
Situationen p¥ arbetsmarknaden f¶r personer med funktionsneds¤ttning 2016
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
1
3
Aluminum Conductor Composite Reinforced
Installationsleitfaden und Wartung
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
2
Installation und Wartung des ACCR Aluminum Conductor Composite Reinforced
Inhalt
1. Sicherheitshinweise…………………………………………………... 4
2. Einleitung…………………………………………………………….. 8
3. Leiter Informationen…………………………………………….…... 9
a. Leiterkonstruktion und Materialien……………….…………… 9 4. Installationsausrüstung………………………………………..……. 10
a. Seilwinde………………………………………………...…….. 10
b. Bremsmaschine………………………………………….……... 10
c. Seilräder……………………………...………………………… 11
d. Ziehstrümpfe……………………………………………………. 11
e. Kettenzüge…………………………………………………..….. 11
f. Trommelböcke / NEMA Rollen…………………………….…. 12
g. Positionierung Rollenböcke und Bremsmaschine …………….. 12
h. Temporäre Abspannklemmen………………………………….. 14
i. Seilschneider……………………………………………………. 16
j. Erdungsklemmen……………………………………………..… 16
k. Rollenerden……………………………………………….......... 16
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
3
5. Installationsprozedur und Ausrüstung………………………..……. 17
a. Seilzug……………………………………………...…………... 17
b. Einregulierung……………………………………...….……….. 17
c. Montage der Abspannklemmen……………………………........ 18 i. Pressabspannklemmen…………………..……….………. 18
ii. THERMOLIGN™ Spiralabspannklemmen………..……. 26
d. Zugfeste Verbinder………………………………………..……. 28 i. Pressverbinder……………………...……………………. 28
ii. THERMOLIGN™ zugfeste Verbinder auf Spiralbasis…. 33
e. Stromschlaufen / elektrische Verbindungsklemmen.…………... 34 i. Verpressung.…………………………………………….. 34
ii. Verbindungsklemmen……………………………………. 35 iii. Abzweigklemmen………………………………………... 35 iv. Stützisolatoren für Stromklemmen.……………………… 36
f. Einklemmen des ACCR Leiters an den Tragpunkten...………... 37 i. PLP THERMOLIGN™ Leitertragspirale..……………… 37
g. Schwingungsdämpfer.………………………………………….. 40
h. Feldabstandhalter.……...……………………………………….. 41
6. Instandhaltung des ACCR Leiters………………………………...... 42
a. Gebrauch von Reparaturspiralen, Schutzspiralen und Verbindern.................................................................................... 42
b. Arbeiten unter Spannung / Arbeiten auf Abstand……………… 43
c. Allgemeine Angaben zur ACCR Wartung……………………... 43
7. 3M Unterstützung vor ……………………………………………… 44
8. Rechtliche Hinweise………………………………………………...... 44
1. Wichtige Sicherheitshinweise
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
4
Bewahren Sie diesen Leitfaden auf! Diese Dokument unterstützt Sie bei der Montage des 3M™ Aluminum Conductor Composite Reinforced (ACCR Leiter). Bitte lesen Sie die Warnhinweise sorgfältig durch und verwenden Sie die angeführten Produkte nur wie in diesem Dokument beschrieben, um Unfällen und Verletzungen vorzubeugen.
Erklärung der Signalwörter und möglicher Hinweise
WARNUNG:
Zeigt eine potentiell gefährliche Situation, die bei Nicht-Vermeidung zu Todesfolge oder schwerwiegenden Verletzungen und/oder schweren Sachschaden führen kann.
VORSICHT:
Zeigt eine potentiell gefährliche Situation, die bei Nicht-Vermeidung zu leichten bis mittelschweren Verletzungen und/oder Sachschaden führen kann.
Grundsätzliche Information
Hinweis: Lesen Sie die Gebrauchsanweisung und Warnhinweise sorgfältig durch
Bestimmungsgemäßen Gebrauch Der 3M™ Aluminum Conductor Composite Reinforced (ACCR) Leitertyp und die zugehörigen Armaturen werden Kundenprojektbezogen durch 3M ausgewählt und zusammengestellt. 3M ACCR ist ein Hochleistungs-Leiter für Freileitungen. ACCR darf kontinuierlich bei einer Temperatur von 210°C betrieben werden und ist durch einen neuartigen hochgradig anisotropen Werkstoff im Kern verstärkt. Diese zwei Eigenschaften bewirken, dass ACCR spezielle Armaturen und Installationsausrüstung benötigt um den Leiter an der Leitung installieren und betreiben zu können. 3M kauft zu diesem Zweck Armaturen von AFL und PLP als Endprodukte. Die Systemkombination bestehend aus dem ausgewählten ACCR Leiter und den ausgewählten Armaturen darf nicht verändert werden. Verwenden Sie dieses System nicht außerhalb seines bestimmungsgemäßen Gebrauchs, sonnst könnten unsichere oder gefährliche Situationen die Folge sein. ACCR ist in verschiedenen Größen und Typen erhältlich.
Sicherheitshinweise für 3M™ Aluminum Conductor Composite Reinforced und Systemkomponenten
WARNUNG Um das Risiko verbunden mit gefährlicher Spannung zu reduzieren, welches, falls nicht vermieden zu möglichen schweren Verletzungen oder Lebensgefahr und/oder schweren Sachschäden führen kann:
Dieses Produkt ist bestimmt nur zur Installation durch professionelle, geschulte Fachkräfte, die mit den möglichen Gefahren vertraut sind, entsprechend trainiert und auch autorisiert sind. Dieses Produkt darf von keinem installiert werden dem es nicht geläufig ist oder der nicht trainiert wurde.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
5
WARNUNG Zur Vermeidung des Risikos mit in Kontaktkommen von gefährlicher Spannung oder Reduzierung von Sicherheitsabständen oder Beschädigung von Komponenten durch unsachgemäße Handhabung während der Installation oder Inbetriebnahme, welche ernsthafte Verletzungen oder Lebensgefahr zur Folge haben können:
Behandeln Sie die Komponenten und ACCR sorgsam. Zur sicheren Durchführung und persönlicher Sicherheit verändern Sie nicht die von 3M ausgesuchte Zusammenstellung der Systemkomponenten. Schützen Sie die Geräte und Komponenten bei der Montage und Installation vor Beschädigungen und Verunreinigungen. Überprüfen Sie die Lieferung auf Vollständigkeit und alle Einzelteile auf eventuelle Schäden. Für das Abladen und Transport Hebezeug mit ausreichender Tragkraft verwenden und nur von Fachkräften durchzuführen lassen. Nach dem Abladen ACCR und Komponenten auf Beschädigung prüfen. Nur unbeschädigte Teile montieren und in Betrieb nehmen.
Bei Arbeit an unter Spannung liegenden Hochspannungsleitungen ist besonders sorgsam zu arbeiten um einen zufälligen elektrischen Kontakt zu vermeiden.
WARNUNG Um das Risiko verbunden mit gefährlicher Spannung zu reduzieren, welches, falls nicht vermieden zu möglichen schweren Verletzungen oder Lebensgefahr führen kann:
Die Systemkomponenten mit Ausnahme der PLP Arbeitsspirale TG-Grip* sind nur für eine einmalige Verwendung vorgesehen. (*: Die PLP TG-Grip Arbeitsspiralen sind bis zu dreimal für die Krafteinleitung in den Leiter während des Seilzuges des neuen Leiters oder der Regulage verwendbar. Die Neumontage zum Zwecke der Neupositionierung oder Justage des Durchhangs während des individuellen Arbeitsablaufes ist zulässig. Die PLP TG-Grip Arbeitsspiralen dürfen nach Abschluss des individuellen Arbeitsablaufes nicht wiederverwendet werden.)
Verwenden Sie die Komponenten nicht wieder oder modifizieren Sie sie unter keinen Umständen.
WARNUNG Um das Risiko verbunden mit mechanischer Verletzung zu reduzieren, welches, falls nicht vermieden zu möglichen schweren Verletzungen oder Lebensgefahr führen kann:
Tragen Sie immer die richtige Schutzausrüstung einschließlich, Augen-, Haut-, Körper-, Hand-, Kopf und Fußschutz.
Benutzen Sie bei Installationsarbeiten immer eine Kletter-Ausrüstung.
WARNUNG Zur Reduzierung des Risikos von Verletzungen, möglicher Lebensgefahr oder Sachschäden bei Nichtbeach-tung von Gesetzen, Direktiven, Anforderungen und Vorschriften:
Bei der Installation, dem Betrieb und der Wartung des ACCR und Komponenten müssen die entsprechenden Vorschriften der Berufsgenossenschaften, den Sicherheitsvorschriften für die Installation und Wartung von Hochspannungsleitungen, die entsprechenden nationalen Sicherheits- und Unfallverhütungsvorschriften, sowie die Richtlinien (Arbeits- und Verfahrensanweisungen) Ihres Unternehmens, beachtet werden.
WARNUNG Zur Reduzierung des Risikos von Verletzungen und möglicher Lebensgefahr oder Sachschäden bei Nichtbe-achten der Sicherheitshinweise in der Installationsanweisung und der Benutzerdokumentation:
Diese 3M Sicherheitshinweise beabsichtigen nicht irgendwelche Unternehmensanweisungen oder Sicherheitsstandards zu ersetzen. Nichtbeachtung dieser oder anderer Anweisungen kann zu ernsthaften Verletzungen oder zum Tode führen. Lesen, verstehen und befolgen Sie alle Sicherheitshinweise für jedes Systemteil in der richtigen Installationsanweisung und dem entsprechenden Sicherheitsdatenblatt der chemischen Präparate.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
6
VORSICHT Zur Verringerung der Risiken in Verbindung mit Vergiftungen oder allergische Reaktionen bei der Arbeit mit ALNOX ELECTRICAL JOINT COMPOUND, die, wenn sie nicht vermieden werden, zu geringen oder moderate Verletzungen führen könnten:
Lesen Sie und befolgen Sie die Anweisungen im Sicherheitsdatenblatt Vermeiden Sie den Kontakt mit Wasser. Gefahr von brennbaren Gasen. Vermeiden Sie mit Augen- und Hautkontakt. Tragen Sie eine Schutzbrille mit Seitenschutz um
ihre Augen zu schützen. Tragen Sie undurchlässige Handschuhe um Kontakt mit der Haut zu verhindern. Bei Augenkontakt mit reichlich Wasser oder Kochsalzlösung 15 Minuten lang spülen und sofort einen Arzt aufsuchen. Im Falle von Hautkontakt waschen Sie die Haut mit Seife und Wasser für mindestens 15 Minuten. Suchen Sie einen Arzt auf, wenn Symptome auftreten.
Tragen Sie eine Atemschutzmaske. Außerhalb der Reichweite von Kindern aufbewahren. Nur für den professionellen Gebrauch.
Halten Sie Behälter bei Nichtgebrauch geschlossen. Nicht in der Nähe von Hitze, Funken, Flammen, Oxidationsmittel und anderen inkompatiblen Substanzen lagern.
Bei anderen, weniger toxischen elektrischen Verbindemassen(z.B. ContactAL HPG), sind auf jeden Fall auch die Sicherheitsinformationen in den entsprechenden MSDS s zu beachten.
VORSICHT Um das Risiko verbunden mit einer Vergiftung oder allergischen Reaktion beim Arbeiten mit der Hochtem-peraturverbindemasse (HiTemp™ Filler Compound) zu vermeiden:
Einatmen: Die betroffene Person an die frische Luft bringen. Bei Unwohlsein Hilfe hinzuziehen. Hautkontakt: Sofort mit Wasser und Seife waschen. Kontaminierte Kleidung ausziehen und vor
erneutem Tragen waschen. Wenn Anzeichen / Symptome zunehmen, Hilfe hinzuziehen. Augenkontakt: Sofort mit viel Wasser ausspülen, vorhandene Kontaktlinsen nach Möglichkeit
entfernen, weiter spülen, bei anhaltenden Anzeichen / Symptomen Hilfe hinzuziehen. Verschlucken: Mund ausspülen, bei Unwohlsein Hilfe hinzuziehen.
Individuelle Schutzmaßnahmen zum Beispiel persönliche Schutzausrüstung Augen- / Gesichtsschutz: Augenschutz/Gesichtsschutz tragen. Die Auswahl des Augen- /
Gesichtsschutzes sollte auf der Grundlage einer Arbeitsbereichsanalyse erfolgen. Der folgende Augen- / Gesichtsschutz wird empfohlen: Schutzbrille mit Seitenschutz tragen.
Hautschutz: Handschutz und sonstige Schutzmaßnahmen, das Tragen von chemisch beständigen Schutzhandschuhen ist nicht erforderlich.
Atemschutz: Eine Arbeitsbereichsanalyse kann erforderlich sein um zu entscheiden, ob die Verwendung von Atemschutz erforderlich ist. Ist die Verwendung von Atemschutz erforderlich, sollte die Verwendung im Rahmen eines vollständigen Atemschutzprogrammes erfolgen. Unter Berücksichtigung der Ergebnisse der Arbeitsbereichsanalyse können die folgenden Filtermaskentypen eingesetzt werden: Halb- oder Vollmaske mit luftreinigendem Filter und einem Partikelvorfilter. Für Fragen die Eignung für eine spezielle Situation wenden Sie sich an den Hersteller der Filtermaske.
VORSICHT Um das Risiko einer Umweltgefährdung durch falsche Entsorgung zu vermeiden:
Das Produkt muss am Ende der Produktlebensdauer nach den dann gültigen Gesetzen und Vorschriften entsprechend entsorgt bzw. recycelt werden.
WARNUNG Um das Risiko von mechanischer Gefährdung oder Überanstrengung durch das Tragen und Heben schwerer Lasten zu vermeiden, welches zu möglichen schweren Verletzungen oder Lebensgefahr führen kann:
Verwenden Sie die Rollenleiste nicht für das Tragen oder Heben von schweren Lasten. Die ist ein nicht bestimmungsgemäßer Gebrauch.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
7
WARNUNG Um das Risiko verbunden mit einer möglichen Gefährdung bei Beschädigung der Rollenleiste zu vermeiden, welches zu möglichen schweren Verletzungen oder Lebensgefahr führen kann:
Benutzen sie keine beschädigte Rollenleiste. Die Rollenleiste ist immer vor Gebrauch auf Beschädigungen zu prüfen, insbesondere die innen liegenden Flächen der Rollen. Die Rollen müssen leichtgängig sein.
WARNUNG Um das Risiko von elektrischer oder mechanischer Gefährdung durch eine nicht autorisierte Reparatur oder vorgenommenen Veränderungen an der Rollenleiste zu vermeiden, welches zu möglichen schweren Verletzungen oder Lebensgefahr führen kann:
An der Rollenleiste keine Veränderungen vornehmen oder selbst reparieren. Reparatur nur durch den Hersteller ausführen lassen.
WARNUNG Um das Risiko einer elektrischen oder mechanischen Gefährdung durch Nichtbeachtung der maximal erlaubten Zugkraft und Größe des Ablaufwinkel für das von 3M speziell festgelegte Projekt zu vermeiden, welches zu möglichen schweren Verletzungen oder Lebensgefahr führen kann:
Berücksichtigen Sie unbedingt die von 3M für das spezielle Projekt empfohlene maximal erlaubte Zugkraft für das mit der Rollenleiste geführte ACCR Leiters und die maximale erlaubte Größe des Ablaufwinkels.
WARNUNG Um das Risiko einer elektrischen oder mechanischen Gefährdung durch einen geöffneten Sicherheitsbolzen oder – ring der Rollenleiste zu vermeiden, welches zu möglichen schweren Verletzungen oder Lebensgefahr führen können:
Überprüfe sie immer den Sicherheitsverschluss der Rollenleiste auf Beschädigung und korrektem Verschluss nach dem Einzug des Leiters. Überprüfen sie immer ob der Bolzen mit dem Sicherungsring gesichert ist.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
8
1. Einleitung
Dieses Dokument soll die Installation und die Wartung des 3M ACCR Leiters verdeutlichen. Installationsausrüstung, Verfahren und Befestigungsteile, die für Gebrauch qualifiziert worden sind, werden beschrieben. Es ist als Ergänzung zur amerikanischen Norm IEEE-524 zu verstehen. Der Inhalt basiert auf den zahlreichen bisher durchgeführten ACCR Installationen.
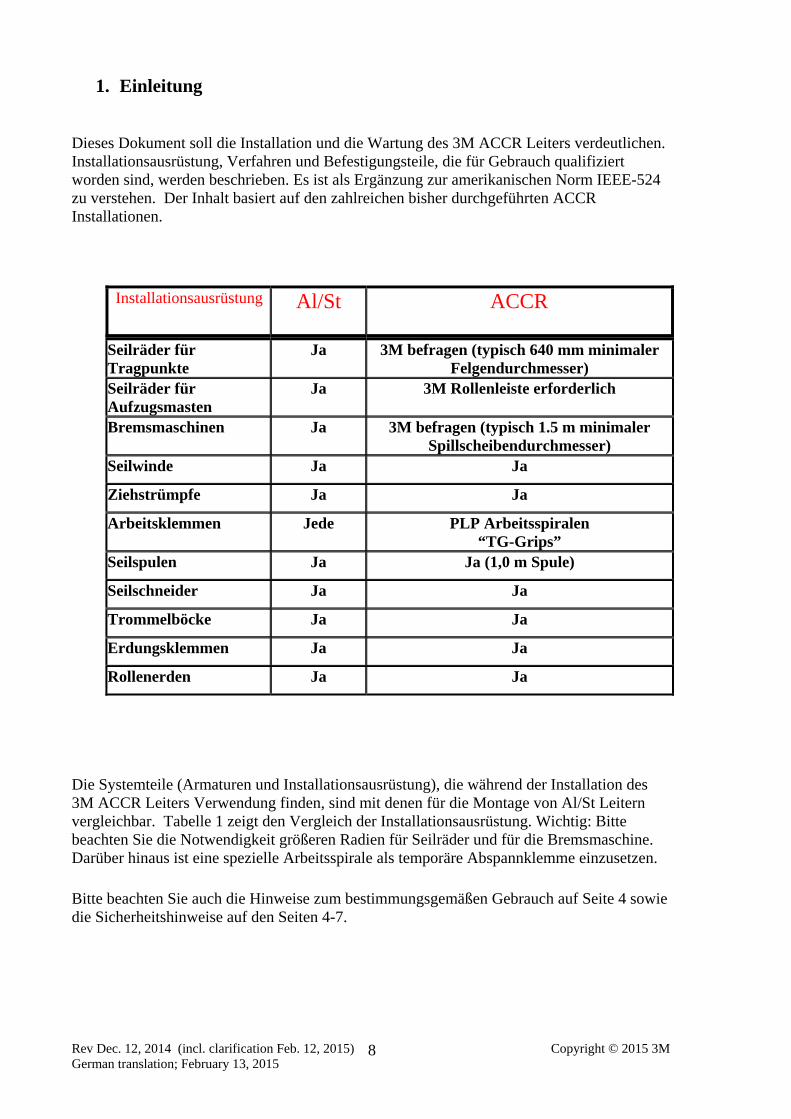
Die Systemteile (Armaturen und Installationsausrüstung), die während der Installation des 3M ACCR Leiters Verwendung finden, sind mit denen für die Montage von Al/St Leitern vergleichbar. Tabelle 1 zeigt den Vergleich der Installationsausrüstung. Wichtig: Bitte beachten Sie die Notwendigkeit größeren Radien für Seilräder und für die Bremsmaschine. Darüber hinaus ist eine spezielle Arbeitsspirale als temporäre Abspannklemme einzusetzen.
Bitte beachten Sie auch die Hinweise zum bestimmungsgemäßen Gebrauch auf Seite 4 sowie die Sicherheitshinweise auf den Seiten 4-7.
