
Advanced Manufacturing Systems and Enterprisescgit.dps.uminho.pt/livro_final.pdf · Advanced...
156
Advanced Manufacturing Systems and Enterprises Goran D. Putnik, Hélio Castro, Luís Ferreira, Rui Barbosa, Gaspar Vieira, Cátia Alves, Vaibhav Shah, Zlata Putnik, Maria Manuela Cruz-Cunha, Leonilde Varela University of Minho School of Engineering
Transcript of Advanced Manufacturing Systems and Enterprisescgit.dps.uminho.pt/livro_final.pdf · Advanced...
Advanced Manufacturing Systems and Enterprises
Goran D. Putnik, Hélio Castro, Luís Ferreira, Rui Barbosa, Gaspar Vieira, Cátia Alves, Vaibhav Shah, Zlata Putnik,
Maria Manuela Cruz-Cunha, Leonilde Varela
University of Minho School of Engineering




Advanced Manufacturing Systems and Enterprises
Towards Ubiquitous and Cloud Manufacturing
University of Minho – School of Engineering
Goran D. Putnik, Hélio Castro, Luís Ferreira, Rui Barbosa, Gaspar Vieira,
Cátia Alves, Vaibhav Shah, Zlata Putnik, Maria Manuela Cruz-Cunha, Leonilde Varela
Title: Advanced Manufacturing Systems and Enterprises
Subtitle: Towards Ubiquitous and Cloud Manufacturing
Authors: Goran D. Putnik, Hélio Castro, Luís Ferreira, Rui Barbosa, Gaspar Vieira, Cátia Alves, Vaibhav Shah, Zlata Putnik, Maria Manuela Cruz-Cunha, Leonilde Varela
Copyright ©2012 by Goran Putnik
First Edition: October 2012
Publishing company: University of Minho – School of Engineering
Review: LabVE
Print by: Copissaurio Repro, Lda.
Distribution by: LabVE – University of Minho, School of Engineering, Department of Production and Systems Engineering
Reproduction is authorised provided the source is acknowledged. Any use made of the information in this document is entirely at the user's risk. No liability will be accepted by the authors.

iii
Creating a book is a hard, but compensating and
enriching, task. It involves an array of different
activities, such as book development process
management, organization and integration of
contents, technical editing of book, contacts
with printing company, distribution and other
activities, and finally, virtually the most
important task, interaction with readers, in
order to achieve the most important object of
creating a book that meets public expectations.
All these activities are not possible without
resources and collaboration of many parties.
The authors would like to acknowledge the help,
support and confidence of all those who made
this creation possible.
The authors wish to acknowledge the support
of:
1) The Foundation for Science and Technology
– FCT, Project PTDC/EME-GIN/102143/2008,
‘Ubiquitous oriented embedded systems for
globally distributed factories of
manufacturing enterprises’,
2) EUREKA, Project E! 4177-Pro-Factory UES.
We are also grateful to other members of the
research group on Distributed and Virtual
Manufacturing Systems and Enterprises
(DVMSE) and the Laboratory for Virtual
Enterprises (LabVE), of the Centre for Industrial
and Technology Management (CGIT), who are
not among the authors of this book, but who
were helping always when it was necessary.
Special thanks go to our institutions, the
University of Minho and Centre for Industrial
and Technology Management (CGIT), in
Portugal, for providing the material resources
and all necessary logistics.
Authors,
Guimarães, September 2012
Acknowledgments

iv

v
About the subject
This book addresses the development of
advanced manufacturing systems and
enterprises in response to the nowadays
requirements for “new industrialization”,
“manufacturing revitalization” (The White
House – President Barack Obama, 2009), job
crisis resolution through new manufacturing,
“manufacturing renaissance” and similar, as a
vision on manufacturing as virtually
indispensable instrument for nowadays global
economic crisis resolution.
The concept of Ubiquitous and Cloud
Manufacturing Systems (UCMS), the subject of
this book, is expected to deliver the next
generation of methods and means for enabling
modern manufacturing enterprises capable to
respond to the above mentioned requirements.
The next generation of methods and means for
enabling modern manufacturing enterprises
should be characterized by the synergetic
effects that come from the domains of a)
innovative management and control
architecture, b) distributed systems of ICT, and
c) ubiquitous oriented embedded systems. The
focus of research presented in this book is on
the following technological contributions::
1) Development of an organisational model
for the UCMS, and a corresponding
infrastructure, based on a pilot laboratory
workshop, which will comprise organisational
infrastructures for providing higher level
supporting services for the UCMS object
manufacturing and business processes. The
main purpose of this infrastructure is to
provide a higher degree of UCMS robustness
in terms of interoperability, re-configurability
and agility, efficiency and effectiveness. The
special focuses are on services and tools for
UCMS organisational network development -
the human role and relationship in a UCMS, as
the most important part of an organisation:
roles spanning from equipment operators to
high level management.
Preface

vi
2) Testing of the organisational model of the
UCMS, and its infrastructure, based on the
pilot laboratory workshop.
The research results presented in the book are
developed within the “Ubiquitous oriented
embedded systems for globally distributed
factories of manufacturing enterprises” project,
reference PTDC/EME-GIN/102143/2008,
funded by the Portuguese Foundation for
Science and Technology (FCT), and approved as EUREKA project, reference E! 4177 UES.
Organization of the book
The book is consisted of two main parts. The
first part is organized through 5 chapters, of
which the first chapter makes an introduction in
the subject, the second chapter presents the
concepts of ubiquity, clouds, services systems
and the global idea of ubiquitous and cloud
manufacturing, in the third chapter an
architecture of ubiquitous and cloud
manufacturing system is provided, the fourth
chapter presents a pilot installation in
laboratorial environment, and, finally the fifth
chapter presents the conclusions. The second
part consists of 5 annexes that provide more
details on technical and implementation aspects
of the prototype model and the pilot installation
developed.
Expectation
The book provides researchers, scholars and
professionals with some of the most advanced
research developments, solutions and
implementations. It is expected to provide a
better understanding of advanced
manufacturing systems and enterprises and
their implementation as ubiquitous and cloud
manufacturing, in order to achieve the expected
and necessary transformative changes towards
true sustainability. We expect the book to be
read by academics (i.e., teachers, researchers
and students), technology solutions developers
and enterprise managers (including top-level
managers), and, specially, by entrepreneurs.
The book is also expected to help and support
teachers of graduate and postgraduate courses
from management, industrial engineering and
mechanical engineering to ICT.
Also, the authors believe that the concepts of
ubiquitous and cloud manufacturing may
influence the actual education practices, in both
domains - university education and professional
education, influencing both the course contents
(curricula) and the education technology itself.
Authors,
Guimarães, September 2012

vii
Acknowledgments iii
Preface v
Chapter I
Introduction: In search of new manufacturing
system paradigms 3
Chapter II
Ubiquity, Clouds, Services Systems and
Ubiquitous and Cloud Manufacturing 11
Ubiquitous Systems 12
Clouds 14
Manufacturing as service systems 16
Ubiquitous and cloud production network
idealization 18
Chapter III
Ubiquitous and Cloud Manufacturing: An
Architecture 23
Service system architecture 23
ICT platform architecture 26
Chapter IV
A Laboratorial Platform as Learning Factory for
Ubiquitous and Cloud Manufacturing adoption in
Industry and Community 4
UCMS laboratorial platform as a learning
factory 41
Platform’s functional architecture and its
implementation 48
Chapter V
Conclusions 55
References 59
Annexes 63
Annex I:
Distributed Informatics System for
Manufacturing: Specification and Architecture –
Hybrid architecture Client-Server + P2P 67
Annex II:
Distributed Informatics System for
Manufacturing: Specification and Architecture –
Cloud-based Architecture 83
Contents

viii
Annex III:
Laboratorial Platform as Learning Factory for
Ubiquitous and Cloud Manufacturing System -
Hybrid Architecture 97
Annex IV:
Laboratorial Platform as Learning Factory for
Ubiquitous and Cloud Manufacturing System -
Cloud-based Architecture 111
Annex V:
Pilot Laboratorial Plant for Ubiquitous and
Cloud Manufacturing Systems 129
Advanced Manufacturing Systems and Enterprises
Towards Ubiquitous and Cloud Manufacturing

2

3
The traditional Manufacturing was superseded.
The new dynamic and global business model
forced traditional production processes to
change, in the sense of integrating them in a
global chain of resources and stakeholders. The
agility, quick reaction to market changes and
proactivity are essential, and the high
availability and capacity to effectively “answer”
to requirements are some of the main
competitiveness and sustainability criterion.
Additionally, new challenges have emerged,
such as - reallocation of manufacturing jobs,
declination of a number of manufacturing jobs,
emergence of new industries, environmental.
For example, in (The White House – President
Barack Obama, 2009) one of the challenges is
described in the following words:
“Manufacturing workers have paradoxically
often been victims of their sector’s own success,
as rapid productivity growth has meant that
goods can be produced with fewer workers,
contributing to a several decades-long trend of
declining employment. This trend has been
compounded by the shift of consumer spending
from manufactured goods like TVs and cars to
services like tourism, dining out and healthcare
as well as increased consumption of
manufacturing goods made elsewhere. And the
recent downturn has been particularly painful
for manufacturing companies, their workers and
the communities that rely on them.”
Chapter I
Introduction: In search of new manufacturing system paradigms

4
The challenge of reallocation of manufacturing
jobs emerges because of - “overall costs drive
manufacturers’ location choices. In today's
increasingly competitive global marketplace,
manufacturing activities will be undertaken by
private actors who will locate their factories
where total all-in cost is lowest.” (ibid.). It is
hard to believe that the concentration of,
virtually, all manufacturing in a couple of
countries, e.g., metaphorically, in a couple of
Asian countries now and in a couple of
European countries in the past, is beneficial to
the whole world.
While areas that have “concentration of
manufacturing activity” experience benefits for
virtually all, including companies, workers and
communities, the areas that lose manufacturing
jobs are heavily affected as well, albeit
negatively. For example, “Communities that
experience substantial declines in
manufacturing activity experience losses in
county population, slower growth in the number
of housing units and increases in the local
poverty rate. The adjustment to these losses is
slow and remains incomplete even decades
later” (ibid.), and similar. Equally, the
manufacturing job loss creates great negative
impacts on individual levels, on manufacturing
workers.

5
Figure 1.1 - Short term EU emission profile compared to 2ºC compatible long term target (p. 40) (European Commission, 2010b)

6
The environmental challenges are similarly
dramatic.
Concerning the quantitative measures, by the
Kyoto Protocol, European Community’s
commitment was to reduce 8% of the quantity
of emission (p. 21, Annex B) (United Nations,
1998). Later, in 2007, “The European Council
emphasizes that the EU is committed to
transforming Europe into a highly energy-
efficient and low greenhouse-gas-emitting
economy and decides that, (…) the EU makes a
firm independent commitment to achieve at
least a 20 % reduction of greenhouse gas
emissions by 2020 compared to 1990.” (p. 13)
(European Council, 2007).
But “To have a reasonable chance of staying
below the 2°C threshold, global GHG emissions
must be reduced to less than 50% of 1990 levels
by 2050” (p.3) (Commission of the European
Communities, 2009).
Additionally, EU offers to scale up the reduction
to 30% if other developed and developing
countries agree to take a fair share of the global
reduction.
It means, further, that the previously
established target is still insufficient to achieve
the long term objective of keeping the average
global temperature increase below 2°C by 2050.
In order to pursue this objective, developed
countries must point their emission targets for a
reduction in the order of 80% to 95% by 2050 as
compared to in 1990. (European Commission,
2010a)
In other words, it would be necessary to
accelerate the implementation of all
mechanisms for GHG reduction, especially after
2030 in order to compensate lower rate of
effort up to 2030. This is graphically presented
in Figure 1.1 (European Commission, 2010a).
Concerning the effort needed to respond to the
challenge, according to WWF, “The good news
is, we have the technology to start to fix the
problem.” (WWF, 2010).
The third global challenge is already well known
global financial crisis specially accentuated in
Europe.
7
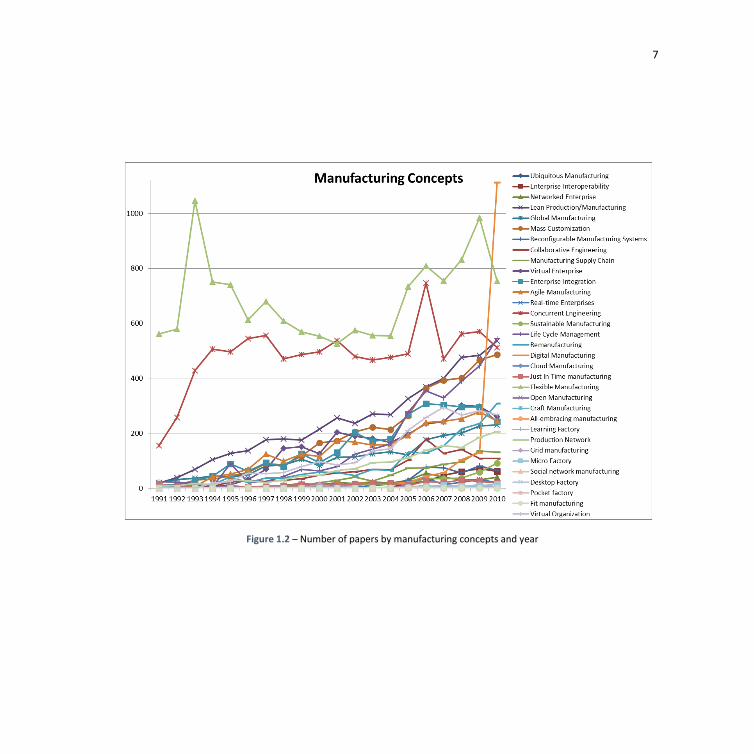
Figure 1.2 – Number of papers by manufacturing concepts and year

8
All these three global challenges, the social,
environmental and economical, are parts of the
issue of sustainability.
Solutions to these challenges require a great set
of new mechanisms spanning from legislations
and regulations (national, regional,
international, global), social, cultural,
organizational, to technology advances.
Some of the instruments that are expected to
contribute to answering the above mentioned
challenges are new manufacturing paradigms,
in which context we are presenting research
intensification on recently proposed
manufacturing paradigms. In parallel, we are
witnessing an intensive search for new
manufacturing paradigms too. Both parameters
grow in numbers.
In literature, a number of designations could be
found, such as:
Ubiquitous Manufacturing
Enterprise Interoperability
Networked Enterprise
Lean Production/Manufacturing
Global Manufacturing
Mass Customization
Reconfigurable Manufacturing Systems
Collaborative Engineering
Manufacturing Supply Chain
Virtual Enterprise
Enterprise Integration
Agile Manufacturing
Real-time Enterprises
Concurrent Engineering
Sustainable Manufacturing
Life Cycle Management
Remanufacturing
Digital Manufacturing
Cloud Manufacturing
Just In Time manufacturing
Flexible Manufacturing
Open Manufacturing
Craft Manufacturing
All-embracing manufacturing
Learning Factory
Extended Enterprise
Production Network
Grid Manufacturing
Micro Factory
Social Network Manufacturing
Desktop Factory
Pocket Factory
Fit Manufacturing Virtual Organization
In Figure 1.2, a number of papers in collections
of some of the World leading publishers
(Elsevier, Springer, Emerald, ACM, IEEE) per year
and per manufacturing concepts listed above is
shown, presenting growing intensity of research

9
on, and on a number of newly proposed, or
emerging, manufacturing concepts.
Equally, a great number of research projects on
the above referred manufacturing concepts, or
those that generated new manufacturing
concepts, were financed by a number of
national and international research
programmes (for example, the well-known EC
Frameworks Programmes in Europe – such as
FP7 and future Horizon 2020).
Some of the above mentioned manufacturing
concepts hypothesize on inter-enterprise
networking as one of the most promising
instruments to face the big sustainability
challenges, relying on exploration of so-called
“network effects”.
“Network effects occur when to an economic
agent, e.g., a consumer of a firm, the utility of
using a product or technology becomes larger as
its network of users grows in size (Farrell &
Saloner, 1985; Katz & Shapiro, 1985). The
network effect may set in motion a positive
feedback loop that will cause a product or
technology to become more prevalent in the
market.” (Den Hartigh, 2005).
Besides the network effects alone, as the
“positive feedback loop” instrument, extremely
interesting is their combination with other
phenomena, namely, social interaction effects,
scale effects and learning effects, that could be
considered as other “positive feedback loop”
instruments, which (the combination) may, and
is expected to, create the “increasing return”
effect.

