Alfred Bernard - Brewery History
35
17 Brewery History Number 122 Spring 2006 Joshua Tetley & Son, Leeds Extracted from the Noted Breweries of Great Britain and Ireland Alfred Bernard "Nor does the home-spun juice of malt, Like foreign wines, alone exalt The fancy, but if drank in season Strengthens and modulates our reason; The fragrant hop at the same time Does with the malt itself sublime, …" Chapter I It was night by the time we reached Leeds, and the great clock over the Town Hall had just rung out eleven when we entered the hotel. We were up betimes the next morning, to make a survey of the town before commencing our duties at the Leeds brewery. Few manufacturing towns have finer buildings or prettier suburbs than Leeds. Handsome villas and mansions are built on the different roads and around the margins of the park-like moors, and picturesque suburbs rise in beautiful undulations northwards. Leeds, the most opulent and populous town in Yorkshire, is the seat of the woollen manufacture in England, and contains some fine streets. Among them is Briggate, one of the broadest, hand- somest, and busiest thoroughfares in the north of England. The Old Bridge at its foot was, within the last seventy-five years, the only communication between the northern and southern parts of Leeds; but many others have since been erected. Leeds, by the union of the canal with the river Aire, has the important advantage of an inland navigation, which extends from the eastern to the western seas. Few towns in England have risen so rapidly as this, for we find, on looking at the statistics of the period, that in the year 1080 the population numbered 300 persons, and in 1831 it had reached 123,393; whilst at the present time it exceeds 309,000. For centuries Leeds has been the centre of a great brewing trade, and at one time the breweries were so numerous that they had the benefit of special legislation. In 1393, an ordinance for the price of victuals and drink was proclaimed in a full court at York; "By the advice and consent of our lord the King's justices in manner following: Good wheaten bread, four loaves for one penny; strong beer, per gallon, one penny.; and claret wine, eight pence per gallon." Previous to this date "beere," as it was then called, was
Transcript of Alfred Bernard - Brewery History

17Brewery History Number 122 Spring 2006
Joshua Tetley & Son, LeedsExtracted from the Noted Breweries of Great Britain and Ireland
Alfred Bernard
"Nor does the home-spun juice of malt,Like foreign wines, alone exaltThe fancy, but if drank in seasonStrengthens and modulates our reason;The fragrant hop at the same timeDoes with the malt itself sublime, …"
Chapter I
It was night by the time we reachedLeeds, and the great clock over the TownHall had just rung out eleven when weentered the hotel. We were up betimesthe next morning, to make a survey of thetown before commencing our duties atthe Leeds brewery. Few manufacturingtowns have finer buildings or prettiersuburbs than Leeds. Handsome villasand mansions are built on the differentroads and around the margins of thepark-like moors, and picturesque suburbsrise in beautiful undulations northwards.
Leeds, the most opulent and populoustown in Yorkshire, is the seat of thewoollen manufacture in England, andcontains some fine streets. Among themis Briggate, one of the broadest, hand-somest, and busiest thoroughfares in thenorth of England. The Old Bridge at its
foot was, within the last seventy-fiveyears, the only communication betweenthe northern and southern parts of Leeds;but many others have since been erected.Leeds, by the union of the canal with theriver Aire, has the important advantage ofan inland navigation, which extends fromthe eastern to the western seas.
Few towns in England have risen sorapidly as this, for we find, on looking atthe statistics of the period, that in the year1080 the population numbered 300persons, and in 1831 it had reached123,393; whilst at the present time itexceeds 309,000.
For centuries Leeds has been the centreof a great brewing trade, and at one timethe breweries were so numerous thatthey had the benefit of special legislation.
In 1393, an ordinance for the price ofvictuals and drink was proclaimed in a fullcourt at York; "By the advice and consentof our lord the King's justices in mannerfollowing: Good wheaten bread, fourloaves for one penny; strong beer, pergallon, one penny.; and claret wine, eightpence per gallon." Previous to this date"beere," as it was then called, was

18 The Journal of the Brewery History Society
extensively brewed by private persons;but this was not the beverage known inthe present day, although it was fermented.
Whether or not we assent to the dictum ofAutolycus, in the Winter's Tale, that "aquart of ale is a dish for a king,"it iscertain that a malt liquor, more or lessresembling the ale of modern times, wasmuch in vogue among our forefatherscenturies ago. In the days of St.Augustine, ale and mead were the chiefdrinks of the Saxons, the former beingmade from wheat, barley and oats, withthe addition of herbs to flavour it.
It is stated in Knight's Cyclopaedia that, inthe early periods of the history ofEngland, "ale and bread were consideredas equally victuals, or absolute neces-saries of life."
This appears from the various assizes orordinances of bread and ale, which werepassed from time to time for the purposeof regulating the price and quality ofthese articles. In the fifty-first year of thereign of Henry III (1266) a statute waspassed, the preamble of which alludes toearlier statutes on the same subject, bywhich a graduated scale was establishedfor the price of ale throughout England. Itdeclared that "when a quarter of wheatwas sold for three shillings, or threeshillings and fourpence, and a quarterbarley for twenty pence, or twenty-fourpence, and a quarter of oats for fifteenpence, brewers in cities could afford tosell two gallons of ale for a penny, andout of cities three gallons for a penny, and
when in a town (in burgo) three gallonsare sold for a penny, out of a town theymay and ought to sell four."
In process of time this uniform scale ofprice became extremely inconvenientand oppressive; and by the Statute 23,Henry VIII, c. 4, it was enacted that ale-brewers should charge for their ale suchprices as might appear convenient andsufficient in the discretion of the justicesof the peace within whose jurisdictionsuch ale-brewers should dwell.
The price of ale was regulated by provi-sions like those above stated, and thequality was ascertained by officers ofgreat antiquity, called "gustatorescervisiae" - ale-tasters, or ale-conners.These officers were regularly chosenevery year in the court-leet of eachmanor, and were sworn "to examine andassay the beer and ale, and to take carethat they were good and wholesome, andsold at proper prices according to theassize; and also to present all defaults ofbrewers to the next court-leet." Similarofficers were also appointed in boroughsand towns corporate; and in manyplaces, in compliance with charters orancient custom, ale-tasters are, at thepresent day, annually chosen and sworn,though the duties of the office have falleninto disuse. These ancient regulationsappear to have been dictated by a regardto public health; but in modern times,since ale and beer have become excis-able commodities, the numerous restric-tions and provisions which have beenintroduced are directed principally to the