Installationsausrüstung Al/St ACCR
Seilräder für Tragpunkte
Ja 3M befragen (typisch 640 mm minimaler Felgendurchmesser)
Seilräder für Aufzugsmasten
Ja 3M Rollenleiste erforderlich
Bremsmaschinen Ja 3M befragen (typisch 1.5 m minimaler Spillscheibendurchmesser)
Seilwinde Ja Ja
Ziehstrümpfe Ja Ja
Arbeitsklemmen Jede PLP Arbeitsspiralen “TG-Grips”
Seilspulen Ja Ja (1,0 m Spule)
Seilschneider Ja Ja
Trommelböcke Ja Ja
Erdungsklemmen Ja Ja
Rollenerden Ja Ja
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
9
3. Leiter-Informationen Materialeigenschaften
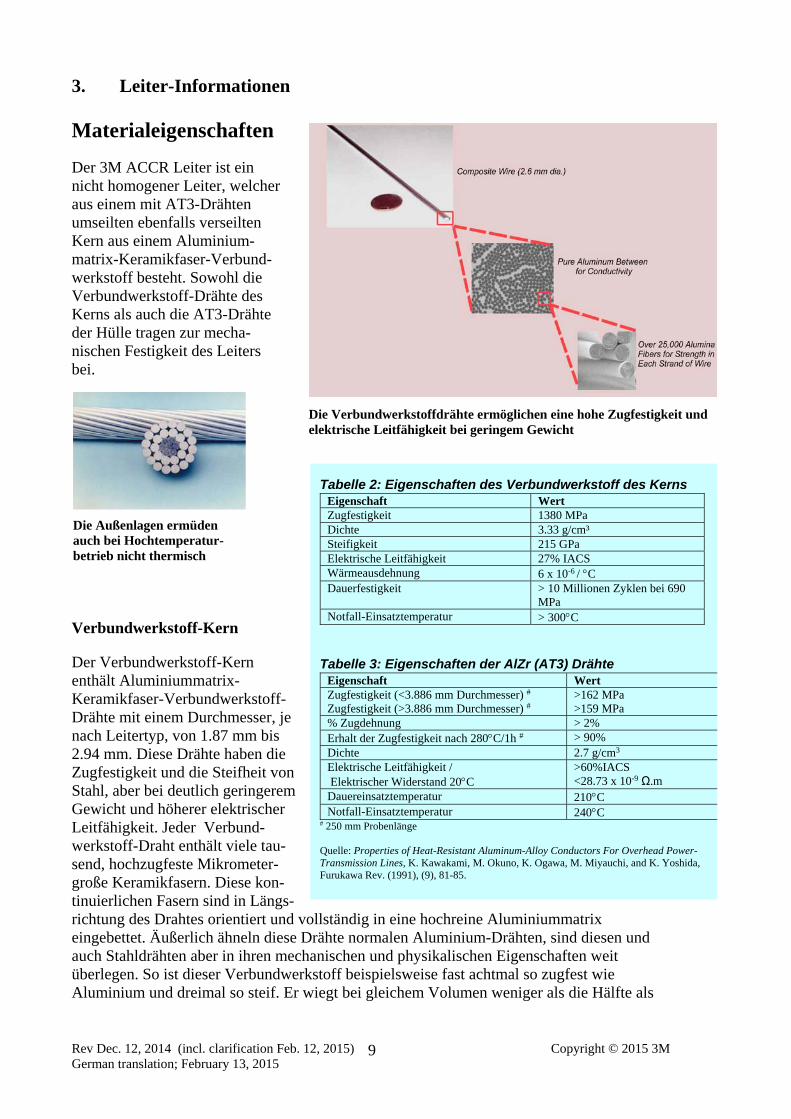
Der 3M ACCR Leiter ist ein nicht homogener Leiter, welcher aus einem mit AT3-Drähten umseilten ebenfalls verseilten Kern aus einem Aluminium-matrix-Keramikfaser-Verbund-werkstoff besteht. Sowohl die Verbundwerkstoff-Drähte des Kerns als auch die AT3-Drähte der Hülle tragen zur mecha-nischen Festigkeit des Leiters bei.
Verbundwerkstoff-Kern
Der Verbundwerkstoff-Kern enthält Aluminiummatrix-Keramikfaser-Verbundwerkstoff-Drähte mit einem Durchmesser, je nach Leitertyp, von 1.87 mm bis 2.94 mm. Diese Drähte haben die Zugfestigkeit und die Steifheit von Stahl, aber bei deutlich geringerem Gewicht und höherer elektrischer Leitfähigkeit. Jeder Verbund-werkstoff-Draht enthält viele tau-send, hochzugfeste Mikrometer-große Keramikfasern. Diese kon-tinuierlichen Fasern sind in Längs-richtung des Drahtes orientiert und vollständig in eine hochreine Aluminiummatrix eingebettet. Äußerlich ähneln diese Drähte normalen Aluminium-Drähten, sind diesen und auch Stahldrähten aber in ihren mechanischen und physikalischen Eigenschaften weit überlegen. So ist dieser Verbundwerkstoff beispielsweise fast achtmal so zugfest wie Aluminium und dreimal so steif. Er wiegt bei gleichem Volumen weniger als die Hälfte als
Verbundwerkstoff-Draht (2,6 mm Durchmesser)
Rein-Aluminium als leitfähige Matrix
Über 25.000 Aluminiumoxid-Fasern als zugfeste Komponente in jedem Draht
Tabelle 2: Eigenschaften des Verbundwerkstoff des Kerns Eigenschaft Wert Zugfestigkeit 1380 MPa Dichte 3.33 g/cm³ Steifigkeit 215 GPa Elektrische Leitfähigkeit 27% IACS Wärmeausdehnung 6 x 10-6 / C Dauerfestigkeit > 10 Millionen Zyklen bei 690
MPa Notfall-Einsatztemperatur > 300C
Tabelle 3: Eigenschaften der AlZr (AT3) Drähte Eigenschaft Wert Zugfestigkeit (<3.886 mm Durchmesser) # Zugfestigkeit (>3.886 mm Durchmesser) #
>162 MPa >159 MPa
% Zugdehnung > 2% Erhalt der Zugfestigkeit nach 280C/1h # > 90% Dichte 2.7 g/cm3 Elektrische Leitfähigkeit / Elektrischer Widerstand 20C
>60%IACS <28.73 x 10-9 Ω.m
Dauereinsatztemperatur 210C Notfall-Einsatztemperatur 240C
# 250 mm Probenlänge Quelle: Properties of Heat-Resistant Aluminum-Alloy Conductors For Overhead Power-Transmission Lines, K. Kawakami, M. Okuno, K. Ogawa, M. Miyauchi, and K. Yoshida, Furukawa Rev. (1991), (9), 81-85.
Die Verbundwerkstoffdrähte ermöglichen eine hohe Zugfestigkeit und elektrische Leitfähigkeit bei geringem Gewicht
Die Außenlagen ermüden auch bei Hochtemperatur-betrieb nicht thermisch
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
10
Stahl, und dies bei einer höheren Leitfähigkeit und einer um mehr als die Hälfte geringeren Wärmeausdehnung - siehe auch Tabelle 2.
Außenlagen
Die Drähte der Außenlagen bestehen aus einer temperaturbeständigen Aluminiumzirkonium-Legierung (AT3), die den Hochtemperaturbetrieb (Dauertemperatur 210ºC, Notfalltemperatur 240ºC) ermöglicht. Die Al-Zr Legierung ist eine harte Aluminiumlegierung mit Eigenschaften und Härte vergleichbar zur Standardaluminiumlegierung 1350-H19 (AL1) aber mit einer Mikrostruktur, die es ermöglicht, dass auch nach Hochtemperaturbelastung keine thermische Ermüdung der Zugfestigkeit auftritt. Dem gegenüber ermüden Drähte aus 1350-H19 schnell bei 120-150ºC. Die Drähte aus der temperaturbeständigen Al-Zr Legierung Leitung haben gleichwertige Zugfestigkeiten und Zug-Dehnungs-Verhalten wie Drähte aus der Standardaluminiumlegierung 1350-H19 – siehe auch Tabelle 3.
4. Installationsausrüstung
Seilwinden
Seilwinden wie die in Abbildung gezeigte, sind erfolgreich beim Seilzug von ACCR Leitern eingesetzt worden. In Verbindung mit einer Seilbremsmaschine können Seilwinden bei allen ACCR Installationen verwendet werden.
Seilbremsmaschinen
Seilbremsmaschinen sind während der Installation von ACCR Leitern ohne Probleme oder Zwischenfälle für den Seilzug eingesetzt worden. Bei dem Seilzug von ACCR ist sehr wichtig, eine Seilbremsmaschine mit größeren Spillscheiben zu verwenden. Der notwendige Spillscheibendurchmesser ist bezogen auf das jeweilige Einzelprojekt bei 3M zu erfragen. Die Abbildung rechts zeigt eine Seilbremsmaschine mit einem Spillscheibendurchmesser von 1,37 m in Kombination mit der ACCR Spule auf einem Trommelblock. Diese Bremsmaschine wurde während der Installation eines ACCR 795 (Drake ACCR) verwendet. Der Einsatz von Bremsmaschinen mit V-förmigen Rillen ist zu vermeiden; solche Bremsmaschinen sollten nicht für die Installation von ACCR jedweder Größe für alle Einzelprojekte verwendet werden.
1,37 m Seilbremsmaschine
Seilwinde
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
11
Seilräder Die Kombination einer hohen Zugspannung beim Seilzug mit einem kleinen Biegungsradius kann den Kern des ACCR Leiters beschädigen. Daher ist es notwendig Seilräder mit größerem Durchmesser beim Seilzug von ACCR zu verwenden. An allen Aufzugs- und Winkelmasten ist darüber hinaus eine Rollenleiste (siehe Abbildung) zu verwenden. An allen Tragpunkten sind Seilräder mit einem Mindestdurchmesser von 640 mm (Felgendurchmessers) zu verwenden. Bitte wenden Sie sich vor der Installation an 3M für spezielle projektbezogene Vorgaben.
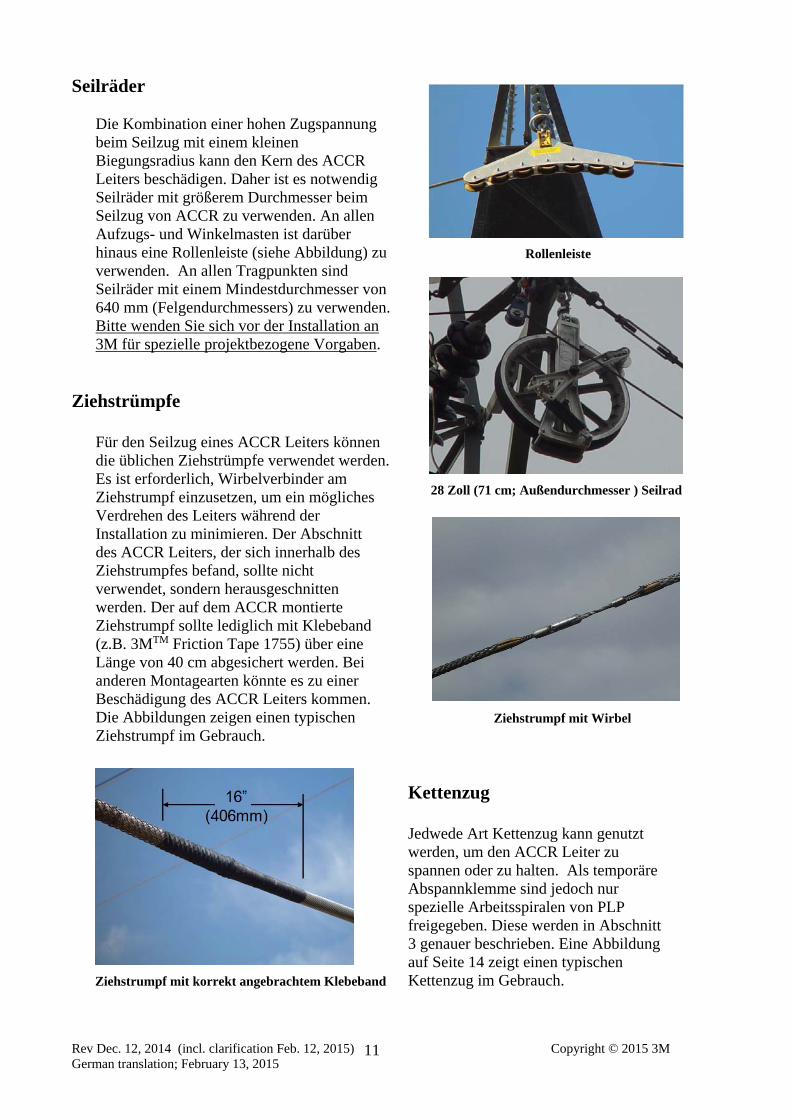
Ziehstrümpfe Für den Seilzug eines ACCR Leiters können die üblichen Ziehstrümpfe verwendet werden. Es ist erforderlich, Wirbelverbinder am Ziehstrumpf einzusetzen, um ein mögliches Verdrehen des Leiters während der Installation zu minimieren. Der Abschnitt des ACCR Leiters, der sich innerhalb des Ziehstrumpfes befand, sollte nicht verwendet, sondern herausgeschnitten werden. Der auf dem ACCR montierte Ziehstrumpf sollte lediglich mit Klebeband (z.B. 3MTM Friction Tape 1755) über eine Länge von 40 cm abgesichert werden. Bei anderen Montagearten könnte es zu einer Beschädigung des ACCR Leiters kommen. Die Abbildungen zeigen einen typischen Ziehstrumpf im Gebrauch.
Kettenzug Jedwede Art Kettenzug kann genutzt werden, um den ACCR Leiter zu spannen oder zu halten. Als temporäre Abspannklemme sind jedoch nur spezielle Arbeitsspiralen von PLP freigegeben. Diese werden in Abschnitt 3 genauer beschrieben. Eine Abbildung auf Seite 14 zeigt einen typischen Kettenzug im Gebrauch.
Rollenleiste
28 Zoll (71 cm; Außendurchmesser ) Seilrad
Ziehstrumpf mit Wirbel
Ziehstrumpf mit korrekt angebrachtem Klebeband
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
12
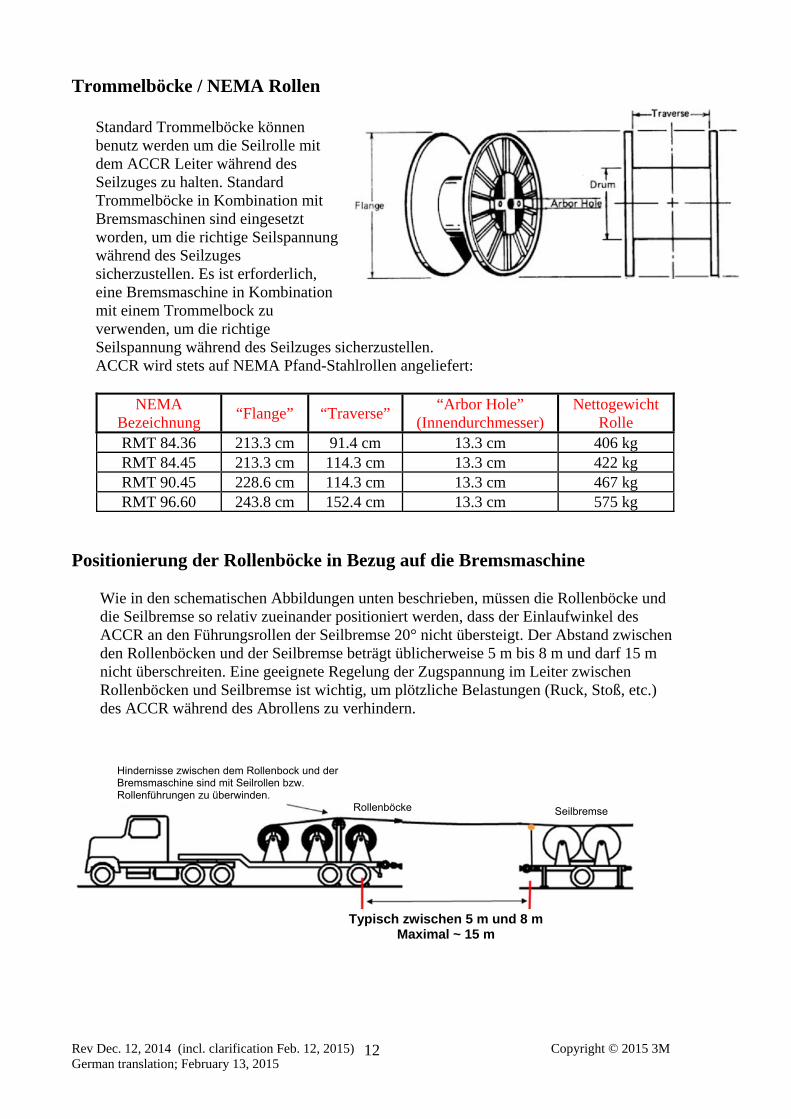
Trommelböcke / NEMA Rollen Standard Trommelböcke können benutz werden um die Seilrolle mit dem ACCR Leiter während des Seilzuges zu halten. Standard Trommelböcke in Kombination mit Bremsmaschinen sind eingesetzt worden, um die richtige Seilspannung während des Seilzuges sicherzustellen. Es ist erforderlich, eine Bremsmaschine in Kombination mit einem Trommelbock zu verwenden, um die richtige Seilspannung während des Seilzuges sicherzustellen. ACCR wird stets auf NEMA Pfand-Stahlrollen angeliefert:
NEMA Bezeichnung
“Flange” “Traverse” “Arbor Hole”
(Innendurchmesser) Nettogewicht
Rolle RMT 84.36 213.3 cm 91.4 cm 13.3 cm 406 kg RMT 84.45 213.3 cm 114.3 cm 13.3 cm 422 kg RMT 90.45 228.6 cm 114.3 cm 13.3 cm 467 kg RMT 96.60 243.8 cm 152.4 cm 13.3 cm 575 kg
Positionierung der Rollenböcke in Bezug auf die Bremsmaschine
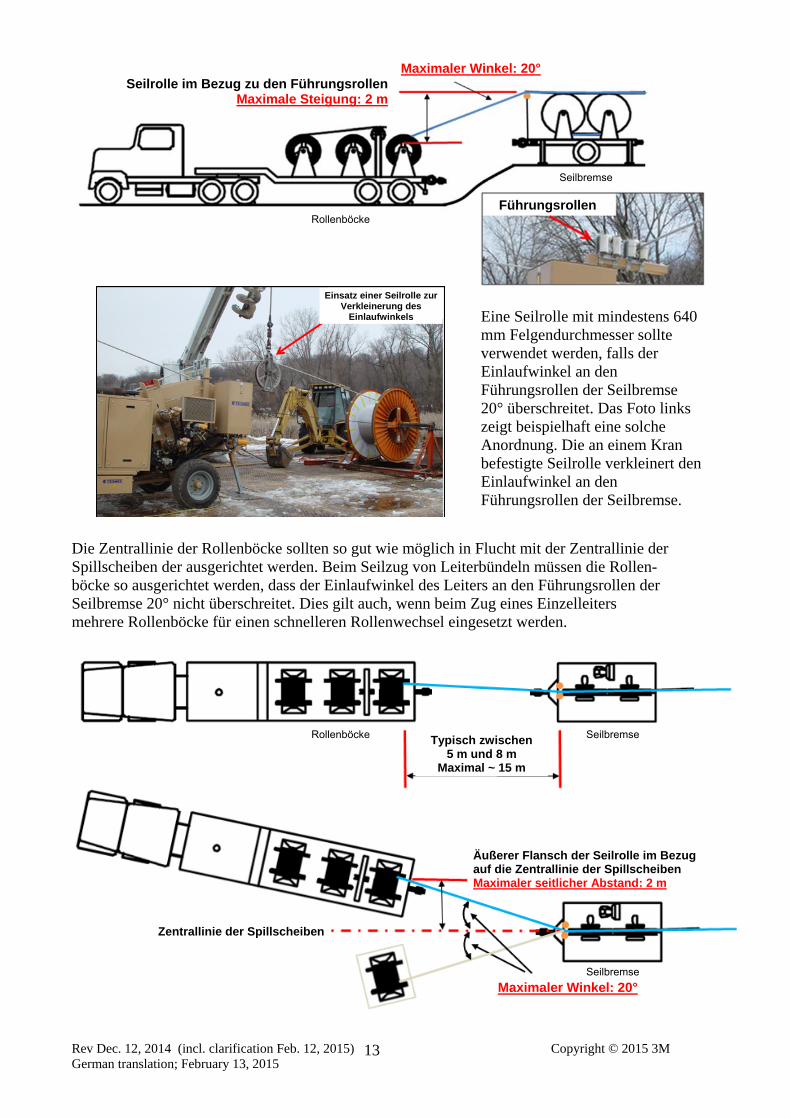
Wie in den schematischen Abbildungen unten beschrieben, müssen die Rollenböcke und die Seilbremse so relativ zueinander positioniert werden, dass der Einlaufwinkel des ACCR an den Führungsrollen der Seilbremse 20° nicht übersteigt. Der Abstand zwischen den Rollenböcken und der Seilbremse beträgt üblicherweise 5 m bis 8 m und darf 15 m nicht überschreiten. Eine geeignete Regelung der Zugspannung im Leiter zwischen Rollenböcken und Seilbremse ist wichtig, um plötzliche Belastungen (Ruck, Stoß, etc.) des ACCR während des Abrollens zu verhindern.
Hindernisse zwischen dem Rollenbock und der Bremsmaschine sind mit Seilrollen bzw. Rollenführungen zu überwinden.
Rollenböcke Seilbremse
Typisch zwischen 5 m und 8 m Maximal ~ 15 m
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
13
Die Zentrallinie der Rollenböcke sollten so gut wie möglich in Flucht mit der Zentrallinie der Spillscheiben der ausgerichtet werden. Beim Seilzug von Leiterbündeln müssen die Rollen-böcke so ausgerichtet werden, dass der Einlaufwinkel des Leiters an den Führungsrollen der Seilbremse 20° nicht überschreitet. Dies gilt auch, wenn beim Zug eines Einzelleiters mehrere Rollenböcke für einen schnelleren Rollenwechsel eingesetzt werden.
Eine Seilrolle mit mindestens 640 mm Felgendurchmesser sollte verwendet werden, falls der Einlaufwinkel an den Führungsrollen der Seilbremse 20° überschreitet. Das Foto links zeigt beispielhaft eine solche Anordnung. Die an einem Kran befestigte Seilrolle verkleinert den Einlaufwinkel an den Führungsrollen der Seilbremse.