10
Increasing returns are the opposite phenomena
to the well-known law of decreasing returns in
economy. The increasing returns occur when
the output of an economic system increases
more than proportionally with a rise of input
(Den Hartigh, 2005). The importance of
designing and investigating increasing returns
mechanisms are multiple (ibid): 1) “there is
growing evidence that increasing returns
actually do exist, at least in the relevant
business domain of firms”; 2) “it is becoming
more relevant in the increasingly information
and knowledge based business environment of
today” especially considering information
products and service sectors; and 3) “the
presence of increasing returns seems to be a
precondition for economic growth to occur at
all”.
The paradigm of Ubiquitous and Cloud
Manufacturing, whose architecture and
implementation framework are presented in
this book, is seen as an instrument for
manufacturing organizational and productive
capacity transformation, to contribute for the
above mentioned sustainability challenges.
Ubiquitous and Cloud Manufacturing is a
network based system conceived to enable a
combination of network effects, social
interaction effects, scale effects and learning
effects, in order to further enable the “positive
feedback loop” in the form of increasing return
as a virtual precondition for the needed
economic growth, as well as, the “positive
feedback loop” in the context of other two big
sustainability challenges, namely,
environmental and social.

11
“Globalization, innovation and ICT (Information
and Communication Technologies) are
transforming many sectors to anywhere,
anytime platforms”, towards an intelligent
business model under “design anywhere, make
anywhere, and sell anywhere” paradigm (Elliott,
2010). We would add “anytime” too. Traditional
stakeholders (suppliers and customers) are
“transformed” in services, where supplying or
using profiles are a question of needs or
context. One service (a Calculator, for instance)
can execute (supply) something using other
services (Addition, Subtraction, Multiplication
and Division operations) (Usmani, Azeem,
Samreen, 2011).
Many of the existent infra-structures are
already ubiquitous and/or cloud based, or are
changing towards these virtual architectures. To
efficiently use those infra-structures the
applications must be transformed and follow
services oriented applications pattern.
Chapter II
Ubiquity, Clouds, Services Systems and Ubiquitous and Cloud Manufacturing

12
Ubiquitous Systems
Ubiquity is a synonym for omnipresence, the
property of being present everywhere1 “The
state or quality of being, or appearing to be,
everywhere at once; actual or perceived
omnipresence. Omnipresence: the ability to be
at all places at the same time; usually only
attributed to God”2.
According to Weiser (1993) Ubiquitous
Computing represents: “Long-term the PC and
workstation will wither because computing
access will be everywhere: in the walls, on
wrists, and in “scrap computers” (like scrap
paper) lying about to be grabbed as needed.”
Weiser also used a powerful term: “calm
technology”, as another description of
Ubiquitous Systems.
Computing technology has evolved up to the
point when Ubiquitous Computing System
development and operation are possible, using
present network devices, protocols and
applications.
1 Wikipédia: http://en.wikipedia.org/wiki/Ubiquity
On the other hand, ubiquity has been addressed
in relation to manufacturing systems as well. In
(Foust, 1975) “the term ‘ubiquitous’” is
“explicitly defined to be functional in an
empirical context (…) The types of
manufacturing which are both market oriented
and have a frequency of occurrence greater than
a specific limit which can be empirically defined
are ubiquitous. …”.
Foust (1975) cites Alfred Weber’s definition of
ubiquitous manufacturing too: “Ubiquity
naturally does not mean that a commodity is
present or producible at every mathematical
point of the country or region. It means that the
commodity is so extensively available within the
region that, wherever a place of consumption is
located, there are (…) opportunities for
producing it in the vicinity. Ubiquity is therefore
not a mathematical, but a practical and
approximate, term
(praktischerNaherungsbegriff).”
2 Wiktionary: https://pt.wiktionary.org/wiki/ubiquity
13
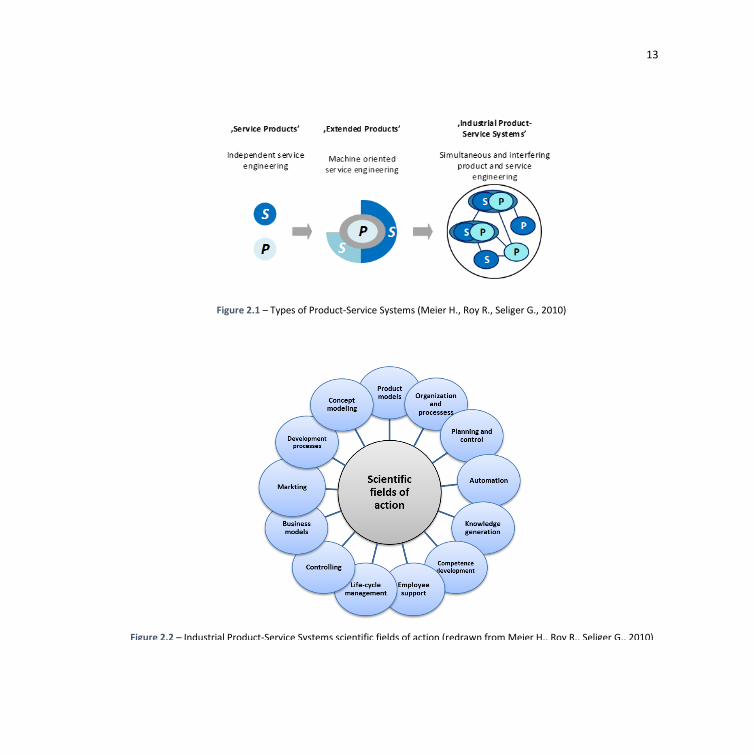
Figure 2.1 – Types of Product-Service Systems (Meier H., Roy R., Seliger G., 2010)
Figure 2.2 – Industrial Product-Service Systems scientific fields of action (redrawn from Meier H., Roy R., Seliger G., 2010)

14
Clouds
Definition of ‘cloud’ is reinforced by (Group, E.,
2010) - as the reference source created within
the EC initiative – and, therefore, it is the most
relevant for an Advanced Manufacturing
Systems and/or Enterprise.
“A ‘cloud’ is a platform or infrastructure that
enables execution of code (services, applications
etc.), in a managed and elastic fashion, whereas
‘managed’ means that reliability according to
pre-defined quality parameters is automatically
ensured and ‘elastic’ implies that the resources
are put to use according to actual current
requirements observing overarching
requirement definitions – implicitly, elasticity
includes both up- and downward scalability of
resources and data, but also load-balancing of
data throughput.”
‘Cloud’ has a number of “particular
characteristics that distinguish it from classical
resource and service provisioning environments:
(1) it is (virtually) infinitely scalable; (2) it
provides one or more of an infrastructure for
platforms, a platform for applications or
applications (via services) themselves; (3) thus
clouds can be used for every purpose from
disaster recovery/business continuity through to
a fully outsourced ICT service for an
organisation; (4) clouds shift the costs for a
business opportunity from CAPEX to OPEX which
allows finer control of expenditure maintenance
reducing the entry threshold barrier; (5)
currently the major cloud providers have already
invested in large scale infrastructure and now
offer a cloud service to exploit it; (6) as a
consequence the cloud offerings are
heterogeneous and without agreed interfaces;
(7) cloud providers essentially provide
datacentres for outsourcing; (8) there are
concerns over security if a business places its
valuable knowledge, information and data on
an external service; (9) there are concerns over
availability and business continuity – with some
recent examples of failures; (10) there are
concerns over data shipping over anticipated
broadband speeds.” (Group, E., 2010).
15
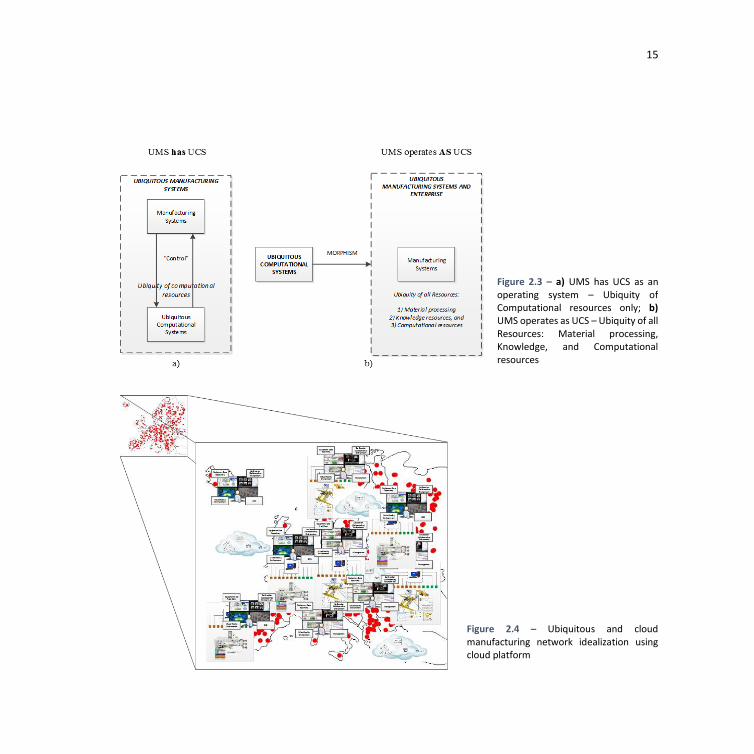
Figure 2.3 – a) UMS has UCS as an operating system – Ubiquity of Computational resources only; b) UMS operates as UCS – Ubiquity of all Resources: Material processing, Knowledge, and Computational resources
Figure 2.4 – Ubiquitous and cloud manufacturing network idealization using cloud platform

16
Concerning the EU policy towards clouds, the
document refers two main recommendations:
Recommendation 1: The EC should stimulate
research and technological development in
the area of Cloud Computing,
Recommendation 2: The EC together with
Member States should set up the right
regulatory framework to facilitate the uptake
of Cloud computing.
Concerning the types of clouds, for an Advanced
Manufacturing Systems and/or Enterprise, the
most important are the concepts of ‘cloud’
types:
1. IaaS - Infrastructure as a Service,
2. PaaS - Platform as a Service,
3. SaaS - Software as a Service, and
4. “collectively *aaS (Everything as a Service)
all of which imply a service-oriented
architecture”, which includes, e.g., MaaS –
Manufacturing as a Service.
Manufacturing as service systems
Definition of the manufacturing as a service
system was conceived primarily by the
requirements for new business models in
manufacturing and not in relation to ‘clouds’.
However, ‘cloud’ has provided a new view and
capacity on/for manufacturing as service
systems. Manufacturing as the service system is
related to the concept of Industrial and Product-
Service Systems.
Industrial and Product-Service Systems (IPS2)
represents a “paradigm shift from the separated
consideration of products and services to a new
product understanding consisting of integrated
products and services [that] creates innovation
potential to increase the sustainable
competitiveness of mechanical engineering and
plant design. The latter allows business models
which do not focus on the machine sales but on
the use for the customer, e.g. in form of
continuously available machines. The business
model determines the complexity of delivery
processes. Characteristics of Industrial Product-
Service Systems allow covering all market
demands” (Meier H., Roy R., Seliger G., 2010).
17
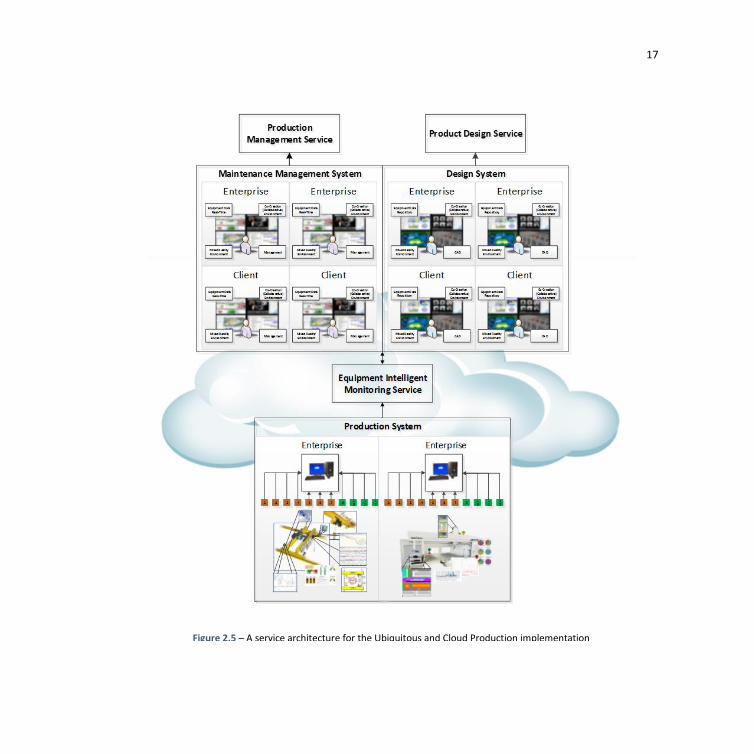
Figure 2.5 – A service architecture for the Ubiquitous and Cloud Production implementation

18
Considering the Industrial and Product-Service
Systems approach, different sets, larger or
smaller, of these services are already offered by
different manufacturers such as, Mori Seiki Co.
LTD. enterprise integrating services of training,
square parts, field services, hotline and remote
services (Meier H., Roy R., Seliger G., 2010).
There are three types of Product-Service
Systems (Figure 2.1):
1. Service Products – service engineering
considers product and service as an
independent goods;
2. Extended Products - service engineering is
machine oriented, i.e., service is a product
extension;
3. Industrial Product-Service System -
simultaneous and interfering product and;
4. Service engineering.
Industrial Product-Service Systems’ scientific
fields of action are presented in Figure 2.2.
Ubiquitous and cloud production network
idealization
Considering the Ubiquitous Systems and Cloud
based platform concepts, an idea of distributed,
complex, scalable, and we can say, democratic
network was projected, that allows enterprises
and individuals entrepreneurs to adjust their
market position in a sustainable and
competitive way.
To the above mentioned definitions (by (Foust,
1975) and (Weber, 1928)), which consider
ubiquity of resources – anywhere, we add the
ubiquity in time – anytime, which (the
“anytime”), from its “side”, implies the dynamic,
on-line, seamless, enterprises’ organizational
and manufacturing system networking and
reconfigurability, or adaptability, that requires
new organisational architectures and meta-
enterprise organizations as creating and
operating environments, makes the UMS a true
new paradigm.
Virtually, any product domain can be
transformed functionally into a Product-
Service System. The transformation of a
concrete product into a transformation
Product-Service System depends, in reality,
of other factors, such as social and economic
factors.

