
Advanced Technology for Safety Management and … Technology for Safety Management and HRD for...
135
Advanced Technology for Safety Management and HRD for Safety Engineering Prof. Khanindra Pathak Mining Engineering Department IIT KHARAGPUR Lecture for Safety Symposium & Exposition on 9 August 2017; ITC Sonar, Kolkata
Transcript of Advanced Technology for Safety Management and … Technology for Safety Management and HRD for...

Advanced Technology for Safety Management and HRD for Safety
Engineering
Prof. Khanindra Pathak Mining Engineering Department
IIT KHARAGPUR
Lecture for Safety Symposium & Exposition on 9 August 2017; ITC Sonar, Kolkata
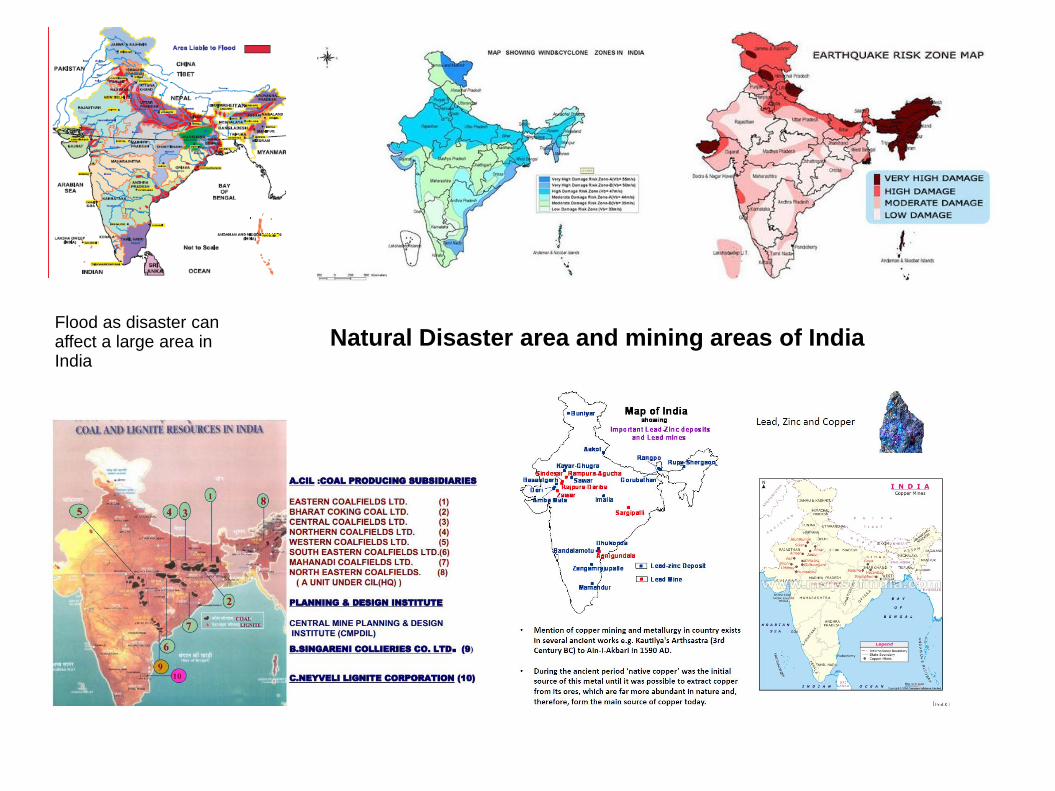
Flood as disaster can affect a large area in India
Natural Disaster area and mining areas of India

Safety is the state in which the risk of harm to persons or property damage is reduced to, and maintained at or below, an acceptable level through a continuing process of hazard identification and risk management.

What is Good Business Practice?
ACCIDENT: Avoidable Costs Caused by Incidents that DENT
in your bottom line
• Sustain Safety • Value your workmates Good safety practice
very visible way of showing that you do value the people you work with
REWARD
Safe and more productive workplace
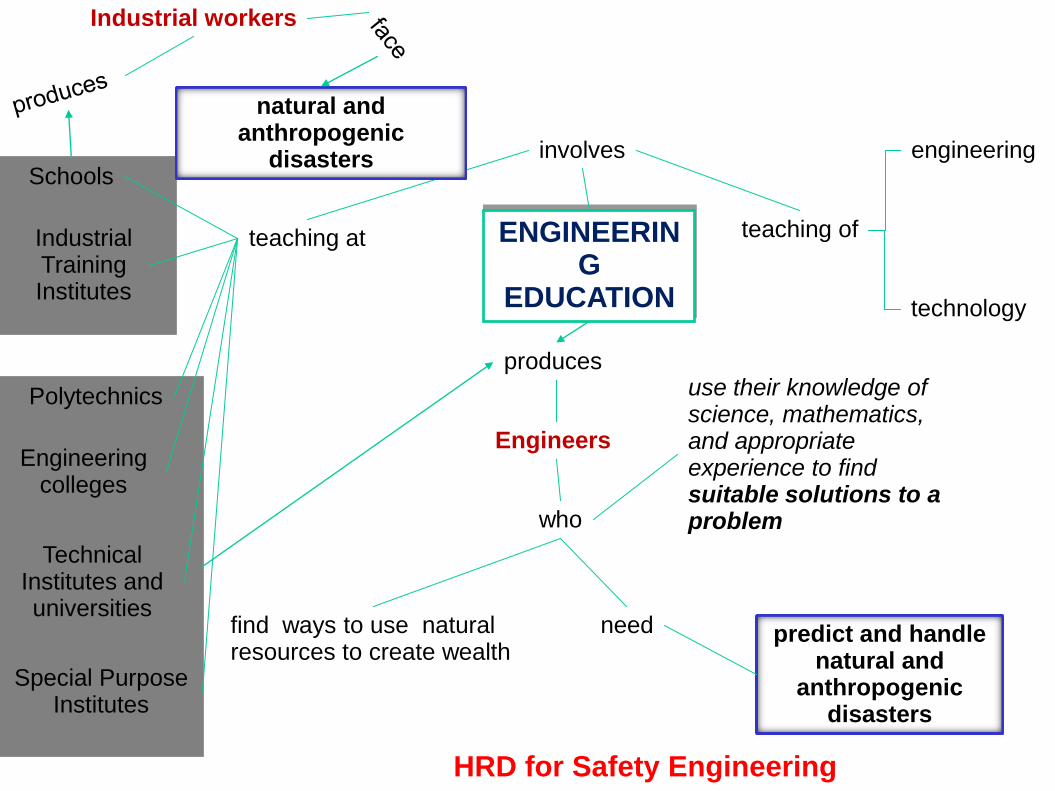
ENGINEERING
EDUCATION
involves
teaching of
technology
engineering
teaching at
Polytechnics
Schools
Industrial Training Institutes
Engineering colleges
Technical Institutes and universities
Special Purpose Institutes
use their knowledge of science, mathematics, and appropriate experience to find suitable solutions to a problem
produces
Engineers
who
find ways to use natural resources to create wealth
need predict and handle natural and
anthropogenic disasters
Industrial workers
natural and anthropogenic
disasters
HRD for Safety Engineering

How does our engineering curriculum addresses Industrial Safety and Disasters Natural Disasters Assumption: Students with good understanding of science and engineering principles can be trained for any industry or for any technical job.
How are the safety and disasters professional raised in India?
Do we have adequate safety and disaster professional in India?
Have we created proper cadre for the safety and disaster professionals in the industry and civil administration departments ?
IMPORTANT Issues! No specific policy approach Basic principles and analysis Earth Science is not compulsory Engineering students repeat PCM of
XII and there is scope to provide exposure to atmospheric physics or Ocean studies
Students get enough background for adopting career of safety engineer
No scope for rescue or disaster mock training
No scope for cross discipline exposure, industry can not avoid training needs
NCC and NSS training not mandatory
Not as a choice profession As punishment posting Not as specialist Acquired professionalism
by training Less lusture
• Adequacy needs to be assessed • Fire fighters are trained • Mine rescue stations are inadequate in
number • Related alternative engagement and
drills Career development and advancement
need to be planned and integrated Interlinked business development
atmosphere There is global demands for expertise of
high risk and emergency jobs

apabritabasu.instablogs.com/.../
Are we a safety conscious or risk loving society?

Safe Railway!
aftermathnews.wordpress.com/category/biometrics/ www.textually.org/textually/archives/2009/02/?p=6
users.static.freeblog.hu/.../IndianTrain2.jpg

www.sulekha.com/.../default/train%20accident.jpg
1981 : Train avoids cow, but kills 600 More than 500 passengers are killed when their train plunges into the Baghmati River in India on this day in 1981.
Railway recruits the best engineers, and has huge in house professional development system. Who investigates its adequacy?
The Indian railway system is one of the safest in the world today. However, disasters are not ruled out.
im.rediff.com/news/2003/jul/03inter.jpg

http://bengalnewz.blogspot.com/
Villagers look on bleakly as the Jamuna River continues devouring areas in Sariakandi upazila of Bogra district.
breached embankment in the Puthimari area, Assam
Who and How will Fight Natural Disaster (anthropogenically induced?)

Mine fire at Sangramgarh near Asansol , out of the ratholes, dug by illegal miners
Dr Hartwig Gielisch, German geologist is investigating quenching underground mine fire at Asansol and wants to take mitigation measures. ISM Dhanbad once did at Jogta at Jharia Coalfield.
Mine fire is more than a disaster.
At Satgram in the Asansol coal belt , smoke started coming out of three illegal coal mines, 3.1.2008
A future disaster by mining if neglected
www.daylife.com/photo/0bb2bOpcNg49r

Another disaster in making! 3.1. 2008 due to Illegal mining. A bye-product of management of law and order by Communist Govt. in West Bengal
www.daylife.com/photo/0c5K0Qv5M26x1
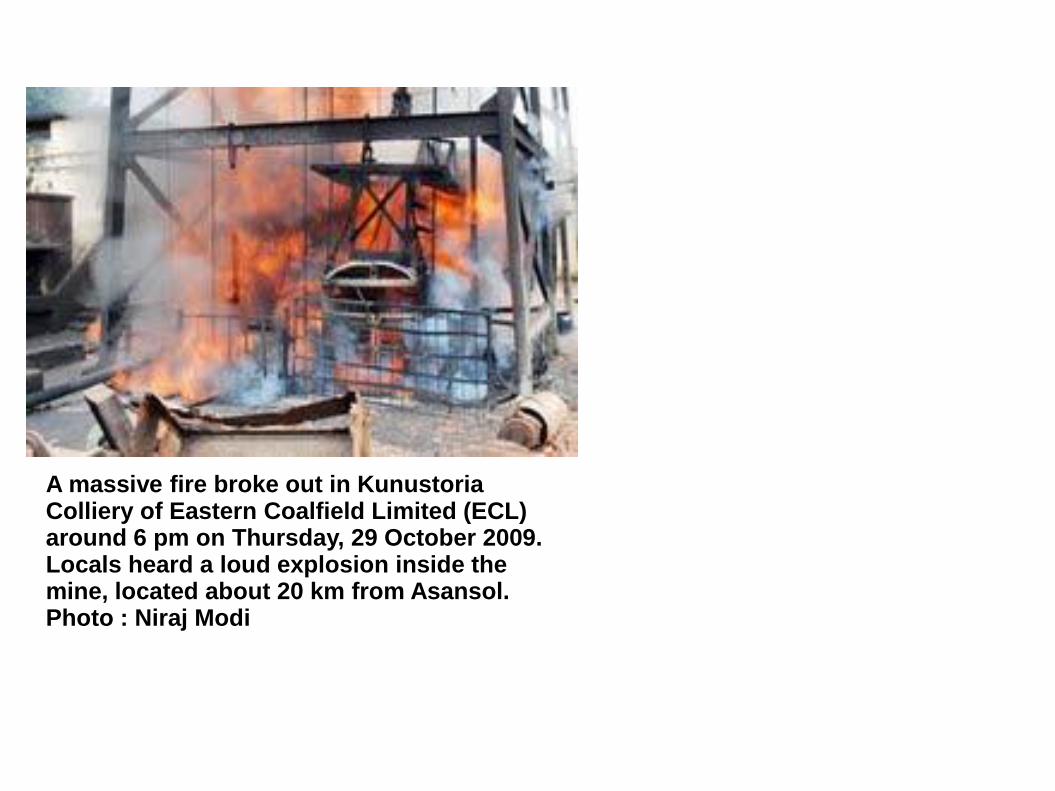
A massive fire broke out in Kunustoria Colliery of Eastern Coalfield Limited (ECL) around 6 pm on Thursday, 29 October 2009. Locals heard a loud explosion inside the mine, located about 20 km from Asansol. Photo : Niraj Modi

