
AN UPDATE ON ALLOYS 690/52/152 PWSCC INITIATION TESTING
28
AN UPDATE ON ALLOYS 690/52/152 PWSCC INITIATION TESTING 17 th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors August, 2015 Kimihisa SAKIMA, Takaharu MAEGUCHI, Kenji SATO, Koji FUJIMOTO, Yasuto NAGOSHI (Mitsubishi Heavy Industries, Ltd.) Morihito NAKANO (The Kansai Electric Power Co.Inc)
Transcript of AN UPDATE ON ALLOYS 690/52/152 PWSCC INITIATION TESTING

AN UPDATE ON ALLOYS 690/52/152 PWSCC INITIATION TESTING 17th International Conference on Environmental Degradation of Materials in Nuclear Power Systems – Water Reactors August, 2015
Kimihisa SAKIMA, Takaharu MAEGUCHI, Kenji SATO, Koji FUJIMOTO, Yasuto NAGOSHI (Mitsubishi Heavy Industries, Ltd.) Morihito NAKANO (The Kansai Electric Power Co.Inc)
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Introduction
It is well-known that Alloy 690 has high PWSCC resistance than that of Alloy 600 and selected as a replacement material for PWSCC.
PWSCC initiation data to verify long-term reliability for Alloy 690 is required.
The Japanese PWR Utilities & MHI have been conducting uni-axial constant load PWSCC tests for Alloy 690 (base and weld metals).
1

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Test Materials
2
Chemical Compositions of Test Materials (Alloys 600 MA, 690 TT, 152 and 52)
0.03 9.00 29.70 60.15 0.001 0.008 0.28 0.32 0.021 BMI Nozzle
0.01 8.65 30.10 60.10 0.001 0.010 0.32 0.35 0.020 CRDM Nozzle
690 TT
0.02 8.51 15.90 74.50 0.001 0.008 0.30 0.35 0.027 SG Tube (Reference)
600 MA
Cu Fe Cr Ni S P Mn Si C
Chemical Composition (mass%) Base Metals
0.63 0.01 0.56 <0.01 28.95 60.41 <0.001 0.005 0.24 0.17 0.030 Weld Joint (TIG) 52
0.16 1.62 0.12 <0.01 28.93 55.9 0.007 0.007 3.37 0.46 0.030 Weld Joint (SMAW) 152
Al Nb Ti Cu Cr Ni S P Mn Si C
Chemical Composition (mass%) Weld Metals

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Test Materials
3
Heat Treatment Condition and Mechanical Properties of Test Materials
(Alloys 600 MA, 690 TT)
5.9 51 661 284 1075ºC +TT
BMI Nozzle (bar)
4.0 50 650 286 1075ºC +TT
CRDM Nozzle (pipe)
690 TT
- 42 680 346 975ºC MA
SG Tube (Reference) 600 MA
(%) (MPa) (MPa)
Elongation Tensile Strength
Yield Strength
Grain Size
Mechanical Properties (R.T.) Heat
Treatment Alloys