19
Figure 2.6 – Figurative presentation of VE evolution: from conservative, minimal network domain, e.g. of the traditional “supply chain” architecture (a), towards ubiquitous network domain (d).

20
All these features are considered in Ubiquitous
and Cloud Manufacturing concepts. We suggest
an advanced manufacturing system in which
Ubiquitous and Cloud Computing is mapped
with direct adoption of ubiquitous and cloud
computing technologies. In this context,
resources are seen, essentially, as services that
can create a network. This manufacturing
service-oriented network can stimulate
production oriented to service-oriented
manufacturing (Cheng et al., 2010).
Therefore, Ubiquitous Manufacturing Systems
and Enterprises concept is related to the
availability of management, control and
operation functions of manufacturing systems
and enterprises anywhere, anytime, using
direct control, notebooks or handheld devices.
It is related with Ubiquitous Computing
Systems.
Ubiquitous Manufacturing Systems (UMS),
therefore, implies ubiquity of three general
types of resources in organizations:
Material processing resources (e.g.
machine tools and other
manufacturing/production equipment as
resources);
Information processing resources (e.g.
computational resources – includes
hardware and software, and services
creation); and
Knowledge resources (i.e. human
resources, considering the humans as
unique resources for knowledge generation
and new products and, at the end, the
ultimate effectiveness of organisations).
However, there are two quite different
approaches to the concept of UMS.
The first concept considers ubiquity of the
MS based on, i.e. using, the ubiquitous
computational systems (UCS) (see Figure
2.3 (a));
The second one, which is originally our
approach, considers ubiquity of the MS as a
homomorphism, i.e. it is a mapping, of the
ubiquitous computational systems (UCS),
(see Figure 2.3 (b)), (Putnik et al., 2004),
(Putnik et al., 2006), (Putnik et al., 2007).
The similar idea was referred in Murakami &
Fujinuma (2000), (cited by Serrano & Fischer;
2007). This approach is referred also as
“Ubiquitous networking” that “emphasises the
possibility of building networks of persons and
objects for sending and receiving information of
all kinds and thus providing the users with
services anytime and at any place”.
A ubiquitous and cloud manufacturing network
idealization using cloud platform in European

21
geographic space is presented in Figure 2.4.
Figure 2.5 shows a framework for services
architecture construction to support the
Ubiquitous and Cloud Production, or
Ubiquitous and Cloud Manufacturing,
development and implementation.
Some hypothesis on UMS
The hypothesis is that UMS should be based on
a “hyper”-sized manufacturing network,
consisting of thousands, hundreds of
thousands, or millions of “nodes”, i.e. of
manufacturing resources units, freely accessible
and independent, Figure 2.6.
Further implications are that
1) UMS manufacturing units should be, in the
limit, “primitive”, i.e. individuals, or
individual companies, and individually owned
hardware/software resources,
2) Management and operation of UMS should
be informed by the discipline of “chaos and
complexity management in organizations”,
e.g. Chaordic System Thinking (CST) model
(Eijnatten et al, 2007),
3) Specific instruments should be used, such
as meta-organizations (e.g. Market of
Resources model), brokering and virtuality,
4) These UMS “hyper”-sized manufacturing
networks could be seen as manufacturing
resources Internet of Things,
5) These UMS “hyper”-sized manufacturing
networks could be seen as manufacturing
production social networks, enabling
advanced and emerging organizational and
business models based on crowdsourcing,
open source products, open source economy,
and others,
6) These UMS “hyper”-sized manufacturing
networks form and use clouds,
and others.

22

23
Service system architecture
As referred in the previous chapter, considering
the Ubiquitous Systems and Cloud based
platform concepts, an idea of distributed,
complex, scalable, and we can say, a democratic
network was projected, that allows enterprises
and individuals entrepreneurs to adjust and
project (referring to reactivity and proactivity,
respectively) their market position in a
sustainable and competitive way.
Thus, the services of real time data acquisition
(through intelligent production monitoring
services), product design and production
management services, are distributed in a
global network of resources (enterprises and
individuals entrepreneurs) that provide these
services. These services will be supported by a
cloud infrastructure.
The platform architecture is a projection of the
supporting architecture for Ubiquitous and
Cloud Manufacturing Systems, in which the
manufacturing system corresponds functionally
to a service system. That is, the ubiquitous
manufacturing system architecture. Figure 3.1,
is a ‘cloud’ based architecture that represents
the manufacturing system as a service system,
integrating the services for:
1) Real-time Data Acquisition Services for
real-time data acquisition from the
equipment through the embedded intelligent
information devices – services type:
‘Equipment Intelligent Monitoring Systems’,
2) Product Design Services, that integrates
four environments: a) Computer Aided
Design, b) Product data repository with
embedded Intelligent System for Decision
Making (for accessing all relevant data, actual
and historic as well as data analysis) from the
equipment in use, c) Mixed-reality
Environment, and d) Co-Creation
(Collaborative) Environment for co-creative
design – services type: ‘Product Design
Services’;
Chapter III
Ubiquitous and Cloud Manufacturing: an Architecture

24
3) Equipment Operation Services, that
integrates four environments: a) Equipment
Data Real-time with embedded Intelligent
System for Decision Making, that provides all
relevant data, actual and historic as well as
data analysis and management suggestions,
necessary for the production management b)
Management environment, for monitoring,
scheduling and controlling management
activities, with embedded Intelligent System
for Decision Making, c) Mixed-reality
Environment, and d) Co-Creation
(Collaborative) Environment for co-creative
management – services types: ‘Production
Management Services’ and ‘Production
Planning and Control Services’;
4) The ‘cloud’ infrastructure, that will provide
the
a) infrastructure for the manufacturing
system applications – of all three types of
resources: material processing resources,
information processing resources (i.e.
computational resources), and knowledge
resources – in the form of IaaS -
Infrastructure as a Service (including
manufacturing resources as a service – in
the form of MaaS),
b) platform for the manufacturing system
applications in the form of PaaS - Platform
as a Service, and
c) manufacturing system software
‘business’ applications in the form of SaaS -
Software as a Service.
For the architecture presented in Figure 3.1, the
possible technological support platform
oriented to the ‘cloud,’ is presented in Figure
3.2.

25
Figure 3.1 – Overall system architecture for development, implementation and validation

26
ICT platform architecture
The logical architecture of the ICT Platform is
architecture for integration of
“Representation”, “Mixed-reality
representation”, “Real-time management
model”, and “Communication for collaborative
management”.
It is basically a 3-tier layer architecture
consisting of (1) Presentation Layer, (2) Business
Layer and (3) Data Layer:
1) The ‘Presentation Layer’ represents/defines
applications and support for all interfaces,
views, presentations and communications for
users.
2) The ‘Business Layer’ represents/defines
applications and support for all ‘business’
applications such as Decision Making
applications, Intelligent System applications,
Services Workflows.
3) The ‘Data Layer’ represents/defines
applications and support for all applications for
data repository and management, including
knowledge bases (e.g. for Intelligent System on
the upper level).
For each layer the corresponding technology to
be employed is referred. Each logic layer
interacts with the other using appropriate
interoperability services. Its implementation is
supported by technologies capable and duly
integrated into the 'cloud'. A view of the
architecture is presented on Figure 3.3.
Furthermore, some functional modules, which
belong to the Business Layer, are presented.

27
Figure 3.2 – Technological support platform oriented to the cloud

28
Co-Creation platform: Semiotics and
Pragmatics, Co-Design, Co-Management, and
Co-*
Semiotics and Pragmatics – In its most simple
definition, semiotics is the science of ‘signs’. The
domain of semiotics comprises three fields:
syntax, semantics and pragmatics. While syntax
and semantics are well known in the
Manufacturing Systems (MS) science,
pragmatics is almost totally unknown as a
discipline. The universally accepted order
among the three semiotic fields, introduced by
Carnap (1942), is based on their degree of
abstractness in relation to complete signs and
semiosis: “ ‘If in an investigation explicit
reference is made to the speaker, or, to put it in
more general terms, to the user of language,
then we assign it to the field of pragmatics. … If
we abstract from the user of the language and
analyse only the expressions and their
designate, we are in the field of semantics. And
if, finally, we abstract from the designate also
and analyse only the relations between the
expressions, we are in (logical) syntax.’ (Carnap
1942: 9)”. This criterion could be considered of
the maximum importance as it ‘reveals’
proximity to the reality of syntactics, semantics
and pragmatics (Putnik G.D., Putnik Z., 2010).
The relevance of the semiotic approach in a
social context in engineering has emerged in
response to the failure of the traditional
‘technocentric’ approach to today’s information
systems (IS) and organisations’ requirements as
well as to the ‘software development crisis.’
(ibid.). In other words, the relevance of the
semiotic approach could be clearer if
considering that the biggest problem is in fact
data interpretation. Actually, the data
interpretation depends at the end only of
humans and implementing
semiotics/pragmatics directly addresses this
problem and introduces the instrument for its
treatment.

29
Presentation Layer Communication
o Audio chat
o Audio conference
o Video chat
o Video conference
o Messenger
o Others…
Resources
o Management
o Data
o Mixed-Reality
o Geo-reference
o Video
o Others…
Technology: JQuery, HTML5, CSS3
XMPP
Frameworks: OpenSimulator/SilverLight
Business Layer Tools
o Co-Creation (Co-Design, Co-Management,
Co-Maintenance, …)
o Audio conference
o Mixed-Reality
o Video conference
o Intelligent Systems
o Others…
o Brokering
o Selection and Reconfiguration
o Sustainability Technology:
Web Services / RESTful API
Cloud API (SaaS)
Data Layer Tools
o Quering
o Selection
o Refinement
Technology: Web Services / RESTful API
LINQ
Cloud API (SaaS)
DBMS
Figure 3.3 – ICT Platform Architecture

30
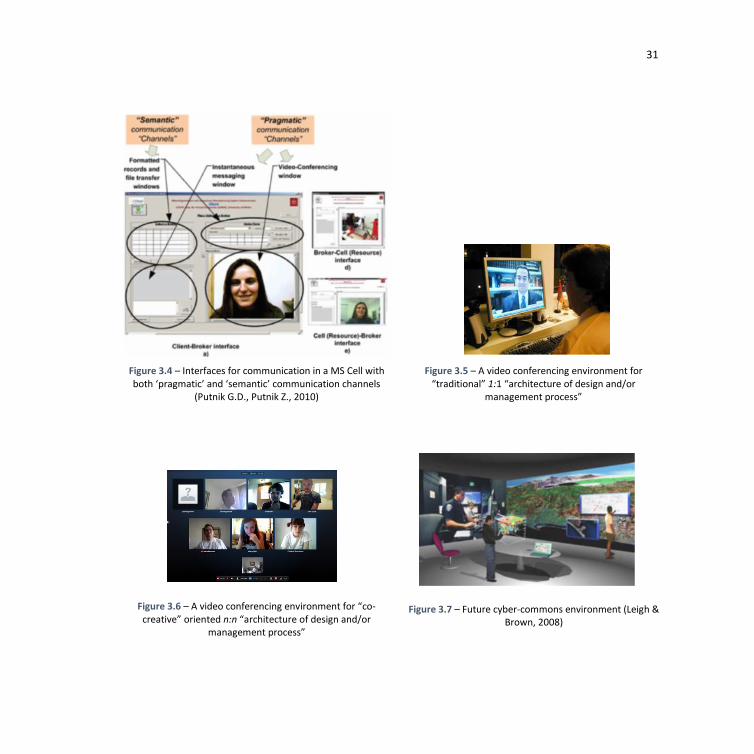
A vision of introduction of the
semiotics/pragmatics concept as an instrument
is shown in the Figure 3.4.
The semiotics approach, and in particular
pragmatics, in UCMS is additionally enhanced
through introduction of the concept of Co-
Creation.
Co-Creation – Co-Creation is already relatively in
regular use, especially in marketing and some
design practices and in these disciplines it refers
a joint design of product by designer and
costumer. This is relatively close to the
“traditional” Concurrent Engineering concept
and practices. However, the semantics is quite
different from theory to theory, from author to
author, from “user”-group to “user”-group,
from community to community. Even in the
scientific literature there are contradictory
definitions.
Not entering here in discussion on the “co-
creation”, or co-creativity or co-design or co-
evolution, models and definitions, the
interpretation of “co-creation” assumed in
UCMS is that co-creation process means that, in
the “minimal”, or “elementary” configuration,
there are two agents (minimum) that co-
creatively construct their product, whether the
“product” is a design of a new equipment (with
embedded intelligent information devices) or
e.g. a (predictive) maintenance action (– while
the “traditional” design / management / control
paradigm is a 1:1 relation). It means that these
activities and decision are co-constructed, or co-
created, by a group of designers and/or
managers, in order to achieve increased
cognitive capacity of agents, designers or
managers, and other stakeholders, in order to
enable and ensure faster and better decisions
and higher level coherence with the reality,
which is another objective (and performance
measure).
This approach, the co-creation or co-creativity
or co-design or co-evolution, is also in
accordance with recently promoted “semiotics
based manufacturing system integration” which
is, simplifying, a communicational based
system, rather than information transaction
based.
Collaboration (in design and management
processes) enables and ensures better decisions
by increasing the cognitive capacity of designers
and/or managers and other stakeholders and
higher level coherence with the reality through
implementation of co-creative management. In
other terms, the collaborative
design/management paradigm is oriented
towards effectiveness, rather than towards
efficiency, as the effectiveness is nowadays the
problem of the higher impact in organizations.
31
Figure 3.4 – Interfaces for communication in a MS Cell with both ‘pragmatic’ and ‘semantic’ communication channels
(Putnik G.D., Putnik Z., 2010)
Figure 3.5 – A video conferencing environment for “traditional” 1:1 “architecture of design and/or
management process”
Figure 3.6 – A video conferencing environment for “co-creative” oriented n:n “architecture of design and/or
management process”
Figure 3.7 – Future cyber-commons environment (Leigh & Brown, 2008)

32
Figure 3.5 and Figure 3.6 present the
“traditional” 1:1 “architecture of design and/or
management process”, and the “co-creative”
oriented n:n “architecture of design and/or
management process (in a virtual, i.e. multi-
video conferencing environment)” respectively.
Figure 3.7 shows an advanced and complex
environment denominated as “cyber-commons
environment”, as another implementation for
co-creation environment.
Advanced manufacturing system architecture
will integrate environments, or so-called, co-
creative platforms, for three co-creative
environments:
1) Product design processes,
2) Operation, or production, management
processes, and
3) Integrated design-production processes.
It means that the co-creative processes, in both
groups of agents, will perform independently,
i.e. the designers will be capable to perform
their processes in their own environment
separately from the managers – ‘1st Co-
Creative cycle’ (Design Co-Creation), and the
managers will be capable to perform their
processes in their own environment separately
from the designers– ‘2nd Co-Creative cycle’
(Management Co-Creation). However,
additionally, both groups will be capable to
perform their processes jointly in a fully
integrated and systemic way – ‘3rd Co-Creative
cycle’ (Integrated Co-Creation), Figure 3.8.
The supporting technology will be based on
multi-user video-conferencing with auxiliary
functionalities. A vision is presented on the
Figure 3.9.
These three cycles, and the video-conferencing
environment, will provide full
semiotic/pragmatics effects and support in
order to enhance the cognitive and creative
capacities of the participants to the maximum,
and a full “co-creative”, or co-design or co-
evolving, and truly systemic environment.
Mixed-reality platform
Mixed Reality is defined as "...anywhere
between the extrema of the virtuality
continuum.", (Milgram P., Kishino A. F., 1994),
where “the Virtuality Continuum (VC) extends
from the completely real through to the
completely virtual environment with
augmented reality and augmented virtuality
ranging between”, Figure 3.10.

