
Agency Update - oregon.gov · BNI is responsible for the engineering, construction, startup and...
28
1 1 Presented by: Delmar Noyes, Acting Assistant Manager for WTP Startup, Commissioning and Integration Oregon Hanford Cleanup Board Agency Update August 7, 2017
Transcript of Agency Update - oregon.gov · BNI is responsible for the engineering, construction, startup and...
11
Presented by:
Delmar Noyes,
Acting Assistant Manager for WTP Startup, Commissioning and Integration
Oregon Hanford Cleanup Board
Agency Update
August 7, 2017
2
MissionTo safeguard the nuclear waste
stored in Hanford’s 177 underground
tanks, and to manage the waste
safely and responsibly until it can be
treated in the Waste Treatment and
Immobilization Plant for final
disposition.
VisionTo be a high-performing, innovative
organization that is safety-
conscious and employee-focused,
and committed to achieving our
mission with environmental and
fiscal responsibility.

3
Office of River Protection (ORP)ORP is responsible for planning, integrating,
and managing the River Protection Program
executed by contractors performing work
under ORP management. ORP has ~225
employees, both federal and contractor.
Washington River
Protection Solutions (WRPS)WRPS is the prime contractor responsible
for safely managing and operating the Tank
Farms. WRPS has 2,134 employees*.
Bechtel National, Inc. (BNI)BNI is responsible for the engineering,
construction, startup and commissioning of
the Waste Treatment and Immobilization
Plant. BNI has 2,913 employees*.
Wastren Advantage, Inc. (WAI)WAI is the prime contractor responsible for
managing the 222-S Laboratory. WAI has 54
employees.**As of March 31, 2017
Our Team
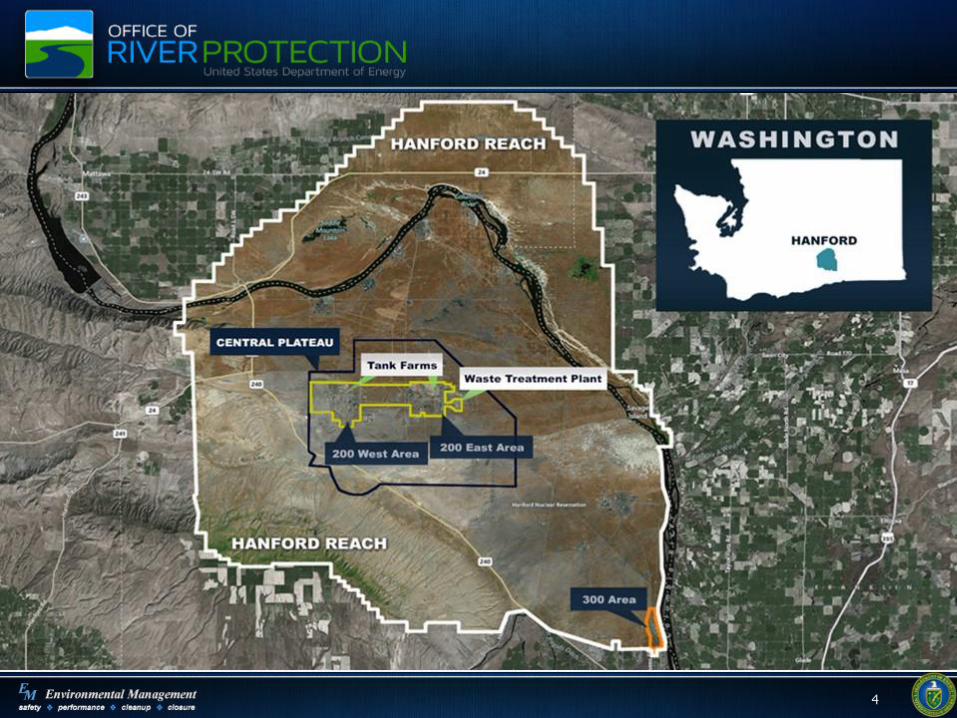
4

5
Effluent Treatment
Facility Ponds
River Protection Project
6
Tank Farms Update
6
7
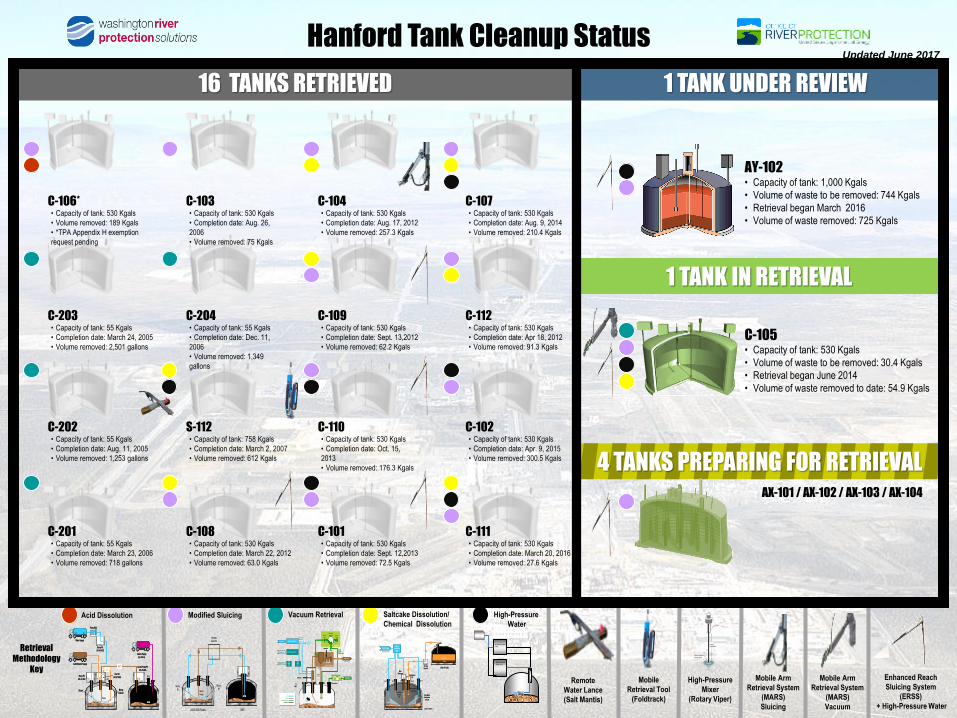
1 TANK UNDER REVIEW16 TANKS RETRIEVED
1 TANK IN RETRIEVAL
4 TANKS PREPARING FOR RETRIEVAL
Hanford Tank Cleanup Status
Enhanced Reach
Sluicing System
(ERSS)
+ High-Pressure Water
Remote
Water Lance
(Salt Mantis)
Mobile
Retrieval Tool
(Foldtrack)
High-Pressure
Mixer
(Rotary Viper)
Mobile Arm
Retrieval System
(MARS)
Sluicing
Mobile Arm
Retrieval System
(MARS)
Vacuum
Retrieval
Methodology
Key
241-S-112 and 241-S-102 Phase 1
241-SY-102
Water SupplyWater
Distribution
SkidFrom SY Farm
Sludge
Saltcake Working Solution
241-S-Farm
Supernate
Solids
Riser
ExtensionDistribution
