Alineamiento de Tuberias Con Calor

of 34
-
Upload
enrique-polar -
Category
Documents
-
view
69 -
download
0
Transcript of Alineamiento de Tuberias Con Calor
-
TECHNICAL PROPOSAL
CONSTRUCTION&COMMISSIONING OF
WWTP RFP No: A6CV-90-K137
COUPLING PROCEDURE
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page1 of 16
INDEX 1. PURPOSE ........................................................................................................... 2
2. SCOPE ................................................................................................................ 2
3. REFERENCE DOCUMENTS ................................................................................... 2
4. SHARING AND DISCLOSURE ................................................................................ 2
5. DEFINITIONS ...................................................................................................... 2
6. RESPONSIBILITIES .............................................................................................. 3
7. DEVELOPMENT .................................................................................................. 3
7.1. Documentation. .................................................................................................... 3
7.2. Storage and Preservation. ..................................................................................... 5
7.3. Traceability. .......................................................................................................... 5
7.4. Painting. ............................................................................................................... 5
7.5. Handling and transport. ........................................................................................ 5
7.6. Manufacturing. ..................................................................................................... 6
7.7. Welding (union of components). ........................................................................... 9
7.8. Installation ......................................................................................................... 10
7.9. Tolerances .......................................................................................................... 13
7.10. Stainless and specialsteels. .............................................................................. 14
7.11. END and post-weld heat treatments. ............................................................... 15
7.12. Inspection and corrections. .............................................................................. 15
7.13. Testing. ........................................................................................................... 16
8. MODE OF ACCEPTANCE .................................................................................... 16
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page2 of 16
1. PURPOSE
2. SCOPE
3. REFERENCE DOCUMENTS
ITEM CODE REVIEW TITLE
01 MGC-01 0 Manual Quality Management.
4. SHARING AND DISCLOSURE
ITEM USER DIRECT DISCLOSURE
5. DEFINITIONS
Pipe Fabrication.
It consists of the assembly shop and / or field of pipes and fittings (including cutting, beveling and welding) for the preparation of lines or parts of them, to build a part of the system that is manageable, that when assembled together with other, form a complete system.
Installation of pipelines
Refers to all handling operations, placement, alignment, welding, connections between pipes, etc.Carried out at the location of the pipe end.
Process lines
Interconnected set of isometric if they are part of an operating system in order to drive products such as gas, crude oil, water, other.
Isometrics
Piping assembly with accessories designed in outlook.
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page3 of 16
Spool
Subset of an isometric designed and manufactured in order to facilitate transport and installation of the isometric assembly on site (field).
6. RESPONSIBILITIES It is the responsibility of the Department of Engineering (Materials) of the requisition
of pipe materials in coordination with the Superintendent of Construction.
It is the responsibility of the Department of AC / DC receiving pipe materials in coordination with the Department of Engineering (Materials) and Construction Superintendent.
It is the responsibility of the Superintendent of Construction (Superintendents, Supervisors and Foremen Construction) handling, manufacturing, installation, assembly, alignment, material tracking and identification number of the seal assembly shown in isometric, provided the items listed in this procedure.
It is the responsibility of the Department of Industrial Security (Chief, Supervisors and Inspectors respective Industrial Security), meet all expectations and safety precautions and ensure them before, during and after the execution of an installation.
It is the responsibility of the Supervisor and Inspector Quality Control respective conducting inspection of process piping fabrication and installation of the final inspection and release (partial and / or total), as well as the lifting of the respective registers .
It is the responsibility of the Department of AC / DC, certification, and control file records generated from the application of this procedure and related procedures.
The Department of AC / DC is responsible for the application of this procedure.
7. DEVELOPMENT
7.1. Documentation.
All technical documentation supplied by the Customer enters the Engineering Department (Technical File): P & ID drawings, isometrics, specifications and other documents (see PS-SIC-07 Procedure for the access, distribution, recovery, conservation and Changelog Document and Data Quality System).
The Department of Engineering (Technical File) controls, organizes, archives
and records the information received in a database, assigning internal
numbering for coding and control. Once done, distribute copies of the plans
and specifications isometric to the Departments of Engineering (Technical
Office), Construction, AC / DC, etc., For analysis and studies of information
received (amounts of work, together numbering, definition of spools, work
scheduling and control, pipeline routing, etc.), before distribution to field.
The Department of Engineering (Technical Office) organizes isometric to
give a logical sequence as indicated by the diagrams piping and
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page4 of 16
instrumentation (P & ID), establishing full-line and test kits hydrostatic and
recorded in a database designed for this end.
The Department of Engineering (Technical Office) numbers on isometric joints (see PS-SIC-09 Procedure for Identification and Control of welded joints) and recorded in a database designed for this purpose.
The Department of Quality analyzes classes and assigns each line and records in the database, the types and intensities (%) of DNE applied to welded joints according to customer specifications that apply. Likewise, at the check / isometric type of pipe material used to determine the application of thermal treatments, according to customer specifications.
Once the boards are numbered on an isometric or a set of these, the field information is distributed to the manufacture and installation of pipes.
Prepare for use of staff assigned to the manufacture and / or installation (construction), the isometric drawings showing the complete layout of the sections to make and / or install. In isometric should see the list of material to allow manufactures who make forecasts of the material and control over it, in case you missed it, you should append this list.
Any questions, diversion and / or modifications observe before, during or after the manufacturing process and installation of pipes, must be reported to the Department of Engineering and / or the Department of AC / DC recorded and treated in RFI's ( see PS-SIC-06, Procedure for the Preparation of Information requests for clarification).
Be developed pipe assembly diagrams, traceability needed to register the pipe material and to establish the sequence of pipe assembly and / or spools (see PS-SIC-08), will be issued by the Superintendent of Construction (designers ), taking into consideration the following:
Listing of pipelines is the key document in the identification and control of pipelines.
The Isometric is the fundamental document for identification and control of spools and boards.
Where to draw the assembly diagram and because the actual lengths of straight pipe leftover missing or together, the Superintendent of Construction (Superintendents, Supervisors and / or supervisors) must immediately inform and coordinate with Engineering and / or AC / CC to take appropriate action both in the assembly diagram as in isometric as to the identification and control joints. a. Once the assembly diagram has been properly prepared, it is
submitted to the Department of Engineering (Technical File) to
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page5 of 16
the corresponding control, update and distribution as indicated in the original PS-SIC-07. The distribution of the assembly diagrams is a high priority because it is a necessary document for the construction process and the traceability of pipe material.
b. Must be verified, before assigning the work, the plans and isometric or other information required to apply the latest revision issued, either by you or COBRA.
7.2. Storage and Preservation. a. For the storage and preservation of pipes apply the guidelines
established in PO-MAT-02 "General Procedure for Receipt and Storage of Materials and Equipment" and SIC-04 PL-"Preservation Plan".
b. In general, piping materials and permanent fixtures must have adequate physical protection prior to use: all flange faces, threaded ends and other bright surfaces are protected with wooden plugs, plastic or other materials to prevent rust . Also, during storage, transport and handling must create conditions to protect the physical integrity of pipes and accessories, such as storing on wood or other suitable transport with sawdust or sand bags to prevent damage to the coating, etc.
7.3. Traceability.
a. The traceability of pipe material (including accessories) and the traceability of the welding process is governed by the indicated PS-SIC-08, Procedure for product traceability.
b. Permanent materials must comply with the technical specifications and have their respective certificates, provided by the supplier or customer.
7.4. Painting. a. For the painting of lines apply the guidelines outlined in the "Procedures
for Surface Preparation and Application of Painting" (PO-REV-01). b. The paint systems, nomenclatures and piping colors for various
services shall be as specified by the Client.
7.5. Handling and transport. a. The Construction Superintendent requesting the material required for
the manufacture or installation of pipe to the Department of Engineering (Materials) according to the respective procedure (PO-MAT-01).
b. Once the pipe material and / or spool has been released by the Departments of Engineering (Materials) and AC / DC, it is delivered to the Superintendent of Construction.