Rollenböcke
Seilbremse
Führungsrollen
Seilrolle im Bezug zu den FührungsrollenMaximale Steigung: 2 m
Maximaler Winkel: 20°
Einsatz einer Seilrolle zur Verkleinerung des
Einlaufwinkels
Maximaler Winkel: 20°
Seilbremse
Seilbremse
Rollenböcke Typisch zwischen 5 m und 8 m
Maximal ~ 15 m
Zentrallinie der Spillscheiben
Äußerer Flansch der Seilrolle im Bezug auf die Zentrallinie der Spillscheiben Maximaler seitlicher Abstand: 2 m
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
14
Temporäre Abspannklemmen Wichtiger Hinweis: Froschklemmen oder Keilklemmen dürfen NICHT verwendet werden um den ACCR Leiter auf irgendeine Art zu halten, zu ziehen oder einzuregulieren. Untersuchungen mit Froschklemmen haben gezeigt, dass aufgrund der versetzten Krafteinleitung sehr enge Biegeradien erzeugt werden, die zur Zerstörung der Verbundwerkstoffdrähte des Kerns selbst bei niedrigen Zugspannungen führen. Unter-suchungen mit Keilabspannklemmen haben gezeigt, dass die sprunghafte Abnahme der Querkraft am Ende des Keils ebenfalls bei sehr hohen Zugkräften zu einer Zerstörung der Verbundwerkstoffdrähte führen kann. Siehe auch Sicherheitshinweise auf Seiten 4 ff.
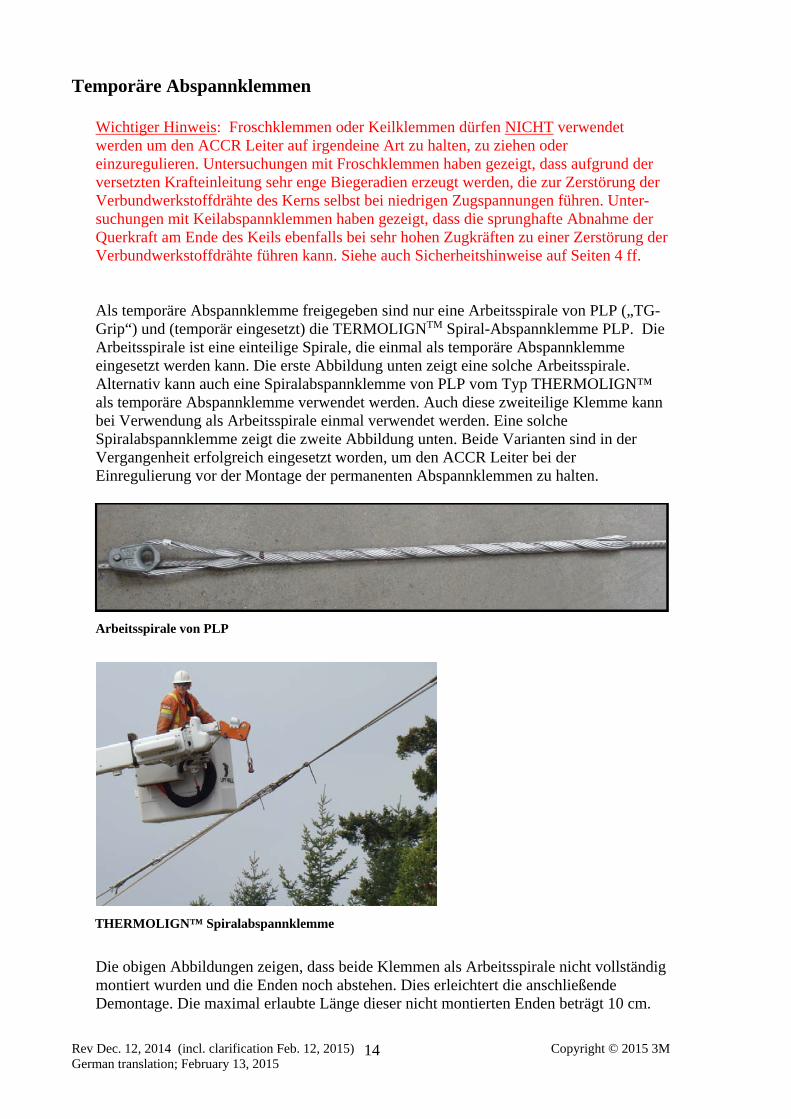
Als temporäre Abspannklemme freigegeben sind nur eine Arbeitsspirale von PLP („TG-Grip“) und (temporär eingesetzt) die TERMOLIGNTM Spiral-Abspannklemme PLP. Die Arbeitsspirale ist eine einteilige Spirale, die einmal als temporäre Abspannklemme eingesetzt werden kann. Die erste Abbildung unten zeigt eine solche Arbeitsspirale. Alternativ kann auch eine Spiralabspannklemme von PLP vom Typ THERMOLIGN™ als temporäre Abspannklemme verwendet werden. Auch diese zweiteilige Klemme kann bei Verwendung als Arbeitsspirale einmal verwendet werden. Eine solche Spiralabspannklemme zeigt die zweite Abbildung unten. Beide Varianten sind in der Vergangenheit erfolgreich eingesetzt worden, um den ACCR Leiter bei der Einregulierung vor der Montage der permanenten Abspannklemmen zu halten.
Arbeitsspirale von PLP
THERMOLIGN™ Spiralabspannklemme
Die obigen Abbildungen zeigen, dass beide Klemmen als Arbeitsspirale nicht vollständig montiert wurden und die Enden noch abstehen. Dies erleichtert die anschließende Demontage. Die maximal erlaubte Länge dieser nicht montierten Enden beträgt 10 cm.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
15
Diese Arbeitsklemmen müssen immer verwendet werden, wenn der ACCR Leiter gehalten werden muss, einschließlich des Einsatzes beim Isolatoraustausch oder -Wartung falls die Seilspannung vorübergehend erniedrigt werden soll. Beim Einsatz der TG-Grip Arbeitsspirale ist die Verwendung einer Gabelkausche erforderlich.
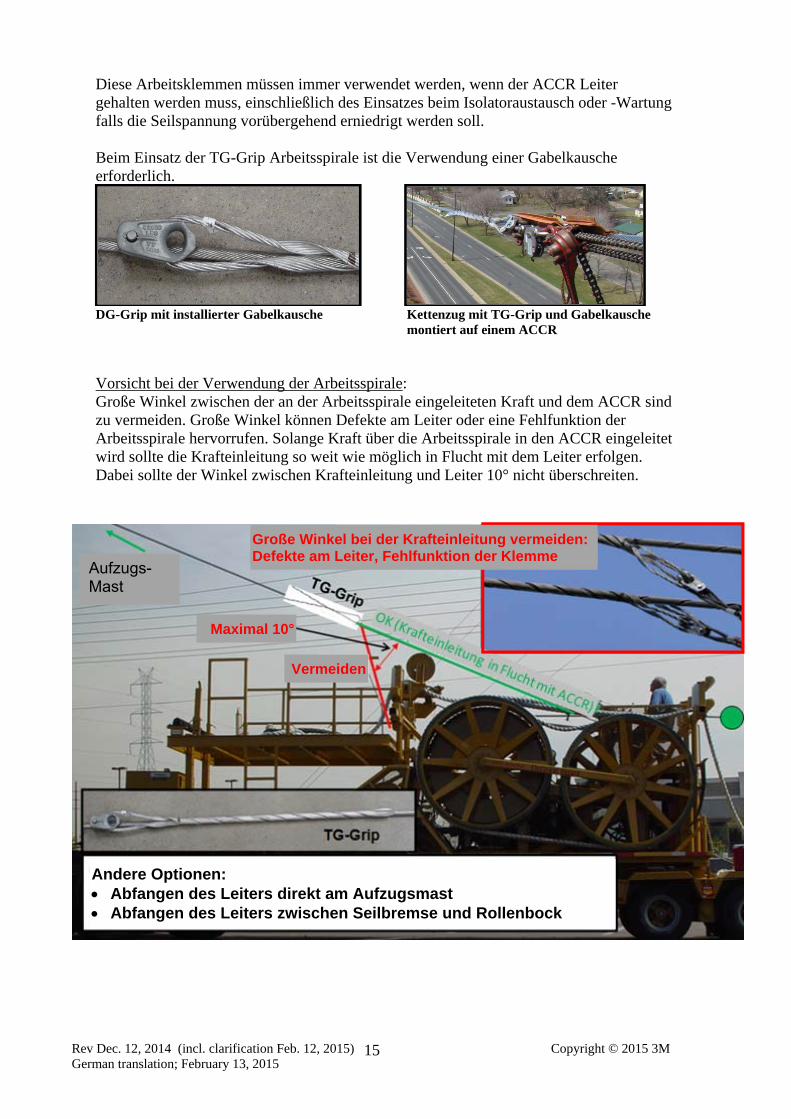
DG-Grip mit installierter Gabelkausche Kettenzug mit TG-Grip und Gabelkausche montiert auf einem ACCR Vorsicht bei der Verwendung der Arbeitsspirale: Große Winkel zwischen der an der Arbeitsspirale eingeleiteten Kraft und dem ACCR sind zu vermeiden. Große Winkel können Defekte am Leiter oder eine Fehlfunktion der Arbeitsspirale hervorrufen. Solange Kraft über die Arbeitsspirale in den ACCR eingeleitet wird sollte die Krafteinleitung so weit wie möglich in Flucht mit dem Leiter erfolgen. Dabei sollte der Winkel zwischen Krafteinleitung und Leiter 10° nicht überschreiten.
Große Winkel bei der Krafteinleitung vermeiden: Defekte am Leiter, Fehlfunktion der Klemme
Vermeiden
Maximal 10°
Andere Optionen: Abfangen des Leiters direkt am Aufzugsmast Abfangen des Leiters zwischen Seilbremse und Rollenbock
Aufzugs-Mast
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
16
Seilschneider Jede Art Seilschneider, die für Al/St- oder Aldrey Leiter entwickelt wurde, kann für ACCR Leiter eingesetzt werden. Vor dem Schneiden sind die äußeren Lagen des Leiters mit Klebeband zu sichern, um eine Auflockerung dieser Lagen zu verhindern.
Erdungsklemmen
Typische Erdungsklemmen, die bei anderen Leitern eingesetzt werden, sind auch mit dem ACCR Leiter kompatibel. Bei der Auswahl ist auf eine ausreichende Größe zu achten. Im Zweifelsfall halten Sie bitte Rücksprache mit 3M. Die Abbildung rechts zeigt eine typische Erdungsklemme auf einem ACCR 795
Rollenerden
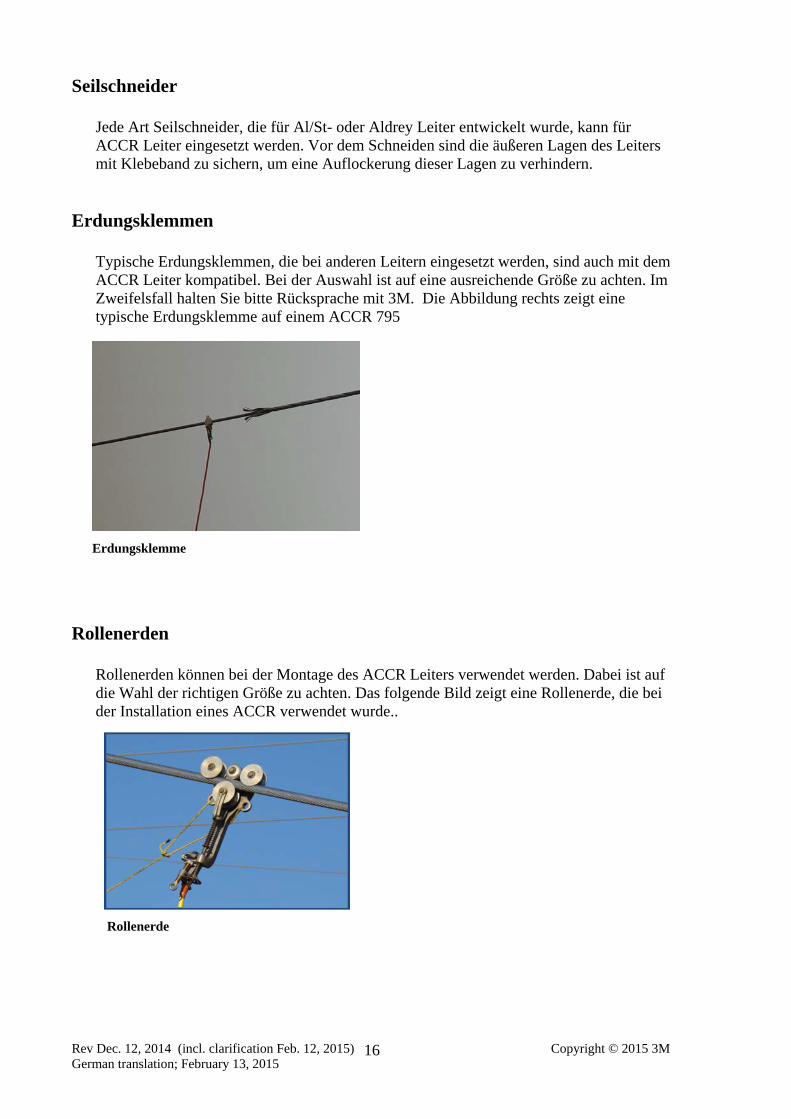
Rollenerden können bei der Montage des ACCR Leiters verwendet werden. Dabei ist auf die Wahl der richtigen Größe zu achten. Das folgende Bild zeigt eine Rollenerde, die bei der Installation eines ACCR verwendet wurde..
Erdungsklemme
Rollenerde
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
17
5. Installationsprozedur und Ausrüstung Seilzug
Die empfohlene Methode für den Seilzug ist der klassische Seilzug (engl. „tension stringing“), bei dem der Leiter unter Zugspannung gezogen wird und eine Berührung des Bodens oder gar ein Schleifen über dem Boden verhindert wird. Bei einer andere Art des Seilzuges (engl. “slack stringing”) wird der Leiter auf den Boden abgerollt und später von dort aus montiert. Diese Methode wird ausdrücklich nicht empfohlen. Es ist erforderlich, dass das Installationsunternehmen oder der Energieversorger, der den ACCR installiert, das richtige Arbeitsgerät auswählt, um für eine ausreichend hohe Zugspannung im ACCR Leiter zu sorgen. Der ACCR darf beim Seilzug nicht über den Boden schleifen, Bäume, Gebäude, Schutzkonstruktionen etc. berühren. Auf der anderen Seite kann die Kombination einer zu hohen Zugspannung mit kleinen Biegeradien wie z.B. durch die Verwendung kleiner Seilräder zu einer Beschädigung der Verbundwerkstoffdrähte im Kern des ACCR Leiters führen. Befragen Sie 3M bezüglich der Empfehlung geeigneter Laufrollendurchmesser bezüglich jeder individuellen Installation. Die Bremsmaschine sollte in einer Entfernung vom Aufzugsmast aufgestellt werden, die dem dreifachen der Höhe des Aufhängepunktes an diesem Mast entspricht. Jede Maßnahme diese Vorgabe einzuhalten sollte ergriffen werden, um den Winkel am Aufhängepunkt des Aufzugsmastes so gering wie möglich zu halten. Die Erfahrung zeigt, dass die Einzugsgeschwindigkeit ein wichtiger Faktor für einen reibungslosen Seilzug ist. ACCR sollte mit einer Geschwindigkeit von 5 bis 8 km/h eingezogen werden. Diese Geschwindigkeit ermöglicht ein sanftes Durchfahren der Ziehstrümpfe durch die Seilrollen. Ein langsameres Tempo kann starke Schwingungen der Seilräder und ggf. der Isolatorketten bewirken. Ein höheres Tempo erhöht das Gefahrenmoment im Falle einer Fehlfunktion.
Einregulierung
Die Regulierungsmethoden, die bisher bei der Installation von ACCR eingesetzt wurden schließt die „Sichtlinienmethode“ und die „Methode der Wellenreflexion“ mit ein. Die Regulierungsmethoden für ACCR sind denen für andere Leiter sehr ähnlich. Unabhängig davon, ob die Pressabspannklemme von AFL oder die Spiralabspannklemme THERMOLIGN™ von PLP eingesetzt wird, muss die Arbeitsspirale (s.o.) mindestens 5 m bis 6 m vom (Feld-nahem) Endpunkt der Isolator-Kette entfernt montiert werden. Nach der Einregulierung des ACCR Leiters können dann die endgültigen Abspannklemmen montiert werden. Durch den Abstand von 5 m bis 6 m wird eine ausreichende Länge ACCR Leiter zugentlastet und kann zur Montage der Abspannklemme hinreichend bewegt werden. Die Montage der Abspannklemme wird in den nächsten Abschnitten beschrieben. Der maximal erlaubte Zeitraum zwischen Seilzug, bei dem der ACCR in seine endgültige Position gebracht wird und in Rollen hängt und dem Zeitpunkt der Leiterregulage auf den spezifizierten Durchhang beträgt 72 Stunden.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
18
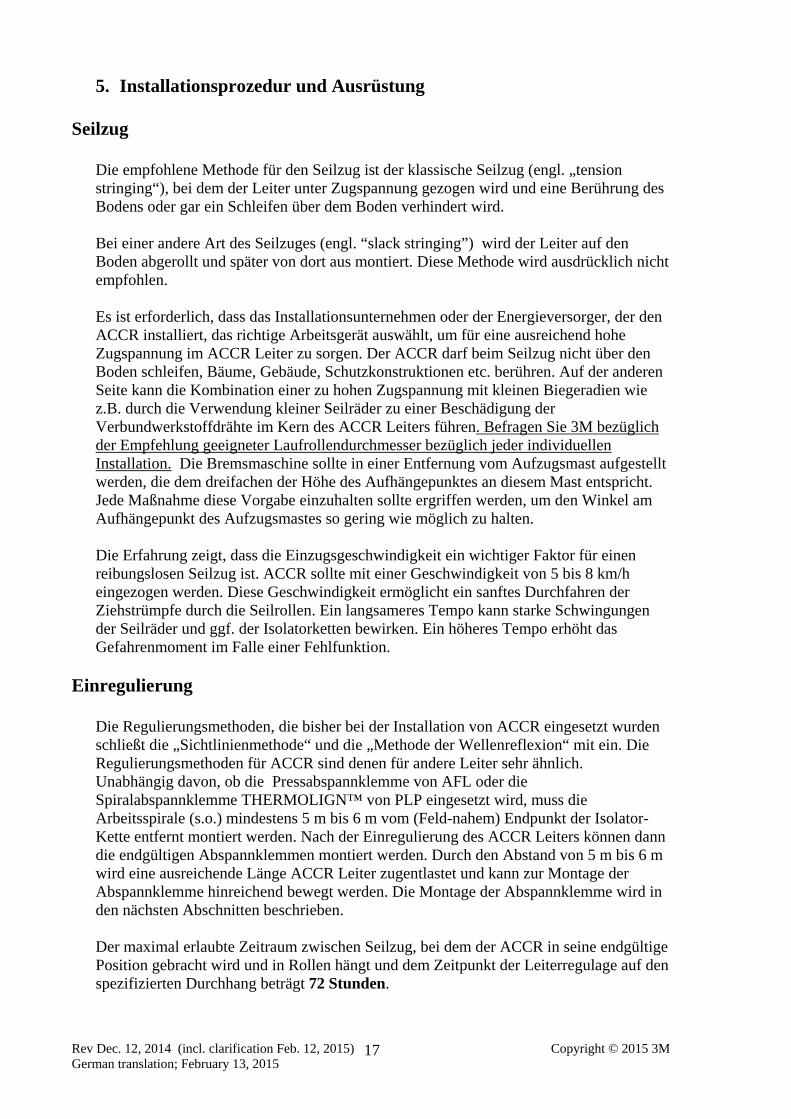
Montage der Abspannklemmen Pressabspannklemmen
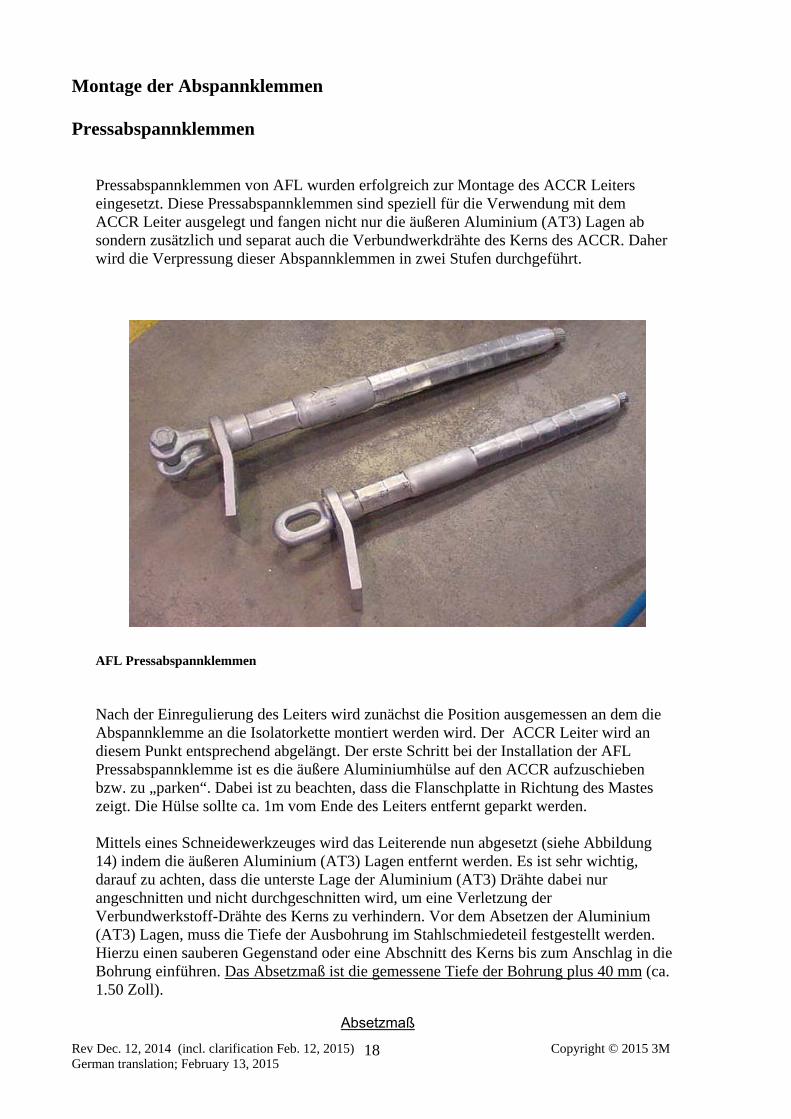
Pressabspannklemmen von AFL wurden erfolgreich zur Montage des ACCR Leiters eingesetzt. Diese Pressabspannklemmen sind speziell für die Verwendung mit dem ACCR Leiter ausgelegt und fangen nicht nur die äußeren Aluminium (AT3) Lagen ab sondern zusätzlich und separat auch die Verbundwerkdrähte des Kerns des ACCR. Daher wird die Verpressung dieser Abspannklemmen in zwei Stufen durchgeführt. AFL Pressabspannklemmen Nach der Einregulierung des Leiters wird zunächst die Position ausgemessen an dem die Abspannklemme an die Isolatorkette montiert werden wird. Der ACCR Leiter wird an diesem Punkt entsprechend abgelängt. Der erste Schritt bei der Installation der AFL Pressabspannklemme ist es die äußere Aluminiumhülse auf den ACCR aufzuschieben bzw. zu „parken“. Dabei ist zu beachten, dass die Flanschplatte in Richtung des Mastes zeigt. Die Hülse sollte ca. 1m vom Ende des Leiters entfernt geparkt werden. Mittels eines Schneidewerkzeuges wird das Leiterende nun abgesetzt (siehe Abbildung 14) indem die äußeren Aluminium (AT3) Lagen entfernt werden. Es ist sehr wichtig, darauf zu achten, dass die unterste Lage der Aluminium (AT3) Drähte dabei nur angeschnitten und nicht durchgeschnitten wird, um eine Verletzung der Verbundwerkstoff-Drähte des Kerns zu verhindern. Vor dem Absetzen der Aluminium (AT3) Lagen, muss die Tiefe der Ausbohrung im Stahlschmiedeteil festgestellt werden. Hierzu einen sauberen Gegenstand oder eine Abschnitt des Kerns bis zum Anschlag in die Bohrung einführen. Das Absetzmaß ist die gemessene Tiefe der Bohrung plus 40 mm (ca. 1.50 Zoll).
