
TIME (DAY)
Fig. 3. Total COD reduction versus time.
METHANE YIELD(COD DESTROYED)
9 -2
-c"=rrt«BBl
• Reoctor A
D Reactor B
TIME (DAY)
Fig. 4. Methane yield versus time.
therefore, include any points for Reactor A during this timeinterval. Both reactors showed the same trend. The methaneyield reached 0.113 LCH4 g"1 COD destroyed for Reactor Aat day 20. The negative values prior to the first 15 days areattributed to large amounts of washout sludge. As the reactorsstartedto stabilize, the methane yield turned to positive values.
Figure 5 depicts the profile of effluent VSS over the entirestart-up period. Asa largeamountof sludgewasbeingwashedout, the effluent VSS increased from an initial value of 0.05 %to 0.3 % at day 15. This was also reflected in the effluent VS(Fig. 6). After day 15, the VSS levels remained at or below0.05%; similarly, VS levels decreased and flattened off afterday 39.Thedata indicatethat the reactorsstabilizedafter day39.
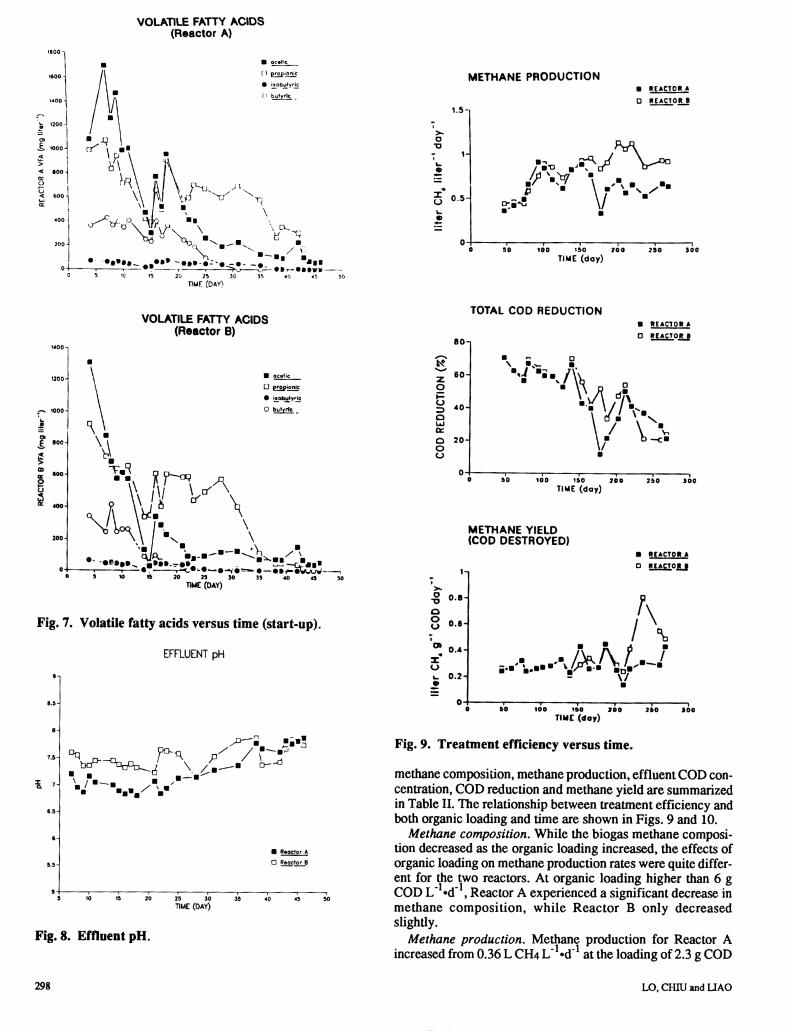
Initially the reactors had very high VFA concentrations(Fig. 7). As the experiment progressed, the sludge increasedand the VFA concentrations decreased, reaching steady levelsby 43 days. Acetic and propionic acids fell below 100 mg-L"1,
CANADIAN AGRICULTURAL ENGINEERING
and iso-butyric and butyric acids were virtually zero. Theinfluent sulfate concentration was found to be 188 mg-L'1, andthe effluent concentrations were 155 and 117 mg-L"f for reactors A andB, respectively. The pHalso increased to between7.5 and 8.0 (Fig. 8). These were the most favourable operatingconditions for the reactors, as sulfide wasdissociated to lesstoxic hydrogen sulfide ion (Mulder 1984). As a result, highsulfate concentrations in the wastewater did not seem to affectthe performance of the reactors. At the end of the start-upperiod^ methane production rates of 0.23 and 0.28 L CH4L" «d~ and COD reductions of 62% and 67% were observedfor the UASB and hybrid reactors, respectively. The hybridreactor performed slightly better than the UASB reactor at theend of the start-up period, although the difference was marginal.