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page6 of 16
c. The Superintendent of Construction, in coordination with the Department of Materials, proceeds to move the pipe to the workspace using the necessary equipment (see procedures PO-01 and PO-IZA-IZA-02).
d. Construction responsible personnel shall deposit piping materials and / or on suitable supports spools and adequately protected in order to prevent direct contact with the soil moisture to prevent formation of corrosion points.
e. The Construction Superintendent is responsible for protecting from damage external surfaces and bevels (if any) to the pipes proceeding to effect the lifting of these materials using slings in good strength and special strips of canvas or other material to prevent scratches, material loss or damage to painted surfaces.
7.6. Manufacturing.
7.6.1. Preliminaryconsiderations.
a. Check that the dimensions, quantity, physical and permanent cleaning materials (pipes, fittings and / or spools) are suitable for the manufacture to make.
b. Check that the equipment and tools (welding machines, gas cutting equipment, lifting equipment, electric grinder, etc.) Are in proper operating condition.
7.6.2. Cutting and beveling
a. The pipe cutting can be done by mechanical means (machines, sawing, grinding, etc..) Or by flame cutting (flame cutting). It should be noted that:
For carbon steel, flame cutting or arc is acceptable only if the court is reasonably level and all oxides and slag are removed from the surface by grinding the white metal.
After cutting torch is removed by grinding approximately 2 mm. material bevel surface and thus eliminate any change in the structure of the material surface.
The ends of pipes and fittings which are to be butt welded agree
with the joint design shown in the corresponding EPS and
recommended by AC / DC.
The bezel can be done with chamfering machine or grinder. The
tubes welded joints of type "socket weld" cut squarely.
b. The chamfers (bevelled) preparation for welding the ends of the tubes are machined taking care not to produce deep notches or grooves on the inside. The edges should be smooth welding has uniform and free from slag and scale before being soldiers.
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page7 of 16
c. Should be considered the best use of the pipe material in order to reduce losses, waste and excess.
d. You should verify the traceability of pipe material (heat number) as indicated in the "Procedure for the traceability of products" PS-SIC-08.
7.6.3. Execution.
a. Based on the isometric and the manufacturing program, activity starts marking and cutting the pipe sections to serve on the spool. At the time of cutting the pipe sections, one must take into account the pipe undergoes contractions by the welding process and thus ensure that the end of the manufacturing process completely spool the length between one end and the other is + / - 3 mm.
a. The manufacturer shall prepare bevels (angle, heel) as specified in the applicable EPS and
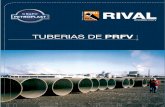
alignment should be performed with the use of staples (accessories for alignment and assembly lines) leaving a gap between the pipe bevels as indicated in the respective EPS, this separation and tolerances ranging between 2.5 and 4.0 mm, depending on the applicable EPS.
Example of an assembly with the use of staples.
b. For butt welding of all pipe components, end tubes, fittings and flanges is required even opening the root according to the provisions of the respective EPS.
c. The assembly of the components is performed by means of spot welds (tack-welds). See 5.2.3.a.
GRAPA
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page8 of 16
d. Prior to welding the two pieces are joined (the ends already prepared for welding), supported in a level and stable support to facilitate the work of alignment. Their ends are joined by welding temporarily shoring, to correct deviations.
e. The ends of pipes or fittings to be butt welded must be properly aligned, this alignment must be maintained during welding. When the internal misalignment exceeds 1.6 mm, the surface must be reduced thickness with an angle greater than 30 , provided that this does not result in weakening of the pipe.
f. The lateral connections (branch-weld) are penetrative. The openings for lateral connections carefully cut, are ground and accurately calibrated, to form an opening equal to the inner diameter of the lateral connection. The connection pipe side and is bevelled carefully calibrated to form a suitable slot to allow full penetration welding in all points.
g. The flanges welded tubes are oriented so that the axes of the holes / bolts are not aligned with the center axis (horizontal and vertical) and must match the orientation of the connecting flanges of the equipment.
h. The longitudinal welded pipes are spliced as indicated in the specifications.
i. Once the assembly of the pipe, the fabricator and / or verify the alignment internal welder using internal alignment meter ("hi-lometro") and separation ("gap") before starting the welding process. This inspection is made of 100% by construction (it is the responsibility of the supervisors and / or supervisors to comply with it) and sampling by the Inspector of the respective Quality Control. If the Inspector Quality Control detects deviations in the preparation of the board, the construction indicated for correction, if the deviation persists, lifting a manhole (form FL-SIC-02A);
j. Once the preparation of the joint has been inspected as indicated in the previous section, we proceed to the welding process.
k. In cases of "tie-in" and special processes, the Inspector of Quality Control inspection executed by 100% (recorded in FL-SIC-02A).
l. The boards are manufactured dies identified with their respective numbers (code) written on the isometric and spool number made, where appropriate (this is identified with metallic marker, with identifying labels, metal straps or other means of Acceptable identification). View PS-SIC-09 "Procedure for Identification and Control of welded joints.
7.6.4. Bending (curved)
a. General.
The tube bending only occurs in pipes with a diameter less than or equal to 1 "or where indicated on the drawings and isometric or where practical construction reasons and approved by the Client.
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page9 of 16
The tube bending is performed with hardware or pipe benders using forming presses.
The maximum flattening accepted, defined as the difference between the maximum and minimum diameter at any section should not exceed 8% of the outer diameter.
No wrinkling, thinning (strangulation of the walls) or crushing above tolerances, scratches or signs of excessive dice. The bending radius shall not be less than 5 times the nominal diameter, unless expressly authorized by the Customer.
If the tube is longitudinal seam, the seam should be located at the neutral axis. There are curves where there circumferential welds.
The heating torches to facilitate bending only possible Customer's prior written permission. The water cooling is forbidden.
b. Bending of carbon steel pipe.
The tube bending carbon steel can be made hot or cold.
If the hot bending operation ends with temperatures above 220 C and below 900 C, no heat treatment is required if subsequent cooling is a protected natural air currents.
When the hot bending is carried out in the temperature ranges indicated above, requires a hot normalization treatment at 900-950 C.
7.7. Welding (union of components).
a. For the preparation of the board and to the welding process to make, both in manufacturing and / or installation, you must have the applicable welding procedure (EPS) qualified and approved by the Client. All welders shall be qualified according to PO-SOL-02 "Procedure for qualification of welders."
b. All equipment for welding (welding machines) must be properly calibrated as
described in PS-SIC-10, Procedure for Calibrating Welding Machines.
c. The welds are executed according to the following parameters applicable
EPS. The welder identifies the board with its embossed stamp once the weld,
ensuring traceability of this.
d. Welded joints are inspected 100% as indicated in PI-END-01 "Procedures for
the Visual Inspection of Welding".
e. For the assembly of pipes by welding points (tack-welds) should be
considered:
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page10 of 16
The minimum number of welds for assembly is four (4).
The welds must be performed by qualified welders.
The solder points should be made in the heel of the bevel and alternately,
regardless of the diameter of the tube.
f. For pipes over to 16 ", is recommended eight spot welds. The pipe welding
is performed according to the applicable EPS which must consider constraints
and variables shown in the technical specifications and / or respective codes:
Base materials (piping materials and accessories).
Wall thickness of the pipe.
Weldingprocessesemployed.
Preheating (whereapplicable)
PWHT (whenapplicable)
Materials input.
g. Before the final solder joint, make a visual inspection and dimensional check of the whole.
h. Can not be welded when the metal temperature is lower than 10 C.
i. It must have the greatest possible care in implementing the first pass in all butt welds so as to obtain complete penetration but without the deposited metal is projected in a thickness greater than 1.6 mm in the larger tube wall 2 or equal to ", or larger than 0.8 mm in minor tubes 2".
j. In the case of unions of different materials, they must be qualified and approved by the Client before execution.
7.8. Installation
a. General.
It has all the materials (pipes, flanges, fittings, valves, studs, bolts, gaskets, insulation, reinforcement rings, electrodes) according to their technical specifications and the tools and resources needed to be used in the assembly.
All spool prefabrication supplied by providers must be duly released by AC / DC prior to assembly.