19Brewery History Number 122 Spring 2006
security of the revenue and the convenientcollection of duties, although they undoubt-edly secure the consumer, to a certainextent, from any adulteration of the articleby the admixture of improper ingredients.
As the time had now come when we weredue at the brewery, we turned our facessouthward and continued our walk toBriggate.
Those dwellers in, and visitors to thegreat manufacturing town of Leeds whohave crossed the old bridge fromBriggate, can scarcely fail to haveobserved the array of tall chimneys whichmeets the eye on the left side of its east-ern extremity, each one serving as a kindof beacon to the great buildings beneath,and all of which belong to Tetley'sBrewery. Indeed, this mammoth estab-lishment is as distinguishable on this sideof the river, for its tall chimneys andnumerous piles of buildings, as the otherside is for its great woollen and othermanufactories.
There is not the slightest doubt that thisbrewery was in existence at the end ofthe last century, for among the books andpapers stowed away in one of the strongrooms, we came across an old-fashioneddebit note, dated Leeds, July 28, 1796,addressed to Mr. ls. Harrison, as follows:-
"Bought of WILLIAM SYKES,"Common Brewer. Opposite the Coal
Staith."
which, by permission, we here reproduce.The old brewery, before it was pulleddown, faced the river Aire, on which theCoal Staith stood, as at that time therewere no houses intervening.
Some of the ancient buildings, notablythe old malthouses connected with thebrewery, are still extant, and stand asevidences of the substantial style ofconstruction in vogue during the eigh-teenth century.
In the annals of Leeds it is recorded, "thatin the year 1756, a public brewhouse wasbuilt in Meadow Lane, wherein wasbrewed about fifty quarters of malt weekly."
Although the brewery has disappeared,the maltings are still standing in MeadowLane, and are the property of JoshuaTetley & Son. A description of them will befound in a later chapter.
Tetley's is a vast brewery, whether weregard the extent of the premises com-prised in it, the amount of capital investedand by which it is maintained, or thesystematic arrangements by which thedaily operations are conducted. It issituated on the south side of the riverAire, and is about half-a-mile from theTown Hall and railway stations.
Our frontispiece, copied from a series ofphotographs taken from steeples andtowers in the immediate vicinity, repre-sents a bird's-eye view of this mammothestablishment, and includes the notableCrown Point Maltings, etc.

20 The Journal of the Brewery History Society
At the side of the noble main entrance-gate there is a range of buildingsappropriated to enquiry and weighoffices, and to the office of the foreman ofthe yard, in front of which is a wide corri-dor, paved with Minton tiles, leading tothe general offices. Nearly in the middleof the premises are the brewhouse andfermenting rooms, where the principalprocesses connected with the brewingare conducted. Towards the east are maltstores, a great loading-out stage, withoffices over, and numerous cask-washingsheds; and beyond, an open court, con-taining at various points in its circuit anengine house, with all the steam-engine
apparatus, an ice-machine house,cooperages, and a pumping house; west-ward, range upon range of stables, draysheds, malt kilns, and quite a village ofindustrial shops.
Such are the extensive ranges of build-ings visible from the elevated roof of thegreat Crown Point Maltings, the wholecovering a space of ground six acres inarea. We propose, in the following pages,to describe the purposes to which theseseveral buildings are applied, and thenumerous vessels and extensive plantcontained therein.
The Sykes debit note
21Brewery History Number 122 Spring 2006
Having already briefly referred to theantiquity of Tetley's brewery, we nowproceed to give our readers a fulldescription of the interior of this notableplace as it appears to-day, together witha few particulars of the enterprising firmby whom it has been elevated from asmall business to be the most importantbrewing concern in Leeds and district.
In the middle of the year 1822, Mr.Joshua Tetley took the Leeds Brewery,then, as now, the largest in the town.Thirty years after, when the business hadoutgrown both plant and buildings, thenew brewery was built by his son, Mr.Francis William Tetley, the present stoneroom being erected on the exact site ofthe old fermenting house.
Mr. Joshua Tetley died in 1859, the busi-ness then being carried on by Mr. FrancisWilliam Tetley and Mr. Charles Ryder (thepresent senior partner).
Mr. Francis William Tetley died inJanuary, 1883; his son Mr. CharlesFrancis Tetley had previously joined theconcern. Mr. Charles Foster Ryder wasafterwards admitted a partner.
Since 1853, the business has increasedvery largely, necessitating, from time totime, additional buildings and improve-ments. In every department new and cost-ly appliances have been fixed, togetherwith hydraulic machinery of great power,supplied by Sir W.G. Armstrong, so thatthe brewery, now vies with the most mod-ern in engines, plant and machinery.
The most notable among all the build-ings, is the New Crown Point Malthouse,erected in 1866, the loftiest of its kind inLeeds, and of handsome elevation. It isonly when one makes a tour of an estab-lishment of this magnitude, that an ideacan be formed of the fabulous amount ofmoney employed in the brewing trade.
As we entered the brewery precincts, anumber of loaded wagons were just pass-ing through the gates, and we could notresist stopping awhile to admire the noblehorses and their stalwart drivers, the latterproceeding merrily along and looking thepicture of health and happiness.
Our first duty, was to present our cre-dentials to the firm, and obtain permis-sion to spend a few days in their greatbrewery. We had no difficulty in seeingthem, and, after a most courteousreception, were taken to the head brew-er's office, in the centre of the brew-house and situated on the first floor.Here we were introduced to Mr. Cross,who provided us with a guide, andarranged the order of our four days' tourthrough the premises.
Our first visit was to the malt storehouse,a large structure, five storeys high,adjoining the east side of the brewhouse.The maltings, where the malt is manufac-tured, were inspected a few days later.
At the back of the building, in the southyard, there is an enclosed chain hoist,passing through trap-doors, inserted ineach floor, worked by an engine in the yard.

22 The Journal of the Brewery History Society
Grains courtyard and brewhouse

23Brewery History Number 122 Spring 2006
The malt is lifted by the hoist from thewagons to the required floor, and is eithershot into a hopper, connected withscreening machines, and measured byan automatic weigher before beingbinned, or is wheeled into malt chambers,occupying four floors of the adjoiningblock.
In the east building there are eight bins,each 44 feet deep, and together holding5,000 quarters of malt.
By pulling out a slide at the bottom ofthese bins, the malt falls on an elevator, bywhich it is lifted to two Archimedeanscrews running along inside the roof of the
building. These screws convey the malt tovarious screening machines placed on thetop floor, from whence it again falls intofour of Penney's dividing machines (forsizing the grain) as it drops into one ofReuther & Reisert's automatic weighersplaced on the floor below, the index or reg-ister being fixed in the Penney's machineabove, for the convenience of the atten-dant, who works on that floor. There areother screens besides those mentioned,and two automatic measures for measur-ing malt en route to the mill.
Passing through the second floor, wecame to the maltster's mess room, fitted-up with benches, tables, etc.; with lockers
Mashing room
24 The Journal of the Brewery History Society
for their clothes; whence, passingthrough a doorway, we reached the grist-case room at the top of the brewhouse.This contains an experimental plant, orfive-quarter model brewery, complete inevery particular. On this floor are the topsof the grist cases, and here are erectedtwo of the five malt mills, each of whichgrinds at the rate of twenty quarters perhour. One is placed on the floor beneath,the others are on the ground floor. Thepatent, or black malt, is stored in one ofthe lower chambers of the maltstores.where it is crushed in a mill erected in-theblack malt room for that purpose. Fromthe mills, the crushed malt is conveyedby belts to the numerous grist cases over
the tuns. The water used in the brew-house comes partly from a deep well inthe east yard and partly from the townsupply. There are also on the premisestwo boreholes, each 600 feet deep,which furnish an unlimited quantity ofwater for cooling purposes.
Following our guide, we climbed a flightof steps leading to the top stage of thebrewhouse, where we were shown threemetal heating tanks, holding each 250barrels. Over them is placed a bonnet-hood, or wooden shaft, a necessaryappendage, for taking away the steam;and on each is an indicator, giving thetemperature and contents. Descending
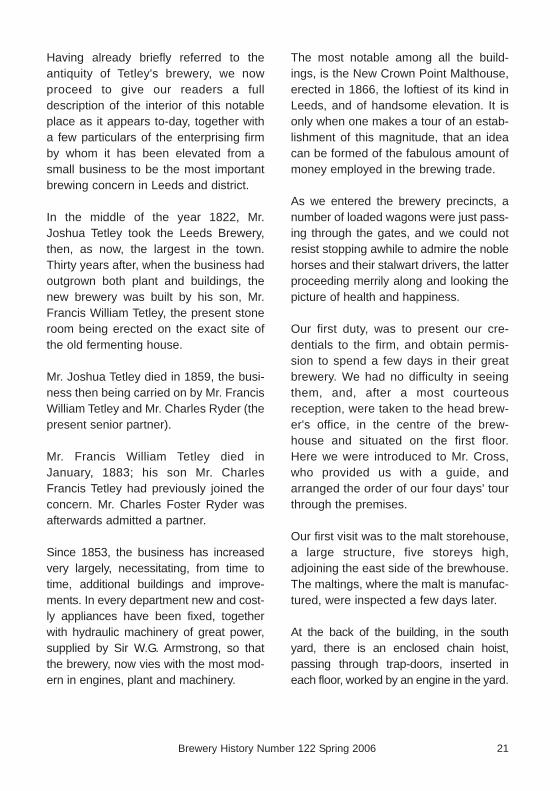
Hopback stage, showing circular hop presses