VOLATILE SUSPENDED SOLIDS
A
• Reoctor A
• Reoctor B
d—i 1—-T W ,
20 25 30 35 40
TIME (DAY)
Fig. 5. Volatile suspended solid versus time.
VOLATILE SOUDS
\• Reoctor A
• Reactor B
^ f=S&10 15 20 25 30 35
TIME (DAY)
Fig. 6. Volatile solid versus time.
Steady-state performance
After the start-up period, the influent concentrations wereincreased step-wise from 18.6 to 20.9, 33.1,40.6,43.6,45.3,52.1, and up to 57.8 g-L'1. The results in terms of biogas
297
£ 800-
8
VOLATILE FATTY ACIDS(Reactor A)
v<\
n propionic
• isobutync
O butyric _
\
5 10 15 20 25 30 35 40 45 50
TIME (DAY)
VOLATILE FATTY ACIDS(Reactor B)
:#>\
I ocetic
G propionic
• jiobutyrjc
O butyric
\
25
TIME (DAY)
Fig. 7. Volatile fatty acids versus time (start-up).
EFFLUENT pH
••••-.-/•.-•i. 7-
TIME (DAY)
Fig. 8. Effluent pH.
298
' / r r
• Reoctor A
• Reoctor B
METHANE PRODUCTION
1.5-
OT3
0.5
• REACTOR A
D REACTOR 8
50 100 150 700 250 500
TIME (day)
TOTAL COD REDUCTION
80
60
% 40-oUJ
O 20-OO
• REACTOR A
0 REACTOR B
V •,-
H "» A
\w.TIME (day)
METHANE YIELD(COD DESTROYED)
o
OO
0.8
0.6-
O
i- 0.2H
• KCACTOR A
D REACTOR i
ivv..^MDU/
TIME (day)
Fig. 9. Treatment efficiency versus time.
methane composition, methane production, effluent COD concentration, COD reduction and methane yield are summarizedin Table II. The relationship between treatment efficiency andboth organic loading and time are shown in Figs. 9 and 10.
Methane composition. While the biogas methane composition decreased as the organic loading increased, the effects oforganic loading on methane production rates were quite different for the two reactors. At organic loading higher than 6 gCOD L" «d" , Reactor A experienced a significant decrease inmethane composition, while Reactor B only decreasedslightly.
Methane production. Methane production for Reactor Aincreased from 0.36 LCH4 L'̂ d"1 atthe loading of2.3 gCOD
LO,CHIUandIIAO

BIOGAS METHANE COMPOSITION
\i
LOADING (g COO liter-' doy")
METHANE PRODUCTION
m--W/••
"\
LOADING (g CODliter"' day")
• RtACTQR *
D RtACIQR 8
• RtACTQR *
D BtACTOR 6
/
Fig. 10. Methane production versus loading rate.
Table n. Treatment efficiency
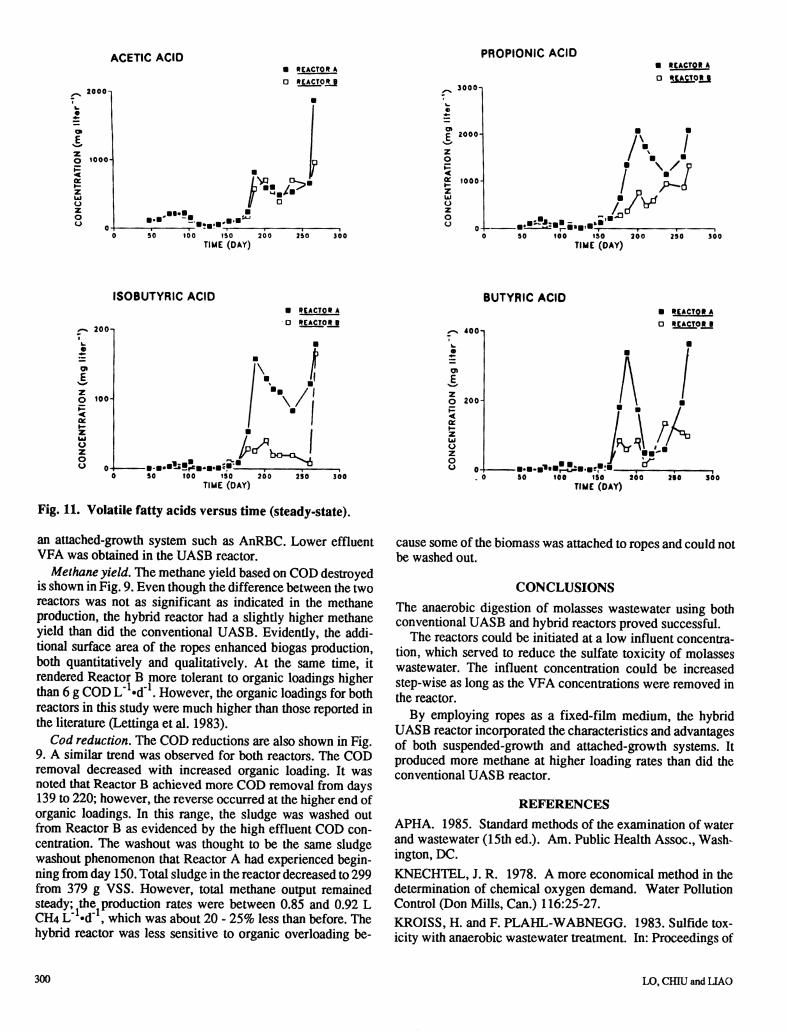
L" -d" to a maximum of0.91 LCH4 L'̂ d'1 atthe loading of5.8 g COD L-d . It then decreased to 0.7 L CH4 L'^d"1.When Reactor A was loaded at organic loadings higher than5.8 g COD L" «d~ , a sludge washout phenomenon was observed. This was demonstrated by an increase of effluent CODand VSS, a decrease of total sludge in the reactor to 227 from313 g VSS. and a decrease in methane production