Pit
Recirculation
Drop LegRaw Water
Dilution
LineRaw Water
Distribution
Devices
241-S-A
Valve Pit
ASSD
R-7
R-14R-13R-6R-16R-11
241-S-112 and 241-S-102 Phase 1
241-SY-102
Water SupplyWater
Distribution
SkidFrom SY Farm
Sludge
Saltcake Working Solution
241-S-Farm
Supernate
Solids
Riser
ExtensionDistribution
Pit
Recirculation
Drop LegRaw Water
Dilution
LineRaw Water
Distribution
Devices
241-S-A
Valve Pit
ASSD
R-7
R-14R-13R-6R-16R-11
Raw Water
Ambient Air
Ambient Air
Water Supply Skid
Air Compressor Skid
InletHEPAFilter
NESLUtilityBox
Hydraulics
CCTV
PDIT
High Pressure
Low PressureAll
Systems
Flush
AMSSpacer
Drain
AMS
Drain
Vacuum
Pump
Vacuum
Pump
Seal Water
Separator
Vacuum Skid
Vessel Pump Skid
Drain
Hydraulics
Waste Slurry
to 241-AN-106
Atmosphere
Portable Exhaust Poro 3
Transfer
PumpSlurry
Tank
Hydro-
trans
R-5 R-6 R-7 Diversion Box
Vacuum
Exhaust
EXH-1001-HIH
air
water
waste
vacuum/exhaust
hydraulics
Raw Water
Ambient Air
Ambient Air
Water Supply Skid
Air Compressor Skid
InletHEPAFilter
NESLUtilityBox
Hydraulics
CCTV
PDIT
High Pressure
Low PressureAll
Systems
Flush
AMSSpacer
Drain
AMS
Drain
Vacuum
Pump
Vacuum
Pump
Seal Water
Separator
Vacuum Skid
Vessel Pump Skid
Drain
Hydraulics
Waste Slurry
to 241-AN-106
Atmosphere
Portable Exhaust Poro 3
Transfer
PumpSlurry
Tank
Hydro-
trans
R-5 R-6 R-7 Diversion Box
Vacuum
Exhaust
EXH-1001-HIH
air
water
waste
vacuum/exhaust
hydraulics
241-C-106 241-AN-106
Water Supply
Acid/Water/Air Supply
Pump Skid
Sluice Pit
241-AY-02E
Sluice Pit
241-AY-06C
Heel Pit
241-AY-06B
Sluicer Mixing
Eductor
Pump
Central Pump Pit
241-AN-06A
Caustic Supply
(by others)
OGT
OGT
Mixer
Pump
R-3AR-13
R-7R-3 R-13
241-C-106 241-AN-106
Water Supply
Acid/Water/Air Supply
Pump Skid
Sluice Pit
241-AY-02E
Sluice Pit
241-AY-06C
Heel Pit
241-AY-06B
Sluicer Mixing
Eductor
Pump
Central Pump Pit
241-AN-06A
Caustic Supply
(by others)
OGT
OGT
Mixer
Pump
R-3AR-13
R-7R-3 R-13
241-C-100 Tanks DST
Sluicer
#1
Sluicer
#2Slurry
Pump
Supernatant
Pump
Portable
Valve Pit
High Pressure
w ater skid
Hy draulic pow er
pack
Rotates
High Pressure
Lance Head
Height
Adjustable
Riser
Acid Dissolution Vacuum Retrieval Saltcake Dissolution/
Chemical DissolutionModified Sluicing High-Pressure
Water
C-106*• Capacity of tank: 530 Kgals
• Volume removed: 189 Kgals
• *TPA Appendix H exemption
request pending
C-103• Capacity of tank: 530 Kgals
• Completion date: Aug. 26,
2006
• Volume removed: 75 Kgals
C-104• Capacity of tank: 530 Kgals