25Brewery History Number 122 Spring 2006
another staircase, we reached the greatmashing room, measuring 100 feet by 60feet. Here are displayed numerous ves-sels of great size and capacity; and, in thecentre of the concreted floor, an array ofeight mash tuns, two rising from the floorto a height of 8 feet, and capable ofmashing each seventy quarters. They areconstructed of iron, with gun-metal drain-ing-plates and mashing rakes; some arecommanded by mashing machines, andall have wooden covers. Along the ceilingoverhead are to be seen ponderous shaft-ing, wheels, great pipes and machinery, insuch bewildering numbers, that theysomewhat obstruct the light from the manywindows pierced in the walls. Connectedwith the mash tuns, and beneath them,are three underbacks ; and at the bottomof all the vessels are valve-traps, forconveying the grains therefrom to thefarmers' carts in the court below.
The grist hoppers over the tuns aresomewhat noticeable, being balloon-shaped and painted light drab, whichgives them a striking appearance. Alongthe walls are numerous pumps for wortand water, which will be described in theirproper places.
From the first landing of the staircase wetook a good look at this room, where wecould see the mashmen flitting about intheir long white coats, and, at the sametime, hear the hum and roar of themachinery in motion. We were muchimpressed with the animated appearanceof the place, which made up a scene fullof life and business.
Once more ascending the main stair-case, we reached the first section of thecopper-stage, where there are to be seentwo steam-jacketed coppers, each of 260barrels content. Our guide pointed outtwo intermediate receivers placed overthem, constructed of copper, to which thewort is first pumped before reaching thecoppers. Passing beneath an archway,we came to another section of the build-ing, which has an open roof and a solidlyconstructed concrete floor. Here we sawfour more coppers, heated by fire, andhaving a capacity of from 100 to 200 bar-rels. On the east side of the building areplaced three large converters; andbeyond them another little experimentalbrewery plant like that already referred to.
The hopbacks, three in number, and 9feet deep, are on the same level as themashing room, and are constructed ofcopper. In front of each vessel (as shownin our illustration) is placed a circular hoppress, of ingenious construction. On leav-ing these presses the spent hops fall intomovable wagons, by which they areconveyed to the shoots leading out intothe east yard.
Proceeding southward, we passedbeneath a broad archway into the hot-liquor room, containing four hot-liquortanks, constructed of iron and heated bysteam. Three hold 100 barrels each, theother holds forty barrels, and the tops arereached by a gallery in front. Above thesehot-liquor tanks we noticed two large irontanks, containing a supply of cold Waterfor these heating vessels. Besides those

26 The Journal of the Brewery History Society
mentioned, there is another large hot-water tank on the opposite side of theroom, for cleansing the various vesselsand utensils in the brewery.
Passing through the washing-up room - adistinctive feature of this brewery, whereevery utensil is washed after each opera-tion - we came to a long staircase leadingup to the numerous floors of this solidly-constructed building. Ascending to thefirst landing, we entered the No. 1 coolingloft, 70 feet square, a magnificently light-ed place, having two sides of its wallslouvred on the most approved style. Itcontains four open coolers, covering theentire surface of the floor. Above it isanother cooling room, almost as impor-
tant, containing one open copper cooler,40 feet in length, under which are placedtwo receivers, constructed of copper, forreceiving the partially-cooled wort on itsway to the No. 2 refrigerator.
Moving downwards, and afterwards turn-ing to the right, we came to the No. 1refrigerator room, containing a peculiarcircular horizontal block tin refrigerator,15 feet in circumference, cooling wort atthe rate of 140 barrels per hour. In thisroom there is an auxiliary tank, containinga further supply of water, in case any defi-ciency should arise in the larger tank. Inanother room there is a vertical refrigera-tor, and near it is the Excise office,beyond which is a store capable of con-
No. 1 cooling room

27Brewery History Number 122 Spring 2006
taining 2,000 pockets of selected hops.
As we returned to the staircase, our guidepointed out the "air propeller," or blower,driven by steam-power, for blowing coldair into every fermenting room in this finebuilding, also, ranged along the wall, abattery of wort pumps. Over this is anextensive floor, running the whole lengthof the building, which comprises a largegeneral store house, and a room contain-ing two cold wort receivers-intermediatevessels for receiving the liquor on its wayfrom the refrigerators to the fermentingsquares.
After this, we returned to the washing-uproom, where we ascended a platform,
erected in the centre, containing anothercircular refrigerator, cooling 140 barrelsan hour, after which we made our way tothe brewer's room and offices, to rest ashort time before exploring the ferment-ing department.
These offices are unusually important.They comprise, first, a neatly-fitted up andwell-furnished room for Mr. Cross, thehead brewer, next to which is a large officefor the under brewers; secondly, a labora-tory, fitted up with the usual paraphernalia;and beyond a clerk's office, accommodat-ing half-a-dozen gentlemen, whose dutiesare to work out the brewings, and checkthe receipts of raw material.
No. 2 fermenting stone room

28 The Journal of the Brewery History Society
In the lobby there is a small room, whichcontains a cooling tank for sampling wort;and near the doorway are placed extinc-teurs and fire apparatus.
"- As if the Nine, so fam'd of old,In musty tales by poets told,Their Heliconian streams had slighted,And in good nappy ale delighted,Esteeming cellars better fountainsThan any in Parnassus mountains … “
Chapter II
Walking a few steps from the brewer'soffices, we came to the stone fermentinghouse as it is called, containing a numberof floors of various dimensions, keptbeautifully clean. We took a peep in atthe No. 1 room, on the second floor,
Gyle room

