Ahmed Soliman Cairo University, Faculty of Engineering ...
21
E&O30O137 A New Process for Co-production of Ammonia and Methanol Ahmed Soliman Cairo University, Faculty of Engineering, chemical Engineering Department Abstract: A new process for co-production of ammonia and methanol is proposed. The process involves the production of synthesis gas by oxygen blown autothermal reformer (ATR) at a pressure of 40-100 bars, a methanol synthesis loop at a pressure of 50-100 bars and an ammonia synthesis loop at a pressure of 200-300 bars. The oxygen required for the ATR is supplied by an air separation plant. The synthesis gases from the ATR are cooled and compressed, in a first stage compression, to the required methanol loop pressure. The purge stream from the methanol loop is sent to an intermediate temperature shift converter ITSC followed by a physical solvent CO z removal unit and them purified in a pressure Swing Adsorber (PSA). The purified hydrogen from the PSA together with the almost pure nitrogen from the air separation plant are recompressed, in a second stage compression, to the TESCE, Vol. 30, No.2 <s> December 2004
Transcript of Ahmed Soliman Cairo University, Faculty of Engineering ...

E&O30O137
A New P r o c e s s for Co-production of Ammonia and
Methanol
Ahmed Soliman
Cairo University, Faculty of Engineering, chemical Engineering Department
Abstract:
A new process for co-production of ammonia and
methanol is proposed. The process involves the production
of synthesis gas by oxygen blown autothermal reformer
(ATR) at a pressure of 40-100 bars, a methanol synthesis
loop at a pressure of 50-100 bars and an ammonia synthesis
loop at a pressure of 200-300 bars. The oxygen required for
the ATR is supplied by an air separation plant.
The synthesis gases from the ATR are cooled and
compressed, in a first stage compression, to the required
methanol loop pressure. The purge stream from the methanol
loop is sent to an intermediate temperature shift converter
ITSC followed by a physical solvent CO z removal unit and
them purified in a pressure Swing Adsorber (PSA).
The purified hydrogen from the PSA together with the
almost pure nitrogen from the air separation plant are
recompressed, in a second stage compression, to the
TESCE, Vol. 30, No.2 <s> December 2004

required ammonia loop pressure. Ammonia condensation
takes place at high pressure by cooling water then by chilled
fluid cooled in the air separation plant.
1. Introduction:
Ammonia and Methanol are the most common liquid
chemical commodit ies . The world production of ammonia is
about 150 million tpa and the world production of methanol
is about 30 mill ion tpa.
Since they are commodit ies , the main factor that controls
the market share of the product is product price.
The product cost is the sum of the fixed cost and
operating cost. The operat ing cost is mainly the gas price
which is very competi t ive in Egypt and Arabic countries. As
a result the production cost of both ammonia and methanol
in the region is controlled by the fixed cost.
The fixed cost per ton products is minimized by
increasing the capacity and by maximizing product
integration in both side-stream direction (Ammonia /
Methanol Co- production process) and down-stream
direction (Nitrogen Value chain from ammonia and carbon
Value chain from methanol) .
TESCE, Vol. 30, No.2 <s> December 2(KM