33
Figure 3.8 – Advanced manufacturing system co-creative platform, for three co-creative environments: 1) for product design processes, 2) for operation, or production, management processes, and 3) for integrated design-production processes.

34
“The conventionally held view of a Virtual
Reality (VR) environment is one in which the
participant-observer is totally immersed in, and
able to interact with, a completely synthetic
world. Such a world may mimic the properties
of some real-world environments, either
existing or fictional; however, it can also exceed
the bounds of physical reality by creating a
world in which the physical laws ordinarily
governing space, time, mechanics, material
properties, etc. no longer hold. What may be
overlooked in this view, however, is that the VR
label is also frequently used in association with
a variety of other environments, to which total
immersion and complete synthesis do not
necessarily pertain, but which fall somewhere
along a virtuality continuum. … a particular
subclass of VR related technologies that involve
the merging of real and virtual worlds, which we
refer to generically as Mixed Reality (MR)”.
Mixed-reality technologies are used, concerning
engineering and production, in a number of
advanced applications of design, training,
validation, control, management, marketing,
etc.
Within UCMS mixed-reality technologies will be
used for both (1) new generation products and
equipment design with embedded intelligent
information devices (for advancing production
performance and other functions e.g. reliability
and maintainability), creating virtual reality
environment of the workshops and equipment
for enhancing design performance and quality,
as well as for (2) production management
(including planning and control) services, in
which the manager will supervise the
workshops and equipment over virtual reality
models of the workshop or through the video
monitoring enriched by e.g. virtual tags with
relevant information attached to each
equipment in the workshop.
A vision for application of the mixed-reality
technologies presented in Figure 3.11, Figure
3.12 and Figure 3.13 shows a vision of the
manufacturing system environment, combining
the mixed-reality platform with co-creative
platform, and other relevant environments.
The mixed-reality platform could be developed
following the concepts of “metaverse”
environments, i.e. the mixed-reality platform
could be developed over a 3D metaverse
platform such as OpenSimulator
(opensimulator.org) or SecondLife™
(secondlife.com). 3D Application Servers such as
OpenSimulator (opensimulator.org) or
SecondLife™ (secondlife.com) provide a fast
track to developing virtual worlds. They seem to
be a natural choice for the development of the

35
Figure 3.9 – A vision of the multi-user video-conferencing system as the co-creative environment
Figure 3.10 – Reality-Virtuality continuum (Milgram & Kishino, 1994)
Figure 3.11 – Virtual reality
Figure 3.12 – Mixed reality - with virtual tags only
Figure 3.13 – Mixed reality – Augmented Reality form

36
type of prototype we are aiming at.
OpenSimulator, in particular, has the advantage
of being open source. This means the backend
can be programmed, making it highly
configurable and extensible.
An additional challenge is to render the objects
of the automatically generated environments
more realistically, both regarding their 3D look
and feel and the details of their behaviour, while
conforming to the high level model. Interactive
evolutionary computation approaches have
been used to speed the design process in
application areas ranging from facial image
generation, graphics, and 3D lighting to
industrial design (an extensive review can be
found in literature). The challenges in this
process include finding an adequate parametric
model of the object to be generated, an
algorithm to navigate the parameter space, and
an assessment function which often includes
user input. For example, genetics-based
algorithms have been used to prototype virtual
objects and to automatically generate
applications. In particular, the challenge is to
find parametric models of the 3D objects and
their behaviour and to assess the usefulness of
this evolutionary computation approach.
The platform should support both implicit and
explicit interactions. Implicit interactions
happen through virtual sensors that capture, for
example, the position of the user in the space.
Explicit interactions imply the availability of
virtual devices presented in the simulation. For
example, touch screens or simulated portable
devices.
Intelligent System
UCMS should implement a series of software
application for employment of intelligent
algorithms for diverse objectives such as
evaluation of behavioural curves in real-time,
pattern recognition, data mining, etc. These
techniques are to be combined with other
relevant techniques.
Sustainability
There are a number of “sustainability”
definitions depending on the context. However,
this is a critical issue for the society as a whole
and for many communities in particular. Besides
the differences, large number of communities,
and especially governmental bodies, agree that
the sustainability should address three
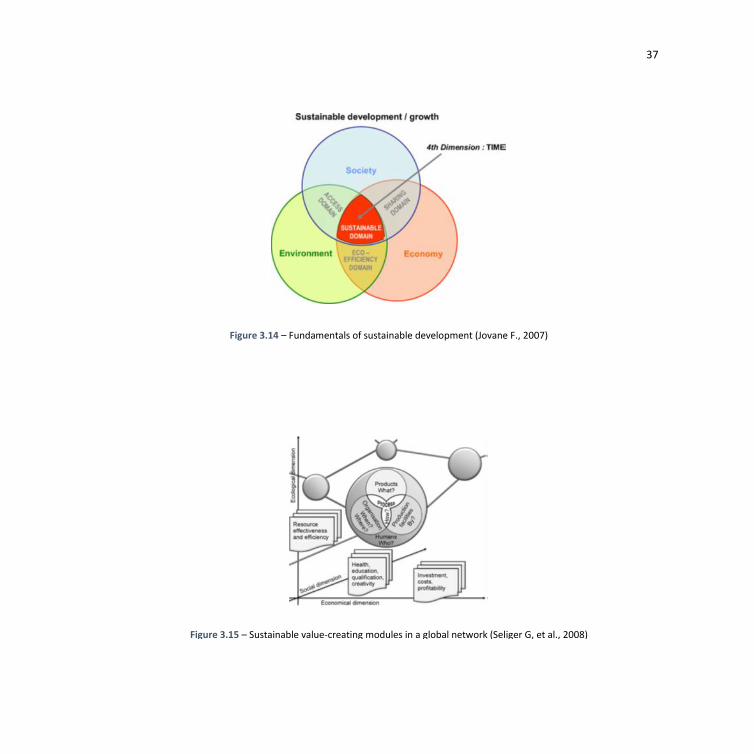
challenges, Figure 3.14 (Jovane F., 2007):
• “economical challenges, by producing
wealth and new services ensuring
37
Figure 3.14 – Fundamentals of sustainable development (Jovane F., 2007)
Figure 3.15 – Sustainable value-creating modules in a global network (Seliger G, et al., 2008)

38
development and competitiveness through
time;
• environmental challenges, by promoting
minimal use of natural resources (in particular
non-renewable) and managing them in the
best possible way while reducing
environmental impact;
• social challenges, by promoting social
development and improved quality of life
through renewed quality of wealth and jobs.”
(Jovane et al., 2008).
It means that UCMS should consciously
address all three challenges. The issues such
as ‘Products –What’, ‘Organization – When,
Where’, ‘Production Facilities – By’ and
‘HUMANS’ are mandatory to address, Figure
3.15 (Seliger G, et al., 2008).
At the “field level”, UCM products and services
must be:
“safe and ecologically sound throughout
their life cycle” (environmental
challenge);
appropriately designed equipment to “be
durable, repairable, readily recycled,
compostable, or easily biodegradable”
(economical and environmental
challenge);
produced and used in production to
reduce the energy costs and
environmental pollution by a factor of
minimum 20% (economical and
environmental challenge);
capable of new jobs creation (social
challenge)!

39
The proposed architecture addresses the three
aspects of sustainability: economic,
environmental and social, implementing them
in the following way:
• Economic and environmental
sustainability: Economic and environmental
sustainability is based on implementation of
specific software modules, with
corresponding analytical models, for
continuous evaluation of energy consumption
and costs, environmental pollution and
associated costs. These models and
applications will be embedded in data
acquisition services.
• Social sustainability: Advanced
manufacturing system components support
Social sustainability goals enabling “The
creation of new jobs” – This effect is possible
because the advanced manufacturing system
is conceived as a service system meaning a
great degree of “openness” for performing
these services, the maintenance
management and design services, by
individuals (“free-lancers”), micro and small
companies, that would form a dynamic
network of services providers. In this way a
potential for new jobs creation will be
dramatically increased.

40

41
UCMS laboratorial platform as a learning
factory
Competitiveness, innovation and sustainability,
internationalization and factories globally
distributed, networked businesses, real time
management and information and
communication technologies, as well as new
business models, are terms that have been
directly or indirectly embedded throughout the
previous chapters. The concepts of Ubiquitous
and Cloud Manufacturing were explored, by
presenting a model of advanced manufacturing
systems and enterprises, as well as an
architecture that is able to support it.
Although the idea of collaboration between
partners and enterprises, or even the
collaboration into a distributed network, and
the use of advanced ICT, may seem simple and
clear, and can represent an incentive for the
industry to ensure greater competitiveness and
sustainability by companies, the truth is that, it
is unclear how this interrelation works, as well
as what is the exact role of various stakeholders
including customers, products and services
suppliers, 'Brokers' and Meta Organization.
Chapter IV
A Laboratorial Platform as Learning Factory for Ubiquitous and Cloud Manufacturing Adoption in Industry and Community

42
In this way, a laboratory platform, that
integrates physical components, was created, as
a complex computational solution, capable of
simulating network operations, and
representing a pilot installation of UCMS. The
objective of this laboratorial platform is to serve
as a learning factory platform to ensure the
adoption of the ubiquitous and cloud
manufacturing concepts in industry and
community, through training and through
carrying out real business operations in reduced
volume of services. Thus, the developed
platform has two general functionalities: (1) as
a learning factory - to increase competences,
skills, know-how, and to be a bridge for
competences, skills, know-how exchange, and
(2) as a new business generator - to transform
the traditional enterprises into future
enterprises.
In other words, this laboratorial platform, as
learning factory, allows the entrepreneurs,
manufacturing factories and enterprises to
work in network, communicate, and make
decisions in real time, through new technologies
and new organizational forms. Thus, with this
new type of work and business environment,
new products and businesses can emerge
among the users with the final objective to
achieve the desired competitiveness and
sustainability.

43
Figure 4.1 – A Learning Factory Platform applicability in industry and community

44
Although the concept of “Learning Factory” is
not very recent, the innovative platform’s
dimension is the application of the Learning
Factory concept for Ubiquitous and Cloud
Manufacturing as the Advanced Manufacturing
Systems and Enterprises agents for the XXI
Century.
The laboratorial platform, as learning factory,
allows the enterprises and the community to
learn and train the ubiquitous and cloud
concepts applicability (Figure 4.1), promoting
entrepreneurship and creation of new business
models.
“The mission of the Learning Factory is to
integrate design, manufacturing and business
realities into engineering education. This is
accomplished by providing a state-of-the-art,
hands-on active learning laboratory, a
practice-based curriculum, and real (industry-
driven) projects.”
(Lamancusa & Simpson, 2004)
“The Learning Factory is a paradigm shift to
industry-partnered, interdisciplinary, real-
world problem solving in engineering
education.”
(Lamancusa et al. 2008)
45
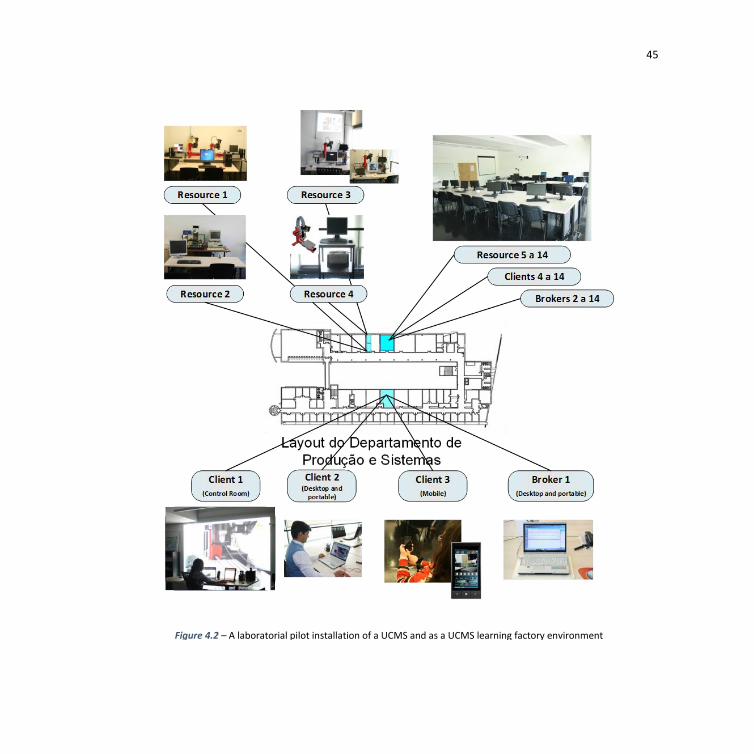
Figure 4.2 – A laboratorial pilot installation of a UCMS and as a UCMS learning factory environment

46
In industry, companies can use the platform
internally, for training their own personnel in
service-based manufacturing, product-service
systems, working over the Internet, and
generating competences on UCMS principles –
performing manufacturing services anytime,
anywhere. Companies can also use the platform
externally by performing learning and training
jointly with other companies through
exchanging services and creation of added-
value with other companies and through small
projects development with community (in the
first place with academia, but also with other
social groups, e.g. cooperating with
employment centres for personnel
requalification, and similar).
Use of the platform for external and internal
learning and training are also applicable in the
community through e.g. students’ curricular
activities (internal) and development of their
projects within the laboratory and among
themselves only – internal learning and training,
or in cooperation with, and in, companies –
external learning and training.
This type of training also promotes
entrepreneurship to solve the unemployment,
which is a critical issue for young people who
start their professional career.