29Brewery History Number 122 Spring 2006
which, like the others, rests on brick arch-es turned on to iron beams, and containsthirty-seven slate squares. But the mostnoticeable of all is the No. 2 fermentingroom, the most important on the premis-es, which consists of a collection of slatevessels well worthy of admiration.
Here all is clean, regular and orderly; andthis is not the only proof which such anestablishment affords, that the largeextent of the operations is the very cir-cumstance which leads to cleanly andorderly arrangement, from the absolutenecessity of economising space andtime.
It would be impossible for any descrip-
tion to do justice to this splendid room,we must therefore refer our readers tothe foregoing illustration, which givessome idea of its magnitude. We may,however, mention that it is nearly 150feet in length, is lighted by no less thanthirty-six windows, and that the ventila-tion is as nearly perfect as possible.Ranged on either side, with a 10 feetgangway down the centre, are eightyslate fermenting squares of great capac-ity. The supply mains, four in number,extend over the whole length of theroom, and are detachable for cleaningpurposes. On this level there is a largeyeast room, containing nine coppertanks, for receiving pitching yeast; eachvessel has an outside casing, where
Loading-out stage and officies over

30 The Journal of the Brewery History Society
cold water is continually passing, tokeep the yeast cool in summer. Thethird fermenting room contains thirtyslate squares, besides other vessels,and is similarly ventilated with shutterwindows.
The main hoist runs through the variousfloors of the building, and by this wedescended to the racking room, situatedon the ground floor, in front of which is theloading-out stage. This latter, which opensinto the north yard, and is 160 feet long and30 feet broad, is one of the most extensiveloading-out places we have seen. As manyas twenty-five drays can be loaded at onetime. At one end of the loading-out stage isthe wagoners' office, and at the other a
mess room for the draymen. On the out-side wall of the building we noticed a smalllift or elevator, communicating with theinvoice office above, for conveying deliverydockets, order sheets, etc.
In the racking room are nine slate rackingvessels, the largest holding 160 barrels,and on the floor we noticed nearly a thou-sand casks, that had just been filled withYorkshire stingo, ready either for deliveryto customers or for storing in the cellars.When the ale has been filled into thecasks from the slate squares, it isallowed to settle for awhile, after which asmall quantity of hops is put in; the caskis then bunged and hoisted from the cel-lar by one of the lifts. At the western end
Cask-washing shed
31Brewery History Number 122 Spring 2006
of the room is a storekeeper's office,capable of accommodating eight clerks,and another room for the head cellar-man.
By one of the lifts, we descended to thebrewery cellars - vast subterranean cav-erns, that branch out right and left, andcover half-an-acre of ground. In the firstcellar - where a forest of eighty ponder-ous iron columns, supporting the floorabove, greets the eye-hundreds ofcasks, placed on stillions, were beingfilled with "running ale" from main-pipes,and "hopped down," or "topped up."Others were filled with stock beers ofvarious kinds, or with stouts or porters.The most important ale stores, however,
are situated beneath the New CrownPoint Maltings, at the east side of thebrewery yard, Which occupy a largesub-floor and basement, and have twolifts capable of delivering six casks perminute. These cellars will hold 5,000casks, and are chiefly used for storingbitter and strong ales. The firm haveother large beer cellars, beneath theMidland and North Eastern RailwayStations, capable of storing over 20,000barrels. Next, in the order of our visit weinspected the cask-washing operations,for it is well known that it is impossible tohave sound beer without clean casks.
The cask-yard is superintended by a fore-man and his assistant, with an office in
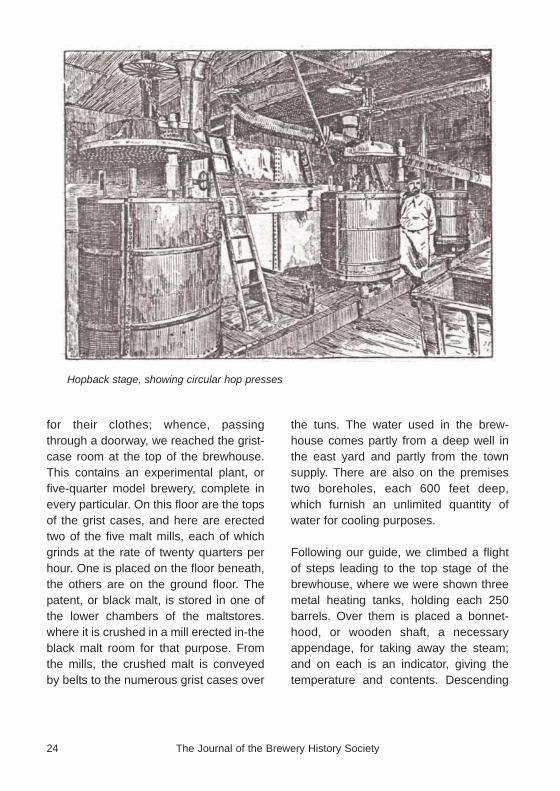
Empty barrel shed and number office

32 The Journal of the Brewery History Society
the machine shed, whose duties are thesupervision of work done, and the keep-ing account of all casks received; also thepreparing of time sheets for the counting-house. The empty casks are received ina large, high, and commodious shed,adjoining the machine house. This latteris a large building, 200 feet square,flagged with stories, containing sevenmachines or cradles of enormous size.These machines, improved by the firm'sengineer, are capable of cleaning 2,800casks per day of ten hours. The methodof cleaning adopted in this brewery is,first, to cut out the bung of the cask; next,to fill it with hot water and place in it oneof Thornton's patent chains for barrelcleaning, with a plug attached. The casks
are then placed in a revolving machine(driven by steam power), of special con-struction, so as to insure their beingcleaned in every part. After this they aretaken to a large trough, thoroughlywashed out, and then passed on to aninspector, who ascertains the sweetness,of each cask, at the same time insertinga small gas-jet or light inside. Finally, thecasks are passed on to another part ofthe shed to have the outsides washedand cleansed, after which, they are car-ried on a "traverse" through a subway tothe clean cask shed, an enormous build-ing, capable of holding 5,000 or 6,000casks of various sizes. We should herestate that the sacks, when received fromthe "traverse," are placed, bung down-
One of the coopers’ shops

33Brewery History Number 122 Spring 2006
wards, in rows of twenty-five, on a hotwater pipe specially designed with noz-zles, comprising five holes or jets, thatthrow the water into every corner, thuscleaning the cask from any small hops orsediment which may have been left.They are then transferred to a hot airpipe, the air being propelled by a largefan, whose pipe passes over a furnacespecially constructed, which heats the airto about 160 degrees. After this they areplaced on a cold air pipe, the air beingpropelled from another large fan. Thecasks are then stored in separate sizes,ready for filling, previous to which eachcask is inspected a second time, so as toinsure its being perfectly clean andsweet. As many as 2,418 casks havebeen passed through the washing shedsin one day. An entry of 2,000 casks is afrequent occurrence.
After quitting this busy scene, directed bythe foreman cooper, we passed on to thecooperage, which immediately adjoinsthis department.
When casks are found to be imperfect ordamaged, they are sent at once to thecoopers' shops to be repaired, hence, wefirst bent our steps to the No. 1 shop, abusy and noisy place, where the repairsare carried on. As we entered the manag-er "rung an axe" on one of the benches,to proclaim silence for a few minutes,whilst we walked through the place. Aswe passed along we noticed that dam-aged casks were taken to pieces andbuilt up again, in the same manner as ifnewly manufactured. We next passed the
Nos. 2 and 3 shops, taking a peep in atthe windows, and as we walked along,our conductor pointed out a number offinished casks, piled in separate groupson the pavement, that were markedapproved, ready to be checked by theforeman cooper, showing the result ofeach man's labour; coopers' work beingpaid for by the piece.
The process of measuring empty barrelsis carried on in three small and separatebuildings, each containing two registeringtanks-for both new and repaired casksare thus tested before being filled withbeer. After this operation, they are takento the branding room-a hot place in sum-mer-where there are six furnaces,presided over by the same number ofbranders, who number and stamp onevery cask the name of the firm. Finallythey are rolled down an incline to theracking cellars.
On the south side of the coopers' yard isthe cask manufactory, carried oh in anextensive building, where 500 casks canbe manufactured weekly. The steamcooperage next claimed our attention; agreat detached brick building in the cen-tre of the cask yard, containing a saw-mill, and some very ingenious machineryfor cutting staves and manipulating thetimber used in this great workshop. Weshould here state that all the timber usedin the cooperage is shipped from Memelor Bosnia; also that, before being used, itis stacked in the east yard to be sea-soned.