• Completion date: Aug. 17, 2012
• Volume removed: 257.3 Kgals
C-107• Capacity of tank: 530 Kgals
• Completion date: Aug. 9, 2014
• Volume removed: 210.4 Kgals
C-203• Capacity of tank: 55 Kgals
• Completion date: March 24, 2005
• Volume removed: 2,501 gallons
C-204• Capacity of tank: 55 Kgals
• Completion date: Dec. 11,
2006
• Volume removed: 1,349
gallons
C-109• Capacity of tank: 530 Kgals
• Completion date: Sept. 13,2012
• Volume removed: 62.2 Kgals
C-112• Capacity of tank: 530 Kgals
• Completion date: Apr 18, 2012
• Volume removed: 91.3 Kgals
C-201• Capacity of tank: 55 Kgals
• Completion date: March 23, 2006
• Volume removed: 718 gallons
C-108• Capacity of tank: 530 Kgals
• Completion date: March 22, 2012
• Volume removed: 63.0 Kgals
C-101• Capacity of tank: 530 Kgals
• Completion date: Sept. 12,2013
• Volume removed: 72.5 Kgals
C-111• Capacity of tank: 530 Kgals
• Completion date: March 20, 2016
• Volume removed: 27.6 Kgals
C-202• Capacity of tank: 55 Kgals
• Completion date: Aug. 11, 2005
• Volume removed: 1,253 gallons
S-112• Capacity of tank: 758 Kgals
• Completion date: March 2, 2007
• Volume removed: 612 Kgals
C-110• Capacity of tank: 530 Kgals
• Completion date: Oct. 15,
2013
• Volume removed: 176.3 Kgals
C-102• Capacity of tank: 530 Kgals
• Completion date: Apr. 9, 2015
• Volume removed: 300.5 Kgals
AY-102• Capacity of tank: 1,000 Kgals
• Volume of waste to be removed: 744 Kgals
• Retrieval began March 2016
• Volume of waste removed: 725 Kgals
C-105 • Capacity of tank: 530 Kgals
• Volume of waste to be removed: 30.4 Kgals
• Retrieval began June 2014
• Volume of waste removed to date: 54.9 Kgals
AX-101 / AX-102 / AX-103 / AX-104
Updated June 2017
8
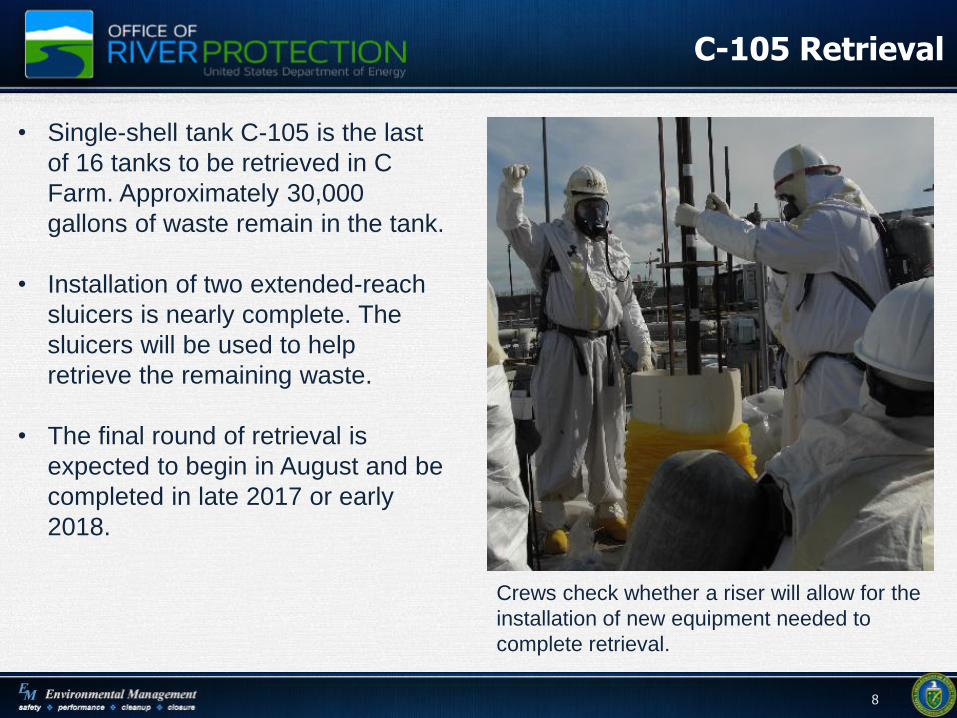
C-105 Retrieval
• Single-shell tank C-105 is the last
of 16 tanks to be retrieved in C
Farm. Approximately 30,000
gallons of waste remain in the tank.
• Installation of two extended-reach
sluicers is nearly complete. The
sluicers will be used to help
retrieve the remaining waste.
• The final round of retrieval is
expected to begin in August and be
completed in late 2017 or early
2018.
Crews check whether a riser will allow for the
installation of new equipment needed to
complete retrieval.
9
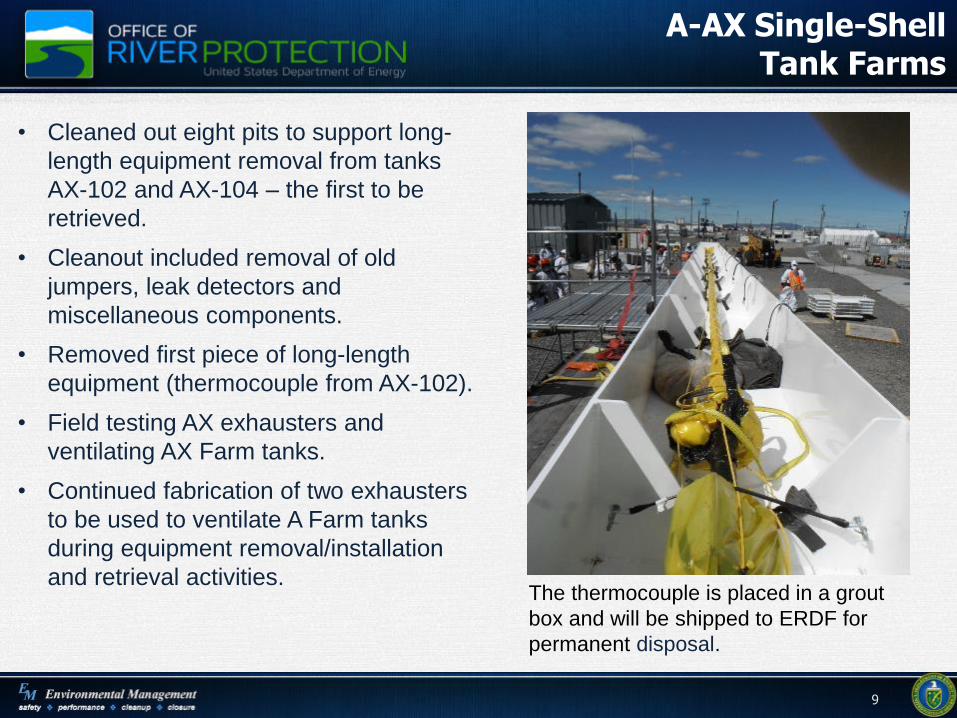
A-AX Single-Shell Tank Farms
• Cleaned out eight pits to support long-
length equipment removal from tanks
AX-102 and AX-104 – the first to be
retrieved.