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Experimental
4
(1) For Pipe and Bar (Plate Type)
(2) For Weld Joints
Detail of A
Weld Metal A
Weld Metal (SMAW, TIG)
Specimen thickness : 1mm
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Experimental
5
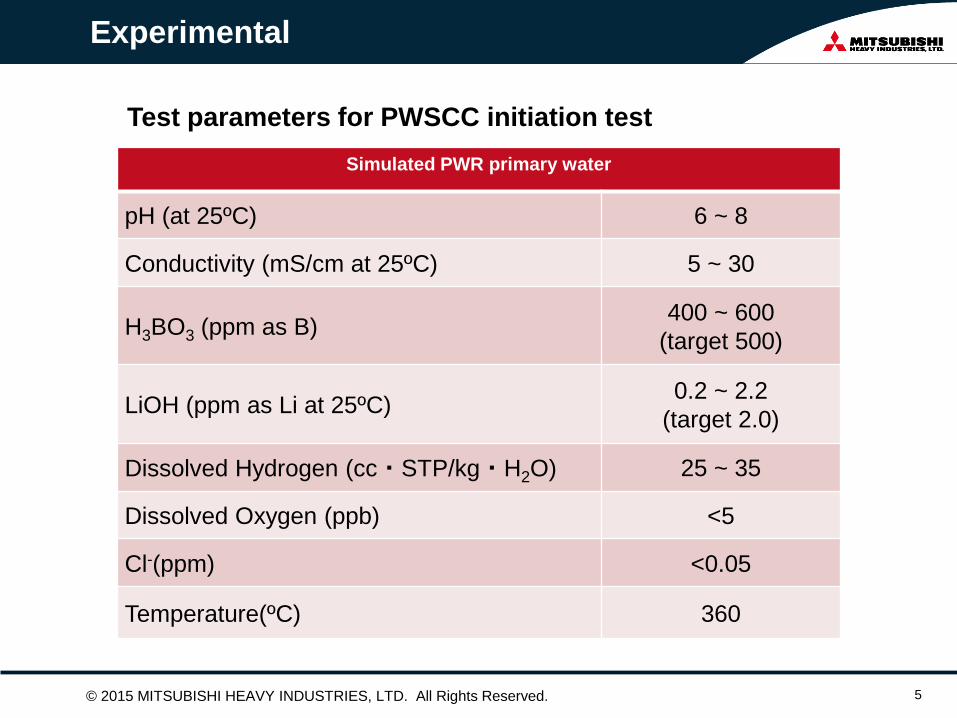
Simulated PWR primary water
pH (at 25ºC) 6 ~ 8
Conductivity (mS/cm at 25ºC) 5 ~ 30
H3BO3 (ppm as B) 400 ~ 600 (target 500)
LiOH (ppm as Li at 25ºC) 0.2 ~ 2.2 (target 2.0)
Dissolved Hydrogen (cc・STP/kg・H2O) 25 ~ 35
Dissolved Oxygen (ppb) <5
Cl-(ppm) <0.05
Temperature(ºC) 360
Test parameters for PWSCC initiation test
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Experimental
6
Air CylinderAir Inlet
Water Outlet
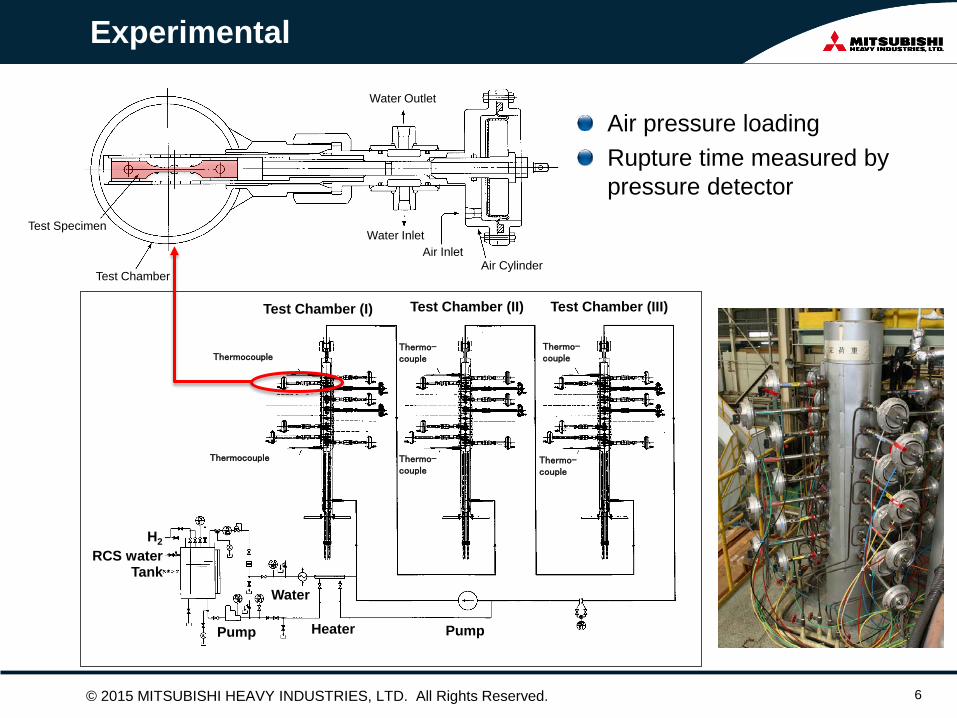
Water InletTest Specimen
Test Chamber
Test Chamber (I)
Pump PumpHeater
Thermocouple
Thermocouple
Thermo-couple
Thermo-couple
Thermo-couple
Thermo-couple
H2RCS water
TankWater
Test Chamber (II) Test Chamber (III)
Air pressure loading Rupture time measured by pressure detector