47
Figure 4.3 – Resource Environment Figure 4.3 – UCMS Client’s control room
Figure 4.5 – Extended physical platform, as a Learning Factory of ubiquitous and cloud manufacturing Figure 4.6 – Informal demonstrator architecture

48
Platform’s functional architecture and its implementation
The laboratory platform was developed by the
University of Minho in the Laboratory of Virtual
Enterprises (LabVE) - Guimarães, Portugal. In
Figure 4.2 the laboratorial platform’s physical
installation is shown, as a pilot installation of
UCMS, and as a UCMS learning factory environment.
Figure 4.3 and Figure 4.4 show one of the
machining resource, i.e. UCMS server’s,
environment – desktop machine-tools – and its
communicational interface, and the UCMS
control room – UCMS client’s environment –
and its large-screen communicational interface
for creation of virtual presence environments, respectively.
The installed platform (Figure 4.2) can be
extended with physical facilities into different
modules: Client, Broker and Resource (Figure
4.5), anywhere, in any institution, whether
academic or industrial, fixed or mobile, creating
a real true and physical ubiquitous and cloud manufacturing learning factory.
49
a) b) c) d)
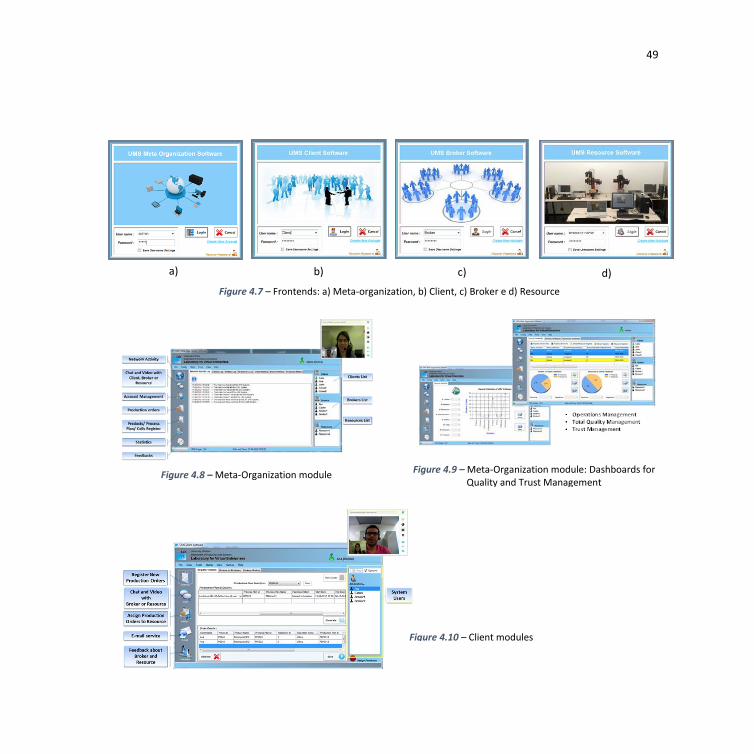
Figure 4.7 – Frontends: a) Meta-organization, b) Client, c) Broker e d) Resource
Figure 4.8 – Meta-Organization module Figure 4.9 – Meta-Organization module: Dashboards for
Quality and Trust Management
Figure 4.10 – Client modules

50
Additionally, the installed platform can be
extended with virtual equipment modules that
can be installed in any computer to simulate a
machine tool operation, and in that way,
possibly to create real large networks for advanced experimentation and training.
Thus, the developed platform corresponds to
the logical architecture implementation of the
ubiquitous and cloud manufacturing concept
(Figure 4.6), able to simulate the concept similar
to a very near future industrial reality, that
would be based on Ubiquitous and Cloud Manufacturing.
Platform Computational and Functional Modules
The laboratorial platform, as a UCMS pilot
installation and learning factory, has four
computational modules for the four types of
system agents: Meta-Organization, Customer,
Broker and Resource. Figure 4.7 presents the
four laboratorial platform computational
modules frontends.
Meta-Organization is an environment to
facilitate and manage the efficient dynamic
UCMS network reconfiguration and particular
UCMS execution networks, and to ensure
virtuality, as one of the dynamic reconfiguration
tools, with low transaction costs, low
confidentiality risks, protection of knowledge,
trust management (Cunha & Putnik, 2008).
The Meta-Organization manages the network
environment, since the registration till the
contract termination, ensuring the information
confidentiality, trust and ethics between the
customers, service and products providers, and
manages Brokers too (Figure 4.8). The meta-
organization manager is responsible for meta-
organization trust, quality and meta-
organization operations management, and has
a set of dashboards (Figure 4.9) in order to help
in management processes and the members of
the network, and a set of communication
channels – chat, video conferencing, and others
– to all users.

51
Figure 4.11– Single Screen Desktop Environment
Figure 4.12– Multiple Screens Large + Desktop Environment
Figure 4.13– Mobile application frontends (for smartphones)

52
Client registers and generates new production
orders, and then associates them to Brokers
(that will inform on the best resources to
accomplish a certain order). Similarly to the
other modules, Client has a set of management
tools and a set of communications channels
(email, chat, video conference and others)
properly embedded and integrated. At the end
of each production order the Client
communicates his evaluation of the Broker and
Resource as the feedback within the Total
Quality Management functionality, for the continuous system improvement (Figure 4.10).
If the resource allows, the Client can see the
production order to be/being executed by the
resource, and if the Client wishes (and resource
allows), he can control the resource, anywhere,
anytime, from a control room, or a PC or via
mobile devices (smartphone, tablets, laptops,
and others).
Client may use a single screen desktop
environment (Figure 4.11) or may use a control
room, in which it is possible to expand to large
screens for control and communication, among
other features (Figure 4.12). Additionally, the
Client can use applications based on mobile smartphones exclusively (Figure 4.13).
This ensures the essential multimodal support
for applications that are intended to be ubiquitous.
Broker is a middleware agent, whose principal
role is the dynamic reconfiguration
management. Also, he is the principal agent of
agility and virtuality that acts/operates between Client and Resources (Cunha & Putnik, 2008).

53
Figure 4.14– Broker module
Figure 4.15– Resource module

54
The Broker receives the incoming production
orders from Clients, selects the best Resources
candidates to propose to the Client. He has the
ability to negotiate with the Resource, e.g., to
negotiate the reference price for a particular
order, through chat, e-mail and video
conferencing, or other. When the order is
finished, the Broker communicates his
evaluation of the Client and Resource as the feedback (Figure 4.14).
Resource is any provider of any service, such as
machine-tools, human agents as service
providers (designers, managers, machine
operators, planners, schedulers, sellers, and
others), computing resources, software, etc.
The Resource receives and negotiates the
orders received through Broker by chat, video,
conferencing or e-mail. After the order
approval, a direct relation is established
between the Resource and the Client, and the
production order is executed by the Resource
(Figure 4.15).
As referred above, if the Resource allows, the
Client can see the production order to be/being
executed by the Resource and can control the
Resource, anywhere (when the Resource is a
machine, computer, or software), using a
control room, PC or via mobile devices (Figure
4.13). When the order is finished, the Resource
communicates his evaluation of the Client and Broker as the feedback to the system.

55
It could be said that new manufacturing
paradigms emerge. New approaches to
products and services for and by industry are
transforming the traditional companies’
organizations.
The concept of Ubiquitous and Cloud
Manufacturing meets the requirements for new
manufacturing paradigms. It permits the
existence of total availability management,
control and operational functions of
manufacturing systems and enterprises,
anywhere, anytime, using direct control,
notebooks or handheld devices. The necessity
for greater capacity (usually associated with
more resources) or excessive capacity "release"
are behaviours associated to enterprises which
join to the ubiquitous manufacturing standard.
In other words, ubiquitous application must
ensure responsiveness in any time and space
context.
On other hand, the Cloud concept and
technologies boost advanced manufacturing
systems and enterprises, offering platforms that
enable large scales applications, on all service
levels.
The architecture presented is of a general
nature, with structural elements and open in
various aspects, in nature and in number, that
enables development of an advanced
manufacturing system or enterprises on
different complexity levels – which is one of the
primary requirements for the capacity of
achieving sustainability. Therefore, the
architecture presented may have a number of
implementation forms.
It would be useful to remind that a number of
underlying technologies should be considered,
which were not possible to analyse in all details
due to the book’s limited space, e.g. embedded
intelligent information devices, real-time
management (and design), mixed reality and
augmented reality, semiotics and pragmatics,
co-creation, chaos and complexity
management, the theory of sustainability, web
2.0 to web 4.0, and others.
Chapter V
Conclusions

56
Concerning the implementation framework, the
Laboratorial Platform was designed with
services to be interoperable in client-server,
Peer-to-Peer distributed environments, and in
emergent Ubiquitous and Cloud Computing.
Web services availability ensures
interoperability among different computing
platforms and the multimodal capacity ensures
its use by multiple devices. The support
database are able to integrate cloud servers
(Azure, Google, among others), adequately
ensuring its functionality and reliability.
Thus the necessary conditions for a ubiquitous
and cloud manufacturing applications are
properly supported.
Furthermore, the Learning Factory concept
implemented is an important concept for
learning and training in the industry and in the
community as a continuous development
instrument, absolutely necessary to achieve
higher levels of competitiveness and
sustainability.
Also, the advanced manufacturing systems and
enterprises based on ubiquitous and cloud
manufacturing adoption, implementation and
exploitation, require new kind of jobs creation,
in which each person is able to integrate in the
ubiquitous and cloud manufacturing system and
enterprise as a value-chain partner.
With the platform development and the
implementation, the conditions and future
developments for an effective and efficient
adoption of advanced manufacturing systems
and enterprises based on ubiquitous and cloud
manufacturing were created.
Thus, new organizational concepts contribute,
and are essential tools, to fight against local and
global unemployment, which in the context of
the current global crisis is also extremely
important task in parallel with search for
competitiveness within the sustainability
challenges.

57
However, there are a number of open technical,
organizational and conceptual problems that
require hard work in the future. Two of the
virtually most important problems to work on
are the interoperability, or integration, of the
Ubiquitous and Cloud Manufacturing and its
adoption in society and industry.
Finalizing the conclusions, some challenges
mentioned in the Introduction are referred in
the context of ubiquitous and cloud
manufacturing contribution. It could be said
that ubiquitous and cloud manufacturing
directly contributes to the manufacturing jobs
reallocation challenge once it ensures
responsiveness in any time and space context.
The ubiquitous and cloud manufacturing
system’s capability to provide services
“anywhere” means it’s distance independent,
meaning further that it is capable to eliminate
needs for physical mobility of manufacturing
value-chain participants (public or private
individuals transport), and in that way indirectly
contributes to the environmental sustainability
requirement. Additionally, as the ubiquitous
and cloud manufacturing represents a form of
dynamic network of service providers, with
virtually the greatest degree of “openness”, it
enables creation of new jobs, through
emergence of new individual, micro and small
companies, and in that way making new
“concentrations of manufacturing activities”
bringing benefits for virtually all – companies,
workers and communities.

58
59
Carnap, R. (1942) Introduction to semantics. Cambridge, MA: Harvard University Press
Cheng, Y., Tao, F., Zhang, L., Zhang, X., Xi, G. H.,
& Zhao, D. (2010). Study on the utility model
and utility equilibrium of resource service
transaction in cloud manufacturing. Paper
presented at the IEEE International
Conference on Industrial Engineering and Engineering Management (IEEM).
Commission of the European Communities
(2009). Communication from the commission
to the european parliament, the council, the
european economic and social committee and
the committee of the regions. Towards a
comprehensive climate change agreement in Copenhagen. Brussels.
Cunha, Maria Manuela, Putnik, Goran D. (2008)
"Market of Resources as a Knowledge
Management Enabler in VE." In Knowledge
Management: Concepts, Methodologies,
Tools, and Applications, ed. Murray E. Jennex, 2699-2711.
Den Hartigh, E. (2005). Increasing returns and
firm performance: an empirical study.
Doctoral thesis, Erasmus University Rotterdam, Netherlands.
Eijnatten F., Putnik G., & Sluga A. (2007)
Chaordic Systems Thinking for Novelty in
Contemporary Manufacturing, CIRP Annals, 56(1), 447-450.
Elliott, L. (2010). The Business of ICT in Manufacturing in Africa: Afribiz.
European Commission (2010a). COMMISSION
STAFF WORKING DOCUMENT accompanying
the Communication from the Commission to
the European Parliament, the Council, the
european economic and social committee and
the committee of the regions. Analysis of
options to move beyond 20% greenhouse gas
emission reductions and assessing the risk of
References

60
carbon leakage. Background information and analysis - Part I. Brussels, Belgium.
European Council (2007). Presidency
Conclusions – Brussels, 8/9 March 2007.
Council of the European Union. Brussels. 7224/1/07, REV 1.
Foust, Brady J. (1975) Ubiquitous
Manufacturing, Annals of the Association of
American Geographers, 65(1), 13-17.
Group, E. (2010). In K. Jeffery & B. Neidecker-
Lutz(Eds.). The Future of Cloud Computing:
Opportunities for European Cloud Computing
behond 2010 (Europe Commission).
Jovane F (2007) How to Maintain
Competitiveness on the Way Towards
Sustainable Manufacturing?, Tampere
Manufacturing Summit, June 6–7.
Jovane F., Yoshikawa H., Alting L., Boer C.R.,
Westkamper E., Williams D., Tseng M., Seliger
G., Paci A.M. (2008) The incoming global
technological and industrial revolution
towards competitive sustainable
manufacturing, CIRP Annals - Manufacturing
Technology, 57 (2008) 641–659.
Lamancusa, J. S. and Simpson, T. W., (2004). The
Learning Factory - 10 Years of Impact at Penn
State, International Conference on
Engineering Education, Gainesville, FL, iNEER,
October 16-21, pp. 1-8.
Lamancusa, J. S., Zayas, J. L., Soyster, A. L.,
Morell, L., and Jorgensen, J., (2008). The
Learning Factory: Industry-Partnered Active
Learning. Journal of Engineering Education;
pp. 5-11.
Leigh J, Brown M-D (2008) Cyber-Commons:
Merging Real and Virtual Worlds.
Communications of the ACM 51(1):82–85.
Meier H., Roy R., & Seliger G. (2010) Industrial
Product-Service Systems—IPS2, CIRP Annals -
Manufacturing Technology, 59, 607–627.
Milgram P., Kishino A. F. (1994) Taxonomy of
Mixed Reality Visual Displays, IEICE
Transactions on Information and Systems,
E77-D(12), pp. 1321-1329.
Murakami, T., Fujinuma, A. (2000).Ubiquitous
Networking: Towards a new paradigm.
Nomura Research Institute Papers, No. 2.
Putnik G. et al. (2004) Cells for Ubiquitous
Production Systems, Proposal for R&D Project,
Project reference: POSC/EIA/60210/2004,
submitted to Fundação para a Ciência e a
Tecnologia (FCT), Lisbon, Portugal.