Due to the fact that ammon ia and m e t h a n o l are twin
i n d u s t r i e s r e g a r d i n g the process c o n c e p t poin t of view. The
up — s t ream s y n t h e s i s gas uni t of the a m m o n i a p r o c e s s
(wh ich r e p r e s e n t s the major i ty of p lan t cos t ) is a lmos t
i d e n t i c a l to tha t of methanol . The p u r g e s t ream from the
m e t h a n o l loop is useful for the a m m o n i a p lan t . Also a very
i m p o r t a n t fact is that the capac i ty of bo th the a m m o n i a and
the m e t h a n o l p l a n t s are now l i m i t e d by the i r l oops and not
by the u p - s t r e a m syn thes i s gas uni t due to the d e v e l o p m e n t
a c h i e v e d in G T L p l a n t s .
The A m m o n i a me thano l c o - p r o d u c t i o n concep t i nvo lves
the c o n s t r u c t i o n of one in t eg ra t ed p l an t for both p r o d u c t s
c o n s i s t i n g of a la rge up-s t ream s y n t h e s i s gas uni t fo l lowed
by a d o w n - s t r e a m low-p res su re m e t h a n o l s y n t h e s i s loop then
a h i g h p r e s s u r e a m m o n i a syn the s i s l o o p .
2. Conventional Ammonia Technology:
A typical conventional ammonia plant consists of the following units:
• Synthesis gas production unit, which consists mainly of a
primary tubular steam methane reformer working at a pressure
of (25-40 bar), and air blown secondary reformer.
• Shift conversion unit, which consists of high temperature shift
converter (HTS) working at a temperature range of (300 - 500
°C) and a low temperature shift converter (LTS) working at
temperatures around 200 °C where most of the CO is converted
to C02.
TESCE, Vol. 30, No.2 <a> December 2004

• C02 removal unit, which is mainly an absorption stripping unit
working with a chemical solvent which consists mainly of
amino derivatives.
• Final purification, which consists mainly of a methanator to
convert the remaining CO into methane and a dryer to get rid of
undesired water vapor
• Ammonia synthesis loop consisting mainly of:
1. Two-stage compression unit to raise the synthesis
gas pressure to 100 - 200 bar
2. Multi - stage ammonia synthesis reactor
containing iron catalyst.
3. Ammonia refrigeration cycle.
The maximum capacity of a typical conventional ammonia plant is less
than 2500 tpd.
The typical energy consumption of a conventional ammonia plant is
about (27-30 GJ/t) NH3
The fixed cost required for a conventional ammonia plant with a
capacity of 1500 tpd is about 260-270 MUSD, which is equivalent to fixed
charges of more than 50 USD/ton ammonia.
Figure (1) shows a schematic presentation of conventional ammonia
technology
TESCE, Vol. 30, No.2 o> December 2004

/ \
_ l
•
/
k
\ W h-r
.5 'c o E E <. I
n u)
is & E £ §
< «
il
IS h . 3
IS
Z
-
V) IS O
i .
I
o o 5,'« JS in
w £ if I - O u
^ A S-
V/
X\
5s
O
c SZ o H-.5 'E o E E < "TO c o
+•»
c > c o o
I -
O O)
° il O o o £
01
TESCE, Vol. 30, No.2 <g>
December 2004

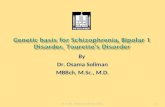
3. Convent ional Methanol Technology:
A typical conventional methanol plant consists mainly of the following unit:
• Synthesis gas production unit, which consists mainly of a primary
tubular steam methane reformer working at a pressure of (25-40
bar).
• Methanol synthesis loop consisting of:
1. Two-stage compression unit to raise the synthesis gas pressure
to ( 5 0 - 1 5 0 bar).
2. Adiabatic or quasi-isothermal methanol synthesis reactor
containing Copper oxide - Zinc oxide - Aluminum oxide
catalyst.
• Distillation train to purify crude methanol from light and heavy
ends.
The typical energy consumption of a conventional methanol plant is about
(28 - 32 GJ/t methanol).
The fixed cost required for a conventional methanol plant with a capacity
of 2500 tpd is about 300 MUSD, which is equivalent to fixed charges of more
than 30 USD/ton methanol.
Figure (2) shows a schematic presentation of conventional methanol
technology
<s> TESCE, Vol. 30, No.2 V _ ^ December 2004

J5.C
to
c _o IA IA V w Q. E o o
i 5
C IB C
c = S .§ -° £ a. i- c
CO w V) 3 ra "SO 2 I
I
ZT\
o o c .c u <D I -"5 c CO x: • + • *
c o C o > c o O N"
o u 3 O) iZ
J l /
TESCi:. \'ol. 30, No.2 <S> December 2004