We study all the plans for the work (including those of other specialties), to check the condition of it and possible interference or need for modifications and verify that the spaces provided are suitable for parts to install. Thus, before starting work, informing the Customer of any condition that does not allow do work with the right quality.
To facilitate the installation of spools in field surveying staff identifies the coordinates in columns and identifies existing equipment with their codes in which the pipes are connected.
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page11 of 16
The isometric developed for manufacturing are valid for installation. In this sense, the isometrics for diameters less than 2 "should be considered as indicative. The layout and dimensions of these are approximate, the exact course of study and orientation of the leaflets of the valves should be checked and submit any changes for approval Customer.
The mounting area must be clean and well lit, with hits in conditions which ensure good and safe performance of the work.
All piping and / or are protected spool / cover at their ends before being transported and stored, to prevent the penetration of foreign bodies, by means of wooden plugs, plastic or other suitable material. The faces of the flanges must be protected in an effective manner with discs of wood, plastic or other suitable.
b. Prerequisites.
Prepare the schematic drawings showing the pipe sections to be installed (see PS-SIC-08).
Pipes, before installation, will be cleaned by installments according to the following:
Each tube is verified prior to placement in order to ensure cleanliness. When the protective caps are removed, damaged, or where there is evidence of possible contamination, the pipe will be cleaned before being placed. This can be done through a blowncompressor.
The open ends of the tubes are clogged at the end of each working day, with such a type of seal that prevents water, sand or other foreign material from entering the pipe. Such plugs or seals not be removed until the work is not resumed.
When installing the pipes, not be used as temporary storage areas any existing structure or facility in the area, unless expressly authorized by the Customer.
The handling of the pipe will be preventing it from being crushed, distorted, scratched or suffer any other damage. If the pipe has protective cover will be careful not to damage it. Not to drag or slide the pipe, and the protective caps it not be removed until it is ready for immediate installation.
Prior to installation, the pipe shall be inspected visually. Any pipe damaged or distorted to such an extent that exceeds the tolerances specified and provide optimum service guarantees, will be replaced with a new one approved by the Client. If that is approved to use part of the damaged pipe is cut the damaged part and condition the rest.
c. Mounting.
Verify before fixing brackets and there is no interference with other equipment or pipe lines or passages maintenance; any interference of this kind is reported to the Customer.
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page12 of 16
The brackets that are installed before the pipe is inspected to confirm its correctness as to the locations and levels indicated on the drawings and / or authorized by the Customer (topographic stake) and becomes the paint patching submit media damage.
If necessary temporary supports are placed as support or wall units. For the same is avoided as far as possible to be welded to other elements to be welded and never piping or equipment.
It is recognized that pipelines whose installation this heating system, soldiers must wear skates in each support tube, according to the technical specifications.
To keep the elements to be joined aligned, can be retained in a certain position during the welding operation by welding points, temporary bridges or links.
The spot welds used to secure alignment are then eliminated completely or prepared for later addition to welding.
The temporary links such as "dog" or soldiers clamps may be used for alignment provided that the following requirements:
Develop a specific work instruction and approved by the Client.
The welding material is identified, appropriate and consistent component soldering. No material needs certificate.
These links will be removed by grinding their mounting points. Not allowed to do so by impact (hammer).
The inner diameters of the pipes are aligned considering tolerance for indicating the diameters and thicknesses manufacturers:
When the internal misalignment exceeds 1/16 "(1.6 mm), machining the inner surface of the pipe thickest part.
When the internal misalignment does not exceed 1/16 "(1.6 mm) can be welded without modifying the board.
In case of ovaling in the tubes and allow one to be rotated about its axis without altering the final position in the system (ie, has no branches), larger diameters are placed overlapping each to avoid exceeding the tolerances specified above.
Do not prepare or welded two elements which prove once assembled will exceed allowable tolerances. These misalignments are corrected in an appropriate manner provided this has no effect on other manufacturing tolerances or reduce wall thickness below the specified minimum.
In flanged joints, should be a perfect fit and match the holes before putting any bolts, the contact between the flange faces should be uniform. If the flanges are of different material, insulation is placed between them to prevent corrosion and in that sense bolts material
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page13 of 16
must also be compatible with flanges. Before tightening the bolts are checked the faces of the flanges, which should be free of surface damage, dirt and excess oil or grease.
Use adjustment sequence (torque) of the pins to ensure proper compression of the gaskets.
The fittings and valves are mounted according to drawings and instructions of the manufacturers. Before mounting, the valves are checked and tested in its cleanliness, condition and operation.
The markings and colors for different fluid piping shall be as specified by the Client.
After positioning the tube and / or spool in its coordinate as indicated in the plans, correct placement is verified using tape measures and levels and, if necessary verification by topography, requested the presence of the surveyor to inspection. In the event that any interference is not detected enables the continuation of the installation of the pipe clarifying issues a request for information (RFI). View PS-SIC-06.
For cases of flanged connections are used check that accessories (gaskets, valves, filters, etc.) are original (as specified by the project) and if the flow direction is correct before running the bolting. You should verify the amount of wires (3 wires) intern bolts to ensure proper tightening and bolt or stud is indicated on the isometric.
Once installed and welded the spool, it is verified that all derivations support and instrumentation required as indicated on the drawings are complete, otherwise proceed to completion.
7.9. Tolerances
a. Given that no linear tolerances are cumulative, dimensional tolerances following reference is taken in the manufacture of pipes:
Longitudinal : 3.2 mm (1/8 ").
Internal misalignment : 1.6 mm (1/16 ").
Axial misalignment : 0
Misalignment in flange faces : 1/2 (in any direction)
b. And wall thinning in the folds ovalamiento:
The maximum allowable thinning walls should not exceed 10% of the nominal wall thickness.
To tolerances in ovalamiento (crush) has maximum:
Pipe subject to internal pressure: 8% of the diameter of the tube.
Subject to external pressure pipe 3% of the diameter of tube
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page14 of 16
c. Position of bolt holes in pipes with flanges.
The maximum allowable deviation from the required position measured along the pitch circle is 1,6 mm (1/16).
7.10. Stainless and specialsteels.
For handling, transportation and manufacturing stainless steel pipes and special steels, the following considerations should:
a. The materials of stainless steels and special steels are identified by the markings of the manufacturer of the pipe and / or accessories or by a color code established by Client.
b. Stainless Steel
Stainless steels must be protected from contact with carbon steel materials and / or to prevent contamination ferrous metallurgy.
Steels with high nickel content (example: Alloy 20) should be treated with the same considerations of stainless steels.
The lifting gear (slings or belts) must be non-metallic.
The abrasive cutting and / or grinding must be suitable for this type of material (no ferrous components).
The manual or wire brushes for power tools (grinders) must be for stainless steels.
Metal markers to use in the process of manufacture, installation and welding must be suitable for this type of material (with low chloride content).
The dies to be used for physical identification of joints and welding materials should be compatible with the base material.
c. Welding.
When welding filler alloy stainless steels and testing was performed Positive Material Identification (PMI) welding process before each batch (casting) available to customer specifications.
A stainless steel welds and alloys undergoing tests positive material identification (PMI) after the welding process according to customer specifications.
The first pass of each weld (root pass) should be constructed using GTAW (TIG) and GMAW (MIG). Not allowed to make the first pass with process SMAW (stick electrode).
Welded joints of stainless steels and alloys of high nickel should be cleaned immediately after completion and before cooling (with wire brush manual and / or electric), for proper cleaning and proper passivation.
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page15 of 16
All filler must be physically identified by the manufacturer.
It must strictly comply with the parameters set by the applicable EPS.
7.11. END and post-weld heat treatments. a. The nondestructive testing (NDT) and post-weld heat treatment
(PWHT) shall be implemented in accordance with customer specifications: JOB SPEC 4478-52A1, Shop & Field Fabricated Piping.
JOB SPEC 4478-50A10, Piping Material Specifications.
JOB SPEC 4478-50A10.12, Index of Line Class Piping Material Specifications.
