AIP Presentation 2009
19
AIP Pistons 2O09 1 1 Abilities India Piston & Rings Ltd.
-
Upload
chintan-acharya -
Category
Documents
-
view
96 -
download
0
Transcript of AIP Presentation 2009

© A
IP P
isto
ns 2
O09
11
Abilities India Piston & Rings Ltd.

© A
IP P
isto
ns 2
O09
22
Abilities India Piston & Rings Ltd.

© A
IP P
isto
ns 2
O09
Abilities India Pistons & Rings Limited -- a renowned name in Piston manufacturing Established IN YEAR 1966 by Mr. R.S.Arora . Converted into a limited company in 1995 & no. of employees is 160 .
(USP) - Six Sigma Black Belt Holder
- Quality Circles In All Departments
- 5S, POKA YOKE & Kaizen part of
daily activities
- Dispensary for employees
- Canteen started for all employees
- R.O. Plant installed for drinking water
Abilities India Piston & Rings Ltd.

© A
IP P
isto
ns 2
O09
Advantages
TECHNOLOGY We have developed here at Abilities the technology/ expertise for
manufacturing Pistons for chain saws and 2 stroke engines, right from raw material to finished product ensuring Higher Level of Quality and durability.
• Large Area 20,000 Sq Meters. • Proximity To Dry Port 3 Kms.• Well Trained Staff & Skilled Labour • 3D CAD (Pro Engineer)• 3D CAD Pro E Second Seat + TDO + Prismatic Milling • Uni-graphics one seat CAD +CAM• Well Equipped in House Tool Room including VMC from Mazak Japan• In House Development of Cam Profile (Master Cam)

© A
IP P
isto
ns 2
O09
5
Year 1982- Started OEM supplies to Enfield (Now Greaves )
1982- Started OEM supplies (TVS Motor Company)
1995- Converted into Limited Company
1996- Started production of Piston Rings
1998- Acquired ISO 9002 Certification
2000- 1st Export to OEM Supplies
2004- Acquired ISO/TS 16949 certification
2005- Joined ACMA UNIDO Cluster program
2007- Business model changed to OEM supplier from predominantly an after market company
2007- Joined ACMA ACT Advance cluster program
2008- Received Export Excellence silver trophy from EEPC of India
2008- Joined Tifac for E-Foundry project
2008- Won ACMA Productivity & Quality award Bronze trophy
2008- Received Export Excellence Silver trophy from ACMA
2009- Achieved Export House certification from Govt. of India
2009- Received Export Excellence silver trophy from EEPC of India
2009- Achieved Gold trophy from ACMA for Excellence in Quality & Productivity
2009- Achieved Gold trophy from ACMA for Excellence in Export
Key Mile Stone

© A
IP P
isto
ns 2
O09
6
Key Products / Product Families
Pistons & Piston rings

© A
IP P
isto
ns 2
O09
7
Proud Achievements
ACMA Awards EEPC Awards
QCC & TS16949 Certificate
Export House

© A
IP P
isto
ns 2
O09
8
Production Set Up
Vertical M/C Centre – MAZAK
Machine Shop Line Machinning
Ultra Sonic Cleaning Machine Pressure Die Casting
Ring Machine Shop

© A
IP P
isto
ns 2
O09
9
Production Set Up
CNC Piston Machining
Honing Machine Piston Ring DD Grinding Machine Piston Ring
CNC Barrel Turning Piston Ring

© A
IP P
isto
ns 2
O09
10
Image Analyzer Spectrometer
Surface Roughness Tester Roundness Tester
Current Testing Facilities

© A
IP P
isto
ns 2
O09
11
Profile Projector CMM
Current Testing Facilities
Vision Inspection Systems

© A
IP P
isto
ns 2
O09
12
- Started from UNIDO program
- Joined ACMA – ACT Advance Cluster Program
under the guidance of
Chief Mentor Mr. C. Narasimhan
from TVS group & Our Counselor
Mr. Rakesh Gupta
Transformation Journey