to 0.33 LCH4 L" »d~ . The effluent acetic and propionic acid increasedto 240 from 110 mg-L"1 and 640 from 209 mg«L"\ respectively. Accumulation of butyric and isobutyric acid was alsoobserved (Fig. 11). A quasi steady-state was re-established forReactor A after day 187. Total sludge in the reactor hadincreased to 293 g VSS when the reactor was sampled at day231. However, VFA concentration was higher than before,while the methane production rate was lower with similarorganic loadings (Figs. 9, 10, and 11). Unlike Reactor A,maximum methane production of 1.12 L CH4 L" »d" wasattained for Reactor B at the loading of 8.3 g COD L" «d" .
VFA concentration. The VFA concentration was very similar for both reactors until day 153. During this period, totalVFA concentration was below 300 mg-L' . Afterwards, therate of increase was lower for Reactor B than for Reactor A.The VFA concentration of Reactor B was about a half ofReactor A. This indicated that both reactors were under stress,withReactorA probably more stressed than ReactorB. It wasalsointeresting to compare theperformance of theUASB withthe anaerobic rotating biological contact reactor (AnRBC) inthe molasses wastewater treatment system (Lo et al. 1990). Itappears that growth rate and bacterial activity are somewhatdifferent between the suspended-growth system (UASB) and
Day Influent Effluent Organic Loading Methane Production
(gCODL1) (g COD L"l) (g COD L"1 •d"1) (LClnL*1-* l)
A B A B A B
47 18.6 5.5 5.6 2.3 2.6 0.36 0.44
60 20.9 7.8 7.7 2.6 2.8 0.42 0.46
74 19.1 8.3 7.9 2.7 2.3 0.49 0.44
80 33.1 10.8 10.0 4.1 3.6 0.66 0.58
94 34.1 12.7 12.1 5.8 4.8 0.91 0.75
102 33.8 13.5 12.8 5.2 5.6 0.84 0.89
113 32.8 13.3 13.5 4.3 5.0 0.71 0.85
127 25.6 12.0 12.0 3.6 4.3 0.61 0.73
139 40.6 13.6 12.1 5.6 5.7 0.82 0.81
153 37.2 21.1 16.3 4.8 5.9 0.88 0.92
165 43.6 26.0 25.1 5.9 6.4 0.76 0.95
178 43.6 38.3 20.9 6.2 6.0 0.33 0.83
187 43.6 34.0 28.8 6.6 5.8 0.60 0.90
202 45.3 30.0 23.6 9.4 8.3 0.70 1.12
211 56.5 27.9 25.7 9.1 8.5 0.56 1.05
220 52.1 30.4 30.3 6.2 6.8 0.65 1.11
237 52.9 33.1 41.4 4.8 5.2 0.52 0.85
260 57.8 40.6 45.7 8.3 8.0 0.66 0.92
268 55.5 43.4 42.0 7.8 9.1 0.63 0.91
CANADIAN AGRICULTURAL ENGINEERING 299
ACETIC ACID
^ 2000
o 1000
a.i-
zUJ
Ozou
100 150 200
TIME (DAY)
ISOBUTYRIC ACID
^ 200
zo too»-<or
• WEACTOR A
D REACTORB
r
• REACTOR A
D REACTOR B
\
•
I/
ozo
•A"!!*•••••:
M bt~Ni100 150 200
TIME (DAY)
Fig. 11. Volatile fatty acids versus time (steady-state).
an attached-growth system such as AnRBC. Lower effluentVFA was obtained in the UASB reactor.