JOB SPEC 4478-88A1, Welding & Heat Treatment Requirements for Equipment and Piping.
b. The Department of AC / DC is responsible for the implementation and control of END. The Construction Superintendent will support these activities with the facilities that are required (lighting, scaffolding, elevators, and other support staff)
c. For the application of NDT procedures were used COBRA inspection and / or companies specializing in NDT.
d. For the application of PWHT was employed the "Procedure for Post-weld Heat Treatment" (PO-TTS-01) and / or procedures of companies specializing in heat treatment (PWHT).
e. If non-destructive testing (NDT) to apply to welding are given in the construction phase, there will be the same before installation of pipe in its final.
7.12. Inspection and corrections.
a. The Quality Control Inspector is responsible to verify sample manufacturing (assembly) of the board, alignment, cleaning and proper angle bevel before applying solder. After completion of the welding verify weld quality by visual inspection reporting this format in FO-TUB-01A (Daily Record Visual Inspection in Pipeline Welds). Any deviation to the process will be recorded in the form FL-SIC-02A.
b. If the inspection after fabrication requires repair or adjustment welds forming dimensions, corresponding corrections are made.
c. The weld repair is done according to the "Procedure to execute welding repairs," PO-SOL-03.
d. Any modification of the geometry and / or dimensions to fit the dimensions mandatory in the field, can be made using an appropriate method and authorized by Customer.
-
CONSTRUCTION & COMMISSIONING OF WWTP RFP No: A6CV-90-K137
N
PRC-9127-02
Coupling Procedure Rev. 00
ELABORADO POR: DIVISION MINERIA Page16 of 16
7.13. Testing.
a. For the execution of the hydrostatic tests apply the guidelines established in PO-TUB-02 "Procedure for Implementation of hydrostatic pressure tests."
b. For pneumatic test execution apply the guidelines established in PO-TUB-03 "Procedure for Implementation of Air Pressure Testing.
8. MODE OF ACCEPTANCE
1. Tolerances for face to face distance, center to center = 3.0 mm.
2. Flanged joints Alignment = 1.5 mm dislocation.
3. Alignment flanges at the indicated position can distance no more than + 1.0 mm.
4. Rotation of the flange in relation to the correct position = 1.5 mm measured as indicated in the figure.
5. Displacement of the flange or derivations of the indicated position = 1.5 mm.
6. For curved pipe, the difference between the maximum and minimum diameter (flattening) can not be greater than 8% of the nominal diameter, with internal pressure and external pressure 3%.
7. Angle of inclination of the flange in relation to the center line of 90 degrees = degree.
8. Inclination between soldiers sections of the same line = 2.0 mm in each 1.0 m. long.
-
PROPUESTA TECNICA
CONSTRUCCION Y COMISIONAMIENTO
DE WWTP RFP No: A6CV-90-K137
PROCEDIMIENTO DE ACOPLAMIENTO
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 1 de 16
CONTENIDO 1 PROPSITO ....................................................................................................... 2
2 ALCANCE ........................................................................................................... 2
3 DOCUMENTOS DE REFERENCIA .......................................................................... 2
4 DISTRIBUCIN Y DIVULGACIN .......................................................................... 2
5 DEFINICIONES .................................................................................................... 2
6 RESPONSABILIDADES ......................................................................................... 3
7 DESARROLLO ..................................................................................................... 3
7.1. Documentacin. ................................................................................................... 3
7.2. Almacenamiento y preservacin. .......................................................................... 5
7.3. Trazabilidad. ......................................................................................................... 5
7.4. Pintura. ................................................................................................................ 5
7.5. Manejo y transporte. ............................................................................................ 5
7.6. Fabricacin. .......................................................................................................... 6
7.7. Soldadura (unin de componentes). ...................................................................... 9
7.8. Instalacin .......................................................................................................... 10
7.9. Tolerancias ......................................................................................................... 13
7.10. Aceros inoxidables y especiales. ...................................................................... 14
7.11. END y Tratamientos Trmicos Post-soldadura. ................................................. 15
7.12. Inspeccin y correcciones. ............................................................................... 15
7.13. Pruebas. .......................................................................................................... 16
8 MODO DE ACEPTACIN ................................................................................... 16
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 2 de 16 1 PROPSITO
2 ALCANCE
3 DOCUMENTOS DE REFERENCIA
ITEM CODIGO REVISION TITULO
01 MGC-01 0 Manual de Gestin de la Calidad.
4 DISTRIBUCIN Y DIVULGACIN
ITEM USUARIO DIRECTO DIVULGACION
5 DEFINICIONES Fabricacin de tuberas.
Consiste en el ensamblaje en taller y/o en campo de tuberas y accesorios (incluyendo corte, biselado y soldadura) para la preparacin de lneas o parte de ellas, hasta construir una parte del sistema que sea manejable, que al montarse junto con otras, formar un sistema completo.
Instalacin de tuberas
Se refiere a todas las operaciones de manipuleo, colocacin, alineamiento, soldadura, conexiones entre tubos, etc., realizadas en la ubicacin final de la tubera.
Lneas de proceso
Conjunto de isomtricos interconectados entre si que forman parte de un sistema operacional con la finalidad de conducir productos tales como: gases, crudos, aceites, agua, otros.
Isomtricos
Conjunto de tuberas con sus accesorios diseados en perspectivas.
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 3 de 16
Spool
Subconjunto de un isomtrico diseado y fabricado con la finalidad de facilitar el transporte e instalacin de los isomtricos en el sitio de montaje (campo).
6 RESPONSABILIDADES Es responsabilidad del Departamento de Ingeniera (Materiales) de la requisicin de
los materiales de tubera en coordinacin con la Superintendencia de Construccin.
Es responsabilidad del Departamento de AC/CC la recepcin de los materiales de tubera en coordinacin con el Departamento de Ingeniera (Materiales) y de la Superintendencia de Construccin.
Es responsabilidad de la Superintendencia de Construccin (Superintendentes, Supervisores y Capataces de Construccin) el manipuleo, fabricacin, instalacin, ensamblaje, alineamiento, trazabilidad del material e identificacin del nmero de la junta indicada en los isomtricos montaje, cumpliendo con los puntos indicados en este procedimiento.
Es responsabilidad del Departamento de Seguridad Industrial (Jefe, Supervisores e Inspectores de Seguridad Industrial respectivos), cumplir con todas las previsiones y medidas preventivas de seguridad y velar por ellas, antes, durante y despus de la ejecucin de una instalacin.
Es responsabilidad del Supervisor e Inspectores de Control de la Calidad respectivos, la realizacin de la inspeccin del proceso de fabricacin e instalacin de tuberas y de la inspeccin final de liberacin (parcial y/o total), as como del levantamiento de los registros respectivos.
Es responsabilidad del Departamento de AC/CC, la certificacin, archivo y control de los registros que se generen de la aplicacin de este procedimiento y procedimientos relacionados.
El Departamento de AC/CC es responsable por la aplicacin de este procedimiento.
7 DESARROLLO 7.1. Documentacin.
Toda la documentacin tcnica suministrada por el Cliente ingresa al Departamento de Ingeniera (Archivo Tcnico): P&ID, planos, isomtricos, especificaciones y otros documentos (ver PS-SIC-07 Procedimiento para el Acceso, Distribucin, Recuperacin, Conservacin y Registro de Cambios de los Documentos y de los Datos del Sistema de la Calidad).
El Departamento de Ingeniera (Archivo Tcnico) controla, organiza, archiva y registra la informacin recibida en una base de datos, asignndole una numeracin interna para codificacin y control. Una vez hecho esto, distribuye copias de los planos, isomtricos y especificaciones a los Departamentos de Ingeniera (Oficina Tcnica), Construccin, AC/CC, etc., para anlisis y estudios de la informacin recibida (cantidades de obra, numeracin de juntas, definicin de spools, programacin y control de obra, ruteo de tuberas, etc.), previamente a la distribucin a campo.
El Departamento de Ingeniera (Oficina Tcnica) organiza los isomtricos para darles una secuencia lgica segn lo indicado por los diagramas de tuberas e instrumentacin (P&ID), estableciendo lneas
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 4 de 16
completas y paquetes de pruebas hidrosttica y las registra en una base de datos diseada para tal fin.