© A
IP P
isto
ns 2
O09
13
ACMA Advance Cluster Road Map
We are part of ACMA ADVANCE CLUSTER program toupgrade our facilities to BEST IN CLASS standards.
Time in Months 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
1. Kaizen 2. QCC 3. 7 QC Tools 4. QC Story 5. 7 Management tools 6. Talent Development
30
th M
ay
'09
Month
1s
t J
un
'07
Ju
l'0
7
Au
g'0
7
Se
p'0
7
Oc
t'0
7
No
v'0
7
De
c'0
7
Ja
n'0
8
Fe
b'0
8
Ma
r'0
8
Ap
r'0
8
Ma
y'0
8
Ju
n'0
8
Ju
l'0
8
Ja
n'0
9
Fe
b'0
9
Ma
r'0
9
Ap
r'0
9
Se
p'0
8
Oc
t'0
8
No
v'0
8
De
c'0
8
Au
g'0
8
Deliverables
VAPCO VAR
Road map for Advance Cluster
Lead time ITR Process Stability - Quantity - Quality Customer Quality - PPM OEE / OLE / OPE Cost Losses
Cellular Manufacturing
(Productivity Culture )
Integrated Flow Manufacturing (Business Result Culture )
1. Concept of Cell design & Implementation 1.1 SMED (Integrate to SPF ) 1.2 LCA ( Integrate to operator fatigue / Stresses 1.3 Integrated Quality Control ( Poka-yoke , Vision Control ) 2 .Equipment Maintenance 2.1 Implement step 1, 2 ,3 & Practice 2.2 Preventive maintenance - Implement and Practice 2.3 Organisation / Management 2.4 Cost loss analysis 3. FIFO 3.1 First IN First Produced ( Integrate to quality traceability ) 3.2 Production planning & control
1. Value adding management , concepts design and Implementation 1.1 Implementation of 14 steps 1.2 Production balancing and leveling 2. Integrated cellular manufacturing - Implementation and Practice
Audit Score PQC Improvement
Total Employee Involvement Satisfaction Score Participation Kaizen / QCC
TEI (Continuous Improvement
culture through TEI )
Advance 5 S (Sustenance culture through Discipline)
1. Institutionalize all 5 S Basics 2. 6 M concept design & implementation 3. Holding gains and Corrective actions

© A
IP P
isto
ns 2
O09
14
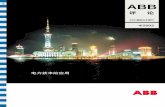
Training Session
Safety Audits and NC
7
28
24
9
25
39
11
41
21
7
18
10
7
28
23
9
25
38
11
41
20
6
18
10
0
5
10
15
20
25
30
35
40
45
1 2 3+4 5 6 7 8 9 10 11 7-A 11-A
Number
Cum.NC Identified
Cum.NC removed
Information Centre
K aiz en / E m ployee / m onth
1.92
2.02
3.00
0
11
22
33
4
B efore (J an' 09) After May' 09) Target (D ec' 09)
Better
Family Day Photo Safety Audit
KaizenDispensary for employees

© A
IP P
isto
ns 2
O09
15
KaizensCompany MM/YY Sl.No.
Kaizen Theme :
Problem/Present Status: Before Improvement:
Real Root Cause Identification:After Improvement:
Result/Benefit:
How many places this Kaizen can been deployed horizontally:
Root cause
Idea to eliminate root cause
Action taken
Implemented Area: Machine shop
Implemented By: Mr.Bipin Yadav
1
Standardization :
Training material do not ignite trainee mind
Animate training material
A animated repetitive virtual training created Which stimulates trainee mind
Training SOP changedAudit frequency: Every 15 days
To Improve training effectiveness on roundness Testing machine
Training effectiveness was not up to mark
20%
0.00%
10.00%
20.00%
30.00%
40.00%
MarksMar
ks o
btai
ned
in
Tra
inin
g P
ost t
est
Training was less effective
Training was not grasped by trainee
Training material do not ignite trainee mind
Increased Min Marks Avg=(35-20) = 15%
Abilities India pistons & ring limited 09/08
For spectrometer & image AnalyzerTarget by 28Oct-08
20%
35%
0.00%
10.00%
20.00%
30.00%
40.00%
Before AfterMar
ks o
btai
ned
in
Tra
inin
g P
ost t
est
Q C S M ENV ITD ENGP
AIP PRESENTATION 09 LCA MOVIE\ROUNDNESS TRAINING MODULES FOR CENTERING.pps
AIP PRESENTATION 09 LCA MOVIE\Roundness Training Material.jpg