• Cleanout included removal of old
jumpers, leak detectors and
miscellaneous components.
• Removed first piece of long-length
equipment (thermocouple from AX-102).
• Field testing AX exhausters and
ventilating AX Farm tanks.
• Continued fabrication of two exhausters
to be used to ventilate A Farm tanks
during equipment removal/installation
and retrieval activities.The thermocouple is placed in a grout
box and will be shipped to ERDF for
permanent disposal.
10
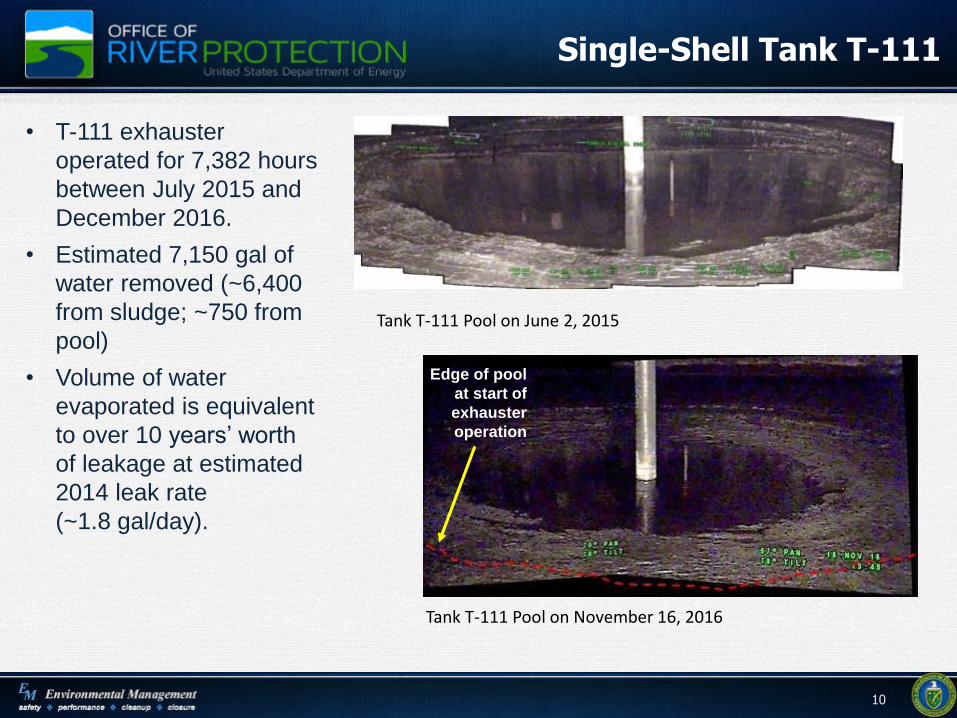
Single-Shell Tank T-111
Tank T-111 Pool on June 2, 2015
Tank T-111 Pool on November 16, 2016
Edge of pool
at start of
exhauster
operation
• T-111 exhauster
operated for 7,382 hours
between July 2015 and
December 2016.
• Estimated 7,150 gal of
water removed (~6,400
from sludge; ~750 from
pool)
• Volume of water
evaporated is equivalent
to over 10 years’ worth
of leakage at estimated
2014 leak rate
(~1.8 gal/day).
11
242-A Evaporator Campaign
• First of two planned Evaporator
campaigns this summer was
completed July 15.
• 16-day campaign created about
200,000 gallons of double-shell
tank space.
• Comprehensive industrial
hygiene control strategy was
implemented for the campaign
to monitor and evaluate data
and brief workers.
• The next campaign is set to
begin in mid- to late August and
is expected to create an
additional 280,000 gallons of
tank space.
12
Liquid Effluent Retention Facility
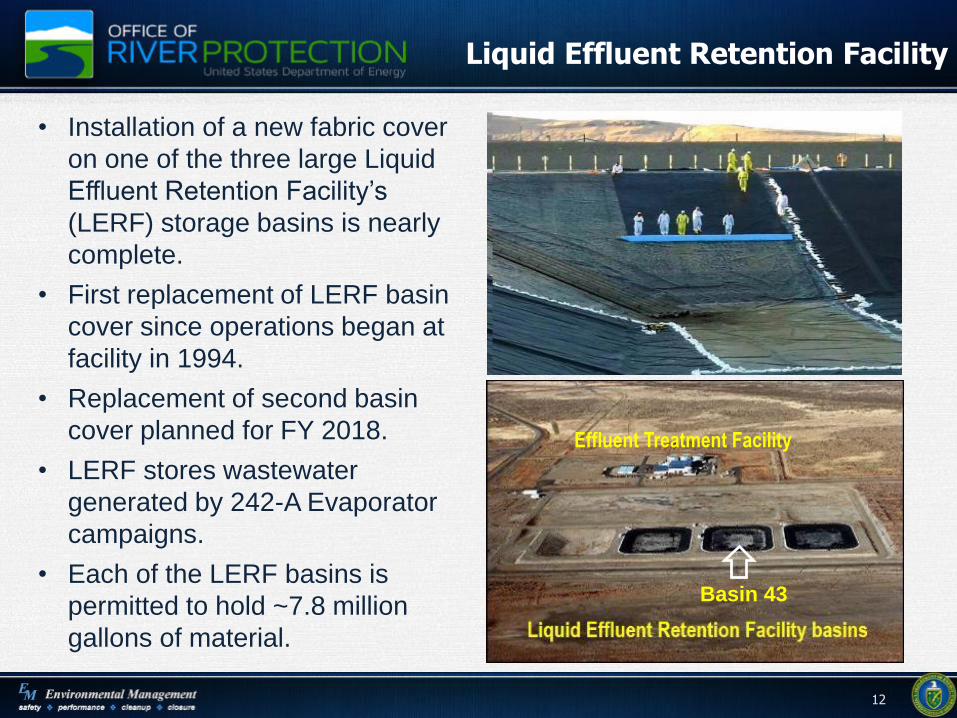
• Installation of a new fabric cover
on one of the three large Liquid
Effluent Retention Facility’s
(LERF) storage basins is nearly
complete.