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
100
1000
Stre
ss(M
Pa)
Time(hour)
Alloy 690 TT CRDM NozzleAlloy 600 MA SG Tube
102 103 104 105 106
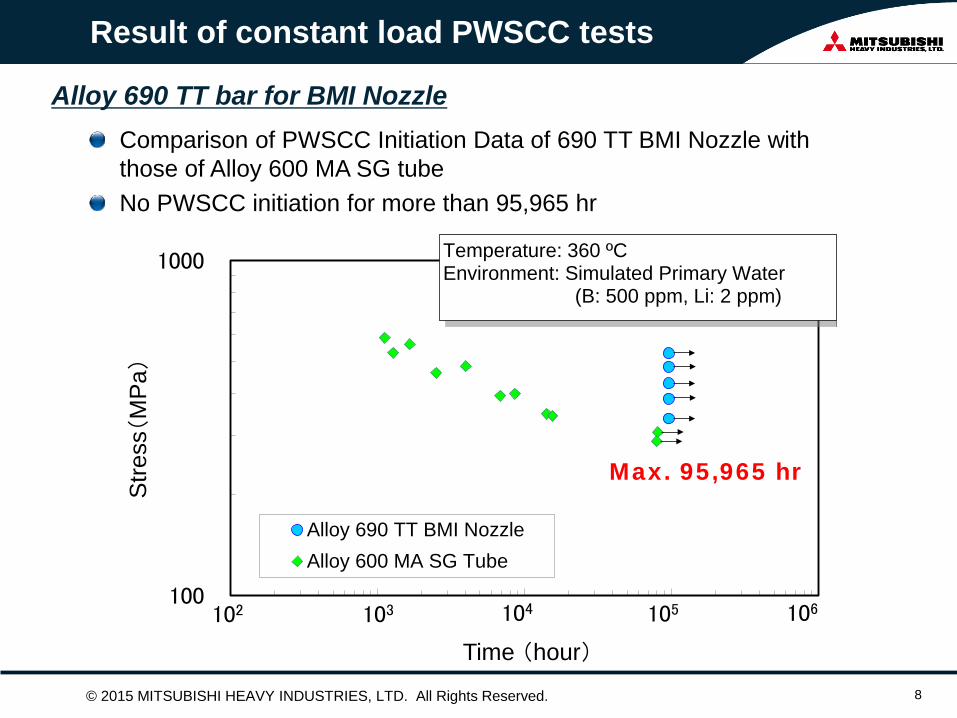
Temperature: 360 ºCEnvironment: Simulated Primary Water
(B: 500 ppm, Li: 2 ppm)
Result of constant load PWSCC tests
Comparison of PWSCC Initiation Data of Alloy 690 TT CRDM Nozzle with those of Alloy 600 MA SG tube No PWSCC initiation for more than 110,925 hr
Max. 110,925hr
Alloy 690 TT for CRDM Nozzle
7
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
100
1000
Stre
ss(M
Pa)
Time (hour)
Alloy 690 TT BMI NozzleAlloy 600 MA SG Tube
Temperature: 360 ºCEnvironment: Simulated Primary Water
(B: 500 ppm, Li: 2 ppm)
102 103 104 105 106
Result of constant load PWSCC tests
Comparison of PWSCC Initiation Data of 690 TT BMI Nozzle with those of Alloy 600 MA SG tube No PWSCC initiation for more than 95,965 hr
Max. 95,965 hr
Alloy 690 TT bar for BMI Nozzle
8
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
100
1000
Stre
ss(M
Pa)
Time(hour)
Alloy 152 SMAW Weld Joint
Alloy 600 MA SG Tube
Temperature: 360 ºCEnvironment: Simulated Primary Water
(B: 500 ppm, Li: 2 ppm)
102 103 104 105 106
Result of constant load PWSCC tests
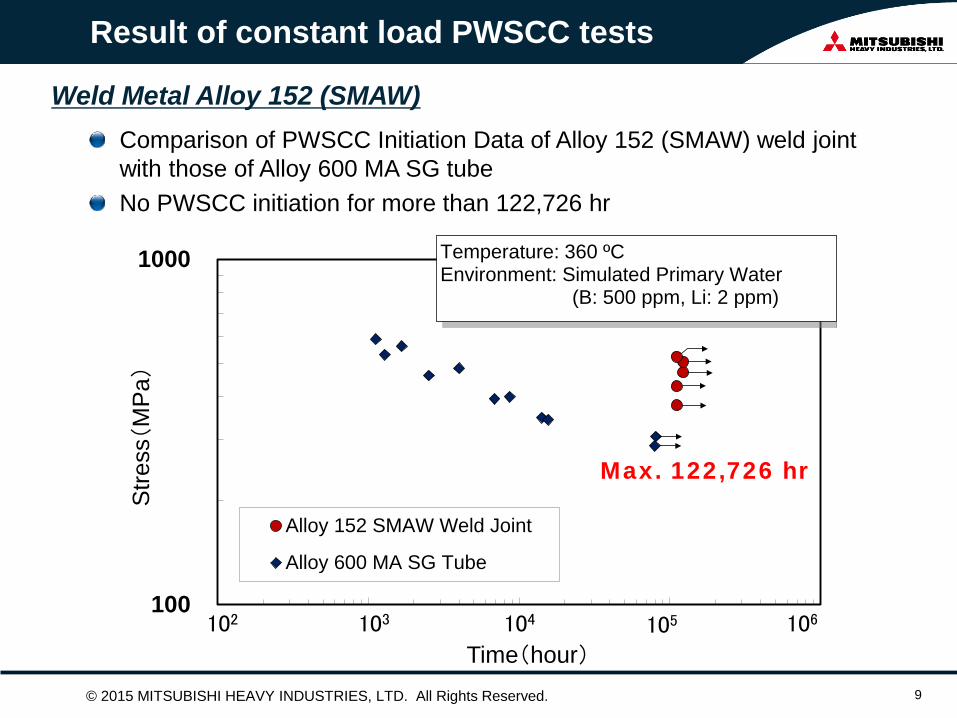
Comparison of PWSCC Initiation Data of Alloy 152 (SMAW) weld joint with those of Alloy 600 MA SG tube No PWSCC initiation for more than 122,726 hr
Max. 122,726 hr
Weld Metal Alloy 152 (SMAW)
9