© A
IP P
isto
ns 2
O09
16
Best Practices
LCA MOVIE BEFOR
E
LCA MOVIE AFTER
Low Cost Automation
No of Trials / Parts 1 2 3 4 5 6 7 8 9 10
1 1.45 1.49 1.46 1.41 1.47 1.39 1.37 1.38 1.48 1.43 Repeatability ( Equipment Variation)
2 1.46 1.48 1.46 1.42 1.47 1.39 1.38 1.38 1.47 1.43 EV = R double bar * K1
3 1.46 1.49 1.46 1.42 1.48 1.39 1.38 1.38 1.47 1.43 Reproducability ( Appraiser Variation)
Avg. Xa 1.457 1.487 1.460 1.417 1.473 1.390 1.377 1.380 1.473 1.430 AV(X diff * K2)² -(EV² / nr)}
Range Ra 0.010 0.010 0.000 0.010 0.010 0.000 0.010 0.000 0.010 0.000 Repeatability & Reproducability (R&R)
No of Trials / Parts 1 2 3 4 5 6 7 8 9 10 R & R (EV² + AV² )
1 1.45 1.49 1.46 1.41 1.47 1.39 1.38 1.38 1.48 1.44 Part Variation ( PV )
2 1.46 1.50 1.46 1.41 1.46 1.38 1.38 1.39 1.48 1.44 Pv = Rp X K3
3 1.45 1.50 1.46 1.41 1.47 1.38 1.38 1.39 1.48 1.44 Total Varaiation ( TV )
Average Xb 1.453 1.497 1.460 1.410 1.467 1.383 1.380 1.387 1.480 1.440 TV (R&R² + PV² )
Range Rb 0.010 0.010 0.000 0.000 0.010 0.010 0.000 0.010 0.000 0.000 % Equipment Variation ( EV )
No of Trials / Parts 1 2 3 4 5 6 7 8 9 10 % EV = ( EV / TV ) *100
1 1.46 1.49 1.45 1.41 1.47 1.39 1.38 1.38 1.48 1.43 % Appraiser Variation ( AV )
2 1.46 1.48 1.46 1.41 1.47 1.39 1.37 1.39 1.48 1.43 % AV = ( AV / TV ) *100
3 1.46 1.49 1.45 1.41 1.47 1.39 1.38 1.38 1.48 1.44 % Repeatability & Reproducability (R&R)
Average Xc 1.460 1.487 1.453 1.410 1.470 1.390 1.377 1.383 1.480 1.433 % R & R = ( R & R / TV ) *100
Range Rc 0.000 0.010 0.010 0.000 0.000 0.000 0.010 0.010 0.000 0.010 % Part Variation ( PV )
% PV = ( PV / TV ) * 100
X D.Bar= 1.4348 No. of Distinct Data CategoriesRp = 0.1122 ndc = 1.41 (PV / GRR)
Repeatability & Reproducability (R&R)
w.r.t Total Tolerance
A2 D3 D4 K1 K2 K3
1.023 0 2.58 0.5908 0.5231 0.3146
Analysis of Results :
Condition 1 : % GRR < 10 Acceptable Results Accepted
10 < % GRR < 30 Conditionally acceptable (if % GRR w.r.t Total tolerance is less)% GRR > 30 Not acceptable
Condition 2 : The number of out of control points in Average chart should be more than 50 % to ensure part-to-part variation Results Accepted
Condition 3 : No out of control points in the Range Chart Results Accepted
Condition 4 : The number of distinct data categories (ndc) should be greater than or equal to 5 Results Accepted
Conclusion & Remarks :
Prepared By Approved By
F/ QA/ 16
GAUGE REPEATABILITY & REPRODUCABILITY STUDY
A
P
P
R
A
I
S
E
R
RA
JN
ARA
YA
N
1.4340
1.4340
1.4350
1.4343
0.0050
RESULTS / EVALUATION
Trials / Appraisers r = n =
3 Trials 3 Appraisers Number of Parts Number of Trials
+0.10
Average
Part Average
1.4360
1.4357
0.0050
1.490 1.458 1.412 1.470
DEVEN
DER
Perf ormed By
Date
Record Number
Part Name
Gauge / Equipment Name
Gauge / Equip. Least Count
PI STON
BALL MI CROMETER
RADI AL THI CKNESS
-0.00
0.10