Methane yield.The methane yield based on CODdestroyedis shownin Fig. 9. Even though the difference between the tworeactors was not as significant as indicated in the methaneproduction, the hybrid reactor had a slightly higher methaneyield than did the conventional UASB. Evidently, the additional surface area of the ropes enhanced biogas production,both quantitatively and qualitatively. At the same time, itrendered Reactor B more tolerant to organic loadings higherthan 6 g CODL" «d' . However, the organicloadings forbothreactors in this study were much higher than those reported inthe literature (Lettinga et al. 1983).
Codreduction. The COD reductionsare also shownin Fig.9. A similar trend was observed for both reactors. The CODremoval decreased with increased organic loading. It wasnoted that Reactor B achieved more COD removal from days139to 220; however, the reverse occurred at the higherend oforganic loadings. In this range, the sludge was washed outfrom Reactor B as evidenced by the high effluent COD concentration. The washout was thought to be the same sludgewashout phenomenon that Reactor A had experienced beginning from day 150. Total sludge in the reactor decreased to 299from 379 g VSS. However, total methane output remainedsteady; the production rates were between 0.85 and 0.92 LCH4 L -d , which was about 20 - 25% less than before. Thehybrid reactor was less sensitive to organic overloading be-
300
PROPIONIC ACID• FACTOR A
° ^tACT0|.B
£ 2000 •
<
£ 1000
oz
oo ..•i....tM_
100 ISO
TIME (0AY)
BUTYRIC ACID
J,
O 200
<on
<Jzoo -•••-••••JL&b.b*!1:*.
50 100 ISO
TIME (DAY)
• FACTOR A
D REACTOR B
cause some of the biomass was attached to ropes and could notbe washed out.
CONCLUSIONS
The anaerobic digestion of molasses wastewater using bothconventionalUASB and hybrid reactors proved successful.
The reactors could be initiated at a low influent concentration, which served to reduce the sulfate toxicity of molasseswastewater. The influent concentration could be increasedstep-wise as long as the VFA concentrations were removed inthe reactor.
By employing ropes as a fixed-film medium, the hybridUASBreactor incorporated the characteristics and advantagesof both suspended-growth and attached-growth systems. Itproduced more methane at higher loading rates than did theconventional UASB reactor.
REFERENCES
APHA. 1985. Standard methods of the examination of waterand wastewater (15th ed.). Am. Public Health Assoc., Washington, DC.
KNECHTEL, J. R. 1978. A more economical method in thedetermination of chemical oxygen demand. Water PollutionControl (Don Mills, Can.) 116:25-27.
KROISS, H. and F. PLAHL-WABNEGG. 1983. Sulfide toxicity with anaerobic wastewater treatment. In: Proceedings of
LO.CHIUandLIAO
the European symposium on anaerobic wastewater treatmentThe Hague, The Netherlands. p72-85.LETTINGA, G., S.W. VAN VELSEN, W. HOBMA, W. DEZEEUW and A. KLAPWYK. 1980. Use ofthe upflow sludgeblanket (USB) reactor concept for biological wastewater treatmentespecially for anaerobic treatment. Biotechnol. Bioeng22:699-734.
LETTINGA, G., P.L.W. HULSHOFF, W. WIEGANT, W. DEZEEUW,S.W. HOBMA, P GRIN, R. ROERSMA, S. SAVEDand A.F.W. VAN VELSEN. 1983. Upflow sludge blanketprocess. Proc. 3rd Int. Symp. Anaerobic Digestion, Boston,MA. pl39-58.
CANADIAN AGRICULTURAL ENGINEERING
LO, K.V., A. CHEN andP.H. LIAO. 1990. Anaerobic treatment of baker's yeast wastewater: II. Sulfate removalBiomass. 23(l):25-37.
MULDER, A. 1984. Theeffect of high sulfate concentrationson the methane production of wastewater. In: Innovations inbiotechnology, ed. E.H. Houwink and R.R.van der Meer.Elsevier Science Publishers, Amsterdam, Netherlands. pl33-43.
SARNER, E., B.G. HULTMAN and A.E.BERGLUND. 1988.Anaerobic treatment using technology for controlling H2Stoxicity. Tappi J. 71:41-45.
301