Absetzmaß
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
19
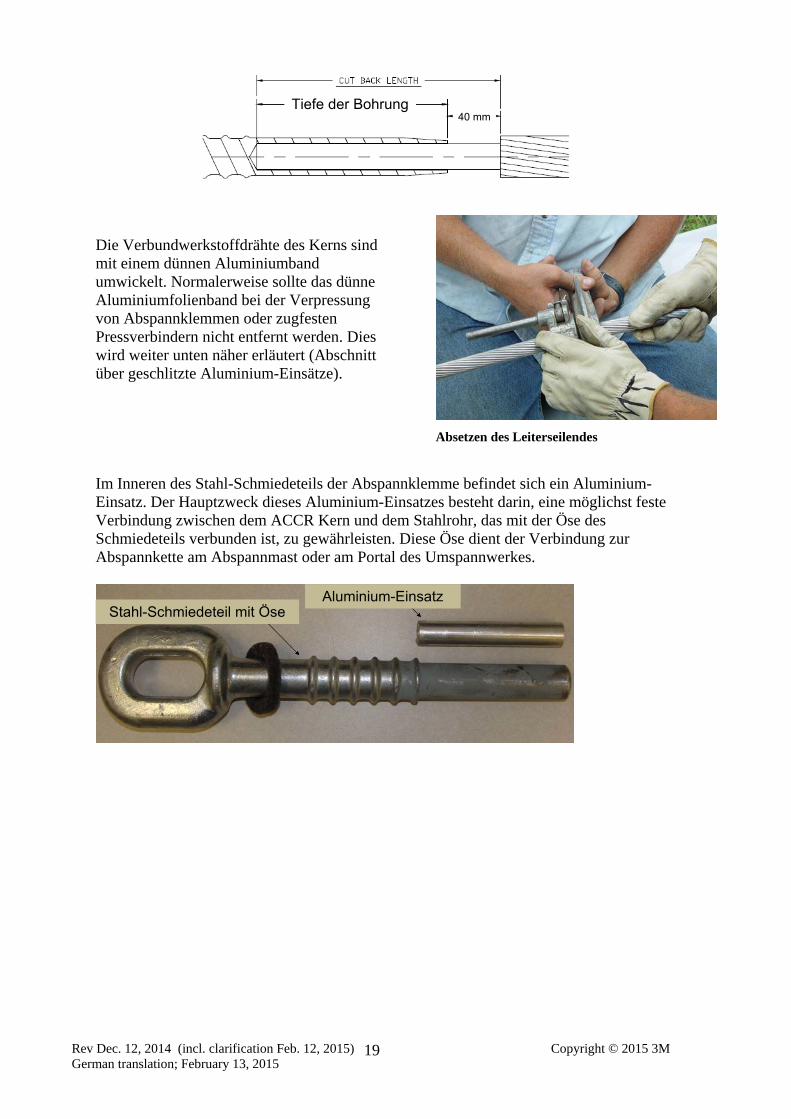
Die Verbundwerkstoffdrähte des Kerns sind mit einem dünnen Aluminiumband umwickelt. Normalerweise sollte das dünne Aluminiumfolienband bei der Verpressung von Abspannklemmen oder zugfesten Pressverbindern nicht entfernt werden. Dies wird weiter unten näher erläutert (Abschnitt über geschlitzte Aluminium-Einsätze). Im Inneren des Stahl-Schmiedeteils der Abspannklemme befindet sich ein Aluminium-Einsatz. Der Hauptzweck dieses Aluminium-Einsatzes besteht darin, eine möglichst feste Verbindung zwischen dem ACCR Kern und dem Stahlrohr, das mit der Öse des Schmiedeteils verbunden ist, zu gewährleisten. Diese Öse dient der Verbindung zur Abspannkette am Abspannmast oder am Portal des Umspannwerkes.
Absetzen des Leiterseilendes
Stahl-Schmiedeteil mit Öse Aluminium-Einsatz
Tiefe der Bohrung40 mm
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
20
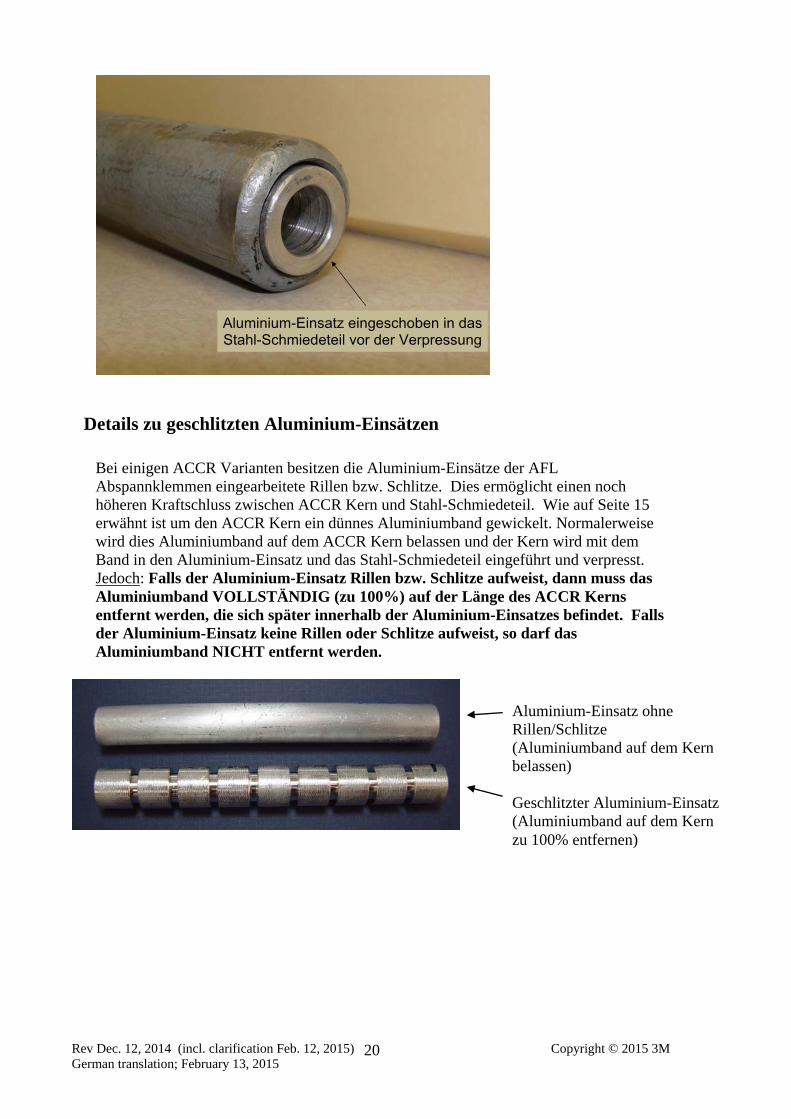
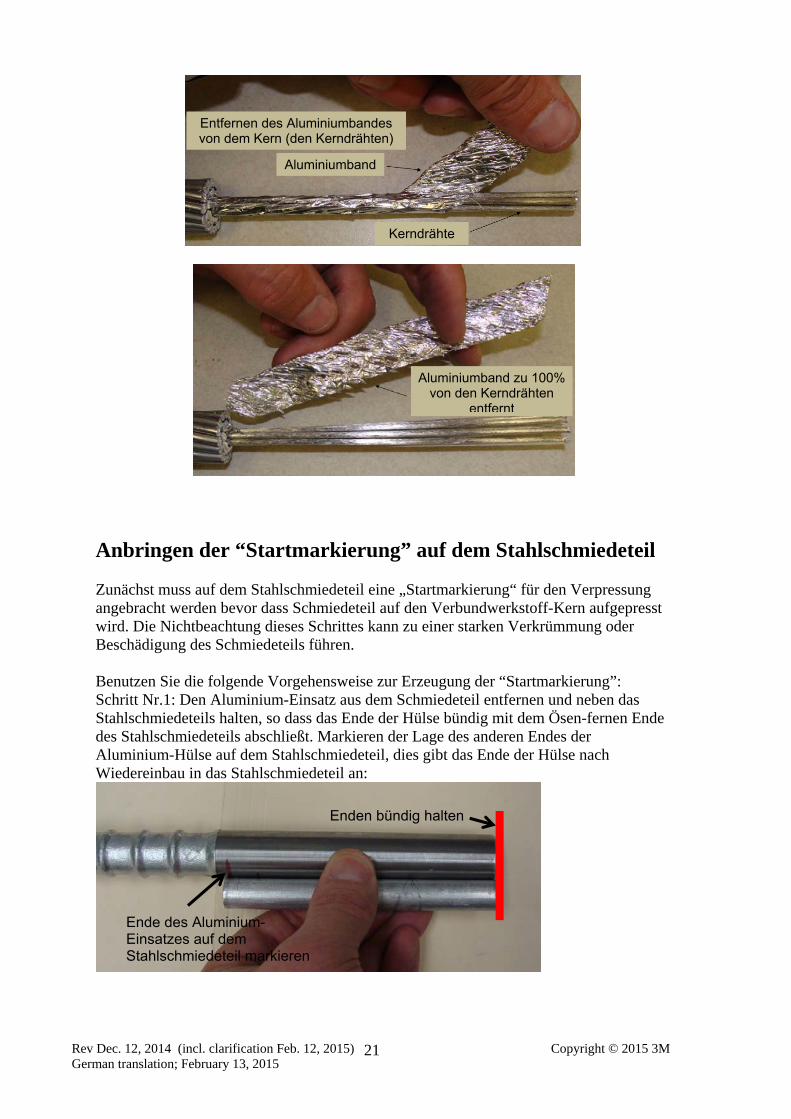
Details zu geschlitzten Aluminium-Einsätzen Bei einigen ACCR Varianten besitzen die Aluminium-Einsätze der AFL Abspannklemmen eingearbeitete Rillen bzw. Schlitze. Dies ermöglicht einen noch höheren Kraftschluss zwischen ACCR Kern und Stahl-Schmiedeteil. Wie auf Seite 15 erwähnt ist um den ACCR Kern ein dünnes Aluminiumband gewickelt. Normalerweise wird dies Aluminiumband auf dem ACCR Kern belassen und der Kern wird mit dem Band in den Aluminium-Einsatz und das Stahl-Schmiedeteil eingeführt und verpresst. Jedoch: Falls der Aluminium-Einsatz Rillen bzw. Schlitze aufweist, dann muss das Aluminiumband VOLLSTÄNDIG (zu 100%) auf der Länge des ACCR Kerns entfernt werden, die sich später innerhalb der Aluminium-Einsatzes befindet. Falls der Aluminium-Einsatz keine Rillen oder Schlitze aufweist, so darf das Aluminiumband NICHT entfernt werden.
Aluminium-Einsatz eingeschoben in das Stahl-Schmiedeteil vor der Verpressung
Aluminium-Einsatz ohne Rillen/Schlitze (Aluminiumband auf dem Kern belassen) Geschlitzter Aluminium-Einsatz (Aluminiumband auf dem Kern zu 100% entfernen)
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
21
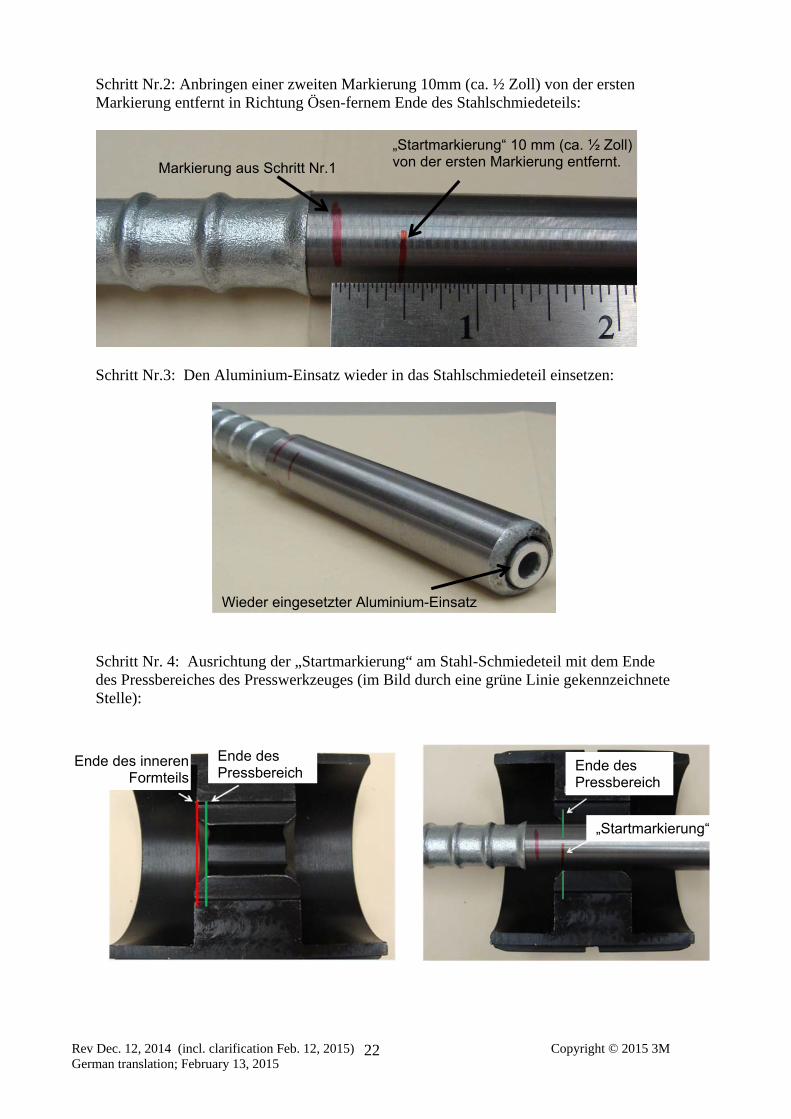
Anbringen der “Startmarkierung” auf dem Stahlschmiedeteil Zunächst muss auf dem Stahlschmiedeteil eine „Startmarkierung“ für den Verpressung angebracht werden bevor dass Schmiedeteil auf den Verbundwerkstoff-Kern aufgepresst wird. Die Nichtbeachtung dieses Schrittes kann zu einer starken Verkrümmung oder Beschädigung des Schmiedeteils führen. Benutzen Sie die folgende Vorgehensweise zur Erzeugung der “Startmarkierung”: Schritt Nr.1: Den Aluminium-Einsatz aus dem Schmiedeteil entfernen und neben das Stahlschmiedeteils halten, so dass das Ende der Hülse bündig mit dem Ösen-fernen Ende des Stahlschmiedeteils abschließt. Markieren der Lage des anderen Endes der Aluminium-Hülse auf dem Stahlschmiedeteil, dies gibt das Ende der Hülse nach Wiedereinbau in das Stahlschmiedeteil an:
Enden bündig halten
Ende des Aluminium- Einsatzes auf dem Stahlschmiedeteil markieren
Entfernen des Aluminiumbandes von dem Kern (den Kerndrähten)
Aluminiumband
Kerndrähte
Aluminiumband zu 100% von den Kerndrähten
entfernt
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
22
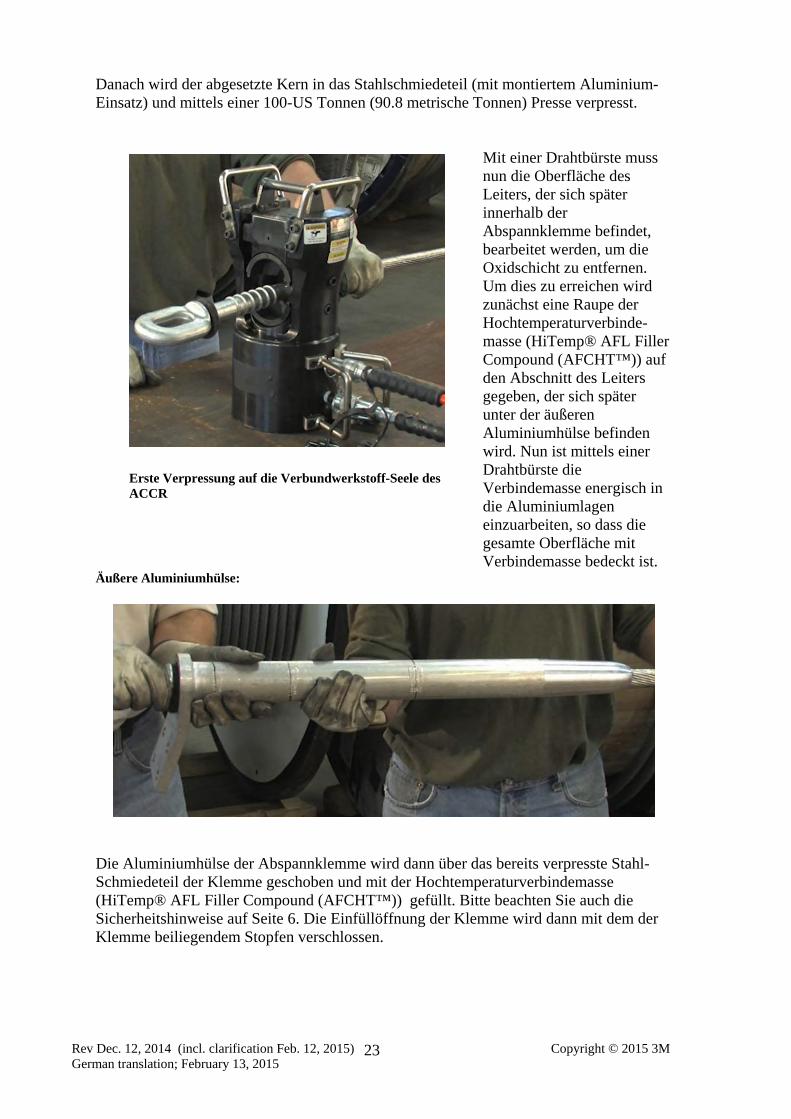
Schritt Nr.2: Anbringen einer zweiten Markierung 10mm (ca. ½ Zoll) von der ersten Markierung entfernt in Richtung Ösen-fernem Ende des Stahlschmiedeteils:
Schritt Nr.3: Den Aluminium-Einsatz wieder in das Stahlschmiedeteil einsetzen:
Schritt Nr. 4: Ausrichtung der „Startmarkierung“ am Stahl-Schmiedeteil mit dem Ende des Pressbereiches des Presswerkzeuges (im Bild durch eine grüne Linie gekennzeichnete Stelle):
Markierung aus Schritt Nr.1
„Startmarkierung“ 10 mm (ca. ½ Zoll) von der ersten Markierung entfernt.