Market of Safety Gadgets, safety monitoring sensors, safety management software, safety data analtytics
Since there is less social and institutional awareness the market for safety gadgets as well as motivation for innovations in developing safety gadgets are not visible in India.
We are used to see:
1. Long ladder carried by two electricians on bicycle and going to attend elelctrical fault. 2. Electricians on hawai chappals and climbing poles without safety belt 3. Narrow roads with 1 feet deep solder and curves without super elevation 4. Passengers on bus top, train roof, foot boards
Awareness to safety through quality of life can create market for safety gadgets and tools in India and there may be a possibility of multi-million business in this sector with stake holders from education, industry and many other spheres of life. Scopes of innovation through exploration of rural India:
Safety and Disaster Management will require Application of Science and Technology. Should India design an undergraduate curriculum for B. Tech (Safety Engineering)?
INDIA needs educational and HRD programmes for Safety consciousness for engineering safety.
Mine Safety and Legislations are compulsory subject for an undergraduate course in Mining Engineering.
Mining Engineers must clear professional examinations conducted by DGMS to become manager of mines. T
To appear that examination a mining engineer must have working experience in underground mines.
DGMS is involved in formation of curriculum for mining engineering and recognition of courses
DGMS is approving authority to recommend competent testing and certification of safe technology for mining
SAFETY AND MINING ENGINEERING DISCIPLINE.
Safety provisions to be maintained in mines are stipulated by: •Mines Act •Coal Mine Regulations •Metal Mine Regulations
Directorate General of Mines Safety has statutory power to inspect and demand implementation of safety standard in mines.
Should such compulsions be there for Civil Engineers joining PWDs, Road and Dam Construction?Should engineering ethics be a compulsory component of engineering education?
National Safety Council (NSC) was set up by the Ministry of Labour,
Government of India (GOI) on 4th March, 1966 to generate, develop and sustain a voluntary movement on Safety, Health and Environment (SHE) at the national level. It is an apex nonprofit making, tripartite body, registered under the Societies Registration Act 1860 and the Bombay Public Trust Act 1950.
Its role is limited. No statutory power to close unsafe practices. No industry specific roles. It is common forum for policy discussion and a suggesting body.
Kerala Cabinet decided in December 2004 to set up a Road Safety Authority to bring down accidents.
Dock Workers (Safety, Health and Welfare) Regulations, 1990.
NDMA has been formed. Institutions like NDMI has been developed.
More Regulatory and Institutional efforts have started in India e.g.

Directorate General of Mine Safety, Directorate General of Civil Aviation Directorate General, Factory Advice Service and Labour Institutes (FASLI), Mumbai (less than 150 officers of this organisation looks after safety besides other things for factories, docks and construction safety) Regional Labour Institute, Chennai Regional Labour Institute, Kanpur Regional Labour Institute, Kolkata Regional Labour Institute, Faridabad
We may have in future:
Directorate General of Coastal Safety
(Turkey has such directorate under Ministry of Transport)
Directorate General of Transportation Safety
Directorate General of Railway Safety
These statutory authority will have to work not only as an approving authority but a implementation partners
Implementation of Industrial safety in India
However to man these we need to develop Human Resources through our Education System

The graduate engineers of all discipline should have a compulsory safety and disaster related paper specific to the discipline . Practicing engineers in specific industrial sector must have departmental competency examination system under various directorate for taking up positions of managerial authority. IAS or State Civil Service officers should be made in-charge of safety and disaster management related activities after they clears similar Departmental Proficiency Certification or special training. Only mining industry has such system, and it is the industry with a very good safety records in spite of being a hazardous industry.

Safety and Disaster in Mining Education
What is being taught?
Mine Safety and Legislation: A compulsory subject of Mining Engineering Progrmme General provisions of mines and mineral regulation and development act, Mineral concession rules, Mines act, regulations and rules, bye-laws and circulars, Mines vocational training rules, Land acquisition, Explosives act, Indian electricity rules, Coal mine development and conservation act, Workmen's compensation act, Rescue rules, Mine accidents and occupational diseases, Accident statistics, Mine disasters management, Safety audit and conferences.
This is more of safety management than engineering safety in mines.
What is meant by engineering safety?
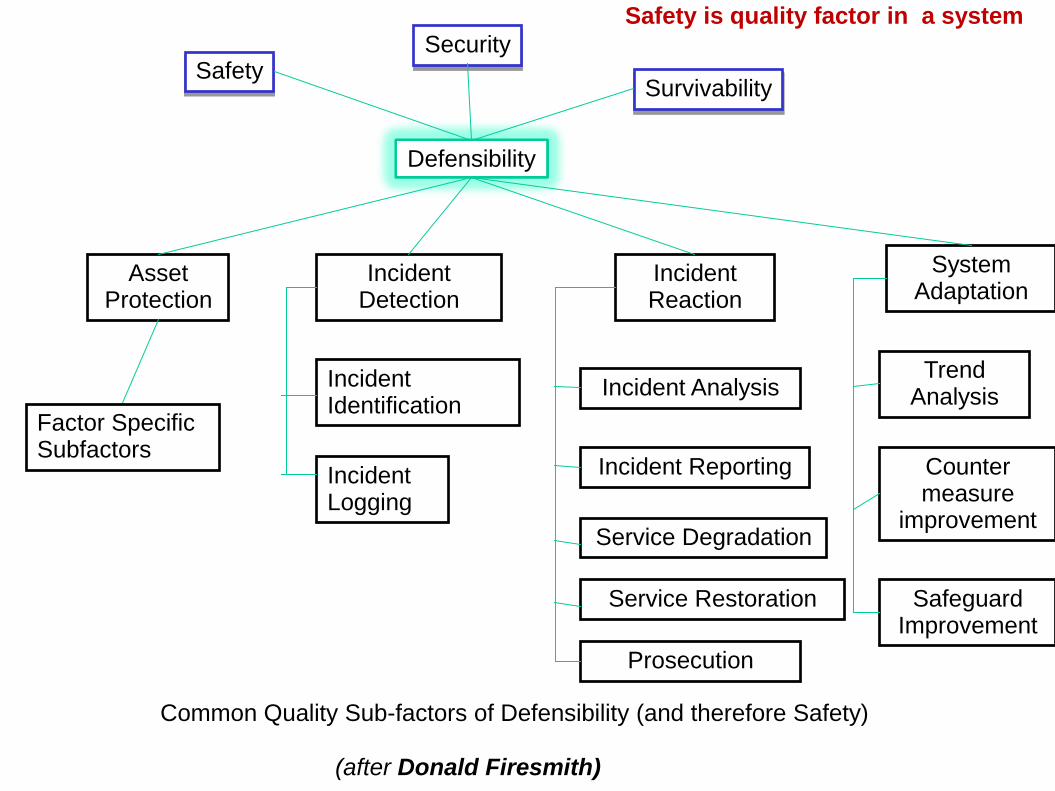
Common Quality Sub-factors of Defensibility (and therefore Safety)
(after Donald Firesmith)
Safety Security
Survivability
Defensibility
Asset Protection
Incident Detection
Incident Reaction
System Adaptation
Factor Specific Subfactors
Incident Identification
Incident Logging
Incident Analysis
Incident Reporting
Service Degradation
Service Restoration
Prosecution
Trend Analysis
Counter measure
improvement
Safeguard Improvement
Safety is quality factor in a system

Quality Subfactors of Safety
(after Donald Firesmith)

• Asset protection (also known as prevention and resistance) is the degree to which valuable assets are
protected. Asset protection is classified into the following quality subfactors:
o Harm protection is the degree to which the likelihood or amount of harm to assets is eliminated or decreased. o Safety incident protection is the degree to which the likelihood of safety incidents is eliminated or decreased.
Safety incident protection is classified into the following quality subfactors:
Accident protection is the degree to which the likelihood of accidents is eliminated or
decreased.
Near accident protection is the degree to which the likelihood of near accidents (also
known as near misses) is eliminated or decreased. Note that a near accident is the
occurrence of an unplanned event during the occurrence of a hazard that does not result in
significant harm.
o Hazard protection is the degree to which the likelihood of hazards (i.e., sets of hazardous conditions that can
cause an accident) is eliminated or decreased.
o Safety risk protection is the degree to which the likelihood of safety risks (typically maximum amount of harm
multiplied by the likelihood of associated hazards) is eliminated or decreased.
Requirements for Engineering Safety
(after Donald Firesmith)

•Safety incident detection (also known as recognition) is the degree to which relevant safety incidents (or the harm that accidents cause) are recognized as they occur so that the system can react accordingly (e.g., to notify operators or safety personnel, to maintain essential services, to degrade gracefully). Safety incident detection is classified into the following quality subfactors: oSafety incident identification is the degree to which safety incidents (both accidents and near accidents) are identified as they occur. oSafety incident logging is the degree to which relevant information about safety incidents is logged as the safety incidents occur.
• Safety incident reaction (also known as recovery) is the degree to which the system responds to a safety incident (e.g., recovers from an accident). Safety incident reaction is classified into the following quality subfactors:
o Safety incident analysis is the degree to which safety incidents are properly analyzed in a timely manner.
o Safety incident reporting is the degree to which logged (and possibly analyzed) safety incidents are properly reported in a timely manner.
o Service degradation is the degree to which system services are properly degraded as a result of an accident (e.g., where practical, non-essential services are lost before essential services).
o Service restoration is the degree to which system services are promptly restored after being lost due to an accident.
o Prosecution is the degree to which the prosecution of malfeasance causing an accident is supported. Although this is more commonly a subfactor of security than of safety, it may be appropriate if gross negligence causes serious harm.
(after Donald Firesmith)

• System adaptation is the degree to which the system adapts itself (based on previous safety incidents) so that in the future it may better protect its assets, detect safety incidents, and react to them. System adaptation is classified into the following quality subfactors:
o Trend analysis is the degree to which the system tracks trends regarding the occurrence and impact of safety incidents.
o Safeguard improvement is the degree to which the system improves its safeguards as a consequence of previous safety incidents and the result of trend analysis. Although few systems today are smart enough to automatically improve their safeguards, this safety subfactor may become more practical in the future. This safety subfactor is also more important when accidents are common, which is why countermeasure improvement (security) is more prevalent (i.e., security attacks are unfortunately common whereas major accidents are thankfully rare).
(after Donald Firesmith)

Are these requirements for engineering the safety performance in industry addressed in our engineering curriculum?
YES, however, not explicitly. Not in all disciplines equally. No specific evaluation and certification by registered body.
How can it be incorporated? As core competency course in the professional curriculum. Delivered as a self learning course under cooperative learning/group learning using activities, industrial training, system development exercise etc.
OPTIONS:
1. Basic safety engineering and overview of disaster management in degree curriculum
2. Specific Professional Development / Master of Technology Course.
A Safety Engineering Course was introduced as an elective subject in the Department of Mining Engineering, ISM Dhanbad in 1997. This was a first step in to consider mine safety management from command-and-control approach to investigate-and-engineer approach. The course was developed in consultation with DGMS which was during those days propagating the needs of paradigm shift in mine safety management.
ANOTHER STEP IN MINING EDUCATION
Department of Mining Engineering, IIT Kharagpur launched a Dual Degree Programme with B. Tech in Mining Engineering and M. Tech in Safety Engineering and Disaster Management in mines. The first batch of these programme was produced for the industry in 2010.