61
Putnik G. et al. (2006) Ubiquitous Production
Systems and Enterprises - advanced
enterprise networks for competitive global
manufacturing, Proposal for R&D Project,
Project reference: PTDC/EME-
GIN/72035/2006, submitted to Fundação para
a Ciência e a Tecnologia (FCT), Lisbon,
Portugal.
Putnik G.D., Cardeira C., Leitão P., Restivo F.,
Santos J., Sluga A., & Butala P. (2007) Towards
Ubiquitous Production Systems and
Enterprises, in Proceedings of IEEE Int. Symp.
on Ind. Electronics - ISIE 2007, Vigo, Spain.
Putnik, G.D. and Putnik, Z. (2010) A semiotic
framework for manufacturing systems
integration -Part I: Generative integration
model, International Journal of Computer
Integrated Manufacturing, 23: 8, 691 — 709.
Seliger G, Severengiz S, Weinert N (2008)
Sustainable Industrial Value Creation Nets.
Proceedings of the 15th CIRP International
Conference on Life Cycle Engineering, March
17–19, 2008, Sydney, Australia, 1–4.
Serrano V., & Fischer T. (2007) Collaborative
innovation in ubiquitous systems, J Intell
Manuf (2007) 18, 599–615.
The White House – President Barack Obama.
(2009) A Framework for Revitalizing American
Manufacturing. Executive Office of the
President of the United States. Washington,
USA.
United Nations (1998). Kyoto protocol to the
United Nations framework convention on
climate change.
Usmani, S., Azeem, N., & Samreen, A. (2011).
Dynamic Service Composition in SOA and QoS
Related Issues International Journal of
Computer Technology and Applications, 2,
1315-1321.
Weber A. (1928), Theory of the Location of
Industries, translated by C. J. Friedrich
(Chicago: University of Chicago Press, 1928), p.
51 (emphases by Foust, Brady J. (1975)).
Weiser,
http://www.ubiq.com/hypertext/weiser/Ubi
Home.html , Xerox PARC Sandbox Server.
WWF (2010). Earth Overshoot Day – how can
we get out of debt? WWF news. Available
from:
http://www.wwf.org.uk/news_feed.cfm?417
3/Earth-Overshoot-Day--how-can-we-get-
out-of-debt (Accessed: 7th September 2012).

62
63
Annexes

64

65
Annex I:
Distributed Informatics System for Manufacturing: Specification and Architecture –
Hybrid architecture Client-Server + P2P
Annex II:
Distributed Informatics System for Manufacturing: Specification and Architecture –
Cloud-based Architecture
Annex III:
Laboratorial Platform as Learning Factory for Ubiquitous and Cloud Manufacturing System - Hybrid Architecture
Annex IV:
Laboratorial Platform as Learning Factory for Ubiquitous and Cloud Manufacturing
System - Cloud-based Architecture
Annex V:
Pilot Laboratorial Plant for Ubiquitous and Cloud Manufacturing Systems

66

67
Annex I
Distributed Informatics System for Manufacturing: Specification and Architecture –
Hybrid architecture Client-Server + P2P

68

69
UMS Software Architecture Overview

70
Peer-to-Peer (P2P) VideoCall design

71
Web service: Process of communication between a client and an XML Web service
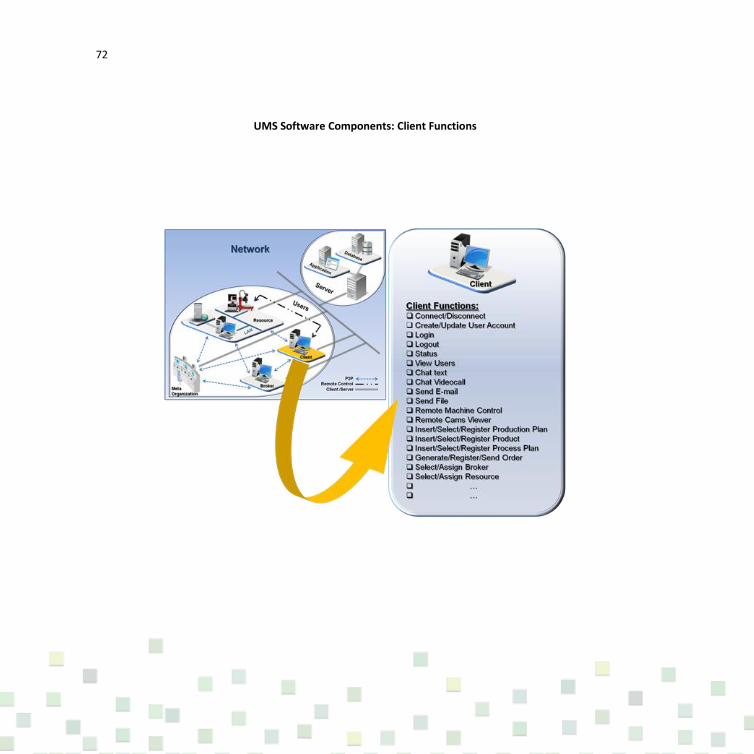
72
UMS Software Components: Client Functions

73
UMS Software Components: Resource Functions
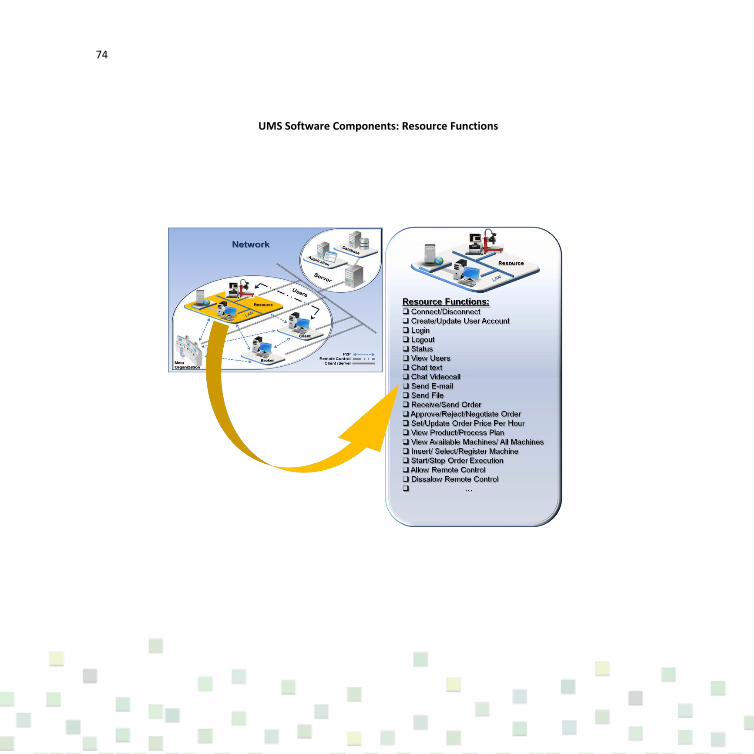
74
UMS Software Components: Resource Functions

75
UMS Software Components: Meta-Organization Functions

76
UMS Software Database Server – Database Architecture
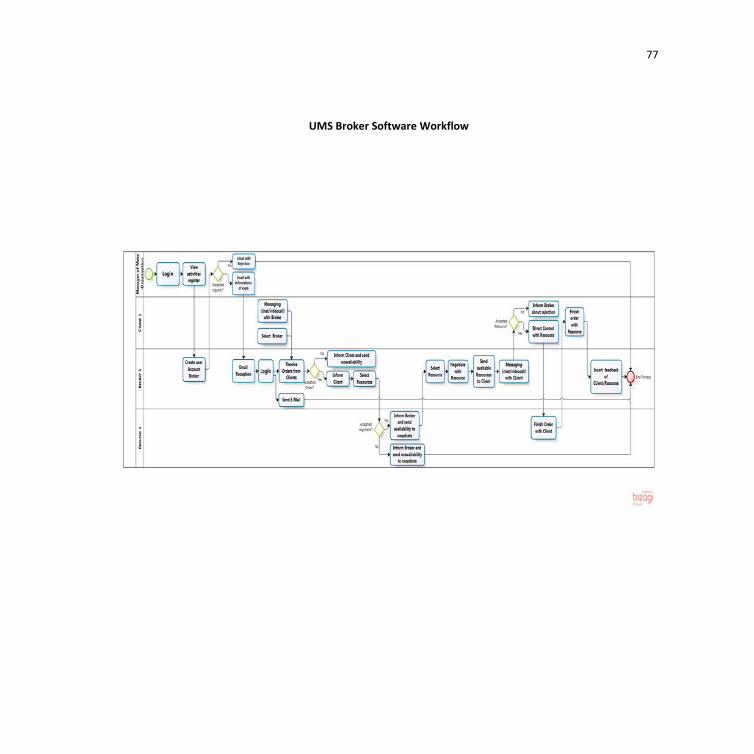
77
UMS Broker Software Workflow

78
UMS Client Software Workflow

79
UMS Resource Software Workflow
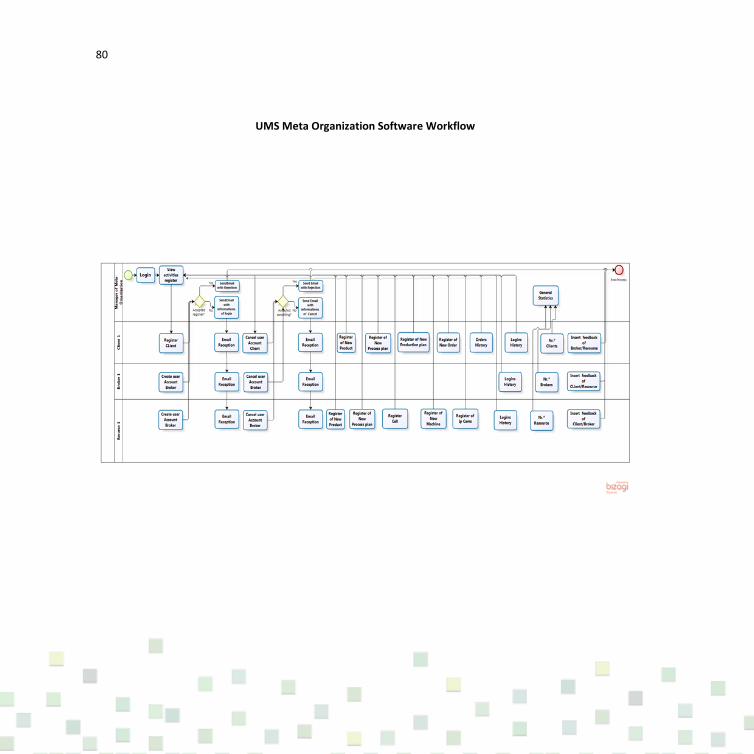
80
UMS Meta Organization Software Workflow

81
Main Page of Windows Phone Application Main Page of Windows Phone Application
Using Web Service in mobile devices

82

83
Annex II
Distributed Informatics System for Manufacturing: Specification and Architecture –
Cloud-based Architecture

84
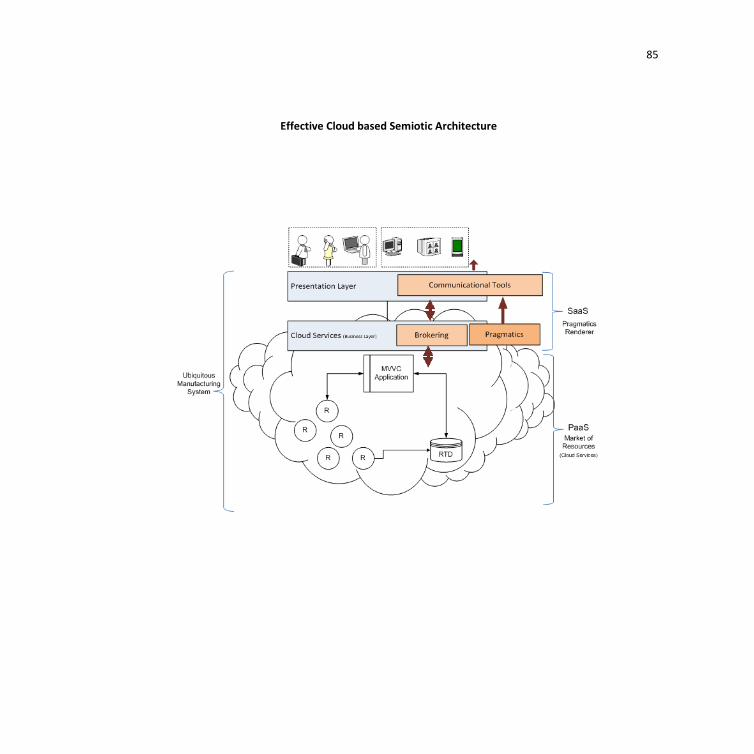
85
Effective Cloud based Semiotic Architecture

86
Mid
dle
wa
re
................................................................
…....................................
..............................
...........................................................
Operating System
Windows, Mac, etc.
Vurtualized Infrastruture
Storage, CPU, Network
Multimodal PortalClient
AppOffice
Web server Web server
Application
Server
Application
Server
DB Server
Data
ServicesMoR
Other
Servers
Ap
plic
ati
on
Pla
tfo
rm
Transactional Multilayer Architecture
From Transactional to Communicational architecture
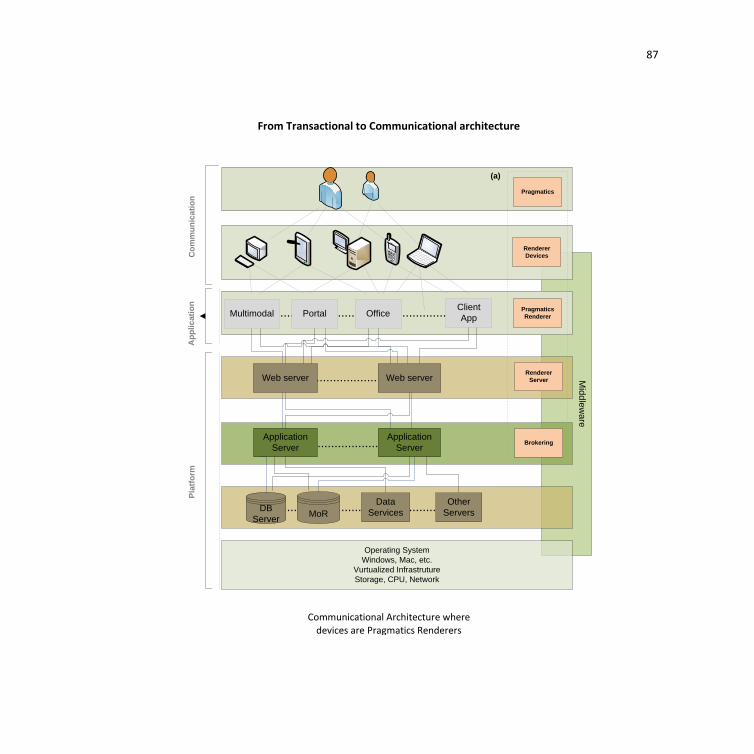
87
Communicational Architecture where devices are Pragmatics Renderers
Mid
dle
wa
re
......................................................................
…....................................
..............................
................................................................
Operating System
Windows, Mac, etc.
Vurtualized Infrastruture
Storage, CPU, Network
Multimodal PortalClient
AppOffice
Web server Web server
Application
Server
Application
Server
DB
Server
Data
ServicesMoR
Other
Servers
Ap
plic
ati
on
Pla
tfo
rmC
om
mu
nic
ati
on
(a)
Renderer
Devices
Pragmatics
Brokering
Pragmatics
Renderer
Renderer
Server
From Transactional to Communicational architecture