DATA COLLECTI ON
0.01mm
Upper Control Limit
Lower Control Limit
Tolerance
0.0013
1.478
Part Number
Gauge/ Equip. No.
Characteristics
OM-2930; Ø34MM
9M2
DHI RMENDRA
December-05
4
0.0138
1.4330
1.4340
1.4360
1.4343
0.0060
1.4350
R D.bar= {(Ra+Rb+Rc)} / 3
X Diff ={ Max X - Min X } 1.429
UCLx = {X D.bar + (A2 * R)}
LCLx = {X D.bar - (A2 * R)}
1.440
0
UCLr = R D.bar X D4
LCLr = R D.bar X D3
0.0053
LA
XM
AN
1.4360
1.457 1.388 1.378 1.383 1.434
Preventive Maintenance Gauge R & R , Calibration
Nov' 08
Dec' 08
Jan ' 09
Nov' 08
Dec' 08
Jan ' 09
Nov' 08
Dec' 08
Jan ' 09
Nov' 08
Dec' 08
Jan ' 09
Nov' 08
Dec' 08
Jan ' 09
Nov' 08
Dec' 08
Jan ' 09
1Casting machine
24 27 19 41 40 19
2 PISTON M/C SHOP Line no.
1 to 5
32 37 35 37 40 28
3Face grinders(
rings)
32 26 24 26 21
4 Cam turning 31 28 32 32 32 15
5 Boring 29 27 30 32 34 15
6Notch
grinding/milling 30 32 34 32 28 15
7 Honing 4 3 2 5 4 4
MachineSr.No.
Total DiesLess than 5
Minutes>=5 Minutes <
10 Minutes>=10 Minutes <
30 Minutes>=30 Minutes
< 1 Hour
No of dies
>=1 hour Minutes < 2
Hours
SMED Matrix
Standard Operating Procedure Example of Cp & Cpk Calculation POKA – YOKE Station
PO387 10 mm
GP Boring GP BORE DIA
FB2 20-Jan-09
x1 x2 x3 x` R x`` R` UCLA1 LCLA1 USL LSL SIGMA T Z1 Z2 CPK CP
9.9975 9.9970 9.9985 9.9977 0.0015 9.997607 0.001 9.998463 9.996749867 10 9.995 0.000497 0.005 4.815 5.244 1.61 1.68
9.9965 9.9965 9.9965 9.9965 0.00009.9970 9.9980 9.9970 9.9973 0.0010
9.9970 9.9990 9.9980 9.9980 0.00209.9985 9.9985 9.9995 9.9988 0.0010 Frequencies9.9980 9.9970 9.9975 9.9975 0.0010 9.9950- 9.9960 3.00009.9975 9.9975 9.9975 9.9975 0.0000 9.9960- 9.9965 9.00009.9975 9.9985 9.9990 9.9983 0.0015 9.9965- 9.9970 12.00009.9975 9.9985 9.9975 9.9978 0.0010 9.9970- 9.9975 26.00009.9980 9.9975 9.9970 9.9975 0.0010 9.9975- 9.9980 12.00009.9965 9.9965 9.9965 9.9965 0.0000 9.9980- 9.9985 8.00009.9980 9.9975 9.9965 9.9973 0.0015 9.9985- 9.9990 3.0000
9.9975 9.9975 9.9975 9.9975 0.0000 9.9990- 9.9995 2.0000
9.9965 9.9970 9.9975 9.9970 0.0010
9.9975 9.9975 9.9975 9.9975 0.0000
9.9975 9.9975 9.9975 9.9975 0.0000
9.9970 9.9970 9.9970 9.9970 0.0000
9.9985 9.9975 9.9990 9.9983 0.0015
9.9980 9.9975 9.9975 9.9977 0.0005
9.9990 9.9980 9.9995 9.9988 0.0015
9.9985 9.9980 9.9980 9.9982 0.0005
9.9975 9.9980 9.9975 9.9977 0.0005
9.9975 9.9980 9.9985 9.9980 0.0010
9.9980 9.9970 9.9970 9.9973 0.0010
9.9980 9.9965 9.9960 9.9968 0.0020 REMARK: DIA OF GP BORE OF PISTON x' AVG DIA OF GP BORE OF PISTON
ALL READINGS IN MM R Range
x1 ; x2 ; x3
NAME OF PARA METER :
Cp & Cpk Values
Class -IntervalNORMALANCY TEST
M/C NO
OPTIMUM SIZE
DATE
PISTON REF NO -OPERATION -
Freuency Distribution in Class -interval
0.00005.0000
10.000015.000020.000025.000030.0000
9.996
09.9
965
9.997
09.9
975
9.998
09.9
985
9.999
09.9
995
Class Inter val
Freq
uenc
y
Series2
Series1