Programe Outcomes
mathematics
science
engineering
M. Tech Programe to impart ability to
apply knowledge
design and conduct experiments
analyze and interpret data
design a system, component or process ensuring safety
function on multidisciplinary team
identify, formulate and solve engineering problems
Understand professional and ethical responsibility
communicate effectively
understand the global and social context
become life long learner
Use modern tools and skills
Field problems and Existing technology deployment
Input
OUTCOME
How to develop a Specialization Programme?

Disaster Management
involves the use of diverse resources
people
money
equipment
materials
information
technologies
resolves conflicting technical, engineering or other issues.
involves creative and innovative use of knowledge
engineering
science
humanities
considers consequences in wide range of context
Societal Involvement

Delivery of the Curriculum
An approach for curriculum delivery E-learning, Student centered learning Cooperative learning Life long learning Problem based learning Analytic learning Demonstrative learning Work based learning
Next?

LEARNING OBJECTIVES
Instructions LEARNING ASSESSMENT
STUDENTS
E-learning, Student centered learning Cooperative learning Life long learning Problem based learning Analytic learning Demonstrative learning Work based learning
Delivery Modes: Lectures, Labs, Field Trip, Activity
Traditional: Test, Quiz, Survey
E-assessment
Knowledge Comprehension Application Analysis Synthesis Evaluation

At the end of the Safety Engineering and Disaster Management programme the student should be able to:
•Think critically and be able to analyze and solve complex, real-world problems related to Safety and Disasters
•Find, evaluate and use appropriate learning resources of this specialization
•Work cooperatively in teams and small groups to define problems and to explore solutions of
•Demonstrate versatile and effective communication skills, both verbal and written for defined communication targets
•Use content knowledge and intellectual skills acquired at the university to become continuing learners
Outcome of a Safety Engineering and Disaster Management Programme

RESEARCH AND KNOWLEDGE MANAGEMENT: Mining Disaster , Natural and Manmade Geotechnical Disaster
Develop national disasters database
(i)Systematic inventorization of disasters (ii)Trend analysis and reporting
NIDM
DGMS
carries out
Mining Engg Department, IIT KGP
Initiates
1. Technical Analysis 2. Evaluation of technology 3. Assessment of research needs 4. Development of alternatives 5. Interactions with other national and
International academia
participates develops
Mining Disaster , Natural and Manmade Geotechnical Disaster

What the HR developed for Safety Management will serve?

To identify Sources of Accidents… where you are at risk
Machinery guarding. Clearing blocked or stalled crushers. Slips and trips. Plant maintenance. Working at heights.
Comply the Requirements of act/law/code of practice: PREVENT WORKERS FROM ACCESSING MOVING PARTS
How do they do that?
Safety Engineering Competency
Guards prevent access to drum and rollers that could result in degloving injuries, fractures or amputation.
Characteristics of Guard
• A guard is a direct physical barrier • A guard makes it impossible for a person to put any part of their body through,
around, over or under it in order to reach a dangerous part of any plant. • A guard should be interlocked, where opening the gate automatically shuts the
plant down; or padlocked, with a written procedure put in place specifying that the plant must be stopped and isolated before accessing it.
Designing Guards: e.g. Conveyor belt drive drum, end pulley, crusher, shaft, electrical installations
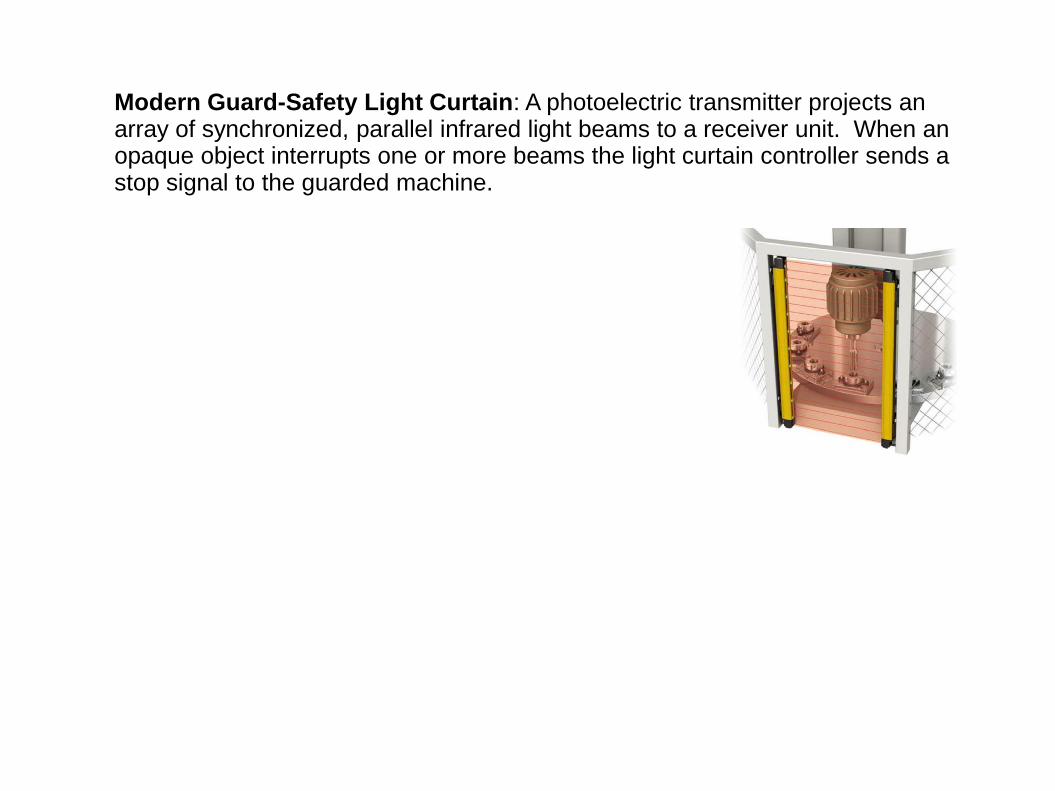
Modern Guard-Safety Light Curtain: A photoelectric transmitter projects an array of synchronized, parallel infrared light beams to a receiver unit. When an opaque object interrupts one or more beams the light curtain controller sends a stop signal to the guarded machine.

Modern Safety Approach
Traditional approach – Accident prevention
Focus on outcomes (causes)
Unsafe acts by operational personnel
Attach blame/punish for failures to “perform
safely”
Address identified safety concern exclusively
Identifies:
WHAT? WHO? WHEN?
But not always discloses:
WHY? HOW?

Accident causes - a concept
Defences Accident
Source: James Reason
Latent conditions trajectory
People Workplace Organization

Organizational processes
Latent
conditions
Workplace
conditions
Defences Active
failures
The organizational accident
Organizational processes
Latent
conditions
Workplace
conditions
Defences Active
failures
Improve Identify Monitor
Co
nta
in Rein
force

Understanding deviations?
Incident Accident Production objective(s)
Risk
High
Low
System output Max. Min.
Safety
space
Procedures
People
Training
Technology Violations
Three options
Organizations and the management of information
Pathological – Hide the information
Bureaucratic – Restraint the information
Generative – Value the information
Source: Ron Westrum

Three organizational culture types
Hidden Ignored Sought
Shouted Tolerated Trained
Shirked Boxed Shared
Discouraged Allowed Rewarded
Covered up Merciful Scrutinized
Crushed Problematic Welcomed
Conflicted organization
“Red tape” organization
Reliable organization
Pathological Bureaucratic Generative
Information
Messengers
Responsibilities
Reports
Failures
New ideas
Resulting organization
Source: Ron Westrum

Objective of an organization?
MUST NOT NEGLECT SAFETY!

The essential is invisible to the eyes
Number of occurrences
1 – 5 Accidents
30 – 100 Serious incidents
100 – 1000 Incidents
1000 – 4000 Latent conditions

Safety policy and objectives
1.1 – Management commitment and responsibility
1.2 – Safety accountabilities of managers
1.3 – Appointment of key safety personnel
1.4 – SMS implementation plan
1.5 – Coordination of the emergency response plan
1.6 – Documentation
Safety risk management
2.1 – Hazard identification processes
2.2 – Risk assessment and mitigation processes
2.3 – Internal safety investigations
Safety assurance
3.1 – Safety performance monitoring and measurement
3.2 – The management of change
3.3 – Continuous improvement of the safety system
Safety promotion
4.1 – Training and education
4.2 – Safety communication
Safety management System
FRAMEWORK
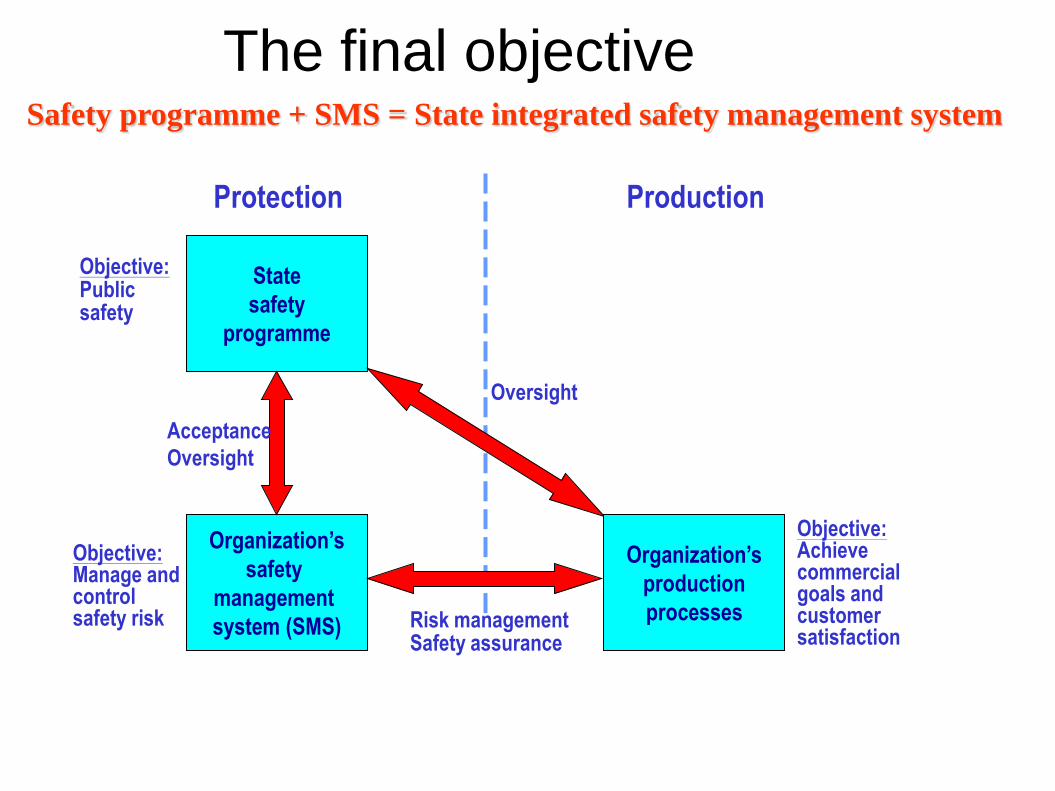
The final objective
State
safety
programme
Organization’s
safety
management
system (SMS)
Organization’s
production
processes
Objective: Public safety
Objective: Manage and control safety risk
Acceptance
Oversight
Objective: Achieve commercial goals and customer satisfaction
Risk management Safety assurance
Protection Production
Oversight
Safety programme + SMS = State integrated safety management system