4. Modern Trends in S y n t h e s i s Gas Technology:
The continuous development in research in synthesis gas production
technologies, especially for GTL plants, and the development of new
catalysts, materials and new equipment lead to considerably gTeat impact on
the design of modern plants. The new developments include: autothermal
reformer & heat exchanger reformer.
4.1 Fully Autothermal Reforming:
The whole reforming reaction could be performed without a tubular
reformer by autothermal catalytic reforming in a design similar to a secondary
reformer. In- this case it would be necessary to use oxygen or oxygen-enriched
air instead of air.
The auto-thermal reformer is fed directly with hydrocarbon feedstock or
with partially reformed gas in a pre-reformer. Because of the higher heat of
reaction in the internal combustion (temperatures of 2000 °C and higher), the
flow conditions, heat release characteristics and the risk of soot formation are
very different from the situation in the normal secondary reformer, and special
considerations in the design of burner and reactor are necessary. The burner
must have excellent mixing characteristics which give a combustion zone with
a turbulent diffusion flame, followed by a thermal zone in which
homogeneous gas-phase reactions take place. In the following catalyst bed, a
close approach to the thermodynamic equilibrium in the methane reforming
TESCE,Vol.30,No.2 @ ) December 2004

reaction and the water gas shift reaction is attained. The combustion is a
substoichiometric reaction with an overall oxygen/ hydrocarbon ratio of
0.55—0.6.
Autothermal reforming of natural gas and also of naphtha at normal
pressure was used in large scale in BASF in the early 1960s for the production
of ammonia. The catalyst beds consisted of three layers: an inert material on
the top to prevent back flashing into the mixing chamber, a small intermediate
layer consisting of a noble metal catalyst as starter, and a bottom layer of
nickel catalyst for the reforming reaction. Two versions were in use, one of
which was performed with a flame reaction in the empty space above the
catalyst bed, while the other was used for naphtha. Feed and pre-mixed
oxygen directly entered the catalyst bed, where the reaction was initiated in
the noble catalyst layer.
4.2 Heat-Exchange Reforming:
The temperature of the flue gas from a traditional reformer is usually
higher than 1000 °C, and the process gas at the outlet of the secondary
reformer is also at around 1000 °C. From a thermodynamic point of view it is
waste of energy to use this high level heat simply for raising steam and
preheating process air for the secondary reformer. The boiling temperature in a
125 bar main boiler on the secondary reformer outlet is only 325 °C, and the
process air is usually preheated in the reformer flue gas duct. A concept which
completely avoids a fired primary reformer is the exchanger reformer, which
TESCL, \ ol. 3d, X„.2 <s> December 2004

with some simplification may be viewed as tubular heat exchanger with the
catalyst inside the tubes, which are heated by the hot secondary reformer
effluent flowing on the shell side.
In some designs the rubes may be open at the lower end, in which case the
gas flow on the shell side consists of a mixture of the exit gases from the
secondary reformer and from the reformer tubes. Commercially operating
designs are the GHR of ICI and the KRES of M. W. Kellogg.
In the ICI gas-heated reformer (GHR) the reformer tubes consist of an
outer scabbard tube with an open ended bayonet tube inside, and the annular
space between the tubes is filled with the reforming catalyst. The
steam/natural gas mixture enters the tubes via a double tube sheet and flows
downwards through the catalyst, and the reformed gas leaves through the
bayonet tubes. To enhance the heat transfer from the hotter secondary
reformer outlet which flows on the shell side, the scabbard tubes are finned
and surrounded by "sheath" tubes.
Quite recently ICI has come out with a modified design. The bayonet tubes
are replaced by normal tubes attached to a bottom tube sheet by a special seal
that allows some expansion. In this way the delicate double, tube sheet of the
GI-IR is avoided. The seal which prevents leakage of methane-rich gas to the
secondary reformer effluent flowing on the shell side has a^uniquc design
which is"subject to patent applications of ICI. The AGHR will allow a single-
TESCE, Vol. 30, No.2 v ' IK timber 2004