El Departamento de Ingeniera (Oficina Tcnica) numera las juntas sobre los isomtricos (ver PS-SIC-09 Procedimiento para la Identificacin y Control de las Juntas Soldadas) y las registra en una base de datos diseada para tal fin.
El Departamento de Calidad analiza las clases de cada lnea y asigna y registra, en la base de datos, los tipos e intensidades (%) de END a aplicarse a las juntas soldadas de acuerdo con las especificaciones del Cliente que apliquen. As mismo, verifica en los planos/isomtricos, el tipo de material de tubera a emplear para determinar la aplicacin de tratamientos trmicos, de acuerdo con las especificaciones del Cliente.
Una vez que se han numerado las juntas sobre un isomtrico o un conjunto de estos, la informacin es distribuida a campo para la fabricacin e instalacin de tuberas.
Se preparan, para uso del personal asignado a la fabricacin y/o instalacin (Construccin), los isomtricos Y los planos del sistema completo que muestre la disposicin de las secciones a fabricar y/o instalar. En los isomtricos debe aparecer la lista de material, para permitir a quien fabrique hacer las previsiones del material y el control del mismo; en caso de que no sea as, es recomendable anexar esta lista.
Cualquier duda, desviacin y/o modificacin que se observe antes, durante o despus del proceso de fabricacin e instalacin de tuberas, debe informarse al Departamento de Ingeniera y/o al Departamento de AC/CC para registrarse y tratarse en RFIs (ver PS-SIC-06, Procedimiento para la Elaboracin de las Solicitudes de Aclaracin de Informacin).
Se elaboraran diagramas de montaje de tubera, necesarios para registrar la trazabilidad del material de tubera as como para establecer la secuencia de montaje de tuberas y/o spools (ver PS-SIC-08); sern emitidos por la Superintendencia de Construccin (proyectistas), tomando en consideracin lo siguiente:
El Listado de Lneas de Tuberas es el documento fundamental para la identificacin y control de lneas de tuberas.
El Isomtrico es el documento fundamental para identificacin y control de spools y juntas.
En caso de que al elaborar el diagrama de montaje y debido a las longitudes reales de la tubera recta falten o sobren juntas, la Superintendencia de Construccin (Superintendentes, Supervisores y/o Capataces) debern informar y coordinar inmediatamente con Ingeniera y/o AC/CC para tomar las acciones pertinentes tanto en el diagrama de montaje como en el isomtrico en cuanto a la identificacin y control de las juntas. a. Una vez que el diagrama de montaje haya sido debidamente
elaborado, este es entregado al Departamento de Ingeniera
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 5 de 16
(Archivo Tcnico) para su correspondiente control, actualizacin y distribucin segn lo indicado en el procedimiento PS-SIC-07. La distribucin de los diagramas de montaje es altamente prioritaria debido a que es un documento necesario para el proceso constructivo y para la trazabilidad del material de tubera.
b. Se debe verificar, antes de asignar lo trabajos, que los planos e isomtricos o alguna otra informacin requerida correspondan a la ltima revisin emitida, bien sea por el Cliente o COBRA.
7.2. Almacenamiento y preservacin.
a. Para el almacenamiento y preservacin de tuberas se aplican los lineamientos establecidos en PO-MAT-02 Procedimiento General para la Recepcin y Almacenamiento de Materiales y Equipos y PL-SIC-04 Plan General de Preservacin.
b. En general, los materiales de tuberas y accesorios permanentes deben contar con la adecuada proteccin fsica previo a su uso: todas las caras de las bridas, extremos roscados y otras superficies mecanizadas se protegern con tapones de madera, plstico u otros elementos para prevenir la oxidacin. As mismo, durante el almacenamiento, transporte y manipuleo se deben establecer las condiciones necesarias para resguardar la integridad fsica de las tuberas y accesorios, tales como: almacenar sobre madera u otros elementos adecuados, transportar con sacos de aserrn u arena para evitar daos en el revestimiento, etc.
7.3. Trazabilidad. a. La trazabilidad del material de tubera (incluyendo accesorios) as como
la trazabilidad del proceso de soldadura se regir por lo indicado en PS-SIC-08, Procedimiento para la Trazabilidad de los Productos.
b. Los materiales permanentes deben estar conforme a las especificaciones tcnicas y contar con sus certificados respectivos, suministrados por el proveedor o el Cliente.
7.4. Pintura. a. Para el pintado de las tuberas se aplican los lineamientos sealados en
el Procedimiento para la Preparacin de Superficies y Aplicacin de Pintura (PO-REV-01).
b. Los sistemas de pintura, nomenclaturas y los colores de tuberas para los distintos servicios sern los especificados por el Cliente.
7.5. Manejo y transporte.
a. La Superintendencia de Construccin solicita el material necesario para la fabricacin o instalacin de tubera al Departamento de Ingeniera (Materiales) de acuerdo con el procedimiento respectivo (PO-MAT-01).
b. Una vez que el material de tubera y/o spool ha sido liberado por los Departamentos de Ingeniera (Materiales) y AC/CC, ste es entregado a la Superintendencia de Construccin.
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 6 de 16
c. La Superintendencia de Construccin, en coordinacin con el Departamento de Materiales, procede a trasladar la tubera al rea de trabajo utilizando los equipos necesarios (ver procedimientos PO-IZA-01 y PO-IZA-02).
d. El personal de Construccin responsable proceder a depositar los materiales de tubera y/o spools sobre soportes adecuados y debidamente protegidos con la finalidad de impedir el contacto directo con la humedad del terreno para evitar la formacin de puntos de corrosin.
e. La Superintendencia de Construccin es responsable de proteger de daos las superficies externas y biseles (si los tuviera) a las tuberas procediendo a efectuar el izaje de estos materiales utilizando eslingas en buenas condiciones de resistencia y fajas especiales de lona u otro tipo de material para evitar ralladuras, perdidas de material o daos en superficies pintadas.
7.6. Fabricacin. 7.6.1. Consideraciones previas.
a. Verificar que las dimensiones, cantidad, condiciones fsicas y limpieza de los materiales permanentes (tubos, accesorios y/o spools) sean adecuadas para la fabricacin a efectuar.
b. Verificar que los equipos y herramientas (mquinas de soldar, equipo de oxicorte, equipos de izaje, esmeril elctrico, etc.) estn en condiciones adecuadas de operacin.
7.6.2. Corte y biselado
a. El corte de los tubos podr ser hecho por medios mecnicos (mquinas, sierras, esmerilado, etc.) o por oxicorte (corte con llama). Debe tenerse en cuenta que:
Para aceros al carbono, el corte con soplete o con arco elctrico es aceptable slo si el corte es razonablemente parejo y todos los xidos y escorias son removidas de la superficie esmerilando al metal blanco.
Luego del corte con soplete, se elimina mediante esmerilado aproximadamente 2 mm. de material de la superficie del bisel y de esta manera eliminar cualquier cambio en la estructura de la superficie del material.
Los extremos de tubos y accesorios que deban ser soldados a tope estarn de acuerdo con el diseo de junta indicado en la EPS correspondiente y recomendada por AC/CC.
El biselado puede hacerse con mquina biseladora o esmeril. Los tubos para las juntas soldadas del tipo "socket weld" se cortan a escuadra.
b. Los chaflanes (biseles) de preparacin para la soldadura en los extremos de los tubos se mecanizan teniendo cuidado de no producir entallas o ranuras profundas en el interior. Los bordes ha soldar deben quedar lisos y uniformes, libres de escorias y cascarillas antes de ser soldados.
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 7 de 16
c. Debe considerarse el mejor aprovechamiento del material de tubera de manera de reducir las perdidas, desperdicios y sobrantes.
d. Se debe verificar la trazabilidad del material de tubera (nmero de colada) segn lo indicado en el "Procedimiento para la Trazabilidad de los Productos PS-SIC-08.