Re-evaluate control
strategies
Implement control
strategies
Assign responsibilities
Approve control
strategies
The safety management process
Safety management
process
Identify hazards
Assess
risks
Prioritize
risks
Develop elimination/ mitigation strategies
Collect additional
hazard data
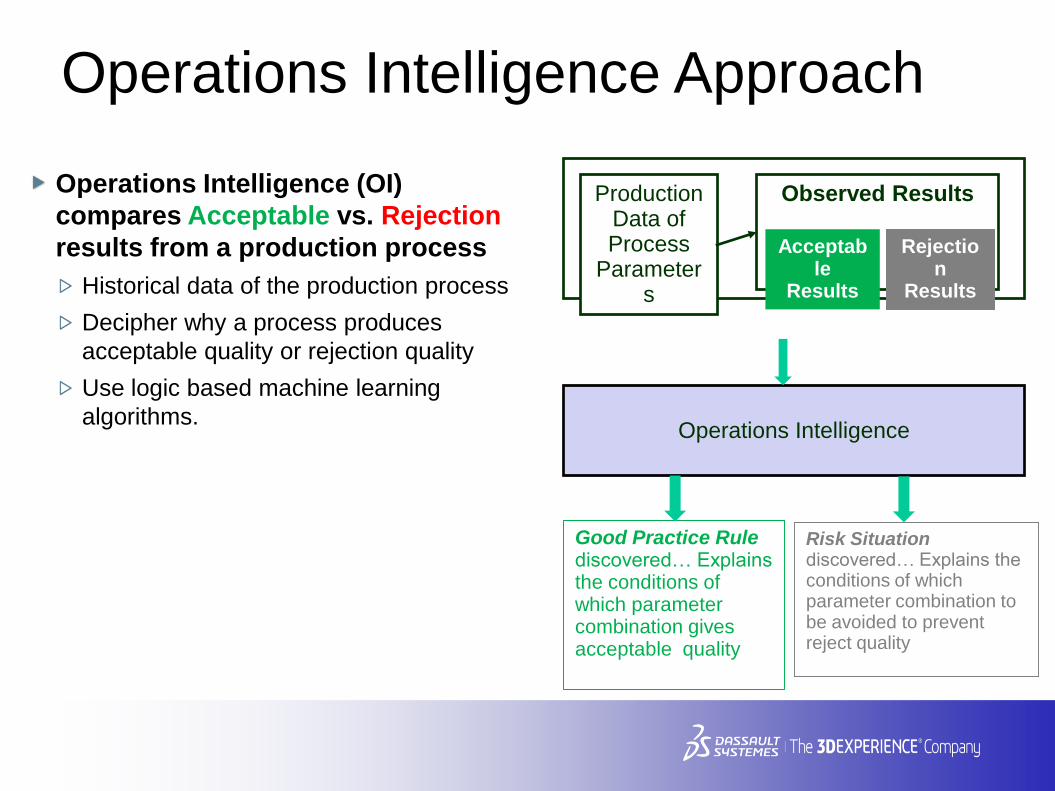
Operations Intelligence Approach
Good Practice Rule discovered… Explains the conditions of which parameter combination gives acceptable quality
Risk Situation discovered… Explains the conditions of which parameter combination to be avoided to prevent reject quality
Operations Intelligence
Operations Intelligence (OI)
compares Acceptable vs. Rejection
results from a production process
Historical data of the production process
Decipher why a process produces
acceptable quality or rejection quality
Use logic based machine learning
algorithms.
Observed Results
Acceptab
le Results
Rejection
Results
Production Data of Process
Parameters

1 3 4 2
Data Import 1. Identify Patterns 2. Form Best Practice Rules 3. Form Bad Practice Rules
Refine Rules
Implement process monitoring using Virtual Quality Gates
Further data collection & refinement at periodic intervals by Trained teams
Analysis using Operations Intelligence
Patented

How to use COLLECTIVE INTELLIGENCE OF THE COMPANY for zero accident production enhancement? How company can create new possibilities for action? Can hyper-specializations bring synergy to collective intelligence for company’ss business?
Just as smartphones, online shopping sites, and music apps learn and adapt based on our preferences, cognitive computing can be used to teach computers to recognize and identify risk. with cognitive analytics, computers have the ability to learn.
The use of Enterprise Artificial Intelligence to manage risk is going to be particularly helpful when handling and evaluating unstructured data—the kind of information that doesn’t fit neatly into structured rows and columns. Cognitive technologies will help to anticipate and proactively manage risk to gain competitive advantage and use risk to power their organizations’ performance.


RENAME SAFETY DEPARTMENT AS SAFETY ENGINEERING DEPARTMENT
Safety Engineering Activities
Safety Program Planning This task is to develop the safety program for the mining unit operations by:
Identifying safety work units including tasks and techniques Identifying safety work work products (documents) including plans and reports Identifying safety producers i.e safety engineering experts including their roles and
teams Balancing the needs for safety with the needs for productivity.
Safety Risk Analysis This task is to analyze and document the safety risks involved in different operations. Evolving procedures for evaluating safety risks for all its operations, worksites and machinery.
Incident Investigation
To find the causes and to make strategy for future elimination of similar incidents.
Safety Monitoring
Check compliance of the unit operations with the safety program. Monitor current safety task performance. Evaluate current state of safety work products. Document the current status of the safety program in the safety status report. Update the safety compliance repository, where all safety information is properly and securely
documented
Small things big results
Safety Compliance Assessment (during the entire life cycle )
Identify or determine the safety-related or safety-critical components of the application.
Determine the safety integrity levels of these components. Determine the way these safety-related or safety-critical components fulfil
their safety requirements and achieve their safety integrity levels. Determine the means by which the fulfilment of these requirements and the
achievement of these safety integrity levels will be verified (e.g., analytical arguments, safety testing).
Analyze the inclusion of commercial off-the-shelf (COTS) or reused
components with regard to safety.
Safety Certification

ACHIEVING SAFETY GOALS THROUGH..
Accepted Safety Norms
Safety Ensured Technology (SET)
Risk Free Design
Failure Free Application
Safety engineering involves integrated execution of number of
interrelated tasks to ensure trouble free performance of various mining
tasks
Practicing Safety Engineering
Hazards still may occur and technology for hazar management must be in place

A hazard is anything that has the potential to cause injury or illness. Hazards in the workplace can include: Physical - examples: Chemical - examples: * noise and vibration * dangerous goods and chemicals * temperature and humidity * poor ventilation, which can cause * poor ventilation problems with dust, fumes, * poor lighting vapours, gases and liquids. * untidiness Environmental - examples: Human behaviour - examples: * condition and design of * boredom equipment and furniture * distraction * occupational overuse * interpersonal interactions injuries such as incorrect * aggression lifting. * communication problems
Identifying and reporting hazards
There are several ways to identify hazards in the workplace, including:
• Inspections and audits
• Hazard reports
• Job analysis
• Health monitoring data
• Material safety data sheets
• Workplace environment monitoring data
UNELIMINATED HAZRDS CAN CAUSE DISASTER

Recovery from Industrial Disaster

Extreme Events……
…….Surprise Events
DISASTERS

DISASTERS
Seldom Isolated
Modern society is served by interconnected industries

Through controlling disasters…….
MINING OPERATIONS PROGRESS…..
Chasnala, Mahavir or Bhagadih are SURPRISES

• Sudden in-rush of large amount of water to an underground working face
• Firedamp or coal dust explosions
• Underground mine fire
• Sudden release of toxic gas in mines
• Collapse of gallery roofs
• Major machinery failure like winder failure, dump-truck fire
• Breakage of tailing dams
• Spoil dump failure
• Radiation hazards of radioactive tailings or fly-ash
Mining Disasters

EMERGENCY RESPONSE PLAN
Mining Disasters
COME WHAT MAY………We are ready!

KEY ELEMENTS FOR EMERGENCY RESPONSE
• Specific procedures to respond to, mitigate and recover from emergencies;
• The chain of command in an emergency within the mining organizations and its
links with local emergency response units;
• A communication protocol to ensure that accurate and up-to-date information is
provided to the surrounding community on a timely basis;
• Defined roles and responsibilities for those assigned to respond in an emergency.
• Training of key personnel involved to develop key personnel
EMERGENCY PLAN : NEEDS OF EVERY MINE
What is there in an Emergency Plan?
A. Preliminary Action:
• Preparation of the plan, to meet special requirement of site, production and surrounding
• List of key telephone number
• Designation of escape routes
• Plan of site showing shelter and exit routes
• Notes on specific hazards
• Familiarization of every staff with the detail plan of the site
• Provisions for emergency lighting, and other special kits
• Initiation of a programme of inspection of potentially hazardous areas, testing of warning system and evacuation procedures • Stipulating specific periods at which the explanation is to be reexamined and update
E. Capacities and Vulnerabilities Analysis
What is there in an Emergency Plan?
B. Action when emergency is imminent
• Warning of the emergency
• Assemble key personnel
• Review standing arrangement
• Test all systems
C. Action during emergency
• Precise and rapid judgment of the key persons
• Prepare actions quickly
D. Ending the emergency
• To declare safe
• Resume work
• Restoration of normalcy

DISASTER RECOVERY PLAN
Set of agreed upon procedures to minimize the effects of disaster on the operations of the organization
EMERGENCY RESPONSE PLAN Immediate Solution
DISASTER RECOVERY PLAN Getting back to the normal operations
MUST BE WORKABLE ON SHORT NOTICE AT ANY TIME

Fixation of priorities to different disaster mitigation works
DISASTER RECOVERY PLAN
Contents
Specification of responsibilities for different personnel both for situations before disaster and after disaster.
Definitions of basic approach
Statements of assumptions for defining responsibilities and actions
Identifying the areas of particular concern

DISASTER RECOVERY PLAN
Takes Care of Areas of Disaster Exposure
Financial loss
Legal responsibility
Business service interruption

Components of Disaster Recovery Plan
1. Assumptions and considerations
2. Recovery requirements
3. Description of Resources and critical resources
4. Strategies considered and recommended strategy
5. Detailed Recovery Procedures
6. Emergency Plan and Backup Plan
7. Staffing Responsibilities
8. Maintenance and Testing Procedures
9. Recommended Actions
10. Restoration Procedures
11. Documentation and Related Information

Needs Evaluation
1. Legal obligation requirement
2. Cash flow maintenance
3. Customer Servicing
4. Competitive Advantages
5. Production and Distribution Decisions
6. Logistics and Operation Control
7. Ongoing Operation Control
8. Organization Image and Public Relation

REQUIREMENTS FOR DEVELOPMENT AND MAINTENANCE OF DISASTER RECOVERY PLAN
Organizational commitment:
The mines must be committed to provide :
Funding
Staffing
Management interest
Periodic testing of the plan
Policies and program:
The mines must have clearly adopted policies regarding:
Fire protection equipment installation and maintenance
Emergency alarm procedures
Fire monitoring and training
Emergency control centers
Rescue operation centers
Rescue training and rescue apparatus for disaster mitigation crew
Mock Rehearsal policies for emergency situations

Internal Safety Auditing: The mines must incorporate internal safety auditing for the following purposes:
Review vital record requirement for planning disaster recovery Review risk analysis procedures and principles Plan the management of resources for disaster
REQUIREMENTS FOR DEVELOPMENT AND MAINTENANCE OF DISASTER RECOVERY PLAN
Study and Planning Group: Mines must deploy a study and planning group to keep the preparedness to meet the probable disaster