line concept for world-scale plants whereas with the GHR several parallel
units would be necessary in the case of large plants.
Because of the smaller size compared to a conventional fired reformer,
considerable investment savings can be achieved. To close the heat balance
between the exchanger reformer and secondary (autothermal) reformer, the
latter has to take on a higher reforming duty, which may be achieved by using
an over-stoichiometric amount of air or oxygen-enriched air. In some
configurations, such as the KRES concept of Kellogg, the exchanger reformer
is partially bypassed, part of the feed (70-75%) being fed directly into the
autothermal reformer. The overall S/C ratio is 3.0 to 4.0 and the oxygen
content in the enriched air is between 28 and 32 mo! %. The mechanical
design is relatively uncomplicated, and the pressure difference across the tube
walls is only 3.4 bar (35-40 bar in a fired primary reformer). In contrast to the
1C1 GHR there is only one tube sheet and the tubes are open at the tower end,
where the reformed gas mixes with the hot effluent of the secondary reformer.
The mixed gases flow upwards on the shell side, where baffles create a cross-
flow to improve heat transfer. For mixing of the two gas streams, a multi-hole
distributor is installed.
Similar concepts are available from other licensors and contractors. Braun
& Root (now KBR), is offering the Tandem Reformer a process developed and
commercially tested in the former USSR in a hydrogen plant equivalent to a
400 t/d ammonia plant. Topsoe also has an exchanger reformer design.
(341 \ TKSCE, Vol. 30. No.2 ^ ' December 2004

A concept developed by Uhde goes a step further in this direction:
exchanger reforming and subsequent noncatalytic partial oxidation, which
provides the reaction heat, are accommodated in a single vessel. This
combined autothermal reformer (CAR) design, the reformer is operated at 17
bars in a demonstration unit producing 13000 m3/h of synthesis gas. The
steam/natural gas feed is passed through the reforming catalyst in the tubes,
which are heated by the hot gas returning from the partial oxidation section
below the tubes. The intensive mixing of the tube effluent with the oxygen or
oxygen-enriched air in the partial oxidation zone (temperature about 1300 °C)
is achieved by a vortex-type flow pattern. The residual methane content is
governed by the amount of oxidant. For ammonia production all the feed will
be passed through the reforming tubes; in other applications (methanol, oxo
gas) a portion of feed can be fed directly to the oxidation chamber to attain a
higher CO content.
5. Modern Trends in Ammonia Technology:
The continuous development in research in ammonia technologies and the
development of new catalysts, materials and new equipment lead to
considerably great impact on the design of modern plants. The new
developments include: intermediate temperature shift converter and ruthenium
catalyst.
TESCE, Vol. 30, No.2 <5> December 2004

5.1 Intermediate - Temperature Shift Convertor (ITSC):
A relatively new process concept is the intermediate temperature shift
which performs the reaction in a single step. The catalyst is based on a copper
-zinc- alumina formulation and optimized for operating in a wider temperature
range (200-350 °C) than the standard LTS catalyst (190-275 °C). The reaction
heat can be removed by use of a tube-cooled reactor raising steam or heating
water for gas saturation to supply process steam in the reforming section
(Linde LAC, ICI Catalco LCA). In a new plant using the spiral-wound Linde
reactor, a methane slip of only 0.7 mol% (dry basis) is achieved. Further
purification is performed by PSA. Generally the shift conversion reactors have
an axial gas flow pattern, but recently radial gas flow configurations have
been chosen in some instances. The lower gas velocities result in reduced
pressure drop, which saves compression energy and allows the use of smaller
catalyst tablets (3 x 3 mm or 2 x 2 mm), which because of the higher activity
can achieve a-Iower CO leakage. In a 1000 t/d plant without hydrogen
recovery the ammonia production would be increased by 10 t/d. Ammonia
Casale has patented radial flow designs for both HTS and LTS. In a recent
revamp the pressure drop was reduced from 0.55 to 0.35 bar in the HTS and
from 0.55 to 0.22 in the LTS. The CO leakage from the LTS could be lowered
to 0.11% from 0.25%.
5.2 Commercial Ruthenium Catalysts:
Since the early days of industrial ammonia synthesis only minor
improvements have been achieved for the magnetite system: optimization of
TESCE, Vol. 30, No.2 <343>
December 2004