• First replacement of LERF basin
cover since operations began at
facility in 1994.
• Replacement of second basin
cover planned for FY 2018.
• LERF stores wastewater
generated by 242-A Evaporator
campaigns.
• Each of the LERF basins is
permitted to hold ~7.8 million
gallons of material.
Basin 43
Effluent Treatment Facility
13
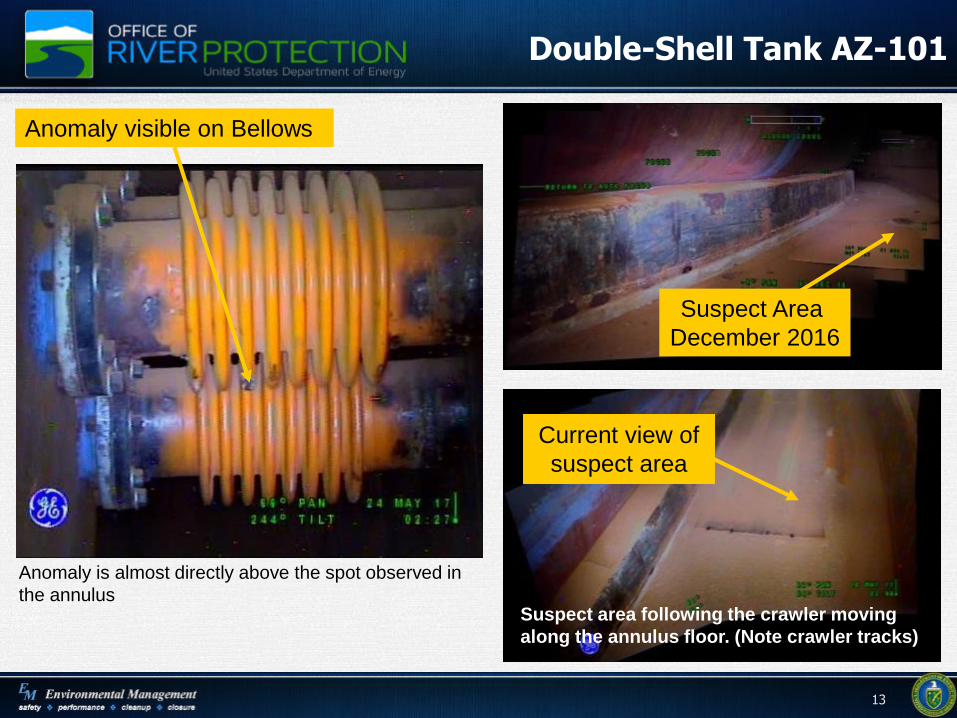
Double-Shell Tank AZ-101
Suspect Area
December 2016
Suspect area following the crawler moving
along the annulus floor. (Note crawler tracks)
Current view of
suspect area
Anomaly visible on Bellows
Anomaly is almost directly above the spot observed in
the annulus
14
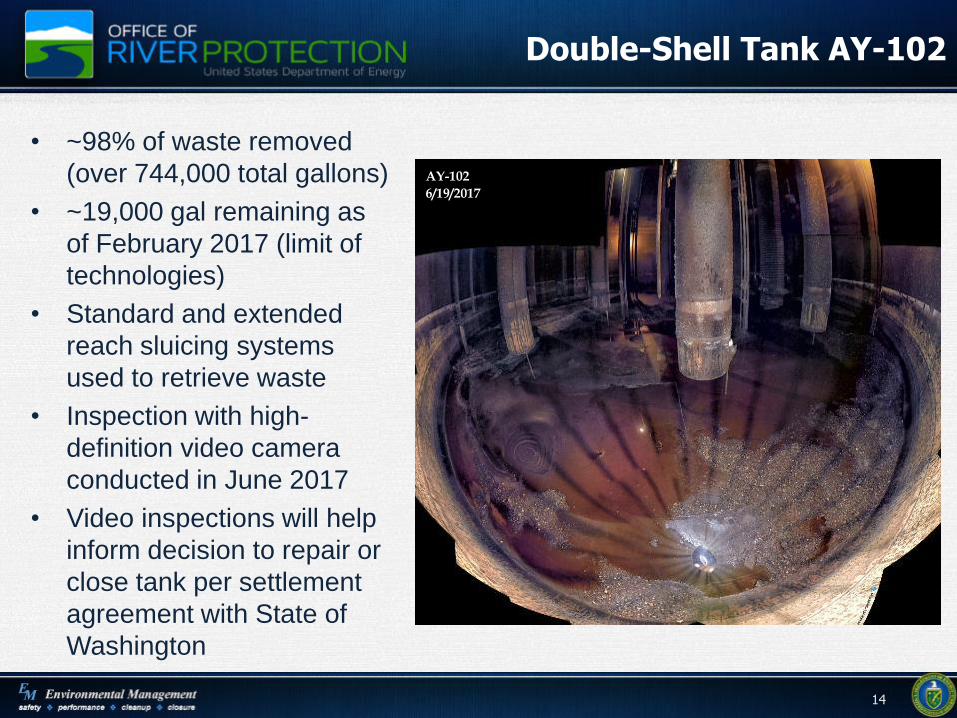
Double-Shell Tank AY-102
• ~98% of waste removed
(over 744,000 total gallons)
• ~19,000 gal remaining as
of February 2017 (limit of
technologies)
• Standard and extended
reach sluicing systems
used to retrieve waste
• Inspection with high-
definition video camera
conducted in June 2017
• Video inspections will help
inform decision to repair or
close tank per settlement
agreement with State of
Washington
AY-102
6/19/2017

15
Video: AY-102 Inspection
16
Chemical Vapors Management
• Work to extend the 242-A
Evaporator stack from 63 feet
to 111 feet above ground was
completed in mid-June prior to
the start of the Evaporator
campaign.
• Down-select of detection and
monitoring technologies is
underway.
• Air-purifying respirator filter
cartridge testing continues.
• Visit www.HanfordVapors.com
for more information.