Immediate Requirement of a Mine Manager: A CHECKLIST !
No Item Y/N NA
1 Have all staff been trained for all possible disaster
2 Do all staff know what they should do when an alarm rings? ie they should go to safer place Do not return to pick up items from workplace Report to supervisors at designated place.
3 Do all staff knows who to call in the cases of emergency and do they know where the telephone list is located?
4. Do the disaster recovery team understand that the protection and safety of the people is the first priority?
5 Has the management notification procedures been developed for any emergency of any size?
Disaster recovery preparation checklist

Maintenances of services and cash flow
6 Has the management strictly prioritized the most necessary services to be maintained in an emergency?
7 Can an alternate operation be brought up within 24 hours?
8 Does the organization has plan for controlled public press releases in terms of disaster?
Protection of vital document
9 Have the vital documents are protected?
10 Is there any legal factors in documents procedure
Disaster recovery preparation checklist
No Item Y/N NA
Protection of facilities and equipment
11 Is the equipment maintained and condition recorded
12 Is there a complete list of assets
Disaster recovery preparation checklist
No Item Y/N NA
Disaster Recovery Plan
COMPANY MUST HAVE A DECLARED POLICY
Definition Phase Decide objectives Appoint staff Develop institutive and assumptions Decide the disaster to be monitored Key disaster scenario.
Financial Requirements Analyze application facilities Set priorities
Design and Development Evaluate alternative
Implementation Phase Testing and monitoring Back-up arrangements Maintenance

Contents of Disaster Recovery Planning
Objectives and Assumptions Fact Gathering and functional requirements Evaluation of Alternatives Development of Plan Post Development Review Updating the Plan

Documentation for Disaster Recovery Plan
Facility Layout
Site plans Floor plans Route plans Facility plans
Organization chart and phone number
List of important contacts Emergency warning system Assigned Responsibilities First Aid and Rescue Management Guidelines and Instruction sheets

Safety Data Sheet
Identification of dangerous substances, dangerous sites or dangerous appliances Compositional and other details of the above dangerous possibilities Hazard identification First aid measures for the probable hazards Fire fighting measures Accidental release measures Handling and storage of hazardous substances if any Exposure control through personnel protection Physical and chemical properties of the dangerous substances Stability and reactivity Detailed toxicological information Ecological information of the mine site Waste Disposal consideration Transport information for the pollutants Regulatory information of CMR, MMR, etc.

DISASTER AUDITING
Every mine should be audited for determining disaster potential
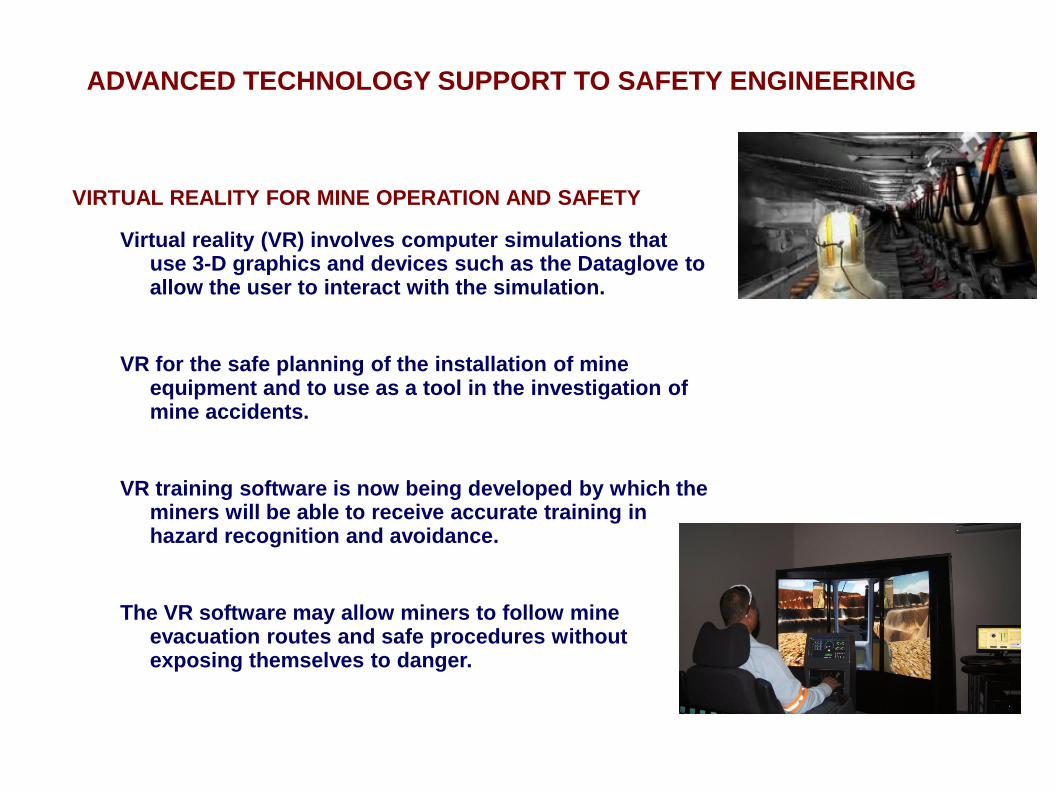
ADVANCED TECHNOLOGY SUPPORT TO SAFETY ENGINEERING
VIRTUAL REALITY FOR MINE OPERATION AND SAFETY Virtual reality (VR) involves computer simulations that
use 3-D graphics and devices such as the Dataglove to allow the user to interact with the simulation.
VR for the safe planning of the installation of mine equipment and to use as a tool in the investigation of mine accidents.
VR training software is now being developed by which the miners will be able to receive accurate training in hazard recognition and avoidance.
The VR software may allow miners to follow mine evacuation routes and safe procedures without exposing themselves to danger.
Ergonomics and Remote Control for Safe Mining
Comfort methodology is implemented for design and maintenance of the machinery. The methods are the combination of:
an extended scale of objective and subjective test methods
integration of short-term and long-term comfort measurements
testing under controlled conditions
Safety and productivity increases by
making the right choice of a seat or cabin
resulting less discomfort, tiredness and complaints
improving achievements from operators and drivers

New Technology for Safety Enhancement
Certain technology that has increased mine safety are:
• Fire suppression system • Technology to control methane gas levels • Emergency breathing devices • Ventilation Techniques • Dust suppression techniques with sensitive dust measurement instruments
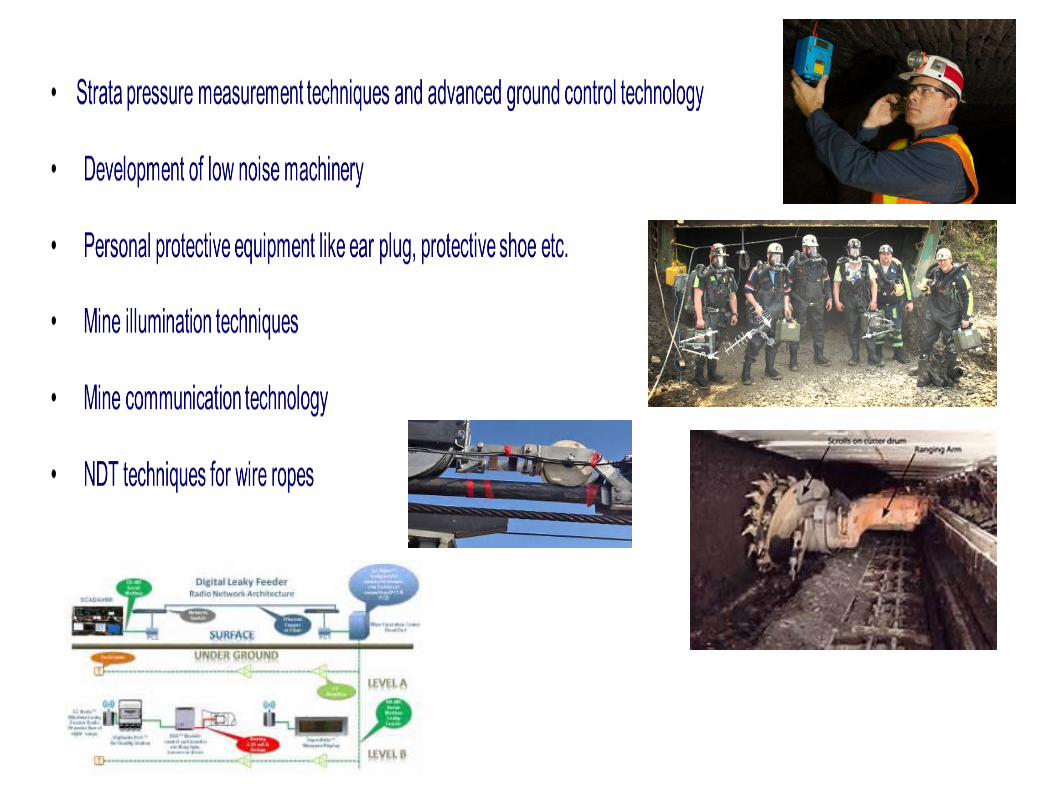

Requirements of advanced technology
underground drilling systems for gas drainage safety equipment & personal protection portable electronic gas monitoring equipment comprehensive environmental monitoring routine condition monitoring systems for fans and plant monitoring and control systems for extraction and utilisation plant gas cleaning and conditioning power generation packages gas prediction and real time gas emission monitoring software and support alarm and evacuation system Underground communications particularly for isolated workers and in an emergency situation

Information technology and management information systems
Underground Communication Technology
Enhancing Safety around Mobile Plant
by examining personnel proximity detection, location and warning annunciation methods

Information technology and management information systems
Underground Communication Technology
Enhancing Safety around Mobile Plant
by examining personnel proximity detection, location and warning annunciation methods

System Approach for Safety Enhancement
safety is considered as an emergent property of systems that arises from the interaction of system components Safety can only be determined by the relationship between the valve and the other plant components—that is, in the context of the whole.
Design engineering Human engineering Reliability Engineering Maintainability Engineering Test Engineering Product support Production engineering Industrial coordination Training
Safety Engineering Sub-systems
1. Documentation of the system safety approach; 2. Identification of hazards; 3. Assessment of mishap risk; 4. Identification of mishap risk mitigation measures; 5. Reduction of mishap risk to an acceptable level; 6. Verification of mishap risk reduction; 7. Review of hazards and acceptance of residual risk; and 8. Hazard tracking, their closures and residual risk.
Safety Systems Functions
To carryout these tasks safety database and information technology contribute to a great extent. Advances in Geographic Information system (GIS) have brought new revolution in system safety enhancement. GIS can be used for Risk Zoning as well as hazard mitigation programmes.