34 The Journal of the Brewery History Society
When required for use, a load of this oaktimber is delivered to the sawmill of thesteam cooperage, where it is sawn intotwo sizes-long strips for staves, and wideplanks for "heads." Entering the mainbuilding; we commenced our observa-tions at a machine called a jigger, con-taining in a steel frame a number of verysharp saws, for cutting Memel oakstaves, used for building up the sides ofthe casks, as well as for repairing them. Afew yards further on we came to a "cross-cut saw," were staves as well as headsare cut to the required length; and imme-diately adjacent we saw two peculiarmachines, called jointers, where thepieces of timber are ingeniously shaped.Further on is a steam lathe, for turningthe heads, which is rapidly accomplishedby a revolution of the machine. In therooms beyond, under the same roof,there are placed two band-saws, and a"smuggling" machine, the latter for level-ling the top of the head-boards; alsoshive and peg-cutting machines.
On the north side of this busy place is an"instrument-sharpening room," where allthe saws, cutters, etc., used on the prem-ises, are sharpened; and next to it is anengine room connected with the. greatcask factory, containing a steam engineon the Hammer principle, which not onlydrives all the machinery in this building,but works the well-pumps.
The ground floor of this structure containsa large wood-turning lathe, a saw-grind-ing lathe, a powerful grindstone (workedby steam power), and the shafting, pul-
leys, etc., for driving the ponderousmachinery above. Next door, andbeneath the sharpening room, there is astore room containing some tons of ironhoops, and other material connected withthe great cooperage. Bidding adieu to ourintelligent guide, we commenced ourinspection of the engineering andmachinery department, under the direc-tion of the engineer.
This gentleman first took us to see themain engine house, adjoining the malt-crushing house, a noble, lofty room, andlighted at each end. It contains a splendidhorizontal engine of thirty-six horse-power, erected by Kitson & Co., fordriving the motive power in the brew-house. The fly-wheel, which is 18 feet indiameter, and weighs ten tons, is amagnificent piece of casting. There isalso at one end of the building anotherengine of ten horse-power, for driving thedynamo of the electric light.
These engines are remarkably well kept- as, indeed, were all the others after-wards seen. The engineer showed uswith pride the beautiful movements andsplendid fittings attached to them, andexplained their purposes and uses. Tothe uninitiated, the wheels, cranks andlevers, appear inseparable or indispen-sable portions of the steam-engine, andthe principals complicated. Such, how-ever, is not the case; the essentialpower, by which it becomes a movingforce, is beautifully simple, and thecomplexity arises only in the means ofapplying that force to any particular

35Brewery History Number 122 Spring 2006
purpose. Without entering upon soextensive a subject as the application ofthe steam-engine, we may-be permittedto state that the circular motion given tothe large "fly-wheel" may be consideredas occupying the point of connectionbetween the production and the con-sumption of steam-power, and we mayregard the fly-wheel as a mighty work-man, whose labours are so directed thatsmall things cease to be small, and greatthings cease to be great.
To some persons, the inspection of acollection of wheels, axles, levers and
pinions, is most irksome; but to thosewho, like ourselves, regard them as evi-dences of commercial advancement andengines of national wealth, they rise tovery considerable importance, andbecome profoundly interesting.
Immediately adjoining the main engineroom is the ice machine house, a largebrick building with glass doors, containingtwo engines, each of fifteen horse-power,and so arranged that, in case of a break-down, they can be coupled together, andtake the place of a large engine previous-ly mentioned. Here are to be seen the
Steam boiler shed

36 The Journal of the Brewery History Society
cooling cylinders, freezing machines,etc., which, in the hottest weather in sum-mer, are capable of covering the pipeswith a perpetual hoar-frost.
Continuing our walk, we next reached thehydraulic engine house, 30 feet long,which contains a double accumulator,and a cylinder engine of twenty horse-power, for working all the passenger andother lifts throughout the premises. Thereare other engines about the place;notably, one of fourteen horse-power inthe Crown Point Maltings, for working theelevators, screws, and screeningmachinery; another of eight horse-power,for cutting chop and grinding corn for thehorses; one in the malt-kiln engine room
of eight horse-power, and four others inthe yards; altogether, there are elevenengines scattered about the works. Afterthis we were taken to see a formidablebattery of eight Lancashire boilers, plant-ed on the north side of the scalding shed.Each is 27 feet long and 7 feet in diame-ter, sunk in an open chamber some 4 feetbelow the level of the floor, with capa-cious coal bunks opposite. Some aresteel boilers, and nearly all are suppliedwith self-feeding grates worked bysteam-power. The boilers are filled bymeans of four donkey pumps, and sup-plied with hot water from a large tank inclose proximity, which is heated byexhaust steam from the great engine.Besides these, there are two more
Smiths’ shop

37Brewery History Number 122 Spring 2006
Lancashire boilers of equal power, adjoin-ing the dynamo house, and several small-er ones, too numerous to mention.
The village of industries, as they havebeen aptly designated, next occupied ourattention. These artisans' shops are mostlysituated in a range of brick buildings, withpaved floors, and are covered by a doubleroof, of lofty elevation. We commencedour observations at the smiths' shop, thefirst in the row, measuring about 56 feetsquare. It contains two massive steamforges, a steam hammer, a screwingmachine, a steam engine and blower com-bined, a working bench, two smiths' anvils,a Swedge block for round steel and iron,
screwing-plates, and many appliances forlessening manual toil and elevating indus-trial labour. All the machinery here, as else-where, is the best of its kind, and evidentlycapital has been invested with no miser'sreserve. Next we came to the wheel-wright's shop, another important branch ofindustry, where all the drays, wagons,carts, and vehicles of every kind used inthe business are made and repaired. Onlytimber that has been well-seasoned, and ofthe best quality, is used. New or freshwood soon gets warped; hence the firmstore their own timber many years before itis required. Eight skilled workmen are dailyemployed in this shop, which, like all theothers, is airy and well ventilated.
Wheelwrights’ shop