manufacturing procedures, promoter concentrations, and particle size to give
somewhat higher activity and longer service life.
The most notable development for the magnetite system was the
introduction of co It as an additional component by 1C1 in 1984. The cobalt-
enhanced catalyst formula was first used in an ammonia plant in Canada using
ICI - Catalco's AMV process (later also in other AMV license plants) and is
also successfully applied in I d ' s LCA plants in Severnside.
In 1979 BP disclosed to M.W. Kellogg a new catalyst composed of ruthenium
on a graphite support. In October 1990, after a ten-year test program. Kellogg
started the commercialization of the Kellogg Advanced Ammonia Process
(KAAP) using this catalyst, which is claimed to be 10—20 times as active as
the traditional iron catalyst. According to the patent the new catalyst- is
prepared by subliming ruthenium-carbonyl [Ru3(CO)i2] onto a carbon-
containing support which is impregnated with rubidium nitrate. The catalyst
has a considerably higher surface area than the conventional catalyst and,
according to the patent example; it should contain 5 wt% Ru and 10 wt% Rb.
Besides having a substantially higher volumetric activity, the promoted
ruthenium catalyst works best at a lower than stoichiometric H/N ratio of the
feed gas. It is also less susceptible to self-inhibition by NH3 and has excellent
low-pressure activity A diameter of 1.5-2.5 mm and a length of about 6-7 mm
are probably the dimensions of the particles of the commercial catalyst
TESCE, Vol. 30, No.2 <s> December 200-4

The potential for ruthenium to displace iron in new plants (several projects
are in progress of which two 1850 mtpd plants in Trinidad now have been
successfully commissioned) will depend on whether the benefits of its use are
sufficient to compensate the higher costs. In common with the iron catalyst it
will also be poisoned by oxygen compounds. Even with some further potential
improvements it seems unlikely to reach an activity level which is sufficiently
high at low temperature to allow operation of the ammonia synthesis loop at
the pressure level of the synthesis gas generation.
6. Modern TrendS in Methanol Technology:
The continuous development in methanol technologies and the
development of new catalysts, materials and new equipment led to
considerably great impact on the design of modern methanol plants. The new
developments include new reactor designs and low pressure catalysts.
6.1 Modern Reactor Designs:
Ammonia- Casale S.A. has developed a reactor that employs a combination
of axial and radial flow (mixed flow). This type of reactor initially developed
for ammonia plants is offered by Davy McKee in ICI license.
The Variobar reactor developed by Linde consists of a shcll-and-mbc
reactor coiled in several tiers, whose cooling tubes are embedded in the
catalyst packing. The reactor temperature is adjusted by water cooling As in
other processes, the heat of reaction is utilized to produce steam, which can be
TESCE, Vol. 30, No.2 •(34T>
December 2004

used, for example, to drive a turbine for the compressor as an energy source
for subsequent methanol distillation.
The Mitsubishi Gas Chemical (MGC) process uses a reactor with double-
walled tubes that are filled in the annular space with catalyst. The synthesis
gas first flows through the inner tube to heat it up and then, in countercurrent,
through the catalyst between the two tubes. The outer tubes are cooled by
water; Mitsubishi considers the main advantage of this process to be the high
conversion rate (ca.14% methanol in the reactor outlet).
6.2 Low Pressure Catalyst.:
All currently used low -pressure catalysts contain copper oxide and zinc
oxide with one or more stabilizing additives. Alumina, chromium oxide, or
mixed oxides of zinc and aluminum have proved suitable for this purpose.
Table 1 shows a summary of typical modern catalysts for low pressure
methanol svnthesis.
TESLE, Vol. 30, No.2 V ' December 2004