Wieder eingesetzter Aluminium-Einsatz
Ende des Pressbereich
Ende des inneren Formteils
„Startmarkierung“
Ende des Pressbereich
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
23
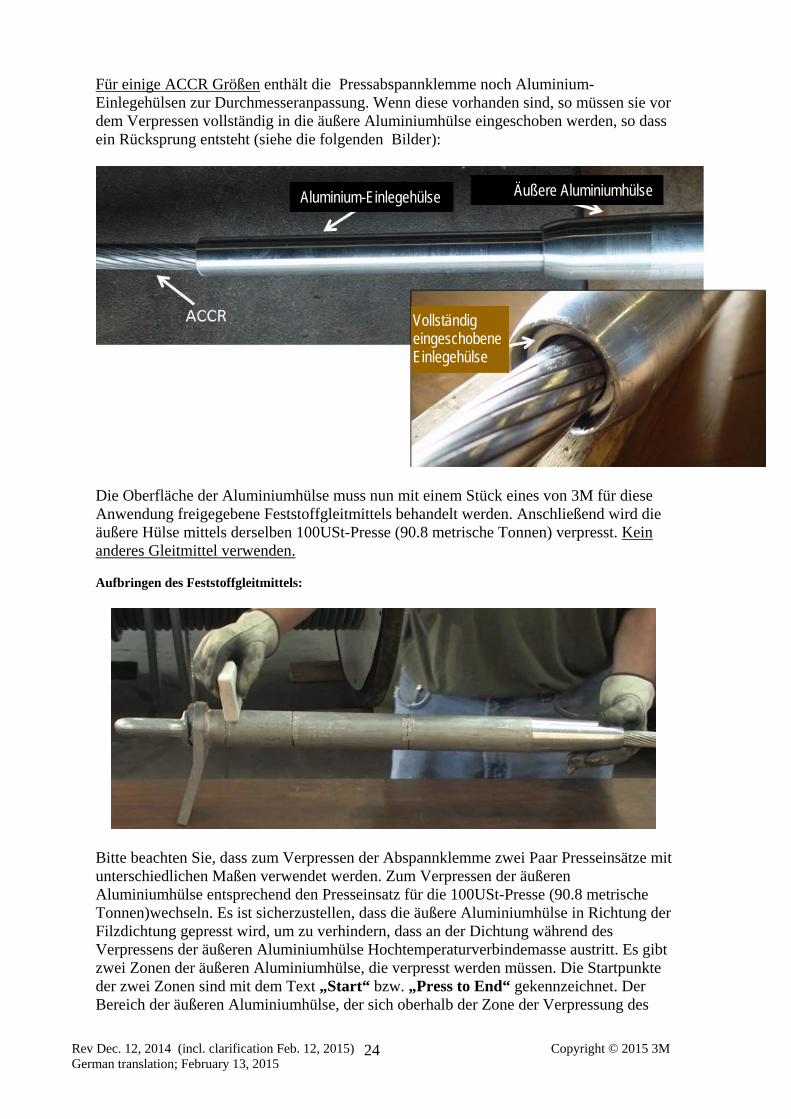
Danach wird der abgesetzte Kern in das Stahlschmiedeteil (mit montiertem Aluminium-Einsatz) und mittels einer 100-US Tonnen (90.8 metrische Tonnen) Presse verpresst.
Mit einer Drahtbürste muss nun die Oberfläche des Leiters, der sich später innerhalb der Abspannklemme befindet, bearbeitet werden, um die Oxidschicht zu entfernen. Um dies zu erreichen wird zunächst eine Raupe der Hochtemperaturverbinde-masse (HiTemp® AFL Filler Compound (AFCHT™)) auf den Abschnitt des Leiters gegeben, der sich später unter der äußeren Aluminiumhülse befinden wird. Nun ist mittels einer Drahtbürste die Verbindemasse energisch in die Aluminiumlagen einzuarbeiten, so dass die gesamte Oberfläche mit Verbindemasse bedeckt ist.
Äußere Aluminiumhülse:
Die Aluminiumhülse der Abspannklemme wird dann über das bereits verpresste Stahl-Schmiedeteil der Klemme geschoben und mit der Hochtemperaturverbindemasse (HiTemp® AFL Filler Compound (AFCHT™)) gefüllt. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6. Die Einfüllöffnung der Klemme wird dann mit dem der Klemme beiliegendem Stopfen verschlossen.
Erste Verpressung auf die Verbundwerkstoff-Seele des ACCR
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
24
Für einige ACCR Größen enthält die Pressabspannklemme noch Aluminium-Einlegehülsen zur Durchmesseranpassung. Wenn diese vorhanden sind, so müssen sie vor dem Verpressen vollständig in die äußere Aluminiumhülse eingeschoben werden, so dass ein Rücksprung entsteht (siehe die folgenden Bilder):
Die Oberfläche der Aluminiumhülse muss nun mit einem Stück eines von 3M für diese Anwendung freigegebene Feststoffgleitmittels behandelt werden. Anschließend wird die äußere Hülse mittels derselben 100USt-Presse (90.8 metrische Tonnen) verpresst. Kein anderes Gleitmittel verwenden. Aufbringen des Feststoffgleitmittels:
Bitte beachten Sie, dass zum Verpressen der Abspannklemme zwei Paar Presseinsätze mit unterschiedlichen Maßen verwendet werden. Zum Verpressen der äußeren Aluminiumhülse entsprechend den Presseinsatz für die 100USt-Presse (90.8 metrische Tonnen)wechseln. Es ist sicherzustellen, dass die äußere Aluminiumhülse in Richtung der Filzdichtung gepresst wird, um zu verhindern, dass an der Dichtung während des Verpressens der äußeren Aluminiumhülse Hochtemperaturverbindemasse austritt. Es gibt zwei Zonen der äußeren Aluminiumhülse, die verpresst werden müssen. Die Startpunkte der zwei Zonen sind mit dem Text „Start“ bzw. „Press to End“ gekennzeichnet. Der Bereich der äußeren Aluminiumhülse, der sich oberhalb der Zone der Verpressung des
Aluminium-Einlegehülse Äußere Aluminiumhülse
Vollständig eingeschobene Einlegehülse
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
25
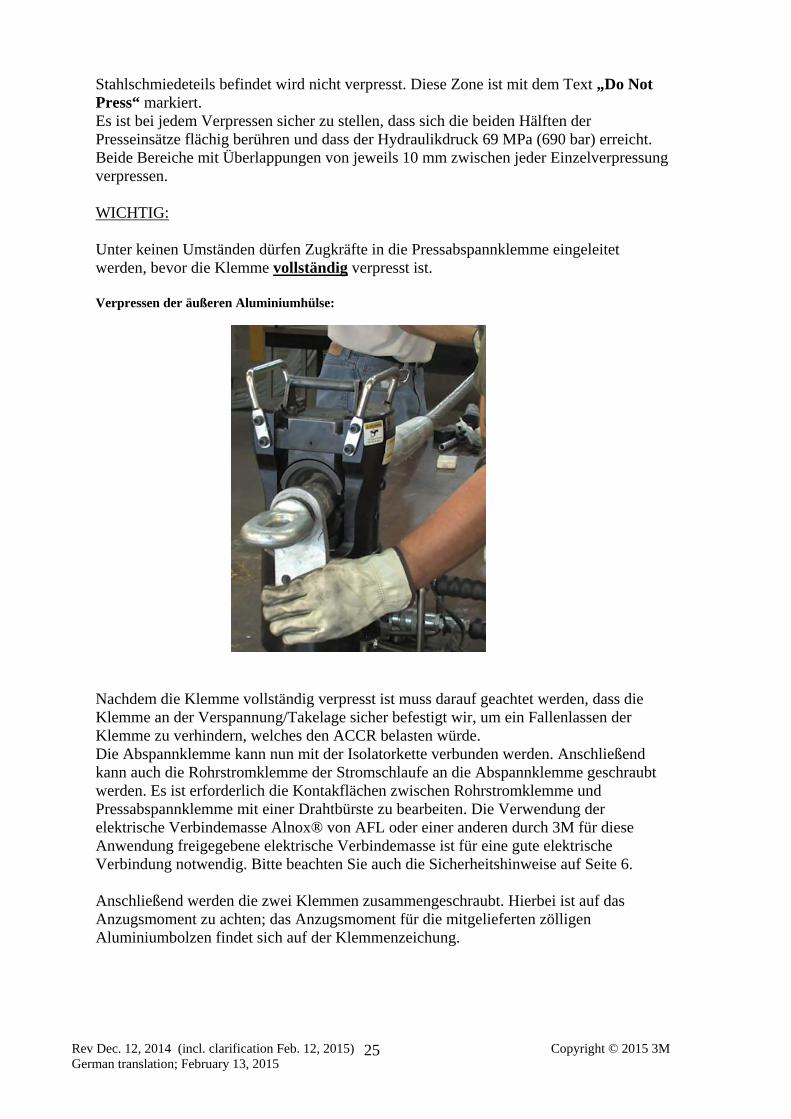
Stahlschmiedeteils befindet wird nicht verpresst. Diese Zone ist mit dem Text „Do Not Press“ markiert. Es ist bei jedem Verpressen sicher zu stellen, dass sich die beiden Hälften der Presseinsätze flächig berühren und dass der Hydraulikdruck 69 MPa (690 bar) erreicht. Beide Bereiche mit Überlappungen von jeweils 10 mm zwischen jeder Einzelverpressung verpressen. WICHTIG: Unter keinen Umständen dürfen Zugkräfte in die Pressabspannklemme eingeleitet werden, bevor die Klemme vollständig verpresst ist. Verpressen der äußeren Aluminiumhülse:
Nachdem die Klemme vollständig verpresst ist muss darauf geachtet werden, dass die Klemme an der Verspannung/Takelage sicher befestigt wir, um ein Fallenlassen der Klemme zu verhindern, welches den ACCR belasten würde. Die Abspannklemme kann nun mit der Isolatorkette verbunden werden. Anschließend kann auch die Rohrstromklemme der Stromschlaufe an die Abspannklemme geschraubt werden. Es ist erforderlich die Kontakflächen zwischen Rohrstromklemme und Pressabspannklemme mit einer Drahtbürste zu bearbeiten. Die Verwendung der elektrische Verbindemasse Alnox® von AFL oder einer anderen durch 3M für diese Anwendung freigegebene elektrische Verbindemasse ist für eine gute elektrische Verbindung notwendig. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6. Anschließend werden die zwei Klemmen zusammengeschraubt. Hierbei ist auf das Anzugsmoment zu achten; das Anzugsmoment für die mitgelieferten zölligen Aluminiumbolzen findet sich auf der Klemmenzeichung.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
26
THERMOLIGN™ Spiralabspannklemme
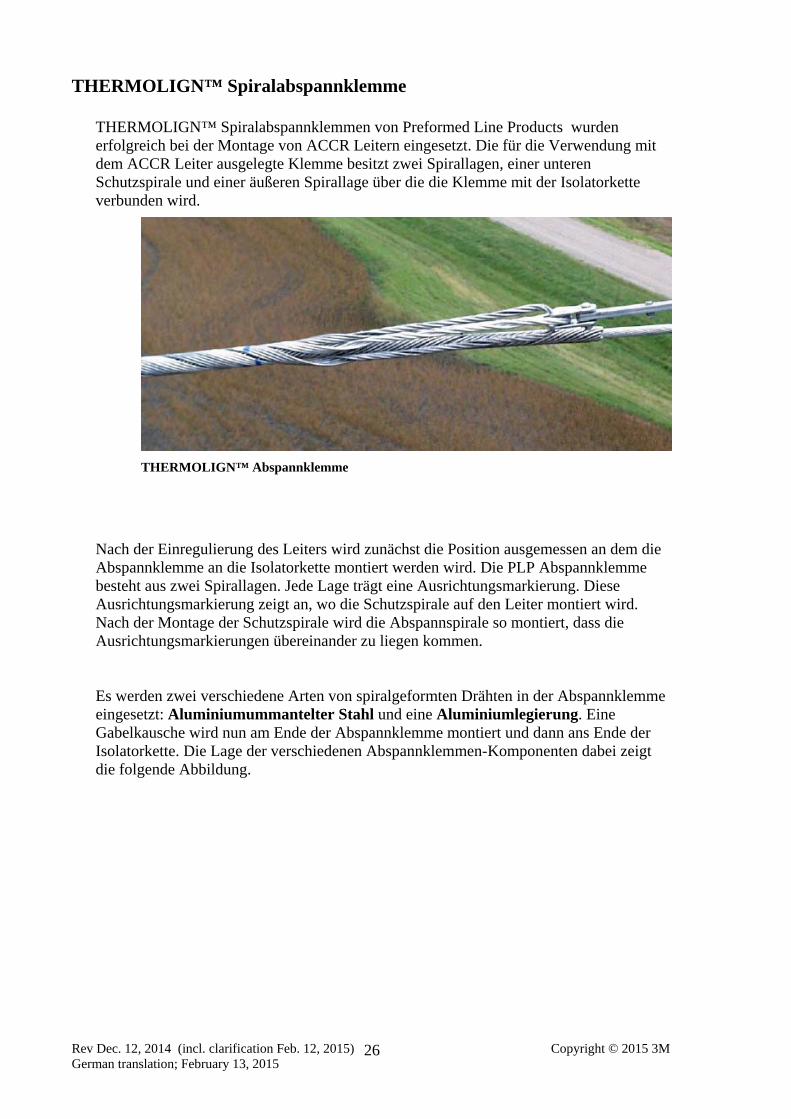
THERMOLIGN™ Spiralabspannklemmen von Preformed Line Products wurden erfolgreich bei der Montage von ACCR Leitern eingesetzt. Die für die Verwendung mit dem ACCR Leiter ausgelegte Klemme besitzt zwei Spirallagen, einer unteren Schutzspirale und einer äußeren Spirallage über die die Klemme mit der Isolatorkette verbunden wird. Nach der Einregulierung des Leiters wird zunächst die Position ausgemessen an dem die Abspannklemme an die Isolatorkette montiert werden wird. Die PLP Abspannklemme besteht aus zwei Spirallagen. Jede Lage trägt eine Ausrichtungsmarkierung. Diese Ausrichtungsmarkierung zeigt an, wo die Schutzspirale auf den Leiter montiert wird. Nach der Montage der Schutzspirale wird die Abspannspirale so montiert, dass die Ausrichtungsmarkierungen übereinander zu liegen kommen. Es werden zwei verschiedene Arten von spiralgeformten Drähten in der Abspannklemme eingesetzt: Aluminiumummantelter Stahl und eine Aluminiumlegierung. Eine Gabelkausche wird nun am Ende der Abspannklemme montiert und dann ans Ende der Isolatorkette. Die Lage der verschiedenen Abspannklemmen-Komponenten dabei zeigt die folgende Abbildung.
THERMOLIGN™ Abspannklemme
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
27
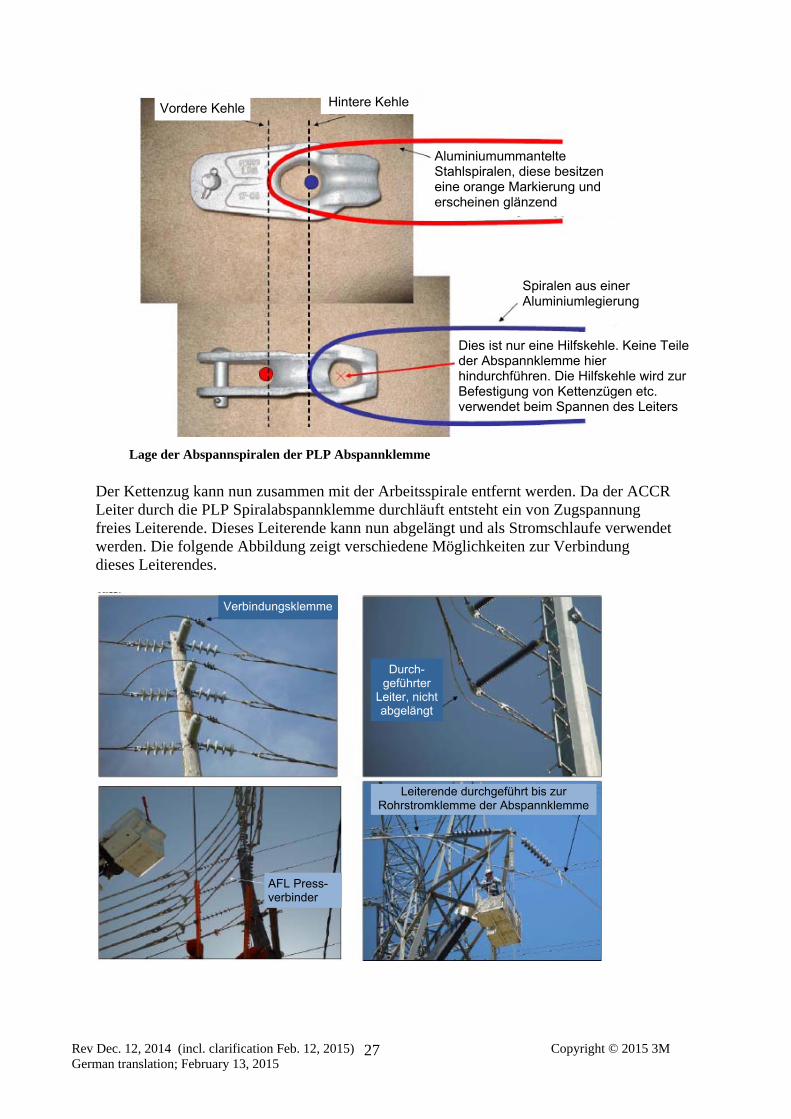
Der Kettenzug kann nun zusammen mit der Arbeitsspirale entfernt werden. Da der ACCR Leiter durch die PLP Spiralabspannklemme durchläuft entsteht ein von Zugspannung freies Leiterende. Dieses Leiterende kann nun abgelängt und als Stromschlaufe verwendet werden. Die folgende Abbildung zeigt verschiedene Möglichkeiten zur Verbindung dieses Leiterendes.
Lage der Abspannspiralen der PLP Abspannklemme
Vordere Kehle Hintere Kehle
Aluminiumummantelte Stahlspiralen, diese besitzen eine orange Markierung und erscheinen glänzend
Spiralen aus einer Aluminiumlegierung
Dies ist nur eine Hilfskehle. Keine Teile der Abspannklemme hier hindurchführen. Die Hilfskehle wird zur Befestigung von Kettenzügen etc. verwendet beim Spannen des Leiters
Verbindungsklemme
Durch- geführter
Leiter, nicht abgelängt
AFL Press-verbinder
Leiterende durchgeführt bis zur Rohrstromklemme der Abspannklemme
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
28
Zugfester Verbinder Pressverbinder
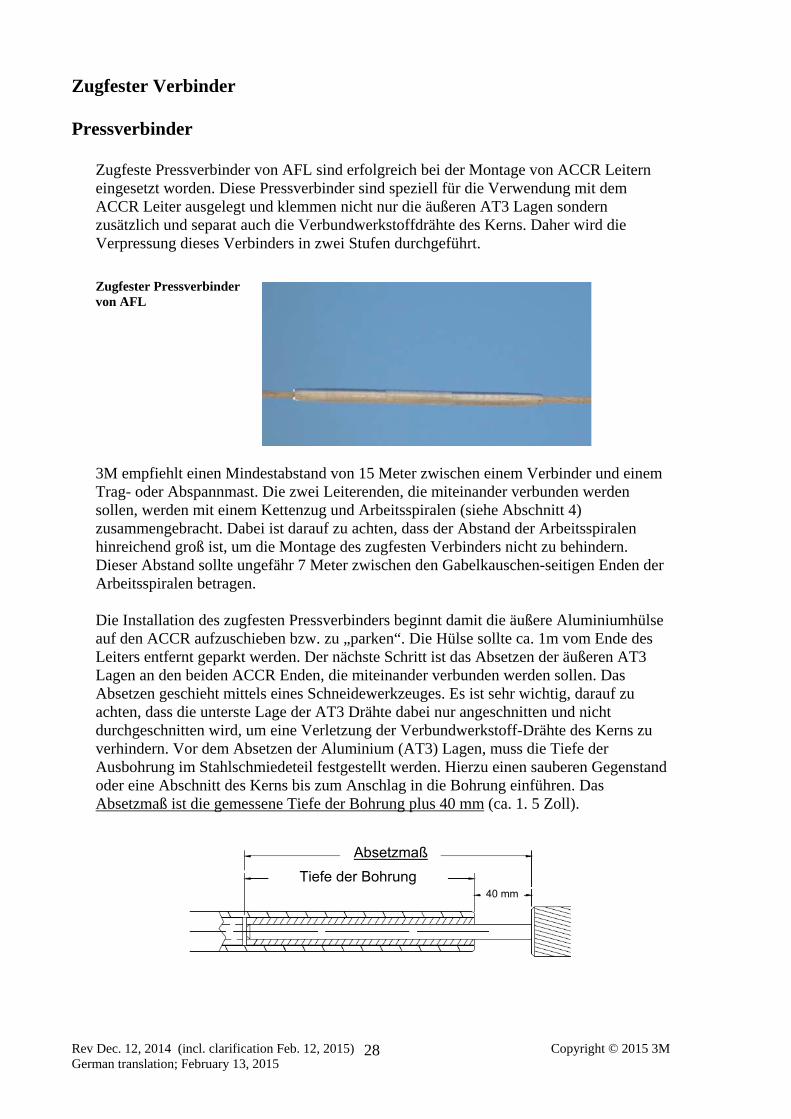
Zugfeste Pressverbinder von AFL sind erfolgreich bei der Montage von ACCR Leitern eingesetzt worden. Diese Pressverbinder sind speziell für die Verwendung mit dem ACCR Leiter ausgelegt und klemmen nicht nur die äußeren AT3 Lagen sondern zusätzlich und separat auch die Verbundwerkstoffdrähte des Kerns. Daher wird die Verpressung dieses Verbinders in zwei Stufen durchgeführt.