17
Phased Implementation Plan (IP)
Additional Recommendations from
Workforce and External Assessments
Hanford Vapors Integrated Safety Management Strategy
Comprehensive Vapor Action Plan (CVAP)
Tank Vapor Assessment Team (TVAT) Recommendations
Integrated Vapors Management Strategy
18
Waste Treatment &Immobilization Plant

1919
Pretreatment
Facility
Analytical
Laboratory
Low-Activity
Waste Facility
High-Level
Waste Facility
Balance of Facilities(20 support buildings)
Waste Treatment andImmobilization Plant (WTP)
Future Site of
LAWPS Facility
Building 87
Effluent Management
Facility Site
20
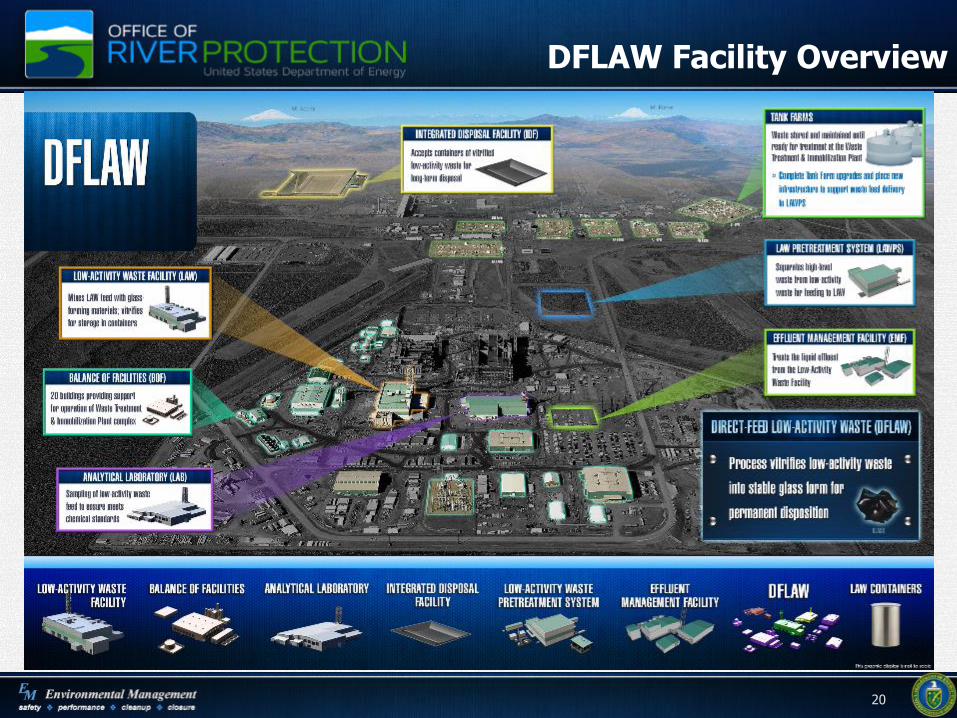
DFLAW Facility Overview
21
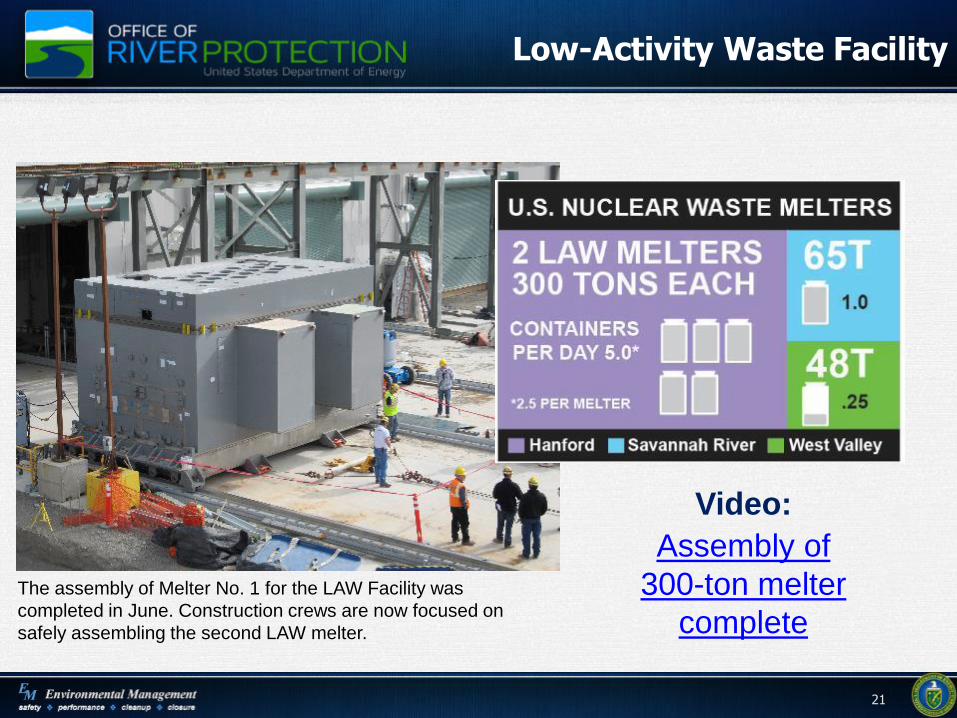
The assembly of Melter No. 1 for the LAW Facility was
completed in June. Construction crews are now focused on
safely assembling the second LAW melter.