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
100
1000
Stre
ss(M
Pa)
Time(hour)
Alloy 52 TIG Weld JointAlloy 600 MA SG Tube
Temperature: 360 ºCEnvironment: Simulated Primary Water
(B: 500 ppm, Li: 2 ppm)
102 103 104 105 106
Result of constant load PWSCC tests
Comparison of PWSCC Initiation Data of Alloy 52 (TIG) weld joint with those of Alloy 600 MA SG tube No PWSCC initiation for more than 122,535 hr
Max. 122,535 hr
10
Weld Metal Alloy 52 (TIG)

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Latest SCC Test Results
11
Result of constant load PWSCC tests show NO PWSCC initiation for:
Over 110,925 hr (Alloy 690 TT CRDM Nozzle)
Over 95,965 hr (Alloy 690 TT BMI Nozzle)
Over 122,726 hr (Alloy 152/52 weld joint)
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Additional Test of PWSCC Initiation
Long-term PWSCC initiation life time has been verified. However, following effects are not considered in the long term constant load PWSCC test.
Dilution zone Dissimilar weld joint (decreased Cr concentration)
Cold worke Cold worked surface layer Highest cold worked part of Alloy 690 TT
components
12
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Alloy 52/316 SS dissimilar joints
13
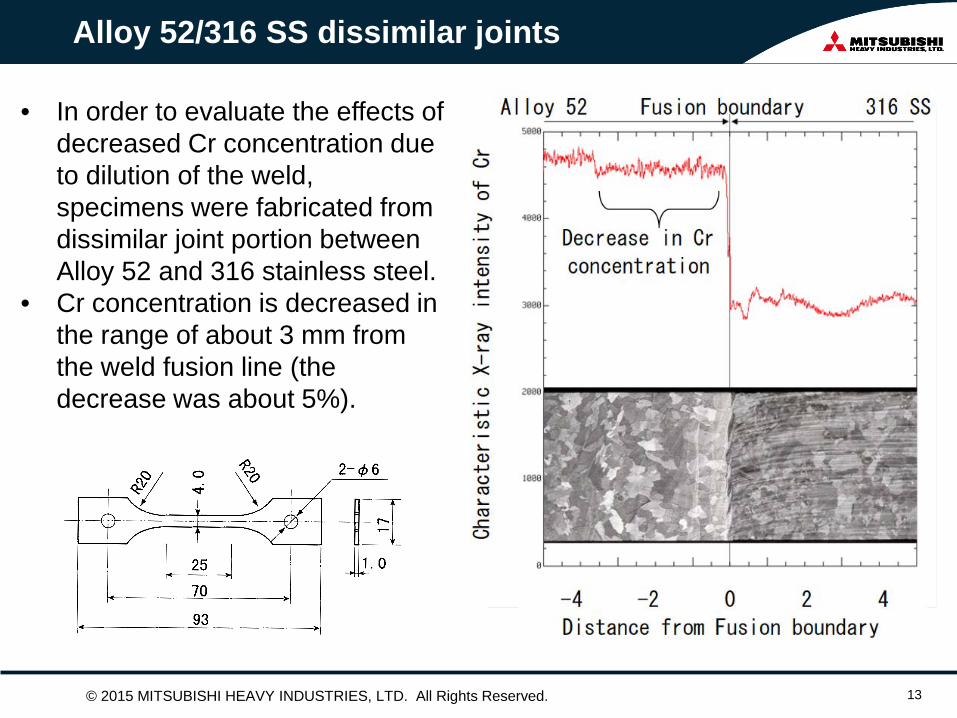
• In order to evaluate the effects of decreased Cr concentration due to dilution of the weld, specimens were fabricated from dissimilar joint portion between Alloy 52 and 316 stainless steel.
• Cr concentration is decreased in the range of about 3 mm from the weld fusion line (the decrease was about 5%).
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Alloy 690/52/152 with cold-worked surface layer
14
0
50
100
150
200
250
300
350
400
0 0.1 0.2 0.3 0.4 0.5 0.6表面からの距離(mm)
硬さ
(HV
0.0
1)
A690G(690母材部、溶接境界から0.5mm)
J52G(52合金部)
J152G(152合金部)
C52M(52合金部)
Har
dnes
s (H
V0.
01)
Distance from surface (mm)
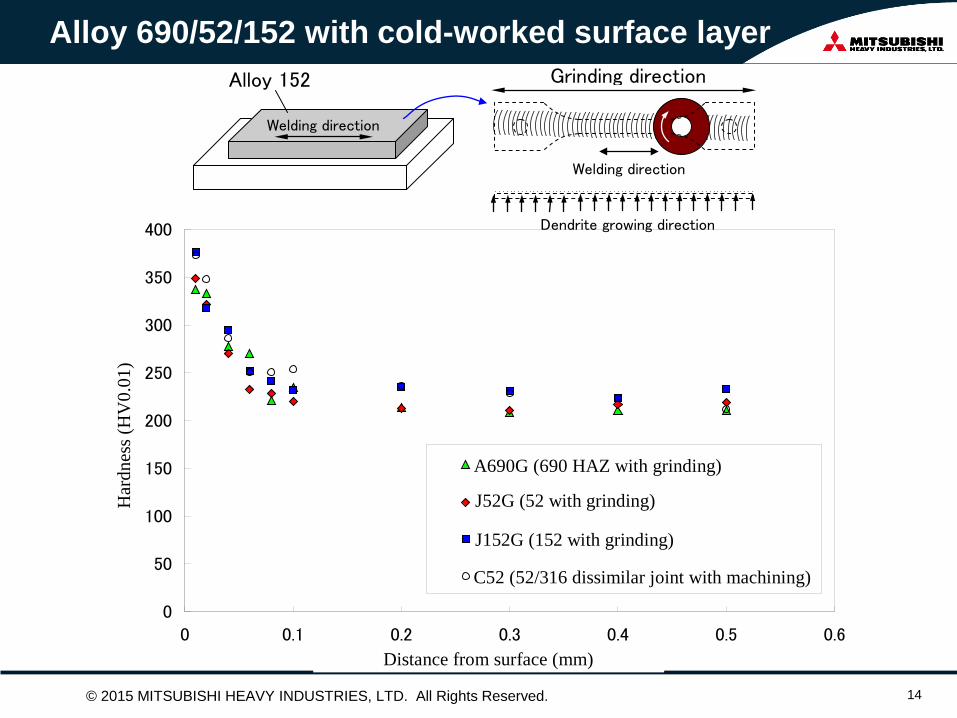
A690G (690 HAZ with grinding)
J52G (52 with grinding)
J152G (152 with grinding)
C52 (52/316 dissimilar joint with machining)
Alloy 152
Welding direction
Dendrite growing direction
Welding direction
Grinding direction