Zugfester Pressverbinder von AFL
3M empfiehlt einen Mindestabstand von 15 Meter zwischen einem Verbinder und einem Trag- oder Abspannmast. Die zwei Leiterenden, die miteinander verbunden werden sollen, werden mit einem Kettenzug und Arbeitsspiralen (siehe Abschnitt 4) zusammengebracht. Dabei ist darauf zu achten, dass der Abstand der Arbeitsspiralen hinreichend groß ist, um die Montage des zugfesten Verbinders nicht zu behindern. Dieser Abstand sollte ungefähr 7 Meter zwischen den Gabelkauschen-seitigen Enden der Arbeitsspiralen betragen. Die Installation des zugfesten Pressverbinders beginnt damit die äußere Aluminiumhülse auf den ACCR aufzuschieben bzw. zu „parken“. Die Hülse sollte ca. 1m vom Ende des Leiters entfernt geparkt werden. Der nächste Schritt ist das Absetzen der äußeren AT3 Lagen an den beiden ACCR Enden, die miteinander verbunden werden sollen. Das Absetzen geschieht mittels eines Schneidewerkzeuges. Es ist sehr wichtig, darauf zu achten, dass die unterste Lage der AT3 Drähte dabei nur angeschnitten und nicht durchgeschnitten wird, um eine Verletzung der Verbundwerkstoff-Drähte des Kerns zu verhindern. Vor dem Absetzen der Aluminium (AT3) Lagen, muss die Tiefe der Ausbohrung im Stahlschmiedeteil festgestellt werden. Hierzu einen sauberen Gegenstand oder eine Abschnitt des Kerns bis zum Anschlag in die Bohrung einführen. Das Absetzmaß ist die gemessene Tiefe der Bohrung plus 40 mm (ca. 1. 5 Zoll).
Absetzmaß
Tiefe der Bohrung 30 mm 40 mm
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
29
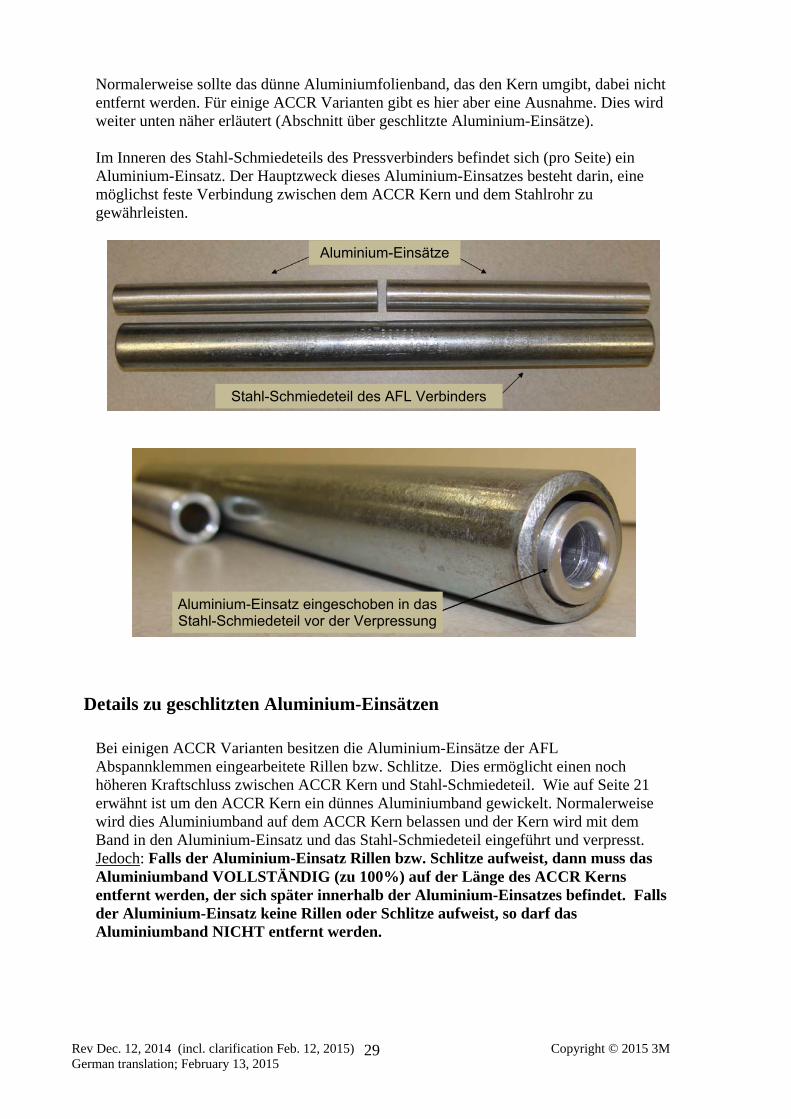
Normalerweise sollte das dünne Aluminiumfolienband, das den Kern umgibt, dabei nicht entfernt werden. Für einige ACCR Varianten gibt es hier aber eine Ausnahme. Dies wird weiter unten näher erläutert (Abschnitt über geschlitzte Aluminium-Einsätze). Im Inneren des Stahl-Schmiedeteils des Pressverbinders befindet sich (pro Seite) ein Aluminium-Einsatz. Der Hauptzweck dieses Aluminium-Einsatzes besteht darin, eine möglichst feste Verbindung zwischen dem ACCR Kern und dem Stahlrohr zu gewährleisten.
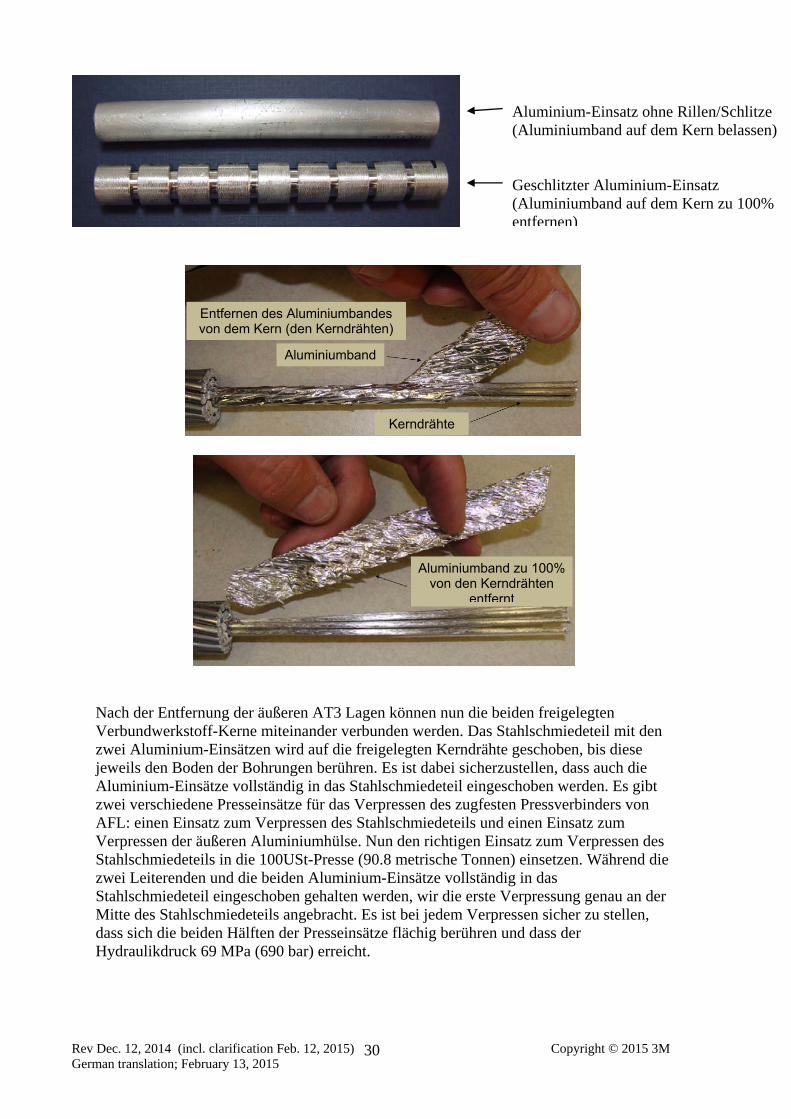
Details zu geschlitzten Aluminium-Einsätzen Bei einigen ACCR Varianten besitzen die Aluminium-Einsätze der AFL Abspannklemmen eingearbeitete Rillen bzw. Schlitze. Dies ermöglicht einen noch höheren Kraftschluss zwischen ACCR Kern und Stahl-Schmiedeteil. Wie auf Seite 21 erwähnt ist um den ACCR Kern ein dünnes Aluminiumband gewickelt. Normalerweise wird dies Aluminiumband auf dem ACCR Kern belassen und der Kern wird mit dem Band in den Aluminium-Einsatz und das Stahl-Schmiedeteil eingeführt und verpresst. Jedoch: Falls der Aluminium-Einsatz Rillen bzw. Schlitze aufweist, dann muss das Aluminiumband VOLLSTÄNDIG (zu 100%) auf der Länge des ACCR Kerns entfernt werden, der sich später innerhalb der Aluminium-Einsatzes befindet. Falls der Aluminium-Einsatz keine Rillen oder Schlitze aufweist, so darf das Aluminiumband NICHT entfernt werden.
Stahl-Schmiedeteil des AFL Verbinders
Aluminium-Einsätze
Aluminium-Einsatz eingeschoben in das Stahl-Schmiedeteil vor der Verpressung
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
30
Nach der Entfernung der äußeren AT3 Lagen können nun die beiden freigelegten Verbundwerkstoff-Kerne miteinander verbunden werden. Das Stahlschmiedeteil mit den zwei Aluminium-Einsätzen wird auf die freigelegten Kerndrähte geschoben, bis diese jeweils den Boden der Bohrungen berühren. Es ist dabei sicherzustellen, dass auch die Aluminium-Einsätze vollständig in das Stahlschmiedeteil eingeschoben werden. Es gibt zwei verschiedene Presseinsätze für das Verpressen des zugfesten Pressverbinders von AFL: einen Einsatz zum Verpressen des Stahlschmiedeteils und einen Einsatz zum Verpressen der äußeren Aluminiumhülse. Nun den richtigen Einsatz zum Verpressen des Stahlschmiedeteils in die 100USt-Presse (90.8 metrische Tonnen) einsetzen. Während die zwei Leiterenden und die beiden Aluminium-Einsätze vollständig in das Stahlschmiedeteil eingeschoben gehalten werden, wir die erste Verpressung genau an der Mitte des Stahlschmiedeteils angebracht. Es ist bei jedem Verpressen sicher zu stellen, dass sich die beiden Hälften der Presseinsätze flächig berühren und dass der Hydraulikdruck 69 MPa (690 bar) erreicht.
Aluminium-Einsatz ohne Rillen/Schlitze (Aluminiumband auf dem Kern belassen) Geschlitzter Aluminium-Einsatz (Aluminiumband auf dem Kern zu 100% entfernen)
Entfernen des Aluminiumbandes von dem Kern (den Kerndrähten)
Aluminiumband
Kerndrähte
Aluminiumband zu 100% von den Kerndrähten
entfernt
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
31
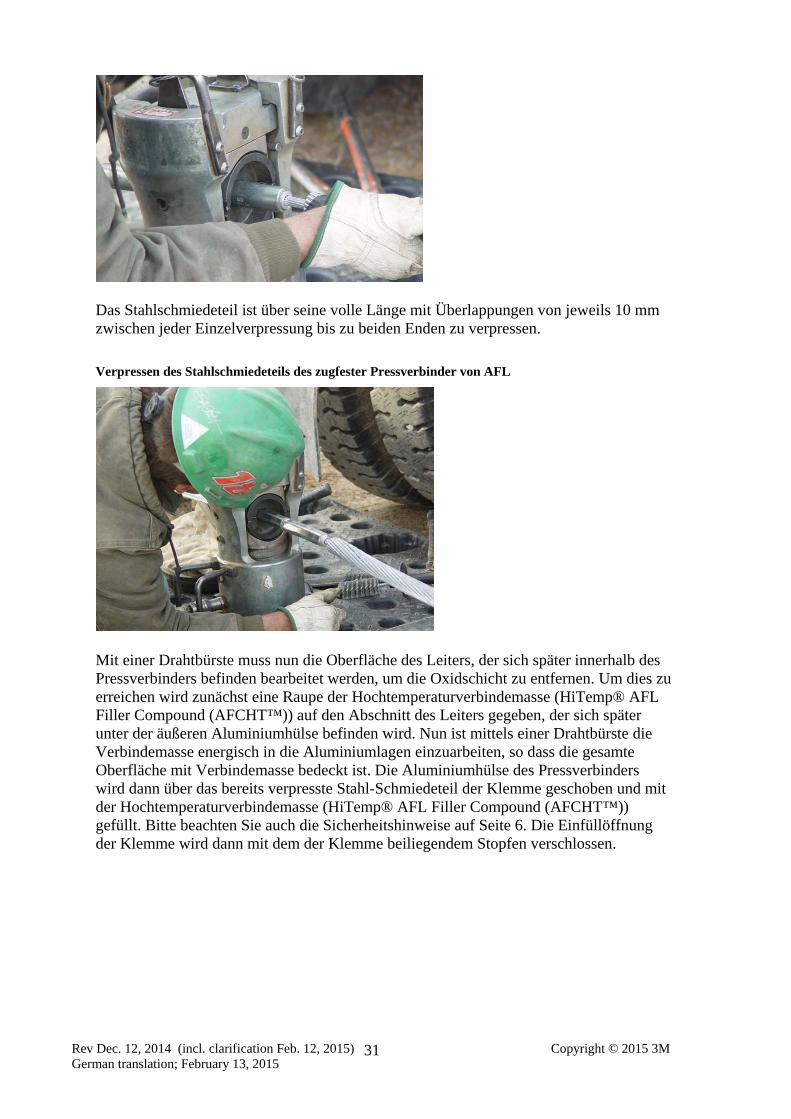
Das Stahlschmiedeteil ist über seine volle Länge mit Überlappungen von jeweils 10 mm zwischen jeder Einzelverpressung bis zu beiden Enden zu verpressen.
Verpressen des Stahlschmiedeteils des zugfester Pressverbinder von AFL
Mit einer Drahtbürste muss nun die Oberfläche des Leiters, der sich später innerhalb des Pressverbinders befinden bearbeitet werden, um die Oxidschicht zu entfernen. Um dies zu erreichen wird zunächst eine Raupe der Hochtemperaturverbindemasse (HiTemp® AFL Filler Compound (AFCHT™)) auf den Abschnitt des Leiters gegeben, der sich später unter der äußeren Aluminiumhülse befinden wird. Nun ist mittels einer Drahtbürste die Verbindemasse energisch in die Aluminiumlagen einzuarbeiten, so dass die gesamte Oberfläche mit Verbindemasse bedeckt ist. Die Aluminiumhülse des Pressverbinders wird dann über das bereits verpresste Stahl-Schmiedeteil der Klemme geschoben und mit der Hochtemperaturverbindemasse (HiTemp® AFL Filler Compound (AFCHT™)) gefüllt. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6. Die Einfüllöffnung der Klemme wird dann mit dem der Klemme beiliegendem Stopfen verschlossen.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
32
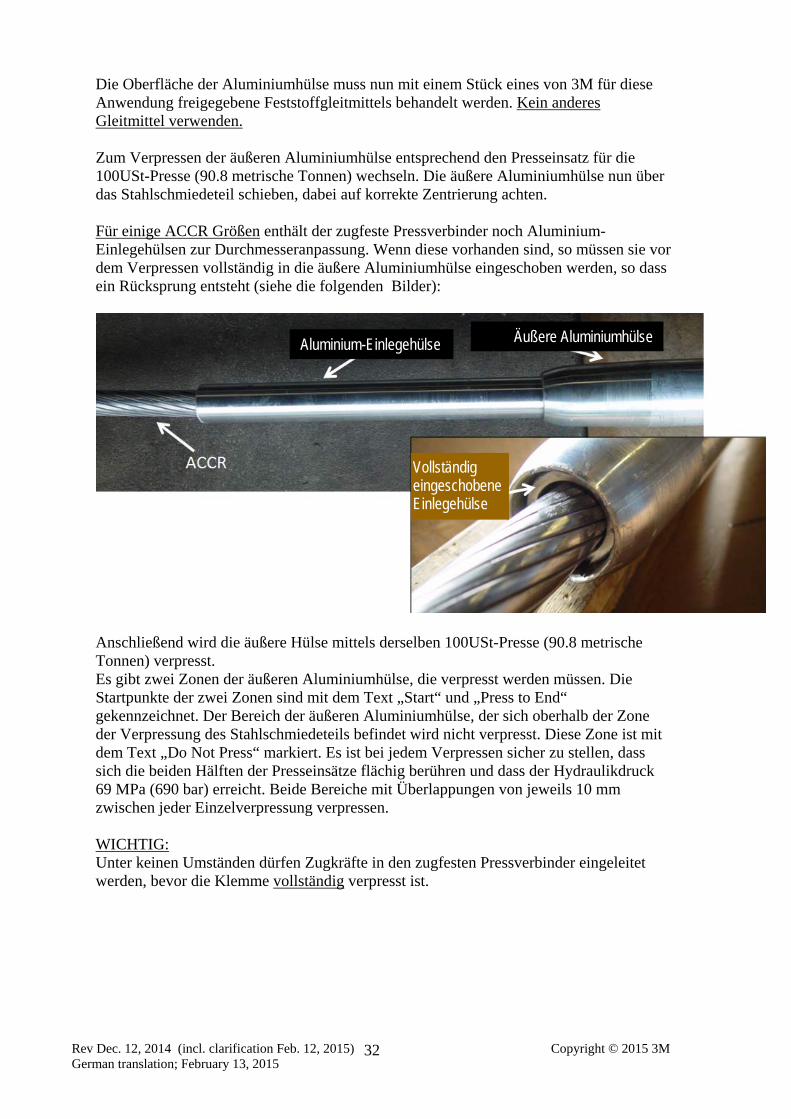
Die Oberfläche der Aluminiumhülse muss nun mit einem Stück eines von 3M für diese Anwendung freigegebene Feststoffgleitmittels behandelt werden. Kein anderes Gleitmittel verwenden. Zum Verpressen der äußeren Aluminiumhülse entsprechend den Presseinsatz für die 100USt-Presse (90.8 metrische Tonnen) wechseln. Die äußere Aluminiumhülse nun über das Stahlschmiedeteil schieben, dabei auf korrekte Zentrierung achten. Für einige ACCR Größen enthält der zugfeste Pressverbinder noch Aluminium-Einlegehülsen zur Durchmesseranpassung. Wenn diese vorhanden sind, so müssen sie vor dem Verpressen vollständig in die äußere Aluminiumhülse eingeschoben werden, so dass ein Rücksprung entsteht (siehe die folgenden Bilder):
Anschließend wird die äußere Hülse mittels derselben 100USt-Presse (90.8 metrische Tonnen) verpresst. Es gibt zwei Zonen der äußeren Aluminiumhülse, die verpresst werden müssen. Die Startpunkte der zwei Zonen sind mit dem Text „Start“ und „Press to End“ gekennzeichnet. Der Bereich der äußeren Aluminiumhülse, der sich oberhalb der Zone der Verpressung des Stahlschmiedeteils befindet wird nicht verpresst. Diese Zone ist mit dem Text „Do Not Press“ markiert. Es ist bei jedem Verpressen sicher zu stellen, dass sich die beiden Hälften der Presseinsätze flächig berühren und dass der Hydraulikdruck 69 MPa (690 bar) erreicht. Beide Bereiche mit Überlappungen von jeweils 10 mm zwischen jeder Einzelverpressung verpressen. WICHTIG: Unter keinen Umständen dürfen Zugkräfte in den zugfesten Pressverbinder eingeleitet werden, bevor die Klemme vollständig verpresst ist.