Assembly of
300-ton melter
complete
Video:
Low-Activity Waste Facility
22
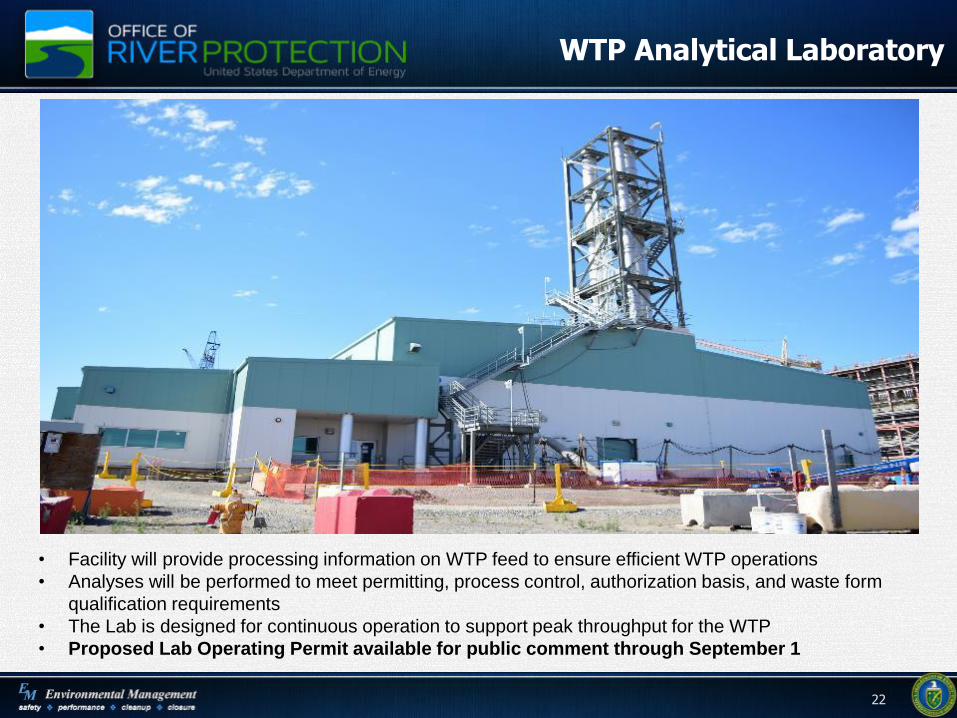
WTP Analytical Laboratory
• Facility will provide processing information on WTP feed to ensure efficient WTP operations
• Analyses will be performed to meet permitting, process control, authorization basis, and waste form
qualification requirements
• The Lab is designed for continuous operation to support peak throughput for the WTP
• Proposed Lab Operating Permit available for public comment through September 1
23
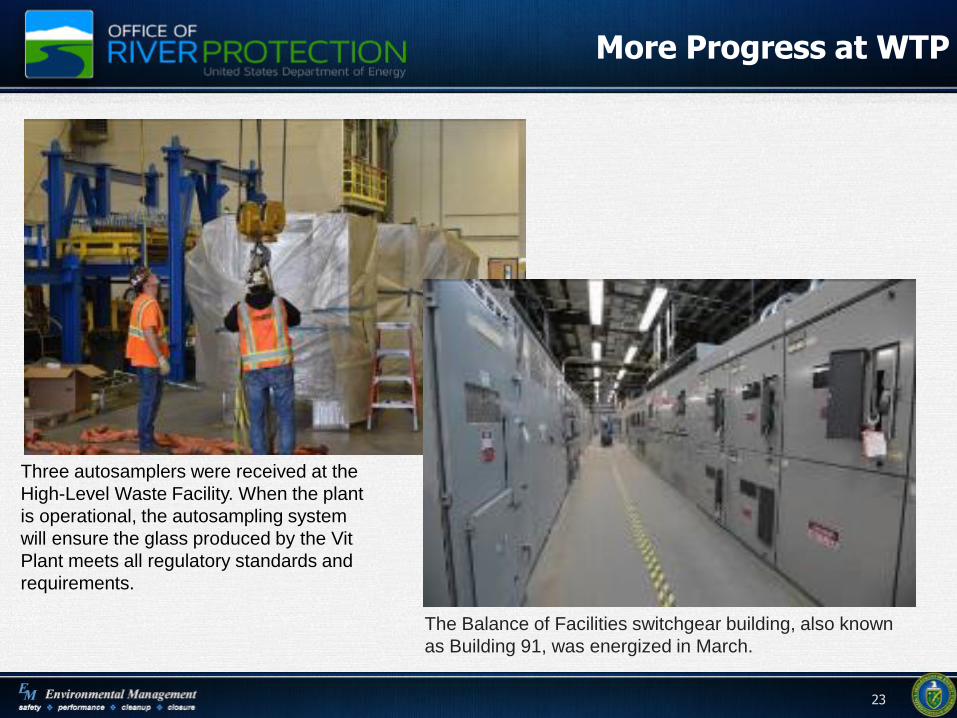
More Progress at WTP
Three autosamplers were received at the
High-Level Waste Facility. When the plant
is operational, the autosampling system
will ensure the glass produced by the Vit
Plant meets all regulatory standards and
requirements.
The Balance of Facilities switchgear building, also known
as Building 91, was energized in March.
24
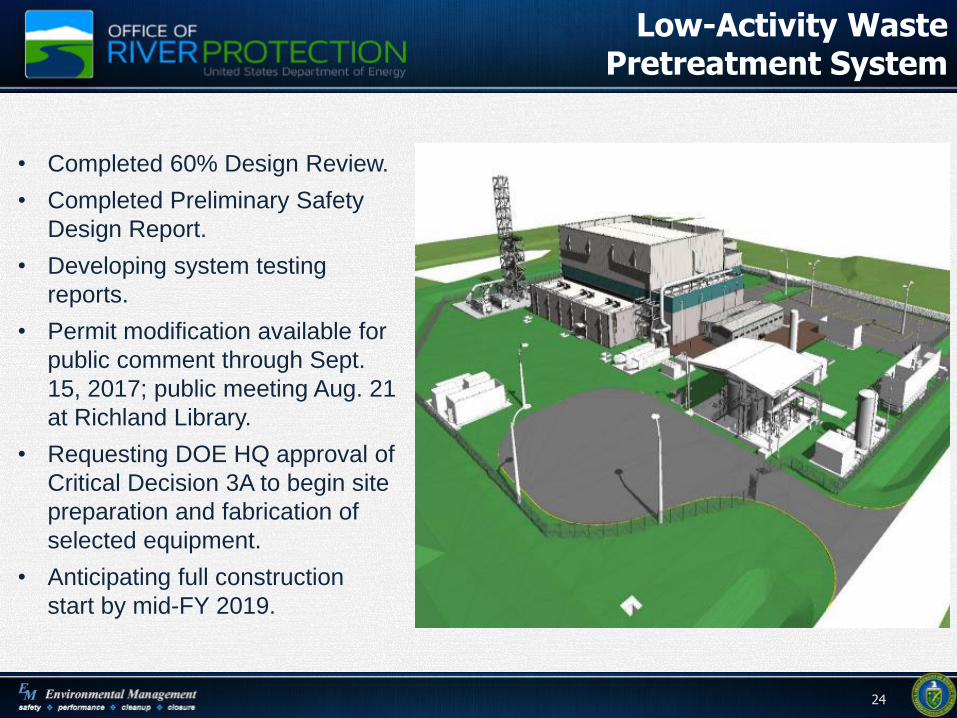
Low-Activity Waste Pretreatment System
• Completed 60% Design Review.