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Alloy 690 TT components with high cold work Investigation
• Components: Weld HAZ, Air ventilation nozzle, U bend area of SG tubes, SG mechanical plug
• Method: Hardness test Result
15
Cross-section of mechanical plug mockup (Without SCC test)
0
100
200
300
400
0 10 20 30 40 50 60Distance from corner(mm)
Hard
ness
(HV1
)
Hardness of cross-section near inner surface
Maximum hardness of mechanical plug is estimated to be approximately 330 HV
SG mechanical plug is considered to have largest cold work among various Alloy 690 TT components
330
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
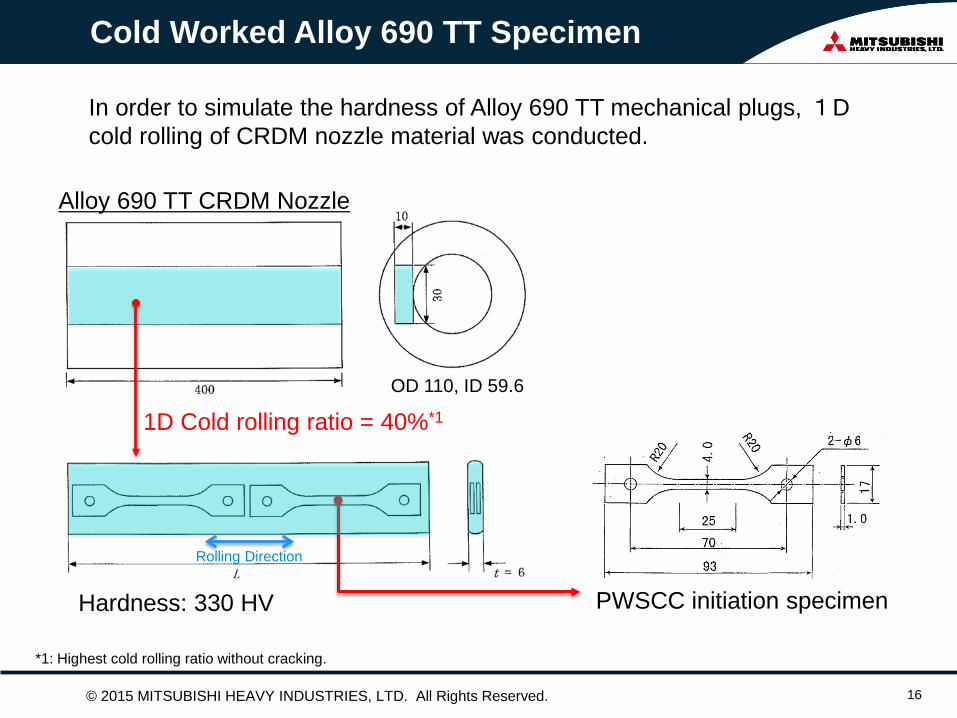
Cold Worked Alloy 690 TT Specimen
16
Hardness: 330 HV PWSCC initiation specimen
1D Cold rolling ratio = 40%*1
OD 110, ID 59.6
In order to simulate the hardness of Alloy 690 TT mechanical plugs, 1D cold rolling of CRDM nozzle material was conducted.
Alloy 690 TT CRDM Nozzle
*1: Highest cold rolling ratio without cracking.
Rolling Direction

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Alloy 52/316 dissimilar joint
17
100
1000
100 1,000 10,000 100,000 1,000,000
Str
ess
(M
Pa)
Time (hr)
52/316 dissimilar joint
Alloy 600 MA SG tube
200
400
300
900
800
700
600
500
: Non Failure
Test Temp. : 360 ˚CTest Env. : Simulated primary water (B: 500 ppm, Li: 2 ppm)
Max. 30,166 hr
No PWSCC initiation for more than 30,166 hr (the same test environment as other tests)