Aluminium-Einlegehülse Äußere Aluminiumhülse
Vollständig eingeschobene Einlegehülse
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
33
Verpressen der äußeren Aluminiumhülse des zugfesten AFL Pressverbinders:
THERMOLIGN™ zugfester Verbinder
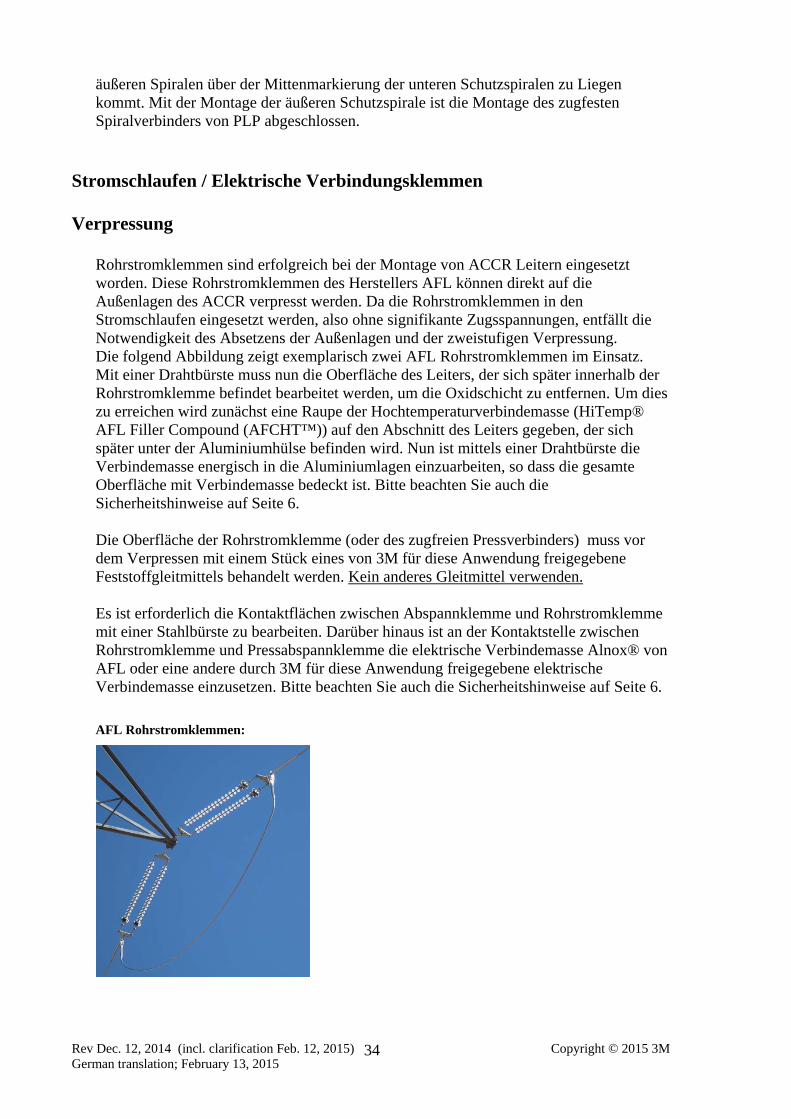
Zugfeste Verbinder auf Spiralbasis von PLP sind erfolgreich bei der Montage von ACCR Leitern verwendet worden. Die für die Verwendung mit dem ACCR Leiter ausgelegte Klemme besitzt zwei Spirallagen, einer unteren Schutzspirale und einer äußeren Spirallage.
PLP THERMOLIGN zugfester Verbinder:
Mit einer Drahtbürste wird die Oberfläche des Leiters bearbeitet, um die Oxidschicht zu entfernen. Die Oberfläche des Leiters, der sich unter dem Verbinder befinden wird, muss mit der elektrische Verbindemasse Alnox® von AFL oder einer anderen durch 3M freigegebene elektrische Verbindemasse beschichtet werden. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6. Die zwei Leiterenden, die miteinander verbunden werden sollen, werden mit einem Kettenzug und Arbeitsspiralen (siehe Abschnitt 2) zusammengebracht. Dabei ist darauf zu achten, dass der Abstand der Arbeitsspiralen hinreichend groß ist, um die Montage des zugfesten Verbinders nicht zu behindern. Dieser Abstand sollte ungefähr 7 Meter zwischen den Gabelkauschen-seitigen Enden der Arbeitsspiralen betragen. 3M empfiehlt einen Mindestabstand von 15 Meter zwischen einem Verbinder und einem Trag- oder Abspannmast. Die untere Schutzspirale wird nun so auf den ACCR Leiter montiert, dass die Mittenmarkierung der Spirale an den Enden der beiden Leiterstücke zu Liegen kommt. Nach der Montage der unteren Schutzspirale wird die äußere Spirallage auf die untere Schutzspirale montiert. Dabei ist darauf zu achten, dass die Mittenmarkierung der
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
34
äußeren Spiralen über der Mittenmarkierung der unteren Schutzspiralen zu Liegen kommt. Mit der Montage der äußeren Schutzspirale ist die Montage des zugfesten Spiralverbinders von PLP abgeschlossen.
Stromschlaufen / Elektrische Verbindungsklemmen Verpressung
Rohrstromklemmen sind erfolgreich bei der Montage von ACCR Leitern eingesetzt worden. Diese Rohrstromklemmen des Herstellers AFL können direkt auf die Außenlagen des ACCR verpresst werden. Da die Rohrstromklemmen in den Stromschlaufen eingesetzt werden, also ohne signifikante Zugsspannungen, entfällt die Notwendigkeit des Absetzens der Außenlagen und der zweistufigen Verpressung. Die folgend Abbildung zeigt exemplarisch zwei AFL Rohrstromklemmen im Einsatz. Mit einer Drahtbürste muss nun die Oberfläche des Leiters, der sich später innerhalb der Rohrstromklemme befindet bearbeitet werden, um die Oxidschicht zu entfernen. Um dies zu erreichen wird zunächst eine Raupe der Hochtemperaturverbindemasse (HiTemp® AFL Filler Compound (AFCHT™)) auf den Abschnitt des Leiters gegeben, der sich später unter der Aluminiumhülse befinden wird. Nun ist mittels einer Drahtbürste die Verbindemasse energisch in die Aluminiumlagen einzuarbeiten, so dass die gesamte Oberfläche mit Verbindemasse bedeckt ist. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6. Die Oberfläche der Rohrstromklemme (oder des zugfreien Pressverbinders) muss vor dem Verpressen mit einem Stück eines von 3M für diese Anwendung freigegebene Feststoffgleitmittels behandelt werden. Kein anderes Gleitmittel verwenden. Es ist erforderlich die Kontaktflächen zwischen Abspannklemme und Rohrstromklemme mit einer Stahlbürste zu bearbeiten. Darüber hinaus ist an der Kontaktstelle zwischen Rohrstromklemme und Pressabspannklemme die elektrische Verbindemasse Alnox® von AFL oder eine andere durch 3M für diese Anwendung freigegebene elektrische Verbindemasse einzusetzen. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6.
AFL Rohrstromklemmen:

Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
35
Verbindungsklemmen
Verbindungsklemmen (engl. “Parallel Grove Clamps” oder “PG clamps”) sind erfolgreich bei der Montage von ACCR Leitern eingesetzt worden. Diese Klemmen des Herstellers AFL können direkt auf die Außenlagen des ACCR montiert werden. Die folgende Abbildung zeigt exemplarisch eine solche Verbindungsklemme. Mit einer Drahtbürste muss nun die Oberfläche des Leiters, der sich später innerhalb der Verbindungsklemme befindet bearbeitet werden, um die Oxidschicht zu entfernen. Um dies zu erreichen wird zunächst die elektrische Verbindemasse Alnox® von AFL oder eine andere durch 3M freigegebene elektrische Verbindemasse auf den Abschnitt des Leiters gegeben, der sich später unter der äußeren Aluminiumhülse befinden wird. Nun ist mittels einer Drahtbürste die Verbindemasse energisch in die Aluminiumlagen einzuarbeiten, so dass die gesamte Oberfläche mit Verbindemasse bedeckt ist. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6.
Verbindungsklemme (“PG Clamp”): Montage einer Verbindungsklemme auf dem ACCR:
Abzweigklemmen
Abzweigklemmen (verschraubt oder verpresst) sind erfolgreich bei der Montage von ACCR Leitern eingesetzt worden. Diese Klemmen des Herstellers AFL können direkt auf die Außenlagen des ACCR montiert werden.
verschraubte Abzweigklemme
Bei verschraubten Abzweigklemmen des Herstellers AFL dürfen nur die ausdrücklich für die Verwendung auf ACCR zugelassenen Typen verwendet werden. Es ist zwingend notwendig die Oberfläche des Leiters mit einer Drahtbürste zu bearbeiten um die
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
36
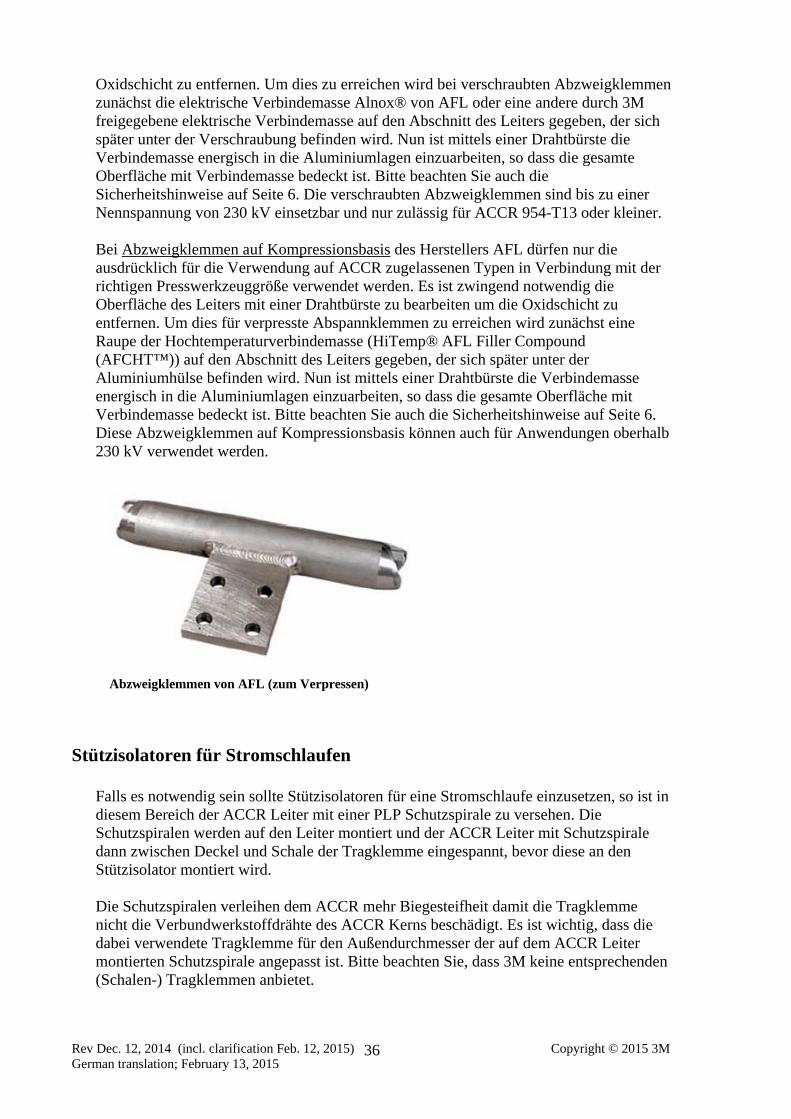
Oxidschicht zu entfernen. Um dies zu erreichen wird bei verschraubten Abzweigklemmen zunächst die elektrische Verbindemasse Alnox® von AFL oder eine andere durch 3M freigegebene elektrische Verbindemasse auf den Abschnitt des Leiters gegeben, der sich später unter der Verschraubung befinden wird. Nun ist mittels einer Drahtbürste die Verbindemasse energisch in die Aluminiumlagen einzuarbeiten, so dass die gesamte Oberfläche mit Verbindemasse bedeckt ist. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6. Die verschraubten Abzweigklemmen sind bis zu einer Nennspannung von 230 kV einsetzbar und nur zulässig für ACCR 954-T13 oder kleiner. Bei Abzweigklemmen auf Kompressionsbasis des Herstellers AFL dürfen nur die ausdrücklich für die Verwendung auf ACCR zugelassenen Typen in Verbindung mit der richtigen Presswerkzeuggröße verwendet werden. Es ist zwingend notwendig die Oberfläche des Leiters mit einer Drahtbürste zu bearbeiten um die Oxidschicht zu entfernen. Um dies für verpresste Abspannklemmen zu erreichen wird zunächst eine Raupe der Hochtemperaturverbindemasse (HiTemp® AFL Filler Compound (AFCHT™)) auf den Abschnitt des Leiters gegeben, der sich später unter der Aluminiumhülse befinden wird. Nun ist mittels einer Drahtbürste die Verbindemasse energisch in die Aluminiumlagen einzuarbeiten, so dass die gesamte Oberfläche mit Verbindemasse bedeckt ist. Bitte beachten Sie auch die Sicherheitshinweise auf Seite 6. Diese Abzweigklemmen auf Kompressionsbasis können auch für Anwendungen oberhalb 230 kV verwendet werden.
Abzweigklemmen von AFL (zum Verpressen)
Stützisolatoren für Stromschlaufen
Falls es notwendig sein sollte Stützisolatoren für eine Stromschlaufe einzusetzen, so ist in diesem Bereich der ACCR Leiter mit einer PLP Schutzspirale zu versehen. Die Schutzspiralen werden auf den Leiter montiert und der ACCR Leiter mit Schutzspirale dann zwischen Deckel und Schale der Tragklemme eingespannt, bevor diese an den Stützisolator montiert wird. Die Schutzspiralen verleihen dem ACCR mehr Biegesteifheit damit die Tragklemme nicht die Verbundwerkstoffdrähte des ACCR Kerns beschädigt. Es ist wichtig, dass die dabei verwendete Tragklemme für den Außendurchmesser der auf dem ACCR Leiter montierten Schutzspirale angepasst ist. Bitte beachten Sie, dass 3M keine entsprechenden (Schalen-) Tragklemmen anbietet.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
37
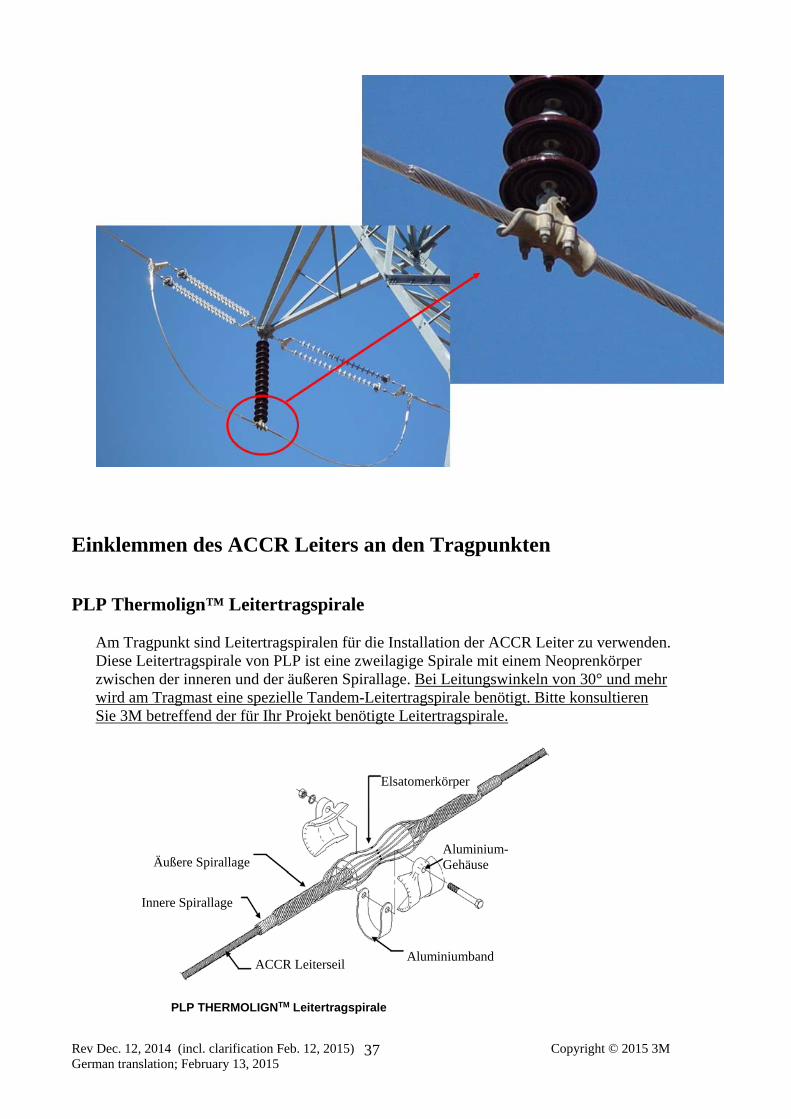
Einklemmen des ACCR Leiters an den Tragpunkten PLP Thermolign™ Leitertragspirale
Am Tragpunkt sind Leitertragspiralen für die Installation der ACCR Leiter zu verwenden. Diese Leitertragspirale von PLP ist eine zweilagige Spirale mit einem Neoprenkörper zwischen der inneren und der äußeren Spirallage. Bei Leitungswinkeln von 30° und mehr wird am Tragmast eine spezielle Tandem-Leitertragspirale benötigt. Bitte konsultieren Sie 3M betreffend der für Ihr Projekt benötigte Leitertragspirale.
Elsatomerkörper
Aluminium-Gehäuse
Aluminiumband
ACCR Leiterseil
Äußere Spirallage
Innere Spirallage
PLP THERMOLIGNTM Leitertragspirale
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
38
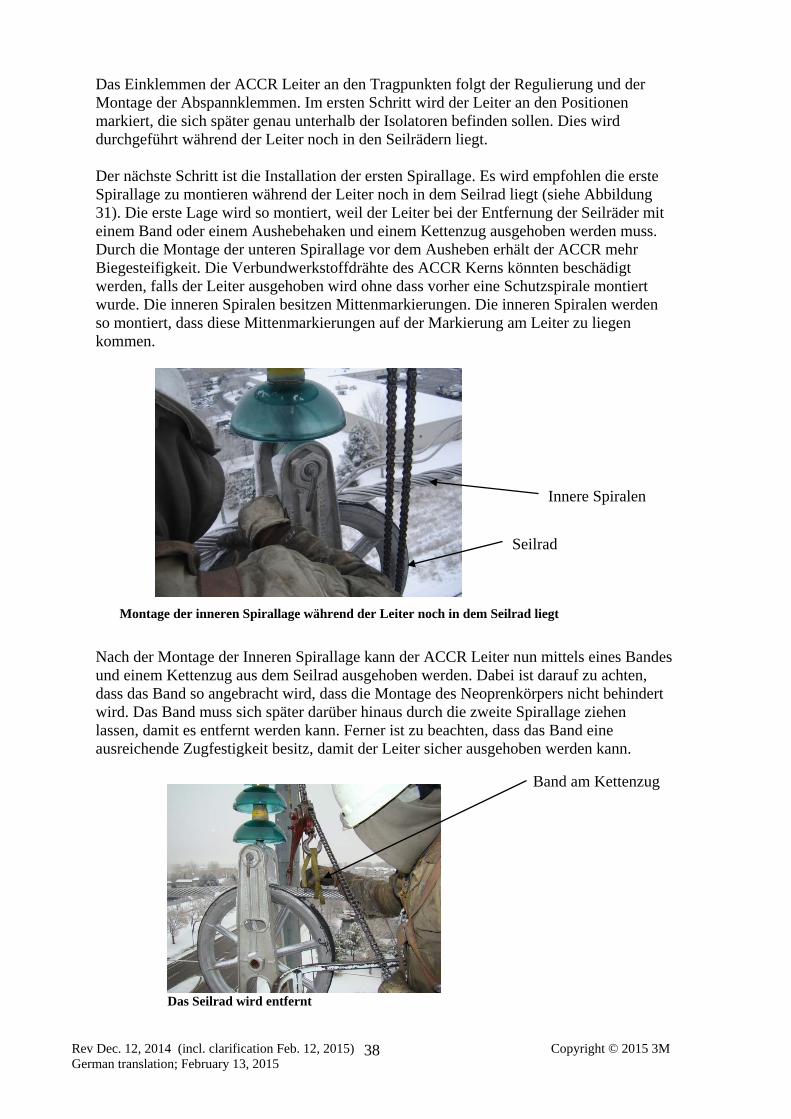
Das Einklemmen der ACCR Leiter an den Tragpunkten folgt der Regulierung und der Montage der Abspannklemmen. Im ersten Schritt wird der Leiter an den Positionen markiert, die sich später genau unterhalb der Isolatoren befinden sollen. Dies wird durchgeführt während der Leiter noch in den Seilrädern liegt. Der nächste Schritt ist die Installation der ersten Spirallage. Es wird empfohlen die erste Spirallage zu montieren während der Leiter noch in dem Seilrad liegt (siehe Abbildung 31). Die erste Lage wird so montiert, weil der Leiter bei der Entfernung der Seilräder mit einem Band oder einem Aushebehaken und einem Kettenzug ausgehoben werden muss. Durch die Montage der unteren Spirallage vor dem Ausheben erhält der ACCR mehr Biegesteifigkeit. Die Verbundwerkstoffdrähte des ACCR Kerns könnten beschädigt werden, falls der Leiter ausgehoben wird ohne dass vorher eine Schutzspirale montiert wurde. Die inneren Spiralen besitzen Mittenmarkierungen. Die inneren Spiralen werden so montiert, dass diese Mittenmarkierungen auf der Markierung am Leiter zu liegen kommen.
Montage der inneren Spirallage während der Leiter noch in dem Seilrad liegt
Nach der Montage der Inneren Spirallage kann der ACCR Leiter nun mittels eines Bandes und einem Kettenzug aus dem Seilrad ausgehoben werden. Dabei ist darauf zu achten, dass das Band so angebracht wird, dass die Montage des Neoprenkörpers nicht behindert wird. Das Band muss sich später darüber hinaus durch die zweite Spirallage ziehen lassen, damit es entfernt werden kann. Ferner ist zu beachten, dass das Band eine ausreichende Zugfestigkeit besitz, damit der Leiter sicher ausgehoben werden kann.