38 The Journal of the Brewery History Society
Immediately adjoining is the mechanics'shop, containing a ponderous slide screwand turning lathe, 24 feet long, worked bya five horse-power engine; also a hugedrilling machine in the centre of the floor,and other powerful machinery. Overevery department there is a responsibleforeman; and here, as in the other shopsvisited, we spoke to several of the lead-ing hands, skilled workers, who seemedto be most efficient in their business. Theadjoining shop, which is two storeys high,and the largest of the group, is used bothas a joiners' shop and a timber store, andcontains machinery for sawing andpreparing timber, etc.
We next visited the slate-workers' shop, agreat room 60 feet long, and of necessitya noisy place. Here all the great ferment-ing slate squares, vats and other vessels,are repaired by the firm's own skilledworkmen. In one part of the room weobserved a number of men sawing intoslices huge blocks of slate, of such pro-portions that we wondered how theywere conveyed from the quarries. Inanother, many more were adjusting theslabs on benches, and measuring themoff carefully, whilst others were groovingand fitting them into each other to a nicety.This is a most interesting process, and,like all branches of skilled labour,requires care and attention; everything
Mechanics’ shop

39Brewery History Number 122 Spring 2006
has to be done according to a plan, andthere is nothing of a random characterattempted in this shop. The slabs must becut most accurately, and every one fitsinto the groove of another with greatprecision.
In the south yard, near to the cooperage,are the painters', sign writers', and othershops; also stores and buildings for ware-housing raw material used by themechanics, and a special store-house foriron and brass fittings.
Before taking leave of our courteousguide, we persuaded him to take us a runround to see the numerous pumps placed
about the works. We stopped first at thegreat pump room, near the loftiest of thechimney stacks, which by-the-bye, is 150feet high. This room contains a Tangyecombined engine and pump, of greatpower, for throwing water, in case of fire;over the highest building and most distantpoint of the premises; also a powerfulpump for supplying the mains in thefermenting and racking departments, andfor cleansing the vessels and floors.
In front of this house is an engine andblower, enclosed in a glass partition, forblowing cold air in summer, and hot air inwinter, through all the offices and count-ing-houses. On the wall adjoining, in a
Carpenters’ and joiners shops

40 The Journal of the Brewery History Society
glass case, are seen enormous lengthsof fire-hose, we forget how many hundredfeet, and other apparatus connected withthe fire-engine. Here we came to the twobore-holes, each 600 feet deep, lined tothe depth of 300 feet with copper pipes, 8inches in diameter. The water, which isonly used for cooling purposes, is drawnup by a twelve horse-power engine andpump, erected on massive iron girdersand pillars in the courtyard. This engine-pump is capable of delivering the liquor toa height of 20 feet above the highestcooling liquor reservoir. Near to theengine is a winch, driven by anotherengine, for drawing the pump-rods andpipes in case of an accident; and, nest toit, a fan and hot air furnace, for forcing hotair through the empty casks, to dry them,and another for driving cold air throughafterwards.
There are six passenger and goods liftsin the brewery, one of which rises fromthe cellar floor to the top floor of the fer-menting house. The lifts are worked byhydraulic machinery, erected by SirWilliam Armstrong & Co., and are alsoused for delivering beer from the rackingcellars. Ascending by the No. 2 lift, wereached the level of the mashing floor,where our guide showed us a beam wort-pump, of considerable power andpeculiar construction, for pumping wortfrom the underbacks to the coppers, andtwo single pumps used for the samepurpose; also two four-throw and onethree-throw pumps for delivering the wortto the open coolers. Here we notice, aswe walk along, that the experimental
plant, or model brewery, has an engine toitself; there is also a small engine, ofeight horse-power, on the same level,for working the rousing pumps in thefermenting rooms.
On our way back we noticed, on thenorth-west side of the brewhouse, twocapacious hot water tanks, for receivingthe contents of all the copper-coils to bepumped therefrom into the boilers. Nearto them is the second mill room, wherethere are two pairs of malt rollers, andtwo sets of hydraulic pumps, for use incase of a breakdown.
At the bottom of the premises there is astone or builders' yard, of considerableextent, containing builders' material ofevery kind, huge blocks of slate, andmany tons of stone, etc.
Before concluding our observations forthe day, we paid a visit to the new barleyscreening and cleaning room, attached tothe middle malting, which has lately beenfitted up at great expense and in thenewest style.
During the last few years great improve-ments have been made in the prepara-tion of barley for malt, and malt for grind-ing. The rough-and-ready system hasbeen abandoned, and brewers, now-a-days, supply themselves with the bestscreening and cleaning machineryobtainable, to ensure perfect purity ofboth barley and malt.
The screening plant in this room is very

41Brewery History Number 122 Spring 2006
elaborate, and was erected by Mr. R.Boby, of Bury St. Edmund's. It comprisesa "half-corn and round seed separator,suspended in a timber frame, consistingof two cellular cylinders of most improvedconstruction, the cells being of a pocketshape," and not simply round indents.Also a patent self-cleaning corn screen,with blower and removable wire, andwood spring suspenders for separatinggrain, attached to which is a patent large-substance separator, capable of cleaningthe very dirtiest grain. This machinery isdriven by a vertical engine of greatpower, placed in the adjoining room, andcalled the malt-kiln engine-house.
Chapter III
Taking our way to the buying department,situated in a wing of the office building,we were introduced to Mr. Hindle, thebuyer and manager of the malting depart-ment. Following his lead, we entered oneof two purchasing rooms, with a northlight, where barley is sampled, weighedand tested, and were shown the varioustesting processes. After this we werehanded over to the guidance of the fore-man maltster, who, for the rest of the day,directed us in our wanderings through thenumerous malthouses owned by the firm.
Accompanied by the foreman, we com-
Painters’ shop

42 The Journal of the Brewery History Society
menced our tour at the New Crown PointMaltings, situated at the bottom of the yard.
We have seen few maltings to equalthese in point of appearance, structuralarrangements, and utility. They are builtof red brick, roofed with slates, and areseven storeys high. Each floor is reachedby a passenger hydraulic lift, enclosed ina tower-like structure outside the build-ing. After taking a peep at the foreman'soffice, near the great cask shed, weascended to the topmost storey of thelofty edifice, used as a barley store, andcapable of holding 6,000 quarters. In theprincipals of the roof is erected a cham-ber, where the barley is either landedfrom a cage hoist, depending over the
public street, and then wheeled to vari-ous hoppers communicating with thescreening machines, or is deliveredthereto by an endless belt running alongthe centre of the roof. This belt is fed bya powerful elevator; communicating witha hopper fixed in the yard loading-stage,the barley being delivered at the rate ofseventy quarters per hour. There arethree cleaning and screening machines(two manufactured by Boby), and alldriven by shafting from the engine. Thedust is drawn from the barley during thisprocess by a "cyclone" - a machinemanufactured by Simon, of Manchester,which most effectually accomplishes itspurpose. On leaving the screens, the bar-ley is lowered to stores, situated on the
Exterior of the Crown Points Maltings

43Brewery History Number 122 Spring 2006
two floors beneath, both of which aredivided in the centre - one side for barley,the other side for malt in air-tight bins -each store holding 3,000 quarters.
We nest reached the first of three workingfloors, laid with buff quarries, and lightedby thirty patent ventilating windows. Thefloor of the first storey is formed by brickarches on iron beams, and each floor issupported by sixty iron pillars. On twofloors there are a couple of steeps, each120 quarters, constructed of timber andlined with lead, filled by shoots direct fromthe barley stores. When the green malt isready for the kiln it is put into circular bas-kets, fitted on iron wheels, covered withindia-rubber, which roll along the floor tothe hatchway, where it is drawn up to the
kiln. Six men can then put the 120 quar-ters on to the drying floor in two and ahalfhours. The kiln, which extends the wholewidth of the building, is covered by threelouvred roofs; the floor is laid withNuneaton tiles. We descended to the. kilnlogic, situated on the level of the first floorof the malt-house, to see the six furnacefires, or chofffers, where only anthracitecoal is used. Three of them, eachenclosed in a brick chamber, are placedon either side of an arched passage, witha window at each end. These brick cham-bers can be closed by iron doors, andeach possesses three draught flues.
In close proximity there is a mess roomfor the maltmen, heated by steam-pipes,and comfortably seated.
An interior, Crown Point Maltings