7.6.3. Ejecucin.
a. Basndose en los isomtricos y en el programa de fabricacin, se inicia la actividad de marcaje y corte de los tramos de tubos que formarn parte del spool. Al momento de cortar los tramos de la tubera, se debe tomar en cuenta las contracciones que sufre la tubera por el proceso de soldadura y as asegurar que al finalizar completamente el proceso de fabricacin del spool la longitud entre una extremidad y otra sea de +/- 3 mm.
a. El fabricador debe preparar los biseles (ngulo, taln) conforme a lo especificado en la EPS
aplicable y el alineamiento debe ser ejecutado con la utilizacin de grapas (accesorios para alineacin y ensamble de tuberas) dejando una separacin entre losbiseles de la tubera segn lo indicado en la EPS respectiva; esta separacin y sus tolerancias oscilan entre 2,5 y 4,0 mm, segn la EPS aplicable.
Ejemplo de un ensamblaje con la utilizacin de grapas.
b. Para la soldadura a tope de todos los componentes de tubos, tubos terminales, accesorios y bridas se requiere una abertura uniforme en la raz de acuerdo a lo establecido en la EPS respectiva.
c. El ensamblaje de los componentes se realiza por medio de puntos de soldadura (tack-welds). Ver 5.2.3.a.
GRAPA
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 8 de 16
d. Previo a la soldadura se presentan las dos piezas a unir (con los extremos ya preparados para la soldadura), apoyadas en soportes estables y a un nivel que facilite el trabajo de alineamiento. Se unen provisionalmente sus extremos por soldadura de apuntalamiento, para poder corregir las desviaciones.
e. Los extremos de tuberas o accesorios a ser soldados a tope deben ser adecuadamente alineados, debiendo mantenerse este alineamiento durante la soldadura. Cuando el desalineamiento interno exceda 1,6 mm, deber rebajarse la superficie de mayor espesor con un ngulo mximo de 30, siempre que ste no resulte en debilitamiento de la tubera.
f. Las conexiones laterales (branch-weld) se hacen con penetracin. Las aberturas para conexiones laterales se cortan cuidadosamente, se esmerilan y calibran con precisin, para formar una abertura igual al dimetro interior de la conexin lateral. La tubera de la conexin lateral se bisela cuidadosamente y calibra para formar una ranura adecuada que permita la penetracin total de la soldadura en todos los puntos.
g. Las bridas soldadas a tubos se orientan d manera que los ejes de los huecos/pernos no estn alineados con los ejes de centro (horizontal y vertical) y debern coincidir con la orientacin de las bridas de conexin de los equipos.
h. Los tubos con costura longitudinal se empalman segn las lo indicado en las especificaciones del Cliente.
i. Una vez terminado el ensamblaje de la tubera, el fabricador y/o el soldador verifican el alineamiento interno utilizando un medidor de alineamiento interno (hi-lometro) y la separacin (gap) antes de iniciar el proceso de soldadura. Esta inspeccin es realizada en 100% por Construccin (es responsabilidad de los capataces y/o supervisores el cumplimiento de la misma) y por muestreo por el Inspector de Control de la Calidad respectivo. Si el Inspector de Control de la Calidad detecta desviacionesen la preparacin de la junta, las indica a Construccin para su correccin; en caso de que la desviacin persista, levanta un registro de inspeccin (formato FL-SIC-02A);
j. Una vez que la preparacin de la junta a sido inspeccionada segn se indica en el punto anterior, se procede al proceso de soldadura.
k. En casos de tie-in y procesos especiales, el Inspector de Control de la Calidad ejecuta la inspeccin en un 100% (se registra en FL-SIC-02A).
l. Las juntas fabricadas son identificadas con troqueles con su respectiva numeracin (cdigo) indicada en el isomtrico, as como el nmero del spool fabricado, cuando sea el caso (este es identificado con marcador metlico, con etiquetas de identificacin, flejes metlicos u otro medio de identificacin aceptable). Ver PS-SIC-09 Procedimiento para la Identificacin y Control de las Juntas Soldadas.
7.6.4. Doblado (curvado) a. Generalidades.
El doblado de tubos se efecta slo en tuberas cuyo dimetro sea menor o igual a 1 o donde se indique en los planos e isomtricos o donde sea prctico por razones de construccin y aprobado por el Cliente.
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 9 de 16
El doblado de tubos, se realiza con equipos dobladores de tubos o prensas con ayuda de formadores.
El mximo aplanamiento aceptado, definido como la diferencia entre el mximo y el mnimo dimetro en cualquier seccin, no debe exceder al 8% del dimetro externo.
No se permite la formacin de arrugas, adelgazamiento (estrangulamiento de las paredes) o aplastamiento por encima de las tolerancias establecidas, ralladuras o huellas de dados excesivas. Los radios de doblado no sern menores a 5 veces el dimetro nominal, salvo expresa autorizacin del Cliente.
Si el tubo tiene costura longitudinal, sta costura debe ubicarse en el eje neutro. No se hacen curvas en donde existan soldaduras circunferenciales.
El calentamiento por sopletes para facilitar el doblado slo ser posible previa autorizacin escrita del Cliente. El enfriamiento por agua est prohibido.
b. Doblado de tubera de acero al carbono.
El doblado de tubos de acero al carbono se puede hacer en caliente o en fro.
Si en el doblado en caliente la operacin concluye con temperaturas mayores de 220C y menores de 900C, no se requiere tratamiento en caliente posterior si el enfriamiento es natural en un ambiente protegido de corrientes de aire.
Cuando el doblado en caliente se realiza en rangos de temperatura fuera del arriba indicado, se requiere un tratamiento de normalizacin en caliente a 900-950C.
7.7. Soldadura (unin de componentes). a. Para la preparacin de la junta as como para el proceso de soldadura a
realizar, tanto en la fabricacin y/o instalacin, se debe contar con el procedimiento de soldadura aplicable (EPS) calificado y aprobado por el Cliente.Todos los soldadores deben ser calificados de acuerdo a PO-SOL-02 Procedimiento para calificacin de soldadores.
b. Todos los equipos para realizar soldaduras (mquinas de soldar) deben estar debidamente calibrados segn se indica en PS-SIC-10, Procedimiento para la Calibracin de Mquinas de Soldar.
c. Las soldaduras son ejecutadas segn la EPS aplicable siguiendo sus parmetros. El soldador identifica la junta con su estampa troquelada una vez terminada la soldadura, asegurando la trazabilidad de esta.
d. Las juntas soldadas se inspeccionan 100% segn lo indicado en PI-END-01 Procedimiento para la Inspeccin Visual de Soldadura.
e. Para el ensamblaje de tuberas por medio de puntos de soldadura (tack-welds) se debe considerar:
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 10 de 16
El nmero mnimo de puntos de soldadura para ensamblaje es cuatro (4).
Los puntos de soldadura deben ser realizados por soldadores calificados.
Los puntos de soldadura deben ser hechos en el taln de los biseles y en forma alternada, independientemente del dimetro del tubo.
f. Para tuberas mayores a 16, se recomienda realizar 8 puntos de soldadura. La soldadura de tubos se realiza de acuerdo a las EPS aplicables las cuales deben considerar las limitaciones y variables indicadas en las especificaciones tcnicas y/o cdigos respectivos:
Materiales base (materiales de tubera y accesorios).
Espesores de pared de la tubera.
Procesos de soldadura a emplear.
Precalentamiento (cuando aplique)
PWHT (cuando apliquen)
Materiales de aporte.
g. Antes de la unin definitiva por soldadura, se hace una inspeccin visual y dimensional de verificacin del conjunto.
h. No se podr soldar cuando la temperatura del metal sea menor a 10C.
i. Se debe tener el mayor cuidado posible en la ejecucin del primer pase en todas las soldaduras a tope de forma que se obtenga una completa penetracin pero sin que el metal depositado se proyecte en un espesor mayor de 1,6 mm en la pared de tubos mayores o iguales a 2, o mayor a 0,8 mm en tubos menores a 2".
j. En el caso de uniones de materiales diferentes, stas deben ser calificadas y aprobadas por el Cliente antes de su ejecucin.
7.8. Instalacin a. Generalidades.
Se dispone de todos los materiales (tuberas, bridas, accesorios, vlvulas, esprragos, pernos, empacaduras, material de aislamiento, anillos de refuerzo, electrodos) conforme a sus especificaciones tcnicas y de las herramientas y medios necesarios a emplear en el montaje.