Das Seilrad wird entfernt
Band am Kettenzug
Innere Spiralen
Seilrad
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
39
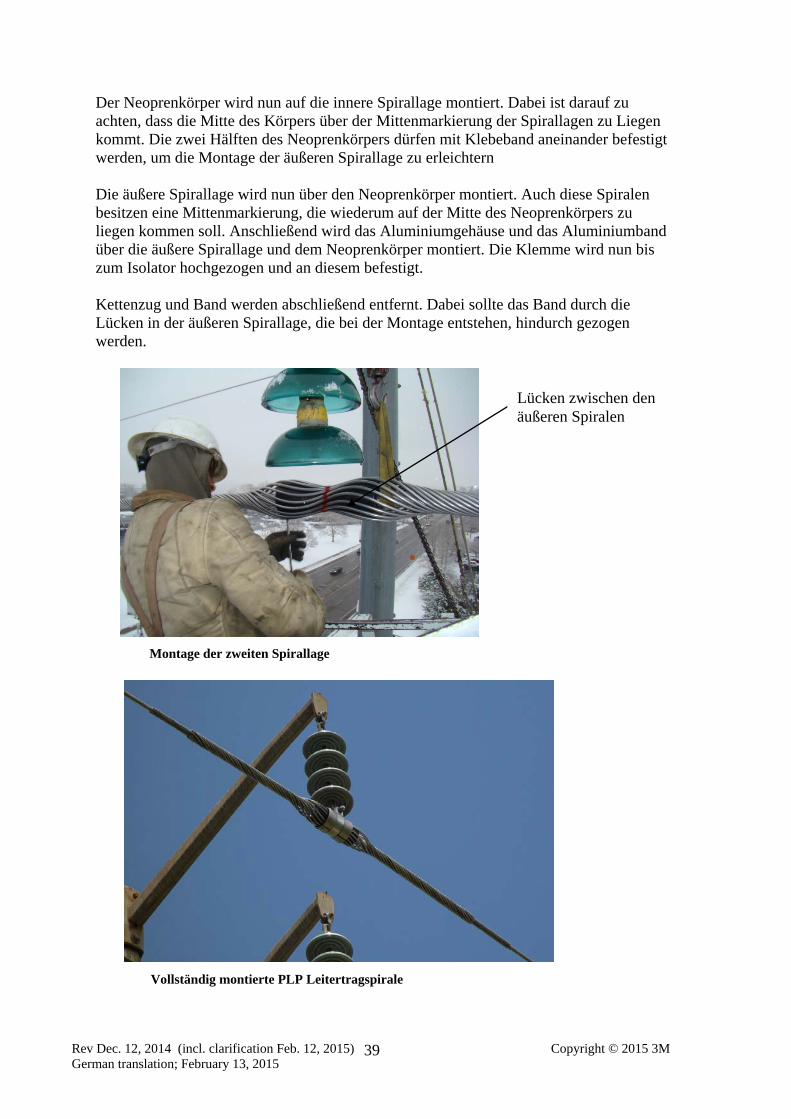
Der Neoprenkörper wird nun auf die innere Spirallage montiert. Dabei ist darauf zu achten, dass die Mitte des Körpers über der Mittenmarkierung der Spirallagen zu Liegen kommt. Die zwei Hälften des Neoprenkörpers dürfen mit Klebeband aneinander befestigt werden, um die Montage der äußeren Spirallage zu erleichtern Die äußere Spirallage wird nun über den Neoprenkörper montiert. Auch diese Spiralen besitzen eine Mittenmarkierung, die wiederum auf der Mitte des Neoprenkörpers zu liegen kommen soll. Anschließend wird das Aluminiumgehäuse und das Aluminiumband über die äußere Spirallage und dem Neoprenkörper montiert. Die Klemme wird nun bis zum Isolator hochgezogen und an diesem befestigt. Kettenzug und Band werden abschließend entfernt. Dabei sollte das Band durch die Lücken in der äußeren Spirallage, die bei der Montage entstehen, hindurch gezogen werden.
Montage der zweiten Spirallage
Vollständig montierte PLP Leitertragspirale
Lücken zwischen den äußeren Spiralen
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
40
Schwingungsdämpfer
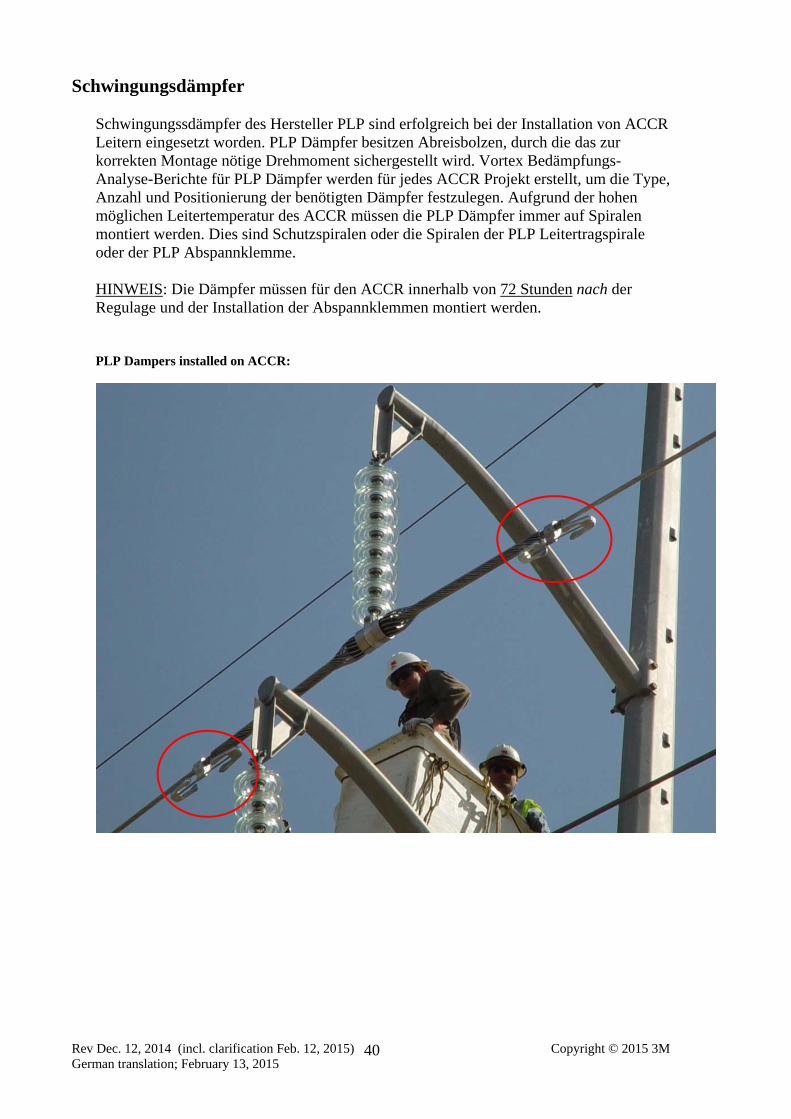
Schwingungssdämpfer des Hersteller PLP sind erfolgreich bei der Installation von ACCR Leitern eingesetzt worden. PLP Dämpfer besitzen Abreisbolzen, durch die das zur korrekten Montage nötige Drehmoment sichergestellt wird. Vortex Bedämpfungs-Analyse-Berichte für PLP Dämpfer werden für jedes ACCR Projekt erstellt, um die Type, Anzahl und Positionierung der benötigten Dämpfer festzulegen. Aufgrund der hohen möglichen Leitertemperatur des ACCR müssen die PLP Dämpfer immer auf Spiralen montiert werden. Dies sind Schutzspiralen oder die Spiralen der PLP Leitertragspirale oder der PLP Abspannklemme. HINWEIS: Die Dämpfer müssen für den ACCR innerhalb von 72 Stunden nach der Regulage und der Installation der Abspannklemmen montiert werden. PLP Dampers installed on ACCR:
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
41
Feldabstandhalter / Selbstdämpfende Feldabstandhalter
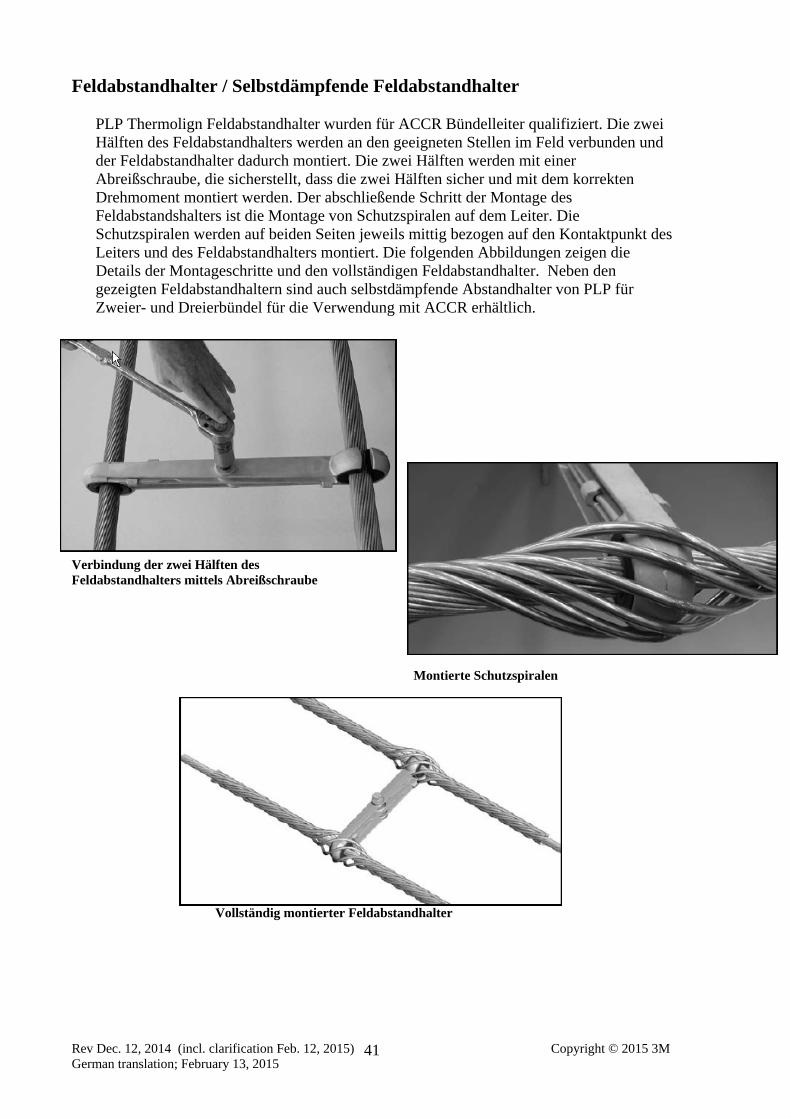
PLP Thermolign Feldabstandhalter wurden für ACCR Bündelleiter qualifiziert. Die zwei Hälften des Feldabstandhalters werden an den geeigneten Stellen im Feld verbunden und der Feldabstandhalter dadurch montiert. Die zwei Hälften werden mit einer Abreißschraube, die sicherstellt, dass die zwei Hälften sicher und mit dem korrekten Drehmoment montiert werden. Der abschließende Schritt der Montage des Feldabstandshalters ist die Montage von Schutzspiralen auf dem Leiter. Die Schutzspiralen werden auf beiden Seiten jeweils mittig bezogen auf den Kontaktpunkt des Leiters und des Feldabstandhalters montiert. Die folgenden Abbildungen zeigen die Details der Montageschritte und den vollständigen Feldabstandhalter. Neben den gezeigten Feldabstandhaltern sind auch selbstdämpfende Abstandhalter von PLP für Zweier- und Dreierbündel für die Verwendung mit ACCR erhältlich.
Verbindung der zwei Hälften des Feldabstandhalters mittels Abreißschraube
Montierte Schutzspiralen
Vollständig montierter Feldabstandhalter
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
42
6. Instandhaltung des ACCR Leiters
Empfehlungen für die Verwendung von Reparaturspiralen, Schutzspiralen und zugfesten Verbindern
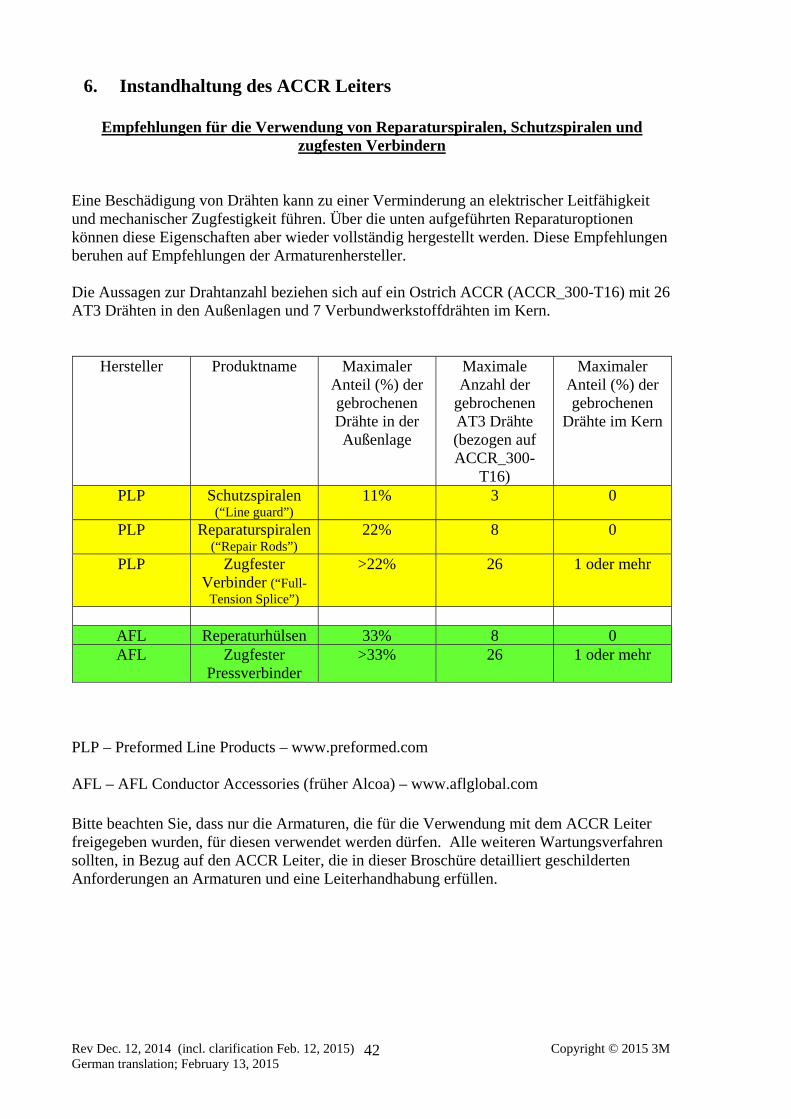
Eine Beschädigung von Drähten kann zu einer Verminderung an elektrischer Leitfähigkeit und mechanischer Zugfestigkeit führen. Über die unten aufgeführten Reparaturoptionen können diese Eigenschaften aber wieder vollständig hergestellt werden. Diese Empfehlungen beruhen auf Empfehlungen der Armaturenhersteller. Die Aussagen zur Drahtanzahl beziehen sich auf ein Ostrich ACCR (ACCR_300-T16) mit 26 AT3 Drähten in den Außenlagen und 7 Verbundwerkstoffdrähten im Kern.
Hersteller Produktname Maximaler
Anteil (%) der gebrochenen Drähte in der Außenlage
Maximale Anzahl der
gebrochenen AT3 Drähte (bezogen auf ACCR_300-
T16)
Maximaler Anteil (%) der gebrochenen
Drähte im Kern
PLP Schutzspiralen (“Line guard”)
11% 3 0
PLP Reparaturspiralen (“Repair Rods”)
22% 8 0
PLP Zugfester Verbinder (“Full-
Tension Splice”)
>22% 26 1 oder mehr
AFL Reperaturhülsen 33% 8 0 AFL Zugfester
Pressverbinder >33% 26 1 oder mehr
PLP – Preformed Line Products – www.preformed.com AFL – AFL Conductor Accessories (früher Alcoa) – www.aflglobal.com Bitte beachten Sie, dass nur die Armaturen, die für die Verwendung mit dem ACCR Leiter freigegeben wurden, für diesen verwendet werden dürfen. Alle weiteren Wartungsverfahren sollten, in Bezug auf den ACCR Leiter, die in dieser Broschüre detailliert geschilderten Anforderungen an Armaturen und eine Leiterhandhabung erfüllen.
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
43
Arbeiten unter Spannung / Arbeiten auf Abstand Fallstudien haben gezeigt, dass die Oberflächentemperatur des ACCR Leiters selbst bei hoher Strombelastung zumeist nur wenige Grade über der Umgebungstemperatur liegt. Diese Oberflächentemperaturerhöhung wird unter anderem durch die Umgebungstemperatur, die Windgeschwindigkeit, die Größe des ACCR Leiters und die Strombelastung beeinflusst. Dennoch empfiehlt 3M auf jeden Fall die Oberflächentemperatur des ACCR Leiters zunächst mit einen berührungslosen Thermometer zu überprüfen und die ermittelte Temperatur mit der für die einzusetzende Ausrüstung (z.B. isolierten Stangen) vom Hersteller erlaubten Einsatztemperatur zu vergleichen, bevor jedwede Arbeiten unter Spannung unter Verwendung dieser Ausrüstung durchgeführt werden. Beachten Sie auch die Sicherheitshin-weise auf Seiten 4ff . Allgemeine Angaben zur ACCR Wartung Es ist wichtig und erforderlich, dass nur Armaturen mit dem ACCR montiert werden, die durch AFL, PLP oder 3M hierzu qualifiziert wurden. In keinem Fall sollten Armaturen für Aluminium-Stahl-Leiter (z.B. ACSR, ACSS) oder andere Leiter für den ACCR eingesetzt werden. 3M empfiehlt alle Ersatzarmaturen für Wartungszwecke zusammen und deutlich gekennzeichnet an einem separaten Ort aufzubewahren, um eine Verwechslung mit nicht-ACCR Armaturen zu vermeiden. Eine typische Liste von Ersatzarmaturen für Wartungszwecke und der benötigten Installationsausrüstung umfasst: AFL Zugfeste Pressverbinder Pressabspannklemmen Rohrstromklemmen Hochtemperaturverbindemasse - HiTemp® AFL Filler Compound (AFCHT™) Alnox Elektrische Verbindemasse - AFL’s Alnox® Electrical Joint Compound (EJC) Presseinsätze für Kern und Außenlagen in der korrekten Größe PLP Arbeitsspiralen (TG-Grips) als temporäre Abspannklemmen Gabelkauschen für die Arbeitsspiralen Reparaturspiralen Zugfeste Spiralverbinder (falls für die Leitung vorgesehen) Spiralabspannklemmen (falls für die Leitung vorgesehen) THERMOLIGN Tragklemmen THERMOLIGN Feldabstandhalter (falls für die Leitung vorgesehen)
Rev Dec. 12, 2014 (incl. clarification Feb. 12, 2015) Copyright © 2015 3M German translation; February 13, 2015
44
Installationsausrüstung Seilbremsmaschine mit einem Spillscheibendurchmesser von mindestens 1,37 m Sherman & Reilly Rollenleisten Seilräder mit einem Mindestfelgendurchmesser von 640 mm für die Tragpunkte 100 US-Tonnen (90.8 metrische Tonnen) Hydraulikpresse und 70.000 kPa (700 bar) Hydraulikpumpe Band (mit hinreichender Zugfestigkeit) zum Ausheben des spiralarmierten ACCR Leiters aus den Rollen Stahlbürste für Leiter Strapazierfähiges Klebeband für die Ziehstrümpfe
7. 3M Unterstützung vor Ort
Die 3M Installation Repräsentanten sind nur für die Durchführung des vor Ort Trainings für die Installation des ACCR Leiters und die zugehörigen Armaturen verantwortlich. Die typische Dauer für Training und dazugehörige technische Unterstützung ist 2-5 Tage. Der Netzbetreiber bzw. die Installationfirma sind unter anderem für folgendes verantwortlich:
1) Überwachen der Installation und der Mannschaften 2) Beschaffung, Wartung und Betrieb der Installationsausrüstung inklusive
Bremsmaschine, Winde, Steiger, Ziehstrümpfe, Wirbel, etc. 3) Befolgung aller relevanten Sicherheitsvorschriften 4) Erwirkung aller benötigten Genehmigungen, Freischaltungen usw. 5) Beschaffung aller notwendigen Installation Ausrüstung und Übergangsarmaturen, die
nicht in der 3M Stückliste enthalten sind. 6) Einrichtung der Winden- und Bremsenplätze unter Befolgung der 3M Empfehlung
bezüglich maximaler Winkel und Zugspannungen. 7) Den Seilzug und die Montage der Armaturen gemäß Installationsanweisungen. 8) Bereitstellung der Reguliertabellen 9) Messung des Leiterdurchhangs. 10) Bauüberwachung und Endabnahme.
8. Rechtliche Hinweise Alle Fragen der Gewährleistung und Haftung für diese Produkte regeln sich nach unseren Allgemeinen Verkaufsbedingungen, sofern nicht gesetzliche Vorschriften dem entgegenstehen. Achten Sie bitte selbst vor Verwendung unserer Produkte darauf, ob sie sich für den von Ihnen vorgesehenen Verwendungszweck eignen. Ansprüche wegen Fehlens einer zugesicherten Eigenschaft können nur geltend gemacht werden, wenn im Einzelfall eine bestimmte Eigenschaft ausdrücklich und schriftlich von der Verkaufsleitung der liefernden 3M Gesellschaft zugesichert worden ist.


