44 The Journal of the Brewery History Society
At the suggestion of our guide, we nextvisited the ancient malt kiln, built in I790,at the bottom of the yard. It is a little lowbuilding, grey with age, containing twowithering floors, a small store, and a kilnwith an old-fashioned fireplace.
The central maltings, divided by a road-way, and communicating with the firstfloor by a bridge, were next visited. Theyare eighty-quarter houses, and contain,on either side, two growing floors laidwith concrete; a barley and malt store,holding 1,400 quarters; and two dryingkilns, one floored with wire cloth, theother with tiles.
A few steps further on, and opposite thegeneral offices, there is a fourth malt-house, almost as old as the "lower kiln,"containing one growing floor and a fif-teen-quarter stone steep. The top storeyis divided off into general stores, eachstore being reached by an outside stair-case.
The Meadow Maltings, situated about aquarter of a mile from the brewery, nextclaimed our attention.
We entered the enclosure through a pairof gates leading to a long, narrow yard,which encircles the premises. Thesecomprise, among others, an importantblock of brick and stone buildings, 230feet long and 150 feet broad, fronted by atwo-storeyed office of neat elevation. Inthe former are contained, on the base-ment level, eight enormous maltingfloors, and four above, the latter covering
the whole area of the structure. There isa steep on every growing floor, the wholecapable of wetting 200 quarters at onetime, and all the floors are laid with con-crete. The topmost storeys are dividedoff into barley and malt stores, the formerholding 3,420 quarters, and the latter5,500 quarters. In one part of the buildingthere are screening rooms, where themachinery is worked by a gas-engine ofconsiderable power.
Attached to these maltings are no lessthan seven kilns. Along the bottom of theyard is a foreman's house, a row of work-men's cottages, a barley-drying kiln, andspacious stores, these latter being con-nected with the maltings by a bridge overthe yard. The maltster's offices in frontare exceedingly well arranged, and con-tain, on the ground floor, a counting-house; above these, private offices, storerooms, etc.
Leaving the Meadow Maltings, we haileda passing cab, and drove out to Armley,that once lovely village, to see the vari-ous malthouses belonging to the firm.The Armley Works are the most pictur-esque of any of Messrs. Tetley's malt-houses, and were well worth the troubleof inspection.
On leaving the vehicle we entered theyard, which might be called a lawn, as(except the roadway) it is all laid downwith grass, and walked to the highest partof the enclosure, to commence ourobservations at the "Top Maltings." Weshould here observe that the maltings are

45Brewery History Number 122 Spring 2006
planted in three groups or ranges, on aplot of land two acres in extent, and thatthe property, which faces the BradfordRoad, is half-a-mile from the MidlandRailway, and three miles from the brew-ery. All these malthouses are built of redbrick; some are roofed with paving stonesand others with slate. Two of them, builtin the year 1781, are most interesting,and contain very curious rooms and fur-naces.
We were met at the entrance by themanager, "a veteran maltster," who hasbeen with the firm forty-nine years, and,although esteemed clever at his busi-ness, is a very unsophisticated and mod-est gentleman.
Conducted by him, we made a tour of the"Top Maltings," a fifteen-quarter house,and one of the old buildings referred to. Itcontains three growing floors, of so low apitch that a tall man cannot walk acrossthem in an upright position. They are laidwith paving stones, and the rooms arelighted by a number of very small ventilat-ing windows. Here we were shown anold-fashioned square stone cistern, sup-plied with steeping water from a pipe inthe wall, serving the three floors. Thestorey above contains a malt store with acapacity of 200 quarters, and a barleystore holding 300 quarters. We next tooka peep at the kiln floor, which had justbeen newly laid with Newmarket tiles, asalso had all the rest, and then made our
Meadow Maltings

46 The Journal of the Brewery History Society
way to the middle or new malting, a largebuilding erected some forty years since. Itis a fifty-quarter house of three storeys,and, as compared with the other two, ismodern in its style. We entered the build-ing, through one of the kiln logies, wherethe furnaces are enclosed, and the heatis conveyed into hot-air chambers, overwhich are heat distributors. From thisplace we passed through a tunnelledpassage dividing the two kilns, whichleads to the No. 1 growing floor, 90 feetlong and 30 feet wide, over which is theNo. 2, a similar floor. These also containstone cisterns supplied with water. On thethird floor there are two malt stores, hold-ing respectively 1,200 quarters and 300
quarters, and a barley store holding 400quarters.
On leaving this structure by the westdoor, we found ourselves in close proxim-ity to the office - an odd-looking detachedbrick building, containing two rooms. Ourguide invited us to enter, that we mightsee a curiosity in the way of mahoganydesks, which is said to be more than ahundred years old. It is 8 feet square,double-flapped, accommodating fourclerks, and most solidly constructed.Besides curious lockers, etc., it containsa number of secret drawers, so ingen-iously arranged that, without the clue, astranger could not open them. On the
Armley Maltings

47Brewery History Number 122 Spring 2006
outside there is a coin-tester, or slot,made of brass, and let into the solidwood.
Proceeding to the bottom of the hill, wecame to the "Old Malting," as it is desig-nated - a forty-quarter one, and the mostancient of the group. Along the wholefront, the ground is paved to about 6 feetwide, and entrance is obtained to thestructure through an archway, closed withan oaken door 4 inches thick, the door-jambs being constructed of narrow slabsof stone. A long strip of the front part ofthe building, into which this doorwayleads, is used for storing barley in smallchambers holding together 250 quarters.
This malting contains four kilns, three infront and one at the back, all having boxlouvres, surmounted by a cowl, and tileddrying floors.
The principal growing floor, 120 feet long,is in the basement of the edifice, dividedby three rows of stone arches, ofimmense span, which support the storeyabove, and is lighted by six Normanwindows. In quaint arched recesses areplaced the most antique stone cisternswe have ever seen, which are filledsimply by a main-pipe from above. Overthis chamber, on the ground level, aretwo more floors, and a malt store holding1,200 quarters.
Near the east kiln there is a loading-outstage, opening on to the road, for loadingmalt for the brewery.
Two hundred yards from these maltingsare others, called the Simpson Maltings-storing 1,000 quarters each, of barleyand malt - and equally interesting. Closeto the Armley premises is a foreman malt-ster's house, and workmen's cottages;and, opposite the property, standing in abeautifully wooded park, is the mansion,formerly belonging to and inhabited byMr. William Tetley the owner of themaltings.
At the conclusion of our visit to Armley,we drove back to the brewery, to com-plete our interesting visit by an inspectionof the offices and stabling premises.Before doing so, we were taken to thesampling room, to taste a few specimensof the firm's brew. The manager of thecellars was, fortunately, present, and firsthanded us a specimen of the "runningbeers" as supplied to public-houses,which we found to be a good wholesomebeverage for the labouring classes; nexta specimen of Yorkshire stingo, which wefound very luscious, full of body, and wellflavoured without being heady.
The light bitter ale, which is in greatdemand among the gentry and leadingfamilies of the district, suited us better. Ithas a distinct flavour of its own, and is asuitable beverage for those who enjoy asparkling tonic and wholesome drink.Finally, we tasted the East India pale ale,for which the firm have such a high repu-tation in London and elsewhere.
Our conductor informed us that the firmhave more than a dozen agencies in