Todos los spool suministrados por proveedores de prefabricacin deben estar debidamente liberados por AC/CC antes de proceder a su montaje.
Se estudian todos los planos correspondientes a la obra (incluyendo los de otras especialidades), para verificar las condiciones de la misma y determinar posibles interferencias o necesidad de modificaciones y verificar que los espacios previstos son adecuados para las partes a instalar. En este sentido y antes de comenzar los trabajos, se informa al Cliente cualquier condicin que no permita realizar un trabajo con la calidad adecuada.
Para facilitar el proceso de instalacin de los spools en campo, el personal de topografa identifica las coordenadas en las columnas existentes e identifica los equipos con sus cdigos en los cuales sern conectadas las tuberas.
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 11 de 16
Los isomtricos elaborados para fabricacin tienen validez para el montaje. En este sentido, los isomtricos para dimetros menores de 2" deben considerarse como referenciales. El trazo y las dimensiones de stos son aproximadas, el estudio de su recorrido exacto y la orientacin de las volantes de las vlvulas deben verificarse y presentar cualquier modificacin para aprobacin del Cliente.
La zona de montaje debe estar limpia y bien iluminada, con los accesos en condiciones que garanticen la buena y segura ejecucin de los trabajos.
Todas las tuberas y/o spool se protegen/cubren en sus extremos antes de ser transportadas y almacenadas a fin de evitar la penetracin de cuerpos extraos, por medio de tapones de madera, plstico u otro material apropiado. Las caras de las bridas deben ser protegidas de una manera eficaz con discos de madera, plstico u otro elemento adecuado.
b. Requisitos previos.
Se preparan los esquemas que muestren los tramos de tubera que se van a instalar (ver PS-SIC-08).
Las tuberas, antes de su colocacin, sern limpiadas por tramos de acuerdo a las indicaciones siguientes:
Se verifica cada tubo antes de su colocacin con el fin de asegurarse de su limpieza. Cuando los tapones de proteccin han sido removidos, daados, o cuando haya indicios de posible contaminacin, la tubera se limpiar antes de colocarse. Esto puede hacerse mediante un soplado con compresor.
Los extremos abiertos de los tubos son taponados al final de cada jornada de trabajo, con un tipo de sello tal que impida que el agua, arena u otro material extrao penetre en la tubera. Tales tapones o sellos no se removern hasta que el trabajo no se reanude.
Durante el montaje de las tuberas, no se usarn como reas de almacenaje temporal ninguna estructura o instalacin existente en la zona, salvo expresa autorizacin del Cliente.
El manipuleo de la tubera se har evitando que sta se aplaste, distorsione, raye o sufra cualquier otro dao. En el caso que la tubera tenga cubierta protectora, se tendr especial cuidado en no daarla. No se permitir arrastrar o deslizar la tubera, y los tapones protectores de ella no se removern hasta que est lista para su inmediata instalacin.
Previo a la instalacin, la tubera ser inspeccionada visualmente. Cualquier tubera daada o distorsionada a tal punto que supere las tolerancias especificadas y no ofrezca garantas de un ptimo servicio, ser reemplazada por otra nueva aprobada por el Cliente. En caso que se apruebe utilizar parte de la tubera daada, se cortar la parte daada y acondicionar el resto.
c. Montaje.
Se verifica antes de la fijacin de los soportes que no haya interferencias ni con equipos ni con otras lneas de tubos, ni con pasajes de mantenimiento; cualquier interferencia de este tipo se reporta al Cliente.
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 12 de 16
Los soportes que se instalan antes que la tubera se inspeccionan para confirmar su correccin en cuanto a las ubicaciones y niveles indicados en los planos y/o autorizados por el Cliente (replanteo topogrfico) y se hace el resane de pintura en los soportes que presenten daos.
Si es necesario se colocan soportes temporales como apoyo o elementos colgantes. Para los mismos, se evita en la medida de lo posible se suelden a otros elementos y nunca se soldarn a tuberas o equipos.
Se tiene en cuenta que las tuberas cuya instalacin presente un sistema de calentamiento, deben llevar patines soldados al tubo en cada apoyo, de acuerdo a las especificaciones tcnicas correspondientes.
Para mantener los elementos a unir alineados, se pueden retener en una posicin determinada durante la operacin de soldadura mediante puntos de soldadura, puentes o acoplamientos temporales.
Los puntos de soldadura utilizados para asegurar la alineacin se eliminan luego completamente o se preparan para su posterior incorporacin a la soldadura.
Los acoplamientos temporales tales como perros o abrazaderas soldados podrn emplearse para la alineacin siempre que se cumplan con los siguientes requisitos:
Elaborar una instruccin de trabajo especfica y aprobada por el Cliente.
El material a soldar ser identificado, apropiado y compatible para soldar el componente. No se necesita certificado de material.
Dichos acoplamientos sern retirados por esmerilado de sus puntos de fijacin. No se permite hacerlo por impacto (martilleo).
Los dimetros interiores de las tuberas se alinean considerando la tolerancia que indican los fabricantes para dimetros y espesores:
Cuando el desalineamiento interno exceda de 1/16" (1.6 mm), se mecaniza la superficie interior de la tubera de la parte ms gruesa.
Cuando el desalineamiento interno no exceda de 1/16" (1.6 mm) se puede soldar sin necesidad de modificar la junta.
En caso de existir ovalamiento en los tubos y uno de ellos permita ser girado alrededor de su eje sin alterar la posicin final en el sistema (es decir, no tiene ramificaciones), se colocan los dimetros mayores de cada uno coincidentes para evitar sobrepasar las tolerancias anteriormente especificadas.
No se preparan ni sueldan dos elementos que se compruebe una vez ensamblados van a exceder las tolerancias permitidas. Estos desalineamientos se corrigen de manera pertinente siempre que ello no repercuta sobre otras tolerancias de fabricacin o reduzca espesores de pared por debajo del mnimo especificado.
En uniones bridadas, debe existir un perfecto acoplamiento y coincidencia en los agujeros antes de colocar ningn perno; el contacto entre las caras de las bridas debe ser uniforme. Si las bridas son de material distinto, se coloca un aislamiento entre ellas para prevenir la corrosin y en ese sentido los pernos deben ser
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 13 de 16
tambin de material compatible con el de las bridas. Antes de ajustar los pernos se revisan las caras de la bridas, las cuales no deben presentar daos superficiales, suciedad o exceso de aceite o grasa.
Se usa una secuencia de ajuste (apriete) de los pernos para asegurar la adecuada compresin de las empacaduras.
Los accesorios y vlvulas se montan de acuerdo a planos e instrucciones de los fabricantes. Antes de montarse, las vlvulas son revisadas y comprobadas en su limpieza, estado y funcionamiento.
Las nomenclaturas y los colores de tuberas para los distintos fluidos sern los especificados por el Cliente.
Una vez posicionado el tubo y/o spool en su coordenada conforme lo indicado en los planos, s verifica la correcta ubicacin utilizando cintas mtricas y niveles y, en caso de que sea necesario la verificacin por topografa, se solicita la presencia del topgrafo para una inspeccin. En caso de que sea detectada alguna interferencia que no posibilite la continuacin de la instalacin de la tubera se emite una solicitud de aclaracin de informacin (RFI). Ver PS-SIC-06.
Para los casos de conexiones bridadas se verifica que los accesorios utilizados (empacaduras, vlvulas, filtros, otros) son originales (segn lo especificado por el Proyecto) y si el sentido de flujo est correcto antes de ejecutar el apernado. Se debe verificar la cantidad de hilos (3 hilos) pasante en los pernos para asegurar l apriete adecuado y que el perno o esprrago sea el indicado en el isomtrico.
Una vez instalados y soldados los spool, se verifica que toda la soportera y derivaciones para instrumentacin requeridas segn lo indicado en los planos estn completas; caso contrario, se procede a la completacin.
7.9. Tolerancias a. Teniendo en cuenta que las tolerancias lineales no son acumulativas, las
siguientes tolerancias dimensionales se toman de referencia en la fabricacin de tuberas:
Longitudinal : 3,2 mm (1/8).