Table 1 Summary of typical modern catalysts for low pressure methanol
synthesis.
i Manufacturer IFP
Sud Chemie
Shell
ICI
BASF
Du Pont
United Catalysts
Haldor Topsoe
| Component Cu Zn Al Cu Zn Al Cu Zn
Rare earth oxides Cu Zn Al Cu Zn Al Cu Zn Al Cu Zn Al Cu Zn Cr
] Content, atom % 2 5 - 8 0 1 0 - 5 0 4 - 2 5
6 5 - 7 5 1 8 - 2 3 8 - 1 2
71 24 5
61 30 9
6 5 - 7 5 2 0 - 3 0 5 - 1 0
50 19 31 62 21 17 37 15 48
TESCE, Vol. 3(1, No.2 o> December 2004

7. Ammonia — methanol co-production:
The new technology for co-production of ammonia and methanol involves
the following stages:
l .Air separation plant to produce almost pure nitrogen and liquid
oxygen (90% min).
2. Preheating of natural gas, steam and oxygen to a temperature (500 -
600 °C).
3. Pre-reforming of natural gas in a heat exchanger pre-reformer heated
by the outlet hot gases from the OBATR at a temperature (900 - 1100
°C).
4. Auto - thermal reforming of the pre-reformed gases in an OBATR at a
pressure 40-100 bar
5. The hot synthesis gases from the OBATR at (900 - 1100 °C) are used
for heating in the heat exchanger pre-reformer.
6. The hot synthesis gases leaving the heat exchanger pre-reformer are
further cooled in a waste heat boiler generating high pressure steam.
7. The cooled synthesis gas is compressed to a pressure 50 - 100 bar in
a first stage turbo-compression unit.
8. The compressed synthesis gas is feed to a low pressure methanol
synthesis loop.
9. The purge stream from the methanol synthesis loop is preheated to a
temperature (200 - 350°C) then fed to an intermediate temperature
shift convector (ITSC).
TESCE, Vol. 30, No.2 <s> December 20(14

10. The shift gas from the ITSL is then cooled and fed to a physica1
solvent C02 removal unit to separate C02 (this stage is importarr.
only if urea is to be produced).
11. The shift gases are then purified in a multi-bed pressure swint;
adsorption unit (PSA) to separate almost pure hydrogen (usually 99.9
%).
12. The hydrogen from the PSA is compressed with almost pure
nitrogen, from the air separation plant, in a second stage turbo-
compressor unit to a pressure 200 - 300 bar.
13. The compressed gases are fed to a high pressure ammonia synthesis
loop where ammonia is condensed by cooling water followed by a
chilled fluid cooled in the air-separation plant.
Figure (3) shows a schematic presentation for the proposed
Ammonia-Methanol co-production process.
(349s) TESCE, Vol. 30, No.2 ^ / Decern!.* = 20<>4

o c
CO
CD
a CO 'E o E E
c o
• M M
+-»
o 3
•D O i_ Q i
O
o o 0 l _ 3 C
iZ
TESCE, Vol. 30, No.2 December 2004

8. References:
1. Fertilizer Manual, Kluwer Academic Publishers, Dordrecht,
UN1DO, 1FDC Hardbound, March 1998.
2. Max Appl, "Ammonia Principles & Industrial Practice", W1LEY-
VCH, 1999. 3. Ullmann's Encyclopedia of Industrial Chemistry Release 2004,
7th Edition.
TESCE, Vol. 30, No.2 <S>
December 2004