48 The Journal of the Brewery History Society
different towns and cities, and a branchhouse and stores at St. Pancras, London.On leaving the sample room, we madeour way to a row of offices, leading up tothe main entrance gates, where we werehanded over to the care of a gentlemanwho, besides superintending the horseand dray department adds to his dutiesthat of yard manager. We found thisgentleman most intelligent, and gainedfrom him much useful and interestinginformation. His office is excellently fittedand furnished, and contains quite amuseum of objects connected with hisoccupation, arranged in glass cases asclassified. They comprise a collection of
horses' leg-bones, fetlock-joints, verte-brae, skulls, etc.; in fact, everythingconnected with the frame of a horse, alltaken from the remains of animals thathave been used in the brewery, and havedied accidently or otherwise. Amongthem, in a separate case, is a collectionof horses' teeth, in sets, ranging fromsix to thirty years old; and many otherveterinary curiosities.
Conducted by the master of the horse,we paid a visit to the stables situated inthree separate ranges of buildings in thebrewery yard. And here we shouldobserve that the firm own a magnificent
Yard, showing loading stage and drays

49Brewery History Number 122 Spring 2006
stud of eighty dray horses, mostly shire-bred, some of which have taken prizes.
Our steps were directed, in the first place,to the west yard, covering upwards of aquarter of an acre, and containing,besides a series of stables for carriage-horses, and a range of dray-sheds, ablacksmith's shop, smithy, and a timberstores ground; also coalsheds, and acoal bank nearly 100 feet long, in which isstored a reserve stock of coal. Here, alsowe were shown a room 140 feet long,called the drying floor for wagon covers,a convalescent home for sick horses, and
a fold-yard of considerable extent, laidwith tan for "cripples." This yard is quiteenclosed, and entrance is obtainedthrough an archway, at the side of whichis a watchman's cabin.
On the same side of the premises there isa second range, containing twenty-threestalls and two sick boxes; and a third, justbeyond, with seventeen stalls. Over allthe stables are capacious hay and strawlofts, and attached to them are harnessrooms, etc. In close proximity to thethird range are the new model stables,occupying the extensive ground floor of a
Interior of general officies

50 The Journal of the Brewery History Society
lofty building, comprising fifteen stalls andseven loose boxes. The walls of thesestables are 18 feet high, the floor ispaved with Stafford bricks, and the venti-lation and drainage are most perfect andeffective.
Ascending by the hydraulic lift, we visitedother parts of this well-planned building,which included the corn warehouse,where 2,000 quarters of oats are barned;a beans, maize, hay and straw store, anda machinery and engine room. This lattercontains a steam engine, a corn-grindingapparatus, steam machinery for cuttinghay and chop, and two improved "dick-eys" for taking the dust from the crushedfood and horse-chop. There also is asteam-hoist for delivering the provenderto these floors, and abridge over theyard leading to the top floor of the No. 3stables opposite. Besides these, thereare other stables in the south yard, and atthe maltings, of less importance, whichwe had not time to visit. In the centreyards and sheds as many as seventydrays are drawn up every night; the firmhave 125 carts and wagons in daily use.
To reach the great block of buildingsdevoted to the offices we passed througha doorway at the side of the draymen'slobby, and by a short cut reached thegrand staircase, cruciform in shape, lead-ing to a range of splendid offices over theloading stage. The stone steps, 10 feetwide, rise to a paved vestibule, brokenmidway by a spacious landing, whence,to the right and left, other stairs lead tovarious suites of rooms and stationery
store chambers. It Would be impossiblefor any description to do justice to thishandsome suite of offices; we must,therefore, refer our readers to the follow-ing illustration, engraved from a photo-graph.
They comprise the following:- A letteroffice, invoice department, ledger postingand check offices, agency department,cask office, strong room, and lavatories.A paved corridor, 7 feet wide, runs alongthe front of these six offices, all of whichcommunicate, and are divided from eachother by glass partitions. At night they arelighted by the electric light; they areventilated by the hot and cold air-shaftsalready described, and are heatedthroughout by hot water. The principaloffice is in communication by speakingtubes with the brewery, as well as withthe maltster's offices.
Along the whole length of the walls of thecorridor are erected wardrobe cupboards(one for each clerk), and over them aseries of closed lockers for storingledgers and account books. Near the boxlift, which brings up documents andbooks from the loading-stage, we wereshown a neat little wagon for wheelingthe ledgers, cash-books, etc., to thestrong room, a stone-built chamber, 16feet square, at the far end of the corridor,with double iron doors.
On leaving these offices we made a hastysurvey of the rooms on the other side ofthe staircase, which consist of wages-paying, rooms, stationery stores, muni-

51Brewery History Number 122 Spring 2006
ment rooms, and private offices; and thendescended to the ground floor, beneaththe last-mentioned rooms.
At the foot of the staircase is the headcashier's room, and his clerks' office;beyond which, opening out into the westyard, is the order office and samplingroom, the former containing a payinglobby, where all the weekly wages arepaid, and where orders are received andattended to. Bearing round to the left, weentered a long corridor leading through asecond building, on the right of which areseveral offices devoted to correspon-dence clerks, and where a number ofresponsible gentlemen attend to theprincipal and confidential correspon-dence of the firm, etc.; also the statisticaland forwarding offices. Here, also, is thetelephone room, through which wewalked to waiting and other rooms, toonumerous to be described.
The partners' rooms are very extensive,and occupy the whole of the left side ofthe building.
All counted, there are eighty-five clerksdaily employed in the offices, and 400 per-sons in the brewery; and if we add trav-ellers and collectors, there is a total of 500persons employed in the establishment.
Among the noticeable features of thisbrewery is the provision made for therecreation and comfort of the workmen.
Following our indefatigable guide up along staircase from the yard we reached
the general mess room, a wooden build-ing upwards of 70 feet long, and capableof seating nearly 300 persons. It is light,lofty, and well ventilated, and attached toit is a kitchen, lavatories, etc. There isanother hall and mess room, almost asimportant, adjoining the loading-up stage,which is specially set apart for draymen.
In the immediate neighbourhood of thepremises is a small wooden missionchurch, for the use of the parish, built andsupported by members of the firm. Achildren's school room and missionrooms have likewise been provided.
The firm subscribe liberally to the localcharities. Their own employees are notforgotton.
In bringing our notice of this vast under-taking to a close, we cannot omit tomention some things that seemed to usof obvious importance. Everything inthe brewery is so systematicallyarranged that mind, rather than muscle,is called into action, and everywhere, inour progress through the variousdepartments, we saw, among the indus-trious workmen, signs of content andhappiness. Indeed, in office, breweryand workshop alike, everything indicat-ed the business habits for which thoseconcerned in the management of thisgreat undertaking have so long beencelebrated.