Desalineamiento interno : 1,6 mm (1/16).
Desalineamiento axial : 0
Desalineamiento en caras de bridas : 1/2 (en cualquier direccin)
b. Adelgazamiento de las paredes y ovalamiento en los dobleces:
El adelgazamiento mximo permitido en las paredes no debe exceder del 10% del espesor nominal de la pared.
Para tolerancias en el ovalamiento (aplastamiento) mximo se tiene:
Tubera sujeta a presin interna: 8% del dimetro del tubo. Tubera sujeta a presin externa: 3% del dimetro del tubo
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 14 de 16
c. Posicin de los agujeros para pernos en las tuberas con bridas.
La mxima desviacin permitida de la posicin requerida medida a lo largo del crculo de agujeros es de 1,6 mm (1/16).
7.10. Aceros inoxidables y especiales.
Para el manejo, transporte y fabricacin de tuberas de acero inoxidable y aceros especiales, se deben las siguientes consideraciones:
a. Los materiales de aceros inoxidables y aceros especiales se identifican por las marcas del fabricante de la tubera y/o accesorios o por un cdigo de colores establecido por el Cliente.
b. Aceros Inoxidables Los aceros inoxidables se deben proteger del contacto con
materiales de acero al carbono y/o ferrosos para evitar contaminacin metalrgica.
Los aceros con alto contenido de nquel (ejemplo: Alloy 20) deben ser tratados con las mismas consideraciones de los aceros inoxidables.
Los aparejos de izaje (eslingas o fajas) deben ser no metlicos.
Los discos abrasivos de corte y/o esmeril deben ser adecuados para este tipo de material (sin componentes ferrosos).
Los cepillos de alambre manuales o para herramientas elctricas (esmeriles) deben ser para aceros inoxidables.
Los marcadores de metal a emplear en el proceso de fabricacin, instalacin y soldadura deben ser adecuados para este tipo de material (con bajo contenido de cloruros).
Los troqueles a emplear para identificacin fsica de juntas y soldadores deben ser de materiales compatibles con el material base.
c. Soldadura. Al material de aporte para soldar aceros inoxidables y aleaciones se
le realiza ensayos de identificacin positiva de materiales (PMI) antes del proceso de soldadura a cada lote (colada) disponible segn especificaciones del Cliente.
A las soldaduras de aceros inoxidables y aleaciones se les realiza ensayos de identificacin positiva de materiales (PMI) despus del proceso de soldadura segn especificaciones del Cliente.
El primer pase de cada soldadura (pase de raz) debe ser realizado con procesos GTAW (TIG) o GMAW (MIG). No esta permitido hacer el primer pase con proceso SMAW (electrodo revestido).
Las juntas soldadas de aceros inoxidables y de aleaciones de alto contenido de nquel deben ser limpiadas inmediatamente despus de terminadas y antes de enfriarse (con cepillo de alambre manual y/o elctrico), para lograr una correcta limpieza y un adecuado pasivado.
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 15 de 16
Todo material de aporte debe estar fsicamente identificado por el fabricante.
Se debe cumplir estrictamente con los parmetros establecidos por los EPS aplicables.
7.11. END y Tratamientos Trmicos Post-soldadura. a. Los ensayos no destructivos (END) y tratamientos trmicos post-
soldadura (PWHT) sern ejecutados de acuerdo con las especificaciones del Cliente: JOB SPEC 4478-52A1, Shop & Field Fabricated Piping.
JOB SPEC 4478-50A10, Piping Material Specifications.
JOB SPEC 4478-50A10.12, Index of Line Class Piping Material Specifications.
JOB SPEC 4478-88A1, Welding & Heat Treatment Requirements for Equipment and Piping.
b. El Departamento de AC/CC es responsable por la aplicacin y control de los END. La Superintendencia de Construccin apoyar estas actividades con las facilidades que sean requeridas (iluminacin, andamios, elevadores, personal de apoyo y otros)
c. Para la aplicacin de los END se emplearan los procedimientos de inspeccin de COBRA y/o de las empresas especializadas en END.
d. Para la aplicacin de los PWHT se empleara el Procedimiento para el Tratamiento Trmico Post-soldadura (PO-TTS-01) y/o los procedimientos de las empresas especializadas en tratamientos trmicos (PWHT).
e. Si los ensayos no destructivos (END) a aplicar a la soldadura se facilitan en la etapa de construccin, se proceder a los mismos antes del montaje de la tubera en su ubicacin definitiva.
7.12. Inspeccin y correcciones. a. El Inspector de Control de Calidad, es el responsable de verificar por
muestreo la fabricacin (armado) de la junta, alineamiento, limpieza del bisel y ngulo adecuado antes de aplicar soldadura. Despus de terminada la soldadura verificar la calidad de la soldadura mediante inspeccin visual reportando esto en el formato FO-TUB-01A (Registro Diario de Inspeccin Visual en Soldaduras de Tubera). Cualquier desviacin al proceso ser registrada en el formato FL-SIC-02A.
b. Si la inspeccin realizada luego de la fabricacin obliga a la reparacin de soldaduras o un ajuste de dimensiones de conformado, se hacen las correcciones respectivas.
c. La reparacin de soldaduras se hace de acuerdo al Procedimiento para ejecutar reparaciones de soldadura, PO-SOL-03.
d. Cualquier modificacin de la configuracin geomtrica y/o dimensiones para ajustarse a las dimensiones mandatarias en el terreno, se podr realizar por un mtodo apropiado y autorizado por el Cliente.
-
CONSTRUCCION Y COMISIONAMIENTO DE WWTP RFP No: A6CV-90-137
N
PRC-9127-02
Procedimiento de Acoplamiento Rev. 00
ELABORATED: MINING OF DIVISION Pg. 16 de 16
7.13. Pruebas. a. Para la ejecucin de las pruebas hidrostticas se aplican los
lineamientos establecidos en PO-TUB-02 Procedimiento para la Ejecucin de Pruebas de Presin Hidrosttica.
b. Para la ejecucin de las pruebas neumticas se aplican los lineamientos establecidos en PO-TUB-03 Procedimiento para la Ejecucin de Pruebas de Presin Neumtica.
8 MODO DE ACEPTACIN
1. Tolerancias para distancia cara a cara, centro a centro = + 3,0mm.
2. Alineamiento de uniones bridadas = + 1,5mm de deslocamiento.
3. Alineamiento de bridas en la posicin indicada no puede distanciar mas que + 1,0mm.
4. Rotacin de la brida en relacin a la posicin correcta = + 1,5mm medido de la forma indicada en la figura.
5. Dislocamiento de la brida o derivaciones de la posicin indicada = + 1,5mm.
6. Para tuberas curvadas, la diferencia entre el mximo y el mnimo diametro (achatamiento) no puede ser mayor que 8% del diametro nominal, con presin interna, y 3% con presin externa.
7. Angulo de inclinacin de la brida en relacin a la linea de centro del 90 grados = + grado.
8. Inclinacin entre tramos soldados de una misma linea = 2,0mm en cada 1,0m. De largo.
ALINEACION DE TUBERIAS CON CALOR-Ing.PURPOSESCOPEREFERENCE DOCUMENTSSHARING AND DISCLOSUREDEFINITIONSRESPONSIBILITIESDEVELOPMENTDocumentation.Storage and Preservation.Traceability.Painting.Handling and transport.Manufacturing.Welding (union of components).InstallationTolerancesStainless and specialsteels.END and post-weld heat treatments.Inspection and corrections.Testing.
MODE OF ACCEPTANCE/
ALINEACION DE TUBERIAS CON CALOR-Esp.PROPSITOALCANCEDOCUMENTOS DE REFERENCIADISTRIBUCIN Y DIVULGACINDEFINICIONESRESPONSABILIDADESDESARROLLODocumentacin.Almacenamiento y preservacin.Trazabilidad.Pintura.Manejo y transporte.Fabricacin.Soldadura (unin de componentes).InstalacinToleranciasAceros inoxidables y especiales.END y Tratamientos Trmicos Post-soldadura.Inspeccin y correcciones.Pruebas.
/MODO DE ACEPTACIN