88
Multimodal interfaces for multiple Client devices classes

89
Communicational Architecture: Pragmatic Channels
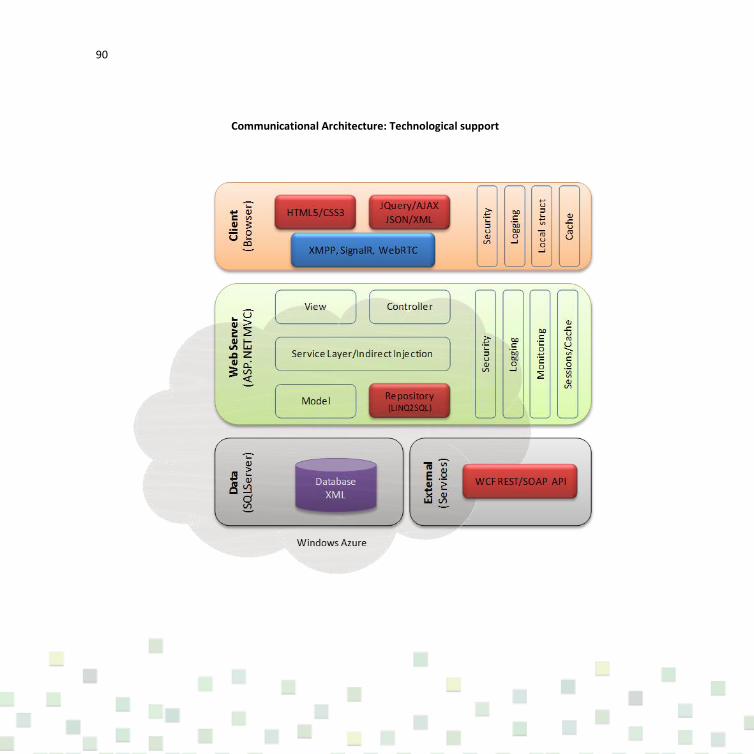
90
Communicational Architecture: Technological support
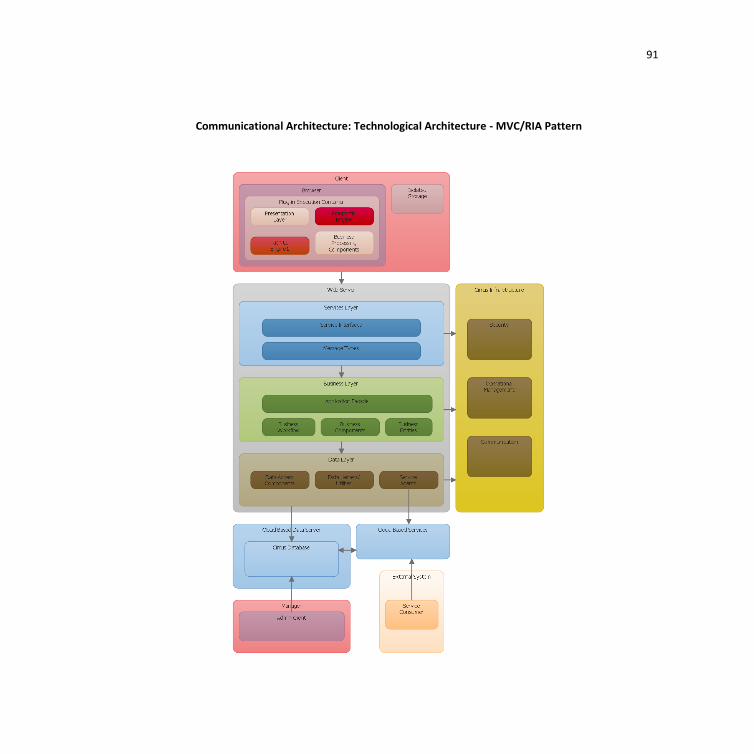
91
Communicational Architecture: Technological Architecture - MVC/RIA Pattern

92
Communicational Architecture: Integrated Communications Channels
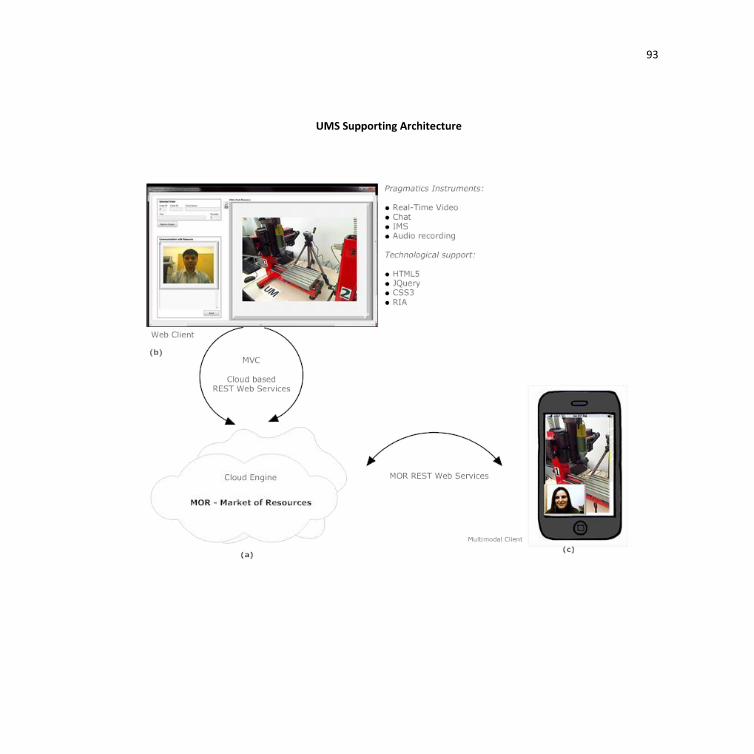
93
UMS Supporting Architecture

94
O1 O2 O3 O4
r1 r2 r3 r4
O4
(a)
(b)
(c)
(d)
Cloud-based broker: (a) Process Plan (b) Stereotype (c) Candidate resources (d) Spatial Data in cloud

95
Cirrus
(a)
(b)
(c)
(d)
Cloudlet Architecture (a) Dashboards (b) Cloudlet (service) (c) Enhanced cloudlet (d) Cloudlet with pragmatics instruments

96
97
Annex III
Laboratorial Platform as Learning Factory for Ubiquitous and Cloud Manufacturing
System - Hybrid Architecture

98
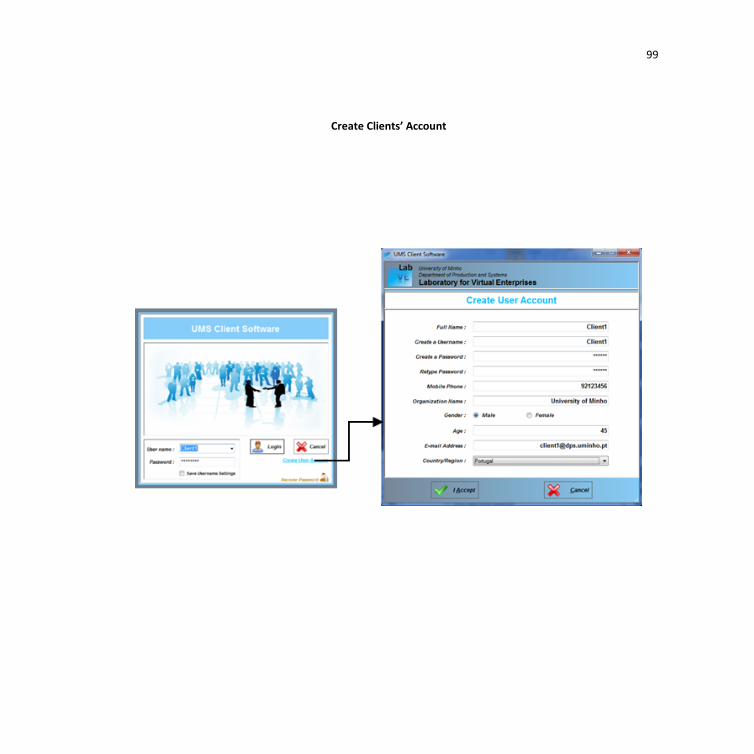
99
Create Clients’ Account
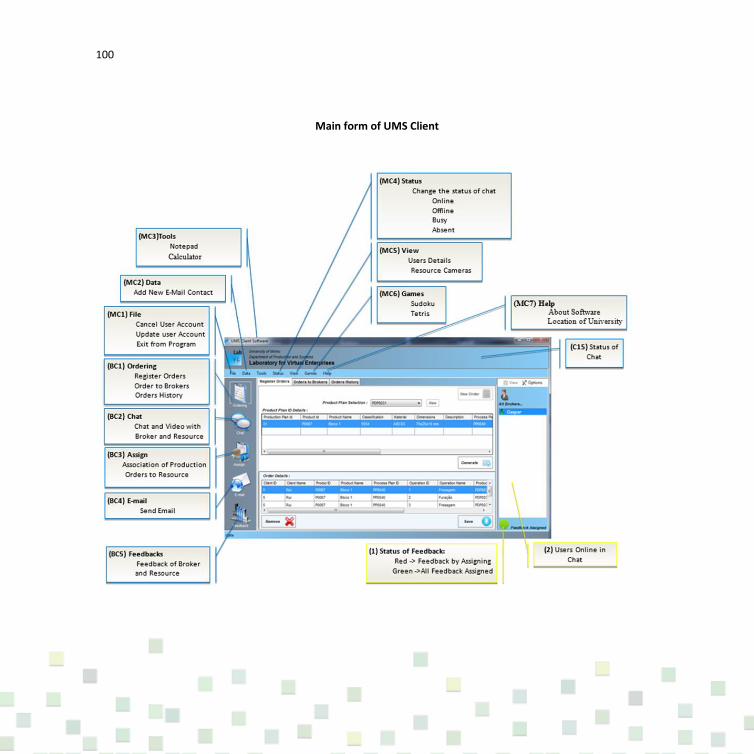
100
Main form of UMS Client
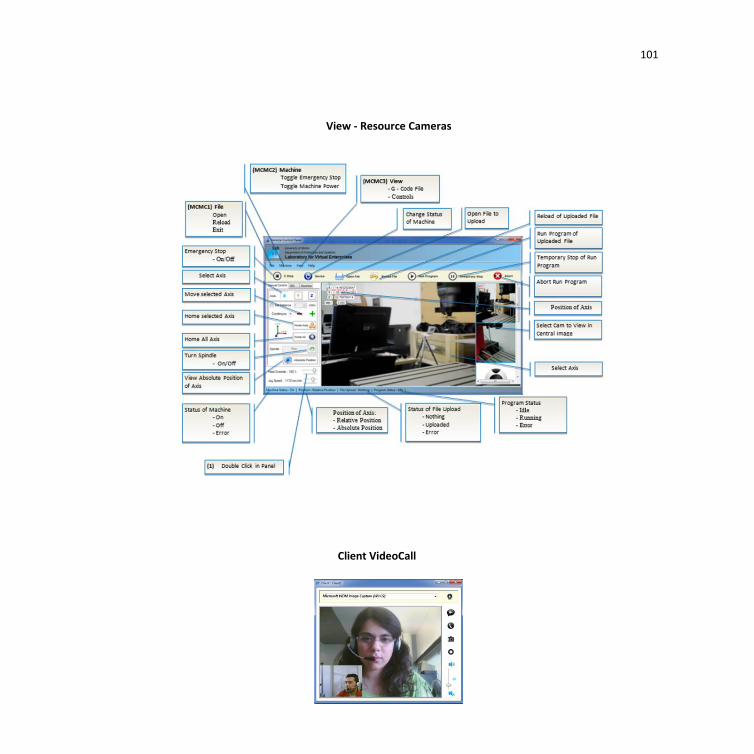
101
View - Resource Cameras
Client VideoCall

102
Main form of Broker
Broker VideoCall

103
Create Resources’ Account

104
Main form of Resource

105
Create Meta-Organizations’ Account

106
Main form of Meta-Organization

107
Quality Management: Statistics

108
Quality Management: Clients’ Feedbacks
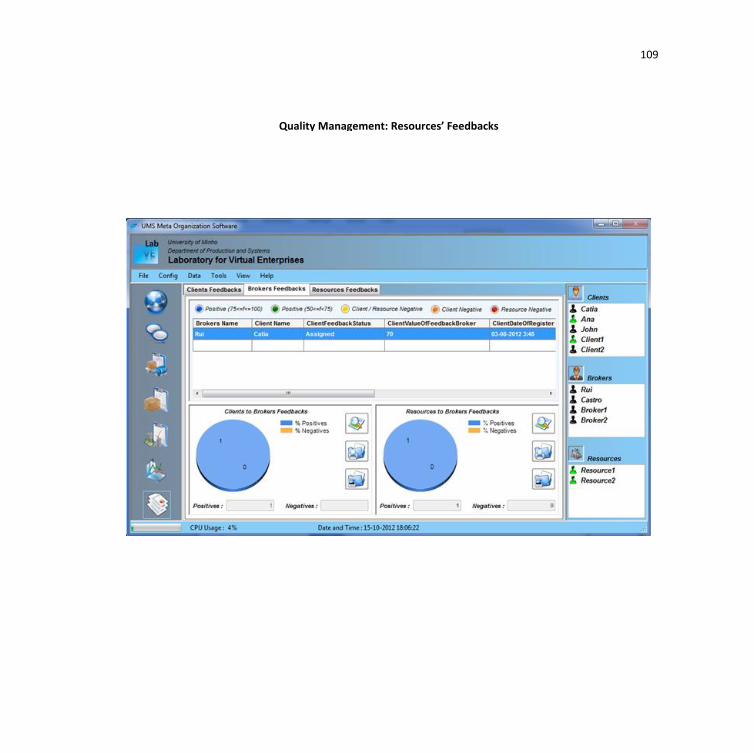
109
Quality Management: Resources’ Feedbacks