GIS for Subsidence Management
Risk induced by the presence of a mine and assets on the ground surface

Surface impacts due to mining collapse.
Example of a house damaged by mining subsidence (Auboué, France, 1996).
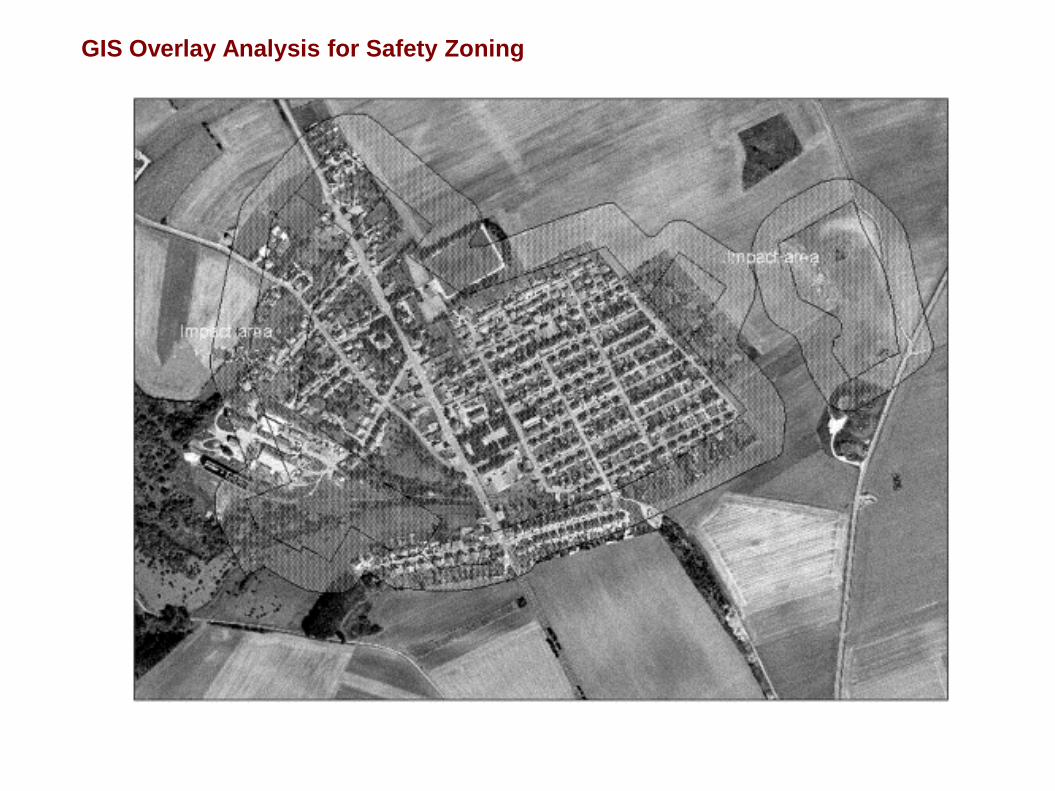
GIS Overlay Analysis for Safety Zoning
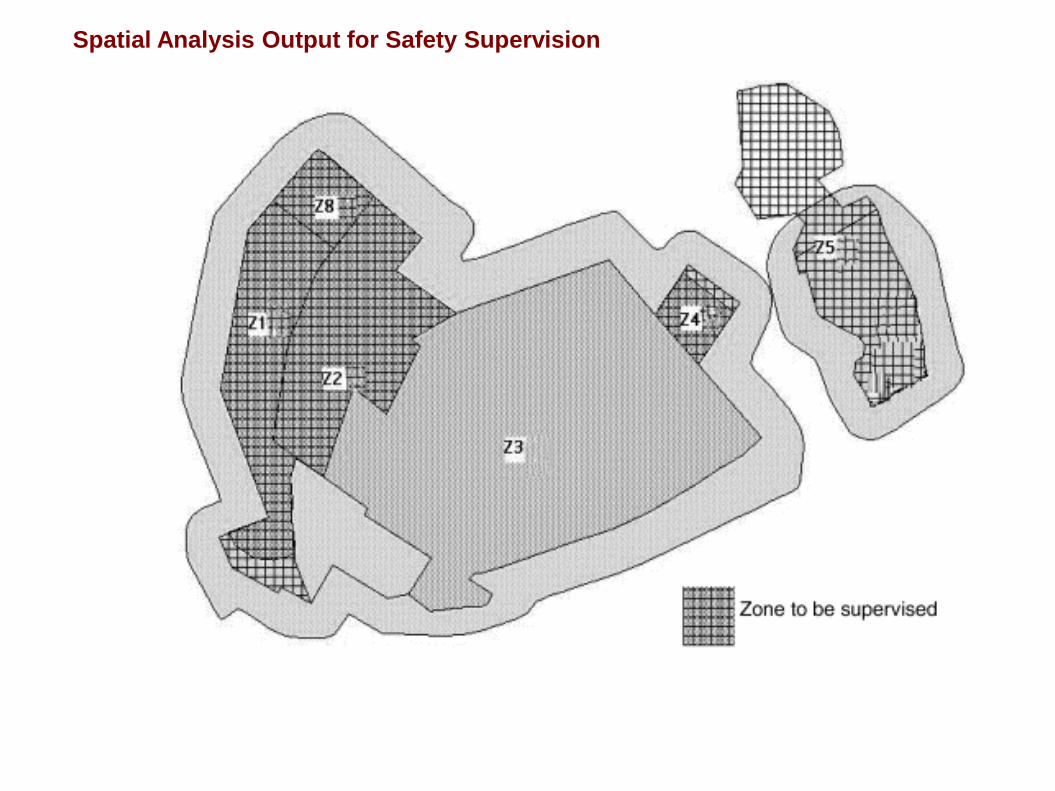
Spatial Analysis Output for Safety Supervision

Spatial Information of Map Attributes in GIS
Operational Safety Management in Surface Mine Blasting
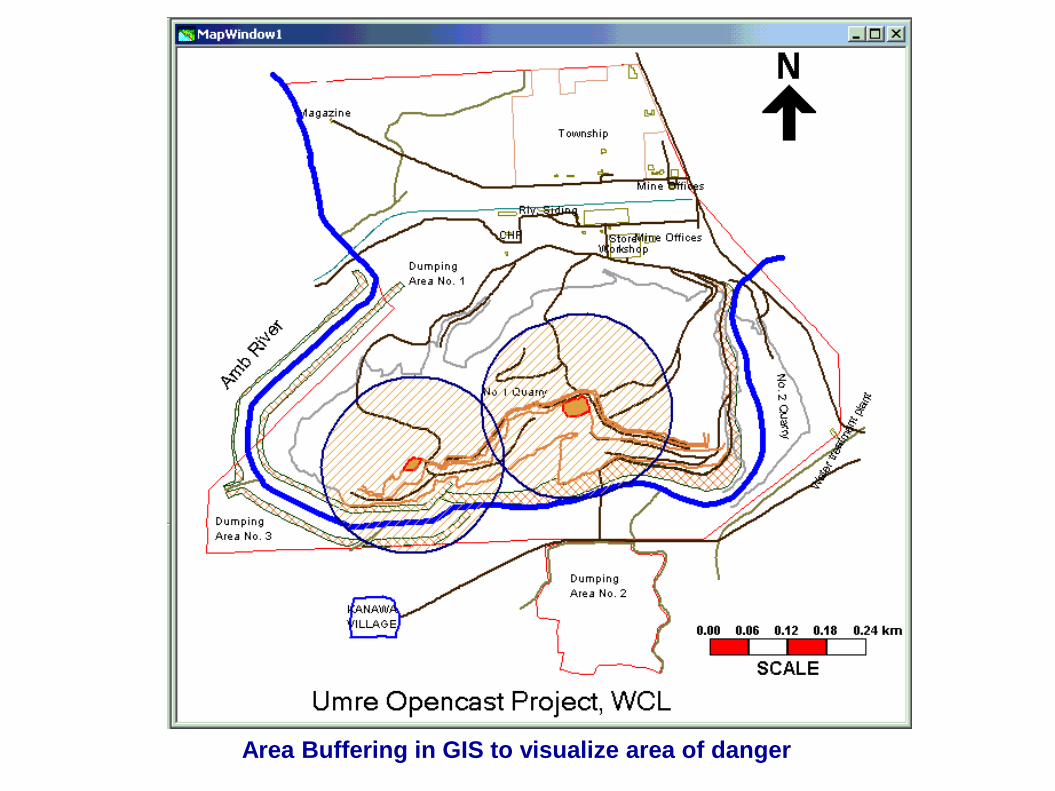
Area Buffering in GIS to visualize area of danger
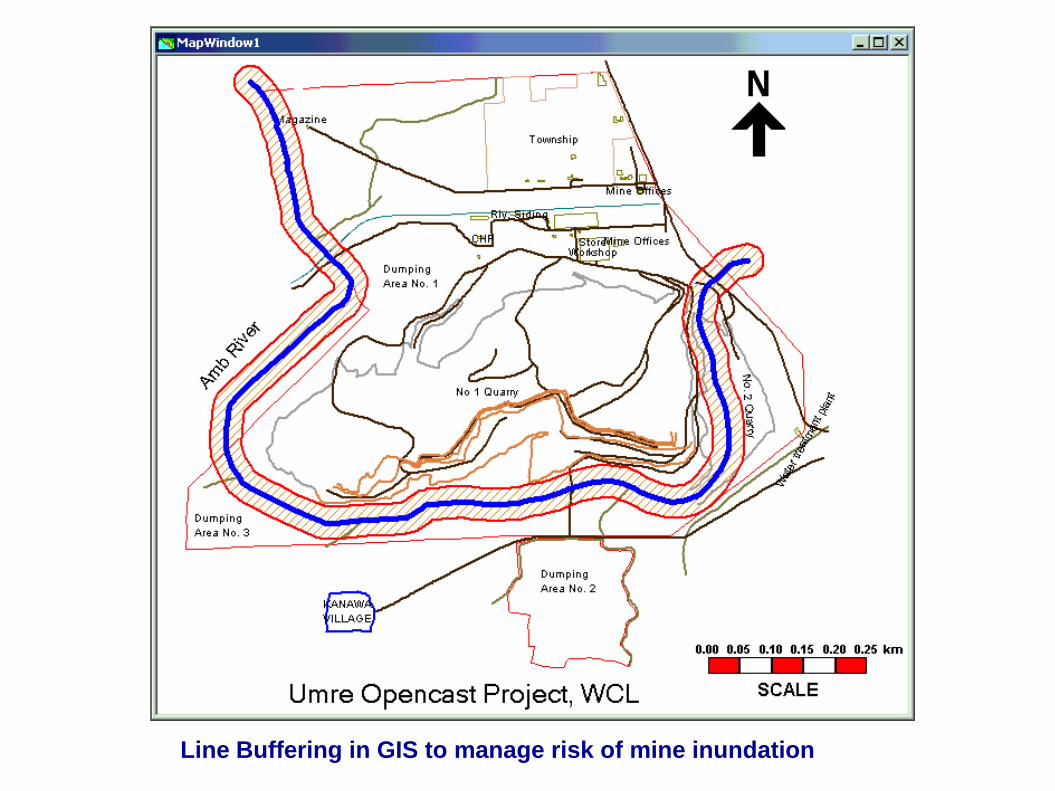
Line Buffering in GIS to manage risk of mine inundation

Query Window
Graphical Window
Query Result Window
GIS for Decision Support : an example
Management of safety in mines is possible only through selection of appropriate technology for exploitation as well as by engineering safety. Developments in different branches of engineering are to be incorporated in mine safety management programmed. Instrumentation, tele-monitoring and information technology including virtual reality (VR), remote sensing (RS) and GIS are the tools for accomplishing the mission of safe mining in the near future. Indian mining industry, interdisciplinary academics and the safety enforcing officials need to resolve without further delay to come forward together in collaborative R&D work for application development to avoid continuing to be a technology importer in this area.
CONCLUSION