© A
IP P
isto
ns 2
O09
17
Best Practices
The Following Are The Areas Where We Are Working To Improve Our Competitiveness.
Aligning with customer varying demand using the tools like:- Takt Time
- Value Stream Mapping
- Production Leveling & Balancing
To Identify & Eliminate The Waste We Use- Process Mapping
- Low Cost Automation
- Operating Ratio.
- Cycle Time Study By Video Graphy
- Standard Work Combination
- Standard Operating Procedures
- CLITA Standard

© A
IP P
isto
ns 2
O09
18
Quality Tools Used
VAR :- Before = 0.76 After = 11.95
Standardised Work Combination table REV 03
Product : PO414 Machine : LINE # 2 Required output/ day : 2000 Manual
Process : MACHINING DATE: 15 th JAN08 Department: MACHINE SHOP Takt Time : 37 Auto
1 2 3 4 5 6 7 8 910
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
1 Rough turning 7 15 222 Center bore drilling 4 43 Locating seat 5 14 194 Size turning and ring grooving & HF 6 15 215 06 Lock pin drilling, fitting & pressing 30 3078 Rough boring 10 21 319 Fine boring 11 23 34
1011 Circlip grooving 23 2312 Bore chamfer 5 5 101314 Bore burnishing 10 1015 Boss facing 6 29 3516 IBC 8 8
17 018 Oval turning 15 21 3619 PORT FILE 7 7202122 031
Step
Man
ual Time in Seconds
Auto
Tota
lCLICK HERE FOR DETAILS
Value Stream Mapping Standard Work Combination
Process Mapping

© A
IP P
isto
ns 2
O09
1919
Thank you for your attention
Abillities India Piston & Rings Ltd.
Plot No. 3, F-301, IIIrd Floor
Ashish Complex, Local Shopping Centre,
New Rajdhani Enclave Vikash Marg,
Delhi-110 092 (INDIA)Phones: 0091-11-22059744Telefax: 0091-11-22059755E-mail : [email protected]
www. aippistons.com