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Alloy 690 HAZ, 52, 152 with grinding
18
100
1000
100 1,000 10,000 100,000 1,000,000
Str
ess
(M
Pa)
Time (hr)
Alloy 690 TT HAZ with grinding
Alloy 52 weld metal with grinding
Alloy 152 weld metal with grinding
52/316 dissimilar joint with Machining
Alloy 600 MA SG tube
200
400
300
900
800
700
600
500
: Non Failure
Test Temp. : 360 ˚CTest Env. : Simulated primary water (B: 500 ppm, Li: 2 ppm)
Max. 26,796 hr
No PWSCC initiation for more than 26,796 hr (the same test environment as other tests)

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
100
1000
100 1,000 10,000 100,000 1,000,000
Str
ess
(M
Pa)
Time (hr)
Alloy 690 TT mechanical plug mock-up
Alloy 600 MA SG tube
: Non Failure
200
400
300
900
800
700
600
500
Test Temp. : 360 ˚CTest Env. : Simulated primary water (B: 500 ppm, Li: 2 ppm)
Alloy 690 TT mechanical plug mock-up
19
Max. 8,958 hr
No PWSCC initiation for more than 8,958 hr (the same test environment as other tests)

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Time Extrapolation
20
Extrapolation of PWSCC test result to primary water temperature of actual plants Using activation energy of PWSCC for Alloy 600 (130kJ/mol*1)
Parts Operating
temperature (˚C)
Testing time at 360 ˚C
(hr)
Extrapolated time
(year) VHN 321 110,925 80 BMI 289 95,965 310
152 SMAW 325
122,736 71
345 31
52 TIG 325
122,535 71
345 31 Mechanical
plug 325 8,958 5
*1 MRP-11, MRP-115

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Conclusion
Constant load SCC tests for Alloy 690 TT in temperature accelerated PWR simulated water are have been conducting.
Alloy 690 TT CRDM Nozzle Material, Alloy 690 TT BMI Nozzle Material, Alloy 152/52 Weld joints show No PWSCC initiation for over 110,925 hr, 95,965 hr , 122,726 hr, respectively.
We also began PWSCC testing of Alloy 52/316 SS dissimilar joints, Alloy 690/52/152 with a cold-worked surface layer, and cold-worked Alloy 690 TT in order to evaluate the sensitivity of dissimilar joints’ penetration areas, surface layer treatment areas, and cold-worked machined areas to PWSCC.
These tests are ongoing. 21

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Aknowledgement
This work has been performed as a joint research program supported by Japanese PWR utilities.
22

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved. 23

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Procedure at the time of stop and restart
24
σy
Nom
inal
Stre
ss
Nominal Strain
SART STOP
Temperature rising
Pressurization
Applying load
Cooling
Depressurization
Unloading
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
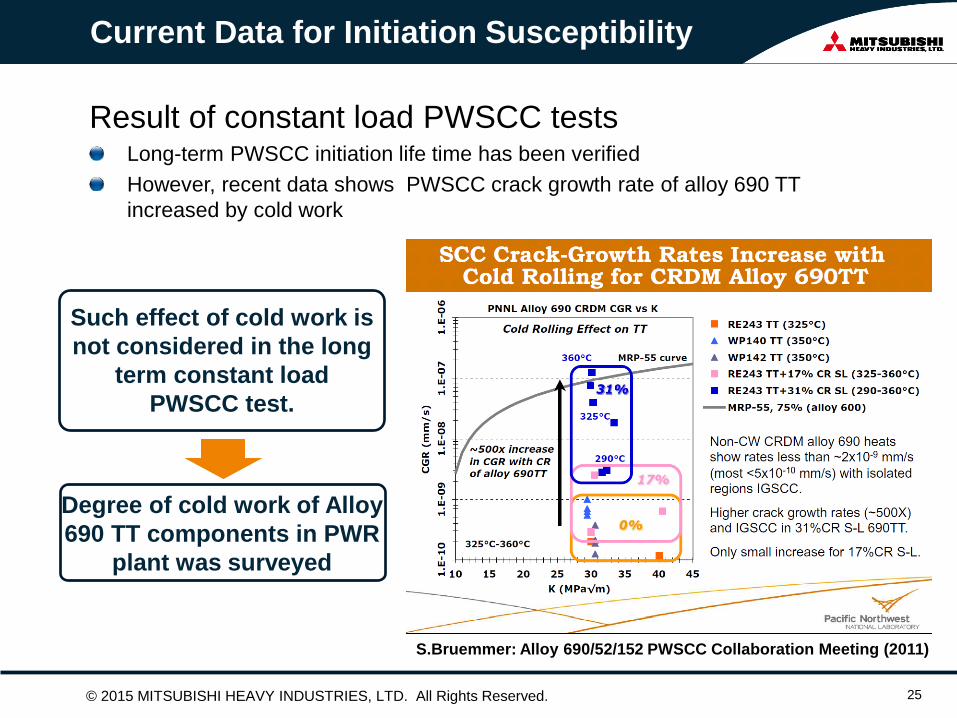
Current Data for Initiation Susceptibility
Result of constant load PWSCC tests Long-term PWSCC initiation life time has been verified However, recent data shows PWSCC crack growth rate of alloy 690 TT increased by cold work
S.Bruemmer: Alloy 690/52/152 PWSCC Collaboration Meeting (2011)
Such effect of cold work is not considered in the long
term constant load PWSCC test.
Degree of cold work of Alloy 690 TT components in PWR
plant was surveyed
25

© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
Cold Worked Alloy 690 TT in PWR Plant
Unexpanded mechanical plug inserted into SG tube
Expanding by drawing the core Mechanical plug
Mechanical Plug Cylindrical device with tapered cavity, expanded inside a SG tube as leak resistant seal Expanding by drawing its core Material: Alloy 690 TT (except for the core)
Core
SG tube
Tube sheet
Plug (Alloy 690TT)
26
© 2015 MITSUBISHI HEAVY INDUSTRIES, LTD. All Rights Reserved.
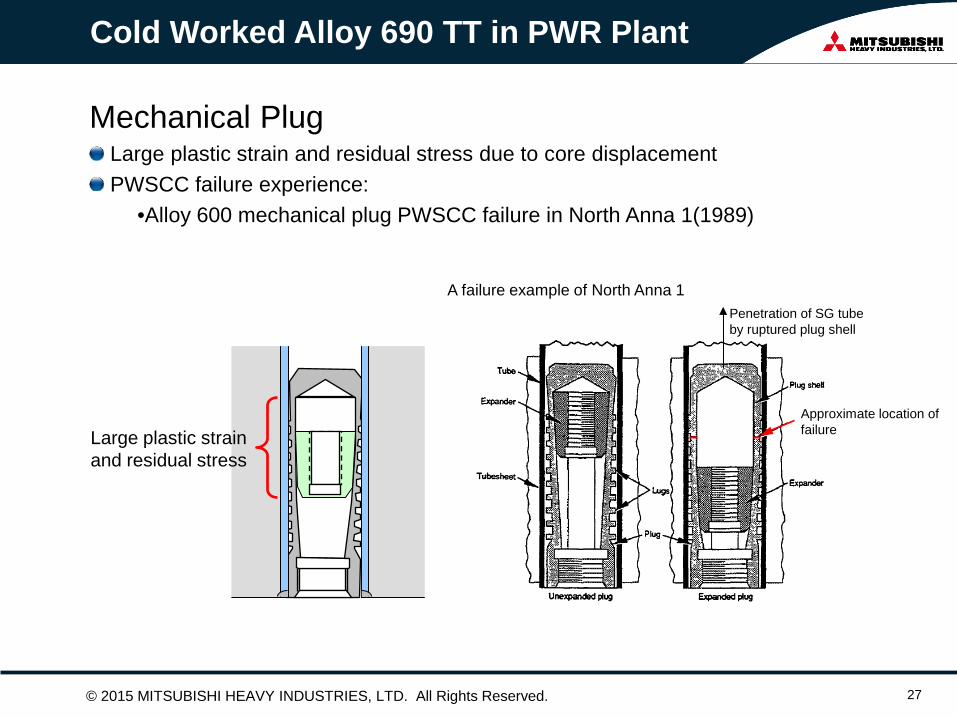
Cold Worked Alloy 690 TT in PWR Plant
Large plastic strain and residual stress
Mechanical Plug Large plastic strain and residual stress due to core displacement PWSCC failure experience:
•Alloy 600 mechanical plug PWSCC failure in North Anna 1(1989)
Approximate location of failure
Penetration of SG tube by ruptured plug shell
A failure example of North Anna 1
27


