Conveyor Belt Safety
• Typically, working with conveyors does not involve people closure to it unless there is inspections, cleaning up or maintenance work .
• Usually, the belt is turned off when the cleaning up or maintenance work are carried out. Also, walkways next to conveyors are used to access crushing and screening plants. As a result, accidents don't often occur around conveyor belts.
• Because of the high energy associated with conveyor belts, when an accident does occur, it is likely to be major, resulting in a fatality or very serious injuries.
Indirect hazards:
dust, noise, rotating/moving parts
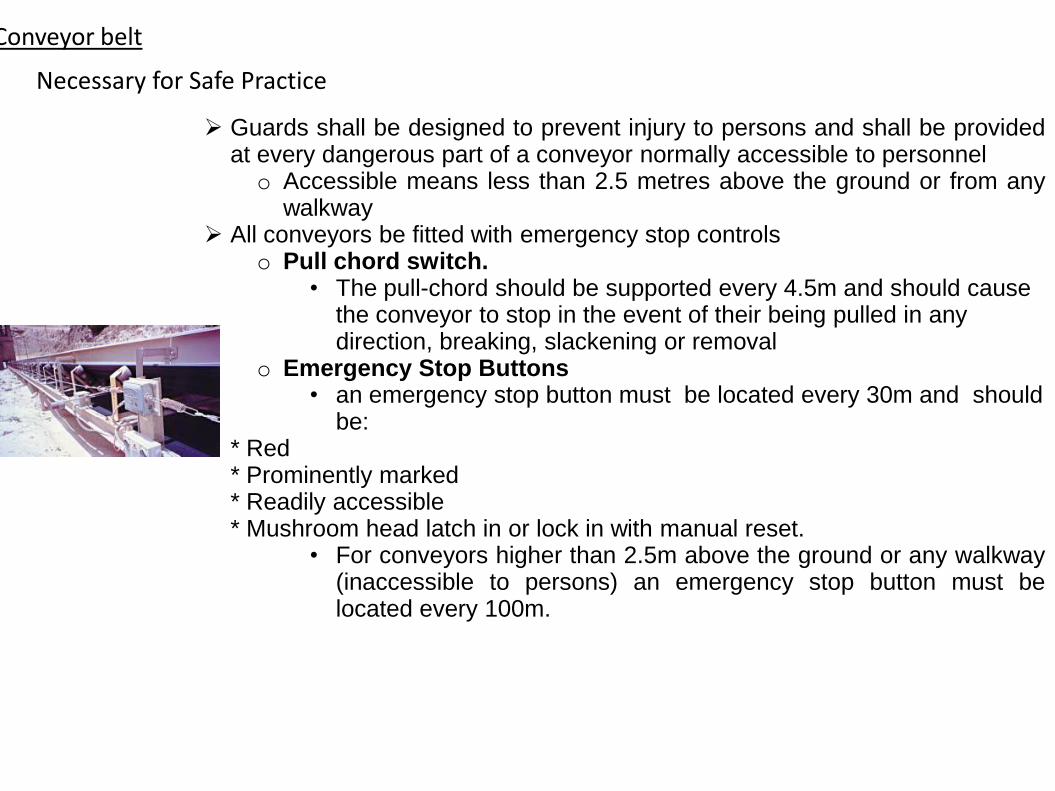
Necessary for Safe Practice
Conveyor belt
Guards shall be designed to prevent injury to persons and shall be provided at every dangerous part of a conveyor normally accessible to personnel o Accessible means less than 2.5 metres above the ground or from any
walkway All conveyors be fitted with emergency stop controls
o Pull chord switch. • The pull-chord should be supported every 4.5m and should cause
the conveyor to stop in the event of their being pulled in any direction, breaking, slackening or removal
o Emergency Stop Buttons • an emergency stop button must be located every 30m and should
be: * Red * Prominently marked * Readily accessible * Mushroom head latch in or lock in with manual reset.
• For conveyors higher than 2.5m above the ground or any walkway (inaccessible to persons) an emergency stop button must be located every 100m.

Power transmissions Nip points Shear points Pinch points Spill points Areas under counterweights Transfer counterweights Transfer mechanisms Passage areas under conveyor Under special circumstances
Typical Conveyor Hazard Points
Keep Employees Involved for Maximizing Safety
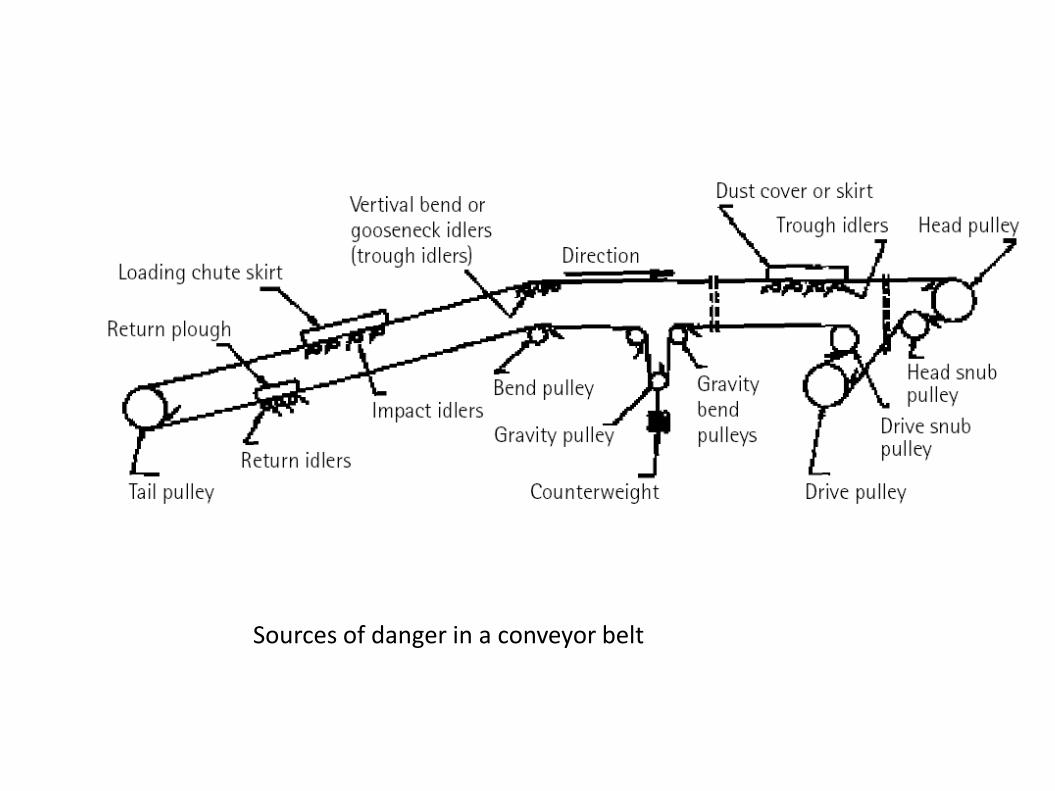
Sources of danger in a conveyor belt

Potential Dangers
exposed drive shafts
belt takeup or tensioning devices
skirting or scraper arrangements
belt drive arrangement
exposed idlers in combination with skirts
Tail Drum and Head Drum Arrangements

Rendering Belt Conveyor Safe
1. Direct Physical Guarding 2. Indirect methods (procedures, training, signage etc.)
• The guards must actually make access to the nip point physically impossible • The guard must not impede the operation of the plant • The guard itself must not create a new manual handling risk
Principle of Providing Guards
Considerations for Providing Gate and Fence
Gate dimensions so that people can’t reach over the top or slide underneath to reach conveyor
Mesh size correctly so people can’t climb Padlock or interlock mechanism A p p ro p r i a t e danger signs (for example: no entry while plant is running)

Ensure that: • Gates can be left open or not secured • Interlocks can be overidden or not maintained • Cannot be used solely for tail drum protection

Guarding Regular Access Area
Areas needing regular access should be adequately guarded considering:
People will sometimes try to reach through, over, around or under guards to avoid stopping the belt for a quick job. Guards should be built such that this is not possible to do!
Nip point should not be physically accessible. Guards placed close to the nip point must have mesh smaller enough to disallow fingers or hands to reach the nip point.
The guard should be light enough to be handled by one person and easy to install or remove for maintenance. Where possible, a self supporting guard should be used to eliminate any manual handling hazard.
Must require some type of tools for removal Must have signage saying that drive must be isolated prior to removal.
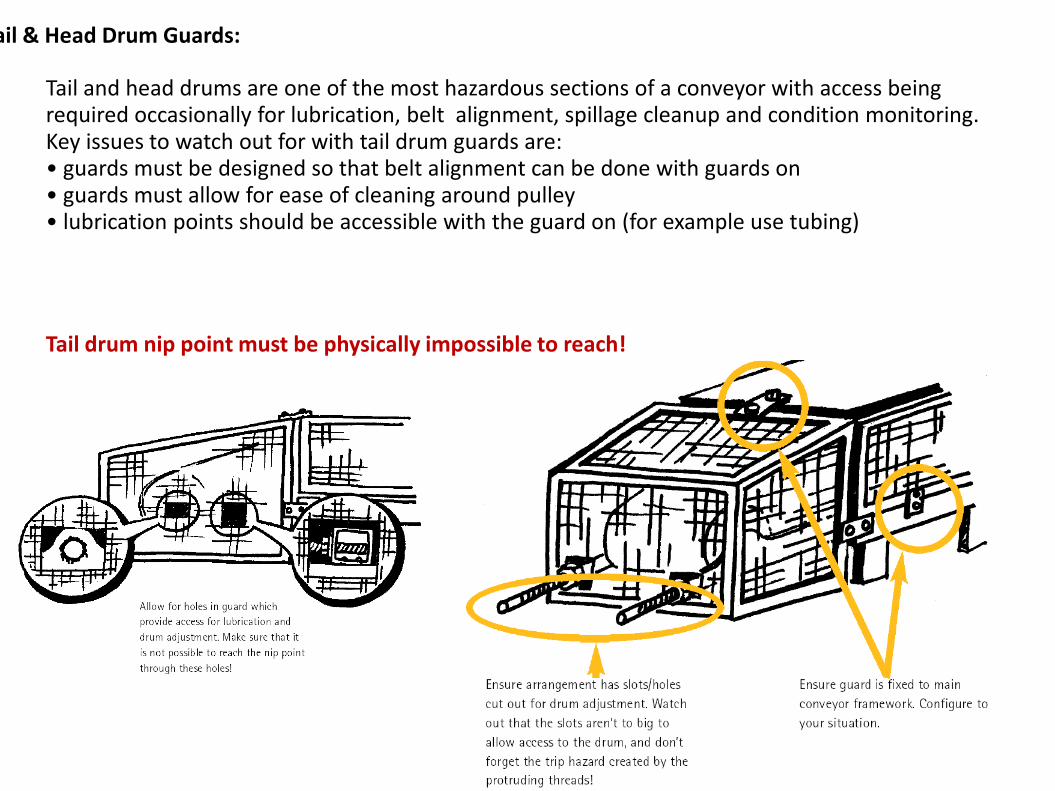
Tail & Head Drum Guards:
Tail and head drums are one of the most hazardous sections of a conveyor with access being required occasionally for lubrication, belt alignment, spillage cleanup and condition monitoring. Key issues to watch out for with tail drum guards are: • guards must be designed so that belt alignment can be done with guards on • guards must allow for ease of cleaning around pulley • lubrication points should be accessible with the guard on (for example use tubing)
Tail drum nip point must be physically impossible to reach!