110

111
Annex IV
Laboratorial Platform as Learning Factory for Ubiquitous and Cloud Manufacturing
System - Cloud-based Architecture
112
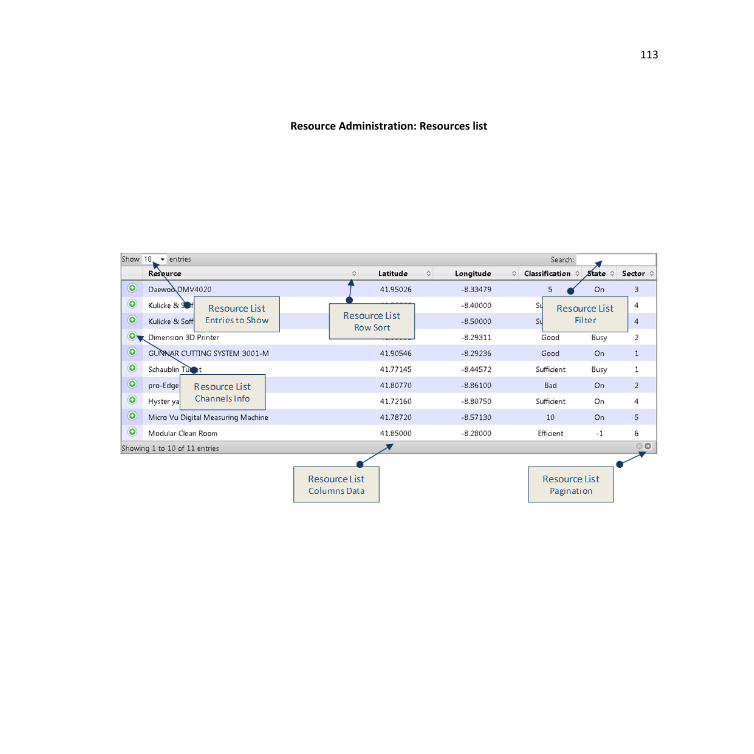
113
Resource Administration: Resources list

114
Resource Administration: Resources channels

115
Resource Administration: Resources tasks
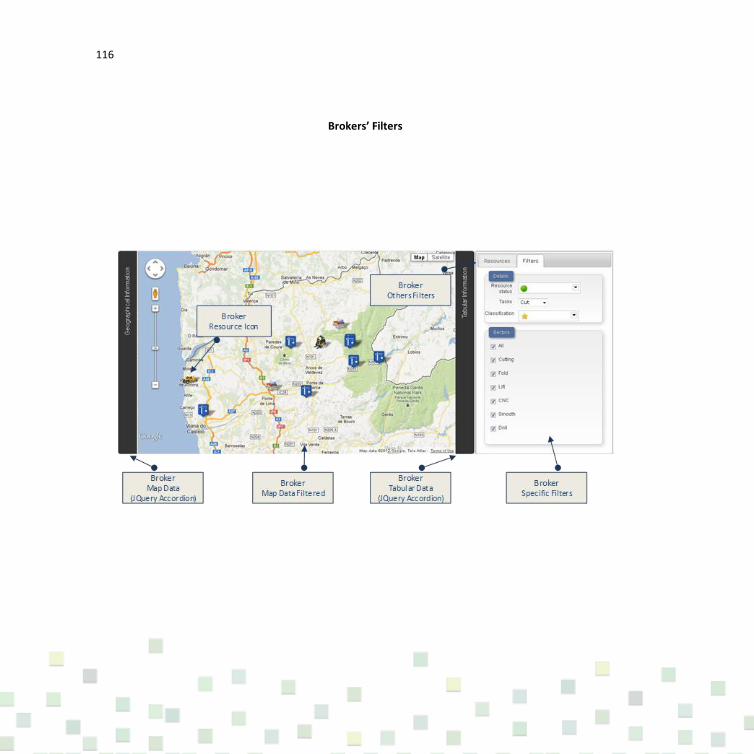
116
Brokers’ Filters

117
Resources Selection

118
Map representation of selected of resources

119
Map InfoWindow with resource data
Web Chat Channel

120
Reconfiguration Manager

121
Reconfiguration InfoWindows events
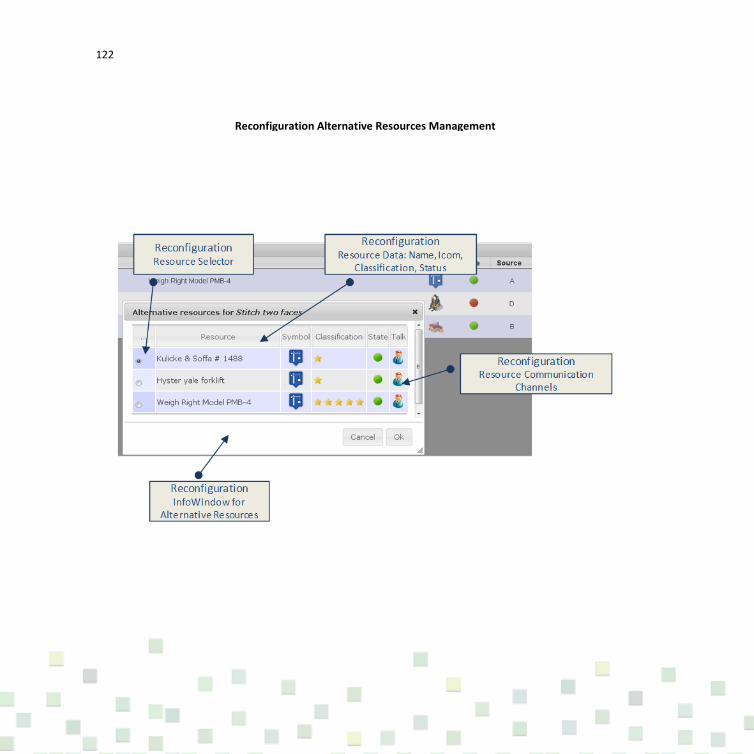
122
Reconfiguration Alternative Resources Management

123
Communication with Alternative Resource

124
Reconfiguration using the Map

125
Reconfiguration Map Resource Event
Reconfiguration with Map Resource Details
Reconfiguration Alternative Resource Channels

126
Mobile GUI
PhoneClient Resource Registration PhoneClient Resource Channels Registration

127
PhoneClient Keyboard Emulator PhoneClient Market of Resources Management
Mobile GUI

128

129
Annex V
Pilot Laboratorial Plant for Ubiquitous and Cloud Manufacturing Systems

130
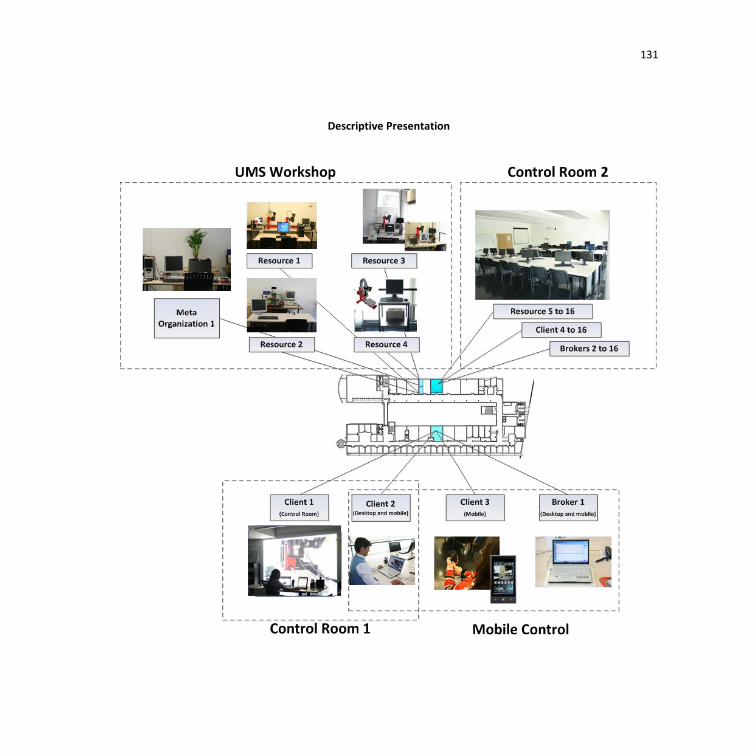
131
Descriptive Presentation
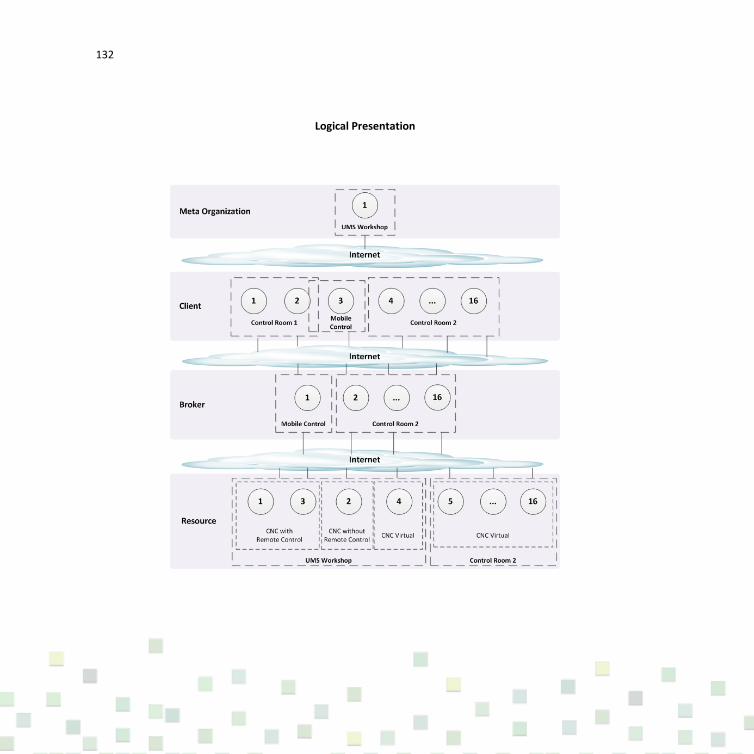
132
Logical Presentation

133
Physical Layout
Control Room 1
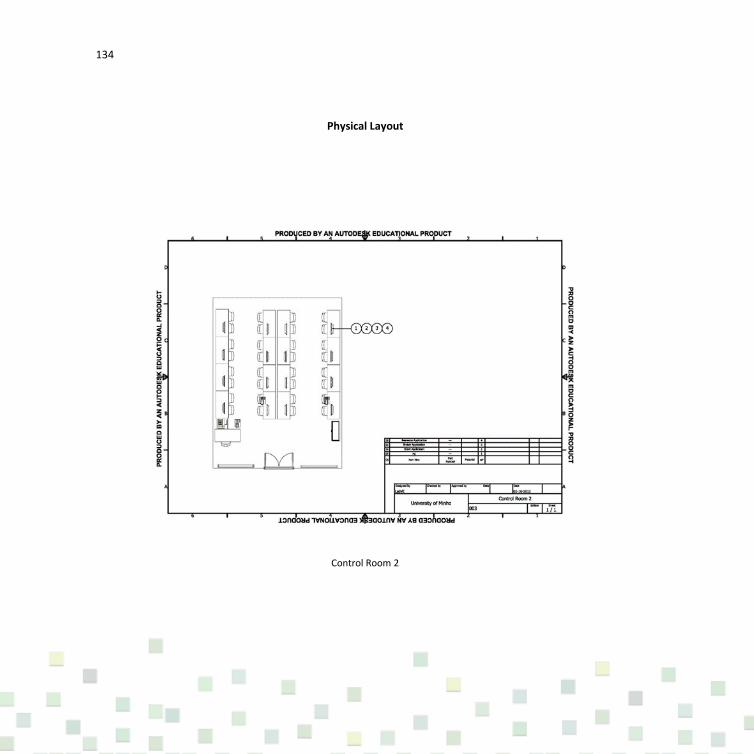
134
Physical Layout
Control Room 2

135
Physical Layout
UMS Workshop
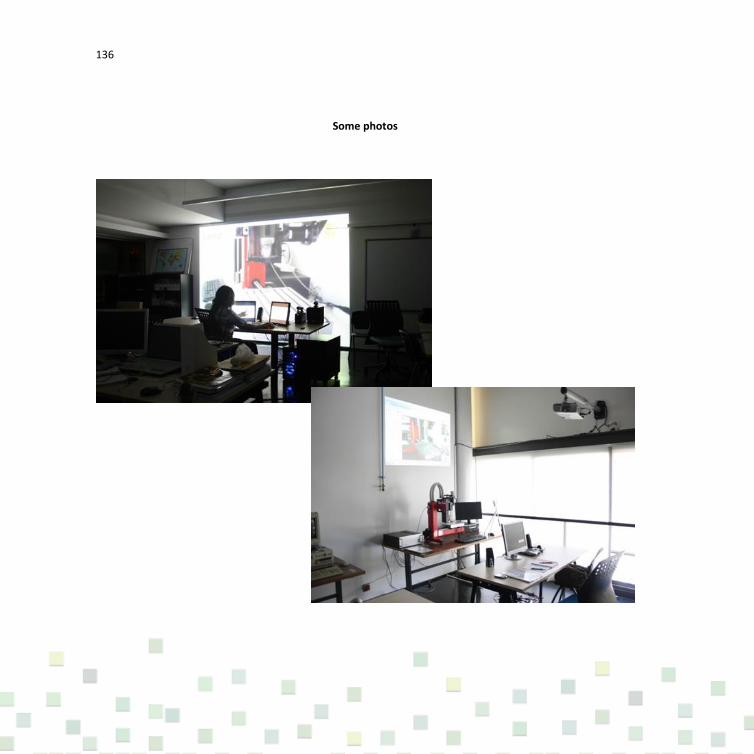
136
.
Some photos

137
Some photos
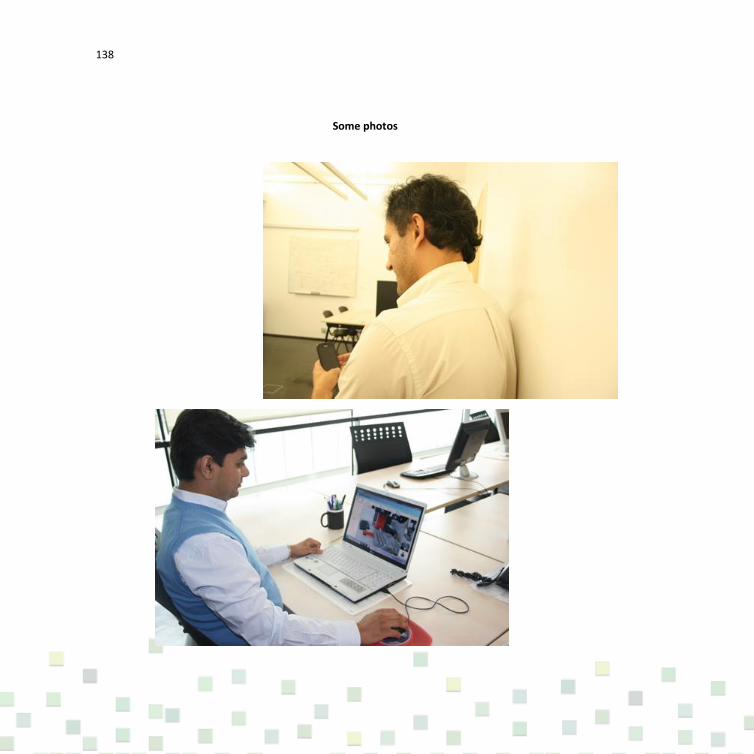
138
Some photos

139
Some photos

140
NOTES

141
NOTES
142
NOTES


4


