• Completed Preliminary Safety
Design Report.
• Developing system testing
reports.
• Permit modification available for
public comment through Sept.
15, 2017; public meeting Aug. 21
at Richland Library.
• Requesting DOE HQ approval of
Critical Decision 3A to begin site
preparation and fabrication of
selected equipment.
• Anticipating full construction
start by mid-FY 2019.
25
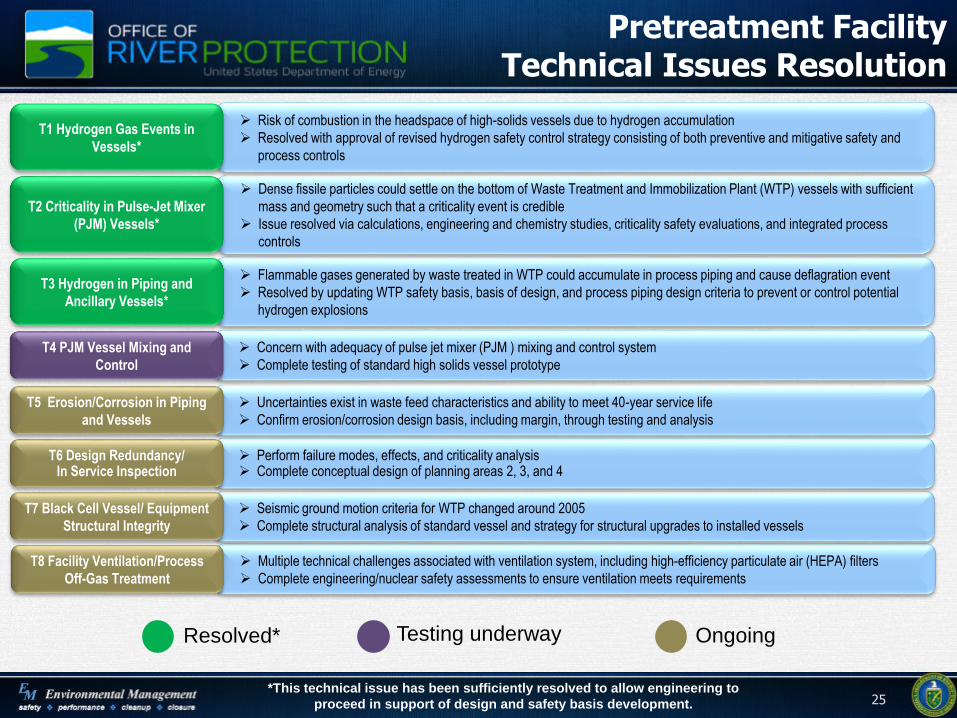
Pretreatment Facility Technical Issues Resolution
➢ Multiple technical challenges associated with ventilation system, including high-efficiency particulate air (HEPA) filters
➢ Complete engineering/nuclear safety assessments to ensure ventilation meets requirements
➢ Seismic ground motion criteria for WTP changed around 2005
➢ Complete structural analysis of standard vessel and strategy for structural upgrades to installed vessels
➢ Perform failure modes, effects, and criticality analysis➢ Complete conceptual design of planning areas 2, 3, and 4
➢ Concern with adequacy of pulse jet mixer (PJM ) mixing and control system
➢ Complete testing of standard high solids vessel prototype
➢ Uncertainties exist in waste feed characteristics and ability to meet 40-year service life
➢ Confirm erosion/corrosion design basis, including margin, through testing and analysis
➢ Flammable gases generated by waste treated in WTP could accumulate in process piping and cause deflagration event
➢ Resolved by updating WTP safety basis, basis of design, and process piping design criteria to prevent or control potential
hydrogen explosions
➢ Dense fissile particles could settle on the bottom of Waste Treatment and Immobilization Plant (WTP) vessels with sufficient
mass and geometry such that a criticality event is credible
➢ Issue resolved via calculations, engineering and chemistry studies, criticality safety evaluations, and integrated process
controls
➢ Risk of combustion in the headspace of high-solids vessels due to hydrogen accumulation
➢ Resolved with approval of revised hydrogen safety control strategy consisting of both preventive and mitigative safety and
process controls
Resolved* Testing underway Ongoing
T1 Hydrogen Gas Events in
Vessels*
T2 Criticality in Pulse-Jet Mixer
(PJM) Vessels*
T3 Hydrogen in Piping and
Ancillary Vessels*
T4 PJM Vessel Mixing and
Control
T5 Erosion/Corrosion in Piping
and Vessels
T6 Design Redundancy/In Service Inspection
T7 Black Cell Vessel/ Equipment
Structural Integrity
T8 Facility Ventilation/Process
Off-Gas Treatment
*This technical issue has been sufficiently resolved to allow engineering to
proceed in support of design and safety basis development.
26
➢ ORP striving to have all remaining technical
issues resolved in 2018 and return WTP
Pretreatment to design
➢ WTP Pretreatment production engineering to
proceed following technical issue resolution
and availability of project funding
➢ Complete facility designs and safety basis
documentation in accordance with federal
regulations
Technical Issues Resolution Path Forward
27
STEM Outreach
“The students’ interaction with you
helped them grow and mature
tremendously. This is unquestionably
among the most important elements in
their education and development in
becoming practicing engineers.”
- Marc Levin, Professor of Energy
Production at Voiland School of Chemical
Engineering and Bioengineering,
WSU Pullman
28
“Protecting our workers, the public, and the environment”

