Idler and skirt guards
• Should be hassle-free • Use hinge type in stead of bolt type • Simple but reliable locking device • Easy to install and remove by one person
Upright swinging hinged guard Downward swinging hinged guard

return idler guard. belt drive guard
• enclosure of the belt drive is complete (this includes the back of the belt drive)
• the mesh is small enough to ensure that people can't accidentally access the belt drive
Belt Drive Guard

Indirect Safety Measures
Training & Inductions Awareness of no entry areas Awareness of correct safety apparel i.e. personal protective equipment (PPE)
hardhat, steel capped boots, glasses, dustmasks, earplugs high visibility jackets handgloves etc.
Awareness of emergency stop mechanisms Awareness of basic safety procedures
don’t take off the guard when the belt is running isolate the belt before cleaning or maintenance no riding on the running belt
Procedures & Standards

example of an isolating mechanism
Eliminate spillage, the source of many conveyor incidents
Spillage around tail drums, mud building up on idlers and so on often require guards to be taken off so that the spillage can be cleaned up. It is in these situations where if the job is a quick one, the temptation to not go through the correct procedure and isolate the belt is high.
The use of good skirts and scrapers will reduce how often you will need to clean up around the belt, and this fact alone will reduce the exposure of people to the belt and hence make it safer.
Housekeeping Standards
• Any rubbish (rags, tramp metal and so on) that is deposited around a conveyor system is to be cleaned up immediately.
• Any spillage should be cleaned up as soon as is practicable. (This could be at the end of a shift after crushing and conveying is finished of during a maintenance period when the conveyors aren’t running)
• All tools required for maintenance should have racks or holders etc, so that they are not lying around on walkways or leaning loosely against handrails.
Always Be Aware:
Unless nip points are completely guarded and inaccessible, no cleaning is to be undertaken under or in the close proximity of belts unless the belt is turned off and isolated.
Lubrication points should always be positioned outside the guards and be remote to the nip points with the use of tubes. If this is not possible, then the belt should be isolated during any lubrication activities.
If you're going to have standards you must be prepared to enforce them. Remember, the minimum standard that is set is the highest standard most people will work to.

Signage
• Signs should be used in any area where people could be exposed to hazards, or in situations where somebody could do something to create a hazardous situation. Typical situations include:
• to restrict access – no entry past this point • to indicate areas where correct safety apparel is compulsory – hard hat and glasses
must be worn beyond this point • to remind of something that needs to be done before another action is carried out –
Warning: isolate belt before removing guards.
Care must be taken when placing signs to ensure that they are relevant for the area and do not contradict each other.

To avoid spillage: Skirt Board

Reach & other key dimensions (as per AS 1755)
Minimum distance above floor before guarding of nip points is not required: 2500 mm Minimum distance of guard from danger point if mesh opening is up to and including 9mm: Working clearance only Minimum distance of guard from danger point if mesh opening is above 9mm up to 50mm square: 150 mm Minimum distance of guard from danger point if it is possible to get wrist through the mesh or guard: 280mm Minimum distance of guard from danger point if it is possible to get elbow through the mesh or guard: 500mm Minimum distance of guard from danger point if it is possible to get entire arm through the mesh or guard: 1000mm Maximum distance of underside of guard from the floor (in the case of gates, fences or guards providing protection from floor level): 250mm Maximum size of mesh (in the case of gates or fences ): 50mm2 Minimum height of fencing: 1600mm

Emergency Stop Locations Maximum distance between emergency stop locations if conveyor is accessible: 30m Maximum distance between emergency stop locations if conveyor is inaccessible: 100m Maximum distance between supports for lanyard emergency stop mechanism: 4.5m

Don’t perform service on conveyor until motor disconnect is Locked Out! Service conveyor with only authorized maintenance personnel. Keep clothing, fingers, hair, and other parts of the body away from conveyor! Don’t climb, step, sit or ride on conveyor at any time! Don’t load conveyor outside of the design limits! Don’t remove or alter conveyor guards or safety devices! Know location and function of all stop/start controls. Keep all stopping/starting control devices free from obstructions. All personnel must be clear of conveyor before starting. Operate conveyor with trained personnel only! Keep area around conveyors clear of obstructions. Report all unsafe practices to supervisor!
12 Fundamental Rules for Belt Conveyor Safety

Risk Assessment Table
LIKELIHOOD
Almost Certain Likely Possible Unlikely Rare
CONSEQUENCES
Extreme
Extreme
Extreme
Extreme
High
Extreme
Extreme
Extreme
High
High
Extreme
High
High
Medium
Medium
High
High
Medium
Low
Low
High
Medium
Low
Low
Low
Catastrophic
Major
Moderate
Minor
Insignificant
Hierarchy of Control
Eliminate
Substitute
Engineering
Administrative
Wearing PPE
See it: Identify risk
Access it: Assess the risk
Fix it: Control the hazards
Evaluate it: Check the control work
Safety is everyone’s responsibility It’s a team effort
How do we measure and manage a Safety Culture? Culture is the way we do things.
Dust Do you wear the same clothes at work place at home: you increase the risk of your family inhaling airborne dusts. Don’t we need a booth in the mine to dedust our clothes without making us to inhale the dusts.

Stockpile and Dump Safety
• Dumping over the edge of stockpiles has been the cause of many accidents in the mining
and quarrying industry
Companies should include written safe work procedures in induction systems for truck drivers and FEL operators. They must be made aware of the hazards and understand fully each company’s safe work procedures at that quarry.
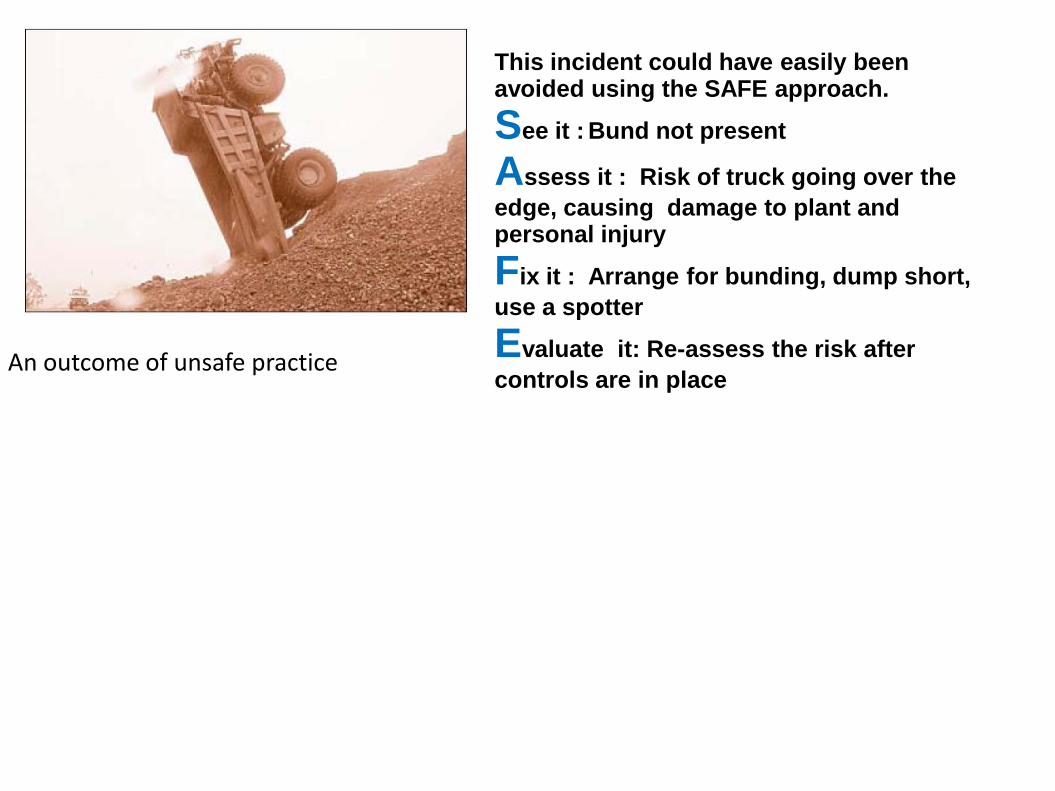
This incident could have easily been avoided using the SAFE approach.
See it : Bund not present
Assess it : Risk of truck going over the
edge, causing damage to plant and personal injury
Fix it : Arrange for bunding, dump short,
use a spotter
Evaluate it: Re-assess the risk after
controls are in place
An outcome of unsafe practice

The reliability of material handling equipment is affected by a variety of factors: •The actual design of the equipment: how adequate the original design was for the equipment’s application dictates the ultimate reliability that can be achieved. •How well the equipment is maintained: every time a repair, planned or unplanned, is made the quality of repair will influence how long the machine operates before the next repair. This includes the quality of the workmanship and replacement part(s). •The operating conditions: this includes the environment and operational issues There is need: •To increase understanding of the nature of the failures pattern of crushing plant of complex mining equipment. •To estimate the reliability and maintainability characteristics of crushing plant in absolute quantitative terms. •To identify the critical subsystems which require further improvement through effective maintenance policies to enhance the operational reliability of mining operation, faults and formulate a reliability-based maintenance policy.

Testing of Safety Components
a pull wire activated device shall comply with the following requirements: a) Breaking, slackening or removal of the pull wire shall activate the device. b) Where electrical continuity is monitored in the pull wire- (i) the slackening requirements of Item (a) need not apply; and (ii) the conveyor shall stop in the event of the pull wire being broken or removed. c) The force required to operate the pull wire activated device shall not exceed 70 N when applied
midway between supports and at right angles to the axis of a pull wire with less than 300mm movement and 230 N along the axis of the wire.
d) The design and distance between pull wire supports shall be such that the wire moves freely when pulled and does not become disengaged from the support.
NOTE: A maximum spacing of 6m should apply. e) Materials used for pull wires shall be of adequate strength, be protected against environmental
conditions and be suitable for handling without the need for additional protection being worn by operators.
NOTE: Where more than one switch is used in a pull wire system, a visual indicator should be provided to indicate which switch has been activated.
f) The switch shall be activated when the pull wire is pulled in any direction.
Example: Pull chord Switch
Tests carried out on conveyor pull wire activated devices should ensure all requirements of Standards are taken into account.. e.g. Australian Standard AS 1755-2000

Emergency Stops
The device must: •Be easily accessible •Be coloured red and •Either that the device "operate reliably and be fail-safe" or "that the device will not be affected by electrical or electronic circuit malfunction".
Single channel E-Stop A short to 240V (or whatever the circuit voltage is), or a faulty switch contact will render the E-Stop useless.
Dual channel E-Stop without cross short detection The E-Stop filling with water or a loose wire/cable crush may short all wires within the switch together, again rendering the E-Stop useless.
Dual channel E-Stop with cross short detection The safety monitoring device will detect the faults shown in figures 1 and 2 - the device is fail-safe.
Label for emergency stop devices

E-Stop that may be jammed E-Stop that cannot be jammed E-Stop contact block falls away from the button - situations such as this must be detected

Safety assurance is the application of safety engineering practices, intended to minimize the risks of operational hazards.

Strategies of safety assurance
Reactive safety assurance
Proactive safety assurance
Predictive safety assurance
Iterative safety assurance

Environmental safety is the practice of policies and procedures that ensure that a surrounding environment, including work areas, laboratories or facilities, is free of dangers that could cause harm to a person working in those areas. A safe place to work is the key element of environmental safety.

CONCLUSION
The process of recovery from industrial disaster surprises is disjointed, conflict ridden, long lasting and highly uncertain
Responses to industrial disasters are often flawed by inaccurate perceptions of the recovery process
If recovery from industrial disaster surprises is to be improved, it will be necessary to acquire a more sophisticated understanding of how the process actually takes place in specific communities
The post disasters measures of our mining industry during the last f decades have not yet been well publicized by the industry or by DGMS
Improving recovery from events like Bhagabandh or Mahavir Colliery is an essential and feasible step in building the better capacity to manage future surprises. The more difficult task is mitigating surprises. New tools are to be tested in this regard. Fortunately, the process has started.

Providing and maintaining safe machines and systems of work for supported employees
Organizing the safe use of dangerous goods and hazardous chemicals
Controlling hazards such as dust, noise and fumes
Providing hygiene facilities such as toilets and change rooms
Providing information on hazards to ensure all supported employees have a clear understanding
Providing instruction, training and supervision to supported employees
Monitoring your work area and employee health
Maintaining information and records on health and safety
Supporting an injured supported employee’s return to work
When you have some employees that need